Алгоритм создания базы данных 'Значения коэффициента и показателей степени в формулах мощности при шлифовании'
Курсовая работа
Алгоритм создания базы данных
«Значения коэффициента и показателей степени в формулах мощности при
шлифовании»
Введение
Приведенные ниже краткие данные по назначению режимов резания разработаны
с использованием официальных изданий по режимам резания инструментами из
быстрорежущей стали и из твердого сплава. Они рассчитаны на применение
инструментов с оптимальными значениями геометрических параметров режущей части,
с режущими элементами из твердого сплава, заточенными алмазными кругами, а из
быстрорежущей стали - кругами из эльбора. При назначении элементов режимов
резания учитывают характер обработки, тип и размеры инструмента, материал его
режущей части, материал и состояние заготовки, тип и состояние оборудования.
Элементы режима резания обычно устанавливают в порядке, указанном ниже:
Глубина резания t: при черновой (предварительной) обработке назначают по
возможности максимальную t, равную всему припуску на обработку или большей
части его, при чистовой (окончательной) обработке - в зависимости от требований
точности размеров и шероховатости обработанной поверхности. Подача s: при
черновой обработке выбирают максимально возможную подачу, исходя из жесткости и
прочности системы СПИД, мощности привода станка, прочности твердосплавной
пластинки и других ограничивающих факторов; при чистовой обработке - в
зависимости от требуемой степени точности и шероховатости обработанной
поверхности:
Скорость резания v рассчитывают по эмпирическим формулам, установленным
для каждого вида обработки, которые имеют общий вид:
тб = Сv/Тmtхsу (1)
Значения коэффициента Сv и показателей степени, содержащихся в этих
формулах, так же как и периода стойкости Т инструмента, применяемого для
данного вида обработки, приведены в таблицах для каждого вида обработки.
Вычисленная с использованием табличных данных скорость резания vтб учитывает
конкретные значения глубины резания t, подачи s и стойкости Т и действительна
при определенных табличных значениях ряда других факторов. Поэтому для
получения действительного значения скорости резания о, с учетом конкретных
значений упомянутых факторов вводится поправочный коэффициент Kv. Тогда
действительная скорость резания v = vтбКv, где Kv - произведение ряда
коэффициентов. Важнейшими из них, общими для различных видов обработки,
являются:
Кmv - коэффициент, учитывающий качество обрабатываемого материала;Кпv -
коэффициент, отражающий состояние поверхности заготовки; Киv - коэффициент,
учитывающий качество материала инструмента.
Стойкость Т- период работы инструмента до затупления, приводимый для
различных видов обработки, соответствует условиям одноинструментной обработки.
При многоинструментной обработке период стойкости Т следует увеличивать. Он
зависит прежде всего от числа одновременно работающих инструментов, отношения
времени резания к времени рабочего хода, материала инструмента, вида
оборудования. При многостаночном обслуживании период стойкости Т также
необходимо увеличивать с возрастанием числа обслуживаемых станков.
В обычных случаях расчет точного значения периода стойкости громоздкий.
Поэтому ориентировочно можно считать, что период стойкости при
многоинструментной обработке
Тми = ТКТи, (2)
а при многостаночном обслуживании
Тмс = ТКТс (3)
где Т - стойкость лимитирующего инструмента; KТи - коэффициент изменения
периода стойкости при многоинструментной обработке ; КТс - коэффициент
изменения периода стойкости при многостаночном обслуживании .Сила резания. Под
силой резания обычно подразумевают ее главную составляющую Pz, определяющую
расходуемую на резание мощность Ne и крутящий момент на шпинделе станка.
Силовые зависимости рассчитывают по эмпирическим формулам, значения
коэффициентов и показателей степени в которых для различных видов обработки
приведены в соответствующих таблицах.
Рассчитанные с использованием табличных данных силовые зависимости
учитывают конкретные технологические параметры (глубину резания, подачу, ширину
фрезерования и др.) и действительны при определенных значениях ряда других
факторов. Их значения, соответствующие фактическим условиям резания, получают
умножением на коэффициент Кр - общий поправочный коэффициент, учитывающий
измененные по сравнению с табличными условия резания, представляющий собой
произведение из ряда коэффициентов. Важнейшим из них является коэффициент Кмр,
учитывающий качество обрабатываемого материала, значения которого для стали и
чугуна приведены, как и для медных и алюминиевых сплавов в таблице 1.
. Техническое задание
Основная таблица:
Значения (код, код шлифования, дополнения, код обраб_материала, код зернистости,
код твердости, коэффициент CN, показатель степени r, показатель степени x,
показатель степени y, показатель степени q, показатель степени z).
Вспомогательные таблицы:
Таблица 1 - Значения коэффициента и показателей степени в формулах
мощности при шлифовании

Обрабатываемый материал (код обрабатываемого материала, обозначение,
материал);
Зернистость (код зернистости, значение);
Твердость (код твердости, обозначение, значение твердости).
1. Описание практической части
Цель задания: Создать базу данных с помощью Microsoft Access: «Значения коэффициента и показателей степени в
формулах мощности при шлифовании»
1 этап. Создание таблиц
1.Создание вспомогательных таблиц
Для создания бд необходимо сначала создать 4 Вспомогательных таблицы.
Были созданы вспомогательные: Шлифование,Обрабатываемый
материал,Зернистость,Твердость, а затем и основная таблица(Значения) в режиме
конструктора. Таблица Шлифование В таблицах отмечены ключевые слова, ключевые
поля, а так же в общих свойствах поля задана длина (размер) поля,
соответствующая данным этого поля.. Ключевое поле в этой таблице - код
шлифования и ему задан числовой тип данных, так же присутствует поле -
шлифование ему задан текстовый тип данных в соответствии с рисунком 1.

Рисунок 1.- Таблица Шлифование в режиме конструктора
После создания были внесены данные во все вспомогательные таблицы.
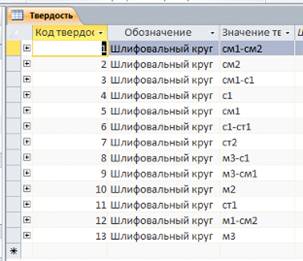
Рисунок 2 - Создание таблицы Обрабатываемый материал
2. Создание основной таблицы

Рисунок 3 - Создание основной таблицы
Основная таблица была создана так же, как и вспомогательные, с помощью
конструктора. При ее создании обязательным является использование обычных полей
с соответствующим значением полей со списком для ссылок на объекты, коды
которых образуют ключевые поля вспомогательных таблиц: Шлифование,
Обрабатываемый материал, Зернистость, Твердость. После создания таблиц нужно
создать схему данных.
После создания осн табл был произведен ввод данных.
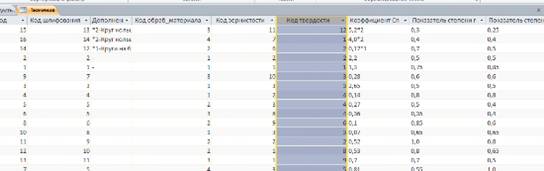
Рисунок 4
этап. Создание схемы данных
В диалоговом окне выбраны таблицы, необходимые для включения в схему
данных. Установлены необходимые связи между таблицами, а также контроль
ссылочной целостности. Таблицы связаны по определенным полям: Код зернистости,
Код обрабатываемого материала, Код шлифования, Код твердости, в соответствии с
рисунком 5.

Рисунок 5 - Схема данных
3 этап. Создание формы
Форма создана в режиме Мастера форм по основной таблице.
Для более удобного просмотра данных записей, в форму кроме кодов в виде
полей со списками, включены значения в соответствии с рисунком 6
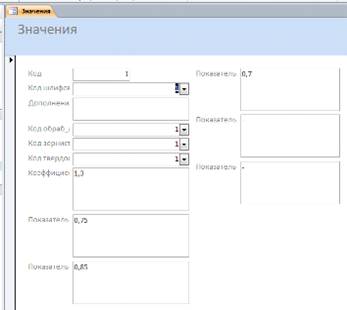
Рисунок 6 - Форма БД
4 этап. Создание запросов
Запросы создаются с целью отбора данных из таблиц по некоторым критериям.
Запросы были созданы с помощью мастера, выбирались поля таблиц, которые должны
быть видны в результате запроса. Затем в режиме конструктора в запросе был
указан параметр для создания условия отбора данных. (в соответствии с рисунком
7; 8; 9)

Рисунок 7 -Запрос с отбором данных
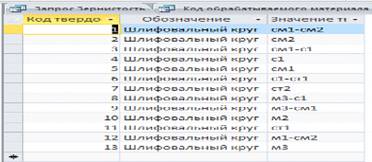
Рисунок 8 - Запрос с отбором данных
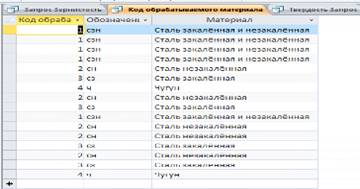
Рисунок 9 - Запрос с отбором данных
Результаты запроса удобно использовать в качестве источника информации
для составления отчета.
5 этап. Создание отчетов
В созданной базе данных созданы отчеты по спроектированным запросам, а
также сводный отчет по всем таблицам. Отчет был создан с помощью мастера
отчетов, а потом отредактирован его в режиме конструктора. Отчет содержит
группировки данных (итоговых строк не имеет). в соответствии с рисунком 10.
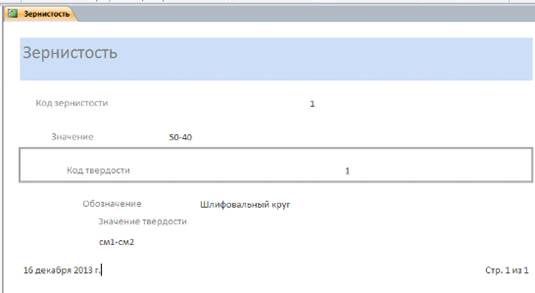
Рисунок 10 - Отчет по зернистости
таблица запрос отчет access
При создании, я доказал важность программы Microsoft Access. Microsoft
Access предоставляет доступ ко всем сведениям из одного файла базы данных. В
этом файле используются следующие объекты:
таблицы для сохранения данных;
запросы для поиска и извлечения только требуемых данных;
формы для просмотра, добавления и изменения данных в таблицах;
отчеты для анализа и печати данных в определенном формате.
В данной курсовой работе была разработана база данных «Значения
коэффициента и показателей степени в формулах мощности при шлифовании».
С помощью приложения Microsoft Access 2010 была
сделана база данных, в которой любое значение можно найти сделав запрос (см.
рисунок 9), либо просмотрев вспомогательные таблицы. Можно печатать отчеты,
которые были легко создан с помощью мастера отчетов. Таким образом, база данных
созданная с помощью приложения Microsoft Access 2010
упрощает работу с данными и экономит время.
Список литературы
1. Справочник технолога машиностроителя в двух томах А.Г.
Косилова и Р.К. Мещерякова Москва 2009г
. Ломтадзе В.В., Шишкина Л.П. Практическая информатика. -
Иркутск: изд-во ИрГТУ. - 2012. - 200 с.
3. Бояринцева Т.П., Воропаева Е.Ф., Дмитриенко Т.А., Шишкина
Л.П. Лабораторный практикум по информатике. Расширенные возможности Excel. - Иркутск: изд-во ИрГТУ. - 2009. -
71 с.