Статистическая обработка результатов выборочного контроля по количественному признаку
Содержание
Введение
. Сбор и регистрация исходных статистических данных
2.
Расчет числовых характеристик экспериментальных данных
2.1
Характеристики среднего положения измеренных значений
.2
Характеристики рассеивания измеренных значений
3.
Графическое распределение статистических данных.
.
Проверка согласия опытного распределения с теоретическим нормальным
5. Построение и анализ контрольных карт средних
арифметических и размахов
Заключение
Список использованной литературы
Введение
Статистические методы (методы, основанные на использовании математической
статистики), являются эффективным инструментом сбора и анализа информации о
качестве. Применение этих методов, не требует больших затрат и позволяет с
заданной степенью точности и достоверностью судить о состоянии исследуемых
явлений (объектов, процессов) в системе качества, прогнозировать и регулировать
проблемы на всех этапах жизненного цикла продукции и на основе этого
вырабатывать оптимальные управленческие решения.
Статистические методы контроля производства и качества продукции имеют
ряд преимуществ перед другими методами:
являются профилактическими;
позволяют во многих случаях обоснованно перейти к выборочному
контролю и тем самым снизить трудоемкость контрольных операций;
создают условия для наглядного изображения динамики изменения качества
продукции и настроенности процесса производства, что позволяет своевременно
принимать меры к предупреждению брака не только контролерам, но и работникам
цеха - рабочим, бригадирам, технологам, наладчикам, мастерам.
Наиболее распространенными методами статистического анализа точности
технологических процессов являются:
сравнение средних значений параметров с номинальными;
сравнение дисперсий;
оценка коэффициентов корреляции;
регрессионный анализ и др.
Для успешного применения статистических методов контроля качества
продукции необходимы соответствующие руководства и стандарты, доступные
широкому кругу инженерно-технических работников. Стандарты на статистический
приемочный контроль обеспечивают возможность объективно сравнивать уровни
качества партий однотипной продукции, как во времени, так и по различным
предприятиям.
Цель работы - приобретение практических навыков по организации
выборочного контроля качества и обработки его результатов.
Задачи:
) произвести выборку объемом n;
) выполнить расчет числовых характеристик экспериментальных
данных;
) построить графическое представление статистических данных в виде
гистограммы, проанализировать полученное распределение;
) выполнить проверку гипотезы о том, что контролируемый показатель
качества
всей партии, из которой сделана исследуемая выборка, характеризуется нормальным
распределением при 
 ;
;
5) построить и проанализировать контрольные карты средних
арифметических и размахов.
1. Сбор и регистрация исходных статистических данных
При применении статистических методов управления качеством часто
приходится иметь дело с выборочным контролем. Выборка - часть элементов
генеральной совокупности, отобранных из неё, для получения сведений о всей
совокупности.[1]
Для выполнения курсовой работы была взята представительная выборка из
партии скрепок. В качестве измеряемого контролируемого параметра была выбрана
длина скрепок. Был проведены измерения длины каждой скрепки в выборке объемом
150 штук. Контроль осуществлялся штангенциркулем, погрешность инструмента
0,05мм.
Измеренные значения хi
длины скрепок в выборке представлены в виде совокупности случайных значений в
таблице 1.
Таблица 1 - Измеренные значения длин скрепок
|
26,7
|
27,8
|
26,8
|
27,8
|
27,5
|
|
26,8
|
27,3
|
26,8
|
27,8
|
27,8
|
|
26,8
|
27,5
|
27,4
|
27,5
|
27,5
|
|
26,5
|
27,5
|
27,5
|
27,5
|
26,8
|
|
26,8
|
26,8
|
27,8
|
26,8
|
27,5
|
|
26,6
|
27,5
|
27,2
|
26,8
|
26,8
|
|
27,5
|
26,8
|
26,9
|
27,6
|
27,5
|
|
27,4
|
26,8
|
27,5
|
27,6
|
26,8
|
|
26,9
|
27,5
|
26,8
|
26,8
|
27,5
|
|
26,5
|
27,5
|
27,4
|
27,5
|
27,8
|
|
27,8
|
27,5
|
26,8
|
26,8
|
27,4
|
|
27,4
|
27,5
|
27,3
|
27,5
|
27,6
|
|
27,4
|
27,5
|
27,9
|
27,5
|
27,8
|
|
27,4
|
27,5
|
27,2
|
26,8
|
27,4
|
|
26,2
|
27,4
|
27,5
|
27,6
|
27,4
|
|
26,5
|
27,5
|
27,5
|
27,2
|
27,3
|
|
26,8
|
27,5
|
27,9
|
27,6
|
27,8
|
|
27,4
|
26,9
|
27,4
|
27,6
|
27,8
|
|
27,5
|
27,6
|
27,8
|
26,8
|
27,9
|
|
26,8
|
27,6
|
26,8
|
27,4
|
27,8
|
|
27,6
|
27,4
|
27,4
|
26,8
|
27,5
|
|
26,9
|
26,8
|
26,8
|
26,8
|
26,8
|
|
26,8
|
27,4
|
26,8
|
26,8
|
26,8
|
|
27,4
|
27,5
|
26,8
|
27,2
|
26,8
|
|
27,9
|
27,5
|
26,8
|
27,6
|
26,8
|
|
27,9
|
27,2
|
26,8
|
27,6
|
27,6
|
|
Продолжение таблицы 1
|
|
27,4
|
27,6
|
26,8
|
26,8
|
26,8
|
|
26,8
|
27,6
|
26,8
|
26,8
|
26,8
|
|
26,8
|
26,8
|
27,6
|
26,8
|
27,5
|
|
27,6
|
26,8
|
27,8
|
27,4
|
26,8
|
При большом объеме выборки совокупность измеренных параметров
представляют в виде упорядоченного, либо в виде интервального статистических
рядов.
Полученные результаты измерений представляем в виде упорядоченного
статистического ряда. Упорядоченный статистический ряд - таблица, в которой
измеренные значения ранжированы в возрастающем или убывающем порядке и для
каждого повторяющегося значения Xi
подсчитано число повторений hi. 150
измерений преобразованы в упорядоченный ряд, который представлен в таблице 2.
Таблица 2 - Упорядоченный ряд наблюдений, составленный по результатам
измерений
|

|
Регистрация результатов
|

|
|
26,2
|
/
|
1
|
|
26,5
|
///
|
3
|
|
26,6
|
/
|
1
|
|
26,7
|
/
|
1
|
|
26,8
|
///// ///// ///// /////
///// ///// ///// ///// ///// ///
|
48
|
|
26,9
|
////
|
4
|
|
27,2
|
/////
|
5
|
|
27,3
|
///
|
3
|
|
27,4
|
///// ///// ///// ////
|
19
|
|
27,5
|
///// ///// ///// /////
///// ///// /
|
31
|
|
27,6
|
///// ///// ///// /
|
16
|
|
27,8
|
///// ///// ///
|
13
|
|
27,9
|
/////
|
5
|
Упорядоченный ряд дает уже более наглядную картину изменения случайной
величины (признака качества), чем первоначальный список данных.
2. Расчет числовых характеристик экспериментальных данных
При статистическом анализе данных закономерностей распределения
экспериментальных данных используют обычно две группы числовых характеристик,
которые в сжатой форме характеризуют результат исследований.[2]
Первая группа описывает среднее положение наблюдаемых значений. Из этой
группы характеристик чаще всего используют среднее арифметическое случайной
величины, моду и медиану.
Вторая группа числовых характеристик описывает рассеяние единичных
значений случайной величины от её среднего значения. Сюда относят дисперсию,
стандартное отклонение и размах.
2.1
Характеристики среднего положения измеренных значений
статистический данные экспериментальный арифметический
Среднее арифметическое - величина той же размерности, что и значения
случайной величины. Это среднее взвешенное значение признака х в выборке.
Для упорядоченного статистического ряда средняя арифметическая
вычисляется по формуле (1):
 , (1)
, (1)
где
 - средняя арифметическая,
- средняя арифметическая,
n - количество
измерений  ,
,
h - частота,
k - количество
неповторяющихся значений
Выборочная
средняя арифметическая равна:
Выборочная медиана делит упорядоченный ряд на две равные по числу
измеренных значений xi части. При нечетном числе измеренных значений выборочная
медиана равна измеренному значению, занимающему среднее положение в
упорядоченном ряду. А при четном- полусумме двух измеренных значений,
расположенных в середине упорядоченного ряда, рассчитывается по формуле (2):
Me
=  (2)
(2)
Для данного упорядоченного ряда медиана равна:
 мм.
мм.
Мода
- это значение переменной, встречающееся чаще других. Мода представляет высшую
точку распределения. Для данной выборки мода равна:
Mo = 26,8 мм.
.2
Характеристики рассеивания измеренных значений
Для
характеристики рассеивания (разбросанности) измеренных значений xi
относительно среднего арифметического значения применяют ряд характеристик.
Самой простой из них является размах, представляющий собой разность между
наибольшим и наименьшим значениями ряда наблюдений и рассчитывается по формуле
(3):
 (3)
(3)
Размах применяют для быстрого получения приблизительной оценки
рассеивания измеренных значений xi , например, при построении контрольных карт
для управления процессом по количественным признакам. Для нашей выборки размах
равен:
R =
27,9 - 26,2 = 1,7 мм.
Наиболее часто для оценки рассеивания измеренных значений используют
выборочную дисперсию, равную сумме квадратов отклонений измеренных значений xi
от их выборочного среднего арифметического, деленной на число измеренных
значений. Эту числовую характеристику обозначают через σ2.
Вместо
дисперсии часто более удобно использовать стандартное отклонение (среднее
квадратичное отклонение)  . Выборочным средним квадратическим отклонением
называется арифметический квадратный корень из выборочной дисперсии. Оно имеет
ту же размерность, что и средняя арифметическая.
. Выборочным средним квадратическим отклонением
называется арифметический квадратный корень из выборочной дисперсии. Оно имеет
ту же размерность, что и средняя арифметическая.
Для
того чтобы избежать ошибок, промежуточные значения при подсчете оформим в
таблице 3.
Таблица
3 - Промежуточные вычисления для нахождения числовых характеристик
упорядоченного ряда распределения длин скрепок
|
  xi * hxi - xi * hxi -  (xi -)²(xi -)²*h (xi -)²(xi -)²*h
|
|
|
|
|
|
|
26,2
|
1
|
2,62
|
-1,04
|
1,0816
|
1,0816
|
|
26,5
|
3
|
7,95
|
-0,74
|
0,5476
|
1,6428
|
|
Продолжение таблицы 3
|
|
26,6
|
1
|
2,66
|
-0,64
|
0,4096
|
0,4096
|
|
26,7
|
1
|
2,67
|
-0,54
|
0,2916
|
0,2916
|
|
26,8
|
48
|
128,64
|
-0,44
|
0,1936
|
9,2928
|
|
26,9
|
4
|
10,76
|
-0,34
|
0,1156
|
0,4624
|
|
27,2
|
5
|
13,6
|
-0,04
|
0,0016
|
0,008
|
|
27,3
|
3
|
8,19
|
0,06
|
0,0036
|
0,0108
|
|
27,4
|
19
|
52,06
|
0,16
|
0,0256
|
0,4864
|
|
27,5
|
31
|
85,25
|
0,26
|
0,0676
|
2,0956
|
|
27,6
|
16
|
44,16
|
0,36
|
0,1296
|
2,0736
|
|
27,8
|
13
|
36,14
|
0,56
|
0,3136
|
4,0768
|
|
27,9
|
5
|
13,95
|
0,66
|
0,4356
|
2,178
|
|
Итого
|
|
4086,5
|
|
|
24,11
|
|
|
|
|
|
|
|
Для простой статистической совокупности выборочная дисперсия определяется
по формуле (4):
 , (4)
, (4)
где
σ2 - дисперсия,
- средняя
арифметическая,
n - количество
измерений ,
h - частота,
k - количество
неповторяющихся значений
Выборочная
дисперсия для данного упорядоченного ряда равна:
Вычисляется
среднеквадратическое отклонение по формуле (5):
 (5)
(5)
Выборочное
среднее квадратическое отклонение равно:

3. Графическое представление статистических данных
В случае непрерывного признака целесообразно строить гистограмму. Гистограммой
частот называю ступенчатую фигуру, состоящую из прямоугольников, основаниями
которых служат частичные интервалы xi, а высоты равны hi.
По данным таблицы 2 строим гистограмму, представленной на Рисунке 1. На
оси абсцисс откладываем значения длин скрепок, а на оси ординат - частоту.
Рисунок
1 - Гистограмма статистических данных
Из графика видно, что часто встречающаяся частота 26,8. Данная
гистограмма имеет два четко выраженных пика. Это может говорить о том, что
измеряемая продукция изготовлена на разных станках, разными людьми, т.е.
соединены два разных процесса; либо на измеряемый параметр влияло две различные
причины.
4. Проверка согласия опытного распределения с теоретическим нормальным
Очень часто на практике измеряемые численные параметры продукции,
являющиеся случайными величинами подчиняются нормальному закону распределения.
Поэтому при планировании проведении выборочного контроля по количественному
признаку полагают, что контролируемый параметр имеет точно или приближенно
нормальное распределение.
В случае отсутствия такой уверенности целесообразно осуществить проверку
согласия опытного распределения контролируемого параметра с нормальным законом.
Такую проверку обычно проводят с использованием одного из двух известных
критериев согласия:
критерия согласия Пирсона или критерия χ2 («хи- квадрат»);
критерия Колмогорова.
Эти критерии согласия позволяют провести проверку гипотезы о соответствии
опытного распределения случайной величины теоретическому.
Для проверки с помощью критерия χ2 нормальности опытного распределения
рассчитывают меру расхождения опытного и нормального теоретического
распределений по формуле (6):
Y= (6)
(6)
где npi - теоретическая частота i-ого интервала значений x ,- вероятность
того, что наблюдаемая случайная величина xi генеральной совокупности попадает в
i-ый интервал, т.е. x располагается между верхней ( xi+1 ) и нижней( xi
) границами i-ого интервала.
Для расчета значений pi необходимо перейти к нормированной случайной
величине U :
 (7)
(7)
Тогда:
pi = F(Ui+1) - F(Ui) (8)
где F(U) - функция распределения нормированного нормального распределения
нормированной случайной величины U.
Величина Ui рассчитывается
по формуле (9):
 , (9)
, (9)
где
xi+1 - верхняя граница i-ого интервала.
Распределение
Y при  стремится
к
стремится
к  2
распределению с числом степеней свободы m:
2
распределению с числом степеней свободы m:
m = k - 3 (10)
Полученное
значение Y должно быть сравнено с критическим значением 2.
Соотношение  означает
принятие гипотезы о нормально распределенной генеральной совокупности при
выбранной вероятности ошибки.
означает
принятие гипотезы о нормально распределенной генеральной совокупности при
выбранной вероятности ошибки.
Проведем
проверку гипотезы о соответствии опытного распределения случайной величины
теоретическому с помощью критерия согласия Пирсона, и представим его в таблице
4. F(U) находим по таблице.
Таблица
4 - Расчет критерия согласия Пирсона
|
Хj
|
hj
|
Uj
|
F(Uj)
|
pj= F(Uj)-
F(Uj-1)
|
npj
|
|hj-npj|
|
(hj-npj)2
|
(hj-npj)2/ npj
|
|
26,2
|
1
|
-2,6
|
0,004661
|
0,00466
|
8
|
3
|
9
|
1,125
|
|
26,5
|
3
|
-1,85
|
0,032157
|
0,0275
|
|
|
|
|
|
26,6
|
1
|
-1,6
|
0,054799
|
0,02264
|
|
|
|
|
|
26,7
|
1
|
-1,35
|
0,088508
|
0,07371
|
12
|
37
|
1369
|
114,08
|
|
26,8
|
48
|
-1,1
|
0,135666
|
0,04716
|
|
|
|
|
|
26,9
|
4
|
-0,85
|
0,197663
|
0,062
|
49
|
40
|
1600
|
32,65
|
|
27,2
|
5
|
-0,1
|
0,460172
|
0,26251
|
|
|
|
|
|
27,3
|
3
|
0,15
|
0,559618
|
0,09945
|
29
|
7
|
49
|
1,689
|
|
27,4
|
19
|
0,4
|
0,655423
|
0,09581
|
|
|
|
|
|
27,5
|
31
|
0,65
|
0,742154
|
0,08673
|
13
|
18
|
324
|
24,92
|
|
27,6
|
16
|
0,9
|
0,815940
|
0,07379
|
11
|
5
|
25
|
2,27
|
|
27,8
|
13
|
1,4
|
0,919243
|
0,1033
|
15
|
2
|
4
|
0,266
|
|
27,9
|
5
|
1,65
|
0,950529
|
0,03129
|
5
|
0
|
0
|
0
|
|
Итого
|
150
|
|
|
0,990529
|
142
|
|
|
177
|
Суммирование последнего столбца таблицы 4 находится мера расхождения
опытного и нормального теоретического распределений Y =177.
По формуле (10) находим число степеней свободы m = 8 - 3 = 5.
Для решения поставленной задачи необходимо задаться уровнем значимости
(вероятностью ошибки) α. По заданию величина α=0,05.
Полученное
значение  необходимо сравнить с критическим значением
необходимо сравнить с критическим значением  . Значение находим
из таблицы.
. Значение находим
из таблицы.
 = 11,1
= 11,1
Y = 177 >  = 11,1 это свидетельствует о том, что гипотеза о
нормальном распределении генеральной совокупности при выбранной вероятности
ошибки отвергается.
= 11,1 это свидетельствует о том, что гипотеза о
нормальном распределении генеральной совокупности при выбранной вероятности
ошибки отвергается.
5. Построение и анализ контрольных карт средних арифметических и размахов
Контрольная карта - представление полученных в ходе технологического
процесса данных в виде точек или графика в порядке их поступления во времени.
При построении контрольной карты по оси абсцисс откладывают моменты
взятия выборок или их текущие номера, а по оси ординат значения контролируемого
параметра. Для наглядности точки значений контролируемого параметра соединяют
прямыми отрезками. Всякая контрольная карта состоит из трёх линий:
- CL
- центральная линия - требуемые средние значения характеристик контролируемого
параметра качества;
- UCL
- верхняя линия - максимально допустимый предел изменения значения
контролируемого параметра качества;
- LCL - нижняя линия - минимально допустимый предел изменения значения
контролируемого параметра качества.[3]
Отечественные стандарты на контрольные карты требуют, чтобы UCL и LCL отстояли от CL на расстоянии ±3σ, то есть на расстоянии трёх стандартных отклонений
значений выборочной характеристики.
По типу используемых выборочных данных контрольные карты подразделяются
на две группы:
) предназначены для контроля количественных данных;
) предназначены для контроля качественных данных.
Карты для количественных данных отражают состояние процесса через разброс
(изменчивость от единицы к единице) и через расположение центра (среднее
процесса). Поэтому контрольные карты для количественных данных почти всегда
применяют и анализируют парами - одна карта для расположения и одна - для
разброса. Наиболее часто используют пару  - и
- и  -карту. [4]
-карту. [4]
Для
анализа процесса по изготовлению скрепок построим (-R)-карту - контрольные карты средних арифметических и
размахов. Для наглядности занесем данные в таблицу 5.
Таблица
5 - Данные для построения контрольных карт
|
№ выборки
|
Х1
|
Х2
|
Х3
|
Х4
|
Х5
|

|
R
|
|
1
|
26,7
|
27,8
|
26,8
|
27,8
|
27,5
|
27,3
|
1,1
|
|
2
|
26,8
|
27,3
|
26,8
|
27,8
|
27,8
|
27,3
|
1
|
|
3
|
26,8
|
27,5
|
27,4
|
27,5
|
27,5
|
27,3
|
0,7
|
|
4
|
26,5
|
27,5
|
27,5
|
27,5
|
26,8
|
27,2
|
1
|
|
5
|
26,8
|
26,8
|
27,8
|
26,8
|
27,5
|
27,1
|
1
|
|
6
|
26,6
|
27,5
|
27,2
|
26,8
|
26,8
|
27,0
|
0,9
|
|
7
|
27,5
|
26,8
|
26,9
|
27,6
|
27,5
|
27,3
|
0,8
|
|
8
|
27,4
|
26,8
|
27,5
|
27,6
|
26,8
|
27,2
|
0,8
|
|
9
|
26,9
|
27,5
|
26,8
|
26,8
|
27,5
|
27,1
|
0,7
|
|
10
|
26,5
|
27,5
|
27,4
|
27,5
|
27,8
|
27,3
|
1,3
|
|
11
|
27,8
|
27,5
|
26,8
|
26,8
|
27,4
|
27,3
|
1
|
|
12
|
27,4
|
27,5
|
27,3
|
27,5
|
27,6
|
27,5
|
0,3
|
|
13
|
27,4
|
27,5
|
27,9
|
27,5
|
27,8
|
27,6
|
0,5
|
|
14
|
27,4
|
27,5
|
27,2
|
26,8
|
27,4
|
27,3
|
0,7
|
|
15
|
26,2
|
27,4
|
27,5
|
27,6
|
27,4
|
27,2
|
1,4
|
|
16
|
26,5
|
27,5
|
27,5
|
27,2
|
27,3
|
27,2
|
1
|
|
17
|
26,8
|
27,5
|
27,9
|
27,6
|
27,8
|
27,5
|
1,1
|
|
18
|
27,4
|
26,9
|
27,4
|
27,6
|
27,8
|
27,4
|
0,9
|
|
19
|
27,5
|
27,6
|
27,8
|
26,8
|
27,9
|
27,5
|
1,1
|
|
20
|
26,8
|
27,6
|
26,8
|
27,4
|
27,8
|
27,3
|
1
|
|
21
|
27,6
|
27,4
|
27,4
|
26,8
|
27,5
|
27,3
|
0,8
|
|
22
|
26,9
|
26,8
|
26,8
|
26,8
|
26,8
|
26,8
|
0,1
|
|
23
|
26,8
|
27,4
|
26,8
|
26,8
|
26,9
|
0,6
|
|
24
|
27,4
|
27,5
|
26,8
|
27,2
|
26,8
|
27,1
|
0,7
|
|
25
|
27,9
|
27,5
|
26,8
|
27,6
|
26,8
|
27,3
|
1,1
|
|
26
|
27,9
|
27,2
|
26,8
|
27,6
|
27,6
|
27,4
|
1,1
|
|
27
|
27,4
|
27,6
|
26,8
|
26,8
|
26,8
|
27,1
|
0,8
|
|
28
|
26,8
|
27,6
|
26,8
|
26,8
|
26,8
|
27,0
|
0,8
|
|
29
|
26,8
|
26,8
|
27,6
|
26,8
|
27,5
|
27,1
|
0,8
|
|
30
|
27,6
|
26,8
|
27,8
|
27,4
|
26,8
|
27,3
|
1
|
|
|
|
|
|
|
 =27,2 =27,2 =0,87 =0,87
|
|
Для нахождения центральных линий контрольных карт необходимо найти
среднюю арифметическую средних, по формуле (11):
 , (11)
, (11)
где
 - средняя арифметическая средних,
- средняя арифметическая средних,

 -
средняя арифметическая ряда,
-
средняя арифметическая ряда,
n -
количество измерений.
Найдем
 по
формуле (11):
по
формуле (11):
 ,
,
Также
необходимо найти и среднюю арифметическую размахов:
 , (12)
, (12)
где,
 - cредняя
арифметическая размахов,
- cредняя
арифметическая размахов,
R - размах,
n - количество
измерений.
Найдем
 по формуле (12):
по формуле (12):
Построение
R-карты.
Определяем
верхнюю и нижнюю границы контрольных карт.
Для
контрольной карты размахов центральная линия рассчитывается:
CL = (13)
где
СL - центральная линия,
- cредняя
арифметическая размахов.
Найдем
CL по формуле (13):
CL = 0,87
Верхняя
контрольная граница для R-карты определяется по формуле (14):
UCL = D4  (14)
(14)
где
UCL - верхняя контрольная граница,
-
средняя арифметическая размахов
D4 -
коэффициент, зависящий от величины выборки, его значение находим из таблицы [2,
c. 4], D4 = 2,114
Вычислим
верхнюю контрольную границу по формуле (14)
UCL = 2,1140,87 = 1,83
Нижняя
контрольная граница для R-карты определяется по формуле
(15):
LCL = D3 (15)
где
LCL - нижняя контрольная граница,
- cредняя
арифметическая размахов
D3 -
коэффициент, зависящий от величины выборки, его значение находим из таблицы [2,
c. 4], D3 = 0
Вычислим нижнюю контрольную границу по формуле (15)
LCL = 00,87 = 0
По
данным таблицы 5 строим контрольную карту размахов. Построенная контрольная
карта представлена на рисунке 2.
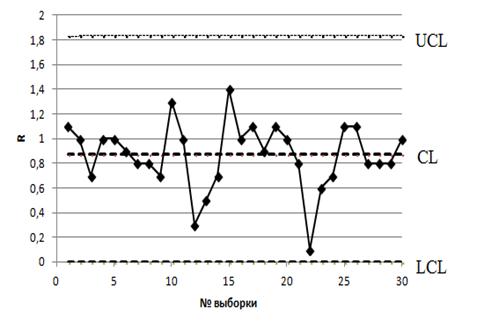
Рисунок
2 - Контрольная карта размахов
Вывод:
По R - карте видно, что процесс находится в состоянии
статистической управляемости. Нет точек, выходящих за границы полей допусков, а
также необычных структур точек (трендов). Процесс стабилен, нет влияния особых
причин.
Построение
 -карты
-карты
Определяем
верхнюю и нижнюю границы контрольных карт.
Для
контрольной карты средних арифметических центральная линия рассчитывается:
CL= (16)
где
СL - центральная линия,
- средняя
арифметическая ряда.
Найдем
CL по формуле (16):
CL = 27,2
Верхняя
контрольная граница для  -карты
определяется по формуле (17):
-карты
определяется по формуле (17):
UCL = + A2  , (17)
, (17)
где
UCL - верхняя контрольная граница,
-
средняя арифметическая ряда.
- cредняя
арифметическая размахов
А2
- коэффициент, зависящий от величины выборки, его значение находим из таблицы
[2, c. 4], А2 = 0,577
Вычислим
верхнюю контрольную границу по формуле (17):
UCL = 27,2 +
0,577 x 0,87 = 27,7
Нижняя
контрольная граница для -карты определяется по формуле (18):
LCL = - A2
 (18)
(18)
где
LCL - нижняя контрольная граница,
 -
средняя арифметическая ряда.
-
средняя арифметическая ряда.
- cредняя
арифметическая размахов
А2
- коэффициент, зависящий от величины выборки, его значение находим из таблицы
[2, c. 4], А2 = 0,577.
Вычислим
нижнюю контрольную границу по формуле (18):
LCL = 27,2 -
0,577 x 0,87 = 26,69
По
данным таблицы 5 строим контрольную карту средних арифметических. Построенная
контрольная карта представлена на рисунке 3.

Рисунок
3 - Контрольная карта средних арифметических
Вывод:
по -карте
видно, что процесс находится в состоянии статистической управляемости. Нет
точек, выходящих за границы полей допусков, а также необычных структур точек
(трендов). Процесс стабилен, нет влияния особых причин.
Заключение
В результате выполненной работы были решены поставленные задачи в
соответствии с заданием на курсовую работу, а именно:
собраны и зарегистрированы исходные данные;
рассчитаны числовые характеристики экспериментальных данных
упорядоченного ряда;
построено графическое представление статистических данных в виде
гистограммы, по результатом которой видно, что максимальная частота 26,8;
-
проверено согласие опытного распределения с теоретически нормальным при помощи
критерия Пирсона, в результате которого выяснилось, что гипотеза о нормальном
распределении генеральной совокупности при выбранной вероятности ошибки  отвергается;
отвергается;
построены
контрольные и  карты,
которые свидетельствуют о статистической управляемости процесса.
карты,
которые свидетельствуют о статистической управляемости процесса.
Список
использованной литературы
1) Статистическая
обработка результатов выборочного контроля по количественному признаку: Метод.
рек. / Сост.: Ю. Г. Сильвестров: СибГИУ. - Новокузнецк, 2005 - 40 с.
) Статистическая
обработка результатов выборочного контроля: Метод. рек. / Сост.: Ю.Г.
Сильвестров: ГОУ ВПО «СибГИУ». - Новокузнецк, 2005 - 40 с.
3) Статистическое
управление процессами при помощи контрольных карт: Метод.рек. /Сост.: Ю. Г.
Сильвестров: ГОУ ВПО «СибГИУ». - Новокузнецк, 2003 - 17 с.
) ГОСТ
Р 50779.42-99. Статистические методы. Контрольные карты Шухарта [Текст]. -
Введ. 01.01.2000. - : Издательство стандартов, 2007. - 36 с.