Технологический процесс механической обработки детали 'Вал ведущий'
Аннотация
В дипломной работе разработан технологический процесс
механической обработки детали «Вал ведущий». Применены конкретные методы
усовершенствования базового технологического процесса, использованы
высокопроизводительное станочное и вспомогательное оборудование, более полно
использованы имеющиеся трудовые ресурсы. Проведены мероприятия по обеспечению
безопасности жизнедеятельности на производстве и по обеспечению экологической
безопасности производства. Рассмотрены вопросы производственной структуры и
управления цехом, организация и планирование производства, включая расчеты
необходимых затрат и экономической эффективности выполнения, приведены
технико-экономические показатели. По работе сделано заключение. В работе
имеются технологический, конструкторский, БЖД и технико-экономический разделы.
В выполненной дипломной работе:
115 страниц;
9 рисунков;
31 таблица;
12 листов приложений (МК,ОК, спецификации)
Содержание
Аннотация
Введение
.
Исходная информация для проектирования
.1
Базовая информация
.2
Руководящая информация
.3
Справочная информация
.
Проектирование и производство заготовок
.1
Выбор исходной заготовки и методов ее изготовления
.2
Расчет припусков и определение исполнительных размеров заготовки
.3
Технико-экономическое сравнение методов получения заготовки
.
Технологический раздел
.1
Служебное назначение объекта производства
.2.
Конструкторско-технологическая характеристика детали»
.3
Характеристика производства
.3.1
Режим работы и фонды времени
.3.2
Определение такта выпуска
.3.2
Определение типа производства
.4
Анализ технологичность конструкции детали «Ведущий вал»
.4.1
Анализ технологичности конструкции детали по качественным показателям
.4.2
Анализ технологичности конструкции по количественным показателям
.5
Анализ и выбор комплектов технологических баз
.6
Разработка маршрута обработки детали «ведущий вал»
.6.1
Анализ базового варианта техпроцесса обработки детали «вал»
.6.2
Мероприятия по усовершенствованию базового техпроцесса.
.6.3
Разработка последовательности обработки поверхности детали
.6.4
Выбор оборудования и средств технологического оснащения технологического
процесса
.6.5
Проектный вариант техпроцесса механической обработки детали «Ведущий вал»
.7
Разработка технологической операции
.7.1
Формирование технологической операции и выбор средств технологического
оснащения
.7.2
Расчет и назначение режимов резания
.7.3
Нормирование технологического времени
.7.4
Определение разряда работ и квалификация исполнителей
.7.5
Разработка управляющей программы
.8
Технологические расчеты параметров механического участка.
.8.1
Состав участка
.8.2
Выбор структурно-компоновочной схемы
.8.3
Расчет количества оборудования
.8.4
Выбор транспортных средств
.8.5
Расчет численности работающих
.8.6
Определение площадей участков и служб цеха
.8.7
Разработка планировки участка
.
Конструкторский раздел
.1
Разработка станочного приспособления.
.1.1
Описание принципа работы приспособления
.1.2
Силовой расчет станочного приспособления.
.1.3
Расчет силового привода.
.1.4
Точностной расчет приспособления
.2
Разработка контрольного приспособления
.2.1
Описание принципа работы контрольного приспособления
.2.2
Точностной расчет приспособления
.
Безопасность жизнедеятельности
.1
Анализ возможных опасных, вредных факторов и ЧС при работе на участке
.2
Разработка мероприятий по снижению опасных и вредных факторов при работе на
участке
.3
Разработка мероприятий по снижению вредного воздействия техпроцесса на участке
на природу
.
Организационно-экономический раздел.
.1
Организация производственного процесса
.1.1
Определение типа производства и обоснование формы организации производственного
процесса
.1.2
Организация участка серийного производства
.1.3
Расчет количества рабочих мест и рабочих по каждой операции технологического
процесса и коэффициентов их использования
.2
Экономика производства
.2.1
Определение стоимости основных фондов и амортизационных отчислений
.2.2
Определение себестоимости и цены продукции
.2.3
Расчет технико-экономических показателей
.2.4
Расчет и построение графика безубыточности.
Заключение
Список
использованных источников
Введение
Завершающей стадией обучения является выполнение дипломной работы.
Дипломное проектирование является большой самостоятельной работой будущего
специалиста, направленный на решение конкретных задач в области совершенствования
технологии организации производства и улучшения технико-экономических
показателей техпроцесса. Выполнение дипломной работы служит важнейшей формой
приобретения навыков самостоятельной работы будущего специалиста, так как
приходится решать большой комплекс инженерных и технических задач.
В процессе работы над дипломной работой будущий специалист должен
проявить свои творческие способности, показать умение разрабатывать
перспективные техпроцессы изготовления деталей в машиностроении. Качество
дипломной работы характеризуется главным образом глубиной технологических и
конструкторских разработок и элементами новизны, внесенными дипломником.
Цель дипломной работы - разработать технологический процесс механической
обработки детали «Вал ведущий».
Задачи дипломной работы:
. На базе базового техпроцесса разработать технологический процесс
изготовления детали «Ведущий вал» для заданной программы выпуска, устранив
основные недостатки базового техпроцесса
. Определить тип производства и выбрать вид его организации.
. Выбор рационального метода получения заготовки, отвечающего требованиям
заданного типа производства.
. Выбор современного высокотехнологичного оснащения, позволяет применить
высокопроизводительные методы обработки.
. Расчёт и назначение оптимальных припусков, режимов резания, норм
времени.
. Разработать карты технологических наладок к нескольким видам обработки.
. Спроектировать участок механического цеха по обработке детали «Ведущий
вал».
. Рассчитать себестоимость изготовления детали.
. Определить экономическую эффективность разработанного техпроцесса по
обработке детали «Ведущий вал».
Дипломная работа включает графическую часть - 10 листов формата А1 или А2
и пояснительную записку с Приложениями и списком использованных источников из
29 наименований.
1. Исходная информация для проектирования
.1 Базовая информация
Целевое назначение дипломного - разработка участка механического цеха по
производству ведущего вала главной передачи;
данные, содержащиеся в конструкторской документации на изделие (рабочий чертеж
обрабатываемой детали со всеми необходимыми техническими условиями),
годовой объем изготовления - 20000 шт.;
действующий технологический процесс изготовления детали «Ведущий вал»;
- выпуск деталей по неизменным чертежам - 2 года;
- режим работы цеха - 2 смены, продолжительность смены - 8 часов.
1.2 Руководящая информация
Руководящая информация содержит требования отраслевых стандартов к
технологическим процессам и методам управления ими, а также стандартов на
оборудование и оснастку, документации по технике безопасности и промышленной
санитарии. В качестве руководящей информации выступают: Стандарты ГОСТ, ЕСКД,
ЕСТПП, ЕСТД, СТП МГУПИ.
1.3 Справочная информация
Справочная информация имеет своим источником
технологическую документацию на действующие единичные, типовые и групповые ТП,
классификаторы технико-экономической информации, производственные инструкции,
описания прогрессивных методов изготовления, каталоги, паспорта, справочники,
альбомы компоновок прогрессивных средств технологического оснащения, планировки
производственных участков и методические материалы по управлению ТП.
2. Проектирование и производство заготовок
.1 Выбор исходной заготовки и методов ее изготовления
Исходные данные:
Деталь - ведущий вал главной передачи
Материал - 18ХГТ ГОСТ 4543-71
Масса - вала 0,44 кг.
Программа выпуска - 20000 шт. в год
Деталь изготавливается из легированной стали 18ХГТ ГОСТ 4543-71,
химический состав которой приведен в таблице 2.1, а физико-механические
свойства - в таблице 2.2.
Таблица 2.1 - Химический состав стали 18ХГТ ГОСТ 4543-71,%
|
С
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Ti
|
Cu
|
|
0,17-0,23
|
0,17-0,37
|
0.8-1,1
|
до 0,3
|
до 0,035
|
до 0,035
|
1-1,3
|
0,03-0,09
|
до 0,3
|
Таблица 2.2 - Физико-механические свойства стали 18ХГТ ГОСТ 4543-71
|
σв, МПа
|
σт, МПа
|
НВ
|
δ5,
%
|
Ψ,
%
|
КСU, кДж/м2
|
|
980
|
730
|
217
|
15
|
55
|
1130
|
Сталь 18ХГТ применяется для деталей ответственного назначения, от которых
требуется повышенная прочность и вязкость сердцевины, а также высокая
поверхностная твердость, работающие под действием ударных нагрузок. В массовом
и крупносерийном производстве заготовки ступенчатых валов штампуют на молотах и
прессах, выполняют на ротационно-ковочных машинах и поперечно-винтовой
прокаткой. Эти методы обеспечивают получение коэффициента использования металла
0,7 и выше. Заготовки ступенчатых валов нередко получают резкой горячекатаных
прутков при изготовлении валов с небольшой разницей диаметра ступеней.
Следовательно, для сравнительного анализа выбираем штамповку на молоте в
открытых штампах и заготовку, полученную из проката.
2.2 Расчет припусков и определение исполнительных размеров заготовки
заготовка деталь вал технологичность
Исходные данные для расчета.
При проектировании поковки будем пользоваться рекомендациями ГОСТ
7505-89.
Расчетную массу поковки (Gп.p.) определяем по формуле:
 .
(2.1)
.
(2.1)
По
таблице 8 [5] определяем расчетный коэффициент КР: для вала рекомендовано КР. =
1,3-1,5; принимаем 1,5. Тогда:
Gпр = 0,44 ∙
1,5 = 0,66 кг.
Определение
класса точности.
Для
штамповки молотом рекомендуются классы точности Т4 - Т5, табл. 6.[5]. Принимаем
класс размерной точности Т4.
Определение
группы стали.
Для
массовой доля углерода > 0,35% и <0,65% по табл. 7 [5] принимаем группу
стали М1.
Определение
степени сложности.
Габаритные
размеры детали: диаметр D=28мм: высота L=130мм;
описывающая поковку фигура - цилиндр.
Для
расчета объема цилиндра размеры; детали умножаем на 1,05:
∙
1,05 =29,4мм=2,94см.
∙
1,05 = 136,5мм=13,65см.
Объем
описывающего поковку цилиндра находим по формуле.
Vф =(π ∙ D2/4) ∙ h (2.2)
ф
= (π
∙ 2,942/4) ∙ 13,65=92,62(см3)
Умножая
значение плотности стали 7,85 на объем цилиндра, получим массу описывающей
фигуры (Gф):
Gф = 7,85 ∙
92,62 =727,1 г = 0,727кг (2.3)
Отношение;
Gпр/ Gф = 0,66/0,727 = 0,9 > 0,63, следовательно, степень
сложности С1 (см. п. 1.5, с. 25.[5]).
Определение
конфигурации поверхности разъема штампа.
По
чертежу детали определяем, что поверхность разъема штампа горизонтальная, т.е.
плоская (П).
Определение
исходного индекса.
По
табл. 9 [5] для расчетной массы поковки Gпр = 0,66 кг,
группы стали М1, степени сложности С1 и класса точности паковки Т4 находим
исходный индекс - 7
Назначение
припусков и кузнечных напусков.
Зная
исходный индекс и шероховатость поверхностей поковки, по табл. 11 [5] на
обрабатываемые поверхности заготовки устанавливаем припуски, которые заносим в
таблицу 2.3
Таблица 2.3 - Припуски на поверхности детали «Вал»
|
Размеры детали и
шероховатость
|
Припуск на размер (на
сторону)
|
|
Ø28-0,14
√Ra1,25
|
1,1
|
|
74√Ra6,3
|
1,1
|
|
Ø20-0,014√Ra0,4
|
1,1
|
|
26,5√Ra6,3
|
1,0
|
|
Ø20±0,007√Ra0,4
|
1,0
|
|
11√Ra6,3
|
1,0
|
|
Ø14√Ra6,3
|
1,0
|
|
8,5√Ra6,3
|
1,0
|
Дополнительные припуски, учитывающие:
Смещение по поверхности разъема штампа - 0,2 мм
назначается по табл. 12.[5]. Отклонение от плоскостности - 0,4 мм назначается
по табл. 13.[5]
Штамповочные уклоны для поковок, изготовляемых на
штамповочном молоте, определяем по табл. 20.[5] На наружной поверхности они
должны быть не более 7°, принимаем 7°/
Расчет размеров поковки с учетом основных и
дополнительных припусков, приведен в таблице 2.4. Допуски на принятые размеры
находим по табл. 10[5]. Окончательные размеры поковок приведены в таблице 2.5.
Таблица 2.4 - Расчет размеров поковки вала, мм
|
Размер детали
|
Расчет размеров поковки
|
Принятые размеры
|
|
Ø28
|
28+(1,1+0,2)х2=30,6
|
Ø30,6
|
|
74
|
74+(1,1+0,4)х2=77
|
77
|
|
Ø20
|
20+(1,1+0,2)х2=22,6
|
Ø22,6
|
|
26,5
|
26,5+(1,0+0,4)х2=29,3
|
29,3
|
|
Ø20
|
20+(1,0+0,2)х2=22,6
|
Ø22,6
|
|
11
|
11+(1,0+0,4)х2=13,8
|
13,8
|
|
Ø14
|
14+(1,0+0,2)х2=16,4
|
Ø16,4
|
|
8,5
|
8,5+(1,0+0,4)х2=11,3
|
11,3
|
Таблица 2.5 - Допуски и допускаемые отклонения поковки
вала, мм
|
Принятый размер поковки
|
Допуск
|
Размеры поковки на чертеже
|
|
Ø30,6
|
0,9+0,6-0,3
|
Ø30,6+0,6-0,3
|
|
77
|
1,0+0,7-0,3
|
77+0,7-0,3
|
|
Ø
22,6
|
0,9+0,6-0,3
|
Ø
22,6+0,6-0,3
|
|
29,3
|
0,9+0,6-0,3
|
29,3+0,6-0,3
|
|
Ø
22,6
|
0,9+0,6-0,3
|
Ø
22,6+0,6-0,3
|
|
13,8
|
0,9+0,6-0,3
|
13,8+0,6-0,3
|
|
Ø
16,4
|
0,9+0,6-0,3
|
Ø
16,4+0,6-0,3
|
|
11,3
|
0,9+0,6-0,3
|
11,3+0,6-0,3
|
Допускаемая величина остаточного облоя - 0.7 мм, см.
табл.16.[5]. Допускаемая величина высоты заусенца по внешнему контуру - 3,0 мм,
табл. 17. [5].
Расчет размеров заготовки, полученной из проката проводим по наибольшему
диаметру и габаритной длине детали. Размеры заготовки-проката приведены в
таблице 2.6.
Таблица 2.6 - Размеры заготовки-проката, мм
|
Расчётный размер заготовки
|
Принятые размеры заготовки
|
|
Ø28
|
Ø30+0,2-0,7
|
|
130+2·0,05·D=130+2·0,05·30=133
|
133
|
2.3 Технико-экономическое сравнение методов получения заготовки
Расчет массы поковки. Эскизы заготовок по вариантам приведены на рисунках
2.1 и 2.2 соответственно.

Рисунок 2.1 - Заготовка-поковка
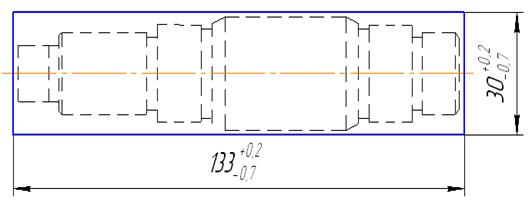
Рисунок 2.2 - Заготовка-прокат
начала подсчитываем сумму элементарных объемов V припусков на обрабатываемых поверхностях и, умножим ее на
7,85 (плотность стали) получим массу припусков
Для заготовки-поковки:
Пок=π/4(d12·l1 + d22·l2 + d32·l3 + d42·l4 + d52·l5) (2.4)
пок = π/4 (3,062·7,7+2,262·2,93+2,262·1,38+1,642·1,13)=76,26
Пок= V ·ρ = 76,26 ·7,85=598,6=0,59 кг (2.5)
Коэффициент весовой точности для поковки:
Кв.т.= Gд / GПок = 0,44 / 0,59 = 0,75 (2.6)
Для заготовки проката:
 (2.7)
(2.7)
GПр = V ·ρ = 93,96 ·7,85=737,58г=0,73кг (2.8)
Коэффициент
весовой точности для проката:
Кв.т.=
Gд / GПок = 0,5 / 0,73 = 0,68 (2.9)
Коэффициент
весовой точности у заготовки-поковки (Кв.т.=0,75) выше, чем у заготовки -
проката (Кв.т.=0,68), а экономия материала при изготовлении одной заготовки -
поковки по сравнению с заготовкой-прокатом составляет 0,14 кг. При годовом
объеме выпуска 20000шт, экономия металла составляет 0,14·20000=2800 кг в год.
Следовательно,
в качестве метода получения заготовки принимаем штамповку на молоте в открытых
штампах.
3. Технологический раздел
.1 Служебное назначение объекта производства
Деталь «ведущий вал главной передачи» - ответственная деталь коробки
передач. Назначение коробки передач - изменять силу тяги, скорость и
направление движения. У двигателей с уменьшением частоты вращения коленчатого
вала крутящий момент незначительно возрастает, достигает максимального значения
и при дальнейшем снижении частоты вращения также уменьшается. Однако при
движении на подъемах, по плохим дорогам, при трогании с места и быстром разгоне
необходимо увеличение крутящего момента, передаваемого от двигателя к ведущим
колесам. Для этой цели и служит коробка передач, в которую входит также
передача, позволяющая двигаться задним ходом. Кроме того, коробка передач
обеспечивает разъединение двигателя с трансмиссией. Ступенчатая коробка передач
состоит из набора зубчатых колес, которые входят в зацепление в различных
сочетаниях, образуя несколько передач или ступеней с различными передаточными
числами. Коробка передач должна работать бесшумно, с минимальным износом.
Деталь «Ведущий вал» предназначена для передачи крутящего момента на блок
зубчатых колес, и воспринимающая изгибающие нагрузки. Вращение передается через
шлицы. Форма вала по длине определяется распределением нагрузки и условиями
технологии изготовления и сборки. Ведущий (первичный) вал через сцепление
соединяется с маховиком двигателя. На ведущем валу находится одна шестерня,
жёстко на нём закреплённая и служащая для передачи вращения промежуточному
валу. Ведущий вал устанавливается в корпусе коробки на двух подшипниках. На
конце вала монтируется еще один подшипник, на который опирается вторичный вал.
3.2 Конструкторско-технологическая характеристика детали
Основным показателем качества и надежности вала является точность его
геометрических форм по поперечному и продольному сечению. Нормы точности,
отклонений формы тел вращения установлены ГОСТ 10356-63. Ответственный
быстровращающийся вал проходит динамическую балансировку.
Деталь изготавливается из легированной стали 18ХГТ ГОСТ 4543-71,
химический состав которой приведен в таблице 3.1, а физико-механические
свойства - в таблице 3.2.
Таблица 3.1 - Химический состав стали 18ХГТ ГОСТ
4543-71,%
|
С
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Ti
|
Cu
|
|
0,17-0,23
|
0.17-0.37
|
0.8-1.1
|
до 0,3
|
до 0,035
|
до 0,035
|
1-1,3
|
0,03-0,09
|
до 0,3
|
Таблица 3.2 - Физико-механические свойства стали 18ХГТ
ГОСТ 4543-71
|
σв, МПа
|
σт, МПа
|
НВ
|
δ5, %
|
Ψ, %
|
КСU, кДж/м2
|
|
980
|
730
|
217
|
15
|
55
|
1130
|
Чертеж детали «Ведущий вал» выполнен в соответствии с требованиями ЕСКД,
все виды, размеры, параметры качества и технические условия, необходимые для
изготовления детали, на чертеже присутствуют.
Деталь относится к деталям типа «Вал», т.к. отношение длины детали к ее
наружному диаметру превышает 2-х и составляет L/D=130/28=4,64
Вал главной передачи представляет собой поверхность, составленную из
цилиндров различного диаметра, имеющий фаски по обеим торцевым поверхностям,
канавки и шлицы.
3.3 Характеристика производства
.3.1 Режим работы и фонды времени
Режим работы включает в себя количество рабочих дней в году, за
исключением выходных и праздничных дней, с двумя сменами в сутки, т.к.
разрабатывается автоматизированный участок. Полный календарный годовой фонд
времени показывает число часов в году 24 ∙ 363=8670ч.
Исключая выходные и праздничные дни, из расчета пятидневной рабочей
недели длительностью 41 час, получим номинальный фонд времени ФН=4320ч.
Учитываем простои оборудования на ремонт, ФД - действительный годовой
фонд времени работы оборудования при 2-х сменной работе.
ФД = 3894 час.
3.3.2 Определение такта выпуска
Для
обоснования организации производственного процесса и определения типа
производства, необходимо рассчитать средний производственный такс -  и среднее штучное время - Тш.ср. изготовления изделия
на основных операциях.
и среднее штучное время - Тш.ср. изготовления изделия
на основных операциях.
Такт
выпуска определяется по формуле:
 (мин/шт)
(3.3.1)
(мин/шт)
(3.3.1)
где Фд
= 3894 час;
Nг = 20000шт -
годовая программа выпуска деталей;
τс = 3894 ∙ 60/20000 = 11,7 мин/шт
3.3.2 Определение типа производства
Тип производства можно определить по численному значению коэффициента
закрепления операция, расчет которого производится по ГОСТ 3.11.08-74.
Приближенно тип производства может быть определено по величине коэффициента -
Кс
 (3.3.2)
(3.3.2)
где Тшт.ср
- среднее штучное время изготовления изделия, определяется по данным
действующего техпроцесса.
Тшт.ср.
= 71,43/17 = 4,2 мин.
Кзо
=11,6/4,2=2,7
<
Кс ≤10 - крупносерийное производство
3.4 Анализ технологичность конструкции детали «Ведущий вал»
Технологичность - свойство изделия, согласно которому конструкция детали
должна соответствовать применению наиболее прогрессивных методов обработки или
сборки при изготовлении.
Рациональные конструкции машин, обеспечивающие необходимые
эксплуатационные требования не могут быть созданы без учета трудоемкости и
материалоемкости их изготовления. Соответствие конструкции машин требованиям
трудоемкости и материалоемкости определяют технологичность конструкции. При
объективной оценке технологичности конструкции машин, их деталей и узлов,
учитывают ряд положительных факторов, определяющих технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и
узлов, учитывают ряд положительных факторов, определяющих технологичность
конструкции. К ним относится:
оптимальная форма детали, обеспечивающая изготовление заготовки с
наименьшим припуском и наименьшим количеством обрабатываемых поверхностей;
наименьший вес машины;
наименьшее количество материала, применяемого в конструкции машин;
взаимозаменяемость деталей и узлов с оптимальным значением полей допуска;
нормализация (стандартизация) и унификация деталей, узлов и их отдельных
конструкторских элементов.
Основные требования по технологичности конструкции деталей машиностроения
излагается в литературе.
Конструкции детали должны состоять из стандартных и унифицированных
конструктивных элементов (КЭД) или быть стандартной в целом. Детали должны
изготавливаться из стандартных или унифицированных заготовок. Размеры детали
должны иметь оптимальную точность. Шероховатость поверхностей должна быть
оптимальной. Физико-химические и механические свойства материала детали, её
жесткость, форма, размеры должны соответствовать требованиям технологии
изготовления (включая процессы отделочно-упрочняющей обработки, нанесения
антикоррозийных покрытий и т.п.), а также хранения и транспортировки.
Базовая поверхность детали должна иметь оптимальные показатели точность и
шероховатости поверхности, которые обеспечивают требуемую точность установки,
обработки и контроля.
Заготовки для изготовления деталей должны быть получены рациональным
способом с учетом материала, заданного объема выпуска и типа производства.
Метод изготовления деталей должен обеспечивать возможность одновременного
изготовления нескольких деталей. Конструкция детали должны обеспечивать
возможность применения типовых и стандартных технологических процессов ее
изготовления.
Отработку технологичности детали «Ведущий вал» на технологичность
проведем в соответствии с Методическими указаниями [34].
3.4.1 Анализ технологичности конструкции детали по качественным
показателям
Для качественной оценки необходимо выявить требования к технологичности
конструкции детали, проанализировать характеристики конструкции детали и
сделать заключение по каждому требованию.
Проведём анализ технологичности конструкции детали «Вал», представленной
на 1 листе дипломной работы. Анализ технологичности проводится по качественным
показателям и представлен в таблице 3.3.
Таблица 3.3 - Анализ технологичности детали «Вал» по качественным
показателям
|
№ п/п
|
Требование технологичности
|
Оценка технологичности
|
|
1.
|
Возможная простота
конструкции
|
Технологично, т. к. деталь
состоит из простых конструктивных элементов
|
|
2.
|
Наличие поверхностей
удобных для базирования и закрепления
|
Технологично
|
|
3.
|
Доступность всех
поверхностей для обработки на станках непосредственного измерения
|
Технологично, т. к. все
поверхности доступны для обработки и измерения
|
|
4.
|
Хорошая обрабатываемость
материала резанием
|
Технологично, т. к.
сталь18ХГТ имеет высокий коэффициент обрабатываемости
|
|
5.
|
Деталь должна иметь
экономии-чески достижимую с точки зрения механической обработки точность и
шероховатость
|
Технологично, согласно
анализу, представленному в таблице 3, все требования можно обеспечить
экономичными методами обработки
|
|
6.
|
Отсутствие плоскостей и
отверстий, расположенных не под прямым углом
|
Технологично, т. к.
отверстия и плоскости, расположенные под углом  к
оси детали отсутствуют к
оси детали отсутствуют
|
|
7.
|
Возможность применения
рациональных методов получения заготовки
|
Технологично, т. к.
заготовку можно получить из проката или ковкой
|
|
8.
|
Возможность применения
универсальных измерительных средств
|
Технологично, т. к. все
размеры могут быть измерены универсаль-ными измерительными средствами
|
|
9.
|
Отсутствие специфических
требований (допуски по массе, необходимость балансировки)
|
Технологично, т. к.
специфические требования отсутствуют.
|
|
10.
|
Конструкция детали должна
обеспечивать нормальный подвод и выход режущего инструмента
|
Технологично, т. к. все
поверхности детали находятся в легко доступных местах
|
Вывод: конструкция детали в целом технологична, т. к. большинство
основных требований по технологичности выполняются.
3.4.2 Анализ технологичности конструкции по количественным
показателям
Коэффициент стандартизации конструктивных элементов детали.
Этот показатель технологичности характеризует степень использования
стандартных - ГОСТовских, отраслевых, по стандарту предприятия (СТП) -
элементов конструкции при оформлении рабочего чертежа детали.
Стандартизированные конструктивные элементы: фаски, линейные и диаметральные
размеры, центра, и т.п. предполагает использование стандартизированного
режущего, мерительного инструмента и средств технологического оснащения (СТО),
что упрощает и удешевляет технологическую подготовку производства нового
изделия. Результаты представлены в таблице 3.4.
Таблица 3.4 - Анализ технологичности детали « Ведущий вал» по наличию
стандартных конструктивных элементов детали (КЭД)
|
№ п/п
|
Наименование КЭД
|
Общее кол-во КЭД
|
Кол-во стан-дартных КЭД
|
Степень стандартизации
|
|
1
|
Наружные цилиндрические
поверхности ГОСТ 6636-96
|
3
|
3
|
100%
|
|
2
|
Плоские поверхности ГОСТ
6636-96
|
7
|
7
|
100%
|
|
3
|
Канавки для посадки
под-шипников ГОСТ 13943-75
|
4
|
4
|
100%
|
|
4
|
Фаски ГОСТ 10948-81
|
6
|
6
|
100%
|
|
5
|
Шлицевое соединение ГОСТ
1139-80
|
2
|
2
|
100%
|
|
6
|
Резьба
|
1
|
1
|
100%
|
|
Итого
|
23
|
23
|
Вывод: по наличию стандартных КЭД конструкцию детали « Ведущий вал» можно
признать технологичной, так как удовлетворяется 100% требований
технологичности.
Анализ технологичности конструкции детали «ведущий вал главной передачи»
по шероховатости поверхностей представлен в таблице 3.5, а по точностным
требованиям - в таблице 3.6.
Таблица 3.5 - Анализ технологичности конструкции
детали «ведущий вал главной передачи» по шероховатости поверхностей (ГОСТ
2789-73)
|
Наименование КЭД
|
Общее кол-во КЭД
|
Кол-во КЭД обрабатываемых
следующую шероховатость
|
|
|
|
40-20
|
20-6,3
|
6,3-1,25
|
1,25-0,63
|
|
1
|
Наружные цилиндрические
поверхности ГОСТ 6636-96
|
3
|
|
|
|
1 (100%)
|
|
2
|
Плоские поверхности ГОСТ
6636-96 (СТС ЭВ 514-77)
|
7
|
|
2 (28%)
|
5 (72%)
|
|
|
3
|
Канавки для посадки
подшипников ГОСТ 13943-75
|
4
|
|
|
4 (100%)
|
|
|
4
|
Фаски ГОСТ 10948-81
|
6
|
|
|
6 (100%)
|
|
|
5
|
Шлицевое соединение ГОСТ
1139-80
|
2
|
|
|
|
2 (100%)
|
|
6
|
Резьба
|
1
|
|
|
|
1 (100%)
|
|
Итого
|
23
|
|
2 (9%)
|
15 (65%)
|
4 (17%)
|
Вывод: по шероховатости поверхностей конструкцию
детали «Ведущий вал» можно в целом признать технологичной - 83% всех
поверхностей имеют среднюю шероховатость.
Таблица 3.6 - Анализ технологичности конструкции
детали «ведущий вал» по точностным требованиям
|
№ п/п
|
Наименование КЭД
|
Общее количество КЭД
|
Количество КЭД, обрабатываемых
по следующим квалитетам точности
|
|
|
|
Высокая точность обработки
(квалитеты)
|
Средняя точность обработки
(квалитеты)
|
Свободные размеры
(квалитеты)
|
|
|
|
6
|
7
|
8
|
9
|
%
|
10
|
11
|
12
|
%
|
13
|
14
|
%
|
|
1
|
Наружные цилиндрические
поверхности ГОСТ 6636-96)
|
3
|
3
|
-
|
-
|
-
|
100%
|
-
|
-
|
-
|
|
-
|
-
|
|
|
2
|
Плоские поверхности ГОСТ
6636-96 СТС ЭВ 514-77
|
7
|
-
|
-
|
5
|
-
|
72%
|
2
|
-
|
-
|
28%
|
-
|
-
|
-
|
|
3
|
Канавки для посадки
подшипников ГОСТ 13943-75
|
4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
4
|
100%
|
|
4
|
Фаски ГОСТ 10948-81
|
6
|
-
|
-
|
|
-
|
|
-
|
-
|
-
|
-
|
-
|
6
|
100%
|
|
5
|
Шлицевое соединение ГОСТ
1139-80
|
2
|
-
|
2
|
-
|
-
|
100%
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
Резьба
|
1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
1
|
100%
|
-
|
-
|
-
|
|
Итого
|
23
|
3
|
2
|
5
|
10
|
43%
|
2
|
-
|
1
|
14%
|
-
|
10
|
43%
|
Вывод: по точностным требованиям конструкцию детали «Ведущий вал главной
передачи» можно назвать технологичной, так как 57% поверхностей детали
обрабатывается по размерам средней точности и свободным размерам.
Общий вывод: конструкцию детали «Ведущий вал главной передачи» можно в
целом признать технологичной, т.к. практически удовлетворяются большинство
требований технологичности конструкции.
3.5 Анализ и выбор комплектов технологических баз
Под базированием заготовки понимается придание ей определенного положения
в приспособлении относительно элементов станка, определяющих траекторию
движения подач обрабатывающего инструмента. Поверхности заготовки, используемые
при базировании, называются базами. При установке заготовки в приспособлении
решаются две задачи: ориентация заготовки и фиксация заготовки в этом
состоянии, достигаемое закреплением.
Наибольшая точность при обработке заготовки достигается при осуществлении
принципа постоянства и совмещения баз. Постоянство баз состоит в том, что при
выполнении всех операций обработки заготовки используются одни и те же
поверхности. Совмещение баз состоит в том, что в качестве технологической базы
принимается поверхность являющаяся одновременно измерительной базой.
Наиболее выгодно использовать в качестве установочной поверхность, у
которой совмещены измерительная, технологическая и конструкторская базы.
Для повышения точности и создания определенной ориентации заготовки в
приспособлении в качестве базирующих элементов (поверхностей) следует выбирать
поверхности простейшей формы (плоские, цилиндрические), точность обработки
которых всегда наиболее высокая.
Выбор баз осуществляется совместно с разработкой маршрута обработки
детали и зависит от крепления детали на станке и её расположения на нём.
При фрезерно-центровальной операции используется цилиндрическая
поверхность заготовки, как технологическая база, для фрезерования торцов с
допустимым отклонением от перпендикулярностей относительно оси заготовки, а,
следовательно, детали. При фрезерно-центровальной операции заготовка
устанавливается в пневматические самоцентрирующиеся тиски на станке, которые
зажимают деталь по поверхности позиционирования, на которую, в отличие от
остальных поверхностей, не наложены повышенные требования. Такую же схему
базирования применяем при нарезании резьбы.
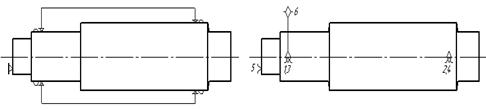
,2,3,4 - двойная направляющая база,
- опорная явная база, 6 - опорная скрытая база
Рисунок 3.1 - Схема базирования заготовки на 1 и 7 операции
На протяжении токарной, шлицефрезерной и шлифовальной обработки всех
цилиндрических поверхностей вала в качестве технологической базы используется
центровые отверстия вала. Эти поверхности расположены сбоку от обрабатываемых
поверхностей и не мешают ходу обрабатывающих инструментов. Для передачи
заготовки вращательного момента в качестве оснастки используется поводковое
устройство марки Д16Т. Поводок такого типа изготовлен из дюрали и никак не
влияет на качество поверхности детали.

,2,3,4 - двойная направляющая база
- опорная явная база, 6 - опорная скрытая база
Рисунок 3.2 - Схема базирования заготовки на 2,3,4,11,12,13 операции
3.6 Разработка маршрута обработки детали «ведущий вал»
.6.1 Анализ базового варианта техпроцесса обработки детали «вал»
Анализ существующего технологического процесса должен быть проведён с
точки зрения обеспечения качества продукции. При этом следует выяснить,
правильно ли он составлен для выполнения требований чертежа и соблюдаются ли
все требования технологического процесса.
Несмотря на большое разнообразие форм, различия материалов и требований
по точности обработки отдельных поверхностей, конкретные технологические
процессы механической обработки подавляющего количества деталей типа «вал»
строится по единой схеме.
Базовый маршрут обработки детали «вал» приведен в таблице 3.7.
Таблица3.7 - Базовый технологический процессе механической обработки
детали «Ведущий вал главной передачи»
|
№ п/п
|
Наименование операции
|
Модель оборудования
|
Т0 Мин.
|
|
1
|
005 Фрезерная Фрезерование
торцов 131-0,5
|
6Н81
|
0,426
|
|
2
|
010 Центровочная Центровать
2 торца
|
68064
|
|
|
3
|
015 Многорезцовая Обточить
до Ø27-0,5
р-р 73; 5-0,5; и до Ø23-0,5
р-р 89-0,5
|
1А720
|
0,553
|
|
4
|
020 Многорезцовая Обточить:
До Ø24,6-0,28
р-р 72,6-0,6 ; до Ø20,6-0,2,
р-р 16+0,5 ; до Ø20-0,6
р-р 117,6-0,6 Проточить канавки шириной
3+0,3 до Ø14-0,3 в размер 117,6-0,6 (45+0,52)
|
1А720
|
0,847
|
|
5
|
023 Многорезцовая Обточить:
До Ø24,6-0,28
в размер 102-0,5 До Ø20,6-0,2
в размер 118-0,5 Проточить канавки: до Ø22-0,6
в р-р 57,5±0,4 и 15,5+0,12 до Ø18-0,5
в р-р 58,5-0,12 ;15,5+0,12 и 74±0,12
Обточить фаску 1х45º
на Ø20,6
|
1А720
|
0,912
|
|
6
|
025 Токарная Обточить с Ø30 до Ø 28-0,14 на проход
|
1А62
|
0,094
|
|
7
|
030 Шлицефрезерная
Фрезеровать 6 шлиц шириной 4-0,04-0,012 до Ø15-0,5 р-р 1+0,8 и р-р 16,5 при проверке р-ра 16,5±0,55
|
5350
|
2,4
|
|
8
|
035 Шлицефрезерная
Фрезеровать 6 шлиц в размер 7-0,1-0,2 до Ø24,1-0,084 на длине 74
|
5350
|
3,84
|
|
9
|
040 Слесарная Зачистить
заусенцы после фрезеровки шлиц
|
1А720
|
|
|
10
|
045 Моечная Промыть деталь
|
40134
|
|
|
11
|
050 Контрольная
Контролировать параметры шлицев
|
|
|
|
12
|
055 Токарная Обточить до Ø13,88-0,15 на проход до канавки Обточить фаску 1,5х450 на Ø13,88
|
1А62
|
0,103
|
|
13
|
060 Болторезная Нарезать
резьбу М14х1,5-6q недорез резьбы 4мм
|
1Б07
|
0,105
|
|
14
|
065 Моечная Промыть деталь
|
40134
|
|
|
15
|
070 Контрольная
Контролировать параметры детали предварительно
|
|
|
|
16
|
075 Токарная Зачистить
центр от окалин
|
1А62
|
0,08
|
|
17
|
080 Шлифовальная Шлифовать
последовательно 6 пазов до Ø24-0,04-0,092 на проход(размер 74) за 2 прохода
|
36025
|
0,998
|
|
18
|
085 Шлифовальная Шлифовать Ø20-0,014
|
3Б161
|
0,33
|
|
19
|
090 Шлифовальная Шлифовать Ø24-0,025-0,085
|
3Б161
|
0,288
|
|
20
|
095 Шлифовальная Шлифовать Ø24-0,025-0,085
|
3Б161
|
0,28
|
|
21
|
100 Шлифовальная Шлифовать Ø20±0,007
|
3Б161
|
0,403
|
|
22
|
105 Моечная Промыть деталь
|
40134
|
|
|
23
|
110 Контрольная
Контролировать параметры детали окончательно
|
|
|
|
24
|
115 Консервация
|
|
|
|
Итого:
|
11,67
|
В существующем технологическом процессе механической обработки порядок
выполнения операций удовлетворяет требованиям. Базы выбраны правильно, режимы
резания соответствует нормам. Значительное время в этом процессе составляет
вспомогательное, главными составляющими которого является время, связанное на
установку и снятие заготовки, время, связанное с переходом.
3.6.2 Мероприятия по усовершенствованию базового техпроцесса
Главной целью модернизации базового технологического процесса обработки
детали является сокращение основного и вспомогательного времени, максимальное
исключение человека из процесса производства, увеличение постоянства качества
продукции. Основным источником этого, а также повышения производительности
труда по выпуску продукции на одного рабочего, является концентрация операций,
использование обрабатывающих центров с ЧПУ, многостаночное обслуживание,
использование САПР для разработки управляющих программ и оформления технической
и конструкторской документации.
Обрабатывающие центры с ЧПУ не требуют длительной переналадки, позволяют
сократить сроки подготовки производства, снизить себестоимость изготовления
детали.
При концентрации операций несколько операций объединяются в одну, заменяя
несколько установов позициями. При этом сокращается длительность
производственного цикла, вспомогательное время на установку-снятие детали;
повышается производительность и точность взаимного расположения поверхностей
(за счет уменьшения переустановов).
Мерительный и режущий инструмент - универсальный и специальный.
Оборудование - универсальное. Так как тип производства изменен, то при составлении
проектного маршрута обработки следует пойти по пути сокращения количества
операций путем их совмещения. Для этого требуется применение станков с ЧПУ,
универсальных и специальных приспособлений и режущего инструмента. В качестве
приспособлений для установки заготовки на указанных станках, взамен
универсальных, требующих большой квалификации при использовании, можно
применить приспособления составленные из УСП. Контрольный инструмент следует
применять специальный (калибры и предварительно настроенные индикаторы).
Все это в совокупности должно привести к значительному сокращению времени
обработки, снижению энергозатрат, снижению разряда рабочих и повышению разряда
наладчиков.
3.6.3 Разработка последовательности обработки поверхности детали
Для удобства анализа точностных характеристик детали пронумеруем
обрабатываемые поверхности. На рисунке 3.3 приведён эскиз детали с обозначением
обрабатываемых поверхностей. Для удобства анализа требования по каждой
поверхности сведены в таблицу 3.8.
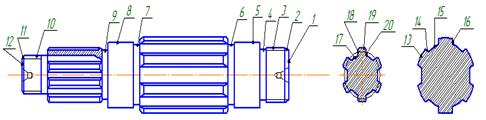
Рисунок 3.3 - Эскиз детали, с номерами обрабатываемых поверхностей
Руководствуясь экономически достижимыми значениями показателей точности
различных методов обработки и с учётом комплексных требований по точности и
шероховатости для каждой поверхности выберем методы обработки, обеспечивающие
получение заданных технических требований и заносим их в соответствующий
столбец таблицы 3.8.
Таблица 3.8 - Заданные параметры качества детали и методы их обеспечения.
|
№ пов.
|
Параметры точности
|
Ra, мкм
|
Последовательность
технологичес-ких методов для обеспечения заданных параметров качества
|
|
Ква-литет
|
Допуски формы и
расположения
|
|
|
|
1, 12
|
IT11
|
|
6,3
|
Однократное точение
|
|
2, 4, 6, 7, 9, 11
|
IT11
|
|
6,3
|
Однократное точение
|
|
3, 5, 8, 19
|
IT6
|
|
1,25
|
Получистовое точение,
чистовое точение, чистовое шлифование
|
|
13…20
|
IT6
|
|
1,25
|
Однократное точение,
фрезерование, чистовое шлифование
|
3.6.4 Выбор оборудования и средств технологического оснащения
технологического процесса
Выбор средств технологического оснащения включает определение модели
станка, типа приспособления, инструмента (режущего, измерительного). Модель
станка следует выбирать в зависимости от вида обработки, типа производства,
точностных характеристик, размеров рабочей зоны станка, мощности двигателя. Для
выбранной модели станка в записке следует привести основные характеристики по
справочным данным.
Выбор типа и модели обрабатывающего оборудования можно обосновать, исходя
из экономических соображений. Каждый используемый станок должен по своим
технико-экономическим показателям быть наиболее дешёвым в плане расходуемой
мощности, коэффициента унификации, а на этот показатель как нельзя лучше влияет
себестоимость оборудования. Станок должен быть прост в эксплуатации и
технологичным в обслуживании, что влияет на время, за которое осуществляется
технологический переход. Никак нельзя сказать о размерах детали, способной
обрабатываться на данном оборудовании.
Исходя из вышесказанных соображений, произведём выбор типов и моделей
оборудований, с помощью которых на различных этапах изготовления детали она
обрабатывается.
Первая, фрезерно-центровальная операция, осуществляется на универсальном
станке с ЧПУ NG200. На таком станке можно
осуществить две технологических операции, что и предусматривает данная
операция, а именно фрезерование торцов и сверление центровочных отверстий.
Так для токарной обработки применим токарный станок с ЧПУ SL 6430. на таком станке можно
использовать многоинструментальную обработку.
Для нарезания шлицев применим станок модели МГ53-00.
На операциях шлицешлифования применяем станок ОШ-628Ф3,а для шлифования
шеек вала целесообразно использовать круглошлифовальный станок RSM500 CNC, отвечающим требованиям экономичности и
технологичности.
Таблица 3.9 - Характеристики станков
|
№ п\п
|
Модель оборудования
|
Диапазон частот вращения, n
мин-1
|
Диапазон подач, S0
мм/мин
|
Мощность, кВт
|
Габариты станка, мм
|
Масса станка, кг
|
|
1
|
NG200
|
150-3000
|
0,01-0,5
|
5,3
|
4280х2460
|
2575
|
|
2
|
SL 6430
|
60-5000
|
0,04-1,5
|
7,5
|
1840х1600х1210
|
2350
|
|
3
|
МГ53-00
|
80-250
|
0,63-45
|
6,7
|
2585х1550х1650
|
4500
|
|
4
|
ОШ-628Ф3
|
20-8000
|
0,23-5
|
6
|
4200х2770х2460
|
8000
|
|
5
|
RSM500CNC
|
2000
|
5,5
|
1210х1246х1140
|
2200
|
|
6
|
REMS Унимаг 75
|
26-800
|
0,003-0,01
|
2
|
1200х900
|
57
|
|
7
|
RIG-150
|
5-1000
|
0.002
|
0.75
|
1600х1430
|
2600
|
3.6.5 Проектный вариант техпроцесса механической обработки детали
«Ведущий вал»
Разрабатываемый технологический процесс должен быть прогрессивным,
обеспечить повышение производительности труда и качества деталей, сокращение
трудовых и материальных затрат на его реализацию, уменьшение вредных
воздействий на окружающую среду.
Всю механическую обработку распределяют по операциям и, таким образом,
выявляют последовательность выполнения операций и их число; для каждой операции
выбирают оборудование и определяют конструктивную схему приспособлений.
Построение маршрутной технологии во многом зависит от
конструктивно-технологических особенностей детали и требований точности,
предъявляемых к ее основным, наиболее ответственным поверхностям. Для основных
поверхностей с учетом точности выбранной заготовки и достижимых коэффициентов
уточнения при обработке, выбирают методы обработки, назначают число и
последовательность выполняемых переходов, определяют содержание операций. Место
обработки менее ответственных поверхностей определяется конкретными условиями и
не является принципиально важным. Если обработку этих поверхностей по
расположению и видам применяемых инструментов можно вписать в основные
операции, то ее включают в состав этих операций в качестве переходов,
выполняемых на черновой и чистовой стадиях обработки.
Деление всего объема обработки на операции, выбор оборудования,
формирование операций по содержанию зависят также от условий производства.
В маршрутной технологии в процессе обработки предусматривают контроль с
целью технологического обеспечения заданных параметров качества обрабатываемой
детали. Технолог устанавливает объект контроля и его место, обращая внимание на
операции, при которых точность обеспечивается наиболее трудно; назначает методы
и средства контроля, выдает задание на их конструирование.
Проектный вариант маршрута оброаботки приведен в таблице 3.10.
Таблица 3.10 - Проектный вариант техпроцесса механической обработки
детали «Ведущий вал»
|
№ опер
|
Наименование операции
|
Краткое содержание операции
|
Модель оборудования
|
|
Заготовительная
|
Штамповать заготовку
|
Штамповка на молоте
|
|
005
|
Фрезерно-центровальная
|
Фрезеровать торцы в размер
130-1 Центровать торцы, выдерживая размеры 4,9; Ø5;
4,85; Ø10,6 и <60о
|
Станок с ЧПУ NG
200
|
|
010
|
Токарная с ЧПУ
|
Установ А Обточить до Ø28,2-0,04-0,073, выдерживая р-р 60,6-0,87 ; до Ø24,2-0,04-0,073, выдержи-вая р-р 15.5-0,43 и Ø20,2-0,04-0,073, выдержи-вая р-р 14; обточить фаску
1,5х45о на Ø20
и Ø28. Проточить канавки b = 3-0.25 до Ø18-0.43 в р-р 8; до Ø22-0.52 в р-р 26,5-0,52 Установ Б Обточить: до Ø24,2-0,04-0,073, выдерживая р-р 15,5-0,43 до
Ø20,2-0,04-0,073, выдерживая р-р
29.,5-0,43 до Ø14,1-0,032-0,059, выдержи-вая р-р 12,5-0,43 ; фаску 1,5х45о на Ø14. Проточить канавки b = 3-0,25 до Ø18-0,43 в р-р 37,5-0,62; доØ22-0,52 в р-р 54,5-0,74
|
Токарный станок с ЧПУ SL
6430
|
|
015
|
Шлицефрезерная
|
Установ А Фрезеровать 6шлиц
в р-р 7-0,1-0,2 до Ø24,1-0,084
на длине 74 Установ Б Фрезеровать 6
шлиц шириной 4-0,04-0,12 до Ø15-0,5 выдерживая
р-р 1+0,8 и р-р 16,5
|
Шлицефрезер-ный станок
МГ53-00
|
|
020
|
Слесарная
|
Зачистить заусенцы после
фрезеровки шлиц
|
Верстак
|
|
025
|
Моечная
|
Промыть деталь
|
Моечная маши-на ТМ-147-0-00
|
|
030
|
Контрольная
|
Контроль размеров
|
Контр. стол
|
|
035
|
Резьбонарезная
|
Нарезать резьбу М14х1,5-6q
недорез резьбы 4мм
|
Резьбонарезной станок REMS
Унимаг 75
|
|
040
|
Моечная
|
Промыть деталь
|
Моечная маши-на ТМ-147-0-00
|
|
045
|
Контрольная
|
Контроль размеров
|
Контрольный стол
|
|
050
|
Термическая
|
|
Печь
|
|
055
|
Зачистка центков
|
Установ А. Зачистить центр
от окалин Установ Б. Зачистить центр от окалин
|
Внутришлифо-вальный станок RIG-150
|
|
060
|
Щлицешлифовальная
|
Шлифовать 6 пазов до Ø24-0,04-0,092
на проход (р-р 74)
|
Шлицешлифо-вальный станок
ОШ-628Ф3
|
|
065
|
Шлифовальная
|
Установ А Шлифовать Ø20-0,014
Шлифовать Ø24-0,025-0,085
Установ Б Шлифовать Ø24-0,025-0,085 Шлифовать Ø20±0,007
|
Круглошлифо-вальный станок
с ЧПУ RSM 500 СNC
|
|
070
|
Моечная
|
Промыть деталь
|
Моечная маши-на ТМ-147-0-00
|
|
075
|
Контрольная
|
Контроль качества промывки,
контроль размеров
|
Контрольный стол
|
|
080
|
Консервация
|
|
Ванна для кон-сервирования
А5-24
|
3.7 Разработка технологической операции
.7.1 Формирование технологической операции и выбор средств
технологического оснащения
Выбор материала рабочей части режущего инструмента влияет на точность
обрабатываемой поверхности и на износ самого инструмента. Приведём описание
инструментов для обработки детали «Ведущий вал». [11]
Для первой операции: фрезерно-центровальной используем две торцевые
насадные фрезы со вставными ножами, оснащенными пластинами из твердого сплава
Т15К10 ГОСТ 9473-80 (D=100мм,
L=46мм, h=4мм, z=8);
два центровочных (комбинированных) сверла с режущей кромкой из твердого сплава
Т15К6 ГОСТ 14952-80 (d=5мм,
L=60мм, l=20мм).
При токарной обработки будем использовать резцы с пластинами из твёрдого
сплава Т15К6. Для точения шеек вала детали нам потребуются шесть проходных
резца с механическим креплением многогранных твердосплавных пластин ГОСТ
20872-80(h x b=8x8, L=80мм). Три резца проходных с
отогнутой головкой для подрезки фасок, с твердосплавными пластинками ГОСТ
18878-80 (h x b=8x8, L=80мм, φ=45о) и комбинированные специальные
канавочные резцы.
Для шлифования шеек вала применяем шлифовальный круг типа ПП с
соответствующими размерами D=100мм,H=40мм,d=26мм
из нормального электрокорунда марки 15А, зернистостью 50, твердостью СМ2,,
структурой 10К на керамической связке: ПП 250х27х22 15А50СМ210К
В качестве методов контроля будем использовать мерительные универсальные
инструменты: штангенциркули, скобы, шаблоны для определения шероховатости
поверхности.
На каждом переходе токарной операции точения будем использовать
штангенциркуль марки ШЦ-I. Такой циркуль имеет предельную погрешность показаний
±0,1 мм. Такая погрешность вполне допустима для контроля заготовки на этой
операции. Для контроля размеров диаметров шеек вала на всех переходах чистовой
операции точения используется штангенциркуль марки ШЦ-II, который с предельной
погрешностью ±0,05 мм вполне приемлем для контроля на данной операции.
В качестве контроля валов под подшипники используют стандартные скобы
диаметром 50мм, поскольку эти размеры являются унифицированными, что упрощает
метод контроля.
Для проверки шеек вала на биение в центрах будем использовать прибор
ПБ-500М по ТУ 2-034-543-81, с предельной погрешностью ±0,05 мм вполне приемлем
для контроля.
3.7.2 Расчет и назначение режимов резания
Операция 005. Фрезерно-центровальная, код 1579.
Станок - модель NG200
Приспособление - пневматические самоцентрирующиеся тиски
Материал корпуса - Сталь 18ХГТ (НВ=217)
Переход 1,2. Фрезеровать 2 торца одновременно.
Режущий инструмент: торцевые насадные фрезы со вставными ножами,
оснащенными пластинами из твердого сплава Т15К10 ГОСТ 9473-80 (D=100мм, L=46мм, h=4мм,
z=8)
Расчет проводим, используя данные, приведенные в справочной литературе
sz=0,025мм\зуб
t=
0,7мм, В = 90 мм.
Окружная скорость фрезы, м\мин.
 (3.7.1)
(3.7.1)
где CU -
поправочный коэффициент; CU = 170
T - стойкость,
мин; Т= 120мин
t - глубина
резания, мм;
m,x,y -
показатели степени; m= 0.2, x= 0.1, y= 0.4, g= 0.2, u=0.2, p= 0;
KU - поправочный
коэффициент, учитывающий фактические условия резания
 ,
,
где KMU -
коэффициент, учитывающий качество обрабатываемого материала;
KMU=1,1
KПU -
коэффициент, учитывающий состояние поверхности заготовки;
KПU =
1.0
KИU -
коэффициент, учитывающий материал инструмента;
KИU =
1.0
 [6]
[6]

Частота
вращения шпинделя, мин-1.
 (3.7.2)
(3.7.2)
Фактическая
частота резания: n=800 мин-1
м
= n·Sо=800·0,025=120мм/мин
Действительная
частота вращения шпинделя, мин-1.
(из
паспортных данных станка: n=150…3000 мин-1, число степеней вращения шпинделя,
рабочих подач - бесступенчатое регулирование)
Действительная
скорость фрезерования - 240 м/мин
Сила
резания при фрезеровании, Н.
 (3.7.3)
(3.7.3)
где Ср=825;
у=0,75; х=0,1; u=1,1; q=1,3; w=0,2
Кр=Кмр
- поправочный коэффициент учитывающий качество обрабатываемого материала.
Кр=Кмр=1,0
[6]

Крутящий
момент, Н·м, при фрезеровании на шпинделе.
 (3.7.4)
(3.7.4)
Мощность
резания (эффективная), кВт.
 (3.7.5)
(3.7.5)
Nc=4,6кВт < Nст=5,3·0,9=4,77кВт
Обработка
возможна
Переход
3,4 центровать два отверстия Ø3,15 и
Ø4 одновременно
Режущий
инструмент: два центровочных (комбинированных) сверла с режущей кромкой из
твердого сплава Т15К6 ГОСТ 14952-80 (d=3,15мм, d=4мм,
L=60мм, l=20мм).
t = 2,0
ммо=0,06мм\об - подача на оборот
Т=30мин
- стойкость сверла
Скорость
резания, м\мин, при сверлении.
 (3.7.6)
(3.7.6)
где Сv=16,2;
y=0,5; q=0,4; х=0,2; m=0,2
Общий
поправочный коэффициент:
Кv=Kмv·Kиv·Klv
где Kмv=1 -
коэффициент учитывающий обрабатываемый материал
Kиv=1-коэффициент
учитывающий инструментальный материал
Klv -
коэффициент, учитывающий глубину сверления, Klv=0,75
Кv=1·1·0,75=0,75
[6]

Частота
вращения шпинделя, мин-1.


Фактическая
частота резания: n=1800мин-1
Крутящий
момент, Н·м, при сверлении.
Мкр=10·См·Dq·Sy·Kp,
Н·м (3.7.7)
где См=0,09;
х=0,9; y=0,8; q=1
Кр=Кмр
- поправочный коэффициент учитывающий качество обрабаты-ваемого материала.
Кр=Кмр=0,7
[6]
Мкр=10·0,09·51·11,20,9·0,060,8·0,7
=2,9H·м
Осевая
сила, Н.
Ро=10·Ср·Dq·Sy·Kp (3.7.8)
где Ср=67;
х=1,2; у=0,68; Кр=0,7
Ро=10·67·11,21,2·0,060,68·0,7=
1257 Н
Мощность
резания (эффективная), кВт.
 (3.7.9)
(3.7.9)
Nc=0,38кВт < Nст=5,3·0,9=4,77кВт
Обработка
возможна
Операция
010 токарная обработка.
Черновая
обработка
Переходы
1,2,3, 10,11,12
Режущий
инструмент: проходные резцы с механическим креплением многогранных
твердосплавных пластин ГОСТ 20872-80(h x b=8x8, L=80мм)
Содержание
переходов операции приведено в таблице 3.11.
Таблица 3.11 - Содержание переходов, операции 010
|
Содержание перехода
|
Припуск
|
|
Точить поверхности,
выдержать размеры переход 1,11 Ø 20,4-0,11-0,143 переход 2,12 Ø24,4-0,11-0,143 переход 3 Ø28,4-0,11-0,143 переход 10 Ø14,3-0,095-0,122
|
0,9 1,6 0,9 0,9
|
Скорость резания:
 (3.7.10)
(3.7.10)
где CU -
поправочный коэффициент; CV = 350
T - стойкость,
мин; Т= 150мин
t - глубина
резания, мм;
Sо = 0,4мм/об
m,x,y -
показатели степени; m= 0.2, x= 0.15, y= 0.35,
KU - поправочный
коэффициент, учитывающий фактические условия резания
 ,
,
где KMV -
коэффициент, учитывающий качество обрабатываемого материала
KПV -
коэффициент, учитывающий состояние поверхности заготовки;
KПV =
1.0
KИU -
коэффициент, учитывающий материал инструмента; KИU =
1.0
KMV = 0.8 [6]
Тогда:
 .
.
Тогда:


Т.к
обработка идет одновременно, то общая скорость резания будет 130м/мин
Частота
вращения шпинделя для каждого перехода равна, мин-1.
Корректировка
режимов резания по паспортным данным станка.
фактическая
частота вращения шпинделя:
n = 1500мин-1
Осевая
сила, Н.
Ро=10·Ср·tx·Sy·Vn·Kp (3.7.11)
где Ср
= 384; х = 0,9; у = 0,9; n = - 0,15; Кр=0,75
Р1,3,10,11=10·384·0,90,9·0,40,9·
130-0,15 ·0,75= 553 Н
Р2,12=10·384·1,60,9·0,40,9·
130-0,15 ·0,75=928 Н
Мощность
резания (эффективная), кВт.
 (3.7.12)
(3.7.12)
Nc=1,9кВт < Nст=7,5·0,9=6,75кВт
Обработка
возможна
Чистовая
обработка
Переходы
4,5,6, 13,14,15 так же обрабатываются проходными резцами с механическим
креплением многогранных твердосплавных пластин ГОСТ 20872-80(h x b=8x8, L=80мм)
t = 0,2мм
T = 150мин
So = 0,4мм/об
Скорость
резания:
где Сv = 350; m= 0.2; x=
0.15; y= 0.35; Кv =0.8

Частота
вращения шпинделя:
Корректировка
режимов резания по паспортным данным станка.
фактическая
частота вращения шпинделя :
n = 2900мин-1
Осевая
сила, Н.
Ро=10·Ср·tx·Sy·Vn·Kp
где Ср = 384; х = 0,9; у = 0,9; n = - 0,15; Кр=0,75
Р1,3,10,11=10·384·0,20,9·0,40,9· 180-0,15 ·0,75=136 Н
Мощность резания (эффективная), кВт.
Nc=0,4кВт < Nст=7,5·0,9=6,75кВт
Обработка
возможна.
Переходы
7,8,9, 16,17,18,19
Режущий
инструмент: резцы проходные с отогнутой головкой для подрезки фасок, с
твердосплавными пластинками ГОСТ 18878-80 (h x b=8x8, L=80мм, φ=45о) и комбинированные специальные канавочные резцы.
t = 1,1мм
T = 150мин
S =0,15мм/об
Скорость
резания:
где Сv = 47; m= 0.2; y=
0.8; Кv =0.8

Частота
вращения шпинделя:

Корректировка
режимов резания по паспортным данным станка.
фактическая
частота вращения шпинделя :
n = 1100мин-1
Осевая
сила, Н.
Ро=10·Ср·tx·Sy·Vn·Kp
где Ср = 408; х = 0,72; у = 0,9; n = 0; Кр=0,75
Р1,3,10,11=10·408·1,10,9·0,150,9· 570 ·0,75=718 Н
Мощность резания (эффективная), кВт.
Nc=0,6кВт < Nст=7,5·0,9=6,75кВт
Обработка
возможна
3.7.3 Нормирование технологического времени
На основании габаритных размеров обрабатываемой заготовки и найденных
режимов резания (включая основное время на операцию) на операцию 005
фрезерно-центровальную, находим машинное автоматическое время, вспомогательное
время на нее, оперативное время, время технического обслуживания,
организационного обслуживания, время перерывов в работе по естественным
надобностям, подготовительно - заключительное время на операцию,
штучно-калькуляционное время.
Штучно-калькуляционное время на операцию рассчитывается по формуле:
 (3.7.13)
(3.7.13)
где  - штучно-калькуляционное время на операцию, мин;
- штучно-калькуляционное время на операцию, мин;
 -
машинное автоматическое время на обработку заготовки, мин;
-
машинное автоматическое время на обработку заготовки, мин;
Твсп
- вспомогательное время на операцию, мин.
Ттех.об.
- время технического обслуживания, мин;
Торг.об.
- время организационного обслуживания, мин;
Тпер
- время перерыва в работе по естественным надобностям, мин;
Тп.з.=12,2
мин - подготовительно-заключительное время (выбираем по справочнику) на данной
операции, мин;
n =195 -
количество деталей в партии, шт.
Время
машинное автоматическое находим по формуле:
Тма=8,9
мин
Вспомогательное
время равно:
 (3.7.14)
(3.7.14)
где Твсп - вспомогательное время на операцию, мин;
Твсп.ус = 1,3 мин - вспомогательное время на установку-снятие детали со
станка, мин;
Твсп.оп = 0,12мин - вспомогательное время на управление операцией, мин;
Твсп.контр = 0,4 мин - вспомогательное время на контрольные измерения,
мин;
Твсп= 1,3+0,4+0,16 = 1,86 мин
Оперативное время:
Топ=
+ Твсп (3.7.15)
где Топ - оперативное время на операцию, мин;
Твсп - вспомогательное время на операцию, мин.
Топ= 7,9+1,86=9,76 мин
Время технического обслуживания и время организационного обслуживания
равны:
Ттех.об.= Торг.об.=0,03ТоП (3.7.16)
где Ттех.об. - время технического обслуживания, мин;
Торг.об. - время организационного обслуживания, мин;
Топ = 1,85 мин - оперативное время на операцию, мин.
Ттех.об.= Торг.об.=0,03·9,76= 0,29 мин
Время перерыва в работе по естественным надобностям равно 5% от
оперативного:
Тпер=0,05 Топ (3.7.17)
Тпер - время перерыва в работе по естественным надобностям, мин;
Топ = 9,76 мин - оперативное время на операцию, мин.
Тпер = 0,05·9,76 = 0,48 мин
Определяем штучно-калькуляционное время по формуле (3.20):

Нормирование
остальных операций производиться аналогично, результаты расчетов сводим в
табл.3.12
3.7.4 Определение разряда работ и квалификация исполнителей
Данные о квалификации исполнителей и профессиях по операциям техпроцесса
приведены в таблице 3.13.
Таблица 3.12 - Нормирование времени на операции техпроцесса
|
№ опер
|
Наименование, переход
|
Тшт-к
|
Тшт
|
Тпз
|
|
005
|
Фрезерно-центровальная
|
11,28
|
11,22
|
12,2
|
|
010
|
Токарная с ЧПУ
|
5,54
|
5,04
|
28,7
|
|
015
|
Шлицефрезерная
|
14,17
|
14,03
|
28,2
|
|
020
|
Слесарная
|
1,25
|
1,24
|
0
|
|
025
|
Моечная
|
0,46
|
0,46
|
2,5
|
|
030
|
Контрольная
|
3,12
|
3,1
|
|
035
|
Резьбонарезная
|
2,11
|
2,07
|
7,8
|
|
040
|
Моечная
|
0,47
|
0,46
|
2,5
|
|
045
|
Контрольная
|
3,12
|
3,1
|
4,0
|
|
050
|
Термическая
|
14,17
|
14,14
|
6,0
|
|
055
|
Зачистка центров
|
0,34
|
0,34
|
1,5
|
|
060
|
Шлицешлифовальная
|
10,56
|
10,5
|
17,8
|
|
065
|
Шлифовальная
|
8,8
|
8,74
|
15,6
|
|
070
|
Моечная
|
0,47
|
0,46
|
2,5
|
|
075
|
Контрольная
|
3,12
|
3,1
|
4,0
|
|
080
|
Консервация
|
0,34
|
0,34
|
1,4
|
Таблица 3.13 Данные о квалификации исполнителей по операциям техпроцесса
|
№ опер
|
Название операции
|
Профессия
|
Разряд
|
|
005
|
Фрезерно-центровальная
|
Фрезеровщик
|
3
|
|
010
|
Токарная с ЧПУ
|
Токарь
|
4
|
|
015
|
Шлицефрезерная
|
Фрезеровщик
|
4
|
|
020
|
Слесарная
|
Слесарь
|
2
|
|
025
|
Моечная
|
Мойщик
|
2
|
|
030
|
Контрольная
|
Контролер
|
3
|
|
035
|
Резьбонарезная
|
Резьбофрезеровщик
|
3
|
|
040
|
Моечная
|
Мойщик
|
2
|
|
045
|
Контрольная
|
Контролер
|
3
|
|
050
|
Термическая
|
Термитчик
|
3
|
|
055
|
Зачистка центров
|
шлифовальщик
|
4
|
|
060
|
Шлицешлифовальная
|
Шлицешлифовщик
|
4
|
|
065
|
Круглошлифовальная
|
Шлифовщик
|
4
|
|
070
|
Моечная
|
Мойщик
|
2
|
|
075
|
Контрольная
|
Контролер
|
3
|
|
080
|
Консервация
|
|
|
3.7.5 Разработка управляющей программы
Для разработки управляющей программы необходимо определить координаты
опорных точек перемещения инструмента. Для этого определим системы координат
станка и детали и размерные связи между ними. Эскиз детали в системе координат
станка представлен на рисунке 3.4.
Точку НИ «начало инструмента» располагаем так, чтобы для смены
инструмента было достаточно места. При этом необходимо учитывать, что в
обработке учувствуют многорезцовые блоки.
Управляющая программа с комментариями представлена в таблице 3.15.
Рисунок 3.4 - Системы координат станка и инструмента
При определении координат опорных точек необходимо учитывать то, что в
многорезцовом блоке резцы настроены на размер относительно друг друга.
Следовательно, опорные точки траектории необходимо рассчитывать по одному из
инструментов в блоке.
На карте эскизов наладок операции определяем координаты опорных точек
движения инструмента и заносим их в таблицу 3.14.
Таблица 3.14 - Координаты опорных точек на операции 010
|
№ оп. точки
|
Координаты
|
№ оп. точки
|
Координаты
|
|
Абс./отн. координата
|
X
|
Z
|
|
Абс./отн. координата
|
X
|
Z
|
|
0д
|
Абс. (G90)
|
0
|
300
|
НИ
|
Абс. (G90)
|
120
|
30
|
|
1
|
Абс. (G90)
|
30,6
|
-26,5
|
9
|
Абс. (G90)
|
21,2
|
-9,5
|
|
2
|
Отн. (G91)
|
-‘’-
|
-67
|
10
|
Абс. (G90)
|
21,2
|
-42
|
|
3
|
Абс. (G90)
|
40
|
-‘’-
|
11
|
Абс. (G90)
|
30
|
-42
|
|
4
|
Абс. (G90)
|
40
|
-26,5
|
12
|
Абс. (G90)
|
30
|
-9,5
|
|
5
|
Абс. (G90)
|
28,2
|
-26,5
|
13
|
Абс. (G90)
|
20,2
|
-9,5
|
|
6
|
Отн. (G91)
|
-‘’-
|
-67
|
14
|
Абс. (G90)
|
20,2
|
-42
|
|
7
|
Абс. (G90)
|
26
|
-12,5
|
15
|
Абс. (G90)
|
26
|
-40
|
|
8
|
Абс. (G90)
|
18
|
-12,5
|
16
|
Абс. (G90)
|
18
|
-40
|
Таблица 3.15 - Управляющая программа для операции 010
|
Кадр программы
|
Комментарий
|
|
% LF
|
Начало программы
|
|
N001 G59 Z300 LF
|
Смещение «0» станка в «0»
детали
|
|
Переходы 1…6
|
N002 T01 M06 LF
|
Установка инструмента Т01 в
рабочую позицию
|
|
N003 G00 G90
X30.6 Z-26.5 S1500 M03 LF
|
Холостой ход в т. 1,
включение вращения шпинделя с n=1500 об/мин, координаты в абсолютных значениях
|
|
N004 G01 G91 Z-67 F300 M08 LF
|
Включение СОЖ, рабочий ход
с подачей 300 м/мин в т. 2, координаты в относительных значениях
|
|
N005 G00 G90 X40 M09 LF
|
Выключение СОЖ, холостой
ход в т. 3, координаты в абсолютных значениях
|
|
N006 Z -26.5 LF
|
Холостой ход в т. 4
|
|
N007 X28.2 S2900
LF
|
Холостой ход в т. 5.
установка частоты вращения шпинделя n=2900 об/мин
|
|
N008 G01 G91 Z-67 F725 M08 LF
|
Включение СОЖ, рабочий ход
с подачей 725 м/мин в т. 6, координаты в относительных значениях
|
|
N009 G00 G90 X120 Z30 M09
LF
|
Выключение СОЖ, холостой
ход в НИ, координаты в абсолютных значениях
|
|
Переходы 7…9
|
N002 T01 M06 LF
|
Установка инструмента Т02 в
рабочую позицию
|
|
N011 G00 X26
Z-12.5 S1100 LF
|
Холостой ход в т. 7,
включение вращения шпинделя с n=1100 об/мин
|
|
N012 G01 X18
F165 M08 LF
|
Включение СОЖ, рабочий ход
с подачей 165 м/мин в т. 8
|
|
N013 G00 X26 LF
|
Холостой ход в т. 7
|
|
N014 X120 Z30 M05 LF
|
Выключение шпинделя и СОЖ,
холостой ход в НИ
|
|
N015 M00 LF
|
Программируемый останов (для
переустанова заготовки)
|
|
Переходы 10…15
|
N016 T03 M06 LF
|
Установка инструмента Т03 в
рабочую позицию
|
|
N017 G00 X21.2
Z-9.5 S1500 M03 LF
|
Холостой ход в т. 9,
включение вращения шпинделя с n=1500 об/мин
|
|
N018 G01 Z-42 F300
M08 LF
|
Включение СОЖ, рабочий ход
с подачей 300 м/мин в т. 10
|
|
N019 X30 LF
|
Рабочий ход в т. 11
|
|
N020 G00 Z -9.5 M09 LF
|
Выключение СОЖ, холостой
ход в т. 12
|
|
N021 X20.2 S2900
LF
|
Холостой ход в т. 13.
установка частоты вращения шпинделя n=2900 об/мин
|
|
N022 G01 Z-42 F725 M08 LF
|
Включение СОЖ, рабочий ход
с подачей 725 м/мин в т. 14
|
|
N023 X30 LF
|
Рабочий ход в т. 11
|
|
N024 G00 X120 Z30 M09
LF
|
Выключение СОЖ, холостой
ход в НИ
|
|
Переходы 16…19
|
N025 T04 M06 LF
|
Установка инструмента Т04 в
рабочую позицию
|
|
N026 G00 X26
Z-40 S1100 LF
|
Холостой ход в т.15,
включение вращения шпинделя с n=1100 об/мин
|
|
N027 G01 X18 F165 M08 LF
|
Включение СОЖ, рабочий ход
с подачей 165 м/мин в т. 16
|
|
N028 G00 X26 LF
|
Холостой ход в т. 15
|
|
N029 X120 Z30 M02 LF
|
Выключение шпинделя и СОЖ,
холостой ход в НИ, конец программы
|
3.8 Технологические расчеты параметров механического участка
.8.1 Состав участка
По рекомендациям литературы [8] в состав механосборочных цехов следует
включать производственные и вспомогательные участки, служебные и бытовые
помещения.
Производственные помещения и службы предназначены непосредственно для
осуществления технологических процессов, механической обработки и сборки,
отделки, регулировки, испытаний, упаковки готовых изделий, сборочных единиц
(узлов) и запасных частей.
Вспомогательные отделения, участки и мастерские необходимы для ремонта
станков и приспособлений, для заточки инструментов. Также необходимы
подразделения для обслуживания основного производства - участки подготовки,
раздачи, регенерации СОЖ, сбора и переработки отходов, цеховые лаборатории,
помещения ОТК, отделения специального персонала - электриков, смазчиков и др.
Ориентировочный состав цеха по литературе [8] принимаем в следующем виде:
. Производственные участки:
механические;
сборочные.
. Вспомогательные участки:
контрольные;
группы ремонта и обслуживания станков;
отделения ремонта приспособлений;
заточного отделения;
отделения СОЖ;
отделения сбора и утилизации стружки.
. Цеховые склады:
материалов, заготовок, полуфабрикатов;
промежуточные (комплектовочные);
межоперационные;
инструментов и приспособлений;
хозяйственных материалов и запасных частей.
. Подсобные помещения:
служебные;
контроля;
бытовые;
санитарно-гигиенические;
3.8.2 Выбор структурно-компоновочной схемы
Компоновочным планом, или компоновкой цеха называется план, выполненный в
заданном масштабе (обычно 1:100 или 1:50) с нанесенными на нем в том же
масштабе границами производственных и вспомогательных участков,
служебно-бытовых помещений, магистральных проездов, но без изображения
детального расположения оборудования.
При разработке компоновочного плана решаются вопросы взаимного
расположения всех подразделений цеха и окончательно устанавливаются основные
параметры здания:
конфигурация в плане;
этажность;
сетка колонн;
высота пролетов;
Компоновка неразрывно связана с принимаемой формой организации
производства.
После определения организационной структуры цеха и составления перечня
всех его, производственных и вспомогательных подразделений приступают к расчету
необходимых площадей.
По назначению площади цехов делятся на производственные, вспомогательные
и служебно-бытовые. Вспомогательная площадь включает площади, занятые
вспомогательными подразделениями (ремонтными и инструментальными службами,
лабораториями, объектами складского хозяйства), а также магистральными
проездами между цехами. На служебно-бытовых площадях размещаются помещения для
административно-технического персонала и общественных организаций, объекты
санитарно-гигиенического назначения, общественного питания.
Общей площадью цеха называется сумма производственных и вспомогательных
площадей без служебно-бытовых помещений.
Основным показателем для определения общей площади цеха и каждого из его
производственных участков при разработке компоновочного плана цеха является
удельная площадь (площадь, приходящаяся на один производственный станок).
Удельные показатели разрабатываются отраслевыми проектными организациями.
Расчеты, проведенные по табличным данным удельных площадей, уточняют при
детальной планировке оборудования.
Площадь, отводимая по компоновочному плану с учетом конструкции здания,
может отличаться на 10-15% от расчетной.
3.8.3 Расчет количества оборудования
Металлорежущие производственное (основное) механических участков:
Определим необходимое количество оборудования,
 (3.8.1)
(3.8.1)
где  необходимое количество станков для i-ой
операции, шт.
необходимое количество станков для i-ой
операции, шт.
Тс - станкоемкость i-ой
операции, мин
 действительный
годовой фонд работы оборудования, ч
действительный
годовой фонд работы оборудования, ч
Ки.ср.
- средний коэффициент использования (0,85 для крупносерийного производства);
 коэффициент
выполнения норм.
коэффициент
выполнения норм.
 (3.8.2)
(3.8.2)
где  годовая производственная программа для i-го
изделия, шт
годовая производственная программа для i-го
изделия, шт
 штучное
время обработки i-го изделия, мин
штучное
время обработки i-го изделия, мин
По
расчету получаем:

Ручные
места слесарной доработки в механических отделениях « »:
»:

Принимаем
5
Вспомогательные
металлорежущие:
для
ремонтной базы цехового механика

для
группы ремонта приспособлений
для
переточки инструмента.
3.8.4 Выбор транспортных средств
Для транспортирования материалов, заготовок готовых деталей на сборку,
средств технологического оснащения (приспособления, инструменты и т.п.) в цехах
используют кары, погрузчики, тележки.
Количество транспортных средств:
 (2.8.3)
(2.8.3)
где Q - масса перевозимых грузов
(принимаем, укрупнено по массе комплектов деталей для общей сборки);
 среднее
количество транспортных операций (3);
среднее
количество транспортных операций (3);
 - время
одного рейса (10 минут);
- время
одного рейса (10 минут);
 коэффициент
неравномерности подачи грузов (1,25);
коэффициент
неравномерности подачи грузов (1,25);
 грузоподъемность
транспортного оборудования;
грузоподъемность
транспортного оборудования;
 коэффициент
использования тоннажа (0,5)
коэффициент
использования тоннажа (0,5)

3.8.5 Расчет численности работающих
Количество рабочих-станочников основного производства определим по
станкоемкости:
 , (2.8.4)
, (2.8.4)
где Фд.р. = 1847,9 часов - действительный фонд времени рабочего с
учетом потерь;
Км - коэффициент многостаночного обслуживания (для крупносерийного
производства принимаем 1,4).

Таблица 3.16 - Ведомость персонала механосборочного цеха.
|
№ п/п
|
Категории работающих
|
Обоснование расчета
|
Числен-ность, чел.
|
|
1.
|
Станочников «Рс»
|
 12 12
|
|
|
3.
|
Всего основных рабочих «Ро»
|
 14 14
|
|
|
4.
|
Вспомогательных рабочих
«Рв» 30%
|
в % от Ро
|
6
|
|
5.
|
Младший обслуживающий
персонал 2%
|
в % от 1 1
|
|
|
6.
|
Инженерно-технические
работники 8%
|
в % от2
|
|
|
7.
|
Счетно-конторский персонал
4%
|
В % от1
|
|
Всего работающих: 25 человек.
3.8.6 Определение площадей участков и служб цеха
Расчет площадей участков и отделений проводим укрупненно по нормативам,
изложенным в литературе в процентах от площадей участков основного
производства. Результаты оформляем в табличном виде.
А) Механических участков
 (3.8.5)
(3.8.5)
где  -количество станков
-количество станков
 -
удельная площадь (20 м
-
удельная площадь (20 м )
)
 =236 м
=236 м
Б)
Вспомогательных отделений
%
от  (3.8.6)
(3.8.6)
 =12 м
=12 м
В)
Складов
 (3.8.7)
(3.8.7)
где  - время хранения заготовок (5 дней)
- время хранения заготовок (5 дней)
 -масса
заготовок, хранимых в год
-масса
заготовок, хранимых в год
 - 2 Т/ м
- 2 Т/ м
 -
коэффициент использования площади склада (0,3)
-
коэффициент использования площади склада (0,3)
 -
количество рабочих дней (253)
-
количество рабочих дней (253)
 =20м
=20м
Г)
Магистральные проезды
%
от производственной и вспомогательной площадей
 =0,12(236+20+12)=32м (3.8.8)
=0,12(236+20+12)=32м (3.8.8)
Д)
Служебно-бытовые помещения
 , (3.8.9)
, (3.8.9)
где  -общее количество работающих
-общее количество работающих
=2,7 м
 =45 м
=45 м
Таблица 3.17- Сводная таблица площадей цеха
|
№ п/п
|
Категории площадей
|
площадь по расчёту
|
|
1
|
Производственная
механических участков
|
236
|
|
2
|
Вспомогательных отделений
|
12
|
|
3
|
Складов
|
20
|
|
4
|
Магистральных проездов
|
32
|
|
Итого в производственной
части корпуса:
|
300
|
|
5
|
Служебно-бытовых помещений
на 1,2 этажах
|
45
|
|
Всего по цеху:
|
345
|
3.8.7 Разработка планировки участка
Выполняем планировку производственного участка с учетом норм и требований
охраны труда и пожарной безопасности и в соответствии с выбранным типом
производства. Расстановка оборудования производится по ходу технологического
процесса. На плане производственного участка показываем: все рабочие места с
указанием зоны обслуживания, размещение производственного и др. инвентаря,
места для хранения заготовок и готовых деталей, расположение транспортных
устройств, посты технического контроля, места для мастера и отдыха, складские
помещения и т.д.
Для машиностроения приблизительно 85% зданий являются одноэтажными, как
более экономичные и не имеющие ограничения по размещению тяжелого оборудования.
Основными параметрами производственных зданий являются:- ширина пролета
(расстояния между продольными осями колонн, образующими пролет);- шаг колонн
(расстояние между поперечными осями колонн);- высота пролета.
Проектируемый участок механической обработки вала располагаем в
одноэтажном здании с шириной пролета 18 м, длиной пролета 7,2 м, высотой 12 м.
Ширина главного проезда - 3 м.
Производственная площадь участка составляет SОБЩ = 345 м2
4. Конструкторский раздел
.1 Разработка станочного приспособления
Трудоемкость и длительность цикла технологической подготовки
производства, себестоимость продукции можно уменьшить за счет применения
стандартных систем станочных приспособлений, сократив сроки и затраты на
проектирование и изготовление технологической оснастки. Применение станочных
приспособлений позволяет снизить требования к квалификации станочников основного
производства.
Станочное приспособление должно обеспечивать надежное закрепление
заготовки, исключающее ее вибрацию и смещение. Сила закрепление заготовки
должна соответствовать силе резания. Сила закрепления заготовки определяется из
определения из условия равновесия сил резания, трения и зажима.
4.1.1 Описание принципа работы приспособления
Для операции 005 - фрезерно-центровальной выбираем тиски пневматические
самоцентрирующиеся.
Эти тиски предназначены для установки цилиндрической заготовки при
обработке на фрезерных и центровальных станках. Зажим обрабатываемых заготовок
осуществляется самоцентрирующимися губками, усилие зажима которым передается от
пневмокамеры двухстороннего действия.
Основной деталью является плита 14, которая базируется на столе станка с
помощью сухарей 5 и фиксируется болтами через специальные пазы. На плите
располагается направляющая 2, внутри которой скрыт механизм движения губок
тисков.
При подаче воздуха в левую полость пневмоцилиндра 1 (поворотом рукоятки
16) шток перемещается вправо и толкает ползун 6, который соединен со штоком
шпилькой 25. Ползун через палец 7 передает перемещение вправо на левую губку
тисков. Одновременно с этим, ползун 6 толкает направляющую рейку 13, на которой
установлено с возможностью вращения зубчатое колесо 11. Зубчатое колесо 11,
вращаясь, через зацепление перемещает влево с червяк 12, который через штифты
26 связан с правой губкой тисков. Таким образом. правая губка перемещается
влево одновременно с левой губкой. Происходит закреплние детали. Для снятия
детали воздух подается в правую полость пневмоцилиндра.
Данные тиски могут быть использованы для обработки деталей различных
размеров. Для этого в конструкции предусмотрны сменные губки 9, которые
крепятся к подвижным губкам 8 тисков с помощью винтов 20 и 21.
4.1.2 Силовой расчет станочного приспособления
Силовой расчет необходим для случая поворота детали вокруг собственной
оси под действием силы Рz.
Сила зажима рассчитывается по формуле:
 (4.1.1)
(4.1.1)
где Рz
= 1178 Н - сила резания;
D = 22,6 мм -
диаметр заготовки
Кзап
- коэффициент запаса;
α=90° - угол призматических губок
f1=f2=0,16
- коэффициент трения между деталью и призмой.
Коэффициент
запаса определяется по формуле:
Кзап=К0×К1×К2×К3×К4×К5×К6 (4.1.2)
где К0
- учитывает неточность расчетов, К0=1,5
К1
- учитывает наличие случайных неровностей на поверхности заготовок, К1=1,2;
К1
- учитывает стойкость инструмента, К2=0,9;
К3
- учитывает прерывное резание, К3=1;
К4
- учитывает силу резания, К4=1;
К5
- учитывает удобство расположения рукояток, К5=1;
К6
- учитывает наличие моментов, проворачивающих заготовку, К6=1.
Кзап
=1,5×1,2×0,9×1×1×1×1=1,62
 =187 Н
=187 Н
4.1.3 Расчет силового привода
Толкающая сила на штоке пневмокамеры определяется по формуле:
 (4.1.3)
(4.1.3)
где Qn -
сила на штоке поршня, Н;
Dп - диаметр
поршня пневмоцилиндра, см;
Р=0,39
МПа - давление воздуха в системе станка;
h=0,85 - КПД.
Определим
диаметр поршня цилиндра:
 (4.1.4)
(4.1.4)
 =62 мм
=62 мм
По
ГОСТ выбираем DП=125 мм.
Определяем
действительную силу зажима
 (4.1.5)
(4.1.5)
где dшток
- диаметр штока, мм dшток = 15 мм.
 =590 Н
=590 Н
Определяем
время срабатывания пневмопривода:
 , (4.1.6)
, (4.1.6)
где Lх -
длина хода поршня, Lх = 10 мм
d - диаметр
воздухопровода. Принимается в зависимости от диаметра пневмоцилиндра. d0 =6
мм;
Vс - скорость
перемещения сжатого воздуха. Vс =1800 м/с.

4.1.4 Точностной расчет приспособления
При точностном расчете необходимо определить погрешность установки
заготовки в тисках при обработке ее на станке и сравнить величину данной
погрешности с допуском на получаемый размер.

Рисунок 4.1 - Теоретическая схема базирования и схема установки вала
Погрешность установки заготовки в приспособлениях определяется по
формуле:
 (4.1.7)
(4.1.7)
где  - погрешность базирования
- погрешность базирования
 -
погрешность закрепления
-
погрешность закрепления
)
Погрешность базирования на исполнительный размер для принятой схемы базирования
равна = 0
)Определяем
допустимую погрешность установки
 (4.1.8)
(4.1.8)
где Тр
= 0,25мм-технологический допуск
W = 0,15мм -
средняя экономическая точность обработки

)Допустимая
погрешность приспособления
 (4.1.9)
(4.1.9)
)Определяем
допустимую погрешность изготовления и сборки приспособления
 (4.1.10)
(4.1.10)
где  =0,015мм - погрешность связанная с установкой
приспособления на станке;
=0,015мм - погрешность связанная с установкой
приспособления на станке;
 =0,3·2000,5=4мкм=0,004мм
=0,3·2000,5=4мкм=0,004мм

Вывод:
данное приспособление может быть использовано для обработки.
4.2 Разработка контрольного приспособления
Контроль деталей на участке производится с целью предотвращения попадания
на сборку бракованных изделий. По результатам контроля, в случае отклонения
исполняемых размеров, в программу обработки вводятся необходимые корректировки.
Выбор средств контроля, регламентированный ГОСТ 14.306-73, производится с
учетом типа производства, вида изделия, объёма его выпуска, характера
технологического процесса, максимального применения стандартных средств
измерения.
4.2.1 Описание принципа работы контрольного
приспособления
Приспособление для контроля детали на биение в центрах - прибор ПБ-500М.
Прибор предназначен для контроля допуска радиального биения тел вращения,
установленных в центрах методом непосредственной оценки по визуальному
отсчетному устройству - индикатору. Принцип действия прибора механический.
Применяется в условиях металлообрабатывающих цехов машиностроительных
предприятий.
Прибор состоит из основания 11, к которому крепятся передняя бабка 2 с
неподвижным центром 4 и задняя бабка 3 с подвижным центром 5. Передняя и задняя
бабки могут продольно перемещаться в процесс настройки приспособления по
Т-образному пазу, выполненному в основании. Их фиксация на основании после
настройки происходит с помощью винтов 16. Кроме того, на основании
устанавливается индикаторная стойка.
Для установки детали в приспособление подвижный центр отводится при
помощи рукоятки 7, которая, перемещаясь по прорези в стопорной втулке 6,
фиксирует центр в отжатом состоянии. Деталь устанавливается в задний центр,
после чего рукояткой 7 отжимается передний центр. Для гарантированного прижима
детали задний центр подпружинен пружиной 8.
Для контроля биений деталь вращается рукой. При вращении вала щуп 13,
прикасающийся к поверхности вала, передает колебания индикатору 15. Для
измерения в нескольких точках индикаторная стойка может перемещаться вдоль оси
центров по Т-образному пазу.
Предварительная настройка индикаторной стойки (вылет щупа) производится
регулировочным винтом 14.
Технические характеристики контрольного приспособления приведены в
таблице 4.2.
Таблица 4.2 Технические характеристики
|
№
|
Параметры
|
Значение
|
|
1
|
Допуск радиального биения
контролируемых деталей по ГОСТ 10356-63, мкм, не менее
|
10
|
|
2
|
Диаметр контролируемых
деталей, мм, не более
|
80
|
|
3
|
Масса контролируемых
деталей, кг, не более
|
30
|
|
4
|
Высота центров, мм, не
менее
|
100
|
|
5
|
Расстояние между
центрами,мм, не менее
|
100
|
|
6
|
Цена деления шкалы
индикатора (ГОСТ 9696-75), мм
|
0,002
|
|
7
|
Диапазон показаний шкалы
индикатора, мм
|
20
|
|
8
|
Габаритные размеры (длина х
ширина х высота), мм
|
600х220х200
|
|
9
|
Масса, кг
|
30
|
4.2.2 Точностной расчет приспособления
Абсолютная погрешность приспособления рассчитывается по формуле:
 (мкм), (4.1.11)
(мкм), (4.1.11)
где  = 0,002 мм = 2 мкм - погрешность измерительного
прибора;
= 0,002 мм = 2 мкм - погрешность измерительного
прибора;
 = 0 -
погрешность установки детали, мкм;
= 0 -
погрешность установки детали, мкм;
 = 0,005
мм = 5 мкм - погрешность эталонной детали, служащей для настройки и контроля
приспособления, мкм.
= 0,005
мм = 5 мкм - погрешность эталонной детали, служащей для настройки и контроля
приспособления, мкм.
Относительная
погрешность приспособления рассчитывается по формуле:
 , (4.1.12)
, (4.1.12)
где А
= 20 мкм - допуск на контролируемый размер.
При
контроле биения детали в центрах:
∑∆
= 2+0+5= 10 мкм (4.1.13)
5. Безопасность жизнедеятельности
.1 Анализ возможных опасных, вредных факторов и ЧС при работе на
участке
На участке механической обработки деталей «вал» присутствуют устройства
повышенной опасности: металлорежущий станки (токарные, фрезерные, шлифовальные,
шлицефрезерные, станки с ЧПУ), механизмы, электроустановки.
Помещение данного участка является особо опасным, так пол в нем
токопроводящий (металлический, железобетонный) и дополнительно может
присутствовать какое-либо из следующих условий, сырость (влажность воздуха
более 75%); токопроводящая пыль; высокая температура (более +35°С); возможность
одновременного прикосновения человека к имеющим соединение с землей
металлоконструкциям здания, механизмам с одной стороны и т.п., и к
металлическим корпусам электрооборудования - с другой.
По ходу технологического процесса механической обработки возможно
возникновение следующих опасных факторов и их последствий [18]:
поражение электрическим током при появлении напряжения на металлических
конструктивных частях электрооборудования в результате повреждения изоляции и
других причин (напряжение сети - 380/220 В, частота: f = 50 Гц);
получение травмы в результате контакта с вращающимися и двигающимися
частями станка (столы, ходовые винты и др.) и вращающимися режущим инструментом
(фреза и т.п.);
получение травмы при наличии сливной (ленточной) стружки;
ожоги лица и рук и травмы глаз от отлетающей стружки и металлической и
абразивной пыли;
травмы при обработке вследствие плохого закрепления заготовки на станке
или вылета из зоны резания частиц режущего инструмента;
непредвиденные травмы, нанесенные различными предметами, при падении
человека, при столкновении людей или при наезде на человека транспортного
средства;
Работы, выполняемые на участке, относятся к категории работ средней
тяжести II (затраты энергии - 150-250
ккал/час), т.к. работа оператора связана с систематическим поднятием тяжести до
10 кг., а производственные процессы - к группе 1В (холодная обработка
металлов).
По санитарным характеристикам производственный процесс относится к первой
группе. К первой группе относят производственные процессы вызывающие
загрязнения веществами 3 и 4 классов опасности: 1а - только рук, 1б - тела и
спецодежды.
По ходу технологического процесса механической обработки на работающих в
цехе воздействуют следующие вредные факторы [19]:
повышенные шум и вибрация, возникающие при обработке деталей на станках;
загрязнение воздуха рабочей зоны металлической и абразивной пылью;
загрязнение воздуха рабочей зоны масляными аэрозолями (при использовании
смазочно-охлаждающих жидкостей), которые могут попадать в организм человека в
капельном виде или в виде паров;
недостаточная освещенность рабочей зоны;
повышенная или пониженная температура воздуха рабочей зоны;
повышенная или пониженная влажность воздуха;
повышенная или пониженная подвижность воздуха;
попадание СОЖ (смазочно-охлаждающей жидкости) на открытые участки тела.
Недостаточная защита работающих в цехе от воздействия вредных факторов
может привести не только к снижению работоспособности, но и к профессиональным
заболеваниям работников и травматизму.
На участке обработке валов могут возникнуть чрезвычайная ситуация -
пожар. Пожарная опасность участка оценивается его категорией. Механический
участок - категория D [20]: обработка
несгораемых материалов в холодном состоянии. Это означает небольшую вероятность
пожара. Однако пожар может возникнуть в результате нарушения правил
противопожарной безопасности.
5.2 Разработка мероприятий по снижению опасных и вредных факторов
при работе на участке
На основе анализа опасных и вредных факторов, возникающих при
производстве детали ступица гидротрансформатора, с использованием справочной
литературы [16] разработаны следующие мероприятия по их снижению.
Для защиты от контакта с вращающимися и двигающимися частями станков и
для защиты от отлетающей стружки на станках, установленных на участке,
используются оградительные устройства и защитные экраны в соответствии с [21].
Ограждения выполнены как часть станка и внутри окрашены в красный цвет,
сигнализирующий об опасности. Ограждения зоны резания снабжены смотровыми
экранами из двухслойного армированного стекла, которое обладает хорошей
прочностью на удар и сопротивляемостью царапающему действию отлетающей стружки.
Также материал экранов устойчив к высокой температуре стружки.
У станков с ЧПУ. установленных на участке, экранируется вся зона
обработки, во время обработки человеку запрещается открывать экран и
производить какие-либо манипуляции в зоне обработки. Ограждения подвижны, легко
открываются для установки и снятия заготовок со станка. Предусмотрен механизм
выключения шпинделя и других подвижных частей станка при открытии ограждения.
Для дробления стружки и удаления ее из рабочей зоны предусмотрены специальные
стружкоотводчики. Запрещается убирать стружку из рабочей зоны руками.
Для защиты от поражения рабочих электрическим током на участке
предприняты следующие меры:
обеспечение недоступности токоведущих частей, находящихся под напряжением
для случайного прикосновения (изоляция токоведущих частей, размещение их на
недоступной высоте, ограждения и пр.) в соответствии с [22];
обязательное защитное заземление и зануление в соответствии с [23]
металлических нетоковедущих частей оборудования, которые из-за неисправности изоляции
могут оказаться под напряжением и к которым возможно прикосновение людей;
использование деревянных решеток на полу на рабочих местах;
электрическое разделение сети с помощью трансформаторов;
использование автоматического защитного отключения при возникновении
короткого замыкания.
проведение регулярного осмотра и технического обслуживания оборудования,
проверка состояния изоляционного слоя токоведущих кабелей;
проведение инструктажа по технике безопасности при работе с электрическим
оборудованием.
Методом по снижению уровня шума борьбы является использование
заграждающих конструкций установки из звукопоглощающих покрытий согласно [24].
В станках используются звукоизолирующие кожухи для зубчатых передач,
редукторов. Проведение плановых ремонтов и смазывание трущихся частей станков
также позволяет снизить уровень шума.
Для борьбы с вибрацией применяется виброгашение, т.е. уменьшение уровня
вибраций объекта путем введения в систему дополнительных компонентов согласно
[25]. В целях профилактики вибрационной болезни проводится проводить комплекс
физиопрофилактических мероприятий (водные процедуры, массаж, лечебная
гимнастика, ультрафиолетовое облучение, витаминизация и т.д.).
Для обеспечения необходимой чистоты воздуха и нормируемых параметров
микроклимата в производственном помещении устанавливаются:
система общей приточно-вытяжной вентиляции;
в системе общей вентиляции устройства для подогрева, осушки или
увлажнения воздуха;
система общего водяного отопления помещения для холодного периода года;
система местной вентиляции в виде вытяжных насадок, присоединяемых
непосредственно к станкам.
Работы оператора станка с ЧПУ связаны с переноской тяжестей до 1 кг
(необходимо приносить инструмент, оснастку), следовательно, такие работы
относятся к категории работ средней тяжести 2а. Допустимые параметры
микроклимата для работ средней тяжести 2а приведены в таблице 5.1 для холодного
и теплого периода года [26].
Таблица 5.1 - Допустимые параметры микроклимата.
|
Период года
|
Температура, ºС
|
Относительная влажность. %
|
Скорость движения воздуха,
м/с
|
|
Холодный
|
17…23
|
Не более 75
|
Не более 0,3
|
|
Теплый
|
18…27
|
Не более 55 при 28ºС, 60 при 27ºС, 65 при 26ºС, 70 при 25ºС, 75 при 24ºС и ниже
|
0,2…0,4
|
Вентиляция промышленных зданий предназначена для удаления избытков тепла
и вредных выделений из рабочих помещений и подачи в них свежего воздуха для
обеспечения требований нормативов [27]. В цехе, в состав которого входит
участок изготовления валов, применяется аэрация и механическая вентиляция.
Аэрация осуществляется через оконные проемы и аэрационные фонари. Величина
воздухообмена при аэрации регулируется за счет изменения степени открытия
фрамуг оконных проемов и аэрационных фонарей.
Так как при аэрации нельзя предварительно подогревать или очищать
поступающий воздух, что является существенным недостатком, то в цехе
используется механическая приточно-вытяжная вентиляция. Механическая
приточно-вытяжная вентиляция обеспечивает наиболее устойчивый режим общего
обмена воздуха.
Также на участке применяется местная вентиляция, которая предназначена
для удаления тепла, газов, паров и пыли непосредственно с места их образования.
Местная вентиляция выполнена в виде вытяжных шкафов и отсосов от станков.
Расчет потребного воздухообмена при общеобменной вентиляции. При
общеобменной вентиляции потребный воздухообмен определяется из условия избытков
тепла и разбавления вредных выделений чистым воздухом до допустимых
концентраций. Предельно допустимые концентрации вредных веществ в воздухе
рабочей зоны устанавливаются по ГОСТ 12.1.005-88 [27].
Объем воздуха, необходимый для отвода избыточного тепла определяется по
формуле:
 , м3/ч
, м3/ч
где
Qизб - избыточное количество тепла, кДж/ч;
С
- теплоемкость воздуха, Дж/(кг*°С), С = 1 кДж/(кг*°С);
ρ - плотность воздуха, кг/м3;
tуд - температура
воздуха, удаляемого из помещения, принимается равной температуре в рабочей
зоне, °С;
tпр -
температура приточного воздуха, °С;
tпр = 22,3°С -
для Москвы, tуд = 27,3°С.
Избыточное
количество тепла, подлежащего удалению, определяется по тепловому балансу:
 , кДж/ч
, кДж/ч
где
ΣQпр -
тепло поступающее в помещение от различных источников, кДж/ч;
ΣQр - тепло
расходуемое стенами здания и уходящие с нагретыми материалами, кДж/ч;
 , кДж/ч
, кДж/ч
где
Qст - тепло выделяемое станками и электродвигателями,
кДж/ч;
 , кДж/ч
, кДж/ч
где
β
- коэффициент учитывающий загрузку
станков, режим работы, β = 0,3;
N - общая
установочная мощность электродвигателей, N = 33,75 кВт;
 кДж/ч,
кДж/ч,
 , кДж/ч
, кДж/ч
где
Qпов - тепло выделяемое горячими поверхностями, кДж/ч;
F - площадь
поверхности источника тепла, м2 (печи, трубопровода);
L - коэффициент
теплоотдачи, т.е. количество тепла отдаваемого с 1 м2 поверхности в час,
кДж/(м2*ч);
t2 - температура
горячей поверхности по фактическому замеру, °С;
t1 - температура
воздуха в помещении, °С.
В
летний период на участке механического цеха тепло выделяемое горячими
поверхностями можно принять равным нулю.
 , кДж/ч
, кДж/ч
где
Qс - количество тепла переносимое солнечной энергией
через окна и аэрационные фонари, кДж/ч;
Fсв - площадь
световой поверхности, м2, Fсв = 8,75*80 = 700 м2;
g - количество
тепловой энергии переносимой через световую поверхность в 1 м2, кДж/(ч*м2), g =
840 кДж/(ч*м2) - для горизонтальных световых проемов;
µ
- коэффициент учитывающий вид застекления и его частоту, µ = 1 - при двойном
остеклении и металлических переплетах рам.
 кДж/ч
кДж/ч
 , кДж/ч
, кДж/ч
где
Qр - количество тепла выделяемое работающими людьми,
кДж/ч;
n1 - количество
работающих в производственном помещении, n1 = 8 чел.;
k1 - тепло
выделяемое одним человеком, кДж/ч, k1 = 420 кДж/ч - при работе
средней тяжести;
 кДж/ч
кДж/ч
 , кДж/ч
, кДж/ч
где
ΣQр -
тепло расходуемое через стены, окна, световые фонари, двери;
F - площадь
поверхности ограждения, м2;
k2 - коэффициент
теплопередачи конструкции ограждения, кДж/(г*м2*°С);
n2 - поправочный
коэффициент к расчетной разности температур;
tв, tн -
температура воздуха, внутреннего и наружного, °С;
Вследствие
того, что перепад температур воздуха внутри здания и снаружи (tв - tн) в
летний период небольшой (3 - 5°С) и величина коэффициентов к2 и n2
также незначительны (к2 = 4…12, n2 = 0,4…0,9), то при расчете воздухообмена по избытку
тепловыделений потери тепла через конструкции зданий можно не учитывать.
С
учетом сказанного, избыточное количество тепла:

 кДж,
кДж,
Плотность
воздуха определяется по формуле:
 , кг/м3
, кг/м3
где
tпр - температура приточного воздуха, °С.
 кг/м3
кг/м3
Окончательно
объем воздуха, необходимый для отвода избыточного тепла:
 м3/ч
м3/ч
Объем
воздуха, необходимый для поддержания концентрации вредных веществ в заданных
пределах определяется по формуле:
 , м3/ч
, м3/ч
где
G - количество вредных веществ, мг/ч, принимается с
учетом мощности резания, G = 156 мг/ч - для токарных станков с аэрозолью СОЖ;
gуд -
концентрация вредных веществ в удаляемом воздухе, мг/м3, которая не должна
превышать предельно допустимую концентрацию, т.е.
gуд ≤ gпдк,
6 > 5, gуд = 5 мг/м3;
gпр -
концентрация вредных веществ в приточном воздухе, кг/м3, принимается из условия
gпр ≤ 0,3gпдк, gпр =
5*0,3 = 1,5 мг/м3.
Тогда
объем воздуха необходимый для поддержания концентрации вредных веществ в
заданных пределах:
 м3/ч
м3/ч
Определение
потребного воздухообмена.
Для
определения потребного воздухообмена (L) необходимо сравнить величины L1 и L2 и
принять наибольшую из них L1 = 111232 (м3/ч), L2 = 34,67
(м3/ч), т.к. L1 > L2, то L1 = 111232 (м3/ч).
На
участке изготовления валов используется комбинированное освещение. Для
выполнения точных зрительных работ (объект различения 0,3…0,5 мм - надписи на
шкале узлов управления станком) применяется местное освещение. Чистка окон,
световых фонарей и светильников проводится не реже двух раз в год. Поскольку
выполняемая работа характеризуется высокой точностью зрительной работы, размер
объекта различения - 0,3…0,5 мм, то в соответствии с [27] нормируемая
освещенность при системе комбинированного освещения - 750 лк, в том числе от
общего освещения - 200лк, коэффициент естественного освещения 3,0 %.
Меры
противопожарной безопасности. Основы противопожарной защиты предприятий
определены [28]. В качестве профилактических мероприятий на участке
используются:
правильная
эксплуатация машин, правильное содержание территории, противопожарный
инструктаж рабочих и служащих;
соблюдение
противопожарных правил, норм при устройстве оборудования, отопления, освещения,
правильное размещение оборудования;
запрещение
курения в неустановленных местах, проведения сварочных и других огневых работ в
пожароопасных помещениях;
своевременные
профилактические осмотры, ремонты и испытания технологического оборудования.
Для
предупреждения распространения пожара предпринимаются следующие меры:
применение
автоматических средств обнаружения пожаров;
повышение
огнестойкости зданий и сооружений путём облицовки или оштукатуривания
металлических конструкций.
Для
обеспечения тушения пожара в начальной стадии его возникновения используется
система пожарных водопроводов и аппараты пожаротушения (смонтированные в
зданиях стационарные установки, предназначенные для тушения пожара без участия
людей, и огнетушители - пенные ОХВП-10 и углекислотные ОУ-2 по одному на каждые
700 м2 площади). Для обеспечения безопасности людей при пожарах в
производственных помещениях предусматриваются пути эвакуации и устройства для
удаления из помещений дыма (дымовые люки и т. п.)
5.3 Разработка мероприятий по снижению вредного воздействия
техпроцесса на участке на природу
Загрязнения окружающей среды подразделяются на две основные группы:
материальные (вещества), включающие механические и химические загрязнения, и
энергетические (физические) загрязнения.
Совокупность технических и организационных мероприятий позволяет свести к
минимуму, или - в идеале - совершенно исключить выбросы в биосферу как
материальных, так и энергетических загрязнений.
При проведении технологического процесса образуются побочные отходы.
Например: минеральные масла, СОЖ и другие нефтепродукты.
Необходимым условием снижения уровня промышленного загрязнения окружающей
среды и повышения эффективности производства является использование вторичных
сырьевых ресурсов и отходов производства [17].
Количество масел, расходуемых на заводе, велико, что при достаточно
высокой стоимости масел делает вопрос их повторного использования актуальным.
Регенерация СОЖ, циркулирующих по системам смазки и охлаждения, заключается,
прежде всего, в очистке их от посторонних включений - металлических и
абразивных частиц, осуществляемой посредством фильтрования. Чаще всего для этой
цели применяют магнитные фильтры типа ФМ, очищающие эмульсии от магнитных и
немагнитных частиц. Возможна также очистка СОЖ с помощью ленточных фильтров и
гидроциклонов.
В процессе эксплуатации минеральные масла, входящие в состав СОЖ,
утрачивают свои первоначальные свойства и подлежат замене свежими.
Регенерация отработанных масел (в том числе растворенных масел из
эмульсий) может осуществляться различным способом: жидкостной экстракцией с
использованием гидроокисей в качестве экстрагентов; термической обработкой при
температуре 300 - 400 0С с последующей гравитационной сепарацией; обработкой
активированной отбеливающей глиной, ультрафильт-рацией через мембрану,
проницаемую для углеводородов и задерживающую взвешенные в масле примеси, в
частности соединения металлов и т.д.
Воды, использованные промышленным предприятием, и подлежащие очистке от
различных вредных примесей называются производственными сточными водами.
Производственные сточные воды характеризуются рядом параметров - количеством и
физико-химическими свойствами растворенных, эмульгированных и взвешенных
веществ, степенью их токсичности, жесткостью (свойством, обусловленным
присутствием в стоках растворенных солей кальция и магния), щелочностью,
кислотностью, органолептическими характеристиками (запах, цвет, привкус) и т.д.
Массовая концентрация загрязнений в стоках измеряется в миллиграммах или в
граммах на литр (мг/л или г/л).
Важной характеристикой сточных вод является водородный показатель рН.
Величина рН характеризует степень кислотности водных растворов. Химически
нейтральные стоки имеют нейтральную реакцию (рН = 7). Меньшее или большее
значение рН указывает соответственно на кислую или щелочную реакцию сточных
вод.
Для очистки стоков машиностроительных предприятий в настоящее время
применяются, главным образом, механические методы (процеживание, отстаивание,
фильтрование), химические (нейтрализация, коагуляция, флокуляция) и
физико-химические (флотация, отдувка, электрохимические методы), а также
комбинированные.
Сточные воды завода содержат наряду с нефтепродуктами значительные
количества примесей в виде взвешенных частиц. Удаление этих примесей
(осветление сточных вод) производят различными методами, к числу которых
относятся отстаивание в гравитационном поле (в отстойниках) и в поле
центробежных сил (в гидроциклонах), флотация и фильтрование.
Выбор того или иного метода осветления зависит от концентрации
взвешенного вещества. Степени дисперсности его частиц и требований,
предъявляемых к очищенной воде.
Для предварительного удаления плавающих крупных или волокнистых
загрязнений применяется процеживание стоков через решетки и сита [17]. При
большом содержании в сточных водах грубодисперсных взвесей первой стадией
осветления должно быть отделение частиц в песколовках различных конструкций.
Для выделения из сточных вод высокодисперсных минеральных примесей и
легких органических взвесей обычно применяют отстойники и нефтеловушки
(маслоловушки) различных типов. Конструкции применяемых в промышленности
отстойников различны и зависят от расхода сточной воды, состава стоков и т.д.
Наиболее распространены горизонтальные отстойники, в которых частицы
взвеси, оседая на дно или всплывая, движутся горизонтально вместе с осветляемой
водой. В подобном отстойнике задерживаются лишь те частицы, которые успевают
осесть на дно или подняться на поверхность воды в пределах его рабочей зоны.
При больших количествах производственных сточных вод, подлежащих очистке,
применяют радиальные отстойники, являющиеся конструктивной разновидностью
горизонтальных отстойников. Образующийся в отстойнике и гидроциклоне шлам,
представляющий собой смесь песка и масла, перед вывозом в отвал обезвоживается
на фильтр-прессах или вакуум-фильтрах.
Степень очистки стоков от примесей далека от стопроцентной. Ввиду этого в
последнее время широкое применение для осветления сточных вод, загрязненных
легкими и высокодисперсными взвесями, получает метод флотации. Эффект флотации
заключается в том, что дисперсированные в тонкой суспензии пузырьки воздуха
прилипают к частицам взвеси и всплывают с ними на поверхность жидкости, образуя
над ней пену флотационный шлам). В процессе флотации в пенный слой помимо
твердых веществ переходят многие эмульсии, в том числе эмульсии нефтепродуктов
и жиров, а также растворенные в сточных водах поверхностно-активные вещества
различных классов. преимуществом флотации является высокая степень очистки (до
90 - 98%) от нерастворимых примесей и взвешенных веществ при незначительном
времени пребывания вод (20 - 40 мин.) во флотационных установках.
Однако даже при самых эффективных режимах флотации остаточное содержание
взвешенных веществ составляет не менее 10 - 15 мг/л [17].
Для сброса в водоемы и для некоторых объектов оборотного водоснабжения
такой степени очистки недостаточно, и в этих случаях единственным приемлемым
методом дальнейшей очистки является фильтрование через слой зернистого или
пористого материала (чаще всего кварцевого песка). Фильтры делятся на две
группы - медленные и скорые. Их работа характеризуется условной скоростью
фильтрования.
Отстаиванием, флотацией и фильтрованием из сточных вод могут быть удалены
взвешенные частицы размером не менее 5 мкм. Для удаления более мелких частиц и для
интенсификации осаждения частиц диаметром менее 5 мкм применяется реагентная
обработка, заключающаяся в коагулировании загрязнений с помощью
реагентов-коагулянтов и флокулянтов.
Неорганические коагулянты (сернокислый алюминий, железный купорос,
хлорное железо, бентонит т др.) гидролизуются в воде с образованием хлопьев
гидроокисей, которые в процессе осаждения сорбируют тонкодисперсные
загрязнения, включая коллоидные, чем ускоряется процесс осветления. Флокулянты
(полиакрианид, активированная кремниевая кислота) способствуют образованию
крупных и прочных хлопьев либо интенсифицируют процесс самокоагуляции частиц.
Растворенные в воде газы и летучие органические вещества (легкие бензины,
некоторые сернистые соединения и т.п.) удаляются из сточной воды путем ее
аэрирования, т.е. продуванием через нее диспергированного воздуха. При
барботировании воздуха через сточную воду пар растворенного компонента
диффундирует внутрь воздушных пузырьков и выносится ими на поверхность воды.
Такой процесс называется десорбцией или отдувкой.
При проектировании очистных сооружений основную трудность представляет
правильный выбор методов и схем очистки, а также вопрос о наилучшем сочетании
локальной и общей очистки. Существенную помощь при выборе схемы и методов
очистки стоков машиностроительного предприятия может оказать методика, в основу
которой положена классификация загрязнений на пять групп: группа I - механические примеси (включая
гиджроокиси металлов); группа II -
нефтепродукты и эмульсии, стабилизированные ионогенными эмульгаторами; группа III - летучие енфтепродукты; группа IV - моющие растворы и эмульсии,
стабилизированные неионогенными эмульгаторами; группа V - растворенные токсичные соединения неорганической и
органической природы (ионы металлов, включая шестивалентный хром, фенолы,
цианиды, сульфиты, сульфиды и др.).
Дополнительно к требуемым очистным сооружениям, на машиностроительном
предприятии могут быть предусмотрены дополнительные не обязательные элементы
очистки, к числу которых относятся локальная очистка (ЛО) загрязнений первых
трех групп, доочистка общего стока перед сбросом в водоем (она должна
производится в том случае, если очищенный сток не отвечает существующим
санитарным нормам), обработка и утилизация шлама (главным образом образующегося
при очистке от загрязнений группы V).
6. Организационно-экономический раздел
Исходные данные для проектирования:
деталь - «ведущий вал главной передачи»;
материал - сталь 18ХГТ;
масса детали m = 0,44 кг;
число рабочих смен в день h = 2;
продолжительность рабочей смены TСМ = 8 ч.
Таблица 6.1 - Технологическая карта изготовления детали «ведущий вал»
|
№
|
№ опер
|
Наименование и содержание
операции
|
Оборудование
|
Разряд работ
|
Тп.з мин
|
Топ мин
|
Тосн мин
|
Твсп мин
|
|
1
|
005
|
Фрезерно-центровальная
|
NG200
|
3
|
12,2
|
9,76
|
0,44
|
1,86
|
|
2
|
010
|
Токарная с ЧПУ
|
SL 6430
|
4
|
28,7
|
5,39
|
2,5
|
3,3
|
|
3
|
015
|
Шлицефрезерная
|
МГ53-00
|
4
|
28,2
|
12,2
|
3,72
|
7,32
|
|
4
|
020
|
Слесарная
|
Верстак
|
2
|
0
|
1,08
|
2,0
|
2,0
|
|
5
|
025
|
Моечная
|
Моечная машина ТМ-147-0-00
|
2
|
2,5
|
0,4
|
1,2
|
0,5
|
|
6
|
030
|
Контроль
|
Контрольный стол
|
3
|
4,0
|
2,7
|
5,0
|
3,5
|
|
7
|
035
|
Резьбонарезная
|
REMS УНИМАГ 75
|
3
|
7,8
|
1,8
|
1,2
|
1,12
|
|
8
|
040
|
Моечная
|
Моечная машина ТМ-147-0-00
|
2
|
2,5
|
0,4
|
1,2
|
0,5
|
|
9
|
045
|
Контроль
|
Контрольный стол
|
3
|
4,0
|
2,7
|
5,0
|
3,5
|
|
10
|
050
|
Термическая
|
Печь
|
3
|
6,0
|
12,3
|
45,0
|
-
|
|
11
|
055
|
Зачистка центров
|
Внутришлифо-вальный RIG-150
|
4
|
1,5
|
0,3
|
0,5
|
1,4
|
|
12
|
060
|
Шлицешлифовальная
|
ОШ-628Ф3
|
4
|
17,8
|
9,2
|
2,1
|
3,2
|
|
13
|
065
|
Шлифовальная
|
RSM 500 CNC
|
4
|
15,6
|
7,6
|
1,1
|
1,4
|
|
14
|
070
|
Моечная
|
Моечная машина ТМ-147-0-00
|
2
|
2,5
|
0,4
|
1,2
|
0,5
|
|
15
|
075
|
Контроль
|
Контрольный стол
|
3
|
4,0
|
2,7
|
5,0
|
3,5
|
|
16
|
080
|
Консервация
|
Ванна д/консервац
|
3
|
1,4
|
0,3
|
0,05
|
0,2
|
|
|
Итого
|
|
|
138,7
|
|
|
|
6.1 Организация производственного процесса
.1.1 Определение типа производства и обоснование формы организации
производственного процесса
Для установления типа производства определим коэффициент закрепления
операций (ηзо). Для определения числового значения этого коэффициента
предварительно рассчитаем средний производственный такт (τс) и среднее штучное время
изготовления детали (изделия) по всем операциям (tшс, мин).Для расчетов воспользуемся формулами:
 (6.1)
(6.1)
 , шт/мин (6.2)
, шт/мин (6.2)
 , мин (6.3)
, мин (6.3)
 , мин (6.4)
, мин (6.4)
 , мин (6.5)
, мин (6.5)
где Fн -
номинальный фонд рабочего времени оборудования (рабочих мест) в плановом
периоде при заданном режиме работы, мин.
Fдс -
действительный годовой фонд рабочего времени оборудования, мин.г - годовой
объем выпуска деталей по плану,шт.
h - число
рабочих, смен в день.
Fрд, Fпп -
количество рабочих и предпраздничных дней в году соответственно.
Тсм
- продолжительность рабочей смены (8 часов).
Тск
- количество часов, на которые сокращается рабочая смена в предпраздничные дни,
Тск = 1ч.
ηр - коэффициент, учитывающий потери времени на ремонт оборудования, ηр = 0,97.
tшi -
норма штучного времени на i-й операции, мин.
m - число
операций.
Воспользовавшись
формулой (6.4) рассчитаем номинальный фонд рабочего времени:
Тcм =
8 часов, Тск = 1 час, Fрд = 365 -113 = 252 дня, Fпп = 5 дней.
Fн =(252 ·8 -
5·1)·2·60 = 240840 мин.
Воспользовавшись
формулой (6.3), рассчитаем действительный фонд рабочего времени оборудования в
плановом году:
дс
=Fн·ηр =
120660 · 0,97 = 233616 мин = 3894 час.
Рассчитаем
норму штучного времени на i-той операции по формулам:
 ,мин (6.6)
,мин (6.6)
 , мин (6.7)
, мин (6.7)
|
tш1=1,15∙9,76=11,22; tш2=1,15∙4,39=5,04;
tш3=1,15∙12,2=14,03; tш4=1,15∙1,08=1,24;
tш5=1,15∙0,4=0,46; tш6=1,15∙2,7=3,1;
tш7=1,15∙1,8=2,07; tш8=1,15∙0,4=0,46;
|
tш9=1,15∙2,7=3,1; tш10=1,15∙12,3=14,14;
tш11=1,15∙0,3=0,34; tш12=1,15∙9,2=10,5;
tш13=1,15∙7,6=8,74; tш14=1,15∙0,4=0,46;
tш15=1,15∙2,7=3,1; tш16=1,15∙0,3=0,34
|
Воспользовавшись формулой (6.5) рассчитаем среднее штучное время
изготовления детали:
tшс =
(11,22+5,04+14,03+1,24+0,46+3,1+2,07+0,46+3,1+14,14+0,34+10,5+
+8,74+0,46+3,1+0,34) / 16 = 4,2 мин
По формуле (6.2), рассчитаем средний производственный такт:
τс = 233616 / 20000 = 11,6 мин/шт
По формуле (6.1), рассчитаем коэффициент закрепления операций:
ηзо = 11,6 / 4,2= 2,7.
Так как ηзо=2,7, что попадает в интервал 1<ηЗО<10, то тип производства
крупносерийный. Исходя из этого, будем проектировать участок крупносерийного
производства.
6.1.2 Организация участка серийного производства
Важнейшими календарно-плановыми нормативами в крупносерийном производстве
являются:
размер партии деталей Nг =
20000 шт;
периодичность (ритм) их запуска в производство;
длительность производственного цикла изготовления деталей;
величина задела.
Исходными данными для их определения являются: годовой объем выпуска
деталей Nг = 20000 шт. и нормы времени на
изготовление единицы продукции в целом и по отдельным операциям.
Сначала определим месячный объем выпуска детали (Nг) no
формуле:
 , шт
(6.8)
, шт
(6.8)
где Nг
- годовой объем выпуска деталей, шт.
Fдсг и Fдсм
- соответственно годовой и месячный действительный фонд времени работы
оборудования, час.
Размер
партии деталей nд, запускаемых одновременно в производство,
рассчитывается по среднему соотношению этих величин
подготовительно-заключительного времени к штучного времени по формуле:
 (6.9)
(6.9)
где tпз -
подготовительно-заключительное время, мин.
tшт - штучное
время, мин.
ηдп - коэффициент допустимых потерь на переналадку оборудования.
Принимаем ηдп =0,01.
Воспользовавшись
формулами (6.3) и (6.4) рассчитаем годовой и месячный действительный фонд
времени работы оборудования:
Fдсг = 3894 час
= 233616 мин.
Fдсм = (20·8
-1·1)·2·0,97 = 308,46 час.=18507,6 мин.
По
формуле (6.8) определим месячный объем выпуска деталей:
Принимаем
Nм = 1600 шт.
По
формуле (6.5) определим средние значения подготовительно-заключительного
времени

шс
= 4,2 мин
По
формуле (6.9) определим размер партии деталей:
 =207
деталей.
=207
деталей.
Из
условия кратности месячному выпуску принимаем
nд = 200шт.
Определив
размер партии деталей nд и объем выпуска деталей в месяц Nм, устанавливаем,
сколько раз в течение месяца будет повторяться запуск Qз этой партии и
периодичность повторения запуска в днях Rn:
 , (6.10)
, (6.10)
 , (6.11)
, (6.11)
где Fрд -
количество рабочих дней в плановом периоде.
По
формулам (6.10) и (6.11) получаем:
 раз
раз
 дня.
дня.
Рассчитаем
штучно-калькуляционное время (tшк) по каждой операции по формуле:
Далее
рассчитаем штучно-калькуляционное время (tшк) по каждой
операции по формуле:
 , (6.12)
, (6.12)
где tш -
штучное время;
tпз -
подготовительно-заключительное время;
nд - количество
деталей в партии.
|
tшк1=11,22+12,2/200=11,28; tшк2=5,04+28,7/200=5,54;
tшк3=14,03+28,2/200=14,17; tшк4=1,24+2,5/200=1,25;
tшк5=0,46+0=0,46; tшк6=3,1+4/200=3,12;
tшк7=2,07+7,8/200=2,11; tшк8=0,46+2,5/200=0,47;
|
tшк9=3,1+4/200=3,12; tшк10=14,14+6/200=14,17;
tшк11=0,34+1,5/200=0,34; tшк12=10,5+13,2/200=10,56;
tшк13=8,74+12,7/200=8,8; tшк14=0,46+2,5/200=0,47;
tшк15=3,1+4/200=3,12; tшк16=0,34+1,4/200=0,34
|
Результаты расчетов заносим в таблицу 6.2.
Для определения календарных сроков выпуска и запуска партии деталей в
производство и построения графика работы участка необходимо определить
длительность производственного цикла изготовления партии деталей в зависимости
от принятой формы движения по операциям технологического процесса. Для
изготовления детали «ведущий вал главной передачи» целесообразно принять
последовательный вид движения:
 , (6.13)
, (6.13)
где Tц(пос)
- длительность производственного цикла изготовления партии деталей при
последовательном способе передачи деталей с операции на операцию, раб. дни.
h - число смен.
Тсм
- продолжительность одной смены, мин.
nд - число
деталей в партии.
m - количество
операций.
tшki -
штучно-калькуляционное время обработки детали на i-ой операции,
мин;
Sni - количество
параллельно-работающих рабочих мест на i-ой операции.
tмо - время
межоперационного пролеживания партии деталей, мин.
tест - время
естественных процессов, мин.
Определим
время межоперационного пролеживания деталей tмо:
tмо = 0,3 · 8 ·
60 = 144 мин.
По
формуле (6.13) рассчитаем длительность производственного цикла:
Тц
(пос) = 
Расчет
общей величины задела на участке будем производить по формуле:
о
= Nд · Тц,, (6.14)
где
Nд - дневной выпуск деталей (шт);
Тц
- длительность производственного цикла изготовления партии деталей.
д
= Nм / Fpд = 1600 / 20 = 80 шт.
=
80 · 6,1 =488 шт.
На
основе проведенных расчетов строим график стандарт- план запуска-выпуска партии
деталей и изменения задела на участке (рисунок 6.1).
6.1.3 Расчет количества рабочих мест и рабочих по каждой операции
технологического процесса и коэффициентов их использования
Количество рабочих мест на участке (Sp) определяется по формуле:
 , (6.15)
, (6.15)
где tшк -
штучно-калькуляционное время обработки детали на одной опера-ции, мин.

Рисунок 6.1 - План запуска - выпуска
партии деталей и изменения задела на участке
Nг -
годовой объем выпуска деталей, шт.
Fдс -
действительный годовой фонд времени работы рабочего места.
|
Sp1 =
(11,28·20000)/233616=0,96; Sp2 = (5,54·20000)/233616=0,47; Sp3 =
(14,17·20000)/233616=1,21; Sp4 = (1,25·20000)/233616=0,1; Sp5 =
(0,46·20000)/233616=0,03; Sp6 = (3,12·20000)/233616=0,26; Sp7 =
(2,11·20000)/233616=0,18; Sp8 = (0,47·20000)/233616=0,04;
|
Sp9 =
(3,12·20000)/233616=0,26; Sp10 = (14,17·20000)/233616=1,2; Sp11 =
(0,34·20000)/233616=0,02; Sp12 = (10,56·20000)/233616=0,9; Sp13 =
(8,8·20000)/233616=0,75; Sp14 = (0,47·20000)/233616=0,04; Sp15 =
(3,12·20000)/233616=0,26; Sp16 =
(0,34·20000)/233616=0,02
|
Принятое количество рабочих мест Sn определяется путем округления их расчетного количества Sp до ближайшего целого числа. При этом
в случаях, когда Sp больше 1 и
меньше 1,12 (1< Sp <1,12 ),
можно принимать Sn =1.
Коэффициенты использования рабочих мест (ηис) изготовления наших деталей
определяется отношением их расчетного количества к принятому по формуле:
ηис.= (6.16)
(6.16)
Итоговый
коэффициент использования рабочих мест на изготовление деталей определяется
средневзвешено как отношение итоговых сумм Sp и Sn по
формуле:
 (6.17)
(6.17)
Результаты
расчетов, принятого количества рабочих мест коэффициентов их использования
заносим в таблицу 6.2.
Расчетное
количество рабочих рассчитываем по каждой операции по формуле:
 , (6.18)
, (6.18)
где Wp -
расчетное количество рабочих;
Fдс -
действительный годовой фонд времени работы оборудования (час);
Sn - принятое
количество рабочих мест;
Fдр -
действительный годовой фонд рабочего времени одного рабочего.
 , (6.19)
, (6.19)
 , (6.20)
, (6.20)
где FH -
двухсменных номинальный фонд времени рабочего;
ηкр - коэффициент, учитывающий потери рабочего времени рабочих в связи с
отпусками и болезнями;
В
нашем случае принимаем ηм = 1,14.
Обозначения
Fрд, FПП, Тсм, Тск см. формулу (6.4).
По
формуле 6.20 рассчитаем:
Fн = 252·8 - 5·1
= 2011 час.
По
формуле 6.19определим:
Fдр = 2011·0,9 =
1809,9 час. = 108594 мин.
Воспользовавшись
полученными значениями Fдс, Fдр и выбрав соответствующие значения коэффициентов ηис и ηм по
формуле (6.18), рассчитаем списочное количество рабочих.
Wр1 =
(233616·0,96·0,96) / 108594·1,4=1,4;
Wр2 =
(233616·0,47·0,47) / 108594·1,4=0,33;
Wр3 =
(233616·1,21·1,21) / 108594·1,4=2,2;
Wр4 =
(233616·0,03·0,1) / 108594·1,4=0,02;
Wр5 =
(233616·0,03·0,03) / 108594·1,4=0,002;
Wр6 =
(233616·0,26·0,26) / 108594·1,4=0,1;
Wр7 =
(233616·0,18·0,18) / 108594·1,4=0,1;
Wр8 =
(233616·0,04·0,04) / 108594·1,4=0,002;
Wр9 =
(233616·0,26·0,26) / 108594·1,4=0,1;
Wр10 =
(233616·1,2·1,2) / 108594·1,4=1,8;
Wр11 =
(233616·0,02·0,02) / 108594·1,4=0,002;
Wр12 =
(233616·0,09·0,09) / 108594·1,4=0,01;
Wр13 =
(233616·0,75·0,75) / 108594·1,4=0,86;
Wр14 =
(233616·0,04·0,04) / 108594·1,4=0,002;
Wр15 =
(233616·0,26·0,26) / 108594·1,4=0,1;
Wр16 =
(233616·0,02·0,02) / 108594·1,4= 0,002;
Полученные
значения запишем в таблицу 6.2.
Принятое
количество рабочих (Wп) определяем по каждой операции путем округления
расчетного количества до ближайшего большего числа с учетом сменности работы, а
затем суммируем полученные абсолютные показатели, по всем операциям. Полученные
значения заносим в таблицу 6.2.
Коэффициенты
использования рабочих на изготовление заданных деталей (ηир) по каждой операции определяются, как отношение их
расчетного количества к принятому по формуле:
ηир.= . (6.21)
. (6.21)
Итоговый
средний коэффициент использования рабочих на изготовлении заданных деталей
определяется средневзвешено по формуле:
 (6.22)
(6.22)
Результаты
расчетов ηир заносим в таблицу 6.2.
6.2 Экономика производства
.2.1 Определение стоимости основных фондов и амортизационных
отчислений
Стоимость основных фондов для проектируемого варианта рассчитывается по
следующим группам:
. Здания;
. Производственное оборудование;
. Энергетическое оборудование;
. Подъемно-транспортное оборудование;
. Инструменты и приспособления;
. Производственный и хозяйственный инвентарь.
Таблица 6.2 - Расчет количества рабочих мест и рабочих на участке крупносерийного
производства
|
№
|
Наименование операции
|
 , мин , мин , минSр,
ед.Sп, ед.ηисWр, челWп, челηир , минSр,
ед.Sп, ед.ηисWр, челWп, челηир
|
|
|
|
|
|
|
|
|
1
|
005
|
Фрезерно-центровальная
|
11,22
|
11,28
|
0,96
|
1
|
0,96
|
1,4
|
2
|
0,7
|
|
2
|
010
|
Токарная с ЧПУ
|
5,04
|
5,54
|
0,47
|
1
|
0,47
|
0,33
|
2
|
0,165
|
|
3
|
015
|
Шлицефрезерная
|
14,03
|
1,21
|
1
|
1,21
|
2,2
|
2
|
1,1
|
|
4
|
020
|
Слесарная
|
1,24
|
1,25
|
0,1
|
1
|
0,1
|
0,02
|
2
|
0,01
|
|
5
|
025
|
Моечная
|
0,46
|
0,46
|
0,03
|
1
|
0,03
|
0,002
|
2
|
0,001
|
|
6
|
030
|
Контроль
|
3,1
|
3,12
|
0,26
|
1
|
0,26
|
0,1
|
2
|
0,05
|
|
7
|
035
|
Резьбонарезная
|
2,07
|
2,11
|
0,18
|
1
|
0,18
|
0,1
|
2
|
0,05
|
|
8
|
040
|
Моечная
|
0,46
|
0,47
|
0,04
|
1
|
0,04
|
0,002
|
2
|
-
|
|
9
|
045
|
Контроль
|
3,1
|
3,12
|
0,26
|
1
|
0,26
|
0,1
|
2
|
-
|
|
10
|
050
|
Термическая
|
14,14
|
14,17
|
1,2
|
-
|
0
|
1,8
|
-
|
0,9
|
|
11
|
055
|
Зачистка центров
|
0,34
|
0,34
|
0,02
|
1
|
0,02
|
0,002
|
2
|
0,001
|
|
12
|
060
|
Шлицешлифовальная
|
10,5
|
10,56
|
0,09
|
1
|
0,09
|
0,01
|
2
|
0,005
|
|
13
|
065
|
Шлифовальная
|
8,74
|
8,8
|
0,75
|
1
|
0,75
|
0,86
|
2
|
0,43
|
|
14
|
070
|
Моечная
|
0,46
|
0,47
|
0,04
|
-
|
-
|
0,002
|
-
|
-
|
|
15
|
075
|
Контроль
|
3,1
|
3,12
|
0,26
|
-
|
-
|
0,1
|
-
|
-
|
|
16
|
080
|
Консервация
|
0,34
|
0,34
|
0,02
|
-
|
-
|
0,002
|
-
|
0,001
|
|
ИТОГО (средние значения):
|
78,34
|
79,28
|
|
12
|
(0,27)
|
|
24
|
(0,21)
|
При определении стоимости зданий будем учитывать производственную
площадь, занимаемую оборудованием, включая площадь проходов и проездов
средствами наземного межоперационного транспорта и т.п., а также
соответствующую долю конторских и бытовых помещений.
Производственная площадь для процесса изготовления детали «вал»:
. Фрезерно-центровальный станок NG200-15,0м2;
. Токарный станок SL
6430 -7,0м2;
. Шлицефрезерный МГ53-00 - 8,0 м2;
. Слесарное место - 9,0 м2;
. Резьбонарезной REMS
УНИМАГ 75 - 4,0м2
. Термическая печь - 10 м2;
. Круглошлифовальный RSM
500 CNC - 6,0м2;
. Шлицешлифовальный ОШ-628Ф3 - 15,0м2
. Промывка. Сушка. Ванна - 9,0 м2;
. Контроль - 8,0м2.
Общая производственная площадь: 91 м2.
Площадь конторских и бытовых помещений принимаем равной 25% от
производственной площади: 91 · 0,25 = 23 м2;
Общая стоимость здания участка определяется по его наружной площади,
которая равна 1,05-1,1 внутренней площади и стоимости 1м2.
Внутренняя площадь: 91+23 = 114 м2.
Определим общую стоимость здания участка:
,1∙6000∙114=752400 руб.
Стоимость производственного оборудования (балансовая) будем определять
исходя из его количества по видам и маркам. Расчет производится в таблице 6.3.
Стоимость энергетического оборудования (цеховые распределительные
устройства, электродвигатели и др.):
,31 · 1700 = 37927 руб.
Таблица 6.3 - Расчет стоимости и мощности производственного оборудования
|
Наименование и марка
оборудования
|
Цена за единицу (руб.)
|
Мощ-ность (кВт)
|
Коли-чество (шт)
|
Коэф. использ.
|
Стоимость оборуд. (руб.)
|
Мощность оборуд. (кВт)
|
|
Фрезерно-центро-вальный NG200
|
1000000
|
4,5
|
1
|
0,96
|
960000
|
1,4
|
|
Токарный станок SL
6430
|
1200000
|
5,5
|
1
|
0,47
|
564000
|
3,1
|
|
Шлицефрезерный МГ53-00
|
600000
|
6,0
|
2
|
0,33
|
198000
|
2,5
|
|
Круглошлифоваль-ный RSM
500 CNC
|
800000
|
5,5
|
1
|
0,09
|
72000
|
3,7
|
|
Шлицешлифоваль-ный ОШ-628Ф3
|
650000
|
6,0
|
1
|
0,75
|
487500
|
4,0
|
|
Резьбонарезной REMS
УНИМАГ 75
|
200000
|
3,0
|
1
|
0,18
|
36000
|
0,9
|
|
Термическая печь
|
200000
|
10,0
|
1
|
1,2
|
240000
|
6,7
|
|
Верстак
|
20000
|
0
|
1
|
0,1
|
2000
|
0
|
|
Моечная машина ТМ-147-0-00
|
30000
|
2,0
|
1
|
0,04
|
1200
|
0,03
|
|
Контрольные приборы
|
15000
|
0
|
1
|
0,26
|
3900
|
0
|
|
ИТОГО
|
4715000
|
42,5
|
11
|
4,38
|
2564600
|
22,34
|
Стоимость подъемно-транспортного оборудования определяются по его оптовой
цене с учетом затрат на транспортно-заготовителъные и монтажные работы в
размере 30 % от цены.
Определим стоимость подъемно-транспортного оборудования (ручная тележка,
грузоподъемность 0,3т):
,30∙5000=6500 руб.
Стоимость инструментов и приспособлений будем принимать в размере 10% от
балансовой cтоимocти пpoизводcтвeннoгo oборyдoвaния.
Стоимость производственного и хозяйственного инвентаря принимается в
размере 3% от стоимости производственного оборудования и здания.
Рассчитаем для каждой группы основных фондов амортизационные отчисления
исходя из их стоимости и установленной нормы амортизационных отчислений по
формуле:
А = (Кос∙nа)/100,
где А - годовая сумма амортизационных отчислений;
Кос - стоимость основных фондов;а - норма амортизационных отчислений (%).
Расчет выполним в табличной форме.
Таблица 6.4 - Расчет стоимости основных фондов и амортизационных
отчислений
|
№
|
Наименование групп основных
фондов
|
Балансовая стоимость
основных фондов
|
Амортизационные отчисления
|
|
|
Расчет или ссылка
|
Сумма (руб.)
|
Норма амортизац. отчисл.
(%)
|
Годовая сумма
амортизационных отчислений (руб.)
|
|
1.
|
Здания
|
752400·0,26
|
195624
|
2,6
|
5086,2
|
|
2.
|
Производственное
оборудование
|
2564600
|
2564600
|
11,0
|
282106
|
|
3.
|
Энергетическое оборудование
|
22,31 · 1700
|
37927
|
6,4
|
2427,32
|
|
4.
|
Подъемно-транс-портное
оборуд.
|
6500·0,26
|
1690
|
16,6
|
280,54
|
|
5.
|
Инструменты и
приспособление
|
2564600·0,1
|
256460
|
20,0
|
5129,2
|
|
6.
|
Производственный и хоз.
инвентарь
|
(2564600+ +37927)·0,03
|
78075,8
|
12,5
|
9759,4
|
|
Итого:
|
|
3134376,8
|
|
304788,6
|
6.2.2 Определение себестоимости и цены продукции
Себестоимость изготовления детали определяется по следующим статьям
затрат:
. Материалы;
. Основная заработная плата производственных рабочих;
. Дополнительная заработная плата производственных рабочих;
. Отчисления на социальное страхование;
. Расходы на содержание и эксплуатацию оборудования;
. Износ инструментов и приспособлений целевого назначения и прочие
специальные расходы;
. Цеховые расходы;
. Общезаводские расходы;
. Расходы на подготовку и освоение производства;
. Прочие производственные расходы;
. Внепроизводственные расходы.
Расчет себестоимости будем производить в следующем порядке, сначала отдельно
рассчитаем затраты по статьям 1-5, 7, а расчеты по остальным статьям будем
вести непосредственно в таблице (см.табл.6.6).
Затраты на материалы за вычетом возвратных отходов будем определять по
следующей формуле:
 (6.22)
(6.22)
где m3 -
масса заготовки (кг).
Zм - оптовая
цена материала сталь 1818ХГТ (руб./ кг);
ηтр - коэффициент, учитывающий транспортно-заготовительные расходы;
ηтр = 1, 07;
m0 - масса
реализуемых отходов, кг.;
Z0 - цена
отходов по прейскуранту.
Материал
детали - сталь 18ХГТ ГОСТ 4543-71. Цена за 1 кг - 45 руб.
m3 = 0,59 кг, Zм =
45 руб./кг,
ηтр = 1,07,
m0 = 23,4 кг,
Z0 = 4,5 руб./кг
См
= 0,59·45·1,07 - 0,15·4,5 = 30,06 руб.
Затраты
на материал на годовой выпуск: 30,06 · 20000 = 556200 руб.
Основная
заработная плата производственных рабочих
Расчет
затрат на основную заработную плату производственных рабочих (Сзо) будем
производить по двум ее составляющим:
где Сзо
- основная заработная плата;
Сзт
- затраты на прямую (тарифную зарплату);
Сзп
- доплаты по прогрессивно-премиальным системам.
Прямую
(тарифную) заработную плату для крупносерийного участка будем рассчитывать
следующим образом:
Сзт
= (Nг/(
ηм · 60))·(Σtkci · rci
+ Σtkpj · rpj), (6.24)
где i
и j - разряды соответственно рабочих-станочников и рабочих-нестаночников;и rpj
- часовая тарифная ставка соответственно рабочих-станочников и
рабочих-нестаночников (руб./час);и m - количество учитываемых разрядов
соответственно рабочих-станочников и рабочих-нестаночников;
ηм - коэф. многостаночного обслуживания;и tkpj - штучно-калькуляционное
время операций i и j-ro разрядов соответственно для станочных и прочих работ
(мин);г - годовой объем выпуска деталей (шт).
Часовые
тарифные ставки для рабочих станочников:
Для
4-го разряда: rсIV = 45 руб./час;
для
З-го разряда: rсIII = 40руб./час;
для
2-го разряда: rсII = 35руб./час.
Сзт
= (20000/(1,4·60))·(45·32,16+40·37,6+35·2,65)= 724750руб.
Доплаты
по прогрессивно-премиальным считаем из фонда заработной платы (Сзп) определяем
по формуле:
Сзп
= (Сзт * qзп)/100, (6.25)
где qзп
- процент доплат по прогрессивно-премиальным системам к прямой (тарифной)
зарплате (Сзт), примем qзп =30%
Сзп
= 724750·0,3=217425руб.
Основную
заработную плату рассчитаем по формуле (6.23).
Сзо=724750+217425=942175руб.
Разделив
полученную сумму на годовой объем выпуска деталей, получим затраты по основной
зарплате на единицу продукции.
Сзо.ед
= 4,71 руб.
Производственные
рабочие получают премии из фонда материального поощрения - (Вф), которые не
входят в фонд зарплаты, однако учитываются при определении среднемесячной
заработной платы и отчислений на социальное страхование. Сумма этих премий
определяется следующим образом:
Вф
= (Сзт · qф)/100, (6.26)
где qф
- процент премий из фонда материального поощрения, принимается в размере 8 -
15% от прямой зарплаты.
Вф
= (724750· 12)/100=86970руб.
Дополнительная
заработанная плата производственных рабочих.
Дополнительная
заработанная плата включает оплату отпусков, компенсацию за неиспользованный
отпуск, оплату перерывов в работе кормящих матерей, оплату времени выполнения
государственных и общественных обязанностей и т.д. Дополнительная заработная
плата рассчитывается в процентах от основной заработной платы и от премии из
фонда материального поощрения по формулам:
Сздо
= (Сзо · qзд)/100, (6.27)
Сздо=(942175·9)/100=84795,7
руб.
Сздф
= (Вф · qзд)/100, (6.28)
Сздф
= (86970·9)/100=7827,3руб.
Сзд
= Сздо + Сздф, (6.29)
Сзд
= 84795,7+7827,3 = 92623руб.
где Сзд,
Сздо и Сздф - сумма дополнительной заработанной платы соответственно: общая,
рассчитанная от основной зарплаты и от премии из фонда материального
поощрения;зд - процент дополнительной заработанной платы; для производственных
рабочих с продолжительностью отпуска 15 дней следует принимать 9%. Разделив
полученную сумму дополнительной зарплаты (Сздо) на годовой выпуск деталей по
заданию, определим величину затрат по этой статье на одну деталь.
Сздо.ед=Сздо/Nг=84795,7
/ 20000 = 4,2 руб.
Общая
сумма выплат из фонда заработанной платы и из фонда материального поощрения
будет равна:
=
Сзо + Вф + Сзд, (6.30)
о
= 942175+86970+92623 = 1121768 руб.
От
этой общей суммы выплат определяются отчисления на социальные нужды (Сос) и
среднемесячная заработанная плата с учетом выплат из фонда материального
поощрения (Jcр):
Сос
= (Jo · qос)/100, (6.31)р
= Jo/12Wр, (6.32)
где qoc
- норматив отчислений на социальное страхование в %; для машиностроительных
отраслей этот норматив установлен в размере 30%;р - расчетное количество
рабочих, или принятое - с учетом коэф. их использования.
Сос
= (1121768·30)/100 = 336530,4 руб.р = 1121768/12·24·0,21 = 24600руб.
Расходы
на содержание и эксплуатацию оборудования. В данной статье планируются и
учитываются затраты на амортизацию, эксплуатацию и текущий ремонт
производственного и подъемно-транспортного оборудования, ценных инструментов,
цехового транспорта, верстаков, стендов и др. рабочих мест, сумма износа и
затрат на восстановление быстроизнашивающихся инструментов и приспособлений
общего назначения, расходы на содержание и эксплуатацию собственных и
привлеченных со стороны транспортных средств, используемых для внутризаводского
перемещения грузов и прочие расходы, связанные с содержанием и эксплуатацией
оборудования. Плановая сумма расходов по содержанию и эксплуатации оборудования
определяется исходя из их величины на час работы оборудования, занятого на
изготовление изделий, и количества часов его работы для производства одного
изделия.
Для
расчета будем использовать сметную (нормативную) ставку, определяющую плановую
величину расходов на единицу продукции. Все оборудование и немеханизированные
рабочие места подразделим на группы в зависимости от их стоимости, сложности,
мощности и др. параметров. Для каждой группы определим количество машино-часов,
которое требуется для изготовления данного изделия и коэф. затрат, показывающий
соотношение расходов на час работы оборудования данной группы и базовой группы,
принятой за единицу.
После
этого рассчитываем, количество машино-часов, приведенное к базовой группе (как
произведение количества машино-часов на коэффициент затрат по данной группе) и
общее количество приведенных машино-часов (коэффициенто-машиночасов) по всем
группам оборудования и др. рабочим местам, которые необходимы для изготовления
данного изделия. Полученное количество коэффициенто-машиночасов умножим на
плановую стоимость одного коэффициенто-машиночаса и определяется сметная
(нормативная) ставка расходов на одно изделие по плану. Все расчеты для
определения расходов по содержанию и эксплуатации оборудования для изделия
методом сметной (нормативной) ставки произведем в таблице 6.5.
Таблица 6.5 - Определение количества коэффициенто-машиночасов
изготовления изделия
|
№
|
Наименование группы
оборудования
|
Количество машино-часов на
1 изделие
|
Коэффи-циент затрат
|
Количество
коэф-фициенто-машино-часов на 1 изделие
|
|
1.
|
Фрезерные станки
|
34,26/60
|
0,5
|
(34,26·0,5)/60=0,28
|
|
2
|
Токарные станки
|
16,95/60
|
0,28
|
(16,95·0,28)/60=0,07
|
|
3
|
Слесарные работы
|
3,57/60
|
0,05
|
(3,57·0,05)/60=0,002
|
|
4.
|
Термическая печь
|
40,61/60
|
0,6
|
(40,61·0,6)/60=0,4
|
|
5
|
Шлифовальные станки
|
37,86/60
|
0,6
|
(37,86·0,6)/60=0,3
|
|
6
|
Моечная и сушильная работы
|
3,98/60
|
0,06
|
(3,98·0,06)/60=0,003
|
|
7
|
Контрольная работа
|
26,76/60
|
0,4
|
(26,76·0,4)/60=0,2
|
|
ИТОГО:
|
|
|
1,255
|
Примечание: 1) плановая стоимость одного коэффициентно-машиночаса
составляет 34,3 руб.(для крупносерийного производства при 2-х сменном режиме
работы). 2) сметная (нормативная) ставка расходов на одно изделие: - для
изготовления детали: 1,255·34,3=43,04 руб.
На годовую программу: 43,04·20000=860800руб.
Цеховые расходы
В данную статью входят затраты на содержание аппарата управления цеха и
прочего цехового персонала (основная и дополнительная заработанная плата и
отчисления па социальное страхование), на амортизацию, содержание и текущий
ремонт зданий, сооружений и инвентаря цеха, на испытания, опыты, исследования,
изобретательство, охрану труда, износ малоценного и быстроизнашивающегося
инвентаря и другие расходы.
При определении фактической себестоимости на эту статью относятся такие
производственные расходы цеха: потери от простоев, от порчи материальных
ценностей при хранении, от недоиспользования деталей, узлов и технологической
оснастки, от недостачи материальных ценностей, незавершенного производства и
т.п.
Цеховые расходы распределяются по отдельным видам продукции
пропорционально сумме основной заработанной платы производственных рабочих (без
доплат по прогрессивно-премиальным системам) и расходов по содержанию и
эксплуатации оборудования. Для процесса изготовления сумма цеховых расходов
определяется укрупнено, исходя из среднего процентного отношения к сумме
основной заработанной платы производственных рабочих, т.е. к прямой или
тарифной зарплате и расходов по содержанию и эксплуатации оборудования. По
данным рядам предприятий станкостроительной промышленности это процентное
отношение равно - для крупносерийного производства - 25-30%.
К данной статье относятся затраты на изготовление, приобретение, ремонт и
поддержание в исправном состоянии специальной технологической оснастки для
изготовления определенных изделии. В дипломной работе затраты по этой статье
примем в размере 30% от расходов по содержанию и эксплуатации оборудования.
Общезаводские расходы.
В состав расходов включается зарплата персонала заводоуправления и
отчисления на социальное, страхование, расходы на командировки, служебные
разъезды и содержание легкового транспорта, конторские, типографские,
почтово-телеграфные и телефонные расходы, амортизация, содержание и текущий
ремонт зданий, сооружений, инвентаря с общезаводского назначения, расходы на
организованный набор рабочей силы, на подготовку кадров, налоги, сборы и
отчисления, расходы на охрану предприятия, на содержание вышестоящих
организаций, на производство испытаний, опытов, исследований, на изобретение и
технические усовершенствования, на охрану труда и прочие расходы общезаводского
характера. В дипломной работе общезаводские расходы определяем укрупнено,
исходя из их среднего для данного типа производства процентного отношения к
сумме основной заработанной платы производственных рабочих без премиальных
доплат и расходов на содержание и эксплуатацию оборудования
Расходы на подготовку и освоение производства.
В данную статью входят затраты на освоение новых предприятий, производств,
агрегатов, на подготовку и освоение производства новых видов изделий,
отчисления в фонд освоения новой техники. В дипломной работе «Расходы на
подготовку и освоение производства» примем в размере 4% от производственной
себестоимости (без учета данной статьи и прочих производственных расходов).
Прочие производственные расходы.
В данную статью включаются отчисления на научно-исследовательские и
опытные работы, затраты на стандартизацию, отчисления на техническую пропаганду
и затраты на гарантийное обслуживание и ремонт продукции. Сумма затрат по этой
статье относится прямым путем на себестоимость только товарной продукции.
Прочие производственные расходы определим укрупнено, в процентах к
производственной (заводской) себестоимости продукции. По данным ряда
предприятий можно принять прочие производственные расходы для крупносерийного
производства в размере: 0,3 -0,5%.
Внепроизводственные расходы.
К данной статье относятся затраты на сбыт продукции, на тару и упаковку
продукции на складах, расходы по доставке продукции на станцию отправления и ее
погрузке в транспортные средства, отчисления сбытовым организациям в
соответствии с установленными нормами и договорами и прочие расходы, связанные
со сбытом продукции. В дипломной работе внепроизводственные расходы
рассчитываем укрупнено в процентах к производственной себестоимости. По данным
ряда предприятий величина внепроизводственных расходов составляет: 0,12-1,2%
-для крупносерийного производства.
Результаты всех расчетов по себестоимости продукции оформим в виде
таблицы 6.6.
Таблица 6.6 - Калькуляция себестоимости
|
№ п. п.
|
Наименование статей
расходов
|
Расчет или ссылка
|
Сумма на программу, руб.
|
|
1.
|
Материалы за вычетом
возвратных отходов
|
См. формулу 6.22
|
556200
|
|
2.
|
Основная зарплата
производственных рабочих
|
См. формулу 6.23
|
942175
|
|
3.
|
Дополнительная зарплата
производств. рабочих
|
См. формулу 6.27
|
84796
|
|
4.
|
Отчисления на соц. страх.
|
См. формулу 6.31
|
336530
|
|
5.
|
Расходы на содержание и
эксплуатацию оборудования
|
См. табл. 6.5
|
860800
|
|
6.
|
Износ инструментов и
приспособлении и прочие специальные расходы
|
0,2· 860800
|
172160
|
|
7.
|
Цеховые расходы
|
 541022 541022
|
|
|
ИТОГО цеховая себестоимость
|
|
3493683
|
|
8.
|
Общезаводские расходы
|
 811339 811339
|
|
|
9.
|
Расходы на подготовку и
освоение производства
|
0,04·(3493683+ +811339)
|
172201
|
|
10.
|
Прочие производственные
расходы
|
0,0075·(3493683+
+811339+172201)
|
33579
|
|
ИТОГО: производственная
себестоимость
|
3493683+811339+
+172201+33579
|
4510802
|
|
11.
|
Внепроизводственные расходы
|
0, 036 · 4510802
|
162389
|
|
ИТОГО: полная себестоимость
|
|
4673191
|
|
|
|
|
|
Полная себестоимость одной детали: Спб= 4673191 / 20000=233,7руб.
После определения полной себестоимости детали рассчитаем ее оптовую цену
по формуле:
Zo = ηр Cп, (6.33)
где Zo - оптовая цена данной детали;
ηр - коэффициент, учитывающий уровень
рентабельности данной продукции; примем ηр = 1,3;
Определим годовой объем выпуска продукции в оптовых ценах и по себестоимости
и сумму прибыли.= 233,7 · 1,3= 304 руб.
= Zo·Nг = 304·20000 = 6080000 руб.
С = 233,7 · 20000 = 4674000 руб.
R =
6080000 - 4674000 = 1406000 руб.
6.2.3 Расчет технико-экономических показателей
Общая сумма капитальных вложений определяем по формуле:
К = Кос + Коб, (6.35)
где Кос - стоимость основных фондов;
Коб - стоимость нормируемых оборотных средств, в дипломной работе
рассчитываем, укрупнено в размере 15-30 процентов от полной себестоимости
годового объема продукции участка, причем меньшее значение этой величины
соответствует более высокому типу производства.
По формуле (6.35) рассчитаем общую сумму капитальных вложений:
К = 3134376,8+0,20·4674000 = 4069015 руб.
Станкоемкостъ и трудоемкость единицы продукции определяем по следующим
формулам:
т = Σti, (6.36)тр
= tст/ηм + Σtj
где m и n- количество механизированных и немеханизированных операций
технологического процесса;, tj- норма штучно-калькуляционного времени на i-ой и
j-ой операции;
ηм - коэффициент многостаночного
обслуживания, ηм = 1,4т = 47,14/60 =0,78 ст.час.тр = 0,78/1,4+25,27/60=0,97
час.
Электровооруженность труда станочников и всех производственных рабочих
рассчитываем следующим образом:
ηэл.с = Рэл.с / Wс, (6.38)
ηэл.р = Pэл.о / Wp, (6.39)
где Рэл.о и Рэл.с - электрическая мощность всего производственного
оборудования и металлорежущих станков (кВт);,Wc - количество производственных
рабочих и станочников в одну смену.
ηэл.с = 15,34/7=2,19 кВт/чел;
ηэл.р = 22,34/12 = 1,86 кВт/чел
Производительность труда производственных рабочих (Р) рассчитываем
следующим образом:
Р = Q/Wp, (6.40)
где Q - годовой объем продукции в оптовых ценах;- количество
производственных рабочих.
Р = 6080000/(24·0,21)= 1206349 руб./чел. год
Показатель фондоотдачи - выпуск продукции на 1руб. основных фондов (ηфо) определяем по формуле:
ηфо = Q/Koc , (6.41)
где Q - годовой объем продукции в оптовых ценах;- стоимость основных
фондов.
ηфо = 6080000 / 3134377 = 1,94
руб./руб.осн.ф.
Рентабельность продукции (ru) рассчитываем следующим образом:
= (Rp·100)/Cп, (6.42)
где Rp - прибыль, получаемая от реализации продукции;
Сп - полная себестоимость продукции.= ((304 - 233,7)/ 233,7)·100% =30%.
Общая (абсолютная) экономическая эффективность капитальных вложений в
производственные фонды (коэффициент обшей рентабельности) (Ео) определяем по
формуле:
Ео = Ro / К, (6.43)
где Ro - общая сумма прибыли;
К - сумма капитальных вложений в производственные фонды.
К = 4069015 руб.= 1406000/4069015 = 0,35
Срок окупаемости планируемых капитальных вложений в производственные
фонды (Ток) определяем следующим образом:
Ток = 1/0,35=2,86 года
6.2.4 Расчет и построение графика безубыточности
Рассчитаем зоны убыточности и рентабельности.
Условно переменные расходы можно определить по формуле:
А=а*Nг, (6.44)
где А - условно переменные расходы, руб.;
а - сумма расходов (стоимость материалов за вычетом возвратных отходов,
основная зарплата, дополнительная зарплата, отчисления на социальные нужды) на
одно изделие, руб.;
Nг -
годовой объем выпуска, шт. Nг=20000
шт.
Данные для расчета показателя взяты из табл. 6.6:
a =
(601200+942175+84795,7+291659,6)/20000 = 95,99 руб.
Подставим значения в формулу (6.36)
А = 95,99·20000 = 1919800 руб.
Условно постоянные расходы определяются по формуле:
В = b·Nг, (6.45)
где В - условно постоянные расходы, руб.;
b -
удельные условно постоянные расходы, руб.
= Сп - а, (6.46)
где Сп - полная себестоимость на одно изделие, руб.
b =
233,7 - 95,99 = 137,71 руб.
В = 137,71·20000 = 2754200 руб.
Составим уравнение для точки безубыточности:
Nк,= (6.43)
(6.43)
где Nк -
критическая программа выпуска, шт.;
Ц
- оптовая цена одной детали, руб., Ц = Zо.
Nк = 275420/(304
- 95,99) = 13241 шт.
На
основании полученных результатов построим график безубыточности производства
(рисунок 6.2)
Рассчитанные
важнейшие технико-экономические показатели сведем в таблицу 6.7.
Рисунок 6.2 - График безубыточности производства
Таблица 6.7 - Технико-экономические показатели работы участка
|
№ пп
|
Наименование показателей
|
Единица измерения
|
Значение показателей
|
|
1.
|
Годовой выпуск продукции а)
в натуральном выражении б) в оптовых ценах
|
шт. руб.
|
20000 6080000
|
|
2.
|
Производственная площадь участка
|
м2
|
91 м2
|
|
3.
|
Кол-во металлорежущих
станков
|
шт.
|
7
|
|
4.
|
Мощность производственного
оборудования
|
кВт
|
22,34
|
|
5.
|
Сумма капитальных вложений
в производственные фонды в том числе: а) основные фонды б) нормируемые
оборотные средства
|
руб. руб. руб.
|
4069015 3134377 934638
|
|
6.
|
Кол-во производственных
рабочих
|
чел.
|
24
|
|
7.
|
Станкоемкость единицы
продукции
|
ст. час
|
0,78
|
|
8.
|
Трудоемкость единицы
продукции
|
н.час
|
0,97
|
|
9.
|
Средняя мощность одного
станка
|
кВт
|
2,2
|
|
10.
|
Электровооруженность труда
а) производственных рабочих б) станочников
|
кВт/чел кВт/чел
|
2,19 1,86
|
|
11.
|
Производительность труда
производственных рабочих
|
руб./чел.год
|
1206349
|
|
12.
|
Среднемесячная зарплата
одного произв. рабочего
|
руб./чел.мес
|
24600
|
|
13.
|
Фондоотдача (выпуск
продукции на 1руб. осн. фондов)
|
руб./руб.о.ф.
|
1,94
|
|
14.
|
Полная себестоимость а)
единицы продукции б) годового выпуска
|
руб./шт. руб./шт.
|
233,7 4674000
|
|
15.
|
Рентабельность продукции
|
%
|
30
|
|
16.
|
Общая экономическая
эффективность капитальных вложений
|
|
0,35
|
|
17.
|
Срок окупаемости капитальных
вложений
|
лет
|
2,86
|
|
18.
|
Критическая программа
выпуска
|
шт.
|
13241
|
Вывод: В дипломной работе разработан технологический процесс обработки
«ведущий вал» при годовой программе выпуска Nг = 20000шт. Срок окупаемости кап. вложений 2,86 года.
Безубыточность производства наступает при выпуске и реализации Nк = 13241 деталей в год. Данные
расчетов показывают перспективность применения данного процесса на предприятии.
Заключение
В соответствии с заданием разработан технологический процесс обработки
детали «ведущий вал главной передачи» с использованием последних достижений
научно-технического процесса.
Сформированы технологические операции с использованием современного
оборудования. Было использовано новейшее оборудование российских
машиностроительных предприятий. Проведены расчеты режимов резания и
нормирование.
В конструкторской части проведены расчеты и описание приспособлений для
фрезерно-центровальной и контрольной операций.
Раздел БЖД включает анализ опасных и вредных факторов и возможных
чрезвычайных ситуаций на производстве, разработку мероприятий, обеспечивающих
снижение воздействий опасных и вредных факторов на человека и окружающую среду.
Экономический раздел содержит расчет организации производственного
процесса, расчет экономической эффективности технико-экономических показателей.
Список использованных источников
1. Султан-заде
Н.М., Албагачиев А.Ю., Усачев Ю.И., Преображенская Е.В. Курсовое проектирование
по технологии машиностроения (учебное пособие для специальностей 151001).М.:
МГУПИ - 2014, 154с.
. Султан-заде
Н.М., Преображенская Е. В. Содержание, организация выполнения и проведения
защит дипломных проектов (работ). Методические указания для студентов,
обучающихся по специальности 151001. М.: МГУПИ, 2014. 70 с.
. Справочник
технолога-машиностроителя. В 2-х т./ Под ред. А. Г. Косиловой и Р. К.
Мещерякова. 4-е изд., перераб. и доп. В 2-х т. М.: Машиностроение, 1985.
. Режимы
резания для токарных и сверлильно-фрезерно-расточных станков с числовым
программным управлением: Справочник / Под ред. В. И. Гузеева. М.
Машиностроение, 2005.
. Власьевнина
Л. К., Яценко Л. Г. Проектирование и производство заготовок в машиностроении:
Учебное пособие. Чась 2. М.: МГУПИ, 2011. 90 с.
. Справочник
технолога-машиностроителя. В 2-х т. Под редакцией Косиловой А.Г. и Мещерекова
Р.К. 4-е издание переработанное и дополненное. М.: Машиностроение 1986г. 656 с
. Усачев
Ю.И. М Проектирование автоматизированных участков. М.: МГУПИ, 2012. 76 с.
. Мамаев
В. С., Осипов Е. Г. Основы проектирования машиностроительных заводов. М.: Машиностроение,
1974. 290 с.
. Прогрессивные
режущие инструменты и режимы резания металлов: Справочник / В.И. Баранчиков,
А.В. Жаринов, Н.Д. Юдина и др.; Под общ. ред. В.И. Баранчикова. М.:
Машиностроение, 1990. 400 с.
. Албагачиев
А.Ю., Усачев Ю.И. Программирование для станков с ЧПУ. Конспект лекций М.:
МГУПИ, 2006.- 88с.
. Усачев
Ю.И. Программирование для станков с ЧПУ. Методические указания по выполнению
домашней работы. М.: МГУПИ, 2006 76 с.
. Маталин
А. А. Технология машиностроения: Учебник для машиностроительных вузов по
специальности «Технология машиностроения, металлорежущие станки и инструменты».
- Л.: Машиностроение. Ленингр. отд-ние, 1985. 466 с.
. Станочные
приспособления: Справочник в 2-х т./Ред. совет: Б. Н. Вардашкин и др. М.:
Машиностроение, 1984.
. Справочник
нормировщика/ А. В. Ахумов, Б. М. Генкин, Н. Ю. Иванов и др.; Под общ. ред. А.
В. Ахумова.Л.: Машиностроение. Ленингр. отд-ние, 1986. 458 с.
. Общестроительные
нормативы режимов резания: Справочник: В 2-х т. Т. 1 А.Д. Локтев, И.Ф. Гущин,
В.А. Батуев и др. М.: Машиностроение, 1991г. 640стр.
. Безопасность
жизнедеятельности. Учебник для вузов / С.В. Белов, А.В. Ильницкая, А.Ф.
Козьяков и др.; Под общ. ред. С.В. Белова. 5-е изд., испр. и доп. - М.: Высш.
школа, 2014. - 606 с.
. Охрана
окружающей среды. С.В. Белов, Ф.А. Барбинов, А.Ф. Козьяков и др.; Под ред. С.В.
Белова, - М: Высш. шк., 1991 - 319 с.
. ГОСТ
12.0.003-74*. ССБТ. Опасные и вредные производственные факторы. Классификация.
. ГОСТ
12.1.007-76*. ССБТ. Вредные вещества. Классификация и общие требования
безопасности.
. НПБ
105-03. Определение категорий помещений, зданий и наружных установок по
взрывопожарной и пожарной опасности. - М.: ГУ ГПС МДВ РФ,2003
. ГОСТ
12.1.003-74. CCБТ. Оборудование производственное.
Общие требования безопасности.
. ГОСТ
12.1.019-79*. ССБТ. Электробезопасность. Общие требования и номенклатура видов
защиты
. ГОСТ
12.1.030-81. ССБТ. Электробезопасность. Защитное заземление, зануление.
. ГОСТ
12.1.003 - 83*. ССБТ. Шум. Общие требования безопасности
. ГОСТ
12.1.012 - 90. ССБТ. Вибрация. Общие требования безопасности
. ГОСТ
12.1.005-88. CCБТ. Общие санитарно-гигиенические
правила к воздуху рабочей зоны.
. СНиП
23 05-95. Естественное и искусственное освещение.
. ГОСТ
12.1.004-91 Пожарная безопасность. Общие требования.
. Организация
и планирование машиностроительного производства. Учебное пособие для
машиностроительных специальностей вузов. Ипатова М.И., Захарова М.К., Грачева
К.А. и др.; под редакцией Ипатовой М.И., Постниковаой В. И. И Захароваой М.К. -
М.: Высшая школа, 1988 - 367 стр.
. Экономика
машиностроительного производства. Учебное пособие для машиностроительных
специальностей вузов. Абрамов Ю.А., Бердинь И.Э., Застрожнова Н.Н. и др.: Под
редакцией Бердиня И.Э., Калинина В.П. - М.: Высшая школа, 1988 - 304 стр.
. Организация
и планирование производства. Методические указания по выполнению курсовой
работы для студентов технических специальностей. М.: МГУПИ, 2005, 62 с.
. СТП
2068452-5-2006. Стандарт предприятия. Выпускные квалификационные работы.
Курсовые проекты и работы. Правила оформления и структура. М.: МГУПИ, 2006. - 42 с.