Разработка технологического процесса получения заготовки гаечного ключа
ФГБОУ ВПО
Вятская государственная
сельскохозяйственная академия
Инженерный факультет
Кафедра МСМ и ДМ
Курсовая работа
Разработка технологического процесса
получения заготовки гаечного ключа
Студентка Коржавина И.В.
Группа ИЗб-151
Руководитель Поярков С.М.
Киров 2015
Содержание
1. Описание
изделия и условия его работы
2.
Характеристика материала, из которого изготовлено изделие
3. Описание
технологического процесса изготовления детали
3.1 Вырубка
3.2 Ковка
3.3 Удаление
облоя
3.4 Перфорирование
3.6
Маркировка и изгибание
3.7 Протяжка
3.8
Термическая обработка
3.9
Шлифование и полировка
3.10
Хромирование
4.
Применяемое оборудование для изготовления гаечных ключей
4.1 Вырубка
4.2 Ковка
4.3 Удаление
облоя
4.4 Зачистка
и шлифовка
4.5 Маркировка
и изгибание
4.6
Протягивание
4.7
Термическая обработка
4.8
Шлифование
4.9
Хромирование
Список
использованной литературы
1.
Описание изделия и условия его работы
Наиболее распространённым типом гаечного ключа является обычный
двухрожковый ключ. Большинство ключей в настоящее время изготавливаются из
специального сплава хрома и ванадия или инструментальной стали.
Типы гаечных ключей:
. Рожковый ключ: рабочий профиль охватывает крепежную деталь с двух
или трёх сторон. Имеет U-образную
форму. Рожковые ключи обычно двухсторонние, с близкими по размеру рабочими
областями. Рабочая область ключа повернута под углом 15˚…30˚
к продольной оси инструмента, что обеспечивает больший рабочий диапазон в
труднодоступных местах.
2. Накидной ключ: рабочий профиль охватывает крепёжную деталь со
всех сторон, повторяя профиль детали. Такой тип ключей, в основном, тоже
двухсторонний.
. Комбинированный ключ: на одном конце расположена рожковая, а на
другом накидная головка. Обе головки таких ключей имеют одинаковый размер.
. Торцовый ключ: предназначен для закручивания деталей,
расположенных в труднодоступных или специфических местах, когда применение
других типов ключей невозможно, например, в углублениях, широко применяется для
крепления колёс автомобилей.
. Разводной ключ: разновидность рожкового ключа, у которого
просвет губок (размер ключа) может плавно изменяться в широких пределах. Под
разводным обычно понимается ключ, у которого одна из губок приводится в
движение червяком.
. Гнездовой ключ: состоит из полого цилиндра (гнезда), который
используется для крепления насадок торцевого типа и дополнительных
приспособлений для работы с ключом - коротких и длинных рукояток, рукояток с
карданным валом.
. Шестигранный ключ: L-образный, изготовленный из шестигранной заготовки различных размеров.
Предназначен для работы с деталями с утопленными гнёздами. Отличается формой
профиля - с шестью или более квадратными зубьями. Применяется для работы с
хрупкими и непрочными материалами.
2. Характеристика материала, из которого изготовлено изделие
Для изготовления гаечного ключа выбираем конструкционную
высококачественную легированную сталь 40ХФА. Также данная сталь применяется для
изготовления в улучшенном состоянии шлицевых валов, штоков, установочных
винтов, траверс, валов экскаваторов и других деталей, работающих при
температуре до 400˚С; после закалки и низкого отпуска - для
производства червячных валов и других деталей повышенной износостойкости; после
закалки в масло и низкого отпуска-для производства деталей трубопроводной
арматуры.
Форма выпуска: сортовой прокат, в том числе фасонный: ГОСТ 4543-71,
ГОСТ 259071, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ
7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.Шлифованный пруток и
серебрянка ГОСТ 14955-77. Полоса ГОСТ 103-76. Поковки и кованые заготовки ГОСТ
1133-71, ГОСТ 8479-70. Химический состав стали 40ХФА приведен в таблице 1.
Таблица 1
Химический состав стали 40ХФА
|
Химический элемент
|
%
|
|
Ванадий(V)
|
0,10…0,18
|
|
Кремний(Si)
|
0,17…0,37
|
|
Марганец(Mn)
|
0,50…0,80
|
|
Медь(Cu)
|
не более 0,30
|
|
Никель(Ni)
|
не более 0,30
|
|
Сера(S)
|
0,025
|
|
Углерод(C)
|
0,37…0,44
|
|
Фосфор(P)
|
не более 0,025
|
|
Хром(Cr)
|
0,8…1,1
|
Легирующие элементы вводят с целью повышения конструкционной прочности
стали, что достигается при их использовании в термически упрощенном состоянии-после
закалки и отпуска. В отожженном состоянии легированные стали практически не
отличаются от углеродистых. В связи с этим обеспечение необходимой
прокаливаемости- основная задача легирования. Легирующие элементы повышают
устойчивость переохлажденного аустенита, снижают критическую скорость закалки и
увеличивают прокаливаемость. Возможность менее резкого охлаждения при закалке
уменьшает в них напряжения и опасность образования трещин.
Таблица 2
Физические свойства стали 40ХФА
|
Температура испытания, ˚С
|
20
|
100
|
200
|
300
|
400
|
500
|
600
|
700
|
|
Модуль нормальной
упругости, Е, ГПа
|
215
|
212
|
205
|
199
|
182
|
173
|
166
|
144
|
|
Модуль упругости при сдвиге
кручением, G, ГПа
|
84
|
83
|
80
|
77
|
71
|
66
|
64
|
56
|
|
Плотность, ρ, кг/см3
|
7810
|
7810
|
7810
|
7810
|
7810
|
7810
|
7810
|
7810
|
|
Коэффициент
теплопроводности, Вт/(м*˚С)
|
37
|
37
|
37
|
36
|
33
|
31
|
31
|
30
|
|
Температура испытания, ˚С
|
20 … 100
|
20 … 200
|
20 … 300
|
20 … 400
|
20 … 500
|
20 … 600
|
20 … 700
|
20 … 800
|
|
Коэффициент линейного
Расширения
|
12,1
|
12,6
|
13,0
|
13,3
|
13,8
|
14,2
|
14,6
|
11,8
|
|
Удельная теплоемкость, С,
Дж/(кг*˚С)
|
466
|
508
|
529
|
563
|
621
|
634
|
664
|
Продолжительность выдержки при температуре закалки должна обеспечить
прогрев детали по сечению и завершение фазовых превращений, но не более. Иначе
будут происходить нежелательный рост зерна, что в последующем приведет к
увеличению хрупкости материала. После закалки и высокого отпуска создается
структура сорбита, который даёт наилучшее сочетание прочности, пластичности и
ударной вязкости:

Температура начала ковки 1250˚С, конца ковки 860-800˚С. По
свариваемости относится к группе трудносвариваемых, необходимы подогрев и
последующая термообработка. Температуры критических точек стали 40ХФА приведены
в таблице 3.
Таблица 3
Температуры критических точек стали 40ХФА
|
Критическая точка
|
˚С
|
|
Ас1
|
760
|
|
Ас3
|
800
|
|
Аr3
|
725
|
|
Ar1
|
680
|
|
Mn
|
214
|
3. Описание технологического процесса изготовления
детали
Качественные гаечные ключи изготавливают только ковкой, горячей и
холодной объёмной штамповкой.
Все составляющие технологического процесса производства гаечных ключей
должны тщательно контролироваться и соответствовать требованиям стандартов.
Самым важным этапом в процессе изготовления гаечного ключа является ковка.
Перед этим из стальной ленты вырезается заготовка, которая затем выпрямляется и
формируется, и только после этого под ударами молота принимает свою форму. Но
прежде, чем ключ окончательно приобретет свои свойства, ему необходимо пройти
еще несколько этапов.
3.1 Вырубка
На специальном станке из листовой стали вырубаются заготовки необходимого
размера и формы. Высокая точность резки позволяет до минимума сократить расход
качественной стали.
3.2 Ковка
В процессе ковки гаечные ключи приобретают требуемые механические свойства.
На этом этапе необходимо сохранить в металле готовой поковки то же направление
слоев, что и в заготовке- это особенно важно для таких изделий, как гаечные
ключи, которые в процессе работы подвергаются высоким статическим нагрузкам.
3.3 Удаление облоя
Удаление облоя (излишки металла по периметру поковки) осуществляется на
специальном обрезном станке.
3.4 Перфорирование
На этом этапе в накидной части ключа пробивается отверстие. Эта операция
может осуществляться как на горячей, так и на охлажденной заготовке и
подготавливает будущий ключ к последующей протяжке под размер.
3.5 Зачистка и шлифовка
В зачистных барабанах, наполненных абразивными материалами, с
поверхностей заготовок удаляются заусенцы, а затем они обрабатываются по
периметру на шлифовальном станке. Таким образом, достигается необходимая
чистота обработки поверхности заготовки ключа.
3.6 Маркировка и изгибание
На этом этапе на каждое изделие наносится заводская маркировка, а затем
накидная часть ключа отгибается на 15˚ от продольной оси для повышения
удобства работы в труднодоступных местах.
3.7 Протяжка
С помощью этой операции рожковая и накидная части ключа обрабатываются на
специальном станке для придания им необходимого размера. Именно так достигается
высокая точность гаечных ключей, а также создается динамический профиль
накидной части, сохраняющий грани болтов и гаек даже при высоких нагрузках.
материал оборудование технологический гаечный
3.8 Термическая обработка
Термическая обработка (закалка с температур 830…850˚С и высокий
отпуск с температур 550…600˚С) осуществляется для снятия внутренних
напряжений, возникших в структуре заготовки после ковки, и повышения прочности
ключа. После правильной термической обработки гаечные ключи имеют длительный
срок службы при очень высоких нагрузках.
3.9 Шлифование и полировка
На этом этапе заготовка обрабатывается в пескоструйной машине перед
последующим нанесением на неё гальванического покрытия. У некоторых моделей ключей после
этого полируется головка рожковой части.
3.10 Хромирование
На этапе гальванической обработки ключ покрывается тонким и прочным слоям
диоксида хрома, что защищает его от воздействия коррозии, делает его более
износостойким (рисунок 1).

Рисунок 1 - Основные этапы изготовления гаечного ключа
4.
Применяемое оборудование для изготовления гаечных ключей
4.1 Вырубка
Для вырубки заготовки гаечного ключа используем пресс-ножницы
комбинированные электромеханические НГ5222 (рисунок 2).
Рисунок 2- Пресс-ножницы комбинированные электромеханические НГ5222
Пресс-ножницы предназначены для резки полосового, сортового и фасонного
проката, пробивки отверстий, вырубки открытых пазов.
Таблица 4
Техническая характеристика пресс-ножниц НГ5222
|
Наибольшие размеры
обрабатываемого проката (толщина и ширина полосы), мм
|
16*50
|
|
Равнобокий уголок, мм
|
125*12
|
|
Наибольший профиль
двутавра, мм
|
180
|
|
Пробиваемое отверстие
(диаметр/толщина), мм
|
30/16
|
|
Номинальное усилие пресса,
кН
|
400
|
|
Мощность электродвигателя,
кВт
|
4,8
|
|
Габаритные размеры
|
190*600*1950
|
|
Масса, кг
|
2270
|
4.2 Ковка

Рисунок 3 - Кривошипный горячештамповочный пресс
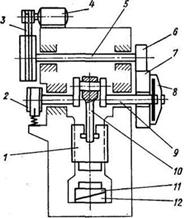
Рисунок 4 - Кинематическая схема кривошипного горячештамповочного пресса
Электродвигатель 4 передает движение клиновыми ремнями на шкив 3, сидящий
на приемном (промежуточном) валу 5, на другом конце которого закреплено малое
зубчатое колесо 6. это колесо находится в зацеплении с большим зубчатым колесом
7, свободно вращающимся на кривошипном валу 9. С помощью пневматической
фрикционной дисковой муфты 8 зубчатое колесо 7 может быть сцеплено с
кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10
вращение кривошипного вала преобразуется в возвратно-поступательное движение
ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит
тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может
перемещаться клином 12 и тем самым в незначительных пределах регулировать
высоту штампового пространства. Для облегчения удаления поковки из штампа
прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при
ходе ползуна вверх.
Кривошипные прессы имеют постоянный ход, равный удвоенному радиусу
кривошипа. Поэтому в каждом ручье штампуют за один ход пресса, и
производительность штамповки на прессах выше, чем на молотах. Наличие
постоянного хода приводит к большей точности поковок по высоте, а высокая
жесткость конструкции пресса, отсутствие ударов и сотрясений делают возможным
применение направляющих колонок у штампов, что практически исключает сдвиг.
Штамповочные уклоны у поковок также меньше, так как на прессах предусмотрены
выталкиватели. При штамповке на кривошипных прессах имеются большие возможности
для механизации и автоматизации процесса, чем при штамповке на молотах.
Наряду с перечисленными преимуществами штамповка на кривошипных прессах
имеет и недостатки. Ввиду жесткого хода ползуна на прессах при многоручьевой
штамповке нельзя применять такие ручьи, как протяжной, подкатной и отрезной.
Заготовка перед штамповкой на прессе должна быть полностью очищена от
окалины, так как деформация происходит за один ход пресса; при наличии окалины
она заштамповывается в поверхность поковки. Стоимость кривошипного
горячештамповочного пресса в 3-4 раза выше стоимости эквивалентного по мощности
молота.
На кривошипных прессах возможна штамповка всех видов поковок, штампуемых
на молотах. Однако при штамповке поковок с удлиненной осью и большой разностью
площадей поперечных сечений по длине требуется применение предварительно
профилированных заготовок.
Ввиду худшего заполнения полостей при штамповке сложных поковок на
прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на
прессах не должны смыкаться на величину, равную толщине заусенца, поэтому
полость для него делается открытой, в отличии от молотовых штампов.
Благодаря наличию выталкивателей на прессах удобно штамповать в закрытых
штампах выдавливанием и пришивкой. Кривошипные горячештамповочные прессы
успешно заменяют штамповочные молоты с массой падающих частей 0,63-10 т.
Такие прессы в настоящее время один из самых распространенных видов
оборудования в кузнечных цехах серийного, крупносерийного и массового
производства. Совершенствование, развитие и специализация КГШП как наиболее
высокопроизводительных кузнечнопрессовых машин для горячей объёмной штамповки
обуславливаются постоянно возрастающей потребностью в высококачественных
поковках из обычных, легированных и высокопрочных сталей и сплавов в тяжелой,
автомобильной, тракторной, энергетической, авиационной, оборонной промышленности
и в других отраслях народного хозяйства страны. Горячештамповочный кривошипный
пресс КА8538 усилием 630 тс представлен на рисунке 5.
Рисунок 5- Горячештамповочный кривошипный пресс КА8538 усилием 630 тс
Таблица 5
Техническая характеристика кривошипного горячештамповочного пресса КА8538
|
Мощность двигателя главного
движения, кВт
|
37
|
|
Минимальная частота
вращения шпинделя, об./мин
|
760
|
|
Максимальная частота
вращения шпинделя, об./мин
|
850
|
|
Номинальное усилие, кН
|
6300
|
|
Ход ползуна, мм
|
200
|
|
Расстояние между столом и
ползуном, мм
|
600
|
|
Частота ходов ползуна
непрерывных, мин-1
|
100
|
4.3 Удаление облоя
Удаление излишков металла по периметру поковки и перфорирование заготовки
осуществляется также на кривошипном горячештамповочном прессе КА8538.
4.4 Зачистка и шлифовка
Для удаления заусенцев и шлифования используется магнитная машина ZL-660. В работе магнитных машин
используется магнитно-абразивное финиширование при удалении заусенцев и
полировки деталей.
При помощи вращающегося магнитного поля порошок из нержавеющей стали
перемещается с огромной скоростью. Детали, находящиеся вместе с порошком в
одном сосуде с жидкостью, бережно освобождаются от заусенцев и полируются. В
зависимости от деталей и порошка время обработки составляет от 3 до 30 минут.
Магнитно-абразивный порошок выполняет роль абразивного инструмента, существует
около 10 видов каждый порошок используется для конкретных технологических
операций.
Преимущества:
. Легкое удаление заусенцев, чистка и полировка деталей для любой
промышленной индустрии;
. Используется для всех материалов, таких как сталь, нержавеющая сталь,
бронза, медь, латунь, алюминий, олово, пластмасса, золото, платина и т.д.
. Точная финишная обработка без изменения допуска размеров, применимо для
чувствительных деталей, например, производства украшений.
.5
Маркировка и изгибание
Для маркировки используем автоматическую печатную машину, предназначенную
для маркировки инструментов: отверток, молотков, гаечных ключей и т.д. В
качестве рабочей головки используем клейма цифровые твердосплавные повышенной
твердости. Клейма для каждой группы инструмента нужно выбивать в определенных
местах (на гаечных ключах - на рукоятках или около головок).
4.6 Протягивание
Протягивание - высокопроизводительный процесс обработки, обеспечивающий
получение изделий высокой точности с высоким качеством обработанной поверхности
(Ra до 0,32 мкм). С помощью этой
операции рожковая и накидная части ключа обрабатываются на специальном
протяжном станке для придания им необходимого размера.
Особенности процесса протягивания:
ü Наличие только одного главного движения; отсутствующее
движение подачи компенсируется расположением режущих зубьев;
ü Малая толщина и большая ширина образуемой при протягивании
стружки;
ü Одновременное участие в резании большого числа зубьев;
ü Совмещение черновой, чистовой и отделочной обработки;
ü Точность обработки определяется точностью исполнения
инструмента
ü Припуск при протягивании ограничен длиной протяжки и ее
размерами; при недостаточных длине протяжки и величине хода обработка
осуществляется комплектом протяжек в несколько проходов.
Протяжной станок- металлорежущий станок для обработки поверхностей
различного профиля инструментов- протяжкой. Протяжные станки разделяются на
станки общего назначения и специальные, служат для обработки (протягивания)
внутренних и наружных поверхностей. В протяжном станке рабочим движением
является прямолинейное движение каретки, несущей протяжку, либо заготовки при
неподвижной протяжке. Выпускаются модели протяжного станка с горизонтальным и
вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с
поворотными столами для установки нескольких деталей).
Протяжные станки классифицируются:
по степени универсальности - на станки общего назначения и специальные,
по назначению - для внутреннего и наружного протягивания;
по направлению и характеру рабочего движения - на горизонтальные,
вертикальные, непрерывного действия, круговые и др.;
по скорости рабочего хода - на обычные (1,5-12 м/мин) и скоростные (до 80
м/мин);
по типу привода - на электрогидравлические, электромеханические и
комбинированные.
Основные характеристики протяжных станков: наибольшая тяговая сила
6,3-1470 кН; максимальная длина хода протяжка 400-3200 мм.
Для протягивания головок ключа выбираем вертикальный полуавтомат для
внутреннего протягивания модели 7А623, предназначенный для обработки
протягиванием разнообразных сквозных отверстий: головок ключей, круглых,
шлицевых, шпоночных пазов, винтовых шлицев и канавок и др.
Преимуществами вертикальной компоновки станка является экономия рабочей
площади цеха, а также лучшие условия для автоматизации загрузки и выгрузки
обрабатываемых деталей и встройки станков в автоматические линии.
Высокопроизводительной работе способствует наличие исполнений для одновременной
обработки двух или трех деталей двумя или тремя протяжками, а также оснащение
станка устройствами автоматической смены протяжек при многопроходном
протягивании.

Рисунок 6- Вертикальный полуавтомат для внутреннего протягивания модели
7А623
Таблица 6
Техническая характеристика вертикально-протяжного станка 7А623
|
Номинальное тяговое усилие,
кН
|
100
|
|
Наибольшая длина хода
рабочих салазок, мм
|
1250
|
|
Наибольший наружный диаметр
устанавливаемой заготовки, мм
|
395
|
|
Диаметр
|
95
|
|
Длина
|
1400
|
|
Скорость рабочего хода,
м/мин.
|
1,5до12
|
|
Скорость подвода протяжки,
м/мин.
|
15
|
|
Скорость отвода протяжки,
м/мин.
|
11
|
|
Мощность электродвигателя
главного привода, кВт
|
15
|
|
Суммарная мощность электродвигателей,
кВт
|
16,58
|
|
Масса, кг
|
7250
|
4.7
Термическая
обработка
Термическая обработка для гаечных ключей (закалка с температур 830-850˚С
и высокий отпуск с температур 550-600˚С) осуществляется для снятия
внутренних напряжений, возникших в структуре заготовки после ковки, и повышения
прочности ключа. Для термической обработки используем муфельную печь. Муфельная
печь - нагревательное устройство, предназначенное для нагрева разнообразных
материалов до определенной температуры. Главной особенностью этой печи является
наличие муфеля, защищающего обрабатываемый материал и являющегося главным
рабочим пространством муфельной печи.
Муфельная печь с микропроцессорным управлением МП-60 предназначена для
различных видов термообработки. Печь работает по 9-ти независимым программам, в
которых можно запрограммировать до семи температурных участков нагрева.
Предусмотрена предварительная задержка включения нагрева (таймер задержки) от 0
до 100 часов. Также программируется температура включения и выключения вытяжки.

Рисунок 7 - Муфельная печь
Таблица 7
Техническая характеристика муфельной печи МП-60
|
Максимальная рабочая
температура, ˚С
|
1100
|
|
Время выхода на 900˚С,
мин
|
70
|
|
Время выхода на 1050˚С,
мин
|
100
|
|
Размеры рабочей камеры, мм
|
|
высота
|
110
|
|
ширина
|
220
|
|
глубина
|
230
|
|
Потребляемая мощность, Вт
|
2400
|
4.8 Шлифование
Шлифование производится с помощью пескоструйной машины перед последующим
нанесением на нее гальванического покрытия. Под пескоструйной очисткой понимают
очистку поверхностей путем воздействия песка в качестве шлифовального средства,
который с помощью сжатого воздуха с высоким ускорением направляется на
очищаемый объект через сопло (форсунку).
Для обработки гаечных ключей выбираем пескоструйную камеру КСО-60-Н-М.
Система микроподачи данной машины для очистки, подготовки или окончательной
отделки точных деталей использует пескодувные материалы с крайние мелкими
частицами.

Рисунок 8 - Пескоструйная камера КСО-60-Н-М
Таблица 8
Техническая характеристика пескоструйной камеры КСО-60-Н-М
|
Габаритные размеры, мм
|
2500*1050*800
|
|
Масса, кг
|
350
|
|
Напряжение питания, В
|
220
|
|
Объём по нагрузке, л
|
60
|
|
Производительность, м3/час
|
5до20
|
|
Рабочее давление, атм.
|
3,5до7
|
|
Расход воздуха, л/мин
|
1,3до5,6
|
|
Тип
|
напорная
|
4.9 Хромирование
На этапе гальванической обработки ключ покрывается тонким и прочным слоем
диоксида хрома, что защищает его от воздействия коррозии. Гальваническое
покрытие - это металлическая пленка толщиной от долей микрона до десятых долей
миллиметра, наносимая на поверхность неметаллических и металлических изделий
методом гальваники для придания им твердости, износостойкости, антикоррозийных,
антифрикционных, декоративных свойств.
В зависимости от требований, предъявляемых к эксплуатационным характеристикам
деталей, различают 3 типа покрытий:
ü Защитные, применяемые для защиты от коррозии деталей в
различных агрессивных средах;
ü Защитно-декоративные, применяемые для декоративной отделки
деталей с одновременной защитой их от коррозии;
ü Специальные, применяемые для придания поверхности деталей
специальных свойств (износостойкости, твердости, магнитных свойств и др.),
восстановления изношенных деталей или обеспечивающие защиту основного металла
от особых сред (цементация, азотирование и пр.)
Для гальванического покрытия гаечного ключа выбираем гальваническую
установку AG-2400.

Рисунок 9 - Гальваническая установка AG-2400
Таблица 9
|
Контрольная панель с 2-я
цифровыми вольтметрами, ед.
|
2
|
|
Мощность нагревателей, Вт
|
100
|
|
Количество гальванических
ванн, ед.
|
4
|
|
Количество анодов из
нержавеющей стали, ед.
|
1
|
|
Количество анодов из
платинированного титана, ед.
|
1
|
|
Количество нагревательных
элементов с термопарой, ед.
|
1
|
|
Общая мощность, Вт
|
450
|
|
Габаритные размеры, мм
|
860*360*300
|
|
Масса, кг
|
27
|
В зависимости от режима элетроосаждения могут быть получены хромовые
покрытия с различными свойствами. Для приготовления стандартного электролита
хромирования раздробленные куски хромового ангидрида загружают в ванну с водой,
подогретой до 60-80˚С. Растворение хромового ангидрида ведут при
тщательном перемешивании. Так как технический хромовый ангидрид всегда содержит
некоторое количество серной кислоты, то перед введением в ванну серной кислоты
необходимо произвести анализ на ее содержание. После проведения анализа
добавляют недостающее количество серной кислоты и прорабатывают электролит под
током.
Процесс хромирования протекает с сильным газовыделением, при котором
через бортовые отсосы улетучиваются мельчайшие капли электролита в виде тумана.
В качестве мер по борьбе с испарением электролита применяют поплавки из
полиэтилена, полихлорвинила или др. химически стойкого вещества. Слой поплавков
снижает потери электролита, так как пузырьки газа задерживаются и лопаются на
поверхности поплавков. При этом слой поплавков уменьшает также расход энергии
на подогрев электролита, предохраняя зеркало электролита от остывания.
Список
использованной литературы
1. Орлов П.И.
Основы конструирования: Справочно-методическое пособие. В 2-х кн. Кн.2 /Под
ред. П.Н. Учаева. -3-е изд., исправл. - М.: Машиностроение, 1988. - 544 с.: ил.
. Лахтин Ю.М.
Металловедение и термическая обработка металлов. - М.: Металлургия, 1993. - 446
с.
. Бойцов
В.В., Трофимов И.Д. Горячая штамповка: Учебник для ВУЗов. - М.: Высшая школа,
1978. - 304 с.: ил.
. Охрименко
Я.М. Технология кузнечно-штамповочного производства: Учебник для вузов. - Изд.
2-е, перераб. и доп. - М.: Машиностроение, 1974. - 616 с.: ил.
. Стандарт предприятия
СТП ВГСХА 2-07. Проекты (работы) курсовые и дипломные. Общие требования к
оформлению. - Киров: Вятская ГСХА, 2007. - 66 с.: ил.