Ремонт холодильного обладнання
Ремонт
холодильного обладнання
ЗМІСТ
Вступ
Розділ 1. Призначення та використання спеціалізованих
підприємств з ремонту холодильного обладнання
.1 Основні задачі та функції спеціалізованого
підприємства з ремонту холодильного обладнання
.2 Будова сучасного спеціалізованого
підприємства з ремонту холодильного обладнання
.3 Прилади та устаткування для ремонту
холодильного обладнання
.4 Документація майстерні
Розділ 2. Технічна характеристика
приладів для зберігання і замороження продуктів
.1 Конструктивні особливості
холодильників
.2 Технічні показники побутових
холодильників
.3 Дизайн сучасних холодильників
.4 Холодильні агенти
2.5 Будова холодильників
2.5.1 Будова холодильної шафи
2.5.2 Двері-ущільнювачі
2.5.3 Агрегати компресійних
холодильників
.5.4 Конденсатори і випарники
компресійних холодильників
.5.5 Дроселюючи пристрої компресійних
холодильників
.5.6 Електродвигуни
.5.7 Електричне устаткування
холодильників
Розділ 3. Ремонт холодильного обладнання
3.1 Дефектація. Виявлення
несправностей, складання відомості дефектів
.2 Розбирання холодильника. Демонтаж
складових частин холодильника
3.3 Ремонт холодильника
3.4 Дефекти і причини виникнення
.5 Випробовування після ремонту
Розділ 5. Охорона праці під час
технічного обслуговування та ремонту холодильного обладнання
.1 Фізико-хімічні та фізіологічні
властивості холодильних агентів і холодоносіїв
.2 Організаційні заходи з охорони
праці під час експлуатації холодильних установок
.3 Вимоги охорони праці при
проектуванні холодильних установок
.4 Автоматичний захист холодильних
установок
.5 Захисні засоби від ураження
холодильними агентами та правила користування ними
.6 Організаційні заходи при
підготовці холодильного обладнання до ремонту
5.7 Протипожежний захист
5.8 Перша допомога при ураженні холодильними
агентами
Висновки
Література
Додатки
ВСТУП
Для зберігання їжі люди з
давніх-давен використовували холод. Щоб створити штучну «зиму», наші предки
застосовували сніг та кригу, а самі продукти змішували з сіллю, заливали медом,
густою сметаною чи обмазували воском. До речі, такими ж методами і досі іноді
користуються сільські жителі та дачники.
В 1875 році швейцарський винахідник
Карл Лінде побудував першу практично придатну холодильну машину, в якій холод
отримували за допомогою компресора. У 1877 році Лінд використав аміак як рідину
у своєму винаході, звідси пішла історія холодильника.
Але все ж таки на початку ХХ століття
холодильник був ще далеко не мініатюрним. Компресор мав приводні ремені,
створював багато шуму; через витік газу - тоді це були аміак і сірчаний
ангідрид - в кухні стояв неприємний запах. Машину періодично під заряджали,
міняли ремні, змащували.
Перший домашній холодильник без
компресора - абсорбційний - був винайдений у Швеції, Мунтерсом і Платтеном в
1927 році. Це був прадід холодильника марки "Север". З тих пір
почалась відчайдушна конкуренція між компресійним і абсорбційним
холодильниками, яка закінчилась перемогою компресійних апаратів.
Останніми роками у виробництві
холодильників відбувається заміна застарілих моделей новими. Основні риси нових
моделей: суто прямокутна форма шафи; використовування панелі дверей для
укладання продуктів; магнітна вставка в ущільнювачі дверного отвору;
високоякісна ізоляція бічних стінок, що поліпшує зовнішній вигляд і зменшує
ширину шафи; посилена товщина ізоляції задньої стінки і дна холодильника.
На сьогоднішній час, пройшовши далеку
дорогу історії холодильники вдосконалюються, вносяться нові корективи у будову,
але принцип дії залишається незмінним. Вони ростуть у висоту, в ширину, їм
вносять нові сучасні розробки передових технологій, це є те головне що
відрізняє холодильник минулого від холодильників сьогоднішнього дня. Наявність
електронного управління, яке легке у використанні, наглядне і точне управління
температурою в морозильному і холодильному відділеннях, гарантує бездоганне
підтримання вибраного режиму роботи, і це все уже стає не просто холодильна
машина, а цілий комплекс, який виконує усе щоб догодити своєму власнику.
Всю холодильну техніку, яка поступає
на ринки України, умовно можна розділити на три великі групи: європейську,
азіатську і американську, кожна з яких має свої характерні риси як у
зовнішньому, так і внутрішньому оформленні.
Холодильники і морозильники «Норд»
прийшли на український ринок на зміну добре зарекомендованих холодильників
«Донбас» і «Дніпро». Якість холодильної техніки «Норд» підтверджено
сертифікатами України, Росії, а також Німеччини, Данії. Холодильна техніка
«Норд» - це продукція економ класу «А і В» і за ціною доступна практично
кожному споживачу. Для покращання якості холодильників і створення нових
холодильних приладів на заводі залучили технології Італії, Швейцарії (Afros
Spa, Canon, Galileo TP, Electlux), що вивело виробництво на світовий рівень.
Виконуючи рішення Монреальського протоколу, підприємство перейшло на
застосування у виробництві озононеруйнуючих холодоагентів R-600 і R-134A, а для
спінення пінополіуретанової ізоляції використовують циклопентан R-600
(ізобутан), що прийшов на заміну фреонам, має більш високий холодильний
коефіцієнт, що знижує навантаження на компресор і як результат - зменшення
енергоспоживання (»30%), зниження рівня шуму, підвищення надійності і терміну
служби компресора та холодильника в цілому. Компресор, який використовується в
новій холодильній техніці «Норд», сконструйований італійською фірмою BONO, а
також закуповується у фірмі Electlux. Моделі холодильників «Норд» мають
сучасний вигляд, завдяки компресорам Electlux і BONO працюють практично
безшумно, значно покращились їх споживні властивості.
Зараз асортиментний ряд холодильної
апаратури «Норд» нараховує 27 моделей загальним об'ємом 100-370 л. У цьому ряді
є і компактні однокамерні холодильники ДХ-224, ДХ-431 з невеликими морозильними
камерами, і великі двокамерні холодильники ДХМ-188-7, ДХМ-183-7, і морозильники
різних об'ємів.
Морозильна камера розміщується внизу
«Bottom Mount», або наверху «Top Mount», вони мають один або два компресори.
Нові холодильники великого об'єму
укомплектовані двома компресорами. У таких моделях температура в морозильній і
холодильній камерах регулюється незалежно. Працюють обидві камери автономно і,
таким чином, одну з них при необхідності можна від'єднати.
Внутрішня комплектація холодильників
«Норд» виконана з високоякісного полістиролу фірми BASF (Німеччина) і LQKI
(Хорватія). Холодильники комплектуються прозорим або непрозорим посудом,
полицями з удароміцного скла або решітками, які витримують навантаження до 25
кг.
Холодильна техніка нового покоління
оснащена світловою індикацією ввімкнення холодильника в мережу, а якщо
холодильник оснащений двома компресорами, то є індикація ввімкнення холодильної
і окремо морозильної камер, світлова і звукова сигналізація відкритих понад 30
сек дверей, світлова індикація режиму заморожування і високої температури в
морозильній камері.
Регулювання температури може
здійснюватись без відкривання дверей.
Особливу увагу компанія «Норд»
приділяє гамі кольорів для холодильника. Крім білого кольору випускаються
холодильники сірі, персикові, салатові, біло-сріблясті, чорно-сріблясті.
Звичайно, як і інша побутова техніка,
деякі деталі від холодильного обладнання ламаються, зношуються, і через це
потребують ремонту. Відновлення холодильних агрегатів знижує потребу
встановлення нових агрегатів, дає змогу створити обмінний фонд, що в свою чергу
скорочує терміни ремонту та знижує його вартість. Тому на сучасному етапі
розвитку нашого суспільства актуальним стало створення спеціалізованого
підприємства з ремонту холодильного обладнання. Такі підприємства оснащують
сучасним обладнанням та стендами, що сприяє підвищенню продуктивності праці,
покращенню якості ремонту.
Крім того такі підприємства є
вигідними з економічної точки зору, адже власник, який розумно, правильно і
раціонально використовує необхідне обладнання, може заробити певну суму грошей,
і таким чином повернути затрачені кошти на закупівлю обладнання.
Отже, зважаючи на актуальність даної проблеми, ми обрали
наступну тему дипломної роботи: “Організація спеціалізованого підприємства з
ремонту холодильного обладнання”.
Об’єкт дослідження - холодильне обладнання.
Предмет дослідження - спеціалізоване підприємство з ремонту
холодильного обладнання.
Структура дипломної роботи Дипломна робота складається із
вступу, технологічної, економічної та графічної частин, наукової організації
праці та охорони навколишнього середовища, висновків, літератури та додатків.
РОЗДІЛ 1.
Призначення та використання спеціалізованих підприємств з ремонту холодильного
обладнання
.1 Основні
задачі та функції спеціалізованого підприємства з ремонту холодильного
обладнання
Основними задачами підприємства з
ремонту холодильного обладнання є своєчасно і якісно проводити технічне
обслуговування продукції та іншої складної побутової техніки, яке містить у
собі комплекс організаційно-технічних заходів, спрямованих на забезпечення
експлуатаційної надійності побутових приладів на протязі всього строку служби
їх у споживача, проведення своєчасного і якісного ремонту у разі виникнення
відмов у роботі побутових приладів в гарантійний та післягарантійний періоди
їхньої експлуатації.
Функції підприємства слідуючі:
. Якісне технічне обслуговування
холодильного обладнання та інших виробів складної побутової техніки.
. Ремонт холодильного обладнання, що
вийшло з ладу у гарантійний період, у найкоротші строки, але не пізніше, ніж за
14 діб з моменту прийому заявки.
. Передторгівельне обслуговування
холодильного обладнання.
. Виявлення випадків порушення
технології ремонту холодильного обладнання, встановлення причин і прийняття
заходів до їх усунення.
. Забезпечення раціонального
витрачання запасних частин, використання їх за призначенням.
. Планування підвищення якості
послуг.
. Розробка прогресивних методів
ремонту холодильного обладнання.
. Виконання наказів і розпоряджень
вищестоящого керівництва.
. Збір інформації про характерні
дефекти продукції, подання аналізу і висновків, своїх пропозицій щодо
поліпшення якості виробів заводам-виробникам.
. Оформлення заявок на необхідні
запасні частини для гарантійного і післягарантійного ремонту холодильного
обладнання на наступний місяць, але не пізніше 10-го числа поточного місяця.
. Подання звітності про виконані
ремонти, використання запчастин, допоміжних матеріалів.
1.2 Будова
сучасного спеціалізованого підприємства з ремонту холодильного обладнання
Відновлення холодильних агрегатів
знижує потребу встановлення нових агрегатів, дає змогу створити обмінний фонд,
що в свою чергу скорочує терміни ремонту та знижує його вартість. Тому
актуальним стало створення спеціалізованого підприємства з ремонту холодильного
обладнання. Такі підприємства оснащують сучасним обладнанням та стендами, що
сприяє підвищенню продуктивності праці, покращенню якості ремонту.
Підприємство з ремонту холодильного
обладнання складається з основних виробничих ділянок і включає перелік
обладнання та виробничих операцій. Крім цього, в технологічному процесі
визначені основні параметри (час, температура, тиск, вологість та ін.),
дотримання яких необхідне при виконанні виробних операцій.
Будову підприємства з ремонту
холодильного обладнання показано в додатку 1.
Перелік операцій, які виконуються на
кожному робочому місці по складанню холодильних агрегатів наведено в таблиці
1.1.
Якщо обсяг робіт невеликий, для
кожного робітника передбачається відповідний комплекс операцій з таким
розрахунком, щоб він був завантажений протягом робочого дня.
Найвища спеціалізація передбачена на
ділянці зварювання агрегату, оскільки ця операція найвідповідальніша. Найменші
порушення в роботі можуть призвести до протікання холодильного агента. Таким
чином, закріплення за зварником виконання певних операцій різко підвищить надійність
відремонтованих агрегатів. Число зварників і розподілення між ними зварювальних
операцій залежать від обсягу робіт.
Агрегати зварюють на підвісному
конвеєрі, який утримується електровантажопересувачем під час операції.
Мотор-компресори ремонтують у
відділеннях ремонту мотор-компресорів.
Таблиця 1.1.
Перелік операцій, що виконуються на
кожному робочому місці по складанню холодильних агрегатів
|
Робоче місце
|
Операції, які
виконуються на робочому місці
|
|
Дефектація
|
Демонтаж приладів
автоматики, визначення несправностей, випускання холодоагента, зливання
мастила, складання дефектної відомості
|
|
Підготовка та
комплектація
|
Розпаювання
дефектних деталей, продування випарника для усунення з нього мастила,
зчищення відпаяних кінців трубопроводу, комплектація агрегату, просушування
окремих деталей
|
|
Зварювання
агрегатів
|
Регенерація
цеолітових осушувальних патронів, продування сухим повітрям холодильного
агрегату перед паянням, паяння всіх місць з'єднань
|
|
Попереднє
вакуумування
|
Первинне
вакуумування та заповнення технологічним фреоном, підігрівання агрегату,
зачищення флюсу, перевірка герметичності
|
|
Вторинне
вакуумування та заповнення
|
Вторинне
вакуумування та заповнення агрегату мастилом і холодильним агентом,
встановлення приладів автоматики, просушування мастила на спеціальній
установці
|
|
Обкатка та
перевірка холодильного агрегату за всіма параметрами
|
Обкатка холодильних
агрегатів протягом 1 год; перевірка ступеня обмерзання; випускання або
додавання агента; контроль роботи агрегату за такими параметрами: споживча потужність,
перевірка запуску компресора, протікання агента, шум, холодопродуктивність,
опір ізоляції
|
До технологічного процесу введено
технологічні операції і прогресивні методи перевірки та ремонту, які надають
змогу скоротити час ремонту і підвищити його якість:
а) двостадійне вакуумування
холодильних агрегатів;
б) просушування холодильного агента
та мастила перед заповненням холодильного агрегату;
в) визначення сухості (вологості)
агента за допомогою індикатора вологості;
г) нові методи дефектації та контролю
якості мотор-компресора в агрегаті;
д) нові марки припоїв для зварювання
агрегатів; є) використання сухого повітря;
є) використання приєднувальних
пристроїв для складання холодильних агрегатів;
ж) нове обладнання для ремонту та
перевірки холодильних агрегатів.
1.3 Прилади
та устаткування для ремонту холодильного обладнання
Підприємство з ремонту холодильного
обладнання повинне бути укомплектоване необхідним обладнанням і
контрольно-вимірювальною апаратурою.
Переносні комплекти інструментів
ПЧ-1 (рис. 1.1.) - комплект
інструментів для ремонту холодильного обладнання в стаціонарних майстернях та
для роз'їзних механіків. До складу комплекту входять: валіза, два пакунки з
інструментами, електродриль, два напилки, три гайкові ключі, ключ шарнірний,
викрутки, шило, рукоятка, вороток, сім головок для мітчика, плоскогубці,
кернер, паяльник, молоток, набір свердел, ніж складальний, індикатор напруги,
машина свердлильна електрична та ін.
СХ-1 (рис. 1.2.) - переносний стенд
для перевірки побутових холодильників за такими параметрами: споживча
потужність, струм, коефіцієнт робочого часу, температура та відносна вологість.
Стенд змонтований у валізі і
складається із корпуса та приладної панелі. На панелі стенда змонтовані:
вольтметр, амперметр, мікроамперметр, ватметр, лічильник імпульсів, тумблери,
перемикачі термоопорів, запобіжники, штепсельна розетка, електрошнур із
термоопорами, кнопка.
Всередині знаходяться: випрямляч,
мультивібратор, реле струму, підсилювач, вимірювальний міст і комутаційна
апаратура.
СХ-2 (рис. 1.3.) - переносний стенд,
призначений для діагностування в майстерні або в домашніх умовах несправностей
холодильника за такими параметрами: перевірка напруги електромережі, споживчого
струму, опору постійного струму, опору ізоляції, коефіцієнта робочого часу,
температури.
Стенд - це прилад прямокутної форми,
що складається з корпусу, приладної панелі. На панелі розташовані:
мікроамперметр, лічильник імпульсів, розетки, клема заземлення, перемикач,
потенціометр, кнопки вмикання напруги, перемикачі, вимикачі, запобіжники.
Всередині стенда розташовані: блок
живлення, мультивібратор, вимірювальні мости та комутаційна апаратура. На
внутрішній стороні кришки є шкала переведення показань мікроампер-метра в
значення вимірювальних величин.
СР-1 (рис. 1.4.) - малогабаритний
стенд, який служить для ремонту холодильних агрегатів, визначення дефектів і
заповнення агрегату холодильним агентом.
Корпус стенда вироблено із листового
алюмінію і розділено перегородкою на два відсіки. В одному розміщений і
закріплений блок приладів, в другому - балон, мановакуумметр, з'єднувальний
шнур, шланг з напівмуфтою, ключ спеціальний герметичний, шнур для підключення
агрегату до стенда. Кришка стенда служить для захисту приладів від пошкоджень
при транспортуванні.
Рис. 1.1. Переносний комплект
інструмента ПЧ-1 для ремонту холодильників: 1 - валіза; 2, 3 - згортки з
інструментом; 4 - електродриль; 5 - прилад типу ХД-1
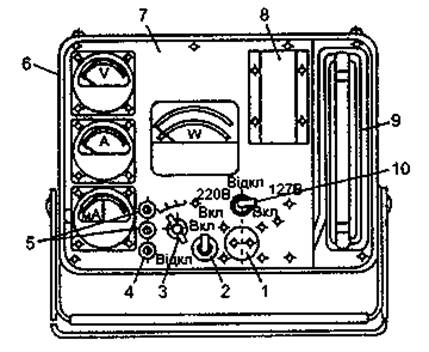
Рис. 1.2. Переносний стенд СХ-1: 1 -
штепсельна розетка вмикання холодильника; 2 - тумблер для вмикання
мультивібратора; 3 - перемикач термоопорів; 4 - кнопка; 5 - запобіжники; 6 -
корпус; 7 - приладна панель; 8 - лічильник імпульсів; 9 - електрошнур із
термоопорами; 10 - тумблер для вмикання стенду
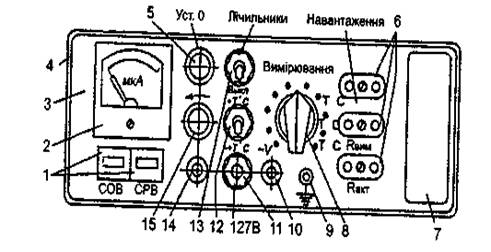
Рис. 1.3. Стенд СХ-2: 1 - лічильник
імпульсів; 2 - мікроамперметр; 3 - приладна модель; 4 - металевий корпус; 5, 15
- потенціометри; 6 - розетки; 7 - ніша; 8, 12 - перемикачі; 9 - клема
заземлення; 10 - запобіжник; 11, 14 - кнопки; 13 - вимикач
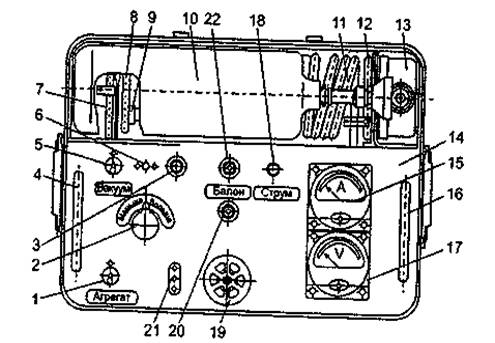
Рис. 1.4. Стенд СР-1 для ремонту
холодильних агрегатів: 1, 5 - тумблери; 2 - ручка автотрансформатора; 3 -
запобіжник; 4, 16 - ручки; 6 - лампа; 7 - з'єднувальний шнур; 8 - шнур; 9 -
ключ герметичний; 10 - балон із шлангом; 11 - шланг; 12, 20, 22 - напівмуфти;
13 - мановакуумметр; 14 - блок приладів; 15 - амперметр; 17 - вольтметр; 18 -
кнопка шунтування амперметра; 19 - вентиль; 21 - розетка
На панелі приладів знаходяться:
вольтметр, амперметр, кнопка шунтування амперметра, вентиль, дві напівмуфти
агрегатні, запобіжник, сигнальна лампочка, тумблери, ручка автотрансформатора,
розетка.
Мановакуумметр обладнаний стендовою
муфтою. Один кінець з'єднувального шнура армірований вилкою для вмикання в розетку
стенду, а другий кінець з трьома виводами служить для підключення до компресора
агрегату.
Установка для прискореного зливання
мастила з мотор-компресора. В процесі ремонту холодильного агрегату в
мотор-компресорі повністю замінюють мастило. Установка для прискореного
зливання мастила (рис. 1.5.) надає змогу шляхом створення вакууму зливати
одночасно мастило з чотирьох мотор-компресорів вертикального та горизонтального
виконання.
До установки мотор-компресори
приєднують за допомогок напівмуфти. Установка складається з корпуса, всередині
якогс є бак для зливання мастила та вакуумний агрегат, з'єднаний зе Допомогою
швидкознімних напівмуфт, вакуумних шлангів і колектора з мотор-компресорами, що
знаходяться на верхній панелі установки.
Прилад ПДХ-3 для перевірки
електричних параметрів холодильних установок. Прилад змонтований у
пластмасовому корпусі, обладнаний автоматичним захистом певного відчуття. На
передній панелі приладу розташований вимірювач, перемикач роду робіт, кнопка
«пуск», штекерні гнізда.
Наявність у приладі постійно
встановленої батареї надає змогу визначити несправність за відсутності напруги
в електромережі. Прилад забезпечений трьома шнурами: один - для вмикання
приладу до мережі; другий - для перевірки обриву електричного кола, прохідних контактів,
опору ізоляції; третій - з трьома підпружиненими контактами, за допомогою яких
подається напруга на прохідні контакти мотор-компресора, який підлягає
перевірці. Контакти шнура відповідно маркуються: І - пусковий, II - загальний,
III - робочий.
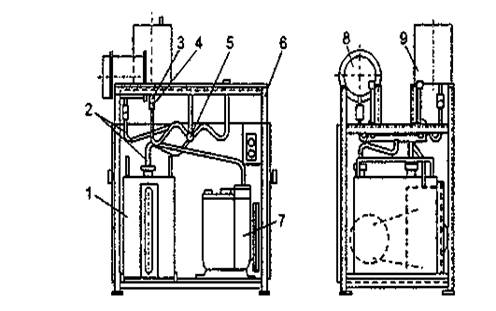
Рис. 1.5. Установка для прискореного
зливання мастила з мотор-компресора холодильників: 1 - бак для зливання
мастила; 2 - вакуумні шланги; 3 - напівмуфті затискна; 4 - напівмуфта, що
швидко знімається; 5 - колектор; 6 - корпус установки; 7 - вакуумний агрегат;
8, 9 - мотор-компресор горизонтального та вертикального виконання
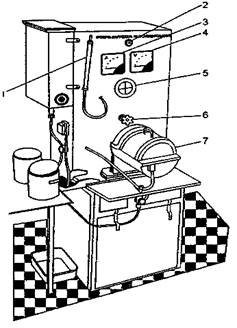
Рис. 1.6. Стенд перевірки компресора
на продуктивність: 1 - ротаметр; 2 - сигнальна лампа; 3 - амперметр; 4 - вольтметр;
5 - манометр; 6 - вентиль подачі повітря; 7 - камера для перевірки компресора
Стенд перевірки компресора на
продуктивність. Стенд (рис. 1.6.) виготовлений у вигляді металевої шафи. Каркас
зварений із кутового заліза, а стінки - з листової сталі. У верхній частині
передньої панелі змонтовані: амперметр зі шкалою на 10 А, вольтметр зі шкалою
на 250 В, сигнальна лампочка, манометр на 16 атм, вентиль подачі повітря на
ротаметр, пакетний вимикач для ввімкнення стенду, ротаметр. Вольтметр на стенді
показує напругу в електричній мережі, амперметр - струм, який споживається
електродвигуном компресора, манометр - продуктивність компресора, а ротаметр -
розходування повітря при постійному перепаді тиску.
Під вентилем встановлена полиця, на
якій закріплено статор двигуна. Компресор, що підлягає перевірці, встановлюють
у статор електродвигуна і закріплюють двома затискачами. Перевірка компресора
здійснюється у мастилі в спеціальній камері, яка закривається кришкою з
органічного скла. Мастило подається із бачка, розташованого у верхній частині
стенда. Ліворуч від стенда встановлена штепсельна розетка та виведені кінці
дротів для підключення на перевірку електродвигуна компресора після ремонту.
З правого боку стенда встановлені
кнопки магнітного пускача, який вмикає електродвигун компресора в роботу.
При випробуванні компресора на
продуктивність показники його роботи повинні бути такими: при тиску нагнітання
8 атм продуктивність має бути не менше 8-9 л за хвилину.
Робоче положення ротаметра
вертикальне. Повітря від компресора холодильника через спеціальний колектор із
вентилем подається на ротаметр знизу. Всередині трубки знаходиться поплавок,
який вільно рухається в потоці повітря. При вимірюванні поплавок потоком
повітря піднімається до тих пір, поки не утвориться необхідний кільцевий зазор,
що забезпечує постійний перепад тиску та врівноважену вагу поплавка. Положення
поплавка в трубці дає змогу відраховувати за шкалою витрати повітря від 5 до 8
л/хв.
Поряд зі стендом встановлений
металевий стіл, на нього встановлюють для перевірки відремонтований
електродвигун-компресор, який підключається за допомогою трьох дротів через
пускове та теплове реле, що встановлені на стенді.
Перевірка триває 30 хв.
Поруч зі стендом встановлено реєчний
ручний прес потужністю 0,3 т. На пресі здійснюється випресування компресора зі
статором із корпусу електродвигуна-компресора. Потім випресовують статор, після
його заміни або заміни компресора вказані частини запресовують у корпус. Усі
роботи виконуються за допомогою спеціальних оправок і підставки під корпус
мотор-компресора.
Окремий метод випробування на
міцність і щільність у різних ваннах дає змогу забезпечити надійність і
підвищити якість перевірки.
Стенд для випробування герметичних
компресорів на міцність і щільність складається із броньованої ванни та ванни
для випробування на щільність. У колі повітропроводу встановлені вентилі,
ресивери, два манометри, компресор, масловідділювач, запобіжний клапан, який
спрацьовує при надмірному тиску, електроконтактний манометр і реле тиску.
Установка для зварювання кожуха
мотор-компресора. Установка (рис. 1.7.) призначена для напівавтоматичного
зварювання кожуха мотор-компресора кривошипно-шатунного та кулісного типу.
Установка складається із
зварювального шлангового автомата та спеціального пристрою для фіксування
кожуха мотор-компресора під час зварювання.
Зварювальний напівавтомат служить для
електродугового зварювання металу тоненьким електродним дротом у середовищі
вуглекислого газу. Зварювання здійснюється постійним струмом зворотної полярності.
Зварювальний напівавтомат укомплектований підігрівачем та осушувачем газу.
Підігрівач призначений для підігрівання газу, який потрапляє з балона в
редуктор з метою захисту редуктора від замерзання. Осушувач газу високого тиску
призначений для очищення вуглекислого газу від вологи. Як поглинач вологи в
осушувачі використовують силікагель.
Спеціальний пристрій для зварювання і
фіксації мотор-компресора встановлений на столі зварювальної конструкції.
Ліворуч розташований привід для обертання кожуха мотор-компресора. Привід
складається з електродвигуна, двох редукторів і варіатора. Варіатор дає змогу
змінювати частоту обертання кожуха мотор-компресора від 0 до 1,6 об/хв.
Праворуч розташована задня бабка. Кожух мотор-компресора затискають центром
задньої бабки.
Зона зварювання закрита кожухом із
передніми дверцятами, в які вмонтоване світлозахисне скло. В задній стінці
кожуха є отвір із фланцем для з'єднання з трубопроводами вентиляції. Механізм
подачі електродного дроту встановлений на окремій підставці. На пристрої
змонтований механізм автоматичного виключення зварювання. З правого боку стола
розташована панель керування. Для зберігання інструменту та приладдя є висувна
скринька.
Після зварювання треба зняти
мотор-компресор з автомата та зачистити зварювальні шви. Перевірити
мотор-компресор на герметичність. Для цього необхідно заглушити спеціальними
заглушками нагнітальну та всмоктувальну трубки мотор-компресора, під'єднати до
штуцера герметичний ключ зі шлангом від балона з азотом. Відрізати запірну
голку та створити тиск 1,5х105 Па всередині мотор-компресора. Опустити
мотор-компресор у ванну перевірки на герметичність. Обдути кожух і штуцер сухим
азотом. Зняти герметичний ключ і спеціальні заглушки. Одягти на відсмоктувальну
та нагнітальну трубки хлорвінілові заглушки. Закрити штуцер та електроконтакти
мотор-компресора спеціальними заглушками. Пофарбувати кожух мотор-компресора
чорною емаллю, зняти заглушки із штуцерів і вивідних електроконтактів.
Установка УГ-1 для перевірки на
герметичність холодильних агрегатів. Якість паяння та зварювання холодильних
агрегатів та їх герметичність перевіряють в спеціальних ваннах УГ-1 (рис. 1.8.)
у водному середовищі при температурі 50-60 °С.
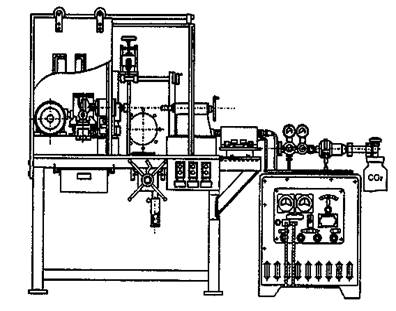
Рис. 1.7. Установка для зварювання
кожуха мотор-компресора холодильного агрегату
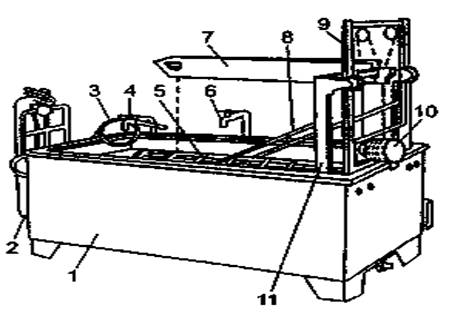
Рис. 1.8. Установка УГ-1 для
випробування холодильних агрегатів на герметичність: 1 - ванна; 2 - балон із
азотом; 3 - шланг; 4 - штуцер зарядний; 5 - платформа; 6 - кран водопровідний;
7 - колонка; 8 - рейка направляюча; 9 - стояк; 10 - електродвигун; 11 - рама
рухома
Установка складається з ванни, яка
заповнюється водопровідною водою, що подається краном із механізму
завантаження, на платформу якого встановлюють холодильний агрегат, стояка,
рухомої рами та висувної шафи з електроапаратурою. Піднімає та опускає
платформу механізм завантаження, який працює від електродвигуна потужністю 0,6
кВт, зі швидкістю 4 м/хв. Горизонтальне пересування платформи разом із колонкою
здійснюється по направляючій рейці. Для перевірки холодильних агрегатів на
герметичність шланг від балона з азотом підключають до зарядного штуцера,
заповнюють агрегат азотом та опускають його у ванну з водою.
Вмикають освітлення ванни і
перевіряють стан зварювальних швів. Нещільність швів визначають за виникненням
бульбашок азоту в місцях неякісного зварювання.
Стенд СФМ-1 для заповнення та
вакуумування холодильних агрегатів. На стенді СФМ-1 (рис. 1.9.) можна
вакуумувати та заповнювати холодильний агрегат мастилом і холодильним агентом.
Для кожної операції холодильний
агрегат підключають до стенда за допомогою пістолета, обладнаного клапанною
муфтою, яка швидко діє, та пневмоприводом для відстрілювання.
Всі операції здійснюються через
технологічний патрубок з агрегатною напівмуфтою або спеціальний ключ, що
входить до комплекту стенда.
Живлення стенда холодильним агентом
здійснюється від установки РФ-1 для розподілення холодильного агента (рис.
1.10.).
Установка призначена для подавання
рідкого холодильного агента з балона до стендів заповнення холодильних
агрегатів на підприємствах побутового обслуговування населення.
Перевірка герметичності заповнених
компресійних холодильних агрегатів. Для виявлення місць протікання холодильного
агента використовують галоїдні шукачі течій. Сторону всмоктування перевіряють,
коли компресор не працює, а сторону нагнітання - при його роботі.
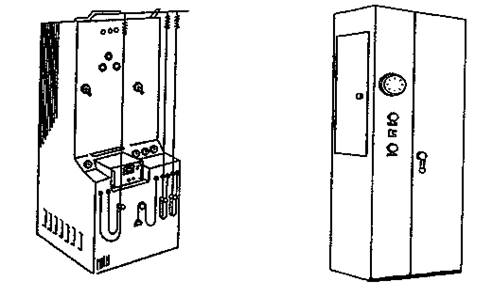
Рис. 1.9. Стенд СФМ-1 для Рис. 1.10.
Установка вакуумування та заповнення РФ-1 для розподілення холодильних
агрегатів хладоном холодильного агента і мастилом
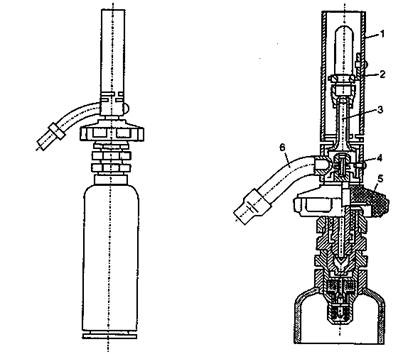
Рис. 1.11. Галоїдна лампа: 1 -
трубка; 2 - мідне кільце; 3 - інжектор; 4 - сопло; 5 - маховик; 6 - гнучкий
шланг
Для визначення протікання
холодильного агента використовують властивість галоїдів (фтору та хлору), що
входять до складу агентів, змінювати колір полум'я або електропровідність
газів.
У галоїдній лампі (рис. 1.11.) в
резервуарі знаходиться пропан-бутан, який горить у трубці над мідним кільцем.
Повітря до полум'я підводиться через гнучкий шланг. Кінець шлангу підносять до
місць з'єднань, де можливі протікання.
У випадку попадання частинок фреону
вони розпадаються і фарбують полум'я у зелений або синій колір. Для того, щоб
запалити лампу, відкривають маховик. Газ, виходячи із сопла, утворює
розрідження в інжекторі. Галоїдна лампа дає змогу виявити нещільності,
протікання через які складають 5-10 г холодильного агента на рік.
Галоїдні шукачі течій мають високу
чутливість. Це електронні прилади переносного типу, що складаються із
реєструючого блока, виносного щупа, вакуумного датчика та обдувача.
Реєструючий блок шукача течій
виготовлений у вигляді переносного приладу настільного типу. На передній панелі
блока розміщені органи керування, там же встановлений стрілочний прилад і
галоїдна еталонна течія, яка служить для перевірки якості показань приладу.
Із галоїдної еталонної течії виходить
стабільний потік пари гексахлоретану, дія якого на галоїдний прилад аналогічна
дії R-12.
Виносний щуп шукача течій
розташований у пластмасовому корпусі з рукояткою пістолетного типу. В передній
частині щупа, у металевому стакані, знаходиться датчик, захищений металевим
кожухом. За датчиком в осьовому напрямку розташований вентиляційний пристрій
роторного типу, який складається з електродвигуна постійного струму та ротора,
що обертається в пластмасовому корпусі. Суміш пробного газу з повітрям, яка
засмоктується цим пристроєм, проходить через датчик і викидається через отвори
в корпусі щупа. У хвостовій частині щупа знаходиться світловий індикатор.
Виносний щуп з'єднаний кабелем із реєструючим блоком.
Вакуумний датчик - це фланець, на
якому змонтований датчик - чутливий елемент, кисневий інжектор і штепсельний
ро-з'єм. Датчик складається із двох електродів, колектора та емітера, які
закріплені на керамічній основі.
Обдувач виконаний у вигляді стержня і
закінчується з одного боку штуцером, а з другого - вихідним соплом.
Принцип дії датчика ґрунтується на
використанні властивості наклеєної пластини емітувати позитивні іони і різко
збільшувати іонну емісію в присутності галоїдних речовин.
Датчик є системою з двох платинових
електродів (колектора та емітера), що реагують на тиск пробного газу. При
попаданні пробного газу в міжелектродний простір датчика різко зростає іонна
емісія з поверхні пластини, струм у колі колектора збільшується пропорційно до
тиску пробного газу в міжелектродному просторі датчика. Струмовий сигнал
датчика реєструє підсилювач постійного струму (рис. 127), на виході якого є
стрілковий прилад. Вихідний сигнал підсилювача потрапляє на індикатор, який
забезпечує світлову індикацію неонової лампи виносного щупа та акустичну
індикацію гучномовцем у реєструючому блоці шукача течій.
Живлення підсилювача та індикатора
здійснюється випрямленими напругами, які поступають від схеми живлення. Датчик
живиться через схему стабілізації струму емітера датчика від схеми живлення
реєструючого блока.
Щільність холодильних агрегатів у
процесі виготовлення перевіряється в яскраво освітленій ванні, заповненій
водою, де повільно рухається конвеєр із агрегатом. Після виходу агрегату з
ванни заповнений холодильний агрегат перевіряють електронним шукачем течій.
Під час монтажу та експлуатації
холодильних агрегатів користуються галоїдною лампою.
Стенд для перевірки холодильних
агрегатів на холодопродуктивність і витрати електроенергії. На передній панелі
стенда (рис. 1.12) змонтовані логометр, що показує температуру на випарнику
агрегату, який перевіряють; амперметр на 10 мА, який показує споживаний
електродвигуном холодильного агрегату струм; вольтметр на 250 В для контролю
напруги та два лічильники на 127 та 220 В, які показують витрати
електроенергії.
За допомогою пакетного перемикача
стенд вмикається до електромережі. Пакетні вимикачі подають напругу на
агрегати, які підлягають перевірці. Внизу з правого боку стенда виведені в
колодці чотири виводи для підключення термометрів опору. Стенд дає змогу
перевіряти одночасно чотири холодильні агрегати, які підключають до стенда
штепсельними розетками, що розташовані на нижній частині панелі. Споживаний
холодильним агрегатом струм вимірюється амперметром. Витрати електроенергії
перевіряють за лічильником шляхом підключення агрегату до штепсельної розетки
та вмикання пакетного перемикача.
Перед включенням холодильного
агрегату необхідно на дні випарника встановити термометр опору, а на випарник
одягнути теплоізоляційний ковпак.
Перевіряти холодильний агрегат на
холодопродуктивність необхідно протягом 2 год. Контроль температури
здійснюється за логометром. Під впливом зміни температури на випарнику опір
термометра змінюється та стрілка логометра відхиляється на поділку, яка
відповідає температурі середовища.
Цю перевірку здійснюють після ремонту
холодильного агрегату перед встановленням у шафу холодильників.
Електронні шукачі течій холодильного
агента
Індикатор (рис. 1.13) служить для
негайного та точного виявлення протікання газу (хладону-12). Протікання
холодильного агента викликає видиму зміну кольору та інтенсивності полум'я
пропану, яке розміщене у димовій трубі.
До комплекту індикатора входять
детектор протікання, пошуковий шланг, базовий балон, міні-детектор для
визначення протікання холодильного агента.
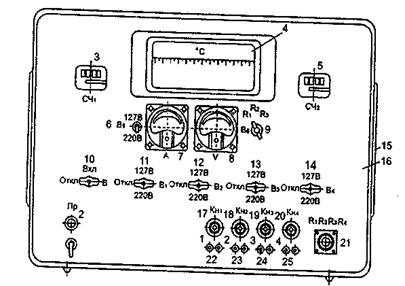
Рис. 1.12. Стенд перевірки на
холодопродуктивність і витрати електроенергії: 1 - з'єднувальний шнур; 2 -
запобіжник; 3 - електролічильник на 127 В; 4 - логометр; 5 - електролічильник
на 220 В; б - перемикач трансформатора; 7 - амперметр; 8 - вольтметр; 9 -
перемикач термометра опору; 10-14 - пакетні перемикачі; 15 - корпус; 16 -
панель; 17-20 - кнопки для контролю споживчого струму; 21 - колодка; 22-25 -
штепсельні розетки

Рис. 1.13. Індикатор для виявлення протікання холодильного
агента
Рис. 1.14. Електронні шукачі течій
Електронний шукач течій (рис. 1.14) -
це іонна помпа без рухомих частин. Передбачена автоматично регульована
швидкість повітряного потоку для оптимізації чутливості та часу регулювання і
реагування.
У приладі застосовано автоматичне
регулювання чутливості для «забрудненого району», де здійснюється вимірювання.
Прилад має високу чутливість і дає змогу визначити протікання холодильних
агентів R-134a, R-12, R-22, R-502.
До комплекту електронного шукача
течій входять запасний наконечник чутливого елемента, головний телефон,
переносна кишеня та батареї. Регулювальна частота - від 10 до 100 % (10
кроків).
Електронний шукач має світлодіодний
індикатор візуальної концентрації. Передбачений режим блокування для швидкого
знаходження точного місця протікання незалежно від фонового забруднення. У
приладі три режими сигналізації - звуковий, візуальний, батарейний.
1.4
Документація майстерні
Успішний ремонт холодильного
обладнання залежить від своєчасної підготовки технічної та проектно-кошторисної
документації, прийнятих проектних рішень та оформлення технічної документації.
Технічна документація - це комплекс
документів, необхідних для монтажу та здачі в експлуатацію холодильних
установок. За призначенням вона поділяється на первинну, проміжну та виконавчу.
В обсязі первинної документації
проектно-кошторисна є основною. Її отримує організація за актом від замовника
для підготовки ремонту обладнання та холодильних систем. До первинної
документації належать: робочий проект з пояснювальною запискою,
кошторисно-фінансовими розрахунками монтажних робіт; монтажні креслення планів,
приміщень, місць розташування трубопроводів, обладнання; схеми прокладання
трубопроводів по машинному відділенню із зазначенням основних параметрів, які
складають згідно зі схемою циркуляції холодильного агента в апаратах установки
та охолодження камер. На схемах у розгорнутій проекції показують тонкими
лініями контури обладнання та їх зв'язок з трубопроводами, лініями більшої
товщини - розташування запірної та регулюючої апаратури в схемі, а також
розміщення термометрових гільз і приладів автоматики і захисту.
В кресленнях технологічних схем
наводять специфікації на обладнання, трубопроводи та арматуру.
Зміни та доповнення до
проектно-кошторисної документації може вносити тільки проектна організація з
узгодженням поправок із замовником і монтажною організацією.
Проміжна документація - це
документація, яка організовує виконання робіт, контролює якість і відповідність
робіт до проекту та технічних умов. До проміжної документації належить проект
виробництва ремонтних робіт.
У процесі виконання ремонтних робіт
проект ремонтних робіт є основною документацією, яка характеризується
правильністю планування, обліку і контролю виконаних робіт.
При складанні проекту ремонтних робіт
передбачають найефективніші методи ведення робіт:
а) вибирають найсучасніші методи
ремонту холодильних установок;
б) намічають основні
транспортно-підіймальні засоби для пересування обладнання, заготовок,
матеріалів, а також розробляють схеми транспортно-підіймальних операцій;
в) визначають обсяг робіт і
розраховують необхідну робочу силу за спеціальностями.
Проект ремонтних робіт складається з
таких розділів:
. Пояснювальна записка з короткою
характеристикою холодильної установки, яка підлягає ремонту, із зазначенням
методів ремонту обладнання, трубопроводів.
. Будгенплан холодильної установки із
зазначенням шляхів транспортування обладнання, трубних заготовок, місць
розміщення стелажів, верстаків, складів зберігання основних і допоміжних
матеріалів і місць зберігання кисневих та ацетиленових балонів.
. Технологічні схеми процесів ремонту
в планах і розрізах.
. Календарні плани проведення
ремонтних робіт у цілому, а також ремонту окремих ділянок об'єкта.
. Документи, які характеризують
потребу в транспортно-підіймальному обладнанні, зварювальних пунктах,
електрифікованому і слюсарно-складальному електро- та пневмоінструменті.
. Документи, які характеризують
потребу в робочій силі за спеціальностями та ділянками робіт.
. Таблиця габаритів і ваги обладнання
та заготовок.
. Вказівка про випробування
холодильних систем перед заповненням їх холодильним агентом.
. Графіки передачі запірно-регулюючої
арматури і монтажних матеріалів на окремі ділянки об'єкта.
. Календарні плани виробництва,
складені на основі термінів, узгоджених вищими організаціями.
. Документація, яка характеризує заходи,
що забезпечують вимоги охорони праці та техніки безпеки на робочих місцях і
протипожежні заходи.
Проект виробництва ремонтних робіт
обов'язково затверджується головним інженером.
До виконавчої документації належать:
акти прихованих і неприхованих робіт, а також протоколи спостерігання за зміною
будь-яких процесів роботи холодильної установки (наприклад, за зміною тиску
повітря в системі протягом 24 год випробування).
Крім того основними документами
майстерні з ремонту холодильного обладнання є: прейскурант (додаток 2), талон,
який наклеюється на товар (додаток 3), акт прийомки-передачі робіт (додаток 4),
квитанція (додаток 5, 6) та інше.
РОЗДІЛ 2.
Технічна характеристика приладів для зберігання і замороження продуктів
.1
Конструктивні особливості холодильників
Холодильники найбільш розповсюджені з
електропобутових машин. Вони мають форму шафи, габарити якої залежать від
внутрішнього об'єму (ємності холодильної камери), розмірів машинного відділення
і застосованої ізоляції.
Машинне відділення для мотор-компресорів,
як правило, розміщують в нижній частині шафи. Форма шафи і її зовнішнє
оформлення залежать від естетичних вимог, що певною мірою диктується існуючою
модою і стилем кухонних та столових меблів, а також застосуванням прогресивних
технологій виробництва. Так, на початку виробництва холодильників охолоджувана
шафа мала обтічну форму з великими радіусами і плавними переходами, а також
випуклу поверхню дверей. Зовнішнє і внутрішнє оформлення було достатньо
скромне. Пізніше шафу холодильника почали виготовляти строгої прямокутної
форми, і в той же час завдяки застосуванню пластмас та анодованого алюмінію
оформлення холодильника стало більш ошатним і комфортним. Деякі моделі
холодильників оформляють під меблі (стіл), що добре гармонує зі столовими меблями.
Всю холодильну техніку, яка поступає
на ринки України, умовно можна розділити на три великі групи: європейську,
азіатську і американську, кожна з яких має свої характерні риси як у
зовнішньому, так і внутрішньому оформленні.
Європейські фірми притримуються
традиційних стандартів: холодильники мають приблизно одинакові показники ширини
і глибини (60 см, вітчизняні моделі дещо глибші - до 63 см) при різній висоті
(від 160 до 170 см). Іншими словами, європейські холодильники високі і вузькі,
що дозволяє їм легко «вписуватись» навіть у тісні кухні.
Азіатські (японські і корейські)
моделі відрізняються відносно невеликою висотою і значною шириною (70-80 см),
що добре вписуються у просторі кухні. Морозильна камера в них, як правило,
розміщується зверху, а холодильна - внизу. Такий дизайн отримав назву «Top
Mount».
У холодильниках, в яких морозильна
камера розташована внизу, а холодильна зверху, таке розташування отримало назву
«Bottom Mount».
Двостулкові холодильні агрегати, які
вперше були розроблені в CШA в 50-х pp. минулого століття, і до сьогодні
вважаються «американським типом» холодильника, і така компоновка отримала назву
«Side-by-side».
І, нарешті, холодильники, які мають
верхню частину «Side-by-side», а нижню - суцільну, мають назву «Magic Top».
Тепер подібні моделі виготовляють і
корейські фірми (LG, Daewoo, Samsung), а більшість великих європейських
компаній, які випускають стандартні холодильники типу «Bottom Mount», додатково
випускають моделі типу «Top Mount»; моделі «Side-by-side» замовляють у американських
виробників і поставляють ці вироби під своєю маркою.
Основна перевага вертикальної схеми
«Side-by-side» - великий об'єм кожного відділення (від 525-800 л), через що які
холодильники ідеальні, якщо продукти закуповуються раз на тиждень.
Як відомо, побутові електроприлади
поділяються на 5 класів електробезпеки. Холодильники, як правило, випускаються
першим класом електробезпеки. Вони мають основну ізоляцію і заземляючу жилу.
Напруга пробою ізоляції повинна бути не меншою 1000 В, а із системами живлення
повинен бути контакт заземлення. Але в більшості будинків України заземлення не
передбачене і, підключивши прилад першого класу електробезпеки у звичайну
розетку без заземлення, набувають собі потенційного ворога. Тому ці та інші
показники перевіряють в процесі сертифікації, тобто провіряється їх
відповідність дійсності. Не є таємницею, що деякі виробники (в основному з
Китаю і Південно-Східної Азії) в технічних паспортах вказують не зовсім точні
дані.
При купівлі імпортної побутової
електротехніки необхідно звертати увагу на номінальну напругу живлення.
В нашій країні, як відомо, номінальна
напруга в мережі становить 220 В, а в Європі - 240 В. Холодильники, як правило,
можуть нормально працювати, якщо коливання напруги в мережі не більше ±10%.
Таблиця 2.1
Марки холодильників, сертифікованих в
Україні станом на 1 січня 2005 р.
|
Марка холодильника
|
Країна- виробник
|
Марка холодильника
|
Країна- виробник
|
|
Норд
|
Україна, Донецьк
|
Дніпро
|
Україна,
Дніпропетровськ
|
|
Інтер, Тон
|
Україна, Донецьк
Інтертехніка
|
Технолюкс
|
Україна, Славутич
TOB «Техноярмарок»
|
|
|
|
|
|
Весо-Фаворит
|
Україна, Київ
|
Stenol
|
Росія, Липецьк
|
|
Саратов
|
Росія
|
Бірюза
|
К-Я, З.Х., Росія
|
|
Атлант
|
Мінськ, Білорусія
|
Zorenja
|
Словенія
|
|
LG
|
Корея
|
Orion
|
Угорщина
|
|
Westal
|
Туреччина
|
Siltal
|
Італія
|
|
Candi Iberna
|
Італія
|
Ardo
|
Італія
|
|
Ariston, Indesit
|
Італія
|
Snajge
|
Литва
|
|
Веко
|
Польща
|
Fagor
|
Іспанія
|
|
Daewoo
|
Таїланд
|
Haier
|
Китай
|
|
Sharp
|
Данія
|
West frost
|
Данія
|
|
Elcold
|
Італія, Іспанія
|
Electrolux
|
Швеція
|
|
Zanussi
|
CШA, Італія
|
AEG
|
Італія, Угорщина
|
|
Whirlpool
|
Німеччина, Австрія
|
Liebherr
|
Австрія, Німеччина
|
|
Msele
|
Німеччина
|
Siemens, Bosch
|
Німеччина,
Туреччина, Греція, Іспанія
|
|
Panasonic
|
Швеція
|
|
|
Тобто, якщо у нас нижня межа напруги
буде 198 В, то в Європі - 216 В, а значить, і нормальна робота цього приладу
розрахована для цього значення мінімальної напруги. Оскільки напруга в нашій
мережі (особливо в сільській місцевості) досить часто падає нижче 216 В, вихід
із ладу неадаптованої до умов України побутової техніки досить ймовірний.
Для холодильника це - перегоряння
обмоток електродвигуна, що призводить до необхідності заміни мотор-компресора.
В таблиці 2.1. наведено марки
побутових холодильників сер-тифікованих в Україні.
.2 Технічні
показники побутових холодильників
Технічні показники холодильників
являються важливими функціональними показниками, і їх можна поділити на
розмірні (об'ємні), холодильні, енергетичні, економічні, надійності та ін.
До розмірних (об'ємних) показників
відносять загальний внутрішній об'єм холодильників, корисний об'єм, коефіцієнт
використання об'єму шафи, об'єм морозильного (низькотемпературного) відділення,
габарити, площу поличок, площу підлоги, яку займає холодильник, і його масу.
Компресійні холодильники випускають з
загальним внутрішнім об'ємом від 60 до 600 дм3. Цей показник впливає на
кількість продуктів, які одночасно зберігаються в холодильнику, і часто є
основним фактором, який впливає на вибір моделі. В останні роки спостерігається
тенденція до збільшення попиту на холодильники великої місткості.
Корисний об'єм - це об'єм камери
холодильника, котрий безпосередньо може бути використаний для зберігання
продуктів. Він визначається відніманням із загального внутрішнього об'єму
об'ємів, які займають полички, порожнинами між стінками камери і випарника, де
не можна розміщати продукти при зберіганні. Виробники стараються конструювати
холодильники так, щоб внутрішній об'єм наближався до корисного об'єму.
Коефіцієнт використання об'єму
холодильної шафи визначають із співвідношення загального внутрішнього об'єму до
об'єму, який займає весь холодильник. Цей показник в основному залежить від
виду ізоляційного матеріалу, який використовується для теплоізоляції
холодильника.
До холодильних показників можна
віднести температуру в температурному (морозильному) відділенні і
холодопродуктивність.
Температура холодильної камери в
стандартних точках повинна бути не нижче 00C і не вище 5°С.
Температура в морозильному відділенні
в залежності від типу холодильника повинна бути не нижче -6, -12, -18°С.
До цієї групи показників можна
віднести час виходу холодильника на стабільний режим роботи, що залежить від
холодопродуктивності.
Енергетичними показниками
холодильників є номінальна напруга, на яку розрахований холодильник (В),
номінальна потужність (Bt) і споживна потужність (Вт).
Економічними показниками є витрата
електроенергії в кВт/год за добу і коефіцієнт робочого часу.
Домашній холодильник - це
електропобутовий прилад, котрий постійно ввімкнений в електричну мережу і
працює цілодобово. Холодильник споживає як мінімум 30 % електроенергії, яку
використовують домашні електроприлади. Через це немаловажним параметром для
споживача є економічність холодильника.
Згідно з директивою Європейського
Союзу 92/75/ЕЕС запроваджено маркування електропобутових приладів за класом
ефективності споживання електроенергії і деяких інших показників. Усі виробники
електропобутової техніки (в тому числі і холодильників) повинні вказувати дані
про енергоспоживання і деякі інші технічні характеристики на спеціальній
наклейці.
Завдяки цій наклейці дані про прилади
різних виробників можна легко порівняти.
Згідно з європейською класифікацією
за затратами електроенергії холодильники поділяються на шість класів - А, В, C,
Д, E, F. З них А- суперекономічний, B і C- економічний, Д - середній за
споживанням електроенергії, a E і F - холодильники з великими затратами
електроенергії.
Поділ на класи показує, наскільки
економно споживає електроенергію даний прилад у порівнянні з середнім рівнем.
Для порівняння в етикетці наводиться середнє значення витрат електроенергії.
Враховуючи, що холодильник увімкнений
в електромережу цілу добу протягом цілого року, сучасні світові і європейські
стандарти вимагають вказувати річну витрату електроенергії. Для класу А вона
складає менше 370 кВт/год за рік, у E, F - не більше 700 кВт/год за рік.
Клас енергоефективності визначається
на основі індекса енер-гоефективності, який розраховується в процентах діленням
фактичного річного споживання електроенергії холодильників на стандартне річне
споживання для приладів даної категорії (визначається розрахунок шляхом)
де Ке.ф - клас енергоефективності;
іе.ф - індекс енергоефективності;- фактичне річне споживання
електроенергії холодильником;
Рст - стандартне річне споживання електроенергії для холодильників
даної групи.
Енергоспоживання холодильників розраховується за 365 днів для мережі
220 В/50 Гц. Енергоспоживання розраховане на 100 дм3 корисного об'єму в день і
дозволяє порівняти холодильники різних розмірів.
Проблему енергозбереження стараються вирішити при:
покращанні теплоізоляційних властивостей матеріалів корпуса;
вдосконаленні системи управління, конструкції і режимів роботи
компресора;
вдосконаленні технології відтаювання;
— застосуванні відбиваючих
властивостей покриття корпусу і камери.
Одним із лідерів економії
електроенергії в холодильниках є концерн «Siemens Bosch». Інженери цього
концерну створили холодильники з новою системою ізоляції. Тут двері, бокові і
задні стінки являють собою вакуумні панелі (на зразок віконних пакетів).
Теплоізоляція складається з двох середовищ з різною теплопровідністю:
пенополіуретана і вакуумного прошарку.
Застосовуючи таку ізоляцію, вдалось
знизити витрату електроенергії холодильника на 20 %.
Вдосконалення системи управління,
конструкції і режиму роботи компресорів призвело до застосування електронного
управління, яке відповідає за економічність холодильника. Таке управління
дозволяє виставити точну і постійну температуру в холодильній і морозильній
камерах, яка висвічується на рідкокристалевій панелі холодильника. Крім цього,
при підвищенні температури в холодильній або в морозильній камерах холодильник
подає звуковий або світловий сигнал. Сигнал теж спрацює, якщо двері холодильної
камери досить довго відкриті. Електронне управління теж дозволяє підтримувати
задану вологість всередині холодильної камери.
Новинкою є електронна пам'ять, де на
панелі управління постійно відображається температура морозильної і холодильної
камер на даний момент часу. Функція пам'яті дозволяє запам'ятовувати задану
температуру і її підтримувати протягом заданого часу. Електронне управління
дозволяє контролювати всі режими роботи, а електронні датчики і системи
виявляють і усувають будь-які зміни температури всередині холодильника.
Щодо режимів роботи компресорів, то
багато фірм випускають моделі холодильників з двома компресорами. При такій
компоновці є можливість від'єднати одну із камер холодильника. В холодильниках
з одним компресором така можливість теж існує, але уже завдяки вмонтованому
електромагнітному клапану. Така функція позначається «Vacation» («Відпуск») і
дозволяє від'єднати одну із камер, або робота холодильника підтримується в
економному режимі і дозволяє значно знизити енергоспоживання.
Ця енергозберігаюча програма
вмикається тоді, коли продукти повинні зберігатись охолодженими навіть при
тривалій відсутності споживача. При цьому холодильник вводиться в режим
відтаювання не так, як звичайно, і це дозволяє економити електроенергію.
При від'єднанні морозильної камери в
ній автоматично створюється «режим погреба»- там автоматично встановлюється
температура в діапазоні від +10 до +120C, що є оптимальним для зберігання вина,
а також зелених овочів і фруктів.
Компресор в холодильниках є найбільш
енергоємний агрегат, через це його роботі приділяється особлива увага.
Підвищенню ефективності компресора, оптимізації холодильного агрегата (за
рахунок збільшення конденсатора і покращення вентиляції) і нової системи
управління, яка включає закріплення чутливої частини терморегулятора на стінці
випарника, а комплектація холодильника компресором з економічно чистим
холодоагентом R 600 А дозволяє знизити енергоспоживання на 30-35 % у порівнянні
зі стандартними холодильниками.
Значна кількість електроенергії
витрачається марно, коли на випарнику утворюється снігова «шуба». Щоб запобігти
утворенню снігової «шуби», застосовують примусове охолодження камер холодильним
повітрям, що отримала назву «No frost».
У такій системі повітря охолоджується
у випарнику і розподіляється по камерах вентилятором. Якщо холодильник
оснащений одним або декількома вентиляторами, які створюють постійну циркуляцію
холодного повітря, то така система у різних виробників називається по-різному:
No frost, Frost Free, А. І. R., Multi Air Flow, X - Flow - це залежить від
взаємного розміщення вентиляторів, області їх дії і т. ін. У холодильниках
такого типу іній утворюється не в камерах, а на випарнику, який винесений за межі
камер.
Найчастіше систему «No frost»
розміщують в морозильниках, але вже є багато моделей, в яких за цією системою
оснащені обидві камери.
Термін «багатопотокова система
охолодження» (Multi Air Flow) зустрічається в різних виробників досить часто.
Він означає охолодження камери багатьма різнонаправленими потоками холодного
повітря. В камері, яка охолоджуються таким способом, підтримується більш
рівномірна температура і вологість. У сучасних холодильниках вентилятор, як
правило, захований і розміщується на задній панелі холодильника, хоча в
залежності від виробника він може також знаходитись між холодильною і
морозильною камерами, у верхній панелі і навіть монтуватися в дверцята
(наприклад, система охолодження із дверей - компанія LG). Деякі виробники захищають
продукти від проникнення ззовні більш теплого повітря за допомогою системи
«повітряної завіси», яка створюється між дверима і внутрішнім простором
холодильника за допомогою холодного повітря (холодильники Daewoo).
Інколи в одній моделі присутні обидві
системи; в таких випадках морозильна камера оснащена вентилятором, який
забезпечує циркуляцію холодного повітря і не дає інею намерзати на стінці, а
холодильна камера автоматично розморожується за допомогою «плачучої» стінки,
але в такому випадку використовується багатокомпонентний холодоагент.
Що стосується покращання відбиваючих
властивостей корпуса, практичними в сенсі економії енергії є моделі з блискучим
посрібленим корпусом з нержавіючої сталі або із спеціально обробленого
алюмінію. Завдяки відбиваючим властивостям корпуса продукти, які знаходяться в
холодильнику, краще захищені від зовнішнього тепла. Холодильники з відбиваючими
корпусами зараз випускають багато європейських фірм.
Зона свіжості. Спеціалісти
підрахували, що холодильна камера використовується більш ніж в три рази частіше
за морозильну. Тому оптимальним рішенням є верхнє розміщення холодильної
камери- так, щоб верхні полички знаходились на рівні очей.
Усім відомо, що холодне повітря важче
за тепле, і кожного разу, коли відкриваються дверцята холодильника, холодне
повітря без всякої користі виходить, а замість нього призводить до додаткової
втрати енергії. Через це більшість холодильників оснащуються зоною свіжості;
інколи її називають нульова зона або Віо fresh. Така зона оснащується закритими
контейнерами (шухлядами), і в ній підтримується нульова температура. В
реальності температурні коливання відбуваються, але у цьому відділенні вони
значно менші, ніж в холодильнику, і знаходяться в діапазоні від -1 до +10C.
Друга перевага холодильників з
нульовою зоною полягає в тому, що в цих спеціальних контейнерах підтримується
особливий режим вологості. У верхньому контейнері (шухляді) Dry Safe (суха
шафа) підтримується вологість 45 %; його використовують для зберігання риби,
м'яса, молочних продуктів. У нижньому контейнері Hydro Safe (волога шафа)
вологість регулюється від 45 % до 90 %, і тут оптимальні умови для зберігання
овочів, фруктів і зелені.
В холодильниках деяких виробників
вологість всередині зони свіжості можна регулювати вручну за допомогою
спеціальних заслонок на передній панелі відділення, а в деяких холодильниках
цей процес здійснюється автоматично.
У трикамерних холодильниках для цієї
мети використовують окремі камери.
Антимікробна обробка холодильників.
Коли холодильники набули широкого розповсюдження, виявився і такий їх недолік:
мікроорганізми, які передаються через харчові продукти, з появою холодильників
адаптувались до нульових температур, які бувають у холодильниках.
При зниженні температури створюються
умови для відбору найбільш життєспроможних і тому найбільш агрегованих мутантів
мікроорганізмів. Не допомагає і глибоке заморожування продуктів; при їх
розморожуванні заморожені разом з продуктами мікроорганізми оживають і
розмножуються. Більш того, вияснилось, що бактерії, які раніше вважались
нешкідливими, тепер посилено розмножуються саме при температурі холодильника
+40C, і при цьому їх хвороботворна сила значно зростає.
З цього часу в періодичній пресі
з'являлись повідомлення про харчові отруєння, навіть писали про особливі «мікроби
з холодильника».
Для боротьби з хвороботворними
мікробами в холодильники почали монтувати ультрафіолетові лампи. А як відомо,
УФ-промені негативно впливають на мікроорганізми.
На сьогодні з'явилось більш ефективне
вирішення цієї проблеми. Нова ідея - це добре забута стара. Ще в Стародавньому
Єгипті використовували срібні і посріблені всередині посудини для
довготривалого зберігання води. Якщо ідея стара, то технологія найновіша. Для
цієї мети використовують «нанотехнології». Приставка «нано» походить від
грецького «карлик», тому нанотехнології - це технології, які оперують
величинами порядку нанометра, що співрозмірне з розмірами атома або молекули.
Практично весь асортимент
холодильників Bosch почали випускати з внутрішнім антимікробним покриттям холодильної
камери «Ag ION». Це покриття базується на натуральному сріблі, яке наносять з
використанням нанотехнології.
Згідно з законами фізики іони срібла
поступово звільняються з покриття і переходять в плівку вологи на внутрішніх
стінках холодильної камери, в якій і знаходяться мікроорганізми, і знищують їх.
У режимі турбоохолодження бактерії, віруси, пліснява, грибки переміщаються з
заражених продуктів, осідають на стінках і гинуть. Вироблення стійкості
бактерій до дії іонів срібла не спостерігається на відміну від дії
антибіотиків.
Холодильники нового покоління
Panasonic мають подвійний антибактеріальний захист.
Перший елемент цього захисту -
дезодоратор, який вмонтований в повітропровід і являє собою каталітичний
елемент, що ефективно нейтралізує ріст бактерій і неприємні запахи. Другий
елемент - антибактеріальна касета Wasabi.
Активним елементом касети є рослина
васабі, яка, на думку експертів, за антибактеріальною ефективністю стоїть на
другому місці після сонячного випромінення. Новий антибактеріальний дезодоратор
працює у 8 разів ефективніше, ніж в моделях попереднього покоління. Крім
антимікробної дії, ця рослина перешкоджає попаданню у відділення зберігання
овочів і фруктів газоподібного етилену і тим самим підтримує високий вміст
вітаміну C в продуктах.
Сприятливий вплив має і вмонтований
іонізатор. Іонізуюча пластина генерує негативно заряджені іони, які пагубно
діють на бактерії і нейтралізують позитивні іони, які являються причиною
неприємних запахів.
2.3 Дизайн
сучасних холодильників
Дизайн відноситься до властивостей,
які виявляються у чуттєво-сприйнятних ознаках форми, кольору, суспільної
цінності та соціально-культурної значущості і задовольняють естетичні потреби
людини. Використання зручних і досконалих речей завжди супроводжується чуттєвою
реакцією людини і викликає почуття задоволення і насолоди. З ростом добробуту
та культури людей значущість естетичних властивостей товарів постійно зростає.
Основними показниками естетичних
властивостей є інформаційна виразність, раціональність форми, колір і
цілісність композиції.
Основними виразниками дизайну є форма
холодильника і його колір.
Класичний дизайн - білий корпус
прямокутної форми- як завжди, користується попитом у консервативно налаштованих
покупців. У той же час багато європейських фірм почали випускати холодильники з
ошатним оформленням синього, жовтого, червоного і сріблястого кольорів з
красивим панно на дверцятах. Наприклад, компанія Whirlpool випускає
холодильники, розмальовані нічними зірками на глибокому синьому фоні, які
світяться.
Або намальовані на дверцятах сонце і
гори, які перетворюються в темноті на снігові вершини нічних гір, освітлених
півмісяцем. Нову серію холодильників з багатоколірним панно на дверцятах
випускає фірма Indesit. Далі від всіх в пошуках нового дизайну пішла фірма
Zanussi. Вона вже не перший рік випускає масово серію з «морським» дизайном за
останньою модою.
Підмічено, що жінки частіше вибирають
моделі в стилі кантрі. Це холодильні агрегати, оформлені «під дерево» або
розписані візерунками. Середнє покоління віддає перевагу оформленню у стилі
hi-tech або модерн.
У цьому стилі досить популярні моделі
з блискучим корпусом з нержавіючої сталі, в них можна дивитися як у дзеркало.
Завдяки відбиваючим властивостям корпуса продукти в холодильнику краще захищені
від зовнішнього тепла. Але наймоднішими є сріблясті холодильники із матеріалу
XXI ст. Alutec, особливо обробленого алюмінію, які вписуються в будь-який
дизайн, тому що матова алюмінієва поверхня набуває кольорів навколишніх
предметів.
Молодь обожнює холодильники насичених
кольорів - синього, темно-сірого або навіть червоного.
В останній час на ринку холодильників
став модним стиль 60-х років: округлений верх, випуклі дверцята, старомодна
металева ручка, подібна на автомобільну.
В той же час кольори різноманітні. В
одних фірм цей дизайн називається Nostalgia, в інших Old-Timer.
Незамінним атрибутом сучасної кухні є
холодильник, а також невеликий телевізор, який, як правило, розміщують на
холодильнику. Враховуючи таку ситуацію, фірми LG і Siemens випустили холодильники
з екраном на рідких кристалах, який розмістили в дверцятах холодильника.
Фірма LG встановила екран на рідких
кристалах розміром 13 дюймів, що відповідає розміру невеликого телевізора.
Управління холодильником здійснюється з панелі, не відкриваючи дверей, а
параметри висвічуються на дисплеї.
Дисплей використовується як екран
телевізора; до нього можна під'єднати і відеомагнітофон, і DVD програвач. У
телевізора є ще і функція «стоп-кадра». Фірма Siemens вмонтувала в дверцята
15-дюймовий плоский екран на рідких кристалах, який працює як телевізор.
Якісний звук забезпечують два гучномовці, а сам екран може повертатись на 45°,
що забезпечує зручність користування. Екран можна під'єднати до
відеомагнітофона і DVD про-гравача. Холодильник комплектується пультом
дистанційного керування.
Холодильник буде тим
енергоекономніший, чим менше відношення його поверхні до корисного об'єму.
Тобто чим менша поверхня при тому самому об'ємі, тим менше втрачається холоду
через випромінювання з поверхні і тим менше енергії потрібно для роботи
холодильника.
Отже, найбільш раціональна, з точки
зору теплофізики, конструкція холодильника- у вигляді кулі. Наступна економна
конструкція - циліндр. Сьогодні холодильники у вигляді циліндра виготовляє
американська корпорація «Equator». При висоті 170 см і діаметрі 75 см ця модель
має корисний об'єм холодильного відділення 242,3 дм3, а об'єм морозильного
відділення 83,1 дм3.
Холодильник традиційної прямокутної
форми з таким же об'ємом має габарити 186 х 60 х 60 см.
Циліндричні холодильники не тільки
економні з точки зору витрати електроенергії, але й більш легкі (менша витрата
матеріалу), виготовлення корпусів таких холодильників дешевше прямокутного і
технологічно простіше. Такий холодильник має полички, що обертаються і
висуваються (типу «Лінива Сюзен»). Такі полички полегшують доступ до продуктів,
а загартоване скло, з якого вони зроблені, забезпечує зручний огляд.
Виходячи з форми холодильника,
виникло оригінальне дизайнерське рішення. Такий холодильник розміщують посеред
просторої кухні і він є самостійним елементом дизайну.
2.4
Холодильні агенти
Таблиця 2.2.
Основні холодильні агенти
|
Умовне позначення
|
Хімічна назва
|
Хімічна формула
|
|
R10
|
Тетрахлорметан
|
ССІ4
|
|
R11
|
Фтортрихлорметан
|
CFCI3
|
|
R12
|
Дифтордихлорметан
|
CF2CI2
|
|
R22
|
Дифторхлорметан
|
CHF2CI
|
|
R50
|
Метан
|
CH4
|
|
R290
|
Пропан
|
CH3CH2CH3
|
|
R1150
|
Етилен
|
CH2 = CH2
|
|
R1270
|
Пропилен
|
CH2 = CH-CH3
|
|
R717
|
Аміак
|
NH3
|
|
R718
|
Вода
|
H2O
|
|
R729
|
Повітря
|
-
|
|
R744
|
Двоокис вуглецю
|
CO2
|
Речовини, які відбирають тепло від
об'єкта, що охолоджується, називаються робочими речовинами або холодоагентами.
Для цієї мети в залежності від потрібної температури охолодження використовують
різні рідини з низькими температурами кипіння і відповідно випаровування.
До холодильних агентів, які
використовуються в побутових холодильниках, ставляться певні вимоги, які можна
поділити на чотири групи:
термодинамічні;
фізико-хімічні;
екологічні;
економічні.
До термодинамічних відносяться:
об'ємна холодопродуктивність, що
характеризується кількістю тепла, яке відбирає 1 м3 пари холодоагента, яка
утворюється при кипінні холодоагента. Чим більша об'ємна холодопродуктивність,
тим при меншій кількості холодоагента, який поступає за одиницю часу у
випарник, може бути віднята ця ж кількість тепла від об'єму, який
охолоджується;
температура і тиск кипіння будь-якої
рідини залежать від тиску її насиченої пари. Зі зниженням тиску температура
кипіння рідини знижується. Але при відповідних низьких температурах кипіння
робочий тиск у випарнику не повинен бути нижчим від атмосферного. В
протилежному випадку з'явиться можливість підсмоктування атмосферного повітря,
що призведе до погіршення передачі тепла від середовища, яке охолоджується,
холодоагенту у випадку передачі його холодоагентом навколишньому середовищу в
конденсаторі. Для порівняння холодильних агентів, як правило, наводиться їх
нормальна температура кипіння, тобто температура кипіння при нормальному
атмосферному тиску;
температура і тиск конденсації
насиченої пари. Для холодильних агентів бажано, щоб тиск, при якому
конденсується насичена пара, був невисоким. Якщо конденсація пари холодоагента
проходить при високому тиску, то це вимагає застосування більш потужного
компресора і електродвигуна, а це призводить до перевитрат електроенергії і
можливості її витікання;
високий коефіцієнт теплопровідності і
теплопередачі.
До фізико-хімічних вимог необхідно
віднести малу густину і в'язкість, які забезпечують незначний опір холодоагента
при циркуляції його у холодильному агрегаті, а також хімічну пасивність до
металів ізоляції проводів і мастил, негорючість і хімічну стійкість.
Холодильні агенти повинні бути
нешкідливі для здоров'я людей і безпечні для навколишнього середовища.
Перший холодоагент, який відповідав
таким вимогам, був синтезований в 1930 р. у США, це був дифтордихлорметан. А
вже в 1933 р. компанія «BOSCH» почала випускати побутові холодильники.
Після синтезу дифтордихлорметану були
синтезовані і інші галогенпохідні метану, які отримали загальну назву «фреони».
Внаслідок значної кількості відносно
складної хімічної назви фреонів встановлена умовна числова система їх
позначення. Спочатку пишеться буква Ф (фреон), а потім число, яке умовно
означає насичений вуглеводень, похідним якого є даний фреон: для метану - 1,
для етану - 11, для пропану - 21 і т. д.
Якщо в сполуці є незаміщені атоми
водню, то їх число додається до вказаних цифр. До першого числа або до
отриманої суми, якщо не всі атоми водню заміщені, приписують (а не додають) у
вигляді наступного знаку цифру, яка виражає число атомів фтору. Таким чином,
фреон-12 (ф-12) розшифровується так: дифтордихлорметан CF2CL2; відповідно фреон
22 (Ф-22) - дифтормонохлорметан (CHF2CL); фреон-114 (A-114)-
тетрафтордих-лоретан і т. д.
Згідно з міжнародним стандартом ICO.
817 «Органічні холодоагенти» передбачено цифрове позначення холодоагентів у
технічній документації на холодильне обладнання, холодоагенти, масла. Для
термінології холоду стандарт допускає декілька позначень холодоагентів: умовне
(символічне), торгову назву (марку), хімічну назву і хімічну формулу.
Перевагу віддають умовному
позначенню, яке складається з символу літери R (від англ. refrigerate, що
означає «охолоджувати»), і визначального числа. Наприклад: фреон 12 має
позначення R-l2, фреон-22 - R-22.
До недавнього часу найбільш
розповсюдженими були холодоагенти R-12, R-22, які використовувалися в побутових
компресійних холодильниках і у приладах кондиціювання повітря. Ці холодоагенти
при атмосферних умовах - важкі гази без запаху і кольору. Обидва фреони
негорючі, вибухобезпечні і неотруйні. При накопиченні їх пари в закритих
приміщеннях може наступити задуха внаслідок вихолощування кисню з повітря.
При відсутності вологи фреони з
металами не взаємодіють. При наявності вологи може утворюватись соляна кислота,
яка буде взаємодіяти з металами.
Фреон-12 добре розчиняє змазочні
масла, знижуючи їх в'язкість, у зв'язку з чим для забезпечення надійного
змазування необхідно використовувати більш в'язке масло (фреонове ХФ-12).
Розчинення масла в холодильному
агенті створює сприятливі умови для змазування деталей, які труться, оскільки
воно разом з фреоном проникає у всі місця, де є тертя. Разом з тим фреон
заносить масло в теплообмінні частини машини, що затрудняє умови теплопередачі.
Фреон-21 розчиняє масло гірше, через це при низьких температурах можуть
утворюватись двофазні суміші. В таких випадках використовують масло ХФ-22 з
більш низькою температурою застигання.
Одним із шляхів покращання
холодильних циклів є застосування багатокомпонентних холодоагентів.
Великий вклад щодо вдосконалення
роботи компресійних холодильників, вніс колектив спеціалістів під керівництвом
В. А. Нікольського, запропонувавши новий спосіб отримання холоду з декількома
рівнями термостатування, а також багатокомпонентні холодоагенти, які дозволили
реалізувати цей спосіб.
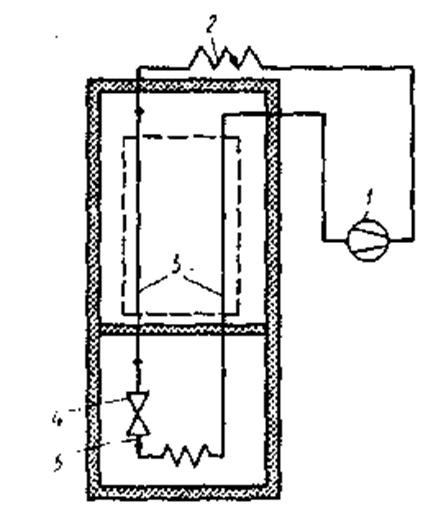
Рис. 2.1. Схема одноступеневої
двотемпературної компресійної машини
Цей спосіб в основному використовують
для одноступеневої (однокомпресійої) двотемпературної (двокамерної)
компресійної холодильної машини. Суть цього способу полягає в тому, що для
високотемпературного випарника застосовують регенеративний теплообмінник «труба
в трубі», а компоненти, які входять до складу холодильного агента, мають різні
температури. При цьому повний перехід суміші в рідину здійснюється при
розчиненні пароподібних холодоагентів, що киплять при більш низьких
температурах, в рідких холодоагентах, що киплять при більш високих
температурах.
Для холодоагентів, які киплять при
більш низьких температурах, використовують фреони R-13 і R-22, а при більш
високих - R-12, R-318, R-134.
Одноступенева двотемпературна
компресійна машина (рис. 2.1.) працює на багатокомпонентньому холодоагенті.
Машина складається з компресора 1,
конденсатора 2, регенеративного теплообмінника 3, дроселя 4 і випарника 5.
У низькотемпературній камері випарник
забезпечує температуру (-18) - (-24)°С, а у високотемпературній - температуру
(-0) - (-5)°С; як випарник використовують регенеративний теплообмінник.
Спосіб отримання холоду в
одноступеневій компресійній холодильній машині здійснюється таким чином. Робоча
речовина, яка знаходиться в пароподібному стані, стискується в компресорі 1 до
тиску 1-1,4 МПа і поступає в конденсатор 2. В конденсаторі стиснута робоча
речовина охолоджується, віддаючи тепло в навколишнє середовище. Внаслідок
відведення тепла від пари робочої речовини компоненти фреонів, які киплять при
більш високій температурі (фреон R-381, R-12), конденсуються, тобто робоча
речовина перетворюється в рідину до утворення парорідинної суміші. Дальше
здійснюється повне скраплення робочої речовини (перетворення в рідину) і розчинення
компонентів (R-22 і R-13), які киплять при більш низьких температурах у
скраплених компонентах. Скраплена робоча речовина (прямий потік)
переохолоджується в регенеративному теплообміннику 3 пароподібною емульсією
(зворотний потік), яка утворюється за рахунок часткового випаровування робочої
речовини у випарнику 5. Потім робоча речовина дроселюється в дроселі 4 і
поступає у випарник 5. В процесі дроселювання тиск робочої речовини зменшується
до 0,05-0,04 МПа.
У випарнику 5 холодоагент кипить;
теплота, необхідна для кипіння, відбирається від тепла робочої речовини, яке
охолоджується (камери), внаслідок чого температура камери знижується до -24°С.
При цьому здійснюється процес часткового випаровування, коли випаровується
більша частина компонентів з більш низькою температурою кипіння (фреон R-13,
частина R-22) і утворюється парорідинна суміш. Після виходу парорідинної
емульсії з випарника 5 закінчується випаровування фреону R-22 і починається
випаровування робочої речовини з більш низькою температурою кипіння (фреони
R-12 і R-318).
Процес повного випаровування робочої
речовини здійснюється в регенеративному теплообміннику 3, де необхідна для
кипіння теплота віднімається від прямого потоку.
Пара робочої речовини, яка при цьому
утворюється, відсмоктується компресором для стискування, і цикл холодильної
машини замикається.
Запропонований спосіб в
одноступеневій холодильній машині дозволяє отримати повне скраплення робочої
речовини при меншому тиску конденсації, що зменшує, в свою чергу, відношення
тиску нагнітання до тиску всмоктування і забезпечує збільшення питомої
холодопродуктивності. Крім того, зменшення відношення тиску нагнітання до тиску
всмоктування дозволяє підвищити ККД компресора за рахунок зниження в ньому
енергетичних втрат, що призводить до зменшення споживання електроенергії на
25-35 %.
Протягом останніх років хіміки
працювали над питанням розробки нових холодильних агентів, які б повністю
замінили попередні. Внаслідок їх роботи з'явилось на ринку багато нових
сполучень фторвуглеводів, які не містять хлору, мало впливають на навколишнє
середовище, успішно можуть замінити холодильні агенти категорії CFC і
використовуватись у діючих холодильних установках. Серед таких холодильних
агентів сьогодні стали відомими R-134a і R-404a (категорії HFC).a - це екологічно
чистий холодильний агент, який застосовується у всіх холодильних установках,
працюючих на R-12. За фізичними властивостями вони схожі. Холодопродуктивність
R-134a вища, він не спалахує, не отруйний, не руйнує озонового шару.
На практиці знайшов широке
застосування багатокомпонентний холодоагент, який складається з фреону R-601 і
вуглекислого газу (R-744). В технічній літературі цей холодоагент відомий під
маркою R-701.
У деяких літературних джерелах
зустрічається й інша назва - хладон 601/744.
Холодоагент R-601 являє собою суміш,
яка складається з фреонів R-142, R-12 і R-22.
В залежності від співвідношення
всередині холодоагент R-601 випускають двох марок А і Б.
Побутові холодильники заправляють
сумішшю 90 % холодоагента R-601 і 10 % вуглекислого газу.
Холодоагент R-601 - негорючий вогне-
і вибухобезпечний і являє собою стабільну речовину, але при високих
температурах (понад 4000C) може розкладатися з утворенням високотоксичних
речовин, в тому числі фтористого і хлористого водню, а також фторфосгену.
Холодоагент R-601 при звичайних
умовах не утворює токсичних речовин у повітряному середовищі, стоячих водах і в
присутності інших речовин.
2.5 Будова
холодильників
Побутові холодильники випускаються
різних моделей. Це однокамерні холодильники з низькотемпературним (морозильним)
відділенням, розташованим у верхній частині внутрішньої шафи. Дводверні
двокамерні холодильники набувають все більше поширення. В першому випадку
холодильник має один загальний випарник на два відділення (холодильне і
низькотемпературне), у другому - два випарника (один для холодильного, інший
для охолоджування низькотемпературного відділення холодильника). Розміри
низькотемпературного відділення двокамерного холодильника значно більші, ніж в
однокамерному.
Схеми холодильних агрегатів
змінюється мало, додаються сучасні технологічні новинки, але принцип дії
залишається незмінним. Основною відмінністю нових агрегатів є вживання
випарників з двома послідовними змійовиками, один з яких охолоджує
низькотемпературне, а інший холодильне відділення. В деяких двокамерних
холодильниках при незмінній схемі агрегату випарник з вільним рухом повітря
замінений повітроохолоджувачем.
Холодильник складається з таких
основних частин, корпус, внутрішні шафи холодильника, двері, теплоізоляційні
матеріали, замки і ущільнюючі дверей, електрообладнання.
Корпус являється основною
конструкцією, тому повинен бути досить міцним. Його виготовляють з листової
сталі товщиною 0,6 - 0,1 мм. Герметичність шафи забезпечується пастою ПВ-3 на
основі хлорвінілової смоли. Поверхню шафи фосфатують, потім її грунтують і
двічі покривають білою емаллю МЛ-12-01, ЗП-148, МЛ-242, МЛ-283 чи ін. Виконують
це з допомогою фарбопультів або в електростатичному полі. Поверхню сервісного
столика, якщо такий с, покривають поліефірним лаком.
У холодильниках "Снайге-2",
"Ладога-40", "Садко" (бар) та інших шафа виготовлена з
деревостружкової плити, покритої шпоном твердолистих порід або поліефірним
лаком ПЗ-246, НД-222П, ПІП або іншим.
Внутрішні шафи холодильників Металеві
внутрішні шафи з стального листа товщиною 0.7 - 0,4 мм виготовляють методом
штампування і зварювання і покривають селікатно-титановою емаллю гарячим
методом.
Пластикові камери виготовляють з
АБС-пластика або з ударіклііікопі иолістирола УПС-08ОЗЛ і УПС08033 методом
вакуум-формування. AБC (акрилбутадіоновий стирол) має високі механічні якості і
стійкість по відношенню до хладону (фреону). Деталі з АБС-пластика, покриті
хромом і нікелем, широко застосовуються в декоративних цілях.
АБС пластики випускаються у вигляді
гранул діаметром не більше 3 мм і довжиною 4-5 мм або у вигляді порошку і
перероблюються литтям під тиском, видуванням, термічним формуванням.
Камери у морозильників і камери
низькотемпературних відділень двокамерних холодильників металеві - з алюмінію
або нержавіючої сталі. Стальні камери більш довговічні, гігієнічні, але вони
збільшують масу холодильників і потребують особливих методів кріплення до
зовнішнього корпусу для найбільш ефективної теплоізоляції від навколишнього
середовища.
До переваг пластикових камер належить:
технологічність виготовлення, невеликий коефіцієнт теплопровідності, менша
маса. При цьому є інша сторона, такі камери швидко старіють, з часом втрачають
товарний вигляд, менш довговічні і менш стійкі порівняно з металевими.
В холодильниках з пластмасовими
камерами по периметру дверного отвору не встановлюють накладки, які закривають
теплоізоляцію, так як роль накладок виконують відбортовані краї камери.
Двері Виготовляють зі стального листа
товщиною 0,8 мм методом штампування і зварювання. В деяких моделях
холодильників двері виготовлені з деревостружкової плити або ударостійкого
полістиролу.
Двері холодильника складаються з
зовнішньої і внутрішньої панелей, теплоізоляції між ними і ущільнююча. Панелі
дверей виготовляють з ударостійкого полістиролу шляхом вакуум-формування.
Товщина листа 2-3 мм. У більшості холодильників двері відкриваються з ліва на
право. В холодильниках підвищеної комфортності передбачена можливість кріплення
дверей з обох сторін, таким чином с можливість відкривати двері з права на ліву
сторону.
Двері холодильника повинні щільно
прилягати до дверною отвору, в іншому разі тепле повітря буде проникати в
камеру. Для забезпечення герметичності внутрішню сторону дверей по усьому
периметру окантовують магнітним ущільнювачем різного профілю. В холодильниках
старих конструкцій використовувались гумові ущільнюючі балонного типу.
Двері в закритому положенні
утримуються за допомогою механічних або магнітних замків. Останні найбільш
розповсюдженні. ІІри їх наявності ручку дверей можна рої ташувати на різній
висоті, виходячи з потреб технічної естетики. Заміна дверних петель
спеціальними навісами, закріпленими зверху та з і низу дверей, зменшує загальні
габарити холодильника при відкриванні дверей, що важливо при встановленні
холодильника в куток помешкання.
2.5.1 Будова
холодильної шафи
Складовими елементами конструкції
побутових холодильників є теплоізоляційна шафа і холодильний агрегат разом з
пускозахисною апаратурою.
Корпус шафи являється несучою
конструкцією. Вона повинна бути достатньо жорсткою, щоб витримати навантаження
від продуктів, закладених всередину, а також при транспортуванні. Основним
матеріалом для виготовлення шафи є стальний холоднокатаний лист товщиною 0,8-1
мм. Металевий корпус зверху покривають синтетичними емалями.
Шафа холодильника складається з двох
шаф, які вставлені одна в одну і розділені теплоізоляційним матеріалом.
Зовнішня шафа холодильника
називається корпусом, внутрішня - холодильною камерою. Простінки між корпусом і
камерою заповняють теплоізоляційним матеріалом і закривають спереду
облицювальними накладками.
Корпус шафи закривають дверима, які
утримуються в закритому положенні за допомогою магнітного замка. Проникненню в
камеру теплого повітря через двері перешкоджає ущільнювач, який закріплений на
внутрішній стінці дверей і притискається до передньої частини корпуса.
Корпус шафи являє собою
цільнометалеву зварну конструкцію. Частина корпуса, в якому розміщується
холодильний агрегат, називається машинним відділенням.
У сучасних холодильниках
компресійного типу об'єм машинного відділення складає приблизно 15-20 %
загального об'єму холодильника.
Основною частиною корпусу є обичайка.
Обичайку виготовляють штампуванням зі стального листа товщиною 0,8-1,0 мм з
наступним гнуттям. Обичайці надають П-подібну форму. До обичайки приєднують за
допомогою електрозварювання решітку деталей - дно, задню стінку та ін.
Холодильні камери виготовляють із
металу (вуглецевих сталей, легованих сталей або алюмінію), а також із
термопластичного матеріалу (АБС - акрилбутадієнового стиролу, УПС -
удароміцного полістиролу).
Металева камера складається з трьох
основних деталей, які штампують з низьковуглецевого сталевого листа товщиною
0,6- 0,9 мм. Штамповані деталі зварюють між собою і емалюють гарячим методом
силікатно-титановою емаллю.
Із алюмінію, крім камери, також
виготовляють низькотемпературні камери двокамерних холодильників. Стінки камери
являються поверхнею, яка охолоджується. Пластмасові камери виготовляють методом
вакуум-формування. До переваг пластмасових камер відносять технологічність
виготовлення, малий коефіцієнт теплопровідності, менша маса. Але такі камери з
часом старіють, втрачають товарний вигляд, менш довговічні в порівнянні з
металевими.
Двері шафи складаються із стальної
штампованої обичайки, з тильної сторони якої прикріплена внутрішня панель з
ущільнювачем. Між панеллю і обичайкою знаходиться шар теплоізоляції.
Внутрішня панель дверей одночасно є
передньою стінкою холодильної камери. Уже багато років її виготовляють із
пластмаси. В панелі роблять полички для пляшок з напоями, коробок консервів,
яєць і дрібно фасованих продуктів. Прикріпляють внутрішню панель обичайки
шурупами одночасно з дверним ущільнювачем. Двері прикріпляють до шафи за
допомогою спеціальних петель. Розрізняють петлі бокові і торцеві, коли двері
навішують на кронштейни, прикріплені до нижньої і верхньої стінок корпуса шафи.
У морозильниках типу «скриня» двері
відкриваються вверх. В таких випадках застосовують пружний пристрій, за
допомогою якого відкриті двері утримуються в будь-якому положенні.
Для утримання дверей в закритому
стані використовують магнітні запори. Магнітні запори отримали широке
застосування в сучасних холодильниках. Вони прості за конструкцією, надійні в
роботі і зручні в користуванні. Розповсюдженню магнітних запорів більшою мірою
сприяло використання тонкостінних дверних ущільнювачів із полівінілхлоридного
пластика, для доброго прилягання яких потрібні незначні зусилля.
В побутових холодильниках
застосовують магнітні запори двох видів: запори з жорстким, окремо розміщеним
одним (інколи двома) магнітом, який прикріплюють на тильній стороні дверей, і
запори у вигляді магнітної вставки, яку розміщують в балоні дверного
ущільнювача. Більш широкого розповсюдження набули останні. Вставку розміщують
по всьому периметру дверей тільки з трьох сторін, оскільки на стороні
навішування дверей хороше ущільнення забезпечується без магнітних вставок.
Існує два види магнітних вставок.
Більш розповсюджена магнітна вставка, яка являє собою довгий відносно гнучкий
намагнічений пруток прямокутного перерізу розміром 4 х 9,5 мм. Вставку
виготовляють із фериту барію з невеликим додатком компоненти, яка придає
гнучкість.
Притягуючи дверний ущільнювач до шафи
по всьому периметру дверей, магнітний запор забезпечує хороше ущільнення і в
той же час не вимагає великих зусиль для відкривання дверей.
Значно рідше роблять вставку, яка
складається з великої кількості жорстких намагнічених брусочків фериту барію.
Вставки для магнітних запорів в
процесі виготовлення намагнічують до повного насичення матеріалу, що забезпечує
довготривале зберігання їх магнітних властивостей.
Магнітні запори з окремо розміщеним
жорстким магнітом встановлювали в холодильниках невеликих ємностей старих
конструкцій.
2.5.2 Двері
ущільнювачі
Дверні ущільнювачі запобігають
проникненню теплого повітря із приміщення в холодильну камеру через двері.
Ущільнювач знаходиться на тильній стороні дверей і закріплений на її обичайці і
окантовує її по всьому периметру.
При закритих дверях ущільнювач
повинен бути притиснутий до зовнішньої обичайки шафи так, щоб не було щілин.
Необхідне для цього зусилля залежить від жорсткості ущільнювача. Чим жорсткіший
ущільнювач, тим більше зусилля необхідне для його беззазорного прилягання.
Жорсткість ущільнювача визначається
опором його профілю до стискування, що залежить від матеріалу ущільнювача і
товщини стінок профілю. Ущільнювачі розрізняють: за матеріалом -
полівінілхлоридні і гумові; за профілем - балонні і безбалонні; за умовами
роботи - для дверей з механічним запором і з магнітною вставкою в балоні.
В сучасних холодильниках переважно
використовують ущільнювачі із полівінілхлоридної пластмаси. У порівнянні з
гумовими вони мають більш тонкі стінки і менший опір на стискування або на
розтяг.
Найбільш розповсюджені ущільнювачі
балонного типу. Вони можуть мати один або декілька балонів. Профілі балонних
ущільнювачів складніші, ніж безбалонних, але більш надійні в роботі. Безбалонні
ущільнювачі застосовують, в основному, в холодильниках малих ємностей старих
конструкцій.
При механічному запорі профіль
ущільнювача працює на стискування, а при магнітній вставці - на розтяг профіля
балонного гумового ущільнювача, який працює на стискування (рис. 2.2 а). Для
ефективної роботи ущільнювача верхня поличка 1 повинна під дією перпендикулярно
прикладеної сили прогинатися і закривати всі щілини. Для закриття головок
шурупів, якими кріплять ущільнювач до дверей, передбачена кишеня 7, яка
закриває краєм «а» верхньої полички.
Типовий профіль ущільнювача з
магнітною вставкою, який застосовують у вітчизняних холодильниках, показано на
рис. 2.2 б. Такий ущільнювач має два балони.
Балон 1 прямокутного перерізу, в
якому знаходиться магнітна вставка 2, притискується передньою площиною до шафи.
Товщина стінки балона суттєво впливає на силу протягування ущільнювача і не
перевищує 0,45 мм.
Балонна «гармошка» 3 служить для
компенсації невеликого вільного ходу дверей. У вільному стані ущільнювача
«гармошка» дещо стиснута, а при відході дверей розтягується. Для ефективної
роботи балона «гармошка» його профіль має невеликий опір розтягуванню, що забезпечується
тонкими стінками, а також відповідною конфігурацією.
Дверні ущільнювачі незалежно від
матеріалу, кількості балонів і їх профілів повинні бути стійкими проти
старіння, не розтріскуватись, зберігати свої пружні і еластичні властивості
протягом багатьох років.
2.5.3
Агрегати компресійних холодильників
Компоновка холодильного агрегату
залежить від типу холодильників. Холодильний агрегат побутового компресійного
холодильника складається з: мотор-компресора, випарника, конденсатора, системи
трубопроводів і фільтра. В напідложних холодильниках агрегат, як правило,
розміщують на задній стінці шафи, в холодильниках-барах - ззаду або збоку, в
настінних холодильниках - у верхній частині.
Схеми холодильних агрегатів мало
змінюються. Основною відмінністю нових агрегатів є застосування випарників з
двома послідовними змієвиками, один з яких охолоджує низькотемпературне
відділення, а другий - відділення з температурою до -6°С; набули застосування
двокомпресійні агрегати, де один компресор обслуговує низькотемпературне
відділення, а другий - інші камери холодильника.
У деяких двокамерних холодильниках
випарник з вільною циркуляцією повітря замінено на повітроохолоджувачі системи
«No frost». Переваги холодильника з примусовою циркуляцією повітря - це
незначні коливання температури всередині камери, відсутність інею на стінках.
Компресор являє собою один з
найважливіших вузлів. Він забезпечує циркуляцію холодоагента в герметичній
системі агрегата, визначає його економічність, працеспроможність і
продуктивність.
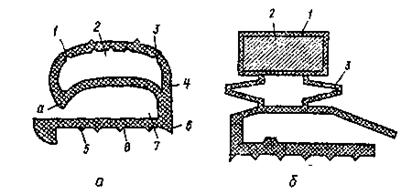
Рис. 2.2. Типові профілі ущільнювачів
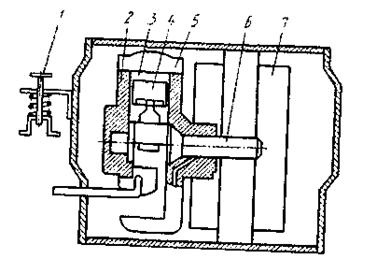
Рис. 2.3. Компресор ДХ
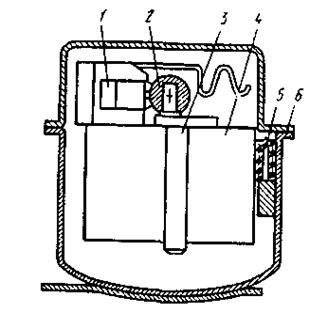
Рис. 2.4. Компресор XKB
У побутових холодильниках
застосовують одноциліндрові поршневі герметичні мотор-компресори двох типів:
тип ДХ з кривошипно-шатунним механізмом з горизонтальним валом і зовнішньою
підвіскою і XKB з кривошипно-кулісним механізмом з вертикальним валом і
внутрішньою підвіскою.
Компресор ДХ (рис. 2.3.) має зовнішню
м'яку підвіску 1. Горизонтально розташований колінчатий вал, якому обертового
руху надає електродвигун 7 з частотою обертання 1500 об/хв. В циліндрі З,
розміщеному в корпусі 2, рухається поршень 4. До верхньої частини циліндра
прикручена головка 5 з клапанним пристроєм, який складається з камери
всмоктування, всмоктуючого і нагнітального клапанів. При руху поршня вниз пара
холодоагента через всмоктуючий клапан поступає в камеру, а при руху поршня
вверх всмоктуючий клапан закривається, пара холодоагента стискується і через
випускний клапан подається в систему.
Компресор XKB (рис. 2.4) має
вертикально розміщений вал 3, який насаджений на ротор електродвигуна 4 і
обертається з частотою 3000 об/хв. Через кулісний механізм 2 обертовий рух вала
передається поршню 1. Компресор підвішується на пружинах 5 всередині
герметичного кожуха 6.
В залежності від об'єму газу, який
витісняється за один хід поршня при нормальній частоті обертання (описаного
об'єму), ці компресори випускаються декількох типорозмірів.
Компресори можна класифікувати за
такими ознаками:
за видом електродвигуна і
пускозахисного реле: Д - двополюсний однофазний асинхронний електродвигун холодильної
машини (ДХМ), пускове струмове комбіноване реле (PTK); П - двополюсний
однофазний асинхронний електродвигун (ЕД) і двополюсний однофазний асинхронний
електродвигун з підвищеним пусковим моментом (ЕДП), пускозахисне комбіноване
реле (P).
за наявністю пристроїв для
охолодження: Б - компресори без додаткового охолодження; M - компресори з
додатковим охолодженням.
за умовами експлуатації: УХЛ -
компресори, які експлуатуються в помірному і холодному кліматах; T -
компресори, які експлуатуються в тропічному кліматі. Основні параметри
компресорів наведено в табл. 2.3.
Таблиця 2.3
Технічна характеристика компресорів
|
№ з/п
|
Компресор, його
марка
|
Номінальна
холодопро-дуктивність Bt (ккал/год)
|
Споживна
потужність, Bt
|
Питома
холодопро-дуктивність
|
Питома енергоємність,
Bt
|
|
1
|
ХКВ5-1ЛБУХЛ
|
115(100)
|
140
|
0,83
|
1,2
|
|
2
|
ХКВ6-1АБУХЛ
|
145(125)
|
170
|
0,91
|
1,1
|
|
3
|
ХКВ6-1ЛБУХЛ
|
145(125)
|
165
|
0,91
|
1,1
|
|
4
|
ХКВ6-1ДМУХЛ
|
150(130)
|
170
|
0,93
|
1,08
|
|
5
|
ХКВ6-1ЛМУХЛ
|
150(130)
|
170
|
0,93
|
1,08
|
|
6
|
ХКВ8-1ЛМУХЛ
|
185(160)
|
190
|
0,99
|
1,01
|
|
7
|
ДХ1010
|
165(140)
|
180
|
0,92
|
-
|
|
8
|
ДХ21010
|
140(120)
|
160
|
0,90
|
-
|
Для зменшення шуму при роботі
компресора застосовують глушники як зі сторони всмоктування, так і зі сторони
нагнітання.
Глушник всмоктування складається з
двох, а глушник нагнітання з чотирьох камер, відокремлених одна від одної
перегородками з невеликими отвором в центрі.
Коригований рівень звукової
потужності в нормальному режимі не повинен перевищувати 44дБА для компресорів
типорозміру 5 і 6 і для компресорів типорозміру 8-46 дБА.
2.5.4
Конденсатори і випарники компресійних холодильників
Конденсатор і випарник відносяться до
теплообмінної апаратури, яка забезпечує теплообмін між холодильним агентом і
навколишнім середовищем.
Вони повинні мати високу
інтенсивність теплообміну між холодильним агентом і навколишнім середовищем,
мати невеликі витрати металу на одиницю теплового навантаження, а об'єм
випарника не повинен знижувати корисного об'єму холодильної камери.
Конденсатор - це пристрій, який являє
собою трубопровід, як правило, вигнутий у вигляді змійовика, всередину якого
поступає пара холодоагента, змійовик охолоджується ззовні навколишнім повітрям.
Площа зовнішньої поверхні змійовика недостатня для відведення тепла повітря,
через це її збільшують великою кількістю ребер, які виготовляють з мідного дроту,
кріпленням змійовика до металевого листа або іншими способами.
Широке розповсюдження отримали
трубчасті конденсатори конвективного охолодження з дротяними ребрами (рис. 2.5
а). Конденсатор являє собою змійовик з мідної або стальної трубки діаметром 4,7-6,5
мм, товщиною стінок 0,7-0,8 мм з привареними до неї з обох сторін (один
навпроти другого) ребрами з мідного або сталевого дроту товщиною 1,2-2 мм.
Ребра приварюють точковою електрозваркою, якщо вони стальні, або припаюють
міддю.
У холодильниках старих моделей
застосовувались листотрубчасті конденсатори.
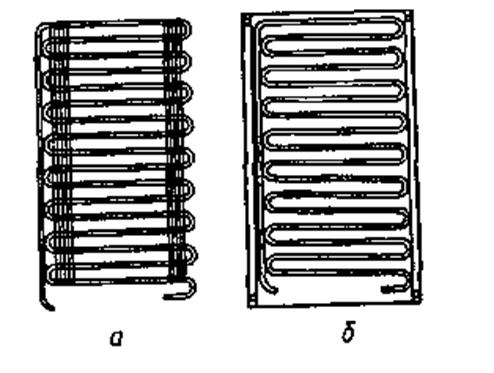
Рис. 2.5. Трубчасті конденсатори
конвективного охолодження
Рис. 2.6. Випарники
Листотрубчастий конденсатор (рис.
2.5. б) складається із змійовика, який приварений або припаяний до металевого
листа, що виконує функцію суцільного ребра. В листі зроблено прорізи за типом
жалюзі. Це збільшує площу теплопередаючої поверхні за рахунок відігнутих
металевих язичків і циркуляції повітря. Діаметр трубок 4,7-8 мм, крок
розміщення 35-60 мм, товщина листа 0,5-1 мм. Довжина трубопроводу такого
конденсатора складає 6500-14 000 мм.
Листотрубчастий прокатно-зварний
конденсатор виготовляють з алюмінієвого листа товщиною 1,5 мм з розміщеним в
ньому каналом змійовика.
Конденсатор має форму сплющеної
труби. При порівняно невеликих розмірах конденсатор працює ефективно внаслідок
високої теплопровідності алюмінію. Для більш ефективної циркуляції повітря в
щиті зроблені наскрізні отвори.
Конденсатори закріплюються на задній
стінці шафи холодильника під кутом 5° до вертикалі, що покращує умови
теплообміну.
Випарник служить для передачі тепла
від об'єкта, який охолоджується, до холодоагента, який кипить і випаровується.
За принципом дії випарники аналогічні конденсаторам, але відрізняються тим, що
в конденсаторах холодоагент віддає тепло навколишньому середовищу, а у
випарнику поглинає його із середовища, яке охолоджується.
В однокамерних холодильниках випарник
використовують для зберігання заморожених продуктів, через це його виготовляють
у вигляді полички. Для підтримання низької температури випарник закривають
спереду дверцятами, а ззаду стінкою. Такий випарник виконує функції
морозильного відділення.
Тепер застосовують алюмінієві
випарники, виготовлені прокатно-зварним способом. Для цього використовують
листи алюмінію марок АД, АД-1, АД-1М, АД-1И, АД-1Н, АМГЗ-1.
Випарники мають канали різної
конфігурації і відрізняються способом кріплення. В деяких холодильних агрегатах
випарники відрізняються тим, що система каналів в них має замість двох отворів
для під'єднання капілярної і всмоктуючих трубок лише один.
У деяких агрегатах капілярна трубка
проходить всередині всмоктуючої - «труба в трубі».
Для захисту алюмінієвих випарників
від корозії їх анодують у сірчано-кислих або хромово-кислих ваннах, отримуючи
захисну плівку товщиною 10-12 мкм. Для захисту цієї плівки випарник додатково
покривають лаком або епоксидною смолою.
Випарники випускають різних
конструкцій. Широке розповсюдження в холодильниках ранніх випусків мали
випарники у вигляді перевернутої букви «П», часто витягнутої на всю ширину
камери, з поличкою для продуктів. У сучасних холодильниках з морозильним
відділенням на всю ширину камери випарники роблять «O»-подібної форми. Такий
випарник кріплять до стелі або бокових стінок камери.
Листотрубний випарник застосовують у
деяких двокамерних холодильниках. Випарник закріплюють на задній стінці
внутрішньої шафи або встановлюють горизонтально. В цьому випадку він одночасно
служить поличкою.
2.5.5
Дроселюючи пристрої компресійних холодильників
Для оптимізації роботи холодильного
агрегату при зовнішніх умовах випарник повинен відбирати різну кількість
теплоти від об'єкта, який охолоджується. Кількість теплоти, яка відбирається,
однозначно визначає і кількість холодоагента, який випаровується у випарнику. В
той же час для створення умов випаровування у випарнику повинен підтримуватись
низький тиск і поступати стільки холодоагента, скільки і випаровується. Через
це дроселюючий пристрій в ідеальному випадку повинен бути регульованим.
У дроселюючих пристроях регулювання
здійснюється шляхом зміни прохідного перерізу дроселя. Але в малих холодильних
машинах, до яких відносять і побутові холодильники, витрати холодоагента
невеликі й прохідний отвір повинен бути 0,2-0,3 мм. Природно, що регулювати
такий отвір в межах ± 10 % дуже складно, через це в побутових холодильниках
використовують спеціальні капілярні трубки. Для цієї мети використовують
капілярні трубки ДКРХТ, ДКРХМ, ДКРБТ, Б-М2-Т, НДМ2 та ін.
Капілярна трубка разом з
відсмоктуючою служить регулюючим пристроєм для подачі рідкого холодоагента у
випарник. Вона являє собою мідний трубопровід з внутрішнім діаметром 0,8-0,85
мм і довжиною 2800-8500 мм, який з'єднує сторони високого і низького тиску в
системі холодильного агрегату.
Маючи невелику пропускну спроможність
(3,8-8,5 л/хв), капілярна трубка виконує функцію дроселя і створює перепад
тиску між конденсатором і випарником, за рахунок якого у випарник подається
певна кількість рідкого холодоагента.
До переваг капілярних трубок у
порівнянні з іншими дроселюючими пристроями (наприклад, з терморегулюючими
вентилями) необхідно віднести простоту конструкції, відсутність рухомих частин
і надійність в роботі. Крім цього, капілярна трубка, з'єднуючи сторони
нагнітання і всмоктування, вирівнює тиск у системі агрегату при його зупинках.
Це знижує протитиск на поршень компресора в момент його запуску і дозволяє
застосувати електродвигуни компресора з відносно невеликим пусковим моментом.
Недоліком капілярної трубки є те, що
вона не може забезпечити хороше регулювання подачі холодоагента у випарник при
різних температурах експлуатації холодильника. Враховуючи це, пропускну
спроможність капілярної трубки встановлюють у нормальних експлуатаційних умовах
холодильника. Для покращання теплообміну між відсмоктуючою холодною парою і
теплим рідким холодоагентом, які рухаються назустріч один одному, капілярну і
відсмоктуючу трубки спаюють на великій ділянці. В деяких холодильних агрегатах
капілярну трубку намотують навколо відсмоктуючої або розміщають всередині її і
таким чином створюють ефект «труба в трубі», для усунення засмічення твердими
частинками капілярної трубки перед її входом встановлюють фільтр.
Фільтри виготовляють з дрібних
латунних сіток або металокераміки. Металокерамічний фільтр складається з
бронзових кульок діаметром 0,3 мм, сплавлених у стовпчик конусоподібної форми,
який розміщують у металевому корпусі.
Фільтр встановлюють при вході в
капілярну трубку для запобігання її від засмічення твердими частинками. Фільтри
виготовляють з маленьких латунних сіток або металокераміки. Металокерамічний
фільтр складається з бронзових шариків діаметром 0,3 мм, сплавлених в стовпець
конусоподібної форми, заключний в металевий корпус. Капілярну трубку припаюють
до металокерамічного фільтра під кутом 30°. В більшості холодильників фільтр
змонтований в одному корпусі з осушним патроном. По краях корпусу розташовані
сітки, а між сітками - адсорбент.
Попадання вологи в систему, заповнену
хладоном і змащувальним маслом, при дії високих температур в компресорі
приводить до утворення мінеральних і органічних кислот. Ці кислоти руйнуюче
діють на де галі компресора, н першу чергу на електричну ізоляцію вбудованого
електродвигуна. Краплі вільної вологи замерзають в капілярній грубці і
порушують роботу агрегату. Тому при виготовленні, монтажі і ремонті хладонові
холодильні машини (або окремо їх вузли) ретельно осушують і очищають.
Процес виробництва і ремонту
герметичних машин звичайно передбачає тривалу (десятки годинника) сушку
електродвигунів (при температурі близько 120° С) і короткочасну сушку (декілька
годин) компресора, конденсатора, випарників і агрегату а зборі при продуванні
сухим повітрям.
Сухість повітря визначають по точці
роси, яка біля виходу з сухого герметичного компресора повинна бути не вищою
мінус 50° С. Алe в процесі експлуатації, особливо в перші 2-3 роки, в
холодильних машинах все ж гаки з'являється волога в результаті виділення з
електричної ізоляції. При розкритті машин для ремонту волога осідає на
поверхнях, дотичних з повітрям. Тому в усі хладонові машини включають
фільтри-осушувачі, які очищають хладон і масло і за допомогою адсорбентів
поглинають з них вологу.
Фільтр-осушувач слугує для поглинання
вологи з холодоагенга і запобігає замерзанню води у регулюючому пристрої
(капілярні грубці).
Корпус патрона фільтра складається з
металевої трубки довжиною 105-135 мм і діаметром 18 - 12 мм з витягнутими
кінцями, в отвори яких впаюють відповідні трубопроводи холодильного агрегату. В
корпус патрона розміщають адсорбент (синтетичний цеоліт) між сітками і
обоймами, які встановленні на вході і виході патрона Адсорбенти мають пористу
кристалічну структуру. Маленькі пори з'єднані вузькими каналами. Завдяки цій
структурі виникає вибірна адсорбція, тобто в порожнину пор проникають лише ті
молекули, розмір яких менший за діаметр каналів. Тому вся активна поверхня і
об'єм пор використовується для утримання молекул і не засмічуються іншими
речовинами з більш великими молекулами (в частості, хладоном і мастилом).
Корпус осушувального патрона
виготовляють зі стальних мідних або алюмінієвих трубок в залежності від місця
встановлення патрона в агрегаті. При встановленні осушувального патрона в
штампованому випарнику корпусом осушувача слугує колектор випарника, куди
розміщують адсорбент в сітчастому чохлі. Осушуючі патрони з сілікагелем
зазвичай встановлюють в холодній зоні агрегату - випарнику. Осушуючі патрони з
цеолітом встановлюють на стороні нагнітання перед входом в капілярну трубку,
тобто там же, де встановлюють фільтр. В цьому випадку осушувальний патрон
комбінують з фільтром (фільтр-осушувач).
В холодильних агрегатах зі стальним
випарником і конденсатором з мідної трубки для запобігання чи усунення
замерзання вологи в капілярній трубці замість осушуючого патрона застосовують
метиловий спирт. У цьому випадку вода не витісняється з системи агрегату, а
лише знижується температура її замерзання. Як зазвичай в систему агрегату
вводять 1 - 2 % кількості хладона - хімічно чистого метилового спирту.
Застосування метилового спирту в агрегатах з алюмінієвим випарником або
конденсатором недопустиме, так як спирт взаємодіє з алюмінієм, що приводить до
руйнування випарника чи конденсатора і виходу хладона з системи агрегату.
Усі з'єднання, які знаходяться в
холодильному агрегаті, виконані зваркою і пайкою твердими припоями. Алюмінієві
частини з'єднуються між собою аргоно-дуговою зваркою, мідні - пайкою.
З'єднання алюмінієвих частин з
мідними трубопроводами здійснюється через перехідні мідно-алюмінієві трубки,
попередньо зварені в стик на спеціальній електрозварній машині.
Ефективними поглиначами є синтетичні
цеоліти NaA-2 МШ і NaA-2KT, які виготовляють у вигляді таблеток або кульок
розміром 1,5-3,5 мм.
Для очищення робочого середовища
фреонових холодильних машин від вологи і кислот застосовують адсорбенти різних
марок. Ефективними поглиначами вологи є синтетичні цеоліти NaA-2MШ і NaA-2KT,
які виготовляють у вигляді таблеток або кульок розміром 1,5-3,5 мм. В
порівнянні з мінеральними адсорбентами (наприклад, сілікагелем), цеоліти добре
поглинають воду з холодоагенти Проте переваги цеоліту перед сілікагелем ще
більш значні за наявності масла в хладоагенті, шо має місце в холодильній
машині. Синтетичний цеоліт NaA-2MШ застосовують для зарядки осушних патронів
побутових холодильників, що працюють на хладоні-12 і хладоні-22. Пін активно
адсорбує сліди води і майже поглинає холодоагенти і мастильні масла.
2.5.6
Електродвигуни
Для приводу герметичних компресорів і
роботи в середовищі холодоагента і масла застосовуються однофазні асинхронні
вбудовані електродвигуни з коротко-замкнутим ротором, без підшипникових щитів і
валу. Вони випускаються на номінальну напругу 127 або 220 В (допустиме
відхилення напруги від -15 до 10 %) потужністю 60, 90, 120 Вт. Частота
обертання 1500 і 3000 об./хв.
Електродвигуни призначені для роботи
в середовищі холодоагента - хладона (фреону) -12 або хладона (фреону) -22 і
рефрижераторного масла.
Коефіцієнт корисної дії
електродвигуна при номінальній потужності: 60Вт - 0,6 (частота обертання 3000 і
1500 об./хв);
Вт - 0,67 (частота обертання
300об./хв.) і 0,62 (частота обертання 1500об./хв.);
Вт - 068 (частота обертання
3000об./хв.) і 0,64 (частота обертання 1500об./хв.).
Для пуску електродвигунів і захисту
їх в аварійних режимах передбачається застосування пускозахисної апаратури.
Переднє напрацювання електродвигуна
повністю не менше 25000 год.
Термін служби не менше 15 років.
Електричні параметри двигунів
випробовують на спеціальному стенді гальмівно-моментальному.
Електродвигун холодильника в
нормальних умовах працює циклічно, тобто через певні проміжки часу включається
і вимикається. Відношення частини циклу, протягом якої електродвигун працює, до
загальної тривалості циклу називають коефіцієнтом робочого часу. Чим він більше
(при постійній температурі в приміщенні), тим нижча температура в холодильній
камері і тим більше буде середньогодинна витрата електроенергії. Певну
циклічність в роботі холодильника (коефіцієнт робочого часу) забезпечує
датчик-реле температури - прилад, за допомогою якого регулюється температура в
шафі холодильника.
Працює електродвигун таким чином. На
статорі розташовані дві обмотки - робоча і пускова. Змінний струм, протікаючи
по робочій обмотці, створює змінне магнітне поле, навідні струми в
коротко-замкнутому роторі двигуна. Електромагнітна сила, що виникає в
результаті взаємодії магнітного поля із струмами ротора, взаємно
врівноважується, завдяки чому ротор не рухається. Дія утворення обертаючого
магнітного поля застосовують додаткову пускову обмотку. При включенні обох
обмоток утворюється магнітне поле, що обертається, яке захоплює за собою ротор.
Коли частота обертання ротора досягає 75-80 % швидкості магнітного поля в
робочій обмотці, що обертається, пускова обмотка відключається. Для відключення
обмотки використовується пускове реле. Статор електродвигуна складається з пакету,
зібраного з окремих сталевих пластин, а також робочої і пускової обмоток,
розташованих секціями в пазах пакету. Ротор електродвигуна складається з
сердечника, зібраного з окремих сталевих пластин, пази якого залиті алюмінієвим
сплавом, створюючи з обох боків провідники, на коротко замкнуті кільцями.
.5.7 Електричне устаткування холодильників
До електричного устаткування
побутових холодильників відносяться наступні прилади:
електричні нагрівачі для обігріву
генератора в холодильних агрегатах абсорбції; для оберігання дверного отвору
низькотемпературної (морозильної) камери від випадання конденсату на стінках;
для обігріву випарника при напівавтоматичному і автоматичному видаленні
снігового покриву;
електродвигун компресора (це
відноситься до компресійних холодильників);
прохідні герметичні контакти для
з'єднання обмоток електродвигуна із зовнішньою електропроводкою холодильника
через стінку кожуха мотор-компресора;
освітлювальна апаратура, призначена
для освітлення холодильної камери; вентилятори: для обдування конденсатора
холодильного агрегату повітрям (при використанні в холодильниках конденсаторів
з примусовим охолоджуванням) і для примусової циркуляції повітря в камерах
холодильників.
До приладів автоматики побутових
холодильників відносяться: датчики-реле температури (терморегулятори) для
підтримки заданої температури в холодильній або низькотемпературній камері
побутових холодильників; пускове реле для автоматичного включення пускової
обмотки електродвигуна при запуску, захисне реле для оберігання обмоток
електродвигуна від струмів перевантаження; прилади автоматики для видалення
снігового покриву із стінок випарника.
Електродвигун мотор-компресора
холодильного агрегату живиться через прохідні герметичні контакти, встановлені
в кришці кожуха мотор-комресора.
Контакти є трьома струмопровідними
стрижнями залитих спеціальним склом в загальний сталевий корпус, приварений до
кришки кожуха. Скло добре зчіплюється з металом і забезпечує герметичність
кожуха. Крім того, скло - хороший електроізолятор.
Розташування контактів буває різним.
Вихідні кінці обмоток електродвигуна приєднані до контактів усередині кожуха
мотор-компресора. Прохідні контакти при виготовленні випробовують на електричну
міцність напругою 1000 В, а також на міцність і густину у воді тиском повітря
1470 М Па в бронюванні Там же перевіряють міцність кожуха мотор-компресора
після приварювання кришок. Із зовнішньої сторони кожуха на прохідні контакти
для з'єднання з електропроводкою агрегату надягають спеціальні знімні затиски
або колодки.
Освітлювальна апаратура холодильника
складається з електричного патрона з лампою розжарювання і вимикача.
Проводка з апаратурою включена в
електричний ланцюг холодильника паралельно проводці, що живить електродвигун
компресора, і діє незалежно від роботи електродвигуна або генератора.
У побутових холодильниках
застосовуються електропатрони спеціальної конструкції, які при можливому
зволоженні запобігають замиканню ланцюга.
Електролампи застосовують потужністю
15-25 Вт (залежно від об'єму камери) з латунним або алюмінієвим цоколем типу
Р-14 або Р-27. У багатьох холодильниках електролампа закрита плафоном або
захищена захисним пристроєм, що оберігає її від пошкоджень.
Лампа включається автоматично при
відкритті дверей холодильника і вимикається при закритті.
Вимикач електролампи звичайно
розташований в простінку між корпусом шафи та камерою і закріплений на
облицювальній накладці. Кнопка вимикача виступає назовні і при закритих дверях
шафи упирається на внутрішню панель. Контакти вимикача нормально замкнуті.
У багатьох холодильниках великого
об'єму виготовлених за кордоном, двокамерних холодильниках, морозилках
встановлені вентилятори, призначені для примусового охолоджування конденсатора.
Вентилятор працює одночасно з мотор-компресором, автоматично включаючись і вимикаючись
за допомогою терморегулятора. Потужність вентилятора 10-15 Вт.
У багатьох холодильниках (особливо в
морозилках і двокамерних холодильниках) також застосовують вентилятори для
примусової циркуляції повітря в камерах. У одних випадках вентилятор встановлюють
в двокамерних холодильниках біля випарника в низькотемпературній камері і він
через повітряні канали, що сполучають обидві камери, подає холодне повітря в
холодильну камеру. У інших випадках вентилятори (один або два) встановлюють в
повітряних каналах. Вентилятори автоматично вимикаються і включаються при
відкритті і закритті дверей камери (незалежно від роботи мотор-компресора) за
допомогою кнопкових вимикачів, діючих аналогічно вимикачам освітлення камери.
На відміну від дверного вимикача, вимикач вентилятора має контакти, розімкнені
у вільному стані, тому при відкритті дверей вентилятор вимикається, а при
закритті включається. Вентилятор герметичний, безшумний і надійний в роботі.
Манометричні датчики-реле температури
(терморегулятори) призначені для підтримки заданої температури в холодильній і
низькотемпературній камері побутового холодильника. Застосовуються датчики-реле
різних типів і модифікацій: Т-110, Т-130, Т-144, ТРХ (Т-I), ЛРТ-2 й ін.
Безшкальний-датчик-реле температури.
До уніфікованого ряду входять
три типи і вісім модифікацій.
До першого типу, що мас п'ять
модифікацій, відносяться датчики-реле температури Т-110, призначені для
побутових холодильників звичного виконання.
Датчики-реле температури Т-130
другого тину встановлюють в двокамерних побутових холодильниках. Відмітною
особливістю цього приладу є замикання контактів на обох установках при
температурі 4± 1,3 °С.
Температура розмикання контактів
залежить від встановленої споживачем зони нечутливості (прилад з регульованою
зоною нечутливості). За допомогою приладу Т-130 можна в кожному циклі роботи
компресора (без додаткових приладів управління розморожування) автоматично
видаляти іній з поверхні випарника, встановленого у відділенні для зберігання
охолоджених харчових продуктів.
Датчики-реле температури Т-144
використовуються для управління температурним режимом і сигналізації аварійного
режиму побутових низькотемпературних холодильників (морозилок). Істотна
відмінність цього приладу полягає у наявності додаткової контактної групи, яка
забезпечує сигналізацію аварійного режиму при підвищенні температури
контрольованого середовища вище за допустиме значення.
Прилади призначені для роботи при
температурі навколишнього повітря до 50 °С і відносної вогкості до 80 %, а
також при температурі навколишнього повітря до 35 °С і відносної вогкості до 95
%. Маса приладу не більш 0,1 кг. Існує дві модифікації датчика реле температури
Т -144 : Т-144-1 - безшкальний, дворежимний; Г-144-2 - безшкальний з фіксованим
режимом.
Прилад має дві нари електричних
контактів: контакти управління для комутації електричного ланцюга холодильного
агрегату і контакти сигналізації для комутації електричного ланцюга засобів
сигналізації.
Режим найбільшого холоду (для приладу
модифікації Т-144-1) відповідає такому положенню кулачка приладу, коли його
повернути за годинниковою стрілкою до упору. Режим, як найменшого холоду
відповідає положенню кулачка, коли його повернуті на 250° проти годинникової
стрілки. При повороті кулачка проти годинникової стрілки до упору на 320° ви
режиму найбільшого холоду походить примусове розмикання контактів управління.
Прилад модифікації Т-144-2 кулачка не має.
Датчик-реле температури Т-130
призначений для підтримки заданої температури випарника холодильної камери
двокамерного холодильника шляхом замикання і розмикання електричного ланцюга
холодильного агрегату. Конструкція приладу аналогічна датчику-реле температури
Т-110.
Безшкальний прилад напівавтоматичного
розморожування ТО-11 призначений для побутових компресійних холодильників.
Прилад працює при температурі навколишнього повітря від 10 до 35 °С і відносної
вогкості 80%. У комплект входить: прилад напівавтоматичного управління процесом
розморожування ТО-11 (датчик) і клапан розморожування КО-1 (виконавчий прилад).
Датчик ТО-11 може застосовуватися також для управління роботою електричних
нагрівників випарника.
Процес відтаювання починається після
натиснення на кнопку датчика і закінчується автоматично після того, як поверхня
випарника в місці кріплення термочутливого елементу датчика досягне температури
4 °С (допустима погрішність ±2 °С). Сигнал на початок спрацьовування поступає
від датчика на клапан розморожування або на нагрівальні елементи.
У першому випадку видалення снігової
«шуби» здійснюється гарячими парами холодоагента при включеному компресорі.
Клапан закриває лінію компресор - конденсатор - випарник і відкриває лінію
компресор - випарник.
У другому випадку видалення снігової
«шуби» відбувається шляхом електрообігріву випарника при включеному компресорі.
В електричний ланцюг холодильника
прилади підключаються за допомогою пластинчатих затисків.
Прилад працює таким чином. Шток 12
при натисненні впливає на пружину 11, яка повертає колесо храповика 13 за
годинниковою стрілкою.
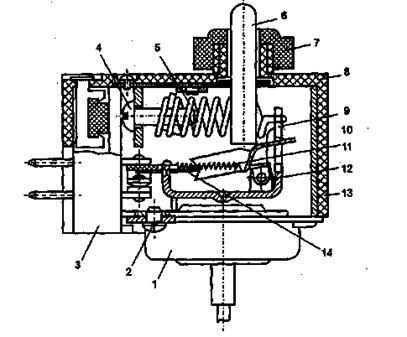
Рис. 2.7. Прилад напівавтоматичного
правління процесом розморожування ТО-11: 1-термочутлива система; 2-гвинт; 3-колодка;
4 - гвинти настройки; 5-пружииа настройки точки спрацювання ; 6- кнопка; 7-
гайка; 8-кожух, 9 - двоплечий важіль; 10-важіль; 11-перекидна пружина, 12-
вісь, 13-корпус; 14- важіль різкого розмикання контактів.
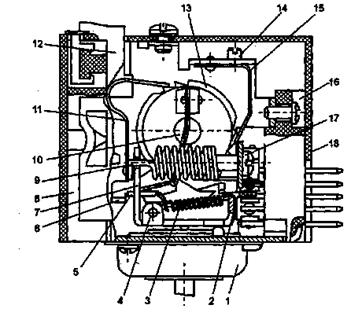
Рис. 2.8. Прилад автоматичного
управління процесом розморожування ТО-41: 1 - термочутлива система; 2, 5, 7 -
важелі; 3, 9, 11, 15 - пружини; 4 - вісь; 6 - упор; 8, 16 - колодки; 10 -
ресора; 12 - шток; 13 - колесо храповика; 14, 17 - гвинти; 18 - кожух
Ресора 10, що складається з трьох
плоских пружин, підходить до упору, і в міру повороту колеса храповика 13, в
ній накопичується енергія, а потім, різко перекидаючи важіль 5, ресора
проходить за виступ. В цей же час за допомогою пружини 3 важіль різко розмикає
контакти 3-1 і замикає контакти 3-2. Починається процес розморожування
випарника. Контакти 3-2 замикають ланцюг активного підігріву випарника.
Перемикання здійснюється, якщо
температура кінця капіляра, закріпленого на випарнику, не вища мінус 3 °С.
У міру видалення снігової «шуби» з
поверхні випарника його температура підвищується до 4-8 °С, тиск усередині
термочутливої системи зростає, важіль 7 повертається проти годинникової стрілки
до тих пір, поки кінець важеля, на якому закріплений кінець пружини 3, не
перейде силову нейтраль. Важіль 5 різко обернеться за годинниковою стрілкою до
упору, а важіль 2 обернеться проти годинникової стрілки, розімкне контакти 3-2
і замкне контакти 3-1. При цьому електричний ланцюг підігріву випарника
розімкнеться і замкнеться електричний ланцюг двигуна компресора. Температуру
розмикання контактів 3-2 (кінець циклу розморожування) регулюють натягненням
протидіючої пружини за допомогою гвинта 17.
При натисненні на шток за допомогою
важеля контакти 4-5 електричного ланцюга лампи внутрішнього освітлення
холодильної камери розмикаються. Для повернення штока в початкове положення є
пружина.
Пристрій для випаровування талої
води. Побутові холодильники з одним випарником, що працює на низькотемпературне
відділення і холодильну камеру, дуже поширені У них на поверхню випарника,
відкриту для доступу вологи від продуктів, що зберігаються, інтенсивно намерзає
іній. Шар інею завтовшки більше 5 мм перешкоджає теплообміну, погіршуючи
температурно-енергетичні показники і умови експлуатації холодильника.
Відсутність інею, утворення або
періодичне видалення снігової «шуби» з випарника і видалення талої води є одним
з показників комфортності побутового холодильника.
Є два напрями удосконалення
розмороження випарників, в побутових холодильниках з одним випарником.
По-перше, створюються пристрої активного нагріву випарника, що включаються
через реле часу напівавтомат або автоматично. По-друге, утворення досконаліших
конструкцій холодильників, в яких випарник морозильного відділення захищений
від попадання вологи, а випарник холодильної камери звільняється від випадної
вологи протягом кожного циклу роботи холодильника. У всіх варіантах конструкції
холодильників воду, збирану від випарника, необхідно видаляти (наприклад,
методом випаровування). Існує декілька пристроїв з використанням нагрітих
частин холодильного агрегату. Так, в холодильнику «Ярна-3» під випарником
розміщений піддон з отвором для стоку води через спеціальну канавку і трубку в
посудину. Між двома циклами розморожування тала вода видаляється з випарника. У
деяких моделях холодильників талу воду видаляють по трубопроводу в піддон,
розташований під холодильником біля мотор-компресора. У останніх моделях
холодильників вода з випарника поступає по трубопроводу на верхню кришки кожуха
кулісного компресора, жорстоко встановленого на рамі. На кришці є відкритий
резервуар, де вода випаровується під дією тепла працюючого мотор-компресора. Це
найефективніший спосіб, оскільки окрім випаровування талої води відбувається
охолодження кожуха мотор-компресора і зволоження повітря. Випаровування талої
води на конденсаторі відбувається із швидкістю 0,2 кг в добу і на компресорі -
0,4 кг в добу.
Отже, пристрій для випаровування води
на компресорі більш ефективний.
РОЗДІЛ 3.
Ремонт холодильного обладнання
.1
Дефектація. Виявлення несправностей, складання відомості дефектів
При ремонті холодильника залежно від
знайденої несправності виникає необхідність в його частковому або повному
розбиранні. Умови і способи демонтажу окремих вузлів в різних холодильниках можуть
розрізнятися. Проте у всіх випадках розбирання слід виробляти в послідовності,
що виключає зайвий демонтаж вузлів, не перешкоджаючих виконанню роботи.
Наприклад, в холодильниках з введенням випарника через дверний отвір перед
демонтажем холодильного агрегату необхідне часткове розбирання облицювальних
накладок і зняття дверець морозильного відділення. У холодильниках з введенням
випарника через люк в задній стінці шафи цієї робити не вимагається.
При повному розбиранні рекомендується
дотримуватися наступного порядку: знеструмити холодильник, вийнявши вилку з
штепсельної розетки мережі; витягнути всі приналежності - судини, полиці,
піддон, скло та інше; зняти двері шафи з навішувань; демонтувати дверці
морозильного відділення, облицювальні накладки, холодильний агрегат і камеру;
вийняти теплоізоляцію; розібрати двері шафи, демонтувавши внутрішню панель з
ущільнювачем; вийняти теплоізоляцію з дверей і розібрати затвор. Послідовність
демонтажу терморегулятора залежить від місця його розташування.
Дефектні вузли агрегату відпаюють за
допомогою пропанового пальника. Одночасно видаляють фільтр капілярної трубки
(при його наявності в холодильному агрегаті) і здійснюють відпаювання
технологічного патрубка, замість якого при збірці встановлюють новий патрубок. Якщо
випарник не підлягає заміні, але є можливість продути його сухим повітрям для
видалення масла, то відпаюють капілярну трубку. Цеолітові патрони, зняті з
агрегату, можуть бути використані після знежирення і подальшої регенерації.
Зачистка відпаяних кінців трубопроводів виробляється при подачі осушеного
повітря в трубопровід. Після розпайки і зачистки патрубків заглушають їх кінці.
В компресорів горизонтального типу в
правій кришці від прохідних контактів електропаяльником відпаюють вивідні кінці
обмоток статора вбудованого електродвигуна. Від лівої кришки за допомогою
пальника відпаюють нагнітальний патрубок. Кришки направляють на миття і сушку.
Перед демонтажем кожух ставлять на
торець і відкручують чотири гвинти, що сполучають статор і компресор. Компресор
з ротором в зборі витягують з кожуха уручну або за допомогою спеціального
облямовування ПБ-78 і відправляють на миття і сушку. Статор випресовують на
гідравлічному пресі, використовуючи облямовування ПК-1. При цьому важливо не
ослабити посадочні місця в кожусі для установки нового або відремонтованого
статора. Кожух направляють на миття і сушку, а статор піддають контролю опору
обмоток і діелектричної міцності їх ізоляції.
Побутові прилади для охолоджування
продуктів відносяться до приладів що володіють низькою ремонтною
технологічністю. Тому дефекація має бути точною і включати в себе:
підготовку виробу до дефекації;
підготовку необхідної документації;
підготовку робочого місця майстра і
необхідної апаратури, обладнання і інструменту.
Підготовка до дефекації холодильного
приладу.
встановлення приладу на опори;
видалення пилу з поверхні з допомогою
повітря;
видалення з холодильника решіток і
полиць.
протирання шкафа з зовнішньої і
внутрішньої сторони;
Підготовка до дефекації холодильного
агрегату.
встановлення агрегату на спеціальну
підставку;
підвіску точки до підвісного конвеєру
якщо він є.
обдування агрегата стисненим
повітрям;
Підготовка до дефекації випаровувача.
вкладення випаровувача на спеціальний
стелаж;
обдування випаровувача стисненим
повітрям.
Підготовка необхідної документації і
ознайомлення з нею, включає.
> підготовку інструкцій по
ремонту, нормативної документації, на відремонтований холодильний прилад і його
складові частини, методики по технічній діагностиці технологічного процесу на
ремонт холодильного приладу і його основних частин;
> ознайомлення з пунктами даної
документації;
> запис всіх необхідних паспортних
даних в дефектну відомість.
Підготовка робочого місця.
> підготовку апаратури, обладнання
,контрольно-вимірювального інструменту;
> перевірку функціонування і
точності показання приладів і інструментів, в відповідності до вимог методики
техдіагностики, чи вимог на дефекацію;
> підготовку приміщення для
перевірки холодильного агрегату.
Організація дефектації.
> зовнішній стан виробу, при якому
перевіряють стан виробу і окремих його частинна відсутність корозії шату, стан
провідників і ізоляції.
> перевірка на відсутність течі
фреону;
> перевірка опору ізоляції і опір
обмоток статора;
> перевірка степені нагріву
окремих частин холодильного агрегату;
> перевірка приладу на запуск при
пониженій напрузі;
> перевірка використовуваної
потужності і струму (не менше, ніж через 30 хвилин після запуску холодильника;
> перевірка рівня звуку під час
роботи холодильника.
3.2
Розбирання холодильника. Демонтаж складових частин холодильника
Демонтаж і перенавіска дверей
проводиться в слідуючому порядку:
> зняти серверувальну поверхню
> нахиливши холодильник,
відкрутити гвинти, що кріплять кронштейн нижньої петлі до шкафу. Зняти петлю,
зняти нижні двері, перестановити вісь
петлі в нове положення. При заміні
дверей допускається проводити демонтаж за рахунок послаблення кріплення
кронштейна петлі без її знімання; для одночасного демонтажу двох дверей,
завдяки зніманню середньої петлі разом з закріпленими на ній дверима.
> зняти середню петлю, розміщену
між камерами, відкрутивши гвинти, що кріплять її до шкафу зняти верхні двері.
> зняти верхню петлю, відкрутивши
гвинти що кріплять її до шкафу. Вісь кріплення, при перенавішуванні дверей,
встановити по новому місці кріплення.
> на ручках дверей заглушки
встановити у втулки на протилежній стороні дверей.
> зняти кнопки, що закривають
шурупи кріплення поперечини, відкрутити їх, зняти вставки поперечину і витягти
пластину середньої петлі,
> Для лівостороннього кріплення,
середноьї петлі потрібно провести операцію в зворотному порядку, поперечку при
цьому повернути на 180 С, а болт кріплення середньої петлі скоротити на 12мм
різьбової частини. При цьому шурупи поперечини не встановлюються.
Демонтаж дверей 39 (рис. 3.1.).
Відвернути три гвинти 1 шайбами 3, зняти бар'єр 5, плиту 6 (столик), підставку
7 (полістирол УПС-0803Л). Відвернути чотири гвинти 4 (4x16.35.016) зняти
профіль 8. Відвернути два гвинти 20, зняти верхню петлю 21 і зняти двері 39.
Знімаючи двері, необхідно притримувати обмежувач дверей.
Верхня петля має чотири отвори для
закріплення її при перенавішуванні дверей на іншу сторону. Гвинти верхньої
петлі вкручуються в різьбову планку, встановлену всередину шафи, вона
утримується від зсуву за допомогою заклепки 22 (поліетилен) і клину 23
(полістирол).
Корпус дверей виконаний як металевого
листу методом штампування і зварки, має по два квадратні отвори (10 х 10 мм)
для установки поліетиленових підшипників.
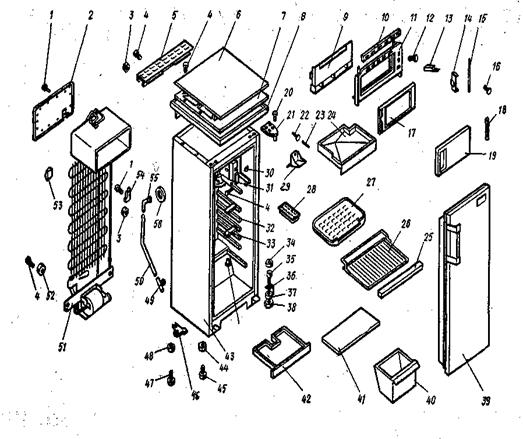
Рис. 3.1. Розбирання побутового
холодильника:
1, 4, 20 - гвинти, 2 - фланець зовнішній, 3, 35, 37, 48, 52 -
шайби, 5 - бар'єр, 6 - плита (столик); 7 - підстава, 8 - профіль, 3 - фланець,
10 - шторка, 11 - рамка, 12 - ручка терморегулятора, 13 - штовхач, 14 -
пластина, 15 - вісь, 16 - пробка, 17 - панель задня, 18 - вісь, 19 - панель
передня з ручкою, 11 - петля верхня, 12 - заклепка, 23 - клин, 24 - піддон, 25
- накладка, 25 - полиця, 27 - підставка у випарник, 28 - ванна для льону. 29 -
лоток, 30 - втулка, 31 - блок приладів, 32 - прокладка трубки сифона, 33 -
утримувач трубки сильфона, 34, 38, 44 - гайки, 36 - прокладка, 39 - двері, 40 -
місткість для фруктів, 41 - полиця скляна, 42 - піддон-випарник, 43 - шафа, 45,
46, 47 - опори регулювальні, 49 - наконечник, 50 - трубка, 51 - агрегат
холодильний, 53 - втулка ущільнювача, 54 - притиск, 55 - коліно, 55 - втулка
ущільнювач
При перенавішуванні дверей підшипники
переставляють на іншу сторону дверей. Два отвори в нижній частині корпусу 13
(рис. 3.2.) закриті різьбовими планками, привареними точковою зваркою до
корпусу дверей. До цієї планки за допомогою гвинта 20 кріпиться у вільному
стані обмежувач 17, що встановлює необхідну межу відкриття дверей. У верхній
частині корпусу дверей просвердлене по чотири отвори на бічних сторонах для
закріплення ручки 15, яка закріплюється чотирма гвинтами 14 і двома прокладками
16 (поліетилен).
Панель 11 дверей прикріплена до
корпусу дверей за допомогою 30 гвинтів 10. На корпус дверей цими ж гвинтами
кріпиться магнітна гума ущільнювача 12. Панель дверей має ложементи для яєць.
Ложементи обмежені бар'єром 7 (дріт 3,5). Бар'єр встановлений в отвори в панелі
дверей, в яких знаходяться поліетиленові втулки 9. На панелі дверей розташовані
дві місткості для сиру і масла, що закриваються дверцями 6 (МСН-П світло-сірий
ГОСТ 12271-76). Дверці щільно притискаються до панелі за допомогою торсіонів 5,
які виконують роль пружин, а щоб не було жорсткого удару при закритті об
панель, в них встановлено по амортизації 8 (гума гр. П(М) ТУ 38.105376-82).
На панелі дверей є сім направляючих
для закріплення трьох полиць. Вони можуть встановлюватися на різну висоту в
залежності від потреби. Кожна полиця має огорожу з дроту. Полиці міцно
встановлені в направляючих і легко знімаються для перестановки. У нижній частині
панелі шарнірно розташований бар'єр 7, виконаний у вигляді сітки - корзини з
дроту. Він повертається на невеликий кут у втулках 21, легко знімається для
промивки. Невелике відхилення на себе дає можливість збільшити площу забору
продуктів з місткості бар'єру. Для гігієнічності на полку встановлюють
полістирилову накладку 2.
В корпус дверей під тиском залитий
поліуретан. Застосування поліуретану дало можливість зменшити товщину дверей до
33мм і збільшити місткість панелі дверей для розміщення продуктів.
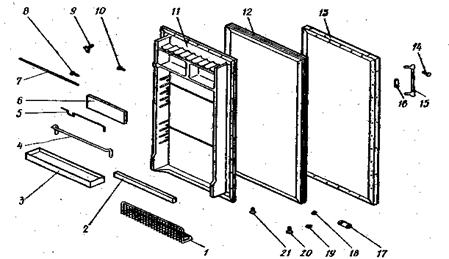
Рис. 3.2. Розбирання дверей
холодильника
- бар'єр, 2 - накладка, 3 - ложемент,
4 - огорожа, 5- торсіон, 6 - дверці, 7 - бар'єр, 8 - амортизація, 9 - втулка,
10, 14, 20 - гвинти, 11 - панель, 12 - гума ущільнювача , 13 - корпус, 15 -
ручка, 16 - прокладка, 17 - обмежувач, 18, 19 - шайби, 21 - втулка
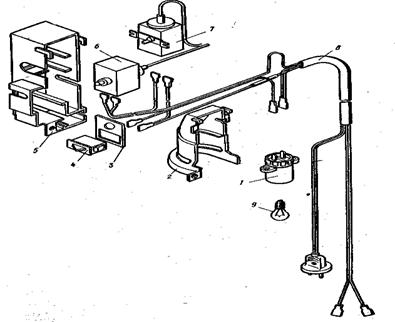
Рис. 3.3. Блок приладів:
- патрон Е14ФПХ02, 2 - плафон, 3 -
пластина, 4 - вимикач ВОК-2, 5 - кожух, 6 - прилад напівавтоматичного управління,
7 - датчик-реле температури ТШ-3, 8 - електропроводка, 9 - лампа ПШ220-230-15
Демонтаж холодильного агрегату
включає.
> зняти двері;
> зняти терморегулятор;
> від'єднати проводи від прохідних
контактів компресора;
> зняти направляючі на внутрішній
стінці шкафа;
> зняти лоток для збору води,
відкрутивши гвинти, що кріплять його;
> зняти щиток нагрівача від
танення випаровувача холодильної камери, відкрутивши гвинти кріплення планки
кріплення його до випаровувача;
> відігнути гвинти кріплення
випаровувача холодильної камери і відігнути його до горизонтального положення;
> від'єднати контакти нагрівана
від танення випаровувача від електричного ланцюга холодильника;
> відкрутити гвинти, кріплячі
поріг до перетинки внутрішнього шкафа, і зняти поріг з нагрівачем. Зняти рамку
випаровувача низькотемпературної камери;
> відкрутити гвинти кріплячі
конденсатор до задньої стінки шкафу;
> відкрутити гвинти кріплення
мотор-компресора, до шкафу з таким розрахунком , щоб забезпечити доступ до
гвинтів, що кріплять зовнішній і внутрішній люк;
> відкрутити гвинти зовнішнього
люка, зняти його теплоізоляцію і внутрішнього люка. Витягти перегородку з
холодильної камери, підтримуючи випаровувач низькотемпературної камери;
> змістити його з люком і вивести
з холодильної камери, одночасно піднімаючи компресор на висоту перевищуючу
висоту шпильок, що кріплять його до шкафа;
> встановити агрегат на підставку,
а новий встановити в зворотному порядку.
Демонтаж терморегулятора.
> обезструмити холодильник;
> зняти шурупи і пластмасові шайби,
що кріплять випаровувач холодильної камери до внутрішнього флянцю, ослабити
гвинти притяжної пластини, відігнути випаровувач;
> зняти ручку терморегулятора;
> зняти плафон легко нажавши на
пелюстку, з'єднуючу його з монтажною панеллю.
> витягти пробку, викрутити шуруп
кріплення, зняти корпус, вивівши його з пазів правої стінки холодильної камери;
> від'єднати клеми терморегулятора
від роз'ємів з'єднувального джгута;
> від'єднати контакти нагрівача
поперечини від електричної схеми;
> зняти терморегулятор і поставити
новий в зворотному порядку.
Демонтаж вимикача освітлення камери.
> обезструмити холодильник;
> витягти пробку, відкрутити
гвинти і зняти корпус;
> вийняти вимикача з корпусу,
нажавши на защолки вимикача;
> від'єднати клеми вимикача від
з'єднувального джгута і нового вимикача встановити в зворотному порядку.
Демонтаж фільтра-осушувача.
При необхідності, для перевірки
фільтр-осушувача на засмічення, перед випуском хладогента із агрегату,
потрібно, відрізати капілярну трубку від корпусу фільтр-осушувача на відстані
5-6мм від місця пайки. При засмічення фільтр-осушувача, хладогент виходити не
буде. При заміні потрібно:
> вилучити хладогент через заправ
очний патрубок;
> відпаяти фільтр-осушувач від
конденсатора;
> зачистити кінець капілярної
трубки від заусениць і впевнитись в хорошому стані його вхідного отвору;
> взяти новий фільтр-осушувач,
попередньо від генерований при температурі +400°С на протязі трьох годин під
вакуумом, при тиску 20 мм рт. ст. (з ціллю видалення вологи до 2,4% від маси
цеоліту).
> вставити кінець капілярної
трубки в отвір нового фільтра на глибину 13мм і в цьому положенні припаяти.
> холодильний агрегат осушити,
відвакуумувати, заправити фреоном і перевірити на течу.
Демонтаж блоку випаровувача.
> обезточити холодильник;
> вивести полиці з шкафа;
> вилучити хладоагент через заправ
очний патрубок;
> зняти дефектний блок
випаровувача, зачистити патрубок відсмоктування компресора і заглушити його;
> витягти блок випаровувачів;
> новий встановити в зворотному
порядку;
> холодильний агрегат осушити,
відвакуумувати, заправити фреоном і перевірити на течу.
Демонтаж конденсатора.
> обезструмити холодильник;
> вилучити хладогент через заправ
очний патрубок;
> відпаяти з'єднувальний патрубок
від компресора;
> кінці патрубків компресора
зачистити і заглушити;
> відпаяти фільтр-осушувач від
конденсатора;
> відкрутити шурупи кріплення
конденсатора до кронштейнів і зняти конденсатор;
> встановити новий конденсатор в
зворотному порядку;
> холодильний агрегат осушити,
відвакуумувати, заправити фреоном і перевірити на течу.
Демонтаж компресора.
> обезточити холодильник;
> вилучити хладогент через
заправочний патрубок;
> відпаяти з'єднувальний патрубок
від патрубка компресора
> кінці патрубка компресора
зачистити і заглушити;
> відпаяти фільтр-осушувач;
> зняти зажим і захисну кришку, і
від'єднати реле, відкрутити шурупи кріплення клемної колодки, до задньої опори,
І відвести її на безпечну відстань.
> відкрутити гайки кріплення
компресора до задньої опори і зняти компресор.
> холодильний агрегат
відвакуумувати, заповнити фреоном і перевірити на течу.
Демонтаж електропроводки. Блок
приладів кріпиться за допомогою гвинта 4Х 16.35.016, двох замків і одного
виступу, які розташовані на кожусі 5 (рис. 3.3), виконаного з полістиролу. У
кожусі встановлені виступи: датчик-реле температури 7, прилад
напівавтоматичного управління відтайки 6, який кріпиться до кожуха гайкою.
Дверний вимикач 4 розташований в пазах кожуха. Плафон 2 кріпиться гвинтом
4х10.35.016 і двома замками, розташованими па плафоні. Усередині плафона
закріплений патрон 1. У патроні встановлена лампа електрична 9. Для зняття
електропроводки необхідно від'єднати швидкоємні клеми від електроустаткування
блоку приладів. Відвернути гвинт 4х10 на задній стінці корпусу, зняти хомутик з
поліетилену, відвернути гвинт на корпусі холодильника внизу, зняти хомутик,
зняти електричну проводку.
холодильник ремонт
обладнання прилад
3.3 Ремонт
холодильника
Заміна реле РТП-1. Від'єднати
з'єднувальний шнур від контактів реле. Зняти скобу кріплення реле на мотор-компресорі.
Зняти реле з клемної колодки на мотор-компресорі. Оглянути колодку і в разі
потреби зачистити прохідні контакти.
Установити нове реле стрілкою догори
на колодку мотор-компресора і закріпити скобою. Перевірити роботу холодильника.
Заміна терморегулятора. Зняти ручку
24 (рис. 3.4) терморегулятора. Викрутити два гвинти і зняти планку кріплення
трубки сильфона до стінки випарника і картонну прокладку. Викрутити на 3-4
оберти гвинти на перехідній скобі 25 і гвинти кріплення терморегулятора у гнізді
холодильної камери. Розвернути на 30° корпус терморегулятора до збігу
перехідної скоби з пазами у прорізу холодильної камери. Зняти терморегулятор і
від'єднати електропроводи. Установити новий терморегулятор і перевірити його в
роботі.
В разі відхилення режиму роботи
холодильника (частота і тривалість робочих циклів) відрегулювати роботу
терморегулятора підбиранням по товщині картонної прокладки між трубкою сильфона
і стінкою випарника.
Заміна холодильного агрегата.
Підготовка до ремонту:
> зовнішнє миття холодильного
агрегату;
> видалення з системи агрегату
хладону і злив масла; складання дефектної відомості з виявленими дефектами;
> закріплення агрегату на тачці.
Збір хладону з холодильного агрегату:
До розгерметизації холодильного
агрегату, потрібно хладон зібрати в спеціальну ємність. Збір хладону легко
зробити при наявності на підприємстві стендів збору хладону. Підключення
агрегату до стенду проводиться з допомогою спеціального проколювального
приладу, що встановлюється на фільтр-осушувачі.
При відсутності стенду збору хладону
при робочому компресорі збір проводиться так:
> пережимається капілярна трубка
на відстані 50мм від фільтра-осувача;
> компресор вмикається і хладон
перекачується в конденсатор 3 хв;
> закріпити на фільтр-осушувач і
проколювальний вентиль з шлангом для відводу фреону в ємність для збору
хладону.
> Ємність для відводу хладону
вакуумують до 1кПа;
> проколоти фільтр осушувач.
Провести збір хладону на протязі 30с. В період відбору компресор має працювати.
Після збору зняти шланг з балона і зняти проколювальний пристрій.
Розклинювання компресора.
При незначних заїданнях в парах
компресора і при цілих обмотках можна попробувати розклинити компресор. Для
цього його запускають при підвищеній напрузі на 5 с. Якщо компресор не можна
розклинити , то запуск повторяють через 40 - 50 с. Розклинення виникає із-за
того, що при подачі струму на валу двигуна виникає знакоперемінний обертовий
момент. Ротор починає вібрувати з частотою 50 Гц. Вібрація передається до пар
тертя і зменшує їх тертя в кілька разів.
Розпайка холодильного агрегату.
Розпаювання потрібно проводитися, так
,щоб не перегріти матеріал одиниць агрегату. При необхідності трубопроводи
можна розрізати труборізом.
Промивання конденсатора і
трубопроводів.
Для проведення процесу промивання,
слід встановити промивальну частину на стенд промивки і закріпити шланги до
патрубків промиваючої одиниці агрегату і пропустити через неї розчин. Далі
від'єднати шланги і продути одиницю стисненим повітрям і заглушити заглушками.
Промивання компресора.
Встановити компресор, попередньо
зливши масло, на стенд промивки і закріпити його. Заповнити кожух R113 (чи
іншим розчином) через трубку заповнення, закріпити всі патрубки заглушками.
Виключити качаючий механізм стенду і
промивати компресор 10 хв. Вимкнути стенд, злити розчин, продути компресор
сухим повітрям, закрити патрубки заглушками.
Сушка.
Сушка проводиться в сушильному шкафі
з продувкою осушувальних частин сухим повітрям. Сушку проводять так:
> скласти збірну одиницю в шкаф,
витягнути заглушки і підключити до патрубків шланги з сухим повітрям;
> ввімкнути подачу сухого повітря
і шкаф;
> провести сушку збірних одиниць
холодильного агрегату, Нагрівання компресора проводиться при температурі 100 -
105 С, решту при ПО - 120°С. Час сушки компресора 12год., решту одиниць 60 хв.
Збір холодильного агрегату.
Збір холодильного агрегату може
проводитись на холодильному шкафу і окремо. Збір вузлів холодильного агрегату
перед пайкою, встановлення його в холодильний шкаф повинно забезпечуватись
правильним розміщенням і взаємним положенням окремих елементів агрегату.
При будь-якому ремонті фільтр повинен
мінятися.
Пайка мідь-сталь повинна проводитись
припоєм ПСр-29,5 з мірами застереження від перегорання металу на місці пайки І
стіканню припою в середину трубки, пайка мідь-мідь проводиться мідно фтористими
припоями. Після пайки місця пайки зачищають від флюсу.
Перевірка на герметичність.
Перевірка на герметичність
проводиться в ванні з теплою водою температурою 40 - 50°С, з попереднім
заповненням холодильного агрегату газоподібним азотом, чи сухим стисненим
повітрям до тиску 16 кгс/см2. агрегат під тиском повинен бути витриманий не
менше 5хв.
Заповнення холодильного агрегату
заправочними компонентами.
При заповненні холодильного агрегату
хладоном повинні бути виконані слідуючи операції:
> вакуумування холодильного
агрегату; агрегат заправлений К12 ГОСТ - 19212 - 87 і маслом ХФ 12 - 16 чи ХФ
12 - 18, ГОСТ 5546 - 86, повинен бути вакуумований до тиску 13,ЗПа, не більше;
> заповнення агрегату хладоном.
> перевірка холодильного агрегату
на відсутність течі газу течепошукачем ГТІ-бм
> видалення хладону з агрегату
> заповнення агрегату робочою
дозою хладону в кількості що вказана в таблиці холодильника і додати спирту в
кількості 1 - 2 % від кількості фреону;
> перевірити холодильний агрегат
на відсутність течі.
Заміна панелі дверей. Відігнути
ущільнювальну гуму 19, викрутити гвинти-саморізи кріплення панелі дверей і
зняти панель. Із зворотного боку панелі відкрутити гайки, що прикріплюють
анодовані скоби до панелі дверей, і зняти їх. Зняти ущільнювальну гуму і в разі
потреби замінити новою. Зняти фіксатори, що утримують заслінки відділів «масло»
і «сир», і зняти заслінки.
Установити на нову панель анодовані
скоби, закріпити гайками й установити заслінки відділів для продуктів. Установити
у напрямні заслінок фіксатори. Якщо на новій панелі немає отворів під
гвинти-саморізи, слід накласти на неї стару панель і просвердлити отвори.
Установити панель на двері, заправити ущільнювальну гуму, суміщуючи отвори на
ній з отворами на панелі і кронштєйнах дверей. Закріпити панель
гвинтами-саморізами. У випадку прогинання кутів панелі слід викрутити
гвинти-саморізи, що прикріплюють кут панелі до дверей, і відтиснути панель.
Підігріти сірником до пластичного стану кут/панелі і підігнути його в бік
дверей. Закріпити кути гвинтами. Перевірити прилягання дверей до шафи.
Заміна дверей холодильної шафи. Зняти
накладки дверних завіс 12. Щоб запобігти перекосу між дверима і підлогою, слід
установити дерев'яний клин і, притримуючи двері, викрутити гвинти кріплення
нижньої завіси, потім верхньої.
Зняти й установити нові двері.
Наживити гвинти кріплення завіс. Відрегулювати клином положення дверей.
Затяганням гвинтів відрегулювати зазор між дверима і шафою з правого боку.
Затягти гвинти до відказу. Перевірити зазор між дверима і шафою з боку замка.
В разі потреби відрегулювати личинку
5 замка. Перевірити вмикання лампочки освітлення при відчинених дверях і
вимикання її при зачинених дверях.
Заміна холодильної камери. Зняти
терморегулятор і двері. Зняти декоративні планки 8, 11, 4, 1 і металеву
декоративну накладку 14 у нижній частині дверного прорізу. Відкрутити гвинти
кріплення кронштейнів 6 дверець випарника і зняти їх. Відкрутити гайки з
штифтів 9 кріплення випарника і зняти випарник. Обережно звільнити з паза
нагнітальну і відсмоктувальну трубки і вивести випарник з шафи. Від'єднати
проводи від дверного вимикача 10. Відкрутити дванадцять гвинтів 2 кріплення
холодильної камери до шафи і вийняти холодильну камеру.
Зняти електропатрон і проводи. Якщо є
потреба, то їх слід замінити. Перевірити стан термоізоляції холодильника.
Змонтувати електропатрон і проводи на новій холодильній камері й установити її
у шафу. Закріпити гвинтами холодильну камеру до шафи холодильника. Заправити
відсмоктувальну і нагнітальну трубки під праву декоративну планку. Установити
опорні штифти випарника у гумові втулки на задній стінці камери. Прикріпити
гайками випарник до штифтів у верхній частині холодильної камери.
Закріпити проводи на клемах
терморегулятора й установити терморегулятор. Приєднати один провід, що йде від
лампочки, і другий провід, що йде від реле до дверного вимикача.
Суміщуючи скріпки декоративних планок
з отворами камери, встановити декоративні планки у пази зовнішньої шафи на
пластинчасті пружини. Встановити двері. Перевірити роботу холодильника.
Заміна затвора дверей. Зняти двері,
викрутити гвинти-саморізи і зняти панель дверей та ущільнювальну гуму.
Викрутити два гвинти, що прикріплюють затвор до пластини. Встановити новий
затвор і закріпити двома гвинтами. Скласти двері. Встановити двері, перевірити
роботу затвора. При неповному зведенні сектора затвора або нещільному зачинянні
дверей відрегулювати личинку 5.
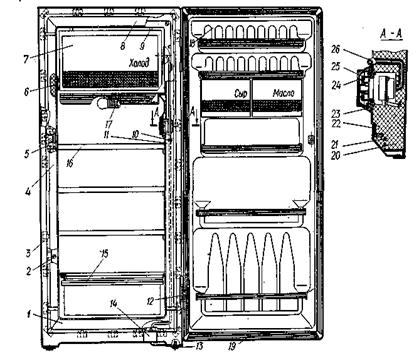
Рис. 3.4. Компресійний холодильник
- нижня декоративна планка; 2 - гвинт
кріплення холодильної камери; 3 - пластинчаста пружина; 4 - ліва декоративна,
планка; 5 - личинка замка; 6 - кронштейн; 7 - дверці випарника; 8 - верхня
декоративна планка; 9 - штифти кріплення випарника; 10- Дверний вимикач; 11 -
права декоративна планка; 12 - дверна завіса; 13 - регульована опора; 14 -
декоративна накладка; 15 - посудина для фруктів; 16 - полиця; 17 - електрична
лампа; 18 - дверна панель; 19 - ущільнювальна гума; 20 - теплоізоляція; 21 -
нагнітальна трубка; 22 - скріпка; 23 - щиток терморегулятора; 24 - ручка
терморегулятора; 25 - перехідна скоба; 26 - ізолююча трубка.
Заміна електропатрона і
електропроводки. Покласти холодильник задньою стінкою на стелаж. Зняти двері.
Зняти декоративні планки 8, 11, 4, 1. Відкрутити гайку і звільнити проводи, що
йдуть від дверного вимикача. Зняти дверці випарника. Зняти випарник і,
звільняючи нагнітальну і відсмоктувальну трубки, вивести випарник із шафи
холодильника. Зняти терморегулятор і від'єднати електропроводи від його
затискачів. Зняти холодильну камеру. Звільнити електропатрон і зняти проводи,
закріплені на холодильній камері. Обережно вивести електропроводку з-під блоків
пінопластової ізоляції. Заготовити нову електропроводку. Заправити її під блоки
теплоізоляції.
Встановити патрон з приєднаними
проводами у холодильну камеру і закріпити на ній проводи.
Встановити холодильну камеру в шафу
холодильника. Приєднати проводи електропроводки до затискачів Дверного вимикача
і терморегулятора.
.4. Дефекти і причини виникнення
|
№ п/п
|
Характер несправності
|
Причина
|
|
1
|
2
|
3
|
|
1.
|
Стуки, шуми,
вібрація і деренчання
|
Пов'язано з
підвіскою мотор-компресора Спричинені порушенням конфігурації трубопроводів
|
|
2.
|
Стуки в реле
|
Немає прокладки між
осердям і корпусом реле
|
|
3.
|
Великий шум у
кожусі мотор-компресора
|
Замерзання вологи в
агрегаті
|
|
4.
|
Стук у кожусі
компресора
|
Несправний
компресор
|
|
5.
|
Погано зачиняються
двері шафи (у холодильнику з секторним затвором)
|
Неправильно
відрегульовано личинку (кронштейн) затвора. Зазор між ущільнювачами
|
|
6.
|
Погане ущільнення
дверного прорізу
|
Зазор між шафою й
ущільнювальною гумою Зазор на лівій стороні дверей (в холодильнику з
секторним затвором) Зазор в окремих місцях ущільнювальної гуми Деформація
ущільнювальної гуми
|
|
7.
|
Немає освітлення в
камері
|
Несправна
електрична лампочка Обрив проводів біля патрона електричної лампочки
Несправний патрон
|
|
7.
|
Якщо відчинити
двері шафи, то електрична лампочка не загоряється. Холодильний агрегат працює
нормально
|
Несправний вимикач
освітлення
|
|
8.
|
Часткове
розморожування снігового покриву на випарнику
|
Несправний
холодильний агрегат Утворення кірки льоду на передній частині випарника
Велика тривалість неробочої частини циклу і мала кількість циклів за годину
Зміна температури навколишнього середовища
|
|
9.
|
Швидке наростання
снігового покриву на стінках випарника
|
Проникнення повітря
всередину холодильника
|
|
10.
|
Погане обмерзання
випарника
|
Часткове витікання
фреону Часткове засмічення фільтра осушувального патрона Наявність масла у
випаровувачах холодильника
|
|
11.
|
Утворення льоду на
передній частині низькотемпературного випаровувала
|
Не щільно
прилягають двері морозильної камери
|
|
12.
|
Утворення льоду та
снігу на випаровувачі морозильної камери
|
Порушена
герметичність шафи
|
|
13.
|
Висока затрата
електроенергії
|
1. Порушення правил
експлуатації (близько прилади нагрівання, відсутня циркуляція повітря в
камерах і навколо холодильного агрегата). 2. Лампочка не виключається при
закритих дверях - зазор між кнопкою вмикача і дверима холодильної камери. 3.
Вийшло з ладу чи неправильно встановлене реле. 4. Не достатня кількість фреону
в холодильному агрегаті. 5. Не достатня холодопродуктивність холодильного
агрегату із-за дефектів компресора. 6. Збільшення тертя рухомих частин
компресора
|
|
14.
|
Утворення вологи на
стінках холодильної камери.
|
Вийшов з ладу
нагрівач перегородки шкафа
|
|
15.
|
Низька температура
в холодильний камері, що супроводжується збільшенням коефіцієнту робочого
часу і безперервності роботи агрегату.
|
1. Відсутність
прокладки між трубкою сильфона і випаровувачем холодильної камери. 2. Вийшов
з ладу ТР.
|
|
16.
|
Часткове вимкнення
реле
|
Порушене кріплення
реле, чи неправильне підключення контактів Параметри реле не підходять до
параметрів двигуна. Вийшло з ладу пускове реле Вийшов з ладу мотор-компресор
|
|
17.
|
Не достатнє
охолодження морозильної камери. При незмінному положенні ручки ТР температура
падає
|
Не виконання правил
експлуатації. Висока температура в зовнішньому середовищі. Не щільно
прилягають двері морозильної камери. Частковий витік фреону. Не достатня
холодопродуктивність холодильного агрегату. Лампочка не виключається при
закритих дверях - зазор між кнопкою вмикача і дверима холодильної камери
|
|
18.
|
Камера не
охолоджується, а при роботі мотор-компресора чути підвищений шум
|
Витік фреону з
системи агрегату. Замерзання вологи в капілярній трубці. Часткове засмічення
фільтр-осушувача
|
|
19.
|
Не працює компресор
|
Порушене кріплення
реле. Вийшло з ладу пускове реле. Дефект електропроводки. Дефект ТР - вихід
фреону з трубки сельфону ТР
|
|
|
|
|
3.5
Випробовування після ремонту
Перевірка холодильного агрегата на
герметичність. Приєднати до штуцера герметичний ключ. Приєднати до ключа шланг
від балона з азотом. Відкрутити запірну голку штуцера на 2-3 оберти і заповнити
холодильний агрегат азотом до тиску 14 кГ/см кв. Закрутити запірну голку і
від'єднати герметичний ключ. Занурити холодильний агрегат у ванну для перевірки
на герметичність. Температура води у ванні 50 - 60 С. Час перевірки 5 хв. Поява
бульбашок не допускається. Якщо буде виявлено витікання, то місце витікання
підварити або підпаяти, а потім вдруге перевірити холодильний агрегат на
герметичність. Вийняти холодильний агрегат з ванни й обдути азотом до видалення
вологи, а після цього відправити для сушіння.
Сушіння холодильного агрегата перед
заповненням фреоном і маслом. Ключем для закручування запірної голки відкрити
запірну голку штуцера. Поставити холодильний агрегат у сушильну шафу. Приєднати
до штуцера трубопровід від мережі сухого повітря. Сушити холодильний агрегат з
продуванням протягом 6 год з моменту завантаження холодильного агрегата в
сушильну шафу при температурі 110° С. Від'єднати трубопровід з сухим повітрям
від штуцера. Вийняти з сушильної шафи холодильний агрегат і відправити його на
стенд попереднього вакуумування.
Вакуумування холодильного агрегата.
Приєднати вакуумний ключ до штуцера компресора, попередньо поставивши гумову
шайбу. Відкрити запірну голку штуцера і вакуумувати систему холодильного
агрегата протягом 40 хв. Довести вакуум до 0,1 мм рт. ст. Закрити запірну голку
штуцера. Від'єднати від агрегата вакуумний ключ. Відправити холодильний агрегат
на стенд заповнення.
Заповнення холодильного агрегата.
Встановити на штуцер ущільнювальну шайбу і приєднати герметичний ключ до
заправочного штуцера мотор-компресора. Відкрити запірну голку і вакуумувати
систему стенда і холодильний агрегат. Вакуум довести до 0,1 мм рт. ст. Закрити
запірну голку. Заповнити дозатори до позначки «Доза» маслом, метиловим спиртом
і фреоном.
Відкрити запірну голку штуцера і
ввести дозу масла в холодильний агрегат. Увімкнути холодильний агрегат в
електромережу. Ввести дозу фреону, закрити запірну голку наповнювального
штуцера. Від'єднати герметичний ключ і заглушити наповнювальний штуцер.
Вимкнути агрегат з мережі і відправити для перевірки на витікання фреону.
Перевірка холодильного агрегата на
витікання фреону і шум. Поставити холодильний агрегат в ізольованій кімнаті.
Перевірити його на витікання фреону галоїдним витікошукачем (ГТИ-3) або
галоїдною лампою. Перевіряти слід стики і місця з'єднання трубопроводів,
наповнювальний штуцер, місця запресування електроконтактів, зварні шви кожуха,
шви випарника.
Перевірити холодильний агрегат на шум
за допомогою шумоміру або зіставляючи з еталоном. Закрутити пробку штуцера і
пофарбувати білою емаллю місця з'єднання наповнювального штуцера з пробкою.
Надіти захисний ковпачок на штуцер і перевірити якість опору ізоляції
холодильного агрегата.
Перевірка реле. Встановити реле на
панель стенда перевірки реле, закрити зверху металевою скобою, закріпити
затискачем і перевірити реле за його параметрами. Коли є відступи від
параметрів, то слід відрегулювати реле за допомогою натягання або послаблення
гвинтів установки рухомого або нерухомого контактів теплового реле, а для
пускового реле - відрегулювати положення пружини рухомого контакту до одержання
заданих значень струму.
Перевірка якості опору ізоляції.
Перевірити електричне коло холодильного агрегата на якість опору ізоляції,
приєднавши один кінець мегомметра до вилки з'єднувального шнура, другий - на
масу холодильного агрегата. Опір ізоляції холодильного агрегата має бути не
менше 10 Мом при напрузі 500 в.
Перевірка холодильного агрегата на
здатність запускатися і споживану потужність. Перевірене реле встановити на
холодильному агрегаті. Ввімкнути агрегат у затискачі стенда для перевірки на
здатність запускатися і споживану потужність. Запуск холодильного агрегата
перевіряти одноразовим вмиканням при зниженій напрузі 105 в з номінальною
напругою агрегата 127 в і при напрузі 180 в при номінальній напрузі агрегата
120 в. При цьому двигун повинен безвідмовно запускатися. Час спрацювання реле -
не більше 2 сек. Споживана потужність .агрегата не повинна перевищувати 140 вт,
сила струму при напрузі в мережі 127 в не повинна перевищувати 2 а, а при
напрузі 220 в - 1,2 а. Від'єднати агрегат від стенда і перевірити його на
холодопродуктивність.
Перевірка холодильного агрегата на
холодопродуктивність і витрату електроенергії. Надіти на випарник
теплоізоляційний чохол, попередньо поклавши на дно випарника термометр опору.
Зав'язати лямки чохла, ввімкнути
холодильний агрегату розетку стенда і випробувати на холодопродуктивність.
Випробовувати агрегат слід не більше 1 год. Витрата електроенергії має
становити не більше 45 вт. Перевірити за приладами температуру на випарнику і
витрату електроенергії. Перевірити обмерзання відсмоктувальної трубки. Воно має
бути не більшим за довжину патрубка відсмоктувальної трубки випарника. В разі
обмерзання самої відсмоктувальної трубки слід стравити через наповнювальний
штуцер зайву кількість фреону з системи і повторно випробувати холодильний
агрегат. Вимкнути холодильний агрегат з електромережі стенда. Зняти з випарника
теплоізоляційний чохол і термометр опору і відправити холодильний агрегат на
обкатку.
Обкатка холодильного агрегата.
Приєднати холодильний агрегат до стенда обкатки, перевірити справність роботи
холодильного агрегата (відсутність стуку й ознак закупорювання капілярної
трубки). Поверхня випарника має бути рівномірно покрита інеєм. Обкатку агрегата
провадять протягом 1,5 год. Відключити холодильний агрегат від стенда і
відправити його на підфарбування.
РОЗДІЛ 5.
Охорона праці під час технічного обслуговування та ремонту холодильного
обладнання
.1
Фізико-хімічні та фізіологічні властивості холодильних агентів і холодоносіїв
Холодильні агенти - це хімічні
сполуки, які мають низьку температуру плавлення і використовуються в
холодильних машинах для одержання штучного холоду.
Аміак - це безбарвний газ з удушливим
різким запахом, температура кипіння при атмосферному тиску -33,4 °С, не
розчиняється у мастилі, але інтенсивно поглинається водою. За наявності вологи
аміак роз'їдає цинк, мідь та їх сплави.
Газоподібний аміак сильно впливає на
слизові оболонки очей та верхніх дихальних шляхів. Високі концентрації аміаку
викликають опіки очей, носової порожнини, горла. При легких отруєннях аміаком
спостерігається сухість та біль у горлі, кашель, охриплість; при тяжких
отруєннях - затруднене дихання, сильний кашель, удушення, блювота. Рідкий аміак
викликає тяжкі опіки шкіри. Потрапляння рідкого аміаку в очі може призвести до
захворювання роговиці кристалика та склоподібного тіла. Опік очей аміаком часто
призводить до сліпоти. Гранично допустима концентрація аміаку у повітрі робочої
зони - 20 мг/м3.
При концентрації у повітрі вище 11 %
та наявності відкритого вогню аміак починає горіти. Суміш аміаку з повітрям
вибухонебезпечна.
Фреони (хладони) - R-12, R-22, R-502,
R-134a - фторхлор-метанові хімічні сполуки, які мають низьку температуру
кипіння, тяжкі безбарвні гази з дуже слабким специфічним запахом, який
відчувається при вмісті фреону в повітрі більше 20 % від об'єму. Розчинність
води у фреоні мала.
За своїми токсичними властивостями
R-12 відноситься до найменш небезпечних холодильних агентів з точки зору
фізіологічної дії на організм людини. Холодильний агент R-22 більш токсичний.
Гранично допустима концентрація пари R-12 у повітрі виробничого приміщення -
4900 мг/м3, R-22 - 3000 мг/м3.
Симптоми отруєння при вдиханні
повітря з високими концентраціями холодильних агентів проявляються через 30-60
хв. З'являються головний біль, слабкість, прискорення пульсу та дихання, мова
стає незрозумілою.
Подібний стан може продовжуватися
протягом трьох годин, потім поступово проходить. При концентрації холодильних
агентів у повітрі приміщення більше 30 % може наступити удушення через
недостачу кисню.
Холодильні агенти R-12, R-22
негорючі, в суміші з повітрям не загоряються і не вибухають. Однак при
зіткненні з нагрітими поверхнями та за наявності відкритого полум'я холодильні
агенти розкладаються з утворенням токсичних речовин: фосгену, фтористого водню,
хлористого водню та окислу вуглецю. Кількість отруйних речовин, що утворюються
при розкладанні, різко зростає при підвищенні температури.
Вдихання продуктів розпаду
холодильних агентів супроводжується сухим кашлем, у людини дере у горлі. При
отруєнні продуктами розпаду може спостерігатися блювота, прискорений пульс,
дихання, в окремих випадках підвищується температура. Продукти розпаду не мають
запаху та кольору, що збільшує небезпеку отруєння.
При потраплянні рідких холодильних
агентів на шкіру та в очі можливе обмороження шкіри та пошкодження очей.
Холодоносії - це водні розчини
хлористого натрію та хлористого кальцію (розсоли). Вони діють головним чином на
шкіру людини. Пил хлористого кальцію викликає роздратування слизових оболонок
очей, верхніх дихальних шляхів. Розсоли обумовлюють сильну корозійну дію на
метали.
Для захисту систем та апаратів від
корозії в розсоли додають інгібітори (їдкий натр, біхромат натрію). При
попаданні їдкого натрію на шкіру можуть створитися альбумінати та рубці.
Біхромат натрію токсичний і обумовлює дратівну дію на шкіру людини.
Приготування розсолів та додавання до розчину інгібіторів виконують у
спецодязі, рукавицях та захисних окулярах.
У холодильному обладнанні широке
використання одержали холодильні агенти: хладон-12 (R-12), хладон-22 (R-22),
хладон-502 (R-502), які є хлорфторвуглеводами (категорія CFC).
До підписання Монреальського
протоколу 1987 року проблем з використанням вищеописаних холодильних агентів не
було. Спеціалісти вважали їх надійними, нешкідливими і успішно застосовували в
холодильному обладнанні, побутових холодильниках.
У Монреальському протоколі було
зазначено, що холодильні агенти, які містять хлор, шкідливі для навколишнього
середовища, руйнують озоновий шар і тому використання їх у холодильній техніці
слід обмежити. Однак ці холодильні агенти продовжували використовуватись,
оскільки нових екологічно чистих не винайшли.
Під час останнього перегляду
Монреальського протоколу, який зафіксував відмову від агентів категорії CFC, в
Копенгагені була узгоджена така програма:
а) починаючи з 1994 року, знизити споживання
холодоагентів категорії CFC на 25 %;
б) допустити приріст виробництва CFC
на 10-15 %, щоб забезпечити його споживання країнами, які розвиваються;
в) споживання цього холодильного
агента після регенерації залишити незмінним;
г) з 2004 року знизити виробництво
холодильних агентів категорії CFC, а з 2015 року заморозити його споживання.
Протягом останніх років хіміки
працювали над питанням розробки нових холодильних агентів, які б повністю
замінили попередні. Внаслідок їх роботи з'явилось на ринку багато нових
сполучень фторвуглеводів, які не містять хлору, мало впливають на навколишнє
середовище, успішно можуть замінити холодильні агенти категорії CFC і
використовуватись у діючих холодильних установках. Серед таких холодильних
агентів сьогодні стали відомими R-134a і R-404a (категорії HFC).a - це
екологічно чистий холодильний агент, який застосовується у всіх холодильних
установках, працюючих на R-12. За фізичними властивостями вони схожі.
Холодопродуктивність R-134a вища, він не спалахує, не отруйний, не руйнує
озонового шару.
Проте, використання холодильних
агентів категорії HFC спричиняє деякі проблеми під час складання та технічного
обслуговування холодильних установок.
Основні проблеми, що виникають при
використанні нових холодильних агентів:
. Проблема мастила є основною,
оскільки при найменшій помилці компресор може вийти з ладу. Мастила, які
використовуються з холодильними агентами CFC, не сумісні з холодильними
агентами HFC. Тому компресори, призначені для роботи з новими агентами,
заправляються спеціальним мастилом, яке називається ефірним. Вони швидко
насичуються вологою, через те кількість води, що потрапляє в систему одночасно
з мастилом, може стати великою. Оскільки «ефір + HFC + вода» можуть створити
дуже агресивну та небезпечну фторводневу кислоту, необхідно дотримуватись
перестороги з обезводненням при всіх видах робіт, що зв'язані з розкриттям
системи, та особливо уважно стежити за власною безпекою (очі, руки), працюючи
із забрудненим мастилом.
. Комплекти манометрів, які
використовуються для контролю тиску холодильного агента, мають бути різними для
категорії CFC та HFC для того, щоб не допустити випадкового змішування ефірного
та мінерального мастил.
. Матеріали, з яких виготовлений
компресор, повинні бути стійкими до нових холодильних агентів. Окремі вузли теж
мають бути виготовлені для використання HFC.
. Слід уникати різьбових сполучень,
оскільки молекули HFC значно менші, ніж молекули традиційних агентів. У
результаті установка, герметична при роботі на CFC, може зовсім виявитись негерметичною
для HFC. Через те компресори відкритого типу не завжди рекомендуються для
роботи на HFC. Якщо все ж таки використовуються різьбові ніпельні сполучення,
розвальцювання трубок виконується особливо ретельно, а розвальцьовані кінці
повинні бути у нормальному стані. Гнучкі шланги або трубки мають бути
спеціально розроблені для HFC.
. ТРВ має бути призначений для
конкретного виду холодильного агента. Принципи підбору, монтажу та налагодження
ТРВ такі ж, як і для звичайних холодильних агентів.
. Фільтр-осушувач повинен бути
спеціальної моделі для HFC з дрібним фільтром, щоб підходив за розміром до
нових молекул. Через підвищену гігроскопічність ефірних мастил ці
фільтри-осушувачі мають підвищену поглинальну властивість і виконують функцію
антикислотних фільтрів.
. Холодильні агенти категорії HFC
мають більшу проникливість і схильні до сильнішого протікання. При їх
використанні рекомендується обов'язково забезпечити електропідігрівання картера
компресора під час зупинки та зупиняти компресор з попереднім вакуумуванням.
Якщо компресор обладнаний масляною помпою, рекомендується встановлювати
масляний пресостат.
Знаходження протікання холодильного
агента здійснюють за допомогою інструментів і пристроїв, які пристосовані до
нових холодильних агентів. Не дозволяється пошук протікань агента здійснювати
галоїдною лампою, оскільки HFC не містить хлору і не змінює колір полум'я при
виявленні протікання.
5.2
Організаційні заходи з охорони праці під час експлуатації холодильних установок
Мета організаційних заходів з охорони
праці на холодильних установках - створення безпечних умов праці шляхом
підтримання технічних знань обслуговуючого персоналу на певному рівні, а також
шляхом постійного контролю за дотриманням правил монтажу, експлуатації та
ремонту систем й обладнання установок.
На підприємстві наказом назначається
особа, яка відповідає за безпечну експлуатацію холодильної установки та
технічний нагляд за нею.
До самостійного обслуговування
холодильних установок допускаються особи не молодші 18 років, які пройшли медичний
огляд і мають посвідчення на право роботи на цих установках. Для обслуговування
аміачних установок допускається персонал, який пройшов стажування на
підприємстві.
Машиністи холодильних установок
проходять курсове навчання з правил безпечної експлуатації. Не рідше одного
разу на рік їхні знання перевіряють кваліфіковані комісії, затверджені наказом
на підприємстві. Результати перевірки заносять до спеціального журналу
реєстрації.
Головний інженер підприємства
здійснює загальне керівництво і відповідає за правильну організацію
інструктажів та курсового навчання.
Контроль за своєчасним проведенням
інструктажу покладається на відділ або інженера з охорони праці.
Контроль за дотриманням правил
безпечної експлуатації неможливий без своєчасного та правильного оформлення
документації холодильної установки.
До такої документації належать:
журнал машинного відділення, журнал перевірок запобіжних клапанів і
контрольно-вимірювальних приладів, журнал обліку ремонту обладнання, журнали
перевірки посудин, працюючих під тиском.
Особа, яка відповідає за безпечну
експлуатацію установки та технічний нагляд, обов'язково щодня здійснює огляд
обладнання та вентиляційних пристроїв, заносить до журналу машинного відділення
виявлені дефекти і вказує засоби їх усунення.
Адміністрація підприємств перед
введенням апаратів холодильних установок у роботу здійснює їх перевірку згідно
з «Правилами будівництва та безпечної експлуатації посудин, працюючих під
тиском».
У машинних та апаратних відділеннях
холодильних установок на видних місцях повинні бути вивішені такі схеми та
інструкції:
а) схеми трубопроводів холодильного
агента, розсолу, води з пронумерованими на них (згідно з місцем встановлення)
запірними вентилями та приладами автоматики;
б) інструкції з будови та безпечної
експлуатації холодильної установки;
в) інструкції з експлуатації
охолоджувальних пристроїв;
г) інструкції з обслуговування
кожного типу компресорів, помп, апаратів та інших механізмів;
д) інструкції з охорони праці та
пожежної безпеки, надання до-лікарняної допомоги;
є) інструкції з дій обслуговуючого
персоналу в умовах аварійної ситуації;
є) номери телефонів швидкої допомоги,
пожежної команди, диспетчера електромережі, начальника компресорного цеху;
ж) графіки профілактичних ремонтів та
оглядів обладнання;
з) покажчики місць зберігання засобів
індивідуального захисту.
Всі інструкції доводяться до відома
кожного машиніста або електромеханіка холодильних установок під підпис.
5.3 Вимоги
охорони праці при проектуванні холодильних установок
Розміщення обладнання. Від
розташування обладнання залежить зручність і безпека обслуговування, а також
ремонт машин та апаратів. Крім цього, розташуванням обладнання визначаються
розміри машинних та апаратних відділень холодильних установок. При розміщенні
обладнання намагаються максимально використати об'єм приміщення, розташовуючи
апарати та трубопроводи по вертикалі.
Компресори та апарати фреонових
холодильних установок, як правило, розташовують у машинних відділеннях висотою
3,5 м. Машинні відділення розміщують на будь-якому поверсі або в підвалі.
Кількість холодильного агента в установках, розташованих у машинних
відділеннях, не обмежується. Двері машинного відділення повинні виходити зовні
або в коридор і відчинятися у бік виходу.
У деяких випадках будівництво
спеціального машинного відділення недоцільно. Тому допускається розташування
фреонових холодильних установок разом з іншим технологічним обладнанням за
умови, що тут знаходиться персонал, який пройшов інструктаж з правил безпеки на
холодильних установках. В одному приміщенні з фреоновими установками
забороняється розташовувати апарати і прилади з відкритим вогнем або з
нагрітими зовнішніми поверхнями, температура яких перевищує 350 °С.
Встановлювати холодильні агрегати
безпосередньо в коридорах, вузьких проходах, поблизу виходів, а також у
вестибюлях та коридорах дитячих і лікувальних закладів категорично
забороняється.
Важливе значення при проектуванні
холодильних установок має підбір розмірів проходів у машинному відділенні.
Практика показала, що недотримання допустимих розмірів проходів призводить до
нещасних випадків під час евакуації обслуговуючого персоналу.
У машинних відділеннях фреонових
холодильних установок передбачають проходи шириною не менше таких величин:
основний прохід між компресорами, а також проходи між виступаючими частинами
машин і щитами з контрольно-вимірювальними приладами або електрощитами
холодильних установок - 1,5 м; прохід між виступаючими частинами компресора -
1,0 м; прохід між гладкою стінкою та компресором - 0,8 м.
Допускається встановлення апаратів
біля стін без проходів у випадку, якщо немає необхідності обслуговування
апаратів зі сторони стіни. Між ізольованими апаратами та стінкою слід залишати
відстань, необхідну для встановлення теплової ізоляції.
Розподільну арматуру холодильних
камер та інших споживачів холоду рекомендується розташовувати не вище 1,8 м від
рівня підлоги.
Розміщення трубопроводів. При
проектуванні слід намагатися скоротити довжину трубопроводів, особливо
ізольованих, шляхом їх розведення. Трубопроводи від компресорів при верхньому
розведенні повинні направлятися до глухої стінки, вздовж якої розташовуються
магістральні труби, що надає змогу уникнути затемнення вікон.
Трубопроводи холодильних установок
повинні мати можливість вільного температурного видовження, що досягається
установкою спеціальних кріплень і компенсаторів.
Не допускається розміщення
трубопроводів, арматури та апаратів у шахтах підйомників. У місцях можливого
пошкодження обладнання та трубопроводи слід огороджувати.
Напрямок руху холодильного агента,
розсолу та води вказують стрілками, які наносяться чорною фарбою.
Фреонові трубопроводи, які проходять
через приміщення, що не обслуговуються холодильними установками, слід
прокладати у сталевій трубі або в газонепроникливому кожусі, з'єднаному із
зовнішнім повітрям або з приміщенням, що обслуговується холодильною установкою.
5.4
Автоматичний захист холодильних установок
Експлуатація компресорів, особливо
аміачних, для запобігання аварій та нещасних випадків вимагає дотримання правил
безпеки.
Причинами аварій можуть бути:
гідравлічні удари, перевищення допустимих тисків та температур нагнітання,
недопустиме зниження тиску в системі змащування, припинення подачі води до
охолоджувальної сорочки компресора, зниження температури кипіння в
кожухотрубних випарниках нижче від температури замерзання холодоносія.
Будова надійного автоматичного
захисту компресорів від гідравлічних ударів та небезпечних режимів роботи є
предметом постійної уваги при проектуванні холодильних установок. Автоматичні
прилади захисту холодильних установок повинні зупиняти компресор при
небезпечних умовах роботи і виникненні причин для гідравлічного удару.
Захист від гідравлічного удару - це
найвідповідальніша функція, оскільки аналіз аварій показав, що найчастішою причиною
аварій є гідравлічний удар (75 % від числа всіх аварій).
Основним способом захисту від
гідравлічних ударів є контроль рівня рідкого холодильного агента в апаратах та
підтримання перегрівання всмоктуваної у компресор пари не нижче відповідної
величини.
Перегрівання всмоктуваної аміачним
компресором пари підтримують у межах 5-10 °С для одноступеневих та другої групи
двоступеневих компресорів і 10-20 °С - для першої групи двоступеневих
компресорів. Перегрівання всмоктуваної фреоновим компресором пари підтримується
у межах 15-30 °С.
Автоматичний контроль рівня в
апаратах, з яких компресор засмоктує пару, здійснюється приладами автоматики.
Найбільше розповсюдження отримали напівпровідникові реле рівня (НРР).
Автоматичний захист, який відключає
компресори при небезпечному підвищенні рівня рідини, передбачають для апаратів
випарної системи, безпосередньо з яких компресори всмоктують пару аміаку
(відділювачів рідини, проміжкових посудин, циркуляційних ресиверів).
Захист від перевищення допустимого
тиску нагнітання захищає компресор від руйнування при запуску компресора із
закритим нагнітальним вентилем при недопустимо високому тиску конденсації.
Після спрацьовування запобіжного клапана компресор продовжує працювати при
підвищеному тиску нагнітання, тому до запірного нагнітального вентиля
одноступеневого компресора за ходом холодильного агента встановлюють реле
високого тиску. Коли тиск стане вище допустимого, реле зупиняє компресор. Реле
високого тиску слід установлювати для кожного компресора аміачної або фреонової
установки.
Захист від пониженого тиску
всмоктування використовується для захисту кожухотрубних випарників від
замерзання у них холодоносія, а також для попередження небажаного навантаження
на сальник компресора та погіршення умов змащування. Захист здійснюється за
допомогою реле низького тиску.
Захист від припинення подачі води в
охолоджувальну сорочку компресора захищає компресор від перегрівання циліндрів
та від підвищеної температури нагнітання у випадку недостатньої подачі води.
Захист здійснюється за допомогою реле протоку, яке відключає компресор при
зниженні подачі води до кількості, що дорівнює 30 % від нормальних витрат.
Реле протоку встановлюють на зливній
водопровідній лінії з охолоджувальних сорочок циліндрів компресорів. Після реле
встановлюють зливну лійку і виконують розрив трубопроводу, що надає змогу
здійснити візуальний контроль протікання води і перевірити її витрати.
Захист від підвищеної температури
нагнітання захищає компресор від порушення умов змащування циліндрів,
перегрівання та виходу з ладу робочих клапанів. Підвищена температура
нагнітання виникає при високому ступені стискання, високій температурі
всмоктувальних парів, поломці пластин нагнітальних клапанів, при недостатньому
охолодженні циліндрів компресорів. Захист виконується відключенням компресора
за допомогою реле температури, термочутливий елемент якого встановлений на
нагнітальному трубопроводі або у нагнітальній порожнині циліндрів компресорів.
Реле реагує на температуру 135 °С
горизонтальних тихохідних аміачних компресорів та 160 °С - вертикальних та
опозитних компресорів.
Не можна намагатися знизити
температуру нагнітання вбризкуванням рідкого холодильного агента у
всмоктувальний трубопровід або переповненням випарної системи. Зниження
температури нагнітання таким чином може призвести до гідравлічного удару.
Реле температури встановлюють на
нагнітальних трубопроводах І та II ступеня в установках двоступеневого
стискання.
Захист від недопустимого зниження
тиску у системі змащування компресорів захищає від виходу з ладу
шатунно-поршневої групи, підшипників, колінчастого валу, сальників. Причинами
пониженого тиску мастила можуть бути: недостатня кількість мастила, забруднення
фільтрів, збільшення робочих зазорів внаслідок зношування, закипання
холодильного агента в картері, вихід з ладу масляної помпи.
Цей вид захисту передбачають для всіх
компресорів, які мають примусову систему змащування від вмонтованого або
винесеного масляного насосу. Ознакою нормальної роботи змащувальної системи є
достатня величина тиску, який створюється масляною помпою. Для контролю тиску в
системі змащування застосовують реле контролю змащування, яке реагує на зміну
різниці тисків між тиском у масляному трубопроводі після помпи та тиском у
картері компресора. При недопустимо низькому тиску змащування реле змащування
відключає компресор.
Захист герметичних помп холодильного
агента у випадку припинення змащування через недостатню кількість мастила або
закипання холодильного агента у помпі. Рідкий холодильний агент змащує
підшипники герметичних помп та охолоджує електродвигун помпи. Наявність рідкого
холодильного агента у помпі контролюється диференційним реле тиску та
напівпровідниковим реле рівня.
Як диференційне реле тиску
використовують реле контролю змащування, яке реагує на зміну різниці тисків між
тисками нагнітання та всмоктування помпи. При низькому тиску або при
недостатньому заповненні помпи рідким холодильним агентом помпа автоматично
відключається.
Захист кожухотрубних випарників
автоматично зупиняє компресор або випарник у випадку припинення руху води чи
розсолу. Для відключення електродвигуна компресора застосовують прилади захисту
типу реле витрат, для відключення випарника від всмоктувального трубопроводу -
соленоїдні вентилі. Зараз для контролю протоку розсолу (води) через випарник використовують
реле протоку.
5.5 Захисні
засоби від ураження холодильними агентами та правила користування ними
Обслуговуючий персонал аміачних
холодильних установок забезпечують індивідуальними засобами захисту та
медикаментами для надання першої домедичної допомоги. До індивідуальних засобів
захисту відносяться: фільтрувальні протигази марки КД з фільтрувальною коробкою
сірого кольору, газо-непроникливі універсальні рятувальні костюми, гумові
рукавиці та чоботи, захисні окуляри, ізолювальні дихальні апарати.
Несправність приладів або невміле
користування ними можуть призвести до нещасних випадків. Тому застосування
киснево-ізолювальних приладів у аварійній ситуації не рекомендується. Замість
киснево-ізолювальних приладів зараз використовують ізолювальні дихальні апарати
стисненого повітря АСП.
Фільтрувальні протигази застосовують
при вмісті у атмосфері не менше 16 % вільного кисню та не більше 0,5 %
шкідливих речовин.
Шафи для зберігання протигазів й
апаратів типу АСП установлюють біля виходу з машинного відділення, в коридорах,
прилягаючих до холодильних камер з безпосереднім охолодженням, а також у цехах
з технологічним обладнанням безпосереднього охолодження. У кожній шафі
зберігають протигази в кількості, що дорівнює числу робітників, працюючих у
цеху і не менше двох апаратів типу АСП.
На підприємстві зберігають не менше
двох костюмів (гідро), які використовуються при проведенні аварійних робіт.
Під час роботи обслуговуючий персонал
зобов'язаний мати протигази при собі і негайно одягати їх при підвищенні концентрації
пари аміаку, раптових порушеннях у роботі холодильної установки, при проведенні
робіт, пов'язаних з небезпекою виходу пароподібного або рідкого аміаку, при
зливанні аміаку з цистерни і заповненні системи.
На протигази індивідуального
користування заводять картку обліку, куди заносять: дату видачі, дату
останнього огляду та чергової перевірки, місце зберігання, прізвище працюючого
з протигазом. Протигази перевіряють не рідше одного разу на 6 місяців.
Справність апаратів типу АСП перевіряють у терміни, вказані в інструкції
заводу-виробника.
Протигаз випробують на герметичність.
Для цього одягають маску, закривають отвір на дні фільтрувальної коробки
гумовою пробкою або долонею руки і здійснюють три-чотири глибоких вдихів. Якщо
дихання при цьому неможливе, то протигаз герметичний. Якщо повітря при вдиханні
проходить, то протигаз несправний і його слід перевірити.
Особливо важливо правильно
використовувати індивідуальні засоби в аварійній ситуації. Тому на аміачних
холодильних установках проводять один раз на квартал тренування з попередження
та ліквідації аварійних ситуацій та використання індивідуальних засобів захисту
за програмою, затвердженою головним інженером підприємства.
При аварійному протіканні аміаку в
результаті порушення щільності апаратів, трубопроводів або компресора
необхідно:
а) негайно відключити електроживлення
всіх електродвигунів установки за допомогою кнопки аварійного відключення;
б) одягнути протигаз;
в) вивести людей, які не встигли
покинути приміщення компресорного цеху;
г) надати потерпілим першу допомогу і
викликати лікаря;
д) перекрити запірні вентилі для
припинення надходження аміаку у приміщення;
є) на компресорах перекривають
нагнітальні та всмоктувальні вентилі, на апаратах - вентилі на трубопроводах,
які підводять та відводять аміак.
У випадку протікання аміаку з
охолоджувальних приладів (батарей, повітроохолоджувачів) необхідно:
а) одягнути протигаз;
б) забезпечити евакуацію людей із
загазованого приміщення у безпечну зону;
в) від'єднати пошкоджену ділянку від
системи, закривши запірні вентилі на трубопроводах подачі рідини та усунення
пари аміаку з цієї ділянки;
г) надати потерпілим першу домедичну
допомогу, за необхідності викликати лікаря;
д) провітрити загазоване приміщення.
Входити у приміщення, загазоване
аміаком, без протигазу забороняється.
При аварійній ситуації у загазованому
приміщенні працювати не дозволяється.
Припинення захисної дії
фільтрувальної коробки протигазу визначають за виникненням запаху аміаку під
маскою. При відчуванні слабкого запаху аміаку слід негайно вийти із
загазованого приміщення і замінити коробку новою.
Поряд із фреоновою холодильною
установкою у заскленій шафі зберігають не менше двох пар гумових рукавиць,
захисні окуляри, ізолювальний протигаз та аптечку.
Перед входом у машинне відділення
фреонової установки необхідно включати вентилятор. При значному протіканні
фреону вентилятор повинен працювати безперервно.
Під час складання та розкладання
компресорів користуються стандартними ключами та типовими пристроями,
перевіряють відсутність зайвих предметів у внутрішніх порожнинах компресорів.
Перед обкаткою компресорів на
холостому ході треба ознайомити всіх осіб, які беруть участь у роботі, з
порядком проведення обкатки і засобами безпеки, перевірити кріплення болтів,
заземлення корпусів електричного обладнання, наявність і справність огорож та
пускових пристроїв. Перед обкаткою перевіряють і закріплюють циліндрові гільзи
спеціальними планками, щоб запобігти вібрації та викидання гільз, перевіряють
напрямок обертання електродвигуна. Під час обкатки забороняється усувати
дефекти монтажу, виконувати ремонт та змащування деталей на ходу.
Вузли трубопроводів, підготовлені до
монтажу, розташовують у послідовності, зручній для проведення робіт. Перед
підніманням до місця монтажу вузли трубопроводів перевіряють на рівні підлоги,
щоб скоротити обсяг робіт на висоті. Кожний наступний вузол монтують тільки
після закінчення встановлення та надійного кріплення попереднього вузла, з яким
його стикують.
Забороняється залишати незатягнутими
кріплячі болти на фланцевих з'єднаннях, приєднувати обладнання до трубопроводів
консольно, без закріплення на опорах. Розміщення фланцевих, зварних та інших
з'єднань у стінах, перекриттях і незручних для монтажу та демонтажу місцях не
допускається.
Працюючі на висоті повинні тримати
інструмент у спеціальній сумці або ящику, щоб запобігти випаданню інструмента.
Знаходження людей у межах зони монтажу, особливо при роботі на висоті,
забороняється.
При прокладанні аміачних
трубопроводів не допускається провисання труб та створення рідинних мішків на
всмоктувальних і нагнітальних трубопроводах. У рідинному мішку постійно
накопичується аміак і створюється пробка, яка під дією різниці тисків до і
після неї залучується парою у компресор, що призводить до гідравлічного удару.
5.6 Організаційні
заходи при підготовці холодильного обладнання до ремонту
Перед розкриттям компресори
звільняють від холодильного агента, мастила, розсолу, води та очищають робочі
поверхні теплообмінних апаратів.
Для усунення холодильного агента з
апаратів, які підлягають ремонту, в апарати, що працюють на сучасних
холодильних установках, передбачають лінію усунення холодильного агента з
апаратів високого тиску. За відсутності такої лінії холодильний агент з
апаратів високого тиску усувають за допомогою обвідних ліній. При усуненні
холодильного агента через обвідні лінії пара конденсується у випарній системі.
Кожухотрубні випарники охолоджують циркулюючим розсолом, прилади
безпосереднього охолодження - повітрям.
Під час роботи з обвідними лініями
постійно контролюють тиск нагнітання та всмоктування. При цьому тиск в апаратах
випарної системи не повинен перевищувати тиску випробування на щільність.
Переповнення робочих апаратів понад норму забороняється.
З апаратів, які мають дренажні
трубопроводи, рідкий холодильний агент усувають парою високого тиску.
У випадку усунення холодильного
агента з конденсаторів та випарників, заповнених відповідно водою і розсолом,
не можна знижувати тиск у конденсаторі нижче тиску, який відповідає температурі
холодильного агента +1 °С, а у випарнику - нижче температури замерзання
розсолу.
Подальше зниження тиску допускається
тільки після усунення з апарата води або розсолу. При досягненні в апараті
надмірного тиску порядку 0,2-0,3 МПа апарат звільняють від мастила.
Розкриття апаратів виконують тільки
після повного їх звільнення від холодоносія, мастила та холодильного агента і
не скоріше ніж через 30 хв після того, як у апараті встановиться постійний
залишковий тиск (вакуум).
У апаратах, трубопроводах і навіть у
арматурі може виявитись залишок мастила або холодильного агента. Тому перед
розкриттям слід продути апарат чи трубопровід, який підлягає розкриттю,
стисненим повітрям.
Зварювальні операції на апаратах та
трубопроводах до їх звільнення від холодильного агента і продування повітрям
забороняється. Розкриття апаратів та трубопроводів, які знаходяться при
температурах, близьких до температури кипіння холодильного агента, не
допускається.
Виконання робіт з розкриття
обладнання та трубопроводів без протигазів забороняється.
Зварювальні та паяльні роботи під час
ремонту обладнання виконують за згодою з представником пожежного нагляду та за
наявності письмового дозволу. При цьому вживають заходів для попередження всіх
сумісних апаратів від пошкоджень: роз'єднують фланці, встановлюють заглушки, пломбують
у закритому стані маховички вентилів. Ці ж заходи вживають для безпеки
обслуговуючого персоналу. Крім цього, на закритих під час роботи вентилях
вивішують таблички з надписом «Вентиль закритий». Із вентилів компресорів
знімають маховички, на штоках вентилів вивішують попереджувальні таблички.
Компресори від'єднують від електродвигунів шляхом зняття приводних пасів,
розбирання муфтових з'єднань.
При знятті важких деталей слід
користуватися вантажопідіймальними механізмами, справним інструментом, типовими
пристроями та дотримуватись правил безпеки слюсарно-складальних робіт.
Усунення холодильного агента в балони
на середніх та великих установках здійснюють від спеціально обладнаного
колектора, встановленого поза приміщенням компресорного цеху. Балони приєднують
до колектора стальними (або мідними для фреону) трубками, випробуваними на тиск
1,6-2,0 МПа.
Балони встановлюють на вазі
вертикально або похило вентилями вверх. Переповнення балонів вище встановлених
норм забороняється, оскільки при підвищенні температури навколишнього
середовища балон може вибухнути.
Балони наповнює машиніст холодильної
установки під наглядом начальника компресорного цеху, користуючись протигазами
та гумовими рукавицями. Нагромадження наповнених балонів біля наповнювального
колектора та знаходження навколо нього людей, які не беруть участі в роботі, не
допускається. Забороняється наповнення балонів, якщо пройшов термін
випробування, з несправним вентилем, за відсутності встановленого клейма, за
наявності тріщин або сильної корозії. Забороняється очищувати та фарбувати
балони, наповнені холодильним агентом.
Очищення робочих поверхонь
теплообмінних апаратів здійснюється ручним, механічним та хімічним способами.
Труби конденсаторів очищуються від
водяного каменя під керівництвом механіка холодильної установки після повного
звільнення конденсаторів від холодильного агента.
Під час очищення ручним та механічним
способами роботу виконують у захисних окулярах та спецодязі.
Механічне очищення здійснюють
свердлом або фрезою, які приводяться в рух електродвигуном або свердлильною
машиною. Тому до початку очищення слід перевірити стан електрообладнання і
вжити необхідних заходів від ураження електричним струмом. Щоб захистити
електродвигун від травм фрезою, його вмикають після введення фрези в трубу та
вимикають після вилучення її з труби.
Під час хімічного очищення готують
5-10%-ний розчин інгибірованої соляної кислоти. При приготуванні робочого
розчину кислоту заливають у воду, а не навпаки, щоб запобігти розбризкуванню
кислоти в результаті бурхливої реакції. Вдихання пари соляної кислоти викликає
кашель, хрипоту, сльозовиділення, а тривала дія кислоти на шкіру - опіки.
Роботи з хімічного очищення виконують
у грубошерстому костюмі, гумовому фартусі, гумових чоботях і рукавицях,
захисних окулярах та респіраторі. Кислоту, яка випадково потрапила на одежу,
промивають струменем води, нейтралізують 2 % -ним розчином питної соди і знову
промивають водою.
Краплі кислоти, які потрапили на
шкіру, обережно знімають ватою, пошкоджене місце змивають водою або 2 %-ним
розчином питної соди. Обпалене місце змазують вазеліном. При попаданні кислоти
в очі слід промити їх великою кількістю води, потім 0,5 %-ним розчином питної
соди і негайно звернутися до лікаря.
Приміщення, в якому здійснюють
хімічне очищення, постійно вентилюють, оскільки розчинення водяного каменя
супроводжується виділенням шкідливих газів. При проведенні кислотної обробки
забороняють паління і роботи з відкритим вогнем.
Апарати та охолоджувальні прилади
аміачних установок очищують зі сторони холодильного агента шляхом продування їх
стисненим повітрям при тиску 0,5-0,6 МПа. Апарати та прилади звільнюють від
аміаку, від'єднують від системи і продувають повітрям, як і під час монтажу.
Внутрішні поверхні конденсаторів
повітряного охолодження і ресиверів малих холодильних фреонових установок
зачищають шляхом промивання хлористим метиленом. За присутності відкритого
полум'я метилен розпадається з виділенням водню та фосгену, наркотично діє і
може викликати гостре отруєння. З хлористим метиленом працюють у приміщенні,
обладнаному приточно-витяжною вентиляцією.
5.7
Протипожежний захист
Засобами пожежогасіння називають такі
засоби та матеріали, введення яких у зону горіння припиняє його.
Найрозповсюдженіші засоби - це вода і водні розчини, водяна пара, інертні гази,
різноманітні порошки та ін.
Вода та водні розчини -
найефективніші засоби боротьби з пожежами. Вода припиняє горіння твердих
матеріалів, речовин та горючих рідин. При горінні кам'яного вугілля, шерсті,
бавовни та інших волокнистих матеріалів застосовують воду з добавкою 2 %-ного
розчину натрієвої або амонієвої солі.
Піна за своїм складом та способом
одержання буває хімічна та повітряно-хімічна. Хімічну піну одержують у
піноутворювальній апаратурі з порошків і застосовують для гасіння нафтопродуктів.
Повітряно-хімічна піна одержується у
спеціальних парогенераторах і складається з повітря (90 %), води (9,6 %) та
піноутворювачів (0,4 %). Використовують її теж для гасіння нафтопродуктів, але
ця піна значно дешевша. Крім цього, повітряно-хімічна піна служить для гасіння
пожеж у закритих приміщеннях, підвалах, трюмах кораблів та ін.
Водяна пара застосовується для
гасіння пожеж у закритих приміщеннях.
Вуглекислий газ не електропровідний,
не псує обладнання, промислові та продовольчі товари. Застосовується для
гасіння пожеж у закритих приміщеннях, картинних галереях, машинних відділеннях
кораблів тощо.
Інертні гази служать для гасіння
пожеж усередині закритих посудин. їх вогнегасильна властивість ґрунтується на
зниженні концентрації кисню в зоні горіння. Як засоби пожежогасіння
застосовують азот, аргон, гелій, холодильні агенти, а також відпрацьовані гази
двигунів внутрішнього згоряння.
Порошки використовують для гасіння
металів (калію, магнію, натрію та ін.), а також нафтопродуктів. Порошки
подаються на поверхню металу під час горіння, ізолюючи його від кисню повітря.
Для цієї мети використовують порошки на основі бікарбонату натрію.
Основним протипожежним озброєнням та
інвентарем є вогнегасник. Випускають у промисловості декілька типів
вогнегасників: пінні хімічні, вуглекислотні, порошкові.
Пінні хімічні вогнегасники
застосовують для гасіння пожеж у початковій стадії. Забороняється
використовувати цей тип вогнегасників для гасіння електроустановок, які
знаходяться під напругою, оскільки піна електропровідна. Термін роботи
вогнегасника 60-65 с, тому при його застосуванні слід приводити його в дію
безпосередньо біля зони пожежі і струмінь піни направляти на предмет горіння.
Вуглекислотні вогнегасники
застосовують для гасіння пожеж в електроустановках, які знаходяться під
напругою, оскільки кислота не викликає псування металу. Не рекомендується їх
застосовувати для гасіння матеріалів та речовин, які можуть горіти без доступу
повітря (целулоїд та вироби з нього).
Для розташування первинних засобів
пожежогасіння у виробничих приміщеннях та на території підприємств повинні
встановлюватись пожежні щити з набором: пінних вогнегасників - 2 шт.,
вуглекислотних вогнегасників - 1 піт., ящиків з піском - 1 шт., щільного
полотна (войлок, азбест) - 1 шт., ломів - 2 шт., багрів - 3 шт., сокир - 2 шт.
Пожежні щити повинні бути встановлені
в легкодоступних місцях, ближче до виходу з приміщення.
До числа робіт, які виконуються на
холодильних підприємствах, належать зварювальні роботи, варіння бітуму, паяння,
лудіння та інші роботи із застосуванням відкритого вогню. Вогневі роботи слід
проводити на спеціальних майданчиках і в майстернях, обладнаних відповідним
протипожежним інвентарем та засобами пожежогасіння.
Однак особливо під час ремонту
обладнання вогневі роботи треба виконувати на тимчасових місцях. Усі види
вогневих робіт здійснюються тільки за наявності письмового дозволу головного
інженера або начальника цеху, узгодженого з місцевою пожежною командою. Дозвіл
видається тільки на одну зміну. Виконавець вогневої роботи інструктується про
дотримання необхідних засобів пожежної безпеки. Інструктаж проводить особа, яка
відповідає за безпеку на робочому місці. У дозволі вказують обсяг вогневої
роботи, її тривалість, місце проведення, заходи із забезпечення пожежної
безпеки.
Під час виконання електрозварювальних
робіт зварювальники та особи, працюючі з ними або біля них, зобов'язані
захищати очі та лице від дії світлового та теплового випромінювання, а також
від ураження бризками металу. Захист очей та обличчя здійснюють щитками або
масками зі спеціальними прямокутними світлофільтрами. Місце зварювання
огороджується ширмами, якщо зварювальний апарат пересувний, або зварювання
виконується в спеціальній кабіні площею не менше 4 м2. Для захисту від бризок
розплавленого металу зварювальникам видають брезентовий спецодяг, взуття та
рукавиці.
Зварювальні апарати підключають до
електромережі тільки при знятій напрузі, а корпуси їх надійно заземлюють до
включення в мережу. Рукоятки електротримача виготовляють з діелектричного
матеріалу.
Усі види електрозварювальних робіт не
можна виконувати з приставних драбин, на відкритих майданчиках під час дощу та
грози. При виконанні зварювання у приміщеннях останні необхідно провітрювати.
Особливо небезпечне зварювання
всередині металевих посудин. Зварювальнийи, які працюють усередині посудин,
забезпечуються додатковими захисними засобами (гумовим килимом, гумовим
шоломом) та використовують для освітлення переносні світильники напругою 12 В у
вибухозахисному виконанні. Перед зварюванням посудину звільнюють від речовини,
що знаходилась у ній, і вентилюють. Перед початком зварювальних робіт
обов'язково проводять аналіз вмісту на вибухонебезпечність.
Газозварювальні роботи здійснюються з
використанням кисню та ацетилену, які доставляють на місце роботи в балонах.
Балони з горючими газами зберігають у спеціальних провітрюваних приміщеннях або
рампах, ізольованих від місць зварювання та джерел відкритого полум'я. Кисневі
балони, редуктори, шланги, газові пальники та різаки захищають від попадання на
них мастила.
Паяння - це основний спосіб ремонту
холодильних установок. При ремонтних роботах використовують бензинові, гасові
та пропанові паяльні лампи. Під час паяння деталей, виплавляння старого бабіту,
лудіння можливі травми від доторкання до нагрітих поверхонь ламп та деталей,
від відкритого вогню.
Неправильна експлуатація паяльних
ламп може призвести до їх вибуху. Паяльну лампу можна заправляти пальним тільки
тим, для якого вона призначена. Заправляють пальне тільки у холодну лампу
далеко від гарячих поверхонь та вогню.
Бачок для пального повинен
заповнюватись не більше ніж на 75 % об'єму. Лампу, яка протікає, експлуатувати
забороняється.
При розпалюванні лампи її полум'я
направляється на цеглу або на інший вогнестійкий матеріал. Під час прочищення
форсунки вентиль лампи повинен бути закритий. У випадку тривалої роботи треба
робити перерви для охолодження лампи.
5.8 Перша
допомога при ураженні холодильними агентами
Обслуговуючий персонал холодильної
установки повинен вміти надавати першу медичну допомогу потерпілим від отруєння
і ураження холодильними агентами.
При отруєнні аміаком треба негайно
вивести потерпілого на свіже повітря. Якщо дихання потерпілого припинилось,
треба здійснити штучне дихання, викликати лікаря і за можливістю замінити одяг
та прикрити його тепліше. Потерпілому слід давати вдихати пару 1-2 %-ного
розчину лимонної кислоти (з чайника через паперову трубку), лимонад чи 3 %-ний
розчин молочної кислоти.
При потраплянні рідкого аміаку на
шкіру слід обережно розтерти обморожену ділянку стерильною ватою або марлевою
серветкою до появи відчуття або почервоніння шкіри. Обморожене місце після
цього треба обтерти спиртом чи накласти на нього стерильну пов'язку. У випадку
утворення на тілі пухирів шкіру розтирати не можна - на обморожену ділянку тіла
теж слід накласти стерильну пов'язку. При сильному обмороженні пошкоджену
ділянку слід закрити асептичною пов'язкою.
При попаданні аміаку в очі необхідно
їх негайно промити струменем води кімнатної температури, а потім пустити в очі
декілька капель 2-4 %-ного розчину борної кислоти.
При удушенні, викликаному недоліком
кисню у приміщенні, заповненому газоподібним холодильним агентом, необхідно
негайно вивести потерпілого на свіже повітря. Рекомендується пиття (міцний
солодкий чай, кава, лимонад), вдихання кисню протягом 30-45 хв. У випадку
припинення дихання слід здійснити штучне дихання до приходу лікаря.
При попаданні холодильного агента в
очі їх промивають струменем води кімнатної температури під незначним тиском,
після чого негайно слід звернутися до лікаря.
ВИСНОВКИ
Дипломна робота досліджувала одну з актуальних проблем
сучасності - створення спеціалізованого підприємства з ремонту холодильного
обладнання. Вивчення та аналіз низки літературних джерел, проведенні
дослідження дали змогу зробити такі висновки і узагальнення.
Широке застосування та стрімкі темпи
зростання холодильної техніки в народному господарстві вимагають підготовки
висококваліфікованих спеціалістів для ремонту та обслуговування сучасних
холодильних установок, які оволодіють теорією, практикою, вміють користуватися
приладами, інструментами та пристроями.
Відновлення холодильних агрегатів
знижує потребу встановлення нових агрегатів, дає змогу створити обмінний фонд,
що в свою чергу скорочує терміни ремонту та знижує його вартість. Тому на сучасному
етапі розвитку нашого суспільства актуальним стало створення спеціалізованого
підприємства з ремонту холодильного обладнання. Такі підприємства оснащують
сучасним обладнанням та стендами, що сприяє підвищенню продуктивності праці,
покращенню якості ремонту.
Ремонт обладнання - це відновлення
його працездатності, частково або повністю втраченої в процесі експлуатації, як
результат зношування або неправильного користування, обслуговування і
зберігання. Ремонт холодильного обладнання полягає в розбиранні машин, апаратів
і систем, очищенні деталей, заміні зношених деталей новими або відновленими в
ремонтних цехах.
Технологія ремонту холодильного
обладнання має багато спільного з технологією їх виготовлення, тому якісний
ремонт може бути виконаний тільки за наявності відповідної виробничої
матеріальної і технічної бази. Металообробне і технологічне обладнання
ремонтних цехів за якістю повинно відповідати обладнанню механічних та
складальних цехів машинобудівних підприємств.
Розрізняють два основних способи
виконання робіт: господарський і підрядний. Під час господарського способу
роботи виконуються силами обладнання підприємства-власника на його
виробничо-технічній базі. Під час підрядного способу роботи виконуються
спеціалізованими підприємствами (підрядчиками), які приймають замовлення від
інших підприємств (замовників).
Експлуатація великих холодильних
установок здійснюється, як правило, підприємствами-власниками, для чого
організовуються спеціалізовані експлуатаційні цехи. Це доцільно, оскільки
досягається велика оперативність у роботі і керуванні установкою, а обсяги
експлуатаційних робіт великі.
Технічне обслуговування малих
автоматизованих холодильних установок вигідніше передавати спеціалізованим
підрядним організаціям.
Роботи з ремонту холодильних установок
для підприємства-власника є одиничними. Ці роботи, як правило, виконуються
спеціалізованими організаціями, тобто підрядним способом. Підрядний спосіб має
суттєві переваги перед господарським. Великі спеціалізовані підприємства, маючи
великі об'єми однорідних робіт, можуть організувати правильний підбір і
підготовку кадрів, впровадити новітню техніку, технологію та організацію
виробництва. Вони можуть також широко застосовувати індустріальні методи
виконання робіт, підтримувати спеціалізовані ділянки із заготовки вузлів
монтажу, виготовлення ремонтних деталей та ін. Такі підприємства містять все
необхідне для підвищення продуктивності праці.
Взаємовідносини між підрядчиком і
замовником регулюються підрядними договорами, які являють собою двосторонню згоду.
За договором підрядчик зобов'язаний виконувати роботи, а замовник повинен
проводити оплату виконаних робіт. У змісті договору зазначається перелік робіт,
що підлягають виконанню, проектна документація, на основі якої вони
виконуються, загальна вартість робіт, термін забезпечення замовником матеріалів
і обладнання, відповідальність сторін за невиконання у відповідний термін своїх
обов' язків.
Спеціалізація виробництва призводить
до того, що одна підрядна організація за характером своєї діяльності не може
виконати весь комплекс робіт, доручений замовником. У такому випадку підрядчик
непрофільні роботи передає іншій підрядній організації, яка стає
субпідрядчиком, а основна підрядна організація - генеральним підрядчиком.
Відносини між генеральним підрядчиком і субпідрядчиком визначаються
субпідрядним договором, зміст якого аналогічний підрядному.
Ремонтне підприємство має такі
ділянки: розбирання, миття, дефектування обладнання, яке підлягає ремонту,
складання вузлів і механізмів у цілому, обкатка та випробування відремонтованих
машин, ремонт та випробування апаратів, складання та випробування апаратів й
агрегатів. При невеликому обсязі роботи дві-три суміжні ділянки об'єднують в
одну.
Персонал, що працює з апаратурою, що
підключається до електричних мереж, повинен знати правила технічної
експлуатації, безпеки обслуговування і ремонту побутових електроприладів і
машин, а також дотримувати їх вимоги.
ЛІТЕРАТУРА
1. Бабакин Б.С., Выгодян. В.А. Бытовые холодильники и
морозильники. - М.: Колос, 2000. - 656 с.
. Бойко М.М. Монтаж, ремонт та технічне обслуговування
холодильних установок: Підручник. - Харків: «Компанія СМІТ», 2004. - 480 с.
. Бойко М.М. Експлуатація холодильного та торговельного
обладнання. - Харків: «Компанія СМІТ», 2004. - 521 с.
. Кругляк. И. И. Бытовые холодильники (устройство и ремонт).
- М.: Легкая индустрия, 1974. - 205 с.
. Лепаев Д. А. Ремонт бытовых холодильников: Справочник. -
2-е изд., перераб. и доп. - М.: Легпромбытиздат, 1989. - 304 с.
. Лепаев Д. А. Электрическая аппаратура бытового назначения.
- М.: Легкая индустрия, 1987. - 264 с.
. Лепаев Д.А., Коляда В.В. Ремонт холодильников. - М.:
Солон-Р, 2000. - 432 с.
. Лир Э. В., Петко И. В. Электробытовые машины и приборы:
Справочник. - 2-е изд., пераб. и доп. - К.: Техника, 1990. - 270 с.
. Михайлов В. І. Товарознавство електропобутових товарів:
Підручник. - К.: ВЦКДТЕУ, 1999. - 232 с.
. Постарнак С. Ф. Зуев. Ю.Ф. Холодильные машины и установки.
- М.: Транспорт, 1982.
. Полікарпов І. С, Шийко І.І. Товарознавство електоробутових
машин: Посібник - К.: Центр навчальної літератури, 2006. - 336 с.
. Родзиєвич В. Е. Загальна електротехніка: Навч. посіб. - 2-е
видання, перероб. і доп. - К.: Вища шк., 1993. - 183 с.
. Рабов В. И. Электрооборудование. - 5-е изд., перераб. - М.:
Экономика, 1990. - 175 с.
. Фишман. Б Е. Ремонт, наладка, испытание електробытовых
приборов. - М., 1975.
ДОДАТКИ
ДОДАТОК 1.
Будова підприємства з ремонту
холодильного обладнання
І - приймальня, ІІ - відділення
ремонту випалювачів, конденсаторів, трубопроводів, ІІІ - відділення ремонту
мотор-компресорів, IV - склад дефектних агрегатів, V - склад матеріалів та
запасних частин, VI - відділення мийки, VII - відділення зварювання, збирання
та перевірки, VIII - коридор.
На рисунку арабськими цифрами
позначено: 1 - стелаж; 2 - ванна перевірки на герметичність; 4 - балон з
азотом; 5 - сушильна шафа; 6 - кабіна для мийки компресорів; 7 - кабіна для
мийки випарників; 8 - висувна шафа; 9 - ручний прес для запресування статора;
10 - пристрій для запресування ротора; 11 - ручний прес для випресування
компресора з кожуха; 12 - пристрій для випресування статора; 13 - установка для
випробування статора на пробивання; 14 - установка для перевірки продуктивності
мотор-компресора; 15 - комплект приставок для обкатки мотор-компресора; 16 -
прилад для вимірювання шуму та вібрації; 17 - ділянка для зливання мастила; 18
- вакуум-сушильна установка; 19 - зварювальний агрегат; 20 - компресорна
установка; 21 - установка для мийки агрегату; 22 - стенд для перевірки на
холодопродуктивність; 23 - пульт перевірки потужності та запуску; 24 - ділянка
для зливання холодильного агента; 25 - установка первинного вакуумування та
заповнення холодильним агентом; 26 - колонка з технологічним цеолітом для
просушування холодильного агента; 27 - стіл; 28 - галоїдний шукач течій; 29 -
камера для перевірки протікання холодильного агента; 30 - друга камера для
перевірки протікання холодильного агента; 31 - установка для просушування
мастила; 32 - стенд для обкатки холодильних агрегатів; 33 - кліщі для затискання
трубки заповнення; 34- шумомір
ДОДАТОК 2
Прейскурант на послуги з ремонту
холодильного обладнання
|
№ п/п
|
Найменування робіт
|
Ціна без ПДВ
|
ПДВ
|
Ціна з ПДВ
|
|
1-1
|
Чистка водовідводу
|
18
|
3,60
|
21,60
|
|
1-2
|
Заміна реле,
термостата
|
25
|
5
|
30
|
|
1-3
|
Заміна дверей (перенавіска)
|
25
|
5
|
30
|
|
1-4
|
Заміна одних дверей
|
20
|
4
|
24
|
|
1-5
|
Заміна ручок,
накладок на ручках
|
40
|
8
|
48
|
|
1-6
|
Заміна ФО, усунення
витоку, дозаправка
|
50
|
10
|
60
|
|
1-7
|
Заміна уплотнювача
|
36
|
7,2
|
43,2
|
|
1-8
|
Ремонт шафи
|
70
|
14
|
84
|
|
1-9
|
Заміна одного
компресора
|
90
|
18
|
108
|
|
1-10
|
Заміна компресора і
конденсатора
|
120
|
24
|
144
|
|
1-11
|
Заміна компресора
підвищеного виробництва
|
130
|
26
|
156
|
|
1-12
|
Заміна випарника на
холодильниках малих об’ємів
|
90
|
10
|
108
|
|
1-13
|
Заміна випарника на
дво-, трьохкамерних холодильника
|
100
|
20
|
120
|
|
1-14
|
Заміна конденсатора
|
70
|
14
|
84
|
|
1-15
|
Заміна випарника на
однокамерні холодильниках при його ціні нижче 60 грн
|
100
|
20
|
120
|
|
1-16
|
Заміна випарника на
холодильниках типу 21, 233, 226, 225 при його ціні нижче 60 грн
|
150
|
30
|
180
|
|
1-17
|
Ремонт пов'язаний
із заміною шафи
|
200
|
40
|
240
|
|
1-18
|
Заміна компресора і
випарника одночасно
|
160
|
32
|
192
|
|
1-19
|
Ремонт випарника з
усуненням із холодильника
|
30
|
6
|
36
|
|
1-20
|
Ремонт випарника
|
25
|
5
|
30
|
ДОДАТОК 3
Талон, який наклеюється на
холодильник, при його здачі в ремонт
№ замовлення
_____________________________
Дата поступлення
__________________________
Прізвище (назва
організації)_________________
Адреса_____________________________________
Дефект____________________________________
Дата
виконання____________________________
Підпис слюсаря-ремонтника
ДОДАТОК 4
Акт прийомки-передачі робіт
за договором «16» від 22 лютого 2007
року
Луцьк 22.02.2007
р.
Цей акт складений про те, що
майстерня по сервісному обслуговуванню «Норд» ЗАТ «Сервісний центр «Норд»
надалі «Виконавець» виконала роботи з ремонту холодильного обладнання «Атлант».
Замовник прийняв роботи, передбачені
договором між сторонами. Вартість робіт складає «Триста шістдесят гривень 00
коп»
В тому числі:
) виконанні роботи:
|
Найменування
|
К-сть
|
Ціна
|
Сума
|
|
1.
|
Заміна компресора
|
1
|
104,7
|
104,7
|
|
|
|
|
Всього
|
104,7
|
|
ПДВ
|
20,94
|
|
Всього з ПДВ
|
125,64
|
) використані запчастини та
матеріали:
|
Найменування
|
К-сть
|
Ціна
|
Сума
|
|
1.
|
Компресор
|
1
|
172,04
|
172,04
|
|
2.
|
Фільтр
|
1
|
2,92
|
2,92
|
|
3.
|
Т/патрубок
|
1
|
1,1
|
1,1
|
|
4.
|
Фреон
|
0,225
|
44,75
|
10,07
|
|
5.
|
Реле
|
1
|
9,17
|
9,17
|
|
|
|
|
Всього
|
195,3
|
|
ПДВ
|
39,06
|
|
Всього з ПДВ
|
234,36
|
Роботи виконанні в повному об’ємі.
Претензій по якості не має. Даний акт є основою для розрахунку. Виконавець
забезпечує гарантійне обслуговування відремонтованої техніки строком на 12
місяців
Виконавець: Матвіюк О. Замовник:
Рожко А.
ДОДАТОК 5

ДОДАТОК 6