|
 d,
мм d,
мм ,
ммn, мм ,
ммn, мм   ,
кНШероховатость, мкмматериалМаслоt,
°C ,
кНШероховатость, мкмматериалМаслоt,
°C
|
|
|
|
|
|
|
|
|
|
|
|
цапфы
|
вкладыша
|
цапфы
|
вкладыша
|
|
|
|
60
|
50
|
2000
|
2
|
1,6
|
3,2
|
Сталь
|
Латунь
|
И-12
|
35…60
|
Определяется величина среднего
удельного давления в подшипнике  , Н/м2, по формуле
, Н/м2, по формуле
 , (1)
, (1)
где - радиальная нагрузка, Н;
- длина подшипника, м
d - диаметр
вала, м.

Устанавливается допускаемая минимальная
толщина масляного слоя,  , м, по
формуле
, м, по
формуле
 (2)
(2)
где k -
коэффициент запаса надежности по толщине масляного слоя  ;
;
 мкм - добавка на неразрывность
масляного слоя;
мкм - добавка на неразрывность
масляного слоя;
 - шероховатость поверхности
соответственно цапфы и вкладыша, м;
- шероховатость поверхности
соответственно цапфы и вкладыша, м;
 - поправка учитывающая отклонения
нагрузки, скорости, температуры, вязкости масла от расчетных значений, м (= 2…3 мкм).
- поправка учитывающая отклонения
нагрузки, скорости, температуры, вязкости масла от расчетных значений, м (= 2…3 мкм).

Определяем оптимальный диаметральный
зазор 
 (3)
(3)
где d
- диаметр вала, м;
 - динамическая вязкость масла,
- динамическая вязкость масла,  . Значение определяют
по рисунку 3.3 или 3.4 для большей температуры работы соединения из указанного
в исходных данных диапазона;
. Значение определяют
по рисунку 3.3 или 3.4 для большей температуры работы соединения из указанного
в исходных данных диапазона;
 - угловая скорость,
- угловая скорость,  где n - частота
вращения цапфы,
где n - частота
вращения цапфы,  ;
;
P - среднее
давление в подшипнике, Па;
 - коэффициент, постоянный для
данного отношения l / d, где l - длина
подшипника, d - диаметр
вала. Значение определяется
по таблице 3.1.
- коэффициент, постоянный для
данного отношения l / d, где l - длина
подшипника, d - диаметр
вала. Значение определяется
по таблице 3.1.
 м - диаметр вала
м - диаметр вала
 при
при 
 при
при 


 м
м
 при
при
при
. Определяем предельные значения
диаметральных зазоров - наименьшего  и наибольшего
и наибольшего  , м, по
формулам
, м, по
формулам


где  , - коэффициенты, определяемые по
таблице 3.1;
, - коэффициенты, определяемые по
таблице 3.1;
 ,
,  - динамическая вязкость масла, соответствующая
средним температурам смазочного слоя при
- динамическая вязкость масла, соответствующая
средним температурам смазочного слоя при  = и =, Па
= и =, Па , соответственно. Значения , определяют
по рисунку 3.3 или 3.4, причем значение принимают для большей температуры
из указанной в исходных данных (наибольшее тепловыделение происходит при
минимальном зазоре), а значение - для меньшей;
, соответственно. Значения , определяют
по рисунку 3.3 или 3.4, причем значение принимают для большей температуры
из указанной в исходных данных (наибольшее тепловыделение происходит при
минимальном зазоре), а значение - для меньшей;
 угловая скорость,
угловая скорость,  ;
;
D - диаметр
вала, м;
 - среднее давление, Па;
- среднее давление, Па;
 - толщина масляного слоя, при
которой обеспечивается жидкостное трение, м, =
- толщина масляного слоя, при
которой обеспечивается жидкостное трение, м, =  .
.
Определяем, с учетом условия
эксплуатации подшипника предельные значения функциональных диаметральных
зазоров  и
и  , м, по
формулам:
, м, по
формулам:

где  - учитывающая изменение зазора в
результате температурных деформаций цапфы и вкладыша, м. Она определяется по
формуле
- учитывающая изменение зазора в
результате температурных деформаций цапфы и вкладыша, м. Она определяется по
формуле

где 
 - коэффициенты линейного расширения
материалов вкладыша и цапфы, °C. Значения
- коэффициенты линейного расширения
материалов вкладыша и цапфы, °C. Значения  и определяют
по таблице 3.2. [8, с. 17].
и определяют
по таблице 3.2. [8, с. 17].

 - разность между наибольшей рабочей
температурой вкладыша и цап-фы подшипника соответственно и температурой при
сборке, °C;
- разность между наибольшей рабочей
температурой вкладыша и цап-фы подшипника соответственно и температурой при
сборке, °C;
 - поправка, учитывающая увеличение
зазора при износе поверхностей вкла-дыша и цапфы, м. Ее определяют по формуле:
- поправка, учитывающая увеличение
зазора при износе поверхностей вкла-дыша и цапфы, м. Ее определяют по формуле:

где  - шероховатости поверхностей соответственно
вкладыша и цапфы, м.
- шероховатости поверхностей соответственно
вкладыша и цапфы, м.




 м
м


По Гост 25347-82 выбираем
стандартную посадку, у которой средний зазор

Данному условию удовлетворяет
посадка предпочтительного применения, например:
Верхнее отклонение отверстия 
Нижнее отклонение отверстия 
Верхнее отклонение вала 
Нижнее отклонение отверстия 
у которой  ,
,  ,.
,.
Вычислим коэффициент нагруженности
подшипника  :
:

 ,
,


Найти относительный эксцентриситет 
При  и =
и =  , то
, то  .
.
При  , в подшипнике скольжения возможен
неустойчивый режим работы и вибрация вала.
, в подшипнике скольжения возможен
неустойчивый режим работы и вибрация вала.
Для избежания этих явлений необходимо выбрать
другую посадку, например из основного отбора
Верхнее отклонение отверстия
Нижнее отклонение отверстия
Верхнее отклонение вала 
Нижнее отклонение отверстия 
у которой  ,
,  ,.
,.
. Проверить, обеспечивается ли при
наименьшем зазоре этой посадки  жидкостная смазка. Для этого
необходимо ещё раз вычислить CR и найти
жидкостная смазка. Для этого
необходимо ещё раз вычислить CR и найти
При  ,
,
При  и
и  ;
;  .
.
. Определить наименьшую толщину
масляного слоя при 


. Вычислить коэффициент запаса
надёжности по толщине масляного слоя

 .
.
Из расчёта видно, что при  запас
надёжности по толщине масляного слоя обеспечивается и подшипник будет работать
в условиях жидкой смазки.
запас
надёжности по толщине масляного слоя обеспечивается и подшипник будет работать
в условиях жидкой смазки.
Посадка выбрана
правильно и
выбрана
правильно и  можно
принять за .
можно
принять за .
Значение не
уменьшилось и осталось равным 
Найти предельные отклонения от
номинального диаметра втулки и вала и построить схему полей допусков посадки ∅ , (рисунок
2)
, (рисунок
2)

Сделать заключение по второй посадке
:
) посадка не является
предпочтительной, но выбрана из основного отбора;
) коэффициент запаса надёжности по
толщине масляного слоя равен  3) запас деталей ПС на износ равен
3) запас деталей ПС на износ равен  ;
;
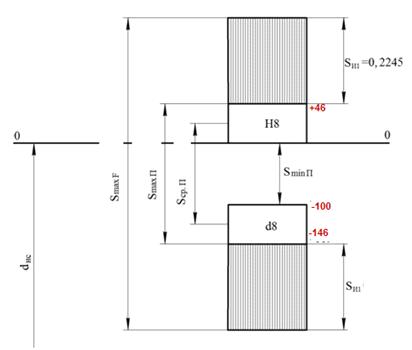
Рисунок 1.1
. Расчет и выбор посадок с натягом
Исходные данные для расчетов приведены в таблице
2.1.
Таблица 2.1 - Исходные данные
|
 ,
мм ,
мм мм мм ,
мм,мм ,
мм,мм ,
кН ,
кН  Шероховатость
мкмМатериал Шероховатость
мкмМатериал
|
Вид
сборки
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
вала
|
втулки
|
Втулка
|
вал
|
|
|
|
170
|
100
|
190
|
100
|
12
|
1
|
5
|
8
|
сталь
|
сталь
|
Механическая
|
20
|
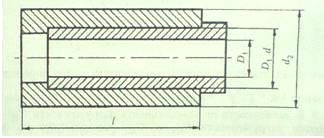
Рисунок 2.1 - Расчетная схема соединения
При расчёте определяются предельные
( и
и  ) величины
натяга в соединении.
) величины
натяга в соединении.
Наименьший функциональный натяг определяется из
условия обеспечения прочности соединения по формулам: при одновременном
совместном нагружении крутящим моментом и осевой силой
гдеf=0,4- коэффициент трения при запрессовке
 Па и
Па и  Па - модуль упругости материала, Па
Па - модуль упругости материала, Па
 и
и  -коэффициент жёсткости конструкции.
-коэффициент жёсткости конструкции.
Где  и
и  - коэффициенты Пуассона (табл.3)
- коэффициенты Пуассона (табл.3)
Наибольший функциональный натяг определяется из
условия обеспечения прочности соединяемых деталей по формуле:
Определяем величину максимально допустимого
давления на контактных поверхностях
 Па, для стали
Па, для стали
б) для вала
 Па
Па
а) для отверстия
 Па
Па
 мкм
мкм

Опреляем значения функциональных
натягов  и
и



Находим 
Принимаем 

По Гост 25347-89 подбираем
стандартную посадку удолетворяюшей условиям


Наибольший  и
наименьший
и
наименьший  функциональные
(расчетные) натяги обеспечивают прочность деталей при их сборке и прочность
соединения при эксплуатации. По значениям функциональных натягов определяются функциональный
ТNF,
конструкторский TNк и
эксплуатационный TNэ допуски
посадки:
функциональные
(расчетные) натяги обеспечивают прочность деталей при их сборке и прочность
соединения при эксплуатации. По значениям функциональных натягов определяются функциональный
ТNF,
конструкторский TNк и
эксплуатационный TNэ допуски
посадки:
ТNF = - = 110 - 11
= 99 мкм,
Так как TNк=TD+Td, то, в
первом приближении, допуск отверстия
 мкм
мкм
Этот допуск отверстия получен в
предположении, что отверстие и вал данного соединения изготовляются по одному
квалитету. При подборе посадки допуск отверстия может быть несколько изменен,
так как в посадках, рекомендованных ГОСТ 25347-82, отверстие и вал могут
изготавливаться по разным квалитетам. Однако в любом случае допуск посадки не
должен значительно отличаться от рассчитанного допуска посадки.
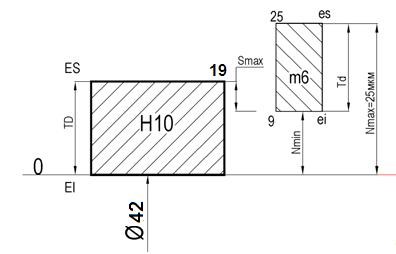
По величине допуска отверстия и его
номинальному диаметру выбирается 7 квалитет для отверстия и подбирается посадка
(ГОСТ 25347-82) из числа рекомендованных, обеспечивающая:
запас прочности деталей при сборке Nзс: Nзс = NmaxF - Nmax,
запас прочности соединения при
эксплуатации Nзэ: Nзэ= Nmin - NminF
и удовлетворяющая условиям: 1) Nзэ> Nзс 2) Nзэ ® max.
Такой является посадка Ø100
H7/u7
(ES = +35 мкм,EI
= 0 мкм, es
= +179, ei=+144мкм):
Nmin=109мкм, Nmax =179мкм.
Схему расположения полей допусков чертим в
системе отверстия

Рисунок 2.2
3. Расчет и выбор посадок подшипников качения
Исходные данные для расчета приведены в таблице
3.1.
Таблица 3.1 - Исходные данные
|
Подшипник
|
R, H
|
Остальные
данные
|
|
5-407
|
4300
|
Вращается
вал. Нагрузка с ударами и вибрацией, перегрузка до 300 %. Корпус чугунный,
разъемный. Осевой нагрузки нет.
|
Подшипники качения
Исходные данные:
тип подшипника - 407;
класс точности - 5
R= 4,3кн - радиальная нагрузка
а) внутреннее - циркуляционное нагружение (вал
вращается), наружное - местное нагружение;
Из справочной литературы выбираем параметры
заданного подшипника

внутренний диаметр подшипника d
= 35 мм;
наружный диаметр подшипника D
= 100 мм;
ширина b=25
мм
фаска кольца r=2,5мм
Расчёт величины интенсивности радиальной
нагрузки.
Расчёт величины интенсивности радиальной
нагрузки проводим по формуле:
 ,
,
где PR - интенсивность
радиальной нагрузки; - заданная радиальная нагрузка;
В - рабочая ширина подшипника; d
- динамический коэффициент посадки, зависящий от характера нагрузки, kd
=1,8, т.к. перегрузки до 300%; - коэффициент, учитывающий степень ослабления
посадки при полом вале и тонкостенном корпусе, F=1, т.к. вал сплошной; a
- коэффициент неравномерности распределения радиальной нагрузки между рядами
роликов в двухрядных конических роликоподшипниках или между сдвоенными шарикоподшипниками
при наличии осевой нагрузки А на опору, Fа=1, т.к. подшипник
шариковый однорядный.
 кН/м.
кН/м.
Заданным условиям соответствует поле
допуска вала Æ35k6
Условное обозначение соединения
"внутреннее кольцо -вал" в нашем случае
Где  -поле допуска внутреннего кольца
подшипника 5-го класса точности
-поле допуска внутреннего кольца
подшипника 5-го класса точности
По Гост 3325-85
Æ35 .
.
Æ35 - Верхнее отклонение ES=0
Нижнее отклонение EI=-8мкм
Æ35 - Верхнее отклонение es=18 мкм
- Верхнее отклонение es=18 мкм
Нижнее отклонение ei=2 мкм
Посадку под кольцо, имеющего местный
вид нагружения выбираем для поля допуска корпуса D = 100 мм
посадку 
Условное обозначение соединения
"корпус - наружное кольцо подшипника " в нашем случае Æ100 .
.
Где  -поле допуска наружного кольца
подшипника 5-го класса точности
-поле допуска наружного кольца
подшипника 5-го класса точности
Æ100 - Верхнее отклонение ES=+34 мкм
Нижнее отклонение EI=+12мкм
Æ100 - Верхнее отклонение es=0
- Верхнее отклонение es=0
Нижнее отклонение ei=-10мкм
Определяем зазоры и натяги в
сопряжениях подшипникового узла
Сопряжение подшипник-вал:
Nmax = es - EI
=0.018-(-0.008)=0.026 мм,
Nmin = ei - ES
=0.002-0=0.002 мм.max
= ES - ei = 0,034-(-0,010)=0,044 ммmin = EI- es=0.012-0=
0.012 мм
Результаты расчётов и выбора посадок
подшипника сводим в табл.3.1.
Таблица 3.2 - Поля допусков колец
подшипника качения, вала и отверстия в корпусе
|
Внутреннее
кольцо
|
Вал
|
Наружное
кольцо
|
Отверстие
в корпусе
|
|
Æ35L5( )Æ35k6( )Æ35k6( )Æ100
l5( )Æ100
l5( )Æ100G6( )Æ100G6(
|
|
|
|
Строим поля допусков
Рис. 3.1 Поля допусков для подшипника
Шероховатость поверхностей.
Шероховатость посадочных поверхностей корпуса и
вала выбираем:
посадочной поверхности внутреннего кольца RA=0,63
мм;
посадочной поверхности внешнего кольца RA=1,25
мм.
Допуск цилиндричности присоединяемых
поверхностей не должен превышать для подшипников 5-го класса 1/5
допуска на размер. Рассчитанное значение определяют до ближайшего значения по
ГОСТ 24643-81 что соответствует: для вала 5-ей степени точности - 2 мкм; для
корпуса 5-ей степени точности - 2 мкм.
Рисунок 3.2. Подшипник в сборе
4. Расчет и выбор калибров для контроля деталей
гладких цилиндрических соединений
Рассчитать и подобрать калибры для контроля
деталей (отверстия и вала) гладких цилиндрических соединений. Исходными данными
для задания 4 являются номинальный диаметр и посадка, которые принимаются из
задания 1 или 2 после их выполнения. Порядок выполнения задания приведен 6.2.
Исходные данные посадка Ø100
H7/u7.
Расчет исполнительных размеров калибров для
контроля отверстия
Исходный размер отверстия - Æ100Н7.
Расположение полей допусков и отклонений
относительно полей границ допусков изделий указано на рисунке 4.1.
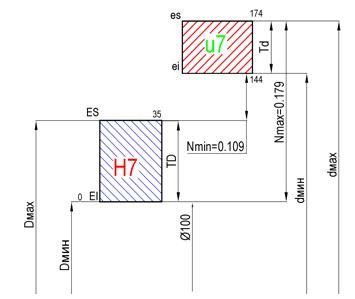
Рисунок 4.1
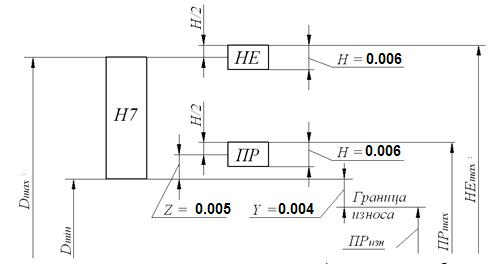
Рисунок 4.2- Схема расположения полей допусков
калибра-пробки
H - допуск на
изготовление калибра, H
= 6 мкм;
Z - отклонение
середины поля допуска на изготовление проходного калибра для отверстия
относительно наименьшего предельного размера изделия, Z
= 5 мкм;
Y - допустимый выход
размера изношенного проходного калибра для отверстия за границу поля допуска
изделия, Y = 4 мкм.
Отверстие Æ100Н7:
верхнее отклонение ES
= +35 мкм,
нижнее отклонение EI
= 0 мкм.
Предельные размеры отверстия Æ100Н7:
Dmax = D + ES = 100
+ 0,035 = 100,035
(мм),
Dmin = D + EI = 100
+ 0 = 100 (мм).
Вычисляем:
наибольший размер нового проходного калибра
 (мм);
(мм);
наименьший размер изношенного калибра
 (мм);
(мм);
наибольший размер непроходного нового калибра
 (мм).
(мм).
Исполнительные размеры для калибра-пробки Æ100Н7:
 (мм);
(мм);
 (мм).
(мм).
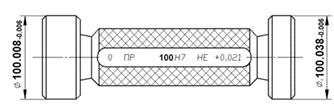
Рисунок 4.3. Эскиз калибра-пробки
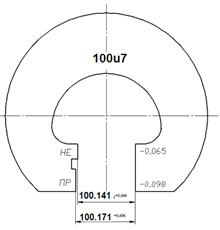
Расчет исполнительных размеров калибров для
контроля вала
Исходный размер вала - Æ100u7.
Расположение полей допусков и отклонений
относительно полей границ допусков изделий указано на рисунке 4.4.
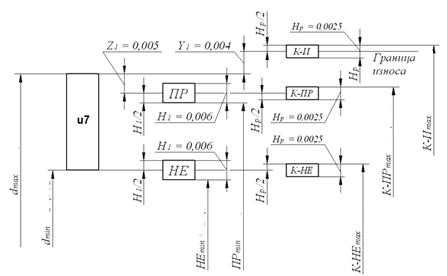
Рисунок 4.4 - Схема расположения полей допусков
калибра-скобы
Определяем значения:
|
Z, Z1
Y, Y1
α,
α1
H, H1
Hs
Hp
|
5
4 0 6
4
2,5
|
1
- допуск на изготовление калибра скобы, H1
= 6 мкм;
Z1
- отклонение середины поля допуска на изготовление проходного калибра для вала
относительно наибольшего предельного размера изделия, Z1
=
5 мкм;
Y1
- допустимый выход размера изношенного проходного калибра для вала за границу
поля допуска изделия, Y1
= 4 мкм;
Нр - допуск на изготовление
контрольного калибра для скобы, Нр = 2,5 мкм.
Вал Æ100u7.
верхнее отклонение es
= 179 ìêì,
нижнее отклонение ei
= 144 ìêì.
Ïðåäåëüíûå
ðàçìåðû âàëà
Æ100u7.:
dmax = d + es = 100 + 0,179 = 100,179 (мм),min
= d + ei = 100 + 0,144 = 100,144 (мм).
Вычисляем:
наименьший
размер нового проходного калибра
 (ìì);
(ìì);
íàèáîëüøèé
ðàçìåð èçíîøåííîãî
êàëèáðà
 (ìì);
(ìì);
íàèìåíüøèé
ðàçìåð íåïðîõîäíîãî
íîâîãî êàëèáðà
 (ìì).
(ìì).
Èñïîëíèòåëüíûå
ðàçìåðû äëÿ êàëèáðà-ñêîáû
Æ100u7:
 (ìì);
(ìì);
 (ìì).
(ìì).
Ñòàíäàðòîì
ïðèíÿòû ñëåäóþùèå
îáîçíà÷åíèÿ
ðàçìåðîâ è äîïóñêîâ:-
íîìèíàëüíûé
ðàçìåð èçäåëèÿ;min
- íàèìåíüøèé
ïðåäåëüíûé ðàçìåð
èçäåëèÿ;max - íàèáîëüøèé
ïðåäåëüíûé ðàçìåð
èçäåëèÿ;
Ò - äîïóñê
èçäåëèÿ;
Ðèñóíîê
4.5. Ýñêèç êàëèáðà-ñêîáû
Í - äîïóñê
íà èçãîòîâëåíèå
êàëèáðîâ (çà èñêëþ÷åíèåì
êàëèáðîâ ñî ñôåðè÷åñêèìè
èçìåðèòåëüíûìè
ïîâåðõíîñòÿìè)
äëÿ îòâåðñòèÿ;
Ís - äîïóñê
íà èçãîòîâëåíèå
êàëèáðîâ ñî ñôåðè÷åñêèìè
èçìåðèòåëüíûìè
ïîâåðõíîñòÿìè
äëÿ îòâåðñòèÿ;
Í1 - äîïóñê
íà èçãîòîâëåíèå
êàëèáðîâ äëÿ âàëà;
Íð - äîïóñê
íà èçãîòîâëåíèå
êîíòðîëüíîãî
êàëèáðà äëÿ ñêîáû;-
îòêëîíåíèå ñåðåäèíû
ïîëÿ äîïóñêà íà
èçãîòîâëåíèå
ïðîõîäíîãî êàëèáðà
äëÿ îòâåðñòèÿ
îòíîñèòåëüíî
íàèìåíüøåãî
ïðåäåëüíîãî ðàçìåðà
èçäåëèÿ;1 - îòêëîíåíèå
ñåðåäèíû ïîëÿ
äîïóñêà íà èçãîòîâëåíèå
ïðîõîäíîãî êàëèáðà
äëÿ âàëà îòíîñèòåëüíî
íàèáîëüøåãî
ïðåäåëüíîãî ðàçìåðà
èçäåëèÿ;- äîïóñòèìûé
âûõîä ðàçìåðà
èçíîøåííîãî
ïðîõîäíîãî êàëèáðà
äëÿ îòâåðñòèÿ
çà ãðàíèöó ïîëÿ
äîïóñêà èçäåëèÿ;1
- äîïóñòèìûé âûõîä
ðàçìåðà èçíîøåííîãî
ïðîõîäíîãî êàëèáðà
äëÿ âàëà çà ãðàíèöó
ïîëÿ äîïóñêà èçäåëèÿ;
a - âåëè÷èíà
äëÿ êîìïåíñàöèè
ïîãðåøíîñòè
êîíòðîëÿ êàëèáðàìè
îòâåðñòèé ñ ðàçìåðàìè
ñâûøå 180 ìì;
a1 - âåëè÷èíà
äëÿ êîìïåíñàöèè
ïîãðåøíîñòè
êîíòðîëÿ êàëèáðàìè
âàëîâ ñ ðàçìåðàìè
ñâûøå 180 ìì.
5. Âûáîð ïîñàäîê
øïîíî÷íûõ ñîåäèíåíèé
Ïî äèàìåòðó
âàëà d
= 42 è êîíñòðóêöèè
øïîíêè îïðåäåëèòü
îñíîâíûå ðàçìåðû
øïîíêè è ïàçîâ
è ïîäîáðàòü ïîñàäêè
øïîíî÷íîãî ñîåäèíåíèÿ
â çàâèñèìîñòè
îò âèäà ïîñëåäíåãî
èëè îðèåíòèðîâàííîãî
íàçíà÷åíèÿ ïîñàäîê.
Óñòàíîâèòü òðåáîâàíèÿ
ê òî÷íîñòè ðàñïîëîæåíèÿ
ïàçîâ è øåðîõîâàòîñòè
ïîâåðõíîñòåé
ïàçîâ è øïîíêè.
Âàðèàíòû è èñõîäíûå
äàííûå ê çàäàíèþ
5 ïðèâåäåíû â òàáëèöå
5.1, ïîðÿäîê âûïîëíåíèÿ
çàäàíèÿ - â 7. 2.
Òàáëèöà
5.1
|
 Îðèåíòèðîâî÷íîå
íàçíà÷åíèå
ïîñàäîêÂèä ñîåäèíåíèÿÊîíñòðóêöèÿ
øïîíêè Îðèåíòèðîâî÷íîå
íàçíà÷åíèå
ïîñàäîêÂèä ñîåäèíåíèÿÊîíñòðóêöèÿ
øïîíêè
|
|
|
|
|
42
|
-
|
Ïëîòíîå
|
Ïðèçìàòè÷åñêàÿ
|
Òàáëèöà
5.2. Èñõîäíûå äàííûå
äëÿ âûáîðà ïîñàäêè
øïîíî÷íîãî ñîåäèíåíèÿ
|
Äèàìåòð
âàëà, ìì
|
Ôîðìà
øïîíêè
|
Âèä
øïîíî÷íîãî ñîåäèíåíèÿ
|
|
42
|
ïðèçìàòè÷åñêàÿ
|
ïëîòíîå
Ïî ÃÎÑÒ
23360 - 78, âûáèðàåì øèðèíó
øïîíêè - b
= 12 ìì; âûñîòó øïîíêè
- h = 8 ìì;
ãëóáèíó ïàçà
âàëà - t1
= 5 ìì; ãëóáèíó ïàçà
âòóëêè - t2
= 3,3 ìì; äëèíó øïîíêè
( ïðîèçâîëüíî )
- l = 80 ìì.
Âû÷èñëèòü
ðàçìåðû:
d - t1
= 42 - 5 = 37 ìì;
d + t2
= 42 + 3,3 = 45,3 ìì.
 ñîîòâåòñòâèè
ñ çàäàíèåì âûáðàòü
ïîëÿ äîïóñêîâ
ïî øèðèíå b
äëÿ
äåòàëåé øïîíî÷íîãî
ñîåäèíåíèÿ.
Òàáëèöà
5.3 - Ïîëÿ äîïóñêîâ
äëÿ äåòàëåé øïîíî÷íîãî
ñîåäèíåíèÿ ïî
øèðèíå b
|
Âèä
øïîíî÷íîãî ñîåäèíåíèÿ
|
Ïîëÿ
äîïóñêîâ ïî øèðèíå
b
|
|
øïîíêè
|
ïàçà
âàëà
|
ïàçà
âòóëêè
|
|
íîðìàëüíîå
|
h9
|
Ð9
|
Ð9
|
Äëÿ íîðìàëüíîãî
ñîåäèíåíèÿ ïîëå
äîïóñêîâ ïî øèðèíå
b: øïîíêè
- h9; äëÿ
ïàçà âàëà - Ð9; ïàçà
âòóëêè - Ð9.
Ïîñàäêè:
øïîíêà - ïàç âàëà
12Ð9/h9; øïîíêà
- ïàç âòóëêè 12Ð9/h9.
Äëÿ ïîñàäêè
âàë âòóëêà ïðèíèìàåì
äë òî÷íîãî öåíòðèðîâàíèÿ
Ïîñàäêà
Æ42 - ïîñàäêà
ïåðåõîäíàÿ - ïîñàäêà
ïåðåõîäíàÿ
Íàéòè
ïðåäåëüíûå îòêëîíåíèÿ
è îïðåäåëèòü ïðåäåëüíûå
ðàçìåðû, çàçîðû
è íàòÿãè äëÿ äåòàëåé
øïîíî÷íîãî ñîåäèíåíèÿ.
Äëÿ øïîíêè
h9:
âåðõíåå
îòêëîíåíèå -  ìêì ìêì
íèæíåå
îòêëîíåíèå -  ìêì; ìêì;
Äëÿ ïàçà
âàëà 
âåðõíåå
îòêëîíåíèå -  ìêì ìêì
íèæíåå
îòêëîíåíèå -  ìêì; ìêì;
Äëÿ ïàçà
âòóëêè :
âåðõíåå
îòêëîíåíèå - ìêì
íèæíåå
îòêëîíåíèå - ìêì;
Ïîñòðîèì
ñõåìó ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
äåòàëåé øïîíî÷íîãî
ñîåäèíåíèÿ, íàíåñòè
ïðåäåëüíûå îòêëîíåíèÿ,
ïðåäåëüíûå ðàçìåðû
è îïðåäåëèòü çàçîðû
(íàòÿãè).
 ñîåäèíåíèå
“øïîíêà -“ ïàç âàëà
“:
 ìì ìì
 ìì ìì
 ñîåäèíåíèå
” øïîíêà -ïàç âòóëêè
“:
 ìì ìì
 ìì ìì
 ìì ìì
 ñîåäèíåíèå
“øïîíêà -“âàë âòóëêà
“:
 ñîåäèíåíèå
” øïîíêà -ïàç âòóëêè
“:
ìì
ìì
ìì
Íàçíà÷èì
îòêëîíåíèÿ íà
âñå îñòàëüíûå
ðàçìåðû øïîíêè
è øïîíî÷íûõ ïàçîâ
íà âàëó è âî âòóëêå:
íà âûñîòó
øïîíêè - 8h11(-0,09);
íà äëèíó øïîíêè
- 80h14(-0,870);
íà äëèíó
ïàçà âàëà - 80h15 (-1.400);
íà ãëóáèíó
ïàçà âàëà - d - t137-0.2 ;
íà ãëóáèíó
ïàçà âòóëêè - d + t245,3+0.2.
Âû÷åðòèì
ýñêèçû øïîíî÷íîãî
ñîåäèíåíèÿ â
ñáîðå è äåòàëåé,
îáîçíà÷èòü ïîñàäêè,
îòêëîíåíèÿ ðàçìåðîâ,
ôîðìû è øåðîõîâàòîñòü.
Ðèñóíîê
5.1 - Ñõåìà ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
äåòàëåé øïîíî÷íîãî
ñîåäèíåíèÿ ïî
b
Ðèñóíîê
5.2 - Ñõåìà ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
äåòàëåé øïîíî÷íîãî
ñîåäèíåíèÿ ïî
d
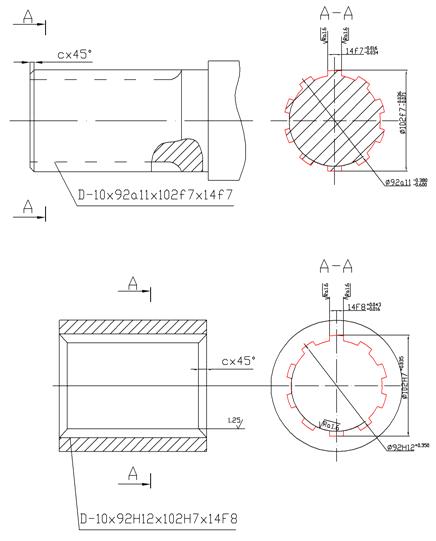
. Âûáîð
ïîñàäîê ïðÿìîáî÷íûõ
øëèöåâûõ ñîåäèíåíèé
Ïî íàðóæíîìó
äèàìåòðó âàëà
D è ñåðèè
îïðåäåëèòü ðàçìåðû
ïðÿìîáî÷íîãî
øëèöåâîãî ñîåäèíåíèÿ.
 çàâèñèìîñòè
îò òðåáîâàíèé
ê òî÷íîñòè öåíòðèðîâàíèÿ
äåòàëåé è òâåðäîñòè
âòóëêè âûáðàòü
ñïîñîá öåíòðèðîâàíèÿ.
Èñõîäÿ èç õàðàêòåðà
ñîåäèíåíèÿ îïðåäåëèòü
ïîñàäêè øëèöåâîãî
ñîåäèíåíèÿ. Óñòàíîâèòü
òðåáîâàíèÿ ê
ñèììåòðè÷íîñòè
áîêîâûõ ñòîðîí
øëèöåâ è øåðîõîâàòîñòè
ïîâåðõíîñòåé
âàëà è âòóëêè.
Âàðèàíòû è èñõîäíûå
äàííûå ê çàäàíèþ
ïðèâåäåíû â òàáëèöå
6.1, ïîðÿäîê âûïîëíåíèÿ
- â 8. 2.
Òàáëèöà
6.1
|
 ÑåðèÿÒî÷íîñòü
öåíòðèðîâàíèÿÒâåðäîñòü
âòóëêèÕàðàêòåð
ñîåäèíåíèÿ ÑåðèÿÒî÷íîñòü
öåíòðèðîâàíèÿÒâåðäîñòü
âòóëêèÕàðàêòåð
ñîåäèíåíèÿ
|
|
|
|
|
|
102
|
Ñðåäíÿÿ
|
Âûñîêàÿ
|
Íåâûñîêàÿ
|
Íåïîäâèæíîå,
äëÿ ïåðåäà÷è íåáîëüøèõ
êðóòÿùèõ ìîìåíòîâ,
áåç ðåâåðñèðîâàíèÿ
|
Èñõîäíûå
äàííûå:
- òèï ñîåäèíåíèÿ
- íåïîäâèæíîå;
- ñïîñîá
öåíòðèðîâàíèÿ
- ïî D (íàðóæíîìó
äèàìåòðó)
ïðèíèìàåì
ýòîò ñïîñîá öåíòðèðîâàíèÿ
ïðè ïåðåäà÷å ìàëûõ
êðóòÿùèõ ìîìåíòîâ
- íîìèíàëüíûé
ðàçìåð íàðóæíîãî
äèàìåòðà D
= 102 ìì.
Îïðåäåëÿåì
îñíîâíûå ïàðàìåòðû
øëèöåâîãî ñîåäèíåíèÿ
(ÃÎÑÒ 1139-80)
Òàáëèöà
6.2
|
z
´
d ´
D ´
b, ìì (z - ÷èñëî çóáüåâ)
|
d1,
ìì
|
a,
ìì
|
ñ,
ìì
|
r,
ìì, íå áîëåå
|
|
íå
ìåíåå
|
|
|
|
Ñðåäíÿÿ
ñåðèÿ
|
|
10
´
92 ´
102 ´
14
|
87,3
|
4,50
|
0,5
|
0,5
|
ãäå z=10
- ÷èñëî çóáüåâ;
d =92 ìì
- âíóòðåííèé äèàìåòð;
b =14 ìì
- øèðèíà øëèöà.
. Â çàâèñèìîñòè
îò çàäàííîãî
ñïîñîáà öåíòðèðîâàíèÿ
(ïî D ) íàçíà÷àåì
ïîñàäêè äëÿ öåíòðèðóþùèõ
è íå öåíòðèðóþùèõ
ïîâåðõíîñòåé
(òàáë. 2,):
- äëÿ âíóòðåííåãî
äèàìåòðà d - 
äëÿ íàðóæíîãî
äèàìåòðà D -  ; ;
äëÿ øèðèíû
øëèöà -  . .
Óñëîâíîå
îáîçíà÷åíèå
øëèöåâîãî ñîåäèíåíèÿ
D - 10´92´102´14.
Îïðåäåëÿåì
ïðåäåëüíûå ðàçìåðû
è äîïóñêè îñíîâíûõ
ïàðàìåòðîâ øëèöåâîãî
ñîåäèíåíèÿ.
Îïðåäåëÿåì
ïðåäåëüíûå ðàçìåðû
è äîïóñêè îñíîâíûõ
ïàðàìåòðîâ øëèöåâîãî
âàëà.
Óñëîâíîå
îáîçíà÷åíèå
øëèöåâîãî âàëà
-
D - 10´92 ´102 ´102 ´14. ´14.
) Âíóòðåííèé
äèàìåòð d = 92
Ïðåäåëüíûå
îòêëîíåíèÿ:
âåðõíåå
es = -380 ìêì;
íèæíåå
ei = -600 ìêì.
Ïðåäåëüíûå
ðàçìåðû d:
Íàèáîëüøèé
d max = d + es = 92 -
0,380 = 91,620 (ìì);
íàèìåíüøèé
d min = d + ei = 92 -
0,600 = 91,400 (ìì).
Äîïóñê
ðàçìåðà
Td= dmax - dmin = es - ei =
-0,380-(-0,600)=0,220(ìì).
) Íàðóæíûé
äèàìåòð D = 102.
Ïðåäåëüíûå
îòêëîíåíèÿ:
âåðõíåå
es = -36 ìêì;
íèæíåå
ei = -71 ìêì.
Ïðåäåëüíûå
ðàçìåðû D:
íàèáîëüøèéDmax = D + es = 102 -
0,036 = 101,964 (ìì);
íàèìåíüøèé
Dmin = D + ei = 102 -
0,071 = 101,929 (ìì).
Äîïóñê
ðàçìåðà
TD = Dmax - Dmin = es - ei =
-0,036-(-0,071)= 0.035(ìì).
) Øèðèíà
çóáà (øëèöà) b = 14.
Ïðåäåëüíûå
îòêëîíåíèÿ:
âåðõíåå
es = -16 ìêì;
íèæíåå
ei = -34 ìêì.
Ïðåäåëüíûå
ðàçìåðû b:
íàèáîëüøèébmax = b + es = 14 -
0,016 = 13,984 (ìì);
íàèìåíüøèé
bmin = b + ei = 14 -
0,034 = 13,966 (ìì).
Äîïóñê
ðàçìåðà
Tb = bmax - bmin = es - ei =-
0,016-(-0,034)=0,018 (ìì).
Îïðåäåëÿåì
ïðåäåëüíûå ðàçìåðû
è äîïóñêè îñíîâíûõ
ïàðàìåòðîâ øëèöåâîé
âòóëêè.
Óñëîâíîå
îáîçíà÷åíèå
øëèöåâîé âòóëêè
- D - 10´92 ´102 ´102 ´14 ´14 . .
1) Âíóòðåííèé
äèàìåòð d
= 92 H12
Ïðåäåëüíûå
ðàçìåðû d:
âåðõíåå
es = +350 ìêì;
íèæíåå ei
= 0 ìêì.
íàèáîëüøèéd
max
= d + es
= 92 + 0,350 = 92,350 (ìì);
íàèìåíüøèé
d min
= d + ei
= 92 - 0 = 92 (ìì).
Äîïóñê ðàçìåðà
Td=
dmax
- dmin = es
- ei =
0,350-(-0,000)=0,350 (ìì).
) Íàðóæíûé
äèàìåòð D
= 102H7.
Ïðåäåëüíûå
îòêëîíåíèÿ:
âåðõíåå
ES = +35 ìêì;
íèæíåå EI
= 0 ìêì.
Ïðåäåëüíûå
ðàçìåðû D:
íàèáîëüøèéDmax
= D + ES
= 102 + 0,035 = 102,035 (ìì);
íàèìåíüøèéDmin
= D + EI
= 102 + 0 = 102 (ìì).
Äîïóñê ðàçìåðà
TD
= Dmax
- Dmin
= ES - EI
=0,035-0= 0,035(ìì).
3) Øèðèíà
çóáà (øëèöà) b
= 14F8.
Ïðåäåëüíûå
îòêëîíåíèÿ:
âåðõíåå
ES = +43 ìêì;
íèæíåå EI
= +16 ìêì.
Ïðåäåëüíûå
ðàçìåðû:
Íàèáîëüøèé
bmax = b
+ ES = 14+ 0,043 =
14,043 (ìì);
íàèìåíüøèé
bmin = b
+ EI = 14 + 0,016 =
14,016 (ìì).
Äîïóñê ðàçìåðà
Tb
= bmax - bmin
= ES - EI
=0.043-0.016=0,027 (ìì).
Ñòðîèì ñõåìû
âçàèìíîãî ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
öåíòðèðóþùåãî
ýëåìåíòà è äðóãèõ
îñíîâíûõ ïàðàìåòðîâ,
à òàêæå ðàññ÷èòûâàåì
õàðàêòåðèñòèêè
ýòèõ ïîñàäîê.
1) Ïîñàäêà
ïî öåíòðèðóþùåìó
ýëåìåíòó D 102

Ðèñóíîê
6.1 - Ñõåìà ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
Õàðàêòåðèñòèêè
ïîñàäêè:
Ìàêñèìàëüíûé
çàçîð
Smax = ES - ei =
0,035 - (-0,071) = 0,106 (ìì).
Ìèíèìàëüíûé
çàçîð
Smin = EI - es = 0
- (-0,036) = 0,036 (ìì).
Äîïóñê
ïîñàäêè
TS = Smax - Smin = 0,106 -
0,036 = 0,070 (ìì),
) Ïîñàäêà
ïî âíóòðåííåìó
äèàìåòðó d.
Õàðàêòåðèñòèêè
ïîñàäêè:
Ìàêñèìàëüíûé
çàçîð
Smax = ES - ei =
0,210 -
(-0,480) =
0,690 (ìì).
Ìèíèìàëüíûé
çàçîð
Smin = EI - es = 0
- (-0,320) =
0,320 (ìì).
Äîïóñê
ïîñàäêè
TS = Smax - Smin = 0,690 -
0,320 = 0,370 (ìì),

Ðèñóíîê
6.2
) Ïîñàäêà
ïî øèðèíå øëèöà
b: 14.
Õàðàêòåðèñòèêè
ïîñàäêè:
Ìàêñèìàëüíûé
çàçîð
Smax = ES - ei = 0,043
- (-0,034)
= 0,077
(ìì).
Ìèíèìàëüíûé
çàçîð
Smin = EI - es = 0,016
- (-0,016)
= 0,032
(ìì).
Äîïóñê ïîñàäêè
TS
= Smax - Smin
= 0,077 - 0,032 = 0,045 (ìì),
TS
= Td + TD
= 0,027 + 0,018 = 0,045 (ìì).
Ðèñóíîê
6.3 - Ñõåìà ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
Îïðåäåëÿåì
õàðàêòåðèñòèêè
ïîñàäêè ïî öåíòðèðóþùåìó
ýëåìåíòó âåðîÿòíîñòíûì
ìåòîäîì.
Ñðåäíèé
çàçîð
 (ìì). (ìì).
Ðèñóíîê
6.4
7. Ðàñ÷åò ðàçìåðíûõ
öåïåé
Èñõîäíûå
äàííûå äëÿ ðàñ÷åòîâ
ïðèâåäåíû â òàáëèöå
7.1.
Òàáëèöà
7.1 - Èñõîäíûå äàííûå
|
Çàìûêàþùåå
çâåíî
|
Ñîñòàâëÿþùèå
ðàçìåðû, ìì
|
Ñïîñîá
ðåøåíèÿ
|
Ïðîöåíò
ðèñêà
|
Çàêîí
ðàñïðåäåëåíèÿ
|
|
 A1A2A3A4A5A6 A1A2A3A4A5A6
|
|
|
|
|
|
|
|
|
|
|
 1703450163534Îäíîãî
êâàëèòåòà0,1Íîðìàëüíûé 1703450163534Îäíîãî
êâàëèòåòà0,1Íîðìàëüíûé
|
|
|
|
|
|
|
|
|
|
Íà ðèñóíêå
7.1 ïîêàçàíà ðàçìåðíàÿ
öåïü.
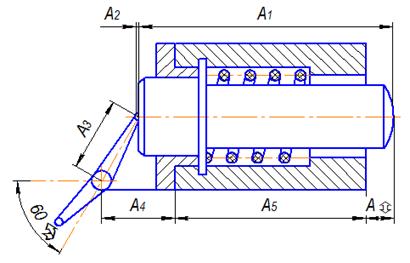
Ðèñóíîê
7.1 - Ðàçìåðíàÿ öåïü
Ïîðÿäîê ðàñ÷åòà.
Ïî ñîñòàâëåííîé
ñõåìå ðàçìåðíîé
öåïè îïðåäåëÿþòñÿ
óâåëè÷èâàþùèå
è óìåíüøàþùèå
çâåíüÿ è íîìèíàëüíûé
ðàçìåð  çâåíà
ïî ôîðìóëå çâåíà
ïî ôîðìóëå

Îïðåäåëÿåì
ñðåäíèé äîïóñê,
 , (ìêì),
ïî ôîðìóëå , (ìêì),
ïî ôîðìóëå
 , ,
ãäå  - äîïóñê
çàìûêàþùåãî
çâåíà, ìêì; - äîïóñê
çàìûêàþùåãî
çâåíà, ìêì;
 - êîýôôèöèåíò
ðèñêà çàâèñÿùèé
îò ðèñêà Ð; - êîýôôèöèåíò
ðèñêà çàâèñÿùèé
îò ðèñêà Ð;
 - êîýôôèöèåíò
îòíîñèòåëüíîãî
ðàññåÿíèÿ. - êîýôôèöèåíò
îòíîñèòåëüíîãî
ðàññåÿíèÿ.
 , [1. ñ. 28, òàáë.
6.4]; , [1. ñ. 28, òàáë.
6.4];

Êîððåêòèðóåì
è íàçíà÷àåì
äîïóñêè íà ñîñòàâíûå
çâåíüÿ
 ; ;  ; ;  ; ;  ; ;  ; ;
Ïðàâèëüíîñòü
íàçíà÷åíèÿ äîïóñêîâ
ïðîâåðÿåòñÿ ïî
óñëîâèþ
 , ,
 , ,

Íàçíà÷àåì
ïðåäåëüíûå îòêëîíåíèÿ
íà ñîñòàâíûå
çâåíüÿ
 ; ;  ; ;  ; ;  ; ;  ; ; 
Äåëàåì
ïðîâåðêó ïðàâèëüíîñòè
íàçíà÷åíèÿ ïðåäåëüíûõ
îòêëîíåíèé



8. Ðàñ÷åò ãåîìåòðè÷åñêèõ
ïàðàìåòðîâ ðåçüáîâîãî
ñîåäèíåíèÿ ñ
ìåòðè÷åñêîé
ðåçüáîé
Äëÿ äàííîãî
ðåçüáîâîãî ñîåäèíåíèÿ
ñ ìåòðè÷åñêîé
ðåçüáîé ïîñòðîèòü
ñõåìó ðàñïîëîæåíèÿ
ïîëåé äîïóñêîâ
è ðàññ÷èòàòü
ïðåäåëüíûå ðàçìåðû
äèàìåòðîâ ðåçüáîâîãî
ñîåäèíåíèÿ. Âàðèàíòû
è èñõîäíûå äàííûå
ê çàäàíèþ 8 ïðèâåäåíû
â òàáëèöå 8.1, ïîðÿäîê
âûïîëíåíèÿ - â
10. 2.
Òàáëèöà
8.1
|
Îáîçíà÷åíèå
ðåçüáîâîãî ñîåäèíåíèÿ
|
|
Ì10˟1,25-6G/6å
|
Èñõîäíûå
äàííûå: Ðåçüáà
ìåòðè÷åñêàÿ
 . .
Îïðåäåëåíèå
íîìèíàëüíûõ
ïàðàìåòðîâ ðåçüáû
 - íàðóæíûé
äèàìåòð - íàðóæíûé
äèàìåòð
 - ñðåäíèé
äèàìåòð - ñðåäíèé
äèàìåòð
 - âíóòðåííèé
äèàìåòð - âíóòðåííèé
äèàìåòð
Øàã ðåçüáû

Âûñîòà
èñõîäíîãî ïðîôèëÿ

Ðàáî÷àÿ
âûñîòà ïðîôèëÿ

 
Óãîë ïðîôèëÿ
 . .
 ñîîòâåòñòâèè
ñ ïîëó÷åííûìè
ðàçìåðàìè âû÷åð÷èâàåì
â ìàñøòàáå óâåëè÷åíèÿ
ïðîôèëü ðåçüáû.
Ïðîôèëü
ðåçüáû (25:1)
Ðèñóíîê
8.1
Îïðåäåëåíèå
ïðåäåëüíûõ ðàçìåðîâ
ðåçüáû
Ïðåäåëüíûå
îòêëîíåíèÿ âíóòðåííåé
ðåçüáû 
 - âåðõíåå
îòêëîíåíèå ñðåäíåãî
äèàìåòðà. - âåðõíåå
îòêëîíåíèå ñðåäíåãî
äèàìåòðà.
 - âåðõíåå
îòêëîíåíèå âíóòðåííåãî
äèàìåòðà. - âåðõíåå
îòêëîíåíèå âíóòðåííåãî
äèàìåòðà.
Íèæíèå
îòêëîíåíèÿ   è è  ðàâíû ðàâíû
 . .
Âåðõíèå
îòêëîíåíèÿ

 - íèæíåå
îòêëîíåíèå ñðåäíåãî
äèàìåòðà. - íèæíåå
îòêëîíåíèå ñðåäíåãî
äèàìåòðà.
 - íèæíåå
îòêëîíåíèå íàðóæíîãî
äèàìåòðà. - íèæíåå
îòêëîíåíèå íàðóæíîãî
äèàìåòðà.
Ïîäñ÷èòûâàåì
ïðåäåëüíûå ðàçìåðû
âíóòðåííåé è
íàðóæíîé ðåçüáû
è çàíîñèì ðåçóëüòàòû
â òàáëèöó.
- íàðóæíûé
äèàìåòð
- ñðåäíèé
äèàìåòð
 - âíóòðåííèé
äèàìåòð - âíóòðåííèé
äèàìåòð
Òàáëèöà
8.2
|
Äèàìåòðû
|
Ðåçüáà
|
Ïðåäåëüíûå
îòêëîíåíèÿ, ìì
|
Ïðåäåëüíûå
ðàçìåðû, ìì
|
|
|
Âåðõíåå
|
Íèæíåå
|
Íàèáîëüøèé
|
Íàèìåíüøèé
|
|
d(D)=10
|
Âíóòðåííÿÿ
Íàðóæíàÿ
|
íå
óñòàíîâëåíî
-0,032
|
0
-0,268
|
-
23,969
|
24
23,732
|
|
d2(D2)=9.188
|
Âíóòðåííÿÿ
Íàðóæíàÿ
|
+0,2
-0,032
|
0
-0,182
|
23,226
22,994
|
23,026
22,844
|
d1(D1)=  Âíóòðåííÿÿ Âíóòðåííÿÿ
Íàðóæíàÿ+0,3
,0320
íå óñòàíîâëåíî22,676
,34422,376
Ïî íàéäåííûì
ïðåäåëüíûì îòêëîíåíèÿì
ðåçüáû ñòðîèì
ñõåìó ïîëåé äîïóñêîâ
ðåçüáû

Ðèñóíîê
8.2 - Ñõåìà ïîëåé
äîïóñêîâ âíóòðåííåé
ðåçüáû 6G
è
íàðóæíîé ðåçüáû
6e
9. Íîðìèðîâàíèå
òî÷íîñòè öèëèíäðè÷åñêèõ
çóá÷àòûõ êîëåñ
è ïåðåäà÷
Äëÿ öèëèíäðè÷åñêîãî
ïðÿìîçóáîãî çóá÷àòîãî
êîëåñà ðàññ÷èòàòü
äëèíó îáùåé íîðìàëè,
ñîñòàâèòü òàáëèöó
ïàðàìåòðîâ â êîòîðóþ
çàíåñòè äàííûå
äëÿ èçãîòîâëåíèÿ
çóá÷àòîãî êîëåñà
è êîíòðîëüíûé
êîìïëåêñ. Âàðèàíòû
è èñõîäíûå äàííûå
ê çàäàíèþ 9 ïðèâåäåíû
â òàáëèöå 9.1, ïîðÿäîê
âûïîëíåíèÿ â
- 11.2.
Òàáëèöà
9.1
|
Ìîäóëü
m,ìì
|
×èñëî
çóáüåâ z
|
Êîýôôèöèåíò
ñìåùåíèÿ x
|
Óñëîâíîå
îáîçíà÷åíèå
òî÷íîñòè è âèä
ñîïðÿæåíèÿ ïî
ÃÎÑÒ 1643 - 81
|
Ïîêàçàòåëè
äëÿ âêëþ÷åíèÿ
â êîíòðîëüíûé
êîìïëåêñ  ñóììàðíîå
ïÿòíî êîíòàêòà ñóììàðíîå
ïÿòíî êîíòàêòà
|
|
4
|
20
|
0
|
8-8-7-Â
|
|
Ïðèìåð óñëîâíîãî
îáîçíà÷åíèÿ
òî÷íîñòè ïåðåäà÷è
ñî ñòåïåíüþ 8 ïî
íîðìàì êèíåìàòè÷åñêîé
òî÷íîñòè, ñî
ñòåïåíüþ 8 ïî íîðìàì
ïëàâíîñòè ðàáîòû,
ñî ñòåïåíüþ 7 ïî
íîðìàì êîíòàêòà
çóáüåâ, ñ âèäîì
ñîïðÿæåíèÿ Â:
-7-6-Â ÃÎÑÒ
1758-81
Äåëèòåëüíûé
èàìåòð çóá÷àòîãî
êîëåñà

×èñëåííûå
çíà÷åíèÿ ïàðàìåòðîâ
äëÿ êîíòðîëÿ çóá÷àòîãî
êîëåñà
Òàáëèöà
9.2
|
Çóá÷àòîå
êîëåñî ãîñò
1643-81 d=80ìì.
Â=18ìì. m=4mm
Âèä
ñîïðÿæåíèÿ - Â
|
Ïîêàçàòåëè
ïî íîðìàì êèíåìàòè÷åñêîé
òî÷íîñòè (ñòåïåíü
òî÷íîñòè 8)  ìêì ìêì
|
 ìêì ìêì
|
Ïîêàçàòåëè
ïî íîðìàì ïëàâíîñòè
(ñòåïåíü òî÷íîñòè
8)  ìêì ìêì
 ìêì ìêì
|
 ìêì ìêì
|
|
|
Ïîêàçàòåëè
ïî íîðìàì êîíòàêòà
(ñòåïåíü òî÷íîñòè
7)
|
Ñóììàðíîå
ïÿòíî êîíòàêòà
Ïî âûñîòå- 55% ïî
äëèíå - 80%
|
Ïîêàçàòåëè
ïî íîðìàì áîêîâîãî
çàçîðà (Âèä ñîïðÿæåíèÿ
Â. ñòåïåíü òî÷íîñòè
ïî íîðìàì êîíòàêòà
ïëàâíîñòè 8) (ñòåïåíü
òî÷íîñòè 8)  ìêì ìêì
 ìêì ìêì
 ìêì ìêì
 20 ìêì 20 ìêì  28 ìêì 28 ìêì
 ìêì ìêì
|
 -12
ìêì -12
ìêì
|
Ïî íîðìàì
êèíåìàòè÷åñêîé
òî÷íîñòè
 ðàäèàëüíîå
áèåíèå çóá÷àòîãî
âåíöà ðàäèàëüíîå
áèåíèå çóá÷àòîãî
âåíöà
 - êîëåáàíèå
äëèíû îáùåé íîðìàëè - êîëåáàíèå
äëèíû îáùåé íîðìàëè
Ïî íîðìàì
ïëàâíîñòè
 - îòêëîíåíè
øàãà çàöåïëåíèÿ - îòêëîíåíè
øàãà çàöåïëåíèÿ
 - ïîãðåøíîñòü
ïðîôèëÿ çóáà - ïîãðåøíîñòü
ïðîôèëÿ çóáà
Ïî íîðìàì
êîíòàêòà çóáüåâ
Ïî íîðìàì
áîêîâîãî çàçîðà
 - íàèìåíüøåå
ñìåùåíèå èñõîäíîãî
êîíòóðà - íàèìåíüøåå
ñìåùåíèå èñõîäíîãî
êîíòóðà
 - äîïóñêè
íà ñìåùåíèå èñõîäíîãî
êîíòóðà - äîïóñêè
íà ñìåùåíèå èñõîäíîãî
êîíòóðà
 íàèìåíüøåå
îòêëîíåíèå ñðåäíåé
äëèíû îáùåé íîðìàëè íàèìåíüøåå
îòêëîíåíèå ñðåäíåé
äëèíû îáùåé íîðìàëè
 - äîïóñê
íà äëèíó îáùåé
íîðìàëè - äîïóñê
íà äëèíó îáùåé
íîðìàëè
 - äîïóñê
íà äëèíó îáùåé
íîðìàëè - äîïóñê
íà äëèíó îáùåé
íîðìàëè
 - äîïóñê
íà òîëùèíó çóáà - äîïóñê
íà òîëùèíó çóáà
Çàêëþ÷åíèå
 ðåçóëüòàòå
âûïîëíåíèÿ êóðñîâîé
ðàáîòû ìû ïðèîáðåëè
íàâûêè íàó÷íîãî
èññëåäîâàíèÿ
ðàáîòû, íàó÷èëèñü
ïîëüçîâàòüñÿ
ñïðàâî÷íîé ëèòåðàòóðîé,
ãîñòàìè è òàáëèöàìè.
Äàííàÿ êóðñîâàÿ
ðàáîòà ïîìîãëà
çàêðåïèòü òàêèå
çíàíèÿ êàê:
ðàñ÷åò è
âûáîð ïîñàäîê
ñ çàçîðîì, ðàññìîòðåííûõ
íà ïðèìåðå ïîäøèïíèêîâ
ñêîëüæåíèÿ, ðàáîòàþùèõ
ñî ñìàçêîé;
ðàñ÷åò è
âûáîð ïîñàäîê
ñ íàòÿãîì;
ðàñ÷åò è
âûáîð ïîñàäîê
ïîäøèïíèêîâ êà÷åíèÿ;
- ðàñ÷åò è
âûáîð êàëèáðîâ
äëÿ êîíòðîëÿ äåòàëåé
ãëàäêèõ öèëèíäðè÷åñêèõ
ñîåäèíåíèé;
- âûáîð ïîñàäîê
øïîíî÷íûõ ñîåäèíåíèé;
ðàñ÷åò ðàçìåðíûõ
öåïåé;
- ðàñ÷åò ãåîìåòðè÷åñêèõ
ïàðàìåòðîâ ðåçüáîâîãî
ñîåäèíåíèÿ ñ
ìåòðè÷åñêîé
ðåçüáîé;
íîðìèðîâàíèå
òî÷íîñòè öèëèíäðè÷åñêèõ
çóá÷àòûõ êîëåñ
è ïåðåäà÷.
ïîäøèïíèê
øïîíî÷íûé çóá÷àòûé
êîëåñî
Ñïèñîê èñïîëüçîâàííûõ
èñòî÷íèêîâ
1 Ðàäêåâè÷
ß.Ì. Ìåòðîëîãèÿ,
ñòàíäàðòèçàöèÿ
è ñåðòèôèêàöèÿ:
ó÷åá. Äëÿ âóçîâ
/ ß.Ì. Ðàäêåâè÷, À.Ã.
Ñõèðòëàäçå, Á.È.
Ëàêòèíîâ. - Ì.: Âûñø.
øê., 2012 - 767 ñ.
2 Áåëêèí
È.Ì. Äîïóñêè è ïîñàäêè
(Îñíîâíûå ôîðìû
âçàèìîçàìåíÿåìîñòè):
ó÷åá. ïîñîáèå
äëÿ ñòóä. ìàøèíîñòðîèò.
ñïåö. âóçîâ. - Ì.:
Ìàøèíîñòðîåíèå,
1992.-528 ñ.
ÃÎÑÒ
Ð 51771- 2001. Àïïàðàòóðà
ðàäèîýëåêòðîííàÿ
áûòîâàÿ. Âõîäíûå
è âûõîäíûå ïàðàìåòðû
è òèïû ñîåäèíåíèé.
Òåõíè÷åñêèå
òðåáîâàíèÿ. - Ââåä.
2002-01-01. - Ì.: Ãîññòàíäàðò
Ðîññèè: Èçä-âî
ñòàíäàðòîâ,
2001. - IV, 27 ñ.
Ïàëåé,
Ì.À. Äîïóñêè è ïîñàäêè:
ñïðàâî÷íèê: â
2 ÷. Ì.À. Ïàëåé, À.Á.
Ðîìàíîâ, Â.À. Áðàãèíñêèé.
- 7-å èçä., ïåðåðàá.
è äîï. - Ë.: Ïîëèòåõíèêà,
2011. - ×. 1. - 576 ñ.
Ïàëåé
Ì.À. Äîïóñêè è ïîñàäêè:
ñïðàâî÷íèê: è
2 ÷. Ì.À. Ïàëåé, À.Á.
Ðîìàíîâ, Â.À. Áðàãèíñêèé,
- 7-å èçä., ïåðåðàá.
è äîï. - Ë.: Ïîëèòåõíèêà,
1991. - ×. 2. - 607 ñ.
Äîïóñêè
è ïîñàäêè: ñïðàâî÷íèê:
â 2 ÷. / ïîä ðåä. Â.Ä. Ìÿãêîâà
- 5-å èçä., ïåðåðàá.
è äîï. - Ë.: Ìàøèíîñòðîåíèå.
Ëåíèíãð. Îòä-íèå,
1978. - ×. 1. - 102 ñ.
Ñèñòåìà
ñòàíäàðòîâ áåçîïàñíîñòè
òðóäà: ñáîðíèê.
- Ì.: Èçä-âî ñòàíäàðòîâ,
2012, - 102 ñ.
Ðàñ÷åò
è âûáîð ïîñàäîê
òèïîâûõ ñîåäèíåíèé.
Ðàñ÷åò ðàçìåðíûõ
öåïåé: ìåòîä. óêàçàíèÿ
ïî âûïîëíåíèþ
êóðñîâîé ðàáîòû
/ Ñîñò. Í.Í. Âåñíóøêèíà.
- Ñàðàíñê: Èçä-âî
Ìîðäîâ. Óí-òà,
2009. -112 ñ.
Ïðèëîæåíèå
|
z
´
d ´
D ´
b, ìì (z - ÷èñëî çóáüåâ)
|
d1,
ìì
|
a,
ìì
|
ñ,
ìì
|
r,
ìì, íå áîëåå
|
|
íå
ìåíåå
|
|
|
|
Ëåãêàÿ
ñåðèÿ
|
|
6
´
23 ´
26 ´
6
|
22,1
|
3,54
|
0,3
|
0,2
|
|
6
´
26 ´
30 ´
6
|
24,6
|
3,85
|
0,3
|
0,2
|
|
6
´
28 ´
32 ´
7
|
26,7
|
4,03
|
0,3
|
0,2
|
|
8
´
32 ´
36 ´
6
|
30,4
|
2,71
|
0,4
|
0,3
|
|
8
´
36 ´
40 ´
7
|
34,5
|
3,46
|
0,4
|
0,3
|
|
8
´
42 ´
46 ´
8
|
40,4
|
5,03
|
0,4
|
0,3
|
|
8
´
46 ´
50 ´
9
|
44,6
|
5,75
|
0,4
|
0,3
|
|
8
´
52 ´
58 ´
10
|
49,7
|
4,89
|
0,5
|
0,5
|
|
8
´
56 ´
62 ´
10
|
53,6
|
6,38
|
0,5
|
0,5
|
|
8
´
62 ´
68 ´
12
|
59,8
|
7,31
|
0,5
|
0,5
|
|
10
´
72 ´
78 ´
12
|
69,6
|
5,45
|
0,5
|
0,5
|
|
10
´
82 ´
88 ´
12
|
79,3
|
8,62
|
0,5
|
0,5
|
|
10
´
92 ´
98 ´
14
|
89,4
|
10,08
|
0,5
|
0,5
|
|
10
´
102 ´
108 ´
16
|
99,9
|
11,49
|
0,5
|
0,5
|
Ðàçìåùåíî
íà Allbest.ru
Похожие работы на - Расчет и выбор посадок типовых соединений. Расчет размерных цепей
|