Расчет режимов резания и нормирование технологических операций
Содержание
Введение
. Анализ
исходных данных
.1
Определение типа производства
.2 Служебное
назначение детали
.3 Материал
детали и его свойства
.4 Анализ
технологичности конструкции детали
.Технико-экономические
обоснования способа получения заготовки
.1 Выбор
технологических баз
. Разработка
технологического процесса
.1 Разработка
маршрутного технологического процесса
. Pасчет припусков на обработку размеров
заготовки
5. Расчет режимов резания и нормирование технологических операций
Список
литературы
Введение
Машиностроение является технической основой интенсификации материального
производства, а следовательно, ведущей отраслью промышленности. Поэтому
технический уровень выпускаемых изделий в значительной мере определяет развитие
и уровень всех отраслей промышленности.
В настоящее время основная задача машиностроения заключается в расширении
и совершенствовании индустриальной базы разбития экономики, в повышении
технического уровня и эффективности производства, его рентабельности,
организации, мобильности, экономии производственных и трудовых ресурсов,
улучшении качества продукции, автоматизации производства.
Совершенствование машин, увеличение их сроков службы, повышение скоростей
и производительности, снижение габаритов и веса, а также повышение точности
требует дальнейшего улучшения качества конструкции выпускаемых корпусов, валов
и втулок: повышения их грузоподъемности, долговечности и надежности, точности и
скорости вращения; уменьшения их веса и шумности.
В условиях рыночной экономики одной из самых важных задач машиностроения
является повышение эффективности производства и производительности
технологического оборудования. Вместе с тем важным условием определяющим успех
предприятия на рынке является повышение качества выпускаемой продукции по
сравнению с ее аналогами.
Для повышения
эффективности технологического процесса проводится анализ исходных данных,
анализ процесса обработки корпуса при заданном объёме производства, выбор
заготовки, выбираются и рассчитываются заданные режимы обработки, определяются
величины припусков на обработку, необходимое технологическое оборудование и
разрабатываются технологические операции.
1. Анализ исходных данных
1.1 Определение типа производства
Тип производства - совокупность организационно-технических и экономических
характеристик и особенностей сочетания факторов и элементов организации
производства, обусловленных номенклатурой, масштабом и регулярностью выпуска
продукции.
Основой классификации типов производства на предприятии являются
следующие факторы:
номенклатура выпускаемой продукции, которая характеризует специализацию
производства
- масштаб выпускаемой продукции (объем выпуска);
- периодичность выпуска;
- характер загрузки рабочих мест и их специализация, т.е. закрепление за
рабочими местами определенных операций технологического процесса.
В зависимости от сочетания перечисленных форм организации производства и
его элементов различают следующие типы производства:
массовый,
серийный,
единичный.
Тип производства устанавливается на основе расчета коэффициента закрепления
операции ГОСТ 3.1108-74.
Коэффициент закрепления операции можно определить по формуле:
КЗО=(ФД·60)/Q·ТШТ.СР.,
Д. - действительный годовой фонд времени работы металлорежущих станков,
ч.;
Q -
годовой выпуск деталей, шт.;
Тшт.ср - среднее штучно-калькуляционное время по основным операциям ,
мин.

Фн
- номинальный годовой фонд работы оборудования в часах;
Действительный
годовой фонд времени работы оборудования на год (в часах) можно определить по
следующим данным: календарному числу дней - 365; количеству выходных дней -
104; праздничных дней - 8; предпраздничных дней, сокращенных на 1 ч.- 6; числу
смен работы оборудования -2; продолжительность рабочего дня - 8 ч; потерям
времени на проведение ремонтов, обслуживания, настройки и подналадки
оборудования (в процентах ) П;

П
- коэффициент, учитывающий потери от номинального фонда времени на ремонт, в %.
П = 6%.

Штучное
время на обработку всех деталей по основным операциям:
|
Операция
|
Тшт., мин
|
Операция
|
Тшт., мин
|
|
060 (2)
|
2.8
|
075 (5)
|
2.6
|
|
060 (4)
|
5.1
|
080 (1)
|
5.1
|
|
060 (5)
|
11.9
|
105 (1)
|
0.02
|
|
065 (4)
|
2.7
|
115 (1)
|
0.09
|
|
070 (1)
|
0.6
|
115 (2)
|
0.01.
|
|
070 (2)
|
0.2
|
115 (5)
|
0.06
|
|
075 (1)
|
0.9
|
|
|
Годовая программа выпуска деталей 50 штук.
Тогда
Кз.о
в соответствии с ГОСТ 3.1108-74 принимают равным:
Кз.о=1-
для массового производства;
<Кз.о>10-
для крупносерийного производства;
<Кз.о>20-
для серийного производства;
<Кз.о>40-
для мелкосерийного производства.
Из
расчётов видно, что тип производства будет серийным
.2
Служебное назначение детали.
Данная
деталь является корпусом одного из узлов в судне и предназначена для передачи
вращательного движения, а также является базой для соединения последующих узлов
механизма.
Корпус
является базовой деталью, на которые монтируются сборочные единицы и детали,
соединяемые между собой с требуемой точности относительного расположения.
Корпус нижнего подшипника изготавливается из стали марки 087ГДНФЛ литьем в
песчано-глинистые формы, после чего производится механическая обработка
поверхностей. Марка стали 087 ГДНФЛ обладает высокими литейными свойствами,
определившими его основное использование в качестве литейного материала. Хорошо
и производительно обрабатывается резанием, при этом получается качественная
поверхность. Корпус нижнего подшипника является типичной корпусной деталью со
сложными пространственно расположенными внутренними и наружными поверхностями.
Наиболее ответственные из них подвергают механической обработке с обеспечение
указанных на чертеже точностью и шероховатостью поверхностей.
1.3 Материал детали и его свойства
Характеристика материала 08ГДНФЛ.
|
Марка
|
08ГДНФЛ
|
|
Классификация
|
Сталь для отливок
обыкновенная
|
|
Применение
|
лито-сварные и
комбинированные конструкции, ответственные детали, к которым предъявляются
требования высокой вязкости и достаточной прочности, работающие при
температурах от -60 до 350°С.
|
Химический состав в % материала 08ГДНФЛ
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
V
|
Cu
|
|
до 0.1
|
0.15-0.4
|
0.6 - 1
|
1.15-1.55
|
до 0.035
|
до 0.035
|
до 0.3
|
0.06-0.15
|
0.8-1.2
|
Температура критических точек материала 08ГДНФЛ.
Ac1 = 690, Ac3(Acm) = 873, Ar3(Arcm) = 730, Ar1 = 585
Механические свойства при Т=20oС материала 08ГДНФЛ.
|
Сортамент отливки
|
Размер мм
|
Напр. -
|
sв МПа
|
sT МПа
|
d5 %
|
Y %
|
KCU кДж/м2
|
Термообработка-
|
|
до 100
|
|
450
|
350
|
18
|
30
|
500
|
Нормализация 930-970oC,
Отпуск 590-650oC,
|
|
Твердость материала 08ГДНФЛ
|
HB 10 -1 =
126-178 МПа
|
|
|
|
|
|
|
|
|
|
|
Физические свойства материала 08ГДНФЛ
|
T
|
E 10- 5
|
a 10 6
|
l
|
r
|
C
|
R 10 9
|
|
Град
|
МПа
|
1/Град
|
Вт/(м·град)
|
кг/м3
|
Дж/(кг·град)
|
Ом·м
|
|
20
|
2.12
|
|
39
|
7850
|
|
223
|
|
100
|
2.06
|
10.3
|
39
|
|
483
|
275
|
|
200
|
2.01
|
11.3
|
39
|
|
500
|
367
|
|
300
|
1.89
|
12
|
39
|
|
517
|
487
|
|
400
|
1.77
|
13
|
37
|
|
529
|
607
|
|
500
|
1.67
|
13.6
|
35
|
|
554
|
753
|
|
600
|
1.55
|
14.1
|
32
|
|
571
|
870
|
|
700
|
1.37
|
14.4
|
30
|
|
613
|
1065
|
|
800
|
1.27
|
12.5
|
28
|
|
697
|
1125
|
|
900
|
|
13
|
27
|
|
693
|
1150
|
|
T
|
E 10- 5
|
a 10 6
|
l
|
r
|
C
|
R 10 9
|
Технологические свойства материала 08ГДНФЛ
|
Свариваемость:
|
без ограничений.
|
|
Флокеночувствительность:
|
не чувствительна.
|
|
Склонность к отпускной
хрупкости:
|
не склонна.
|
Литейно-технологические свойства материала 08ГДНФЛ.
Линейная усадка, %: 2.1
Обозначения:
Механические свойства:в -
Предел кратковременной прочности, [МПа]T - Предел пропорциональности
(предел текучести для остаточной деформации), [МПа]5 - Относительное
удлинение при разрыве, [%]- Относительное сужение, [%]- Ударная вязкость,
[кДж/м2]- Твердость по Бринеллю, [МПа]
Физические свойства:-
Температура, при которой получены данные свойства, [Град]- Модуль упругости
первого рода, [МПа]- Коэффициент температурного (линейного) расширения (диапазон
20o- T), [1/Град]- Коэффициент теплопроводности (теплоемкость
материала), [Вт/(м·град)]- Плотность материала, [кг/м3]- Удельная
теплоемкость материала (диапазон 20o - T), [Дж/(кг·град)]- Удельное
электросопротивление, [Ом·м]
Свариваемость:
без ограничений - сварка производится без подогрева и
без последующей термообработки
ограниченно свариваемая - сварка возможна при
подогреве до 100-120 град. и последующей термообработке
Трудносвариваемая - для получения качественных сварных соединений
требуются дополнительные операции: подогрев до 200-300 град. при сварке,
термообработка после сварки - отжиг
1.4 Анализ технологичности конструкции детали
По ГОСТ 14205-84 технологичность конструкции изделия - это совокупность
свойств конструкции изделия, определяющих ее приспособленность к достижению
оптимальных затрат при производстве, эксплуатации и ремонте для заданных
показателей качества, объема выпуска, условий выполнения работ. Соответствие
конфигурации детали, узла и машины в целом технологическим требованиям производства
определяет их технологичность.
Отработка конструкции детали на технологичность является одной из
наиболее сложных функций в технологической подготовке производства.
При недостаточно полном и четком выполнении этой функции в промышленности
происходят неоправданные затраты труда, средств, материалов и времени.
Совершенствование конструкции изделия характеризуется его соответствием
современному уровню техники, экономичностью и удобством эксплуатации, а также
тем, в какой мере учтены возможности использования наиболее экономичных и
технологических методов ее изготовления применительно к заданному выпуску и
условиям производства. Конструкцию машины, в которой эти возможности полностью
учтены, называют технологичной.
По качественной оценке технологичность конструкции корпуса удовлетворяет
требованиям по ГОСТу.
Для проведения количественного анализа технологичности конструкции
корпуса, пронумеруем все поверхности детали на чертеже по часовой стрелке,
чтобы идентифицировать обозначение обрабатываемых поверхностей в
технологической документации и заносим в таблицу 1.1.
Таблица 1.1
|
№ п/п
|
№ поверхности
|
Идентичные поверхности
|
Квалитет точности
|
Коэффициент приведения
|
Параметр шероховатости
|
|
1
|
1
|
-
|
11
|
3
|
3,2
|
|
2
|
2
|
-
|
8
|
5
|
1,6
|
|
3
|
3,4,5
|
3
|
14
|
4
|
12,5
|
|
4
|
6,7
|
2
|
14
|
4
|
12,5
|
|
5
|
8
|
-
|
14
|
4
|
3,2
|
|
6
|
9,10,11
|
3
|
14
|
4
|
12,5
|
|
7
|
12
|
-
|
7
|
5
|
12,5
|
|
8
|
13,14,15
|
3
|
14
|
4
|
12,5
|
|
9
|
16,17
|
2
|
14
|
4
|
6,3
|
|
10
|
18,19
|
2
|
14
|
4
|
6,3
|
|
11
|
20,21
|
2
|
14
|
4
|
6,3
|
|
12
|
22,23
|
2
|
14
|
4
|
6,3
|
|
13
|
24
|
-
|
14
|
4
|
12,5
|
|
14
|
25
|
-
|
14
|
4
|
12,5
|
|
15
|
26
|
-
|
14
|
4
|
12,5
|
|
16
|
27
|
-
|
14
|
4
|
12,5
|
|
17
|
28
|
-
|
14
|
4
|
12,5
|
|
18
|
29
|
-
|
14
|
12,5
|
|
19
|
30
|
-
|
14
|
4
|
12,5
|
|
20
|
31
|
-
|
14
|
4
|
12,5
|
Количественную оценку технологичности конструкции корпуса произведем по
следующим показателям.
1. По коэффициенту точности обработки:

где Тср.- средний квалитет точности обработки;
Т- квалитет точности обработки;
n-
число размеров соответствующего квалитета

,93 0,5
0,5
Таким образом, точность изделия - средняя.
2. По коэффициенту шероховатости:

где Raср.- средняя величина коэффициента
приведения;
Ra-
величина коэффициента приведения;
n-
число размеров соответствующего параметра шероховатости


,170,16
Таким
образом, изделие относится к средней сложности.
3. Коэффициент использования материала определяется по формуле:
К =
=
где
Мдет.- масса детали;
Мзаг.-
масса заготовки.
К=72/90=0,8
По
рекомендации ЕСТПП К0,65
Для серийного производства эта величина Ки.м допустима.
Полученные в результате расчетов данные сведем в таблицу1.2.
Таблица 1.2
Количественные показатели корпуса
|
№
|
Наименование детали
|
Расчетная формула
|
Показатель
|
|
|
|
Расчетный
|
Нормальный
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Коэффициент точности
обработки
|
 0,9 0,9
|
0,5
|
|
|
2
|
Коэффициент шероховатости
|
 0,17 0,17
|
0,16
|
|
|
3
|
Коэффициент использования
материала
|
К= 0,8 0,8
|
0,65
|
|
Анализ технологичности конструкции корпуса показал:
. Корпус имеет среднюю точность
2. По коэффициентам количественной оценки корпус относится к
технологическим деталям.
2. Технико-экономические обоснования способа получения
заготовки
Заготовкой согласно ГОСТ 3.1109-82 называется предмет труда, из которого
изменением формы, размеров, свойств поверхности и (или) материала изготавливают
деталь
Основные способы производства заготовок - литье, обработка давлением,
сварка. Способ получения той или иной заготовки зависит от служебного
назначения детали и требований, предъявляемых к ней, от ее конфигурации и
размеров, вида конструкционного материала, типа производства и других факторов.
Заготовкой для корпуса является отливка, из стали.
Выбор метода получения заготовки производится путём сравнения
показателей, главными из которых является себестоимость заготовок, полученными
различными методами (не менее 2) и коэффициент использования материала.
Способ получения заготовок для детали «корпуса нижнего
подшипника»
Годовая программа выпуска - 50 шт.
Определяем четыре основных показателей детали: материал-сталь
конструкционная легированная, для данной марки стали определяем код-2;
серийность производства - 3,4; конструктивная форма - основные признаки детали
в соответствии с чертежом, код - 8; масса заготовки - 72 кг, код - 3.
Рекомендуемые коды вида заготовки: 1- литье в песчано-глинистые формы
Определяем себестоимость изготовления заготовки, в двух вариантах:
Вариант 1. Расчет себестоимости заготовок методом литья.
Вариант 2. Расчет себестоимости заготовок методом штамповки.
Стоимость заготовок, получаемых горячей штамповкой на молотах, определяют
по следующей формуле:
Сзаг
= 
Сi - базовая
стоимость 1т заготовок, тг;
 -
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
металла и объема производства заготовок;
-
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
металла и объема производства заготовок;
Gзаг. - масса заготовки, кг;
Gдет. - масса готовой детали, кг;
Sотх - цена 1т отхода, тг;
Вариант 1. Расчет себестоимости заготовок методом литья
1) Стоимость 1т отливок Сi=
714,9 руб./т
Масса штамповки Gзаг.=
90 кг
Масса детали Gдет.= 72 кг
) Базовая стоимость одной тонны заготовки:
Сi=
Ц1
Сi=
891
)
Стоимость заготовки рассчитываем по формуле:
Сзаг=

Сзаг=( *90*1,165*1,23)-(90-72)
*90*1,165*1,23)-(90-72) = 463,6
руб.=1622,6 тг.
= 463,6
руб.=1622,6 тг.
Вариант 2. Расчет себестоимости заготовок методом штамповки
1) Стоимость 1т штампованных заготовок Сi= 34 руб./т
Масса штамповки Gзаг.
= 90 кг
Масса детали Gдет. = 72 кг
) Базовая стоимость одной тонны заготовки:
Сi=
Ц1
Сi=
542
)
Стоимость заготовки рассчитываем по формуле:
Сзаг
= 
Сзаг
= ( *90*1,3)-(90-72) = 22,07
руб.=77,2 тг.
*90*1,3)-(90-72) = 22,07
руб.=77,2 тг.
Умножая
на переводной коэффициент Sзаг2= 77,2*25 = 1930 тг.
Вывод:
Использование отливки в качестве
заготовки будет экономически выгоднее, чем использование штамповки. Это
объясняется тем, что в штамповке при обработке много материала уйдет в стружку.
Заготовка-отливка будет иметь конфигурацию детали с готовыми основными
отверстиями.
.1
Выбор технологических баз
При выборе базовых поверхностей руководствуются принципами постоянства и
совмещения баз. Принцип постоянства баз состоит в том, что для выполнения всех
операций обработки детали используют одну и ту же базу. Если по характеру
обработки детали это невозможно, то необходимо за базу принимать ту
поверхность, которая определяется наиболее точными размерами, относительно
наиболее ответственной поверхности детали. Принцип совмещения баз состоит в
том, что в качестве технологических базовых поверхностей используются
конструкторские и измерительные базы.
Так как при обработке вала нужно производить его переустановку, на
черновой и чистовых операциях используются разные базовые поверхности. На
чистовых операциях наибольшая точность обработки достигается при использовании
на всех операциях одних и тех же базовых поверхностей.
На черновой фрезерной операции выбираем базовой поверхностью наружную
поверхность поковки, зажимаемую в неподвижном переднем центре с неподвижным
люнетом.
Фрезерная операция, применяющая приспособление, представляющее собой
призму, выполняется с упором в торец. Следующая термическая операция, как и все
после, производят согласно технологическому процессу предприятия на
термообработку. Очистку вала производят согласно технологическому процессу на
очистку.
При токарной обработке используются установочные базы (центровые
отверстия) и необработанная наружная поверхность.
Фрезерование шлицов производят с помощью делительной головки, с
установкой вала в центры с базированием по торцу.
Bыбор
баз - один из наиболее ответственных этапов в проектировании технологических
процессов механической обработки, так как от правильного подхода к решению этой
задачи зависит качество получения готовой детали. При выборе базовых
поверхностей руководствуются принципами постоянства и совмещения баз. Принцип
постоянства баз состоит в том, что для выполнения всех операций обработки
детали используют одну и ту же базу. Если по характеру обработки детали это
невозможно, то необходимо за базу принимать ту поверхность, которая
определяется наиболее точными размерами относительно наиболее ответственной
поверхности детали. Принцип совмещения баз состоит в том, что в качестве
технологических базовых поверхностей используются конструкторские и
измерительные базы.
При выборе черновых базовых поверхностей следует руководствоваться
следующими правилами:
. Черновая база должна обеспечивать устойчивое положение детали в
приспособлении.
. Черновая база поверхности должна занимать четкое положение относительно
других поверхностей.
. У тех деталей, у которых все поверхности подлежат обработке, за
черновые базы принимают поверхности с минимальными припусками.
. Черновые базы должны быть ровными и чистыми.
. У тех деталей, у которых в обработанном виде остаются необработанные
поверхности за черновые базы принимают эти поверхности.
При выборе чистовых базовых поверхностей следует руководствоваться
следующими правилами:
. 3а чистовые поверхности принимают основные поверхности, от которых
заданы основные размеры до других обрабатываемых поверхностей.
. Следует по возможности использовать принцип постоянства баз, т.е. в
качестве установочной базы брать поверхность, которая является измерительной
базой.
. Чистовая база должна быть выбрана так, чтобы в процессе механической
обработки детали не было недопустимых деформаций от сил резания и зажима.
. Выбранная чистовая база должна обеспечивать простою и надежную
конструкцию приспособлений с удобной установкой, креплении и снятии
обрабатываемой детали.
Принцип совмещения баз заключается в том, что в качестве технологических
баз принимают поверхности, которые являются конструкторскими, измерительными
базами. Принцип постоянства баз заключается в том, что для выполнения всех
операций обработки заготовки используются одни и те же технологические базы. На
вертикально-фрезерной операции базой является торец детали. На
программно-комбинированных операциях базами служат торцы и отверстия.
обработка заготовка резание припуск
3. Разработка технологического процесса
Разработка ТП ведётся под серийный тип производства. Основные признаки
серийного типа производства применение станков разных типов; рабочие разной
квалификации; работа проводится на настроенных станках; применяется разметка,
специальные приспособления, номенклатура изделий ограниченна. Обработка
заготовок производится партиями.
.1 Разработка маршрутного технологического процесса
При установлении общей последовательности обработки учитывают следующие
положения:
) каждая последующая операция должна уменьшать погрешности и улучшать
качество поверхности;
) в первую очередь следует обрабатывать поверхность, которая будет
служить технологической базой для последующих операций;
) поверхности, с которых снимается наибольший слой металла, следует
обрабатывать вначале, что позволит своевременно обнаружить возможные внутренние
дефекты заготовки;
) обработка остальных поверхностей ведется в последовательности, обратной
степени их точности: чем точнее должна быть поверхность, тем позже она
обрабатывается.
Необходимо отметить, что последовательность операций, определенная в
заводском технологическом процессе наиболее рациональна, так как сначала
производятся операции, на которых создается чистовая технологическая база; в
зависимости от требуемой точности одни поверхности проходят черновую, чистовую
стадии, другие - чистовую, отделочную.
Технологический маршрутный процесс сборки и
механической обработки корпуса нижнего подшипника ЕИАУ 365319 003
|
АО "Уральский завод
Зенит"
|
Технологический маршрутный
процесс сборки и механической обработки корпуса нижнего подшипника ЕИАУ
365319 003
|
Изменения: 00 Дата:
28.02.2014 Стр 1 из 4
|
|
|
|
|
|
|
|
№ п/п
|
Содержание
|
Инструмент или доп.
информация
|
|
При выполнении механической
обработки соблюдать правила безопасности согласно инструкциям №64,5,6,84.
|
50-3960 резец токарный
подрезной левый
|
|
Контроль операций
производить отделом технического контроля (ОТК) в процессе механической
обработки.
|
|
|
005
|
Заготовительная
|
|
|
Отливка ЕИАУ 365319 003Л.
Отливка ТР1400 ( 90 L=300). Изготовить 2 образца на растяжение по
ГОСТ1497 10. L=55 из отливки TP 1400.
Изготовление производить по техпроцессу механической обработки ОР 00 000
Изготовление 4 приварных ушек. 90 L=300). Изготовить 2 образца на растяжение по
ГОСТ1497 10. L=55 из отливки TP 1400.
Изготовление производить по техпроцессу механической обработки ОР 00 000
Изготовление 4 приварных ушек.
|
|
|
010
|
Токарная
|
|
|
1. Отрезать от отливки ТР
1400 заготовки L=52±1 мм - 4шт.
|
|
|
2. Точить с перекреплением
наружную поверхность 40.
|
|
|
3. Зачистить переходы.
|
Шкурка наждачная
|
|
015
|
Слесарная
|
|
|
1. Разметить деталь согласно
эскизу. Разметить осевую линию на торце детали. 
|
|
|
2. Кернить разметку.
|
|
|
020
|
Фрезерная
|
|
|
Развернуть шпиндель для
получения радиуса.
|
|
|
Фрезеровать с
перекреплением по разметке.
|
|
|
025
|
Фрезерная
|
|
|
Фрезеровать фаски под
сварку последовательно с перекреплением согласно эскизу  *размер 5 по контуру кроме размера 10 *размер 5 по контуру кроме размера 10
|
|
|
030
|
Слесарная
|
|
|
1. Зачистить заусенцы и
перепады после фрезерования.
|
|
|
2. Разметить осевую линию
на наружной поверхности по R20.
|
|
|
3. Сборка корпуса нижнего
подшипника с приварышем.
|
|
|
035
|
Фрезерная
|
|
|
Фрезеровать остатки
прибылей и литников с отливки ЕИАУ 365319 003Л.
|
|
|
040
|
Слесарная
|
|
|
1. азметить осевые линии на
254 и на 452 по
торцам и наружной поверхности.
|
На 250 хорда 175
|
|
2. Снять фаску на 254 под сварку в местах установки приварных ушек h=10
мм, с˂25˚.
|
|
|
045
|
Сборка
|
|
|
1. Установить
последовательно 4 ушка к корпусу нижнего подшипника, совместив осевые линии
корпуса нижнего подшипника с осевыми линиями ушек. Подогнать ушки при
установке.
|
|
|
2. Закрепить под сварку.
|
Струбцины цеховые
|
|
050
|
Сварочная
|
|
|
Прихватить и сварить
установленные детали согласно тех. процессу на сварку.
|
|
|
055
|
Слесарная
|
|
|
Зачистить наплавы и брызги
после сварки.
|
|
|
060
|
Токарная
|
|
|
Закрепить деталь (База - 452).
|
|
|
1. Подрезать торец в размер
370±0,7 (черт. размер 368).
|
|
|
2. Подрезать торец фланца 452 в размер 42±1,2 (черт. размер 35) на длину 36
(30+3 мм припуска) (вид Б.).
|
|
|
3. Точить ˂15˚ с
размера 36 (30+6 мм припуска) на торце фланца сопрягая с R38,
выдерживая R10.
|
|
|
4. Расточить отв. 218+0,5 (черт. 224H11) на глубину 138±0,5 (черт. размер 140)
|
|
|
5. Расточить отв. 202+0,5 (черт. 205H8) на глубину 348±0,7 (черт. размер 350).
|
|
|
6. Расточить фаску 5x45˚
на 218. 
|
|
|
065
|
Токарная
|
|
|
Закрепить деталь (База - 218).
|
|
|
1. Подрезать торец в размер
368±0,7.
|
|
|
2. Расточить отв. 178+0,5 (черт. 180+0,4) на проход.
|
|
|
А. Поджать грибковым
центром.
|
|
|
3. Точить наружную
поверхность фланца до 440f7( ). ).
|
|
|
4. Подрезать торец фланца 440 в размер 36±0,5 (черт. размер 35) до 285.
|
|
|
5. Точить R5
на фланце 440 (см. сечение А-А), выдерживая размер 32. 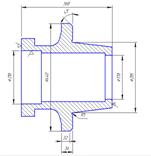
|
|
|
6.Точить фаску 1x45 на
440.
|
|
|
070
|
Токарная
|
|
|
Закрепить за 440f7.
|
|
|
1. Расточить канавку 206+1,15 шириной 8, выдерживая L=18
от торца детали с получением фаски 45˚; R1 max*
(узел Г). *радиус инструмента.
|
Резец ширина в=8 мм
|
|
2.Расточить канавку 188+0,5 (чистовой размер 189,3) шириной 7.5, выдерживая размер 4.5 от канавки
206 мм.
|
|
|
075
|
Токарная
|
|
|
1. Расточить 202 до 205+0,072,
выдерживая размер 26 мм от торца детали (368-350+8).
|
Допускается чистота 3,2 и
на 1шт. дробь
|
|
2. Расточить 178 до 180 , на проход. , на проход.
|
|
|
3. Расточить канавку 188+0,5 до 189,3H14
шириной в=7.5 с R0.5 и R0.2.
|
Резец ширина в=7.5H12
|
|
4. Расточить фаску 1x45˚.
|
|
|
5. Подрезать торец на
фланце 440 в размер 35.
|
|
|
Допуски ⊥ - 0,05 мм; © - 0,03 мм; ↗ (0,05 мм) обеспечиваются тех. процессом.
|
|
|
080
|
Токарная
|
|
|
Закрепить за 440f7, выставить по индикатору.
|
|
|
1. Расточить отв. 218 до 224+0,29
на L=140.
|
|
|
2. Точить фаску 2x45˚
на 440f7
|
|
|
3. Расточить фаску 2x45˚
в отв. 205H8.
|
|
|
085
|
Слесарная
|
|
|
1. Разместить две площадки
с размерами 30 и ˂22˚30‘, выдерживая размер 144 (см. вид Б).
|
|
|
2. Кернить разметку.
|
|
|
3. Разметить и кернить
разметку центров 8 отв. 22 и 8 пазов, выдерживая 32 мм и R25
мм. 22 и 8 пазов, выдерживая 32 мм и R25
мм.
|
|
|
090
|
Фрезерная
|
|
|
Развернуть деталь на 22,5˚
относительно оси. Развернуть головку шпинделя на 45˚. Фрезеровать
последовательно 2 площадки на R38 30x30 как чисто.
|
|
|
095
|
Координатно-расточная
|
|
|
1.Разметить центра 4-х
отверстий под резьбу М16, выдерживая размер 275.
|
|
|
2.Разметить центра 4-х
отверстий 6, выдерживая размер 14,5 (см. вид 3) от 275.
|
|
|
3.Разметить центра 8
отверстий 22, выдерживая размер 380.
|
|
|
4.4 отв. 14,43+0,22 под резьбу M16x1.5,
выдерживая ˂67˚30‘.
|
|
|
100
|
Координатно-расточная
|
|
|
1. Разместить центра двух
отверстий на фрезерованных площадках, выдерживая ˂22,5˚
относительно оси фланца, выдерживая размер 144 мм. Допускается вместо размера
144 мм выполнить размер 154 мм, для пр.0300 зав.№2, остальное по чертежу.
|
|
|
2. Кернить центра
отверстий.
|
|
|
105
|
Координатно-расточная
|
|
|
1. Сверлить последовательно
2 отверстия 8,95+0,2 под резьбу М10x1
на глубину 15 мм (14 мм+1 мм) без учета конуса сверла под углом ˂45˚.
|
|
|
2. Сверлить последовательно
2 отверстия 5 напроход под углом ˂45˚.
|
Сверло 5
|
|
3. Зенкеровать 2 отверстия 20 на глубину 1 мм.
|
Зенкер заточенный под ˂90˚.
|
|
4. Зенкеровать 2 фаски 1x45˚ на 8,95+0,2.
|
|
|
5.Нарезать резьбу М10x1
в двух отверстиях 8,95+0,2 на глубину 9 мм.
|
Метчик
|
|
110
|
Фрезерно-расточная
|
|
|
Фрезеровать 8 пазов по
разметке, выдерживая размеры 32; R25 (см. сечение А-А).
|
|
|
115
|
Координатно-расточная
|
|
|
1. Сверлить 4 отверстия 13,9+0,4 под резьбу M16x2
на глубину 30 мм без учета конуса сверла.
|
|
|
2. Сверлить 4 отверстия 6 по разметке на глубину 8 мм без учета конуса
сверла.
|
|
|
3. Сверлить 8 отверстий 22 напроход по разметке.
|
|
|
А. Сверлить 4 отв. 14,43+0,22.
|
|
|
4. Зенкеровать 2 фаски 2x45˚
в отверстиях 13,9+0,4 и в отверстие14,43+0,22.
|
|
|
5. Нарезать резьбу М16x2
в 4-х отверстиях 13,9+0,4 на глубину 22 мм.
|
|
|
А. Нарезать резьбу М16x1,5
в отверстие14,43+0,22.
|
|
|
6. Зачистить заусенцы в 4-х
отверстиях 6 и в 8 отв. 22 с
двух сторон и в отв. 5
|
|
|
120
|
Слесарная
|
|
|
Зачистить заусенцы.
|
Напильник
|
|
125
|
Дробеструйная
|
|
|
Дробеструить корпус нижнего
подшипника, предварительно закрыв все рабочие поверхности корпуса.
|
|
|
130
|
Малярная
|
|
|
Произвести покрытие в
соответствии с пунктом 4 чертежа.
|
|
4. Pасчет припусков на обработку размеров заготовки
Определение операционный и промежуточных размеров позволяет вести наладку
станков и контроль точности выполняемых операций и переходов. Расчёт
межоперационных размеров обработки можно провести двумя методами:
) Cправочным путем использования таблиц
операционных и промежуточных припусков (среднее значение) и расчета с их
помощью операционных и промежуточных размеров. Этот метод ускоряет процесс
расчета, так как значения припусков не рассчитываются, а берутся готовыми из
таблиц. Однако для массового производства он не всегда приемлем, так как
табличные значения припусков немного завышены и не учитывают конкретных условий
производства.
) Путем расчета значений операционных и промежуточных припусков и
размеров расчетно-аналитическим методом. Этот метод позволяет определять
промежуточные припуски с учетом (различных факторов, влияющих на их значения).
Расчет промежуточных припусков и размеров расчетно-аналитическим методом.
Cоставляем
технологический маршрут обработки:
1. Отверстие Ø440f7
Операция 005 Черновое обтачивание
Операция 010 Чистовое обтачивание
Операция 015 Шлифование черновое
Операция 020 Шлифование чистовое
2. Отверстия Ø205Н8
Операция 005 Сверление
Операция 010 Расстачивание черновое
Операция 015 Шлифование черновое
Операция 015 Шлифование получистовое
Для наглядности и простоты определения промежуточных припусков и
промежуточных размеров составляем таблицу для поверхности Ø440f7:
|
Маршрут обработки
|
Элементы припуска, мкм
|
Расчетный
|
Допуск, мкм
|
Предельные размеры, мм
|
Предельные припуски, мкм
|
|
Rz
|
h
|
  iПрипуск,
2Zmin, мкм iПрипуск,
2Zmin, мкм
|
мин. Размер мм
|
|
dmаx
|
dmin
|
2Zmаx
|
2Zmin
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Литье (отливка)
|
320
|
320
|
566
|
-
|
-
|
442,808
|
1,55
|
444,358
|
442,8
|
-
|
-
|
|
Черновое обтачивание
|
80
|
50
|
34
|
-
|
2412
|
440,408
|
0,97
|
440,4
|
2,98
|
2,4
|
|
Чистовое обтачивание
|
20
|
20
|
1,4
|
-
|
328
|
440,079
|
0,4
|
440,479
|
440,1
|
0,899
|
0,329
|
|
Шлифование черновое
|
10
|
20
|
0
|
-
|
82,8
|
439,997
|
0,155
|
440,152
|
440
|
0,327
|
0,082
|
|
Шлифование чистовое
|
5
|
15
|
-
|
-
|
60
|
439,937
|
0,063
|
440
|
439,9
|
0,152
|
0,06
|
Cуммарное
значение пространственных отклонений после точения:
=  ,
,
где
 - смещение;
- смещение;
 -
удельное значение увода оси отверстия;
-
удельное значение увода оси отверстия;
l - длина
отверстия в мм.
 =266 мкм;
=266 мкм;
=0,05
мм=500 мкм;
Тогда,
= мкм
мкм
Bеличину
остаточных пространственных отклонений рассверливания определяют по уравнению:
 =Кy=0,006*566
= 34 мкм,
=Кy=0,006*566
= 34 мкм,
где
Ку - коэффициент уточнения, равный 0,005
Bеличину
остаточных пространственных отклонений развертывания определяют по уравнению:
=Кy=0,006*34
= 1,4 мкм.
Расчетные
величины отклонений расположения поверхностей заносим в графу 4 табл.
Mинимальные
припуски на диаметральные размеры для каждого перехода рассчитываются по
уравнению:
а)
Черновое обтачивание 2Z = 2(320 + 320 +566 ) = 2412 мкм;
= 2(320 + 320 +566 ) = 2412 мкм;
б)
Чистовое обтачивание 2Z= 2(80+50+34)=328 мкм;
в)
Шлифование черновое 2Z=2(20+20+1,4)=82,8 мкм;
г)
Шлифование чистовое 2Z=2(10+20)=60 мкм.
Pасчетные
значения припусков заносим в графу 6 табл.
Pасчет
наименьших размеров по технологическим переходам начинаем с наименьшего
(наибольшего) размера детали по конструкторскому чертежу и производим по
зависимости di = d
= d + Zi
+ Zi в такой последовательности:
в такой последовательности:
Hаименьшие
расчетные размеры заносим в графу 7 табл., наименьшие предельные размеры
(округленные) - в графу 10 табл.
а)
Шлифование черновое 439,937+0,060=439,997 мм;
б)
Чистовое обтачивание 439,997+0,0828=440,079 мм;
в)
Черновое обтачивание 440,079+0,328=440,408 мм;
г)
Отливка 440,408+2,4=442,808 мм.
Hаибольшие
предельные размеры по переходам рассчитываем по зависимости: di = d + Т в такой последовательности:
в такой последовательности:
а)
Шлифование чистовое 439,937+0,063=440 мм;
б)
Шлифование черновое 439,997+0,155=440,152 мм;
б)
Чистовое обтачивание 440,079+0,4=440,479 мм;
в)
Черновое обтачивание 440,408+0,97=441,378 мм;
д)
Отливка 442,808+1,55=444,358 мм.
Результаты расчетов заносим в графу 9 табл.
Фактические минимальные и максимальные припуски по переходам рассчитываем
в такой последовательности:
|
Mинимальные припуски:
|
Mаксимальные припуски
|
|
440,152-440=0,152 мм;
|
439,997-439,937=0,06 мм;
|
|
440,479-440,152=0,327 мм;
|
440,079-439,997=0,082 мм;
|
|
440,378-440,479=0,899 мм;
|
440,408-440,079=0,329 мм;
|
|
444,358-441,378=2,98 мм
|
442,808-440,408=2,4 мм
|
Pезультаты
расчетов заносим в графы 11 и 12 табл.
Определяем общие припуски: общий наибольший припуск
Z =
=  = 4,358
мм;
= 4,358
мм;
общий
наименьший припуск
Z =
=  =
2,871мм.
=
2,871мм.
Пpавильность
расчетов проверяем по уравнению:
Z- Z =
4,358-2,871= Тзаг - Тдет = 1,55-0,063=1,487мм.
Рассмотрим поверхность Ø205H8:
|
Маршрут обработки
|
Элементы припуска, мкм
|
Расчетный
|
Допуск, мкм
|
Предельные размеры, мм
|
Предельные припуски, мкм
|
|
Rz
|
h
|
iПрипуск,
2Zmin, мкм
|
мин., размер, мм
|
|
dmаx
|
dmin
|
2Zmаx
|
2Zmin
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Литье (отливка)
|
320
|
320
|
566
|
-
|
-
|
207,811
|
1,15
|
208,961
|
207,8
|
-
|
-
|
|
Сверление
|
80
|
50
|
34
|
-
|
2412
|
205,399
|
0,72
|
206,119
|
205,4
|
2,842
|
2,412
|
|
Растачивание черновое
|
20
|
20
|
1,4
|
-
|
328
|
205,071
|
0,46
|
205,531
|
205,1
|
0,588
|
0,328
|
|
Шлифование черновое
|
10
|
20
|
0
|
-
|
82,8
|
204,988
|
0,185
|
205,173
|
205
|
0,358
|
0,083
|
|
Шлифование получистовое
|
5
|
15
|
-
|
-
|
60
|
204,928
|
0,072
|
205
|
204,9
|
0,173
|
0,06
|
Cуммарное
значение пространственных отклонений после сверления:
= ,
где
- смещение;
-
удельное значение увода оси отверстия;
l - длина
отверстия в мм.
=266 мкм;
=0,05
мм=500 мкм;
Тогда,
= мкм
Bеличину
остаточных пространственных отклонений рассверливания определяют по уравнению:
=Кy=0,006*566
= 34 мкм,
где
Ку - коэффициент уточнения, равный 0,005
Bеличину
остаточных пространственных отклонений развертывания определяют по уравнению:
=Кy=0,006*34
= 1,4 мкм,
Расчетные
величины отклонений расположения поверхностей заносим в графу 4 табл.
Mинимальные
припуски на диаметральные размеры для каждого перехода рассчитываются по
уравнению:
а)
Сверление 2Z= 2(320 + 320 +566) = 2412 мкм;
б)
Расстачивание черновое 2Z= 2(80+50+34)=328 мкм;
в)
Шлифование черновое 2Z=2(20+20+1,4)=82,8 мкм;
г)
Шлифование получистовое 2Z=2(10+20)=60 мкм.
Pасчетные
значения припусков заносим в графу 6 табл.
Pасчет
наименьших размеров по технологическим переходам начинаем с наименьшего
(наибольшего) размера детали по конструкторскому чертежу и производим по
зависимости di = d + Zi в такой последовательности:
Hаименьшие
расчетные размеры заносим в графу 7 табл., наименьшие предельные размеры
(округленные) - в графу 10 табл..
а)
Шлифование черновое 204,928+0,060=204,988 мм;
б)
Растачивание черновое 204,988+0,828=205,071 мм;
в)
Сверление 205,071+0,328=205,399 мм;
г)
Отливка 205,399+2,412=207,811 мм.
Hаибольшие
предельные размеры по переходам рассчитываем по зависимости di = d + Т в такой последовательности:
а)
Шлифование получистовое 204,928+0,072=205 мм;
б)
Шлифование черновое 204,988+0,185=205,173 мм;
в)
Растачивание черновое 205,071+0,46=205,531 мм;
г)
Сверление 205,399+0,72=206,119 мм;
д)
Отливка 207,811+1,15=208,961 мм.
Результаты расчетов заносим в графу 9 табл.
Фактические минимальные и максимальные припуски по переходам рассчитываем
в такой последовательности:
|
Mинимальные припуски:
|
Mаксимальные припуски:
|
|
205,173-205= 0,173 мм;
|
204,988-204,928=0,06 мм;
|
|
205,531-205,173=0,358 мм;
|
205,071-204,988=0,083 мм;
|
|
206,119-205,531=0,588 мм;
|
205,399-205,071=0,328 мм;
|
|
208,961-206,119=2,842 мм
|
207,811-205,399=2,412 мм.
|
Pезультаты
расчетов заносим в графы 11 и 12 табл.
Определяем общие припуски: общий наибольший припуск
Z= = 3,961
мм;
общий
наименьший припуск
Z= =
2,883мм.
Пpавильность
расчетов проверяем по уравнению :
Z- Z =
3,961-2,883= Тзаг - Тдет = 1,15-0,072=1,078мм.
5. Расчет режимов резания и
нормирование технологических операций
При этом наиболее выгодными считаются такие режимы
обработки, которые обеспечивают наименьшую себестоимость механической обработки
при удовлетворении всех требований к качеству продукции и производительности
обработки.
В
общем случае необходимо соблюдать определенную последовательность назначения
режимов резания  , которая включает следующие этапы:
, которая включает следующие этапы:
Выбор
глубины резания t (мм) по условию удаления припуска под обработку за
один рабочий ход, но в зависимости от требований по точности и шероховатости,
предъявляемых к обработанной поверхности, припуск разделяют по стадиям
обработки: предварительная, окончательная и отделочная.
Наружная
поверхность Ø440f7
1. Исходные данные
1) Заготовка - отливка;
) Предел прочности стали Gп=700Мпа;
) Общий припуск на обработку (на диаметр) h=4,4 мм;
) Диаметр заготовки D=444,4 мм;
) Диаметр детали (после обработки) d=440 мм;
) Длина обрабатываемой детали l=35 мм;
) Требуемая шероховатость Ra=3,2 мкм;
) Станок 16К20.
. Расчет режимов резания
) По чертежу определяем глубину резания
t=h/2=(D-d)/2=4,4/2=2,2мм;
2)
По справочным данным выбираем подачу для чернового точения  =1,1-1,4 мм/об, принимаем S = 1,2 мм/об
=1,1-1,4 мм/об, принимаем S = 1,2 мм/об
.
Определение скорости резания V(м/мин) с учетом выбранных  свойств обрабатываемого и режущего материалов,
геометрии и стойкости инструмента по эмпирическим зависимоcтям,
имеющим общий вид
свойств обрабатываемого и режущего материалов,
геометрии и стойкости инструмента по эмпирическим зависимоcтям,
имеющим общий вид

где Сv, т, х, у - коэффициенты, учитывающие вид обработки;
Т - период стойкости инструмента, мин;
kv- коэффициент, учитывающий конкретные
условия обработки, точение черновое

 коэффициент,
учитывающий влияние материала заготовки. = 1,07
коэффициент,
учитывающий влияние материала заготовки. = 1,07
 -
коэффициент, учитывающий, состояние поверхности. = 0,8
-
коэффициент, учитывающий, состояние поверхности. = 0,8
 -
коэффициент, учитывающий, материал инструмента. = 0,65, подрезание торца
черновое.
-
коэффициент, учитывающий, материал инструмента. = 0,65, подрезание торца
черновое.
Kv=
1,07*0,8*0,65*0,9=0,5
где Cv = 340 - постоянный коэффициент,= 0,15 - показатель степени при
глубине резания,= 0,45 - показатель степени при подаче,= 0,2 - показатель
степени при стойкости инструмента,= 60 мин. - период стойкости резца из
твердого сплава,
По формуле (1) вычисляется скорость резания для чернового точения:

.
Определение частоты вращения  (мин-1)
либо числа двойных ходов заготовки или инструмента.
(мин-1)
либо числа двойных ходов заготовки или инструмента.
Число оборотов рассчитывается по формуле:
n
= 
где
D = 444,4мм - диаметр обрабатываемой поверхности;= 
Принимается
число оборотов шпинделя n = 40 об/мин.
.
Фактическая скорость резания определяется по формуле:
Vф=πDn=
3,14*444,4*40=55816,7мм/мин= 55,81 м/мин
Сила резания Pz рассчитывается по формуле:
Pz=10Cp*txsyVnkp
где Cp = 300 - постоянный коэффициент,= 1 - показатель степени при
глубине резания,= 0,75 - показатель степени при подаче;= -0,15 - показатель
степени при скорости резания- поправочный коэффициент, учитывающий условия
резания, определяется по формуле:
Kp = Kmp*Kup*Kуp*Kлp*Krp.
где Kmp = 0,88 - коэффициент, учитывающий влияние материала детали на
силовые зависимости, /1/;, Kуp, Kлp, Krp - коэффициенты, учитывающие влияние
параметров режущей части инструмента на силу резания, Kup = 1; Kуp = 0,89; Kлp
= 1; Krp = 1= 0,88*0,89*1*1*1 = 0,783.
По формуле вычисляется сила резания:
Pz=10Cp*txsyVnkp= 10*300*2,21*1,20,75*55,81-0,15*0,783=10,83кН
Мощность резания определяется по формуле:
N= = 0,09 кВт
= 0,09 кВт
.
Основное время перехода рассчитывается по формуле:
=

где
s = 1,2 мм/об - рабочая подача инструмента;= 40 об/мин - частота вращения
шпинделя;- длина пути обработки, мм.= 35 мм.
По
формуле вычисляется основное технологическое время токарной операции:= =0,73мин
=0,73мин
Внутренняя поверхность Ø205H8
. Исходные данные
) Заготовка - отливка;
) Предел прочности стали Gп=700Мпа;
) Общий припуск на обработку (на диаметр) h=3,9 мм;
) Диаметр заготовки D=208,9 мм;
) Диаметр детали (после обработки) d=205 мм;
) Длина обрабатываемой детали l=207 мм;
) Требуемая шероховатость Ra=1,6 мкм;
) Станок 16К20.
. Расчет режимов резания
) По чертежу определяем глубину резания
t=h/2=(D-d)/2=3,9/2=1,95мм;
2)
По справочным данным выбираем подачу для чернового точения =0,4-0,7 мм/об, принимаем S = 0,7 мм/об
.
Определение скорости резания V(м/мин) с учетом выбранных свойств обрабатываемого и режущего материалов,
геометрии и стойкости инструмента по эмпирическим зависимоcтям,
имеющим общий вид
где Сv, т, х, у - коэффициенты, учитывающие вид обработки;
Т - период стойкости инструмента, мин;
kv-
коэффициент, учитывающий конкретные условия обработки, точение черновое.
коэффициент,
учитывающий влияние материала заготовки. = 1,07
-
коэффициент, учитывающий, состояние поверхности. = 0,8
-
коэффициент, учитывающий, материал инструмента. = 0,65, подрезание торца
черновое.
Kv=
1,07*0,8*0,65*0,9=0,5
где Cv = 340 - постоянный коэффициент,= 0,15 - показатель степени при
глубине резания,= 0,45 - показатель степени при подаче,= 0,2 - показатель
степени при стойкости инструмента,= 90 мин. - период стойкости резца из
твердого сплава.
По формуле (1) вычисляется скорость резания для чернового точения:

.
Определение частоты вращения (мин-1)
либо числа двойных ходов заготовки или инструмента.
Число оборотов рассчитывается по формуле:
n
=
где
D = 208,9мм - диаметр обрабатываемой поверхности;= 
Принимается
число оборотов шпинделя n = 100 об/мин.
.
Фактическая скорость резания определяется по формуле:
Vф=πDn=
3,14*208,9*100=65594,6мм/мин= 65,59 м/мин
Сила резания Pz рассчитывается по формуле:
Pz=10Cp*txsyVnkp
где Cp = 300 - постоянный коэффициент,= 1 - показатель степени при
глубине резания,= 0,75 - показатель степени при подаче;= -0,15 - показатель
степени при скорости резания- поправочный коэффициент, учитывающий условия
резания, определяется по формуле:
Kp = Kmp*Kup*Kуp*Kлp*Krp,
где Kmp = 0,88 - коэффициент, учитывающий влияние материала детали на
силовые зависимости, /1/;, Kуp, Kлp, Krp - коэффициенты, учитывающие влияние
параметров режущей части инструмента на силу резания, Kup = 1; Kуp = 0,89; Kлp
= 1; Krp = 1= 0,88*0,89*1*1*1 = 0,783.
По формуле вычисляется сила резания:
Pz=10Cp*txsyVnkp= 10*300*1,951*0,70,75*65,59-0,15*0,783=6,56кН
Мощность резания определяется по формуле:
N= = 0,07 кВт
= 0,07 кВт
.
Основное время перехода рассчитывается по формуле:
=
где
s = 0,7 мм/об - рабочая подача инструмента;= 100 об/мин - частота вращения
шпинделя;- длина пути обработки, мм.= 207 мм.
По
формуле вычисляется основное технологическое время токарной операции:= =2,95мин
=2,95мин
Вывод: по паспортным данным мощность
токарно-винторезного станка модели 16К20 подходит для черновой и чистовой
обработки данной поверхности.
Список литературы
1.
Методические указания “Расчетно-аналитический метод определения припусков на
механическую обработку”.
. Справочник
металлиста. В 5т. Под редакцией А.Н. Малова. М.
. Справочник
технолога машиностроителя. В двух томах. Издание 3-е., переработанное. Под
редакцией А.Н. Малова. М.: Машиностроение, 1972
.
Методическое указание “технико-экономическое сравнение вариантов операции
технологического процесса механической обработки”.
. Ящерицин
П.И. Основы резания материалов и режущий инструмент. Минск, Высшая школа, 1975
.
Методические указания “Расчет конструкции на технологичность”.
. Миллер Э.Э.
Техническое нормирование труда в машиностроении. Учебное пособие для
техникумов. Издание 3-е., М.: Машиностроение, 1972
. Справочник
инструментальщика. Под общ. ред. И.А. Ординарцева, 1987
.
Методические указания “Опытно-статических метод определения припусков на
механическую обработку”.
. ГОСТ
12.1.029-80 «ССБТ. Средства и методы защиты от шума»;
.
ГОСТ12.1.012-90 «ССБТ. Вибрационная безопасность. Общие требования»;
.
Методические указания по нормированию станочных операций в серийном
производстве.
.
Проектирование автоматизированных участков и цехов; под редакцией Ю.М.
Соломенцева Изд. 2 , Москва Высшая школа,2000 г.
. Краткий
справочник технолога машиностроителя. А.Н. Балабанов, Москва Издательство
стандартов ,1991 Андреев Г.Н., Новиков В.Ю.,
. Мельников
Г.Н., Вороненко В.П. Проектирование механосборочных цехов. М.: Машиностроение,
1990.2г.
. Червотокин
В.А., Марнопольский П.С., Капульник С.И. "Технико-экономическое сравнение
вариантов операций технологического процесса механической обработки". 1980
г.
. Горошкин
А.К. "Приспособления для металлорежущих станков", Москва:
Машиностроение, 1979 г.
. Горохов
А.В. "Проектирование и расчет приспособлений", Минск: Высшая школа,
1986 г.
. Корсаков B.C."Основы конструирования приспособления", Москва:
Машиностроение, 1983 г.
.
"Допуски и посадки", справочник в 2-х частях. Под редакцией Мягкова
В.Д. Ленинград: Машиностроение, 1983 г.
.
Технологичность конструкции изделий, справочник. Амирова Ю.Д., Москва:
Машиностроение, 1985 г.
.
Расчётно-аналитический метод определения припусков на механическую обработку:
Методические указания, М.Р. Бессер, В.А. Червоткин. 1984.
. Расчёты
экономической эффективности новой техники: Справочник К.М. Великанова.
Машиностроение, 1990.
. Червоткин
В.А., Капульник С.И. Технико-экономическое сравнение вариантов операций ТП
механической обработки. 1980 г.
. Обработка
металлов давлением: Справочник технолога. А.А. Панов, В.В. Аникин, Н.Г. Бойм.
М.: Машиностроение, 1988.