Обработка конструкционных материалов
Оглавление
1. (121 ) Опишите состав, назначение, приготовление
формовочных и стержневых смесей. Охарактеризуйте элементы литниковой системы,
их назначение, разновидности, применение.
. (151) Опишите явление, происходящие в металле при его
нагреве. Какие дефекты возникают или могут возникать в стальной заготовке при
ее нагреве перед горячей обработкой давлением? Меры, предупреждающие их
возникновение, их устранение.
. (203) Типы электродов для дуговой сварки конструкционных
углеродистых и низколегированных сталей. Условное обозначение электродов.
. (244) Опишите кратко материалы для изготовления
металлорежущих инструментов: углеродистые, легированные, быстрорежущие стали,
металлокерамические твердые сплавы, минеральная керамика, алмаз (основные
марки, химический состав, область применения).
. (283) Определите силу Рz при наружном продольном точении
стали (“сигма”B=750 МПа), при глубине резания t=3 мм и подаче S=18 мм/об;
обработка ведется со скоростью 200 мм/мин. Найдите эффективную мощность для
выполнения указанного точения.
Напишите и поясните формулу для определения скорости резания
при точении. Для чего необходимо рассчитывать скорость резания?
Список литературы
. (121 )
Опишите состав, назначение, приготовление формовочных и стержневых смесей.
Охарактеризуйте элементы литниковой системы, их назначение, разновидности,
применение
Разовые литейные формы и стержни изготовляют из материалов, которые
называют формовочными. Различают исходные формовочные материалы, формовочные и
стержневые смеси, а также вспомогательные формовочные составы.
Исходные формовочные материалы разделяют на основные и вспомогательные.
К основным относят пески, являющиеся огнеупорной основой смесей, и
связующие (глины, смолы и т. д.), соединяющие частицы песка между собой.
Вспомогательные исходные материалы (различные добавки) предназначены для
придания смесям специальных свойств, например повышенной газопроницаемости.
Для получения формовочных и стержневых смесей смешивают различные
исходные формовочные материалы, при этом состав смеси и количество входящих в
нее компонентов зависят от назначения смеси. Кроме свежих исходных формовочных
материалов в состав смеси обычно входит бывшая в употреблении смесь,
подвергнутая специальной обработке (например, охлаждению, дроблению, магнитной
сепарации, просеиванию, увлажнению).
Вспомогательные формовочные составы (краски, клеи, пасты) предназначены
для улучшения качества поверхности форм и стержней, придания ей определенных
свойств, для соединения частей стержней.
Качество форм и стержней определяется свойствами формовочных и стержневых
смесей, которые должны отвечать определенным требованиям.
Текучесть - это способность смесей перемещаться под действием внешних
усилий и заполнять опоки и стержневые ящики.
Пластичность - это свойство смеси деформироваться под действием внешних
усилий и сохранять полученную форму после удаления модели или стержневого
ящика. Пластичность зависит от состава смеси, например в песчано-глинистых
смесях от содержания в них глины и воды.
Прочность - способность смеси в уплотненном состоянии выдерживать не
разрушаясь внешние воздействия. Она должна быть достаточной для того, чтобы
формы и стержни не разрушались при их изготовлении, транспортировании, сборке и
заливке расплавом.
Податливость - способность смеси в уплотненном состоянии деформироваться
под действием сжимающих усилий, возникающих в процессе усадки при затвердевании
и охлаждении отливок. При недостаточной податливости смеси в отливке могут
образоваться трещины.
Газопроницаемость - свойство смеси пропускать газы, выделяющиеся при
заливке и охлаждении из расплава, из стержня и самой формы, а также воздух,
находящийся в ее полости. При недостаточной газопроницаемости в отливках
образуются газовые раковины и поры.
Огнеупорность - способность смеси не размягчаться и не расплавляться под
действием теплоты заливаемого в форму расплава.
Кроме того, смеси должны обладать достаточной живучестью, т. е. сохранять
свои свойства после приготовления в течение заданного промежутка времени, малой
газотворностью, т. е. не выделять большого количества газов в процессе заливки,
выбиваемостью - легко удаляться из отливок после их охлаждения,
негигроскопичностью.
Литниковая система - это совокупность каналов и элементов литейной формы,
предназначенных для подвода расплавленного металла в полость формы, обеспечения
ее заполнения и питания отливки при затвердевании. Основными элементами
литниковой системы являются литниковая чаша (в кокилях воронка), стояк,
шлакоуловитель (в кокилях литниковый ход), питатель, выпор или прибыль
(рис.1.1).
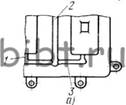
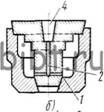
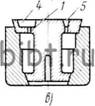
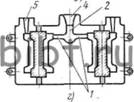
Рис. 1.1 Элементы литниковой системы:
- питатель, 2 - стояк, 3 - литниковый ход, 4 - литниковая воронка, 5
-выпор, 6 - прибыль
Литниковая чаша является резервуаром, в который из ковша заливают металл.
Она воспринимает удар струи расплава, дает возможность всплыть неметаллическим
включениям и предохраняет от попадания в форму воздуха. Литниковую воронку
наиболее часто применяют для кокильного литья, она выполняет те же функции, что
и чаша, но в отличие от последней не задерживает шлак. Воронку размещают в
песчаном стержне или вверху в половинках кокиля с вертикальным или
комбинированным разъемом, а также в стенках кокиля преимущественно при литье
цветных сплавов.
Стояк соединяет литниковую чашу со шлакоуловителем и служит для подачи
расплава в другие элементы литниковой системы. Для предохранения формы от
размывания жидким расплавом стояк заканчивается полукруглым углублением,
которое называется зумпфом. Стояк выполняют в стержне или кокиле вертикально
или наклонно, иногда в кокилях в виде изогнутого канала, особенно при литье
цветных сплавов для снижения скорости течения расплава.
Шлакоуловитель предохраняет от попадания в полость формы неметаллических включений
расплава (шлак, песчаные частицы и др.). В литниковых системах для литья в
кокили вместо шлакоуловителя применяют в основном литниковый ход.
Питатели - это каналы, предназначенные для подвода расплава в полость
литейной формы. Питатель выполняют в виде короткого канала, который в
поперечном сечении имеет трапецеидальную и реже круглую, овальную или
щелевидную форму.
Выпоры служат для вывода из формы пара и газов, определения момента
заполнения формы и дополнительного питания отливки металлом. Выпоры делают на
самых высоких точках отливки преимущественно со стороны, противоположной
подводу металла.
Прибыли предназначаются для дополнительного питания отливки жидким
металлом. Располагаются у наиболее массивных частей отливки для компенсации
расплава при его затвердевании.
2. (151)
Опишите явление, происходящие в металле при его нагреве. Какие дефекты
возникают или могут возникать в стальной заготовке при ее нагреве перед горячей
обработкой давлением? Меры, предупреждающие их возникновение, их устранение
Целью нагрева металла перед горячей обработкой давлением является
снижение его сопротивления деформированию и повышение пластичности.
При нагреве металла до максимально допустимых температур ковки (1100 -
1250' С для сталей различных марок) сопротивление его деформированию снижается
в 15 - 20 раз по сравнению с обычным холодным состоянием. Нагрев является
важнейшей операцией при обработке давлением, так как от него зависят качество
изделий, производительность оборудования и себестоимость продукции. Основные
требования к нагреву металла сводятся к обеспечению равномерного прогрева
слитка или заготовки по сечению и длине за минимальное время, при наименьшей
потере металла на угар (в окалину) и экономном расходе топлива. Несоблюдение
установленного режима нагрева по скорости и температурам может привести к ряду
дефектов в металле, часть которых является неисправимым браком (пережог,
трещины).
Применяют два основных способа нагрева заготовок: пламенный нагрев в
печах и электронагрев. При пламенном нагреве тепло от сжигания твердого,
жидкого или газообразного топлива передается нагреваемому металлу тремя путями:
конвекцией - от пламени и горячих газов к поверхности заготовок; излучением
(лучеиспусканием)- от пламени и раскаленных стенок печи; теплопроводностью - с
поверхности заготовок в глубь металла.
Схема передачи тепла металлу в рабочей камере нагревательной печи,
работающей на твердом топливе, с полугазовым процессом сжигания, изображена на
рис. 2.1.
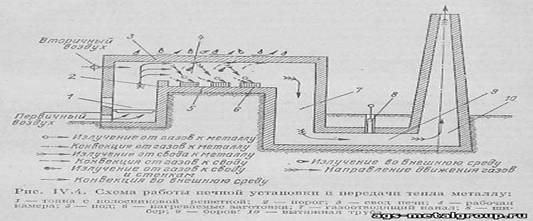
Рис.2.1 Схема работы печной установки и передачи тепла металлу
Первичный воздух в количестве 60% от необходимого для полного сжигания
топлива подается через колосниковую решетку в нижнюю часть топки. Вследствие
неполного сгорания топлива в топочный объем поступает полугаз, содержащий
горючие: окись углерода, углеводороды, водород и частицы углерода в виде сажи.
Полугаз поднимается вверх, смешивается с вторичным воздухом (остальными 40%)
перед входом в рабочую камеру и догорает в ней. В рабочей камере печи горящие
газы передают тепло заготовкам, окружающим стенкам и своду, а раскаленные
стенки и свод, в свою очередь, также отражают тепловые лучи на лежащие на поду
печи заготовки. Теплообмен в печи показан условными обозначениями. При низких
температурах (до 600 - 900' С) преобладает теплопередача металлу путем
конвекции, а при высоких температурах около 90% всего тепла передается
излучением. Нагреву металла до высоких температур сопутствуют тепловое
расширение, структурные превращения и рост зерен металла, изменение его механических
свойств, окисление и обезуглероживание поверхности заготовок.
Дефектами нагрева являются перегрев и пережог. Нагрев стали при высоких
температурах (свыше 1050' С) вызывает быстрое увеличение размеров зерен за счет
слияния более мелких зерен в крупные, т. е. перегрев металла. Крупнозернистый
металл имеет низкое сопротивление удару и может дать трещины при ковке.
Перегрев исправляется термической обработкой.
Пережогом называется явление сквозного окисления металла заготовки при
высоких температурах нагрева (близких к линии солидус), сопровождающееся
появлением окислов по границам зерен металла и нарушением механической связи
между зернами. Пережженая сталь рассыпается на куски под ударами молота. Этот
брак неисправим.
Электроды для ручной дуговой сварки изготавливают в виде стержней,
выполненных из холоднотянутой калиброванной сварочной проволоки, на которую
методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия
заключается в металлургической обработке сварочной ванны, защите ее от
атмосферного воздействия и обеспечении более устойчивого горения дуги.
В группу электродов для дуговой сварки конструкционных углеродистых и
низколегированных сталей входят электроды, предназначенные для сварки
углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с
временным сопротивлением разрыву до 590 МПа.
Основными характеристиками электродов являются механические свойства
металла шва и сварного соединения: временное сопротивление разрыву (условное
обозначение - sв), относительное удлинение (d5), ударная вязкость (aн), угол
изгиба.
В условном обозначении типа электрода две стоящие за буквой "Э"
(электрод) цифры соответствуют минимальному временному сопротивлению разрыву
металла шва или сварного соединения в кгс/мм2.
По этим показателям электроды, классифицируются в ГОСТ 9467-75 на
следующие типы : Э38, Э42, Э46 и Э50 - для сварки сталей с временным
сопротивлением до 490 МПа; Э42А, Э46А и Э50А - для сварки тех же сталей, когда
к металлу шва предъявляются повышенные требования по относительному удлинению и
ударной вязкости; Э55 и Э60 - для сварки сталей с временным сопротивлением
разрыву свыше 490 МПа и до 590 МПа. Этим же стандартом регламентируется
содержание серы и фосфора в наплавленном металле. Типы электродов представлены
в таблице 3.1.
Таблица 3.1
|
Электроды
|
Тип по ГОСТ 9467-75
|
Диаметр, мм
|
Положение сварки
|
Род сварочного тока
|
|
ОЗС-23
<#"809659.files/image006.gif">(5.3).
 116,1кВт 116,1кВт
6 Напишите и
поясните формулу для определения скорости резания при точении. Для чего
необходимо рассчитывать скорость резания?
Процесс резания характеризуется определенным режимом. К элементам режима
резания относятся глубина резания, подача и скорость резания.
Скорость резания V - путь, пройденный наиболее отдаленной от оси вращения
точкой поверхности резания относительно режущей кромки резца за единицу времени
(м мин). Скорость резания зависит от частоты вращения и диаметра обрабатываемой
заготовки. Чем больше диаметр D заготовки, тем больше скорость резания при
одной и той же частоте вращения, так как за один оборот заготовки (или за одну
минуту) путь, пройденный точкой 4 на поверхности резания (рис. 6.1), будет
больше пути, пройденного точкой Б (πD>πd) .
Рис. 6.1. Данные для определения скорости резания при точении
Величину скорости резания можно определить по формуле 6.1:
 м/мин (6.1) м/мин (6.1)
где π = 3,14;- наибольший диаметр поверхности резания, мм;-
частота вращения заготовки (число оборотов в минуту).
n=1000v/πD об/мин (6.2).
Выбор оптимального значения скорости резания производится по справочникам
с помощью специальных нормативных таблиц в зависимости от свойств
обрабатываемого материала, конструкции и материала инструмента после того, как
уже выбрана глубина резания и величина подачи.
Величина скорости резания влияет на износ инструмента. Чем выше скорость
резания, тем больше износ. Скорость резания выбирается такой, чтобы оптимальный
износ наступал через определенное время и стойкость инструмента находилась в
определенных пределах.
Список
литературы
1. Байкалова
В.Н. Расчёт режимов резания при точении, изд. МГАУ им. В.П. Горячкина., 2000.
. Белецкий Д.
Г. , Моисеев В. Г., Шеметов М. Г. Справочник токаря-универсала. - М.:
Машиностроение, 1987.
3. Гини О.Ч. Специальные технологии литья: М ., 2010, 368 с.
4.
Данилевский В. В. Справочник молодого машиностроителя, изд. З. М., «Высшая
школа», 1973, 648 с. с ил.
. Лупачёв
В.Г. Ручная дуговая сварка. .М, «Высшая школа», 2006, 416 с.
. Околович
Г.А. Нагрев и нагревательные устройства: Учебное пособие. - Барнаул: Изд-во
АлтГТУ, 2010. - 172 с.
. Осипов
К.А., Нефедов Н.А. Сборник задач и примеров по резанию металлов и режущему
инструменту. - М.: Машиностроение, 1990. - 448с.
. Третьякова
Н. В. Технология конструкционных материалов. М., 2012. - 107 с. : ил.; 21 см.
. ГОСТ
9467-75 Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы.
Похожие работы на - Обработка конструкционных материалов
|