Дискриминация профессиональных прав ученых как фактор «утечки умов»
МИНИСТЕРСТВО
СЕЛЬСКОГО ХОЗЯЙСТВА
РОССИЙСКОЙ
ФЕДЕРАЦИИ
ФГБОУ
ВО
«Государственный
аграрный университет Северного Зауралья»
Механико-технологический
институт
Кафедра
«Лесного хозяйства, деревообработки и прикладной механики»
Направление
35.03.02 «Технология лесозаготовительных и деревоперерабатывающих производств»
профиль
2 «Технология деревообработки»
Допускается к
защите
заведующий
кафедрой
__________
Смолин Н.И.
«____»____________2017
г.
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА К
ВЫПУСКНОЙ
КВАЛИФИКАЦИОННОЙ
РАБОТЕ
дипломный
проект
Тема: ПРОЕКТ МОДЕРНИЗАЦИИ СТОЛЯРНОГО ЦЕХА ПО
ПРОИЗВОДСТВУ ДВЕРНЫХ БЛОКОВ НА БАЗЕ ПРЕДПРИЯТИЯ ООО «ВЕГА» г. Тюмени
Выполнил студент _______________Мусаев
Альви Арбиевич
Руководитель работы
Преподаватель ______________Фомина
Ольга Александровна
Консультанты:
по экономической части
к.э.н., ст.преподаватель_______________Буторина
Галина Юрьевна
по безопасности
жизнедеятельности
ст.преподаватель _______________
Кучумова Галина Владимировна
Нормоконтролер
к.т.н., доцент
_______________ Рожкова Татьяна Владимировна
Тюмень – 2017
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГБОУ ВО
«Государственный аграрный университет Северного
Зауралья»
Механико-технологический институт
Кафедра «Лесного хозяйства, деревообработки и
прикладной механики»
Направление 35.03.02 «Технология лесозаготовительных и
деревоперерабатывающих производств»
профиль 2 «Технология деревообработки»
Утверждаю
заведующий кафедрой
____________Смолин Н.И.
«____»____________2017 г.
Задание
на выпускную квалификационную
работу (дипломный проект)
Студенту Мусаеву Альви
Арбиевичу
1 Тема: Проект модернизации столярного цеха по производству
дверных блоков на базе предприятия ООО «Вега» г. Тюмени
Утверждено приказом ректора №от
« » 2017 г.
2
Срок
сдачи студентом законченной работы: « » 2017 г.
3 Исходные данные к работе:
Вид изделия –
дверной блок ДГ 21-10ГОСТ 6629-88.
Исходные
материалы: П/м хвойных пород Сосна ГОСТ 8486-86,Фанера
ТУ 5512-002-00273235-95.
Площадь цеха:
1512 м2.
Годовая
программа: 20863 шт.
4 Содержание пояснительной
записки (перечень подлежащих разработке вопросов):
Аннотация
Введение
1. Общая часть
2. Технологическая
часть
3. Строительная
часть
4. Энергетическая
часть
5. Безопасность
жизнедеятельности
6. Экономическая
часть
Заключение
Список
используемой литературы
5 Перечень графического
материала (с точным указанием обязательных чертежей):
1
Генеральный
план предприятия ООО «Вега»
2
План
цеха до реконструкции
3
План
цеха после реконструкции
4 Сборочный чертеж изделия
5 Деталировка чертежа изделия
6 Консультанты по разделам
|
Раздел
|
Консультант
|
Задание выдал
(Подпись, дата)
|
Задание принял
(подпись, дата)
|
|
Экономика
|
Буторина Г. Ю.
|
|
|
|
БЖД
|
Кучумова Г.В.
|
|
|
|
Нормоконтролер
|
Рожкова Т.В.
|
|
|
7 Дата выдачи задания
"___"_______________2017 г.
Руководитель
Задание принял к
исполнению
Содержание
Введение. 8
1 Общая часть. 9
1.1 Общие сведения о предприятии. 9
1.2 Обоснование темы дипломного
проекта. 10
1.3 Описание технологического
процесса цеха до модернизации. 11
1.4 Режим работы цеха. 12
2. Расчётно-технологическая часть. 13
2.1Описание изделия. 13
2.2 Спецификация деталей на изделие. 14
2.3 Расчет сменной производительности. 15
2.4 Расчет задания цеху на месяц Ам
,шт., определяется по формуле. 20
2.5 Расчет задания цеху на сутки Асут
,шт., определяется по формуле. 20
2.6 Расчет задания цеха на смену
определяется по формуле. 20
2.7 Расчет потребного количества
материалов на изделие. 21
2.8 Сводная ведомость лесоматериалов. 25
2.9 Расчет потребности
вспомогательных материалов. 28
2.10 Карты раскроя плитных материалов. 31
2.11 Разработка технологического
процесса. 32
2.12 Разработка схем технологического
процесса. 37
2.13 Сводная ведомость оборудования. 40
2.14 Описание технологического
процесса. 40
2.15 Расчет количества дереворежущего
инструмента. 41
2.16 Расчет площади склада. 43
2.17 Расчет численности работающих в
цехе. 43
2.18 Расчет производственной площади. 45
3 Безопасность жизнедеятельности. 46
3.1. Общие требования охраны труда. 46
3.2 Требования охраны труда перед
началом работы.. 47
3.3 Требования охраны труда во время
работы.. 48
3.4 Требования охраны труда в
аварийных ситуациях. 50
3.5 Требования охраны труда по
окончании работы.. 51
4 Энергетическая часть. 52
4.1 Расчёт силовой электроэнергии. 52
4.2 Расчёт электроэнергии на
освещение. 53
5 Экономическая часть. 54
5.1 Расчёт стоимости сырья и
материалов. 54
5.2 Расчёт расходов на электроэнергию.. 54
5.3 Расчёт основной заработной платы
производственных рабочих. 55
5.4 Расчёт дополнительной заработной
платы производственных рабочих 55
5.5 Расчёт фонда заработной платы
цехового персонала. 56
5.6 Расчёт отчислений во внебюджетные
фонды.. 57
5.7 Расчёт расходов на содержание и
эксплуатацию оборудования. 57
5.8 Расчёт цеховых расходов. 58
5.9 Расчёт общезаводских расходов. 61
5.10 Расчёт расходов на
научно-исследовательские работы.. 61
5.11 Расчёт внепроизводственных
расходов. 62
5.12 Калькуляция
себестоимости продукции. 62
5.13 Расчет
технико-экономических показателей. 63
5.14 Расчет товарной продукции. 63
Список использованной литературы.. 67
Перечень чертежей. 68
Аннотация
В данной выпускной
квалификационной работе по теме: «Проект модернизации столярного цеха по
производствудверных блоков ДГ 21-10 на базе предприятия ООО Вега» произведен технико
– экономический анализ работы предприятия, выявлены имеющиеся недостатки
технологического процесса.
Целью проекта является внедрение в данное производство
изготовление дверных блоков марки ДГ 21-10.
Модернизация предусматривает замену физически и морально
устаревшего оборудования на современное высокотехнологичное.
После модернизации объем выпускаемой продукции будет
составлять 20863блока, и иметь выручку от реализованной продукции 5838426,26руб.
Общезаводские затраты составили 3645825,6руб., срок окупаемости полного объема инвестиций в
течение 4,3 года.
Рентабельность продукции составляет 24,7%, капиталовложения окупаются в течение небольшого времени.
Пояснительная часть работывыполнена в объеме 78 страниц, в
ней использованы так же таблицы в количестве 26 штуки, графическая часть в
объеме 6 листов, использованная литература составляет 5 источников.
Двери являются неотъемлемой частью любого здания и служат
для перекрытия проема, используемого для входа и выхода из помещения.
Как и окно, дверной блок состоит из коробки, на которую
навешивают полотно. Подвижность полотна обеспечивается за счет шарнирных
петель, позволяющих открываться дверям в одну сторону либо в обе (качающиеся
двери). В настоящее время широко используются раздвижные двери типа «купе», в
которых перемещение полотна осуществляется в горизонтальной плоскости. Полотно
может быть гофрированным в виде штор, тогда оно подвешивается в верхней части
коробки и перемещается при помощи роликов. Навеска полотен может осуществляться
непосредственно на коробки или на конструктивные части стены, при этом
исключается необходимость коробки.
Независимо от конструкции требуется, чтобы дверные блоки
были прочными и легкими, а габаритные размеры по высоте ширине отвечали их
назначению и современному интерьеру помещений. В условиях современного
производства, когда используются механизированные и автоматизированные линии,
числе типоразмеров блоков должно быть ограничено с учетом перехода на другие
размеры при разработке новых конструкций дверных блоков.
Специфическая особенность
технологического проектирования – его трудоемкость, это объясняется тем, что
данный процесс достаточно трудно формализуем, имеет большую вариантность
проектных решений и, кроме того, сопровождается большим объемом вычислений.
Основная задача технологической подготовки производства столярных изделий
состоит в полном обеспечении технологической готовности предприятия к выпуску
производимой продукции, соответствующей заданным технико-экономическим критериям
(высокое качество изготовления, функциональность, безопасность, удобство,
эстетичность, планируемый объем производства, требуемый технический уровень,
минимальные трудовые и материальные издержки и т.д.).
1.1 Общие сведения о предприятии
ООО «Вега»создана в
2007 году, под управлением ООО «Управляющей компании «ЗАПАД» Юридический
адрес Область Тюменская, город Тюмень, ул. Ямская, дом 33, офис 22. Столярный
цех расположен по адресу ул. Ямская 29. Площадь цеха составляет: 1503 м2,
административное здание: 1080 м2.
Основной вид
деятельности – управление многоквартирными домами, с целью обеспечения
благоприятных и безопасных условий проживания граждан, надлежащего содержания
общего имущества в многоквартирном доме, предоставление коммунальных услуг
гражданам, проживающих в домах. Общий жилой фонд компании составляет 137
многоквартирных дома, общей площадью помещений- 745,5 тыс.кв.м
Ролью ООО «Вега»
являлось производство столярных изделий, таких как оконные и дверные блоки для
последующего монтажа в подъездах жилых домов.
Основные задачи
управляющей компании «запад»:
1.
организация
работ, направленных на сохранность жилищного фонда, улучшение качественных
характеристик предоставления жилищно-коммунальных услуг населению;
2.
в
соответствии с требованиями Правил и норм технической эксплуатации жилищного
фонда, государственных стандартов качества предоставления жилищно-коммунальных
услуг обеспечение комфортных условий проживания в жилищном фонде граждан и
функционирования расположенных в данном жилищном фонде организаций;
3.
обеспечение
санитарного содержания, технического обслуживания и ремонта (текущего и
капитального) жилищного фонда, нежилых объектов, объектов коммунального
назначения и придомовой территории в соответствии с действующими нормативами
путем заключения соответствующих договоров с подрядчиками, осуществление
контроля за выполнением договоров;
4.
обеспечение
системы предоставления жилищных и коммунальных услуг, их оплаты в соответствии
с реально достигнутым качеством и количеством;
5.
реализация
дополнительных мероприятий, направленных на эффективное управление жилищным
фондом;
6.
организация
сбора платежей от населения за жилье и коммунальные услуги, расчета с
поставщиками коммунальных услуг и подрядными организациями за выполненные
работы с участием ОАО «ТРИЦ»;
7.
снижение
стоимости обслуживания жилищного фонда и потребляемых коммунальных услуг;
8.
проведение
разъяснительной работы с населением, направленной на повышение сохранности
жилищного фонда и снижение энергоресурсопотреблени
Производимая продукция
ООО «Вега» производит столярные изделия из
массива, основным сырьем является необрезной пиломатериал,в основном
использовалась сосна. Пиломатериал закупался у сторонних компаний и доставлялся
транспортным путем. Основные изделиями являются оконные блоки ГОСТ 23166-99,
дверные блоки ГОСТ 6629-88. К работе привлекались самые
высококвалифицированные специалисты. Работа стабильной, надежной и слаженной
команды профессионалов обеспечивает надлежащее качество предоставляемых услуг.
1.2 Обоснование темы дипломного проекта
В 2017 году ООО
«Вега» вышла из состава Управляющей компании «ЗАПАД» из-за финансовых
разногласий.
На сегодняшний день компания производит
дверные и оконные блоки в малых масштабах, для увеличения выпускаемой продукции
было принято решение выбрать одно производимое изделие. Наладить производство
будет экономически выгодно для компании.
По просьбе руководства компании
была разработана данная выпускная квалификационная работа по модернизациипроизводства
изготовление дверных блоков различных модификаций.
1.3 Описание технологического
процесса цеха до модернизации
Сухой
(9-12%), обрезной пиломатериал закатывают по рельсовым путям к станку Ц8Д-8М, где пиломатериал раскраивают на заготовки вдоль
волокон и выполняют вырезку дефектных мест. Затем заготовки подаются к станку ЦКБ-40,
для поперечного раскроя. Далее бруски поступают на четырехсторонний
продольно-фрезерный станок С-25-5А, где происходит формирование толщины, ширины
и профиля детали. Затем нарезают шипы, проушины на станке RH-826 AST, бруски коробки и створок. На вертикальных и
горизонтальных брусках коробки и на вертикальных брусках створок сверлят
отверстия и гнезда, на вертикальном сверлильно-пазовальном станке с
механической подачей СВА-3.
Клейбит
903 на шипы брусков наносится вручную, кистью. Расход клея 0,150 кг/м2,
вязкость 35-50 сек. Далее собирают коробку в вайме для сборки окон и дверей
модели STH-2500/ORA, и створки в вертикальной вайме BBC-5.
Пиление
штапиков на ус осуществляется на усорезном станке модели V-235.
Затем
пласти створок оконного блока шлифуют на одностороннем шлифовальном станке
ШлПС-6М, шкуркой зернистостью 16 и 10.
Затем
обязательно производиться технологическая выдержка не менее 2-х часов.
Завершающим этапом является контроль качества продукции и её доставки на склад.
1.4 Режим работы цеха
Цех работает 5 дней в неделю, 1
смена в сутки. С 8 утра и до 17 вечера, соответственно смена – 8 часов.
Определяем фонд годового времени
работы оборудования ТФ, час, по формуле
Тф=Др∗i∗Т∗К (1)
гдеТф - искомое количество
рабочего времени в год, час;
Др - количество рабочих дней в
году;
i - количество смен в сутки;
Т- продолжительность смены, час;
К – коэффициент, учитывающий
простой оборудования.
Тф=239*1*8*0,9 = 1720часов
Определяем рабочие дни в году Др,
дней, по формуле
Др=Дк−(Дв+Дпр+Дк.р.) (2)
где Др - искомое количество дней
в году;
Дк - количество календарных дней;
Дпр - количество праздничных
дней;
Дв - количество выходных дней;
Дк.р. - количество дней на
капитальный ремонт оборудования.
Др=365−(104+14+10)=237 дня.
2. Расчётно-технологическая
часть
2.1Описание изделия
ДГ — дверной блок с сотовым заполнением глухой,
дверная коробка с порогом 74 мм.ГОСТ 6629-88
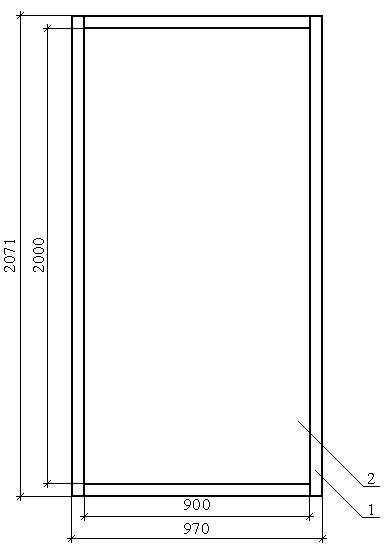
1 – коробка; 2 – полотно
Рисунок 1 – дверной блок ДГ 21-10
2.2 Спецификация деталей на
изделие
В спецификации деталей указываются
сборочные единицы и детали с заданными размерами и материалом, из которого
изготавливается проектируемое изделие – дверной блок. Спецификация
разрабатывается в соответствии с рабочими чертежами на изделие. Спецификацию
деталей на изделие сведем в таблицу 3.
Таблица 1 – Спецификация деталей на изделие
|
Наименование
деталей, сборочных единиц
|
Обозначение
по чертежу
|
Количество
деталей в изделии
|
Материал
(порода, мака)
|
Размеры
деталей, мм
|
Объем
комплекта деталей, м2/м3
|
|
Д
|
Ш
|
Т
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Дверной
блок
|
ДГ
21-10 01.00.00
|
1
|
|
2071
|
970
|
74
|
|
|
Коробка
|
ДГ
21-10 01.01.00
|
1
|
|
2071
|
970
|
74
|
|
|
Брусок
вертикальный
|
ДГ
21-10 01.01.01
|
2
|
ГОСТ
8486-86
|
2071
|
74
|
45
|
0,01379286
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.01.02
|
2
|
ГОСТ
8486-86
|
970
|
74
|
45
|
0,0064602
|
|
Полотно
|
ДГ
21-10 01.02.00
|
1
|
|
2000
|
900
|
40
|
|
|
Брусок
вертикальный
|
ДГ
21-10 01.02.01
|
2
|
ГОСТ
8486-86
|
2000
|
40
|
24
|
0,00384
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.02.02
|
2
|
ГОСТ
8486-86
|
900
|
40
|
24
|
0,001728
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.03
|
22
|
ГОСТ
8486-86
|
400
|
40
|
24
|
0,008448
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.04
|
36
|
ГОСТ
8486-86
|
460
|
40
|
24
|
0,0158976
|
|
Бруски
для установки замка или ручек
|
ДГ
21-10 01.02.05
|
2
|
ГОСТ
8486-86
|
400
|
40
|
24
|
0,000768
|
|
Итого
|
|
|
|
|
|
|
0,05093466
|
|
Облицовка
полотна
|
ДГ
21-10 01.02.06
|
2
|
ТУ
5512-002-00273235-95
|
2000
|
900
|
8
|
0,0288
|
|
Итого
|
|
|
|
|
|
|
0,0288
|
|
Кромочная
пленка
|
ДГ
21-10 01.02.07
|
2
|
ТУ
13-7308001-725-86
|
2000
|
40
|
0,4
|
0,16
|
|
Итого
|
|
|
|
|
|
|
0,16
|
Продолжение таблицы 1
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.08
|
2
|
ТУ
13-7308001-725-86
|
2071
|
200
|
0,4
|
0,8284
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.09.
|
2
|
ТУ
13-7308001-725-86
|
970
|
200
|
0,4
|
0,388
|
|
Итого
|
|
|
|
|
|
|
1,2164
|
2.3 Расчет сменной
производительности
Расчет производительности оборудования произведем по
формулам с учетом технических характеристик оборудования, и обрабатываемых
деталей.
Асм=
Тсм*Км*Кр*U/lд (3)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
lд – длина детали, м.
Асм= 480*0,9*0,9*36/3,091 = 4528 шт/см
Рассчитаем производительность многопильного круглопильного станка
Ц8Д-8М по формуле
Асм=
Тсм*Км*Кр*U*b*n/lд (4)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
b – кратность по ширине;
n – число пил;
lд – длина детали, м.
Асм= 480*0,9*0,9*10*2*2/3,091 = 5031
шт/см
Рассчитаем производительность торцовочного станка ЦКБ-40 по
формуле
Асм=
Тсм*Км*Кр/Тц (5)
где Тсм – продолжительность смены, сек.;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
Тц – время цикла.
Асм= 28800*0,9*0,9/2
= 11664 шт/см
Рассчитаем производительность четырехстороннего
продольно-фрезерного станка С25-5А по формуле
Асм=
Тсм*Км*Кр*U/lд (6)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
lд – длина детали, м.
Асм= 480*0,9*0,9*12/2,071 = 2252 шт/см
Рассчитаем производительность двухстороннего шипорезного
станка RH-826 AST по формуле
Асм=
Тсм*Км*Кр*U/lуп (7)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
Lуп – расстояние между
упорами, м.
Асм= 480*0,9*0,9*10/1,5 = 2592 шт/см
Рассчитаем производительность форматно - раскроичного станка
WT-3200 по формуле
Асм=
Тсм*Км*Кр*n/Тц (8)
где Тсм – продолжительность смены, сек.;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
n – число листов в закладке;
Тц – время цикла.
Асм= 480*0,9*0,9*4/2 = 777 шт/см
Рассчитаем производительность пресса VP
25-100/2 по формуле
Асм=
Тсм*Км*Кр*n/Тц (9)
где Тсм – продолжительность смены, сек.;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
n – число листов в закладке;
Тц – время цикла.
Асм= 480*0,9*0,9*2/8 = 97 шт/см
Рассчитаем производительность линии обработки дверных
полотен
и оконных створок по наружному
контуру ОК511 по формуле
Асм=
100*Тсм*Км*Кр (10)
где 100 – производительность шт/час;
Тсм – продолжительность смены, час;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
Асм= 100*8*0,6*0,6 = 288 шт/см
Рассчитаем производительность кромкооблицовочного станка FL 230 по формуле
Асм=
Тсм*Км*Кр*U/lд (11)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
Lд – длина детали, м
Асм=
480*0,9*0,9*6/2 = 1166 шт/см
Рассчитаем производительность станка для облицовывания
погонажных изделий SBF-III по
формуле
Асм=
Тсм*Км*Кр*U/lд (12)
где Тсм – продолжительность смены, мин;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
U – скорость подачи, м/мин.;
Lд – длина детали, м
Асм= 480*0,9*0,9*8/2,071 = 1501 шт/см
Рассчитаем производительность ваймы пневматической ВС
002-2200 по формуле
Асм= Тсм*Км*Кр/Тц (13)
где Тсм – продолжительность смены, сек.;
Км – коэффициент машинного времени;
Кр – коэффициент рабочего времени;
Тц – время цикла.
Асм= 480*0,9*0,9/3 = 129 шт/см
Рассчитаем производительность рабочего места по формуле
Асм=
Тсм*Кр/Тц (14)
где Тсм – продолжительность смены, сек.;
Кр – коэффициент рабочего времени;
Тц – время цикла.
Асм= 480*0,9/3 = 144 шт/см.
Расчеты производительности выполнены на одну деталь, все
остальные сведены в Таблицу 9.
2.4 Расчет задания цеху на месяц
Ам ,шт., определяется по формуле
Амес.=
Агод /12 (15)
Амес.=20863/12 = 1738 шт/мес.
2.5 Расчет задания цеху на сутки
Асут ,шт., определяется по формуле
Асут=
Агод/Др (16)
Асут= 20863/239 = 97 шт/сут
2.6 Расчет задания цеха на смену
определяется по формуле
Асут=
Асм= 97 шт/см (17)
т.к. цех работает в одну смену суточное и сменное задание
будут равны.
2.7 Расчет потребного количества
материалов на изделие
На основании выше изложенной таблицы произведем расчет
материалов необходимых для изготовления дверного блока ДГ 21-10, с учетом
коэффициента полезного выхода (КПВ), а также коэффициента, учитывающего
технологические отходы (КТО). Для изготовления дверного блока используются
различные материалы, КПВ и КТО принимаем для каждого вида материала принимаем
отдельно.
Припуски на обработку деталей принимаем согласно ГОСТ 7303-90.
Расчеты представим в виде таблицы
2.
|
Таблица 2 – Расчет норм расхода материалов на
изделие дверной блок ДГ 21-10
|
|
Наименование
деталей, сборочных единиц
|
Обозначение
по чертежу
|
Количество
деталей в изделии
|
Материал
(порода, мака)
|
Размеры
деталей, мм
|
Объем
комплекта деталей, м2/м3
|
Размеры
заготовок, мм
|
Стандартная
толщина пиломатериалов, мм
|
Объем
комплекта заготовок, м2/м3
|
КТО
|
Объем
комплекта заготовок с учетом КТО
|
КПВ
|
Расход
лесоматериалов на изделие, м2/м3
|
|
Д
|
Ш
|
Т
|
Д
|
Ш
|
Т
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Дверной
блок
|
ДГ
21-10 01.00.00
|
1
|
Сборный
|
2071
|
970
|
74
|
|
|
|
|
|
|
|
|
|
|
|
Коробка
|
ДГ
21-10 01.01.00
|
1
|
Сборный
|
2071
|
970
|
74
|
|
|
|
|
|
|
|
|
|
|
|
Брусок
вертикальный
|
ДГ
21-10 01.01.01
|
2
|
Сосна
ГОСТ 8486-86
|
2071
|
74
|
45
|
0,0137928
|
2091
|
82,1
|
48,3
|
50
|
0,0165834
|
1,052
|
0,0174457
|
1,61
|
0,0280876
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.01.02
|
2
|
Сосна
ГОСТ 8486-86
|
970
|
74
|
45
|
0,0064602
|
985
|
82,1
|
48,3
|
50
|
0,0078119
|
1,052
|
0,0082181
|
1,61
|
0,01323117
|
|
Полотно
|
ДГ
21-10 01.02.00
|
2
|
Сборный
|
2000
|
900
|
40
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы 2
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Брусок
вертикальный
|
ДГ
21-10 01.02.01
|
2
|
Сосна
ГОСТ 8486-86
|
2000
|
40
|
24
|
0,00384
|
2020
|
47,6
|
30,3
|
40
|
0,00582681
|
1,052
|
0,0061298
|
1,61
|
0,00986898
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.02.02
|
2
|
Сосна
ГОСТ 8486-86
|
900
|
40
|
24
|
0,001728
|
915
|
47,6
|
30,3
|
40
|
0,00263937
|
1,052
|
0,0027766
|
1,61
|
0,00447036
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.03
|
22
|
Сосна
ГОСТ 8486-86
|
400
|
40
|
24
|
0,008448
|
819
|
47,6
|
30,3
|
40
|
0,025987
|
1,052
|
0,0273383
|
1,61
|
0,0440147
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.04
|
36
|
Сосна
ГОСТ 8486-86
|
460
|
40
|
24
|
0,0158976
|
939
|
47,6
|
30,3
|
40
|
0,04875483
|
1,052
|
0,05129
|
1,61
|
0,082577
|
|
Бруски
для установки замка или ручек
|
ДГ
21-10 01.02.05
|
2
|
Сосна
ГОСТ 8486-86
|
400
|
40
|
24
|
0,000768
|
819
|
47,6
|
30,3
|
40
|
0,00236245
|
1,052
|
0,0024853
|
1,61
|
0,00400133
|
|
Итого
|
|
|
|
|
|
|
0,0509346
|
|
|
|
|
0,10996576
|
|
0,1156838
|
|
0,18625115
|
|
Облицовка
полотна
|
ДГ
21-10 01.02.06
|
2
|
Фанера
|
2000
|
900
|
8
|
0,0288
|
2026
|
926
|
8
|
8
|
0,03002
|
1,02
|
0,03065
|
1,18
|
0,03613
|
|
Итого
|
|
|
|
|
|
|
0,0288
|
|
|
|
|
0,03002
|
|
0,03065
|
|
0,03613
|
Продолжение таблицы 2
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Кромочная
пленка
|
ДГ
21-10 01.02.07
|
МКР-2
|
2000
|
40
|
0,4
|
0,16
|
2080
|
50
|
0,4
|
0,4
|
0,208
|
1,025
|
0,2132
|
1,3
|
0,27716
|
|
Итого
|
|
|
|
|
|
|
0,16
|
|
|
|
|
0,208
|
|
0,2132
|
|
0,27716
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.08.
|
2
|
Миламиновая
пленка
|
2071
|
200
|
0,4
|
0,8284
|
2151
|
200
|
0,4
|
0,4
|
0,8604
|
1,025
|
0,88191
|
1,04
|
0,9172
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.09.
|
2
|
Миламиновая
пленка
|
970
|
200
|
0,4
|
0,388
|
1050
|
200
|
0,4
|
0,4
|
0,42
|
1,025
|
0,4305
|
1,08
|
0,46494
|
|
Итого
|
|
|
|
|
|
|
1,2164
|
|
|
|
|
1,2804
|
|
1,31241
|
|
1,38214
|
2.8 Сводная ведомость
лесоматериалов
Таблица 3 - Сводная спецификация лесоматериалов на годовую программу
20863 шт.
|
Наименование лесоматериалов
|
Единица измерения
|
ГОСТ, ТУ, марка материала
|
Размеры, мм
|
Расход материалов
|
|
Д
|
Ш
|
Т
|
на изделие
|
на программу
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
П/м хвойных пород
|
М3
|
Сосна ГОСТ 8486-86
|
6500
|
|
50
|
0,04131877
|
862
|
|
40
|
0,144932383
|
3023,7
|
|
Итого п/м хвойных пород
|
М3
|
Сосна ГОСТ 8486-86
|
|
|
|
0,186251153
|
3885,7
|
|
Облицовка полотна
|
М3
|
ТУ 5512-002-00273235-95
|
|
|
|
|
|
|
Фанера ламинированная
|
М3
|
ТУ 5512-002-00273235-95
|
2000
|
900
|
8
|
0,03613
|
753,8
|
|
Итого облицовка полотна
|
М3
|
ТУ 5512-002-00273235-95
|
|
|
|
0,03613
|
753,8
|
|
Кромочный материал
|
М2
|
ТУ 13-7308001-725-86
|
|
|
|
|
|
|
МКР-2
|
М2
|
ТУ 13-7308001-725-86
|
2000
|
40
|
0,4
|
0,27716
|
5782,4
|
|
Итого кромочная пленка
|
М2
|
ТУ 13-7308001-725-86
|
|
|
|
0,27716
|
5782,4
|
|
Облицовка брусков коробки
|
М2
|
ТУ 13-7308001-725-86
|
|
|
|
|
|
|
|
Продолжение таблиц 3
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
меламиновая пленка
|
М2
|
ТУ 13-7308001-725-86
|
2071
|
200
|
0,4
|
0,9172
|
19135,5
|
|
970
|
200
|
0,4
|
0,46494
|
9700
|
|
Итого облицовка брусков коробки
|
М2
|
ТУ 13-7308001-725-86
|
|
|
|
1,38214
|
28835,5
|
При производстве продукции происходят потери лесоматериалов
на отходы при раскрое, при вторичной обработке заготовок. Применяя
средне-статистические, отраслевые проценты отходов составляем баланс
перерабатываемых материалов все расчеты сведем в Таблицу 4.
Таблица 4 – Баланс перерабатываемых
материалов
|
Наименование сырья
и материалов
|
годовой расход
на программу, м³
|
Отходы при
раскрое
|
Отходы при
обработке заготовок с учетом КТО
|
Всего отходов,
м³
|
|
в сырье
|
в заготовках
|
в чистоте
|
Всего
|
обрезки
|
опилки и пыль
|
Всего
|
обрезки
|
Стружки
|
опилки и пыль
|
обрезки
|
стружки
|
опилки
|
с учетом
потерь
|
|
%
|
м³
|
%
|
м³
|
%
|
м³
|
%
|
м³
|
%
|
м³
|
обрезки
|
стружки
|
опилки
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
|
п/м хвойных
пород
|
3885,76
|
2413,5
|
1062,65
|
1472,26
|
75%
|
1104,195
|
25%
|
368,065
|
1350,85
|
20%
|
270,17
|
70%
|
945,595
|
10%
|
135,085
|
1374,365
|
945,595
|
503,15
|
1401,853
|
1040,154
|
553,465
|
|
фанера
ламинированная
|
754
|
639
|
601
|
115
|
85%
|
97,71
|
15%
|
17,24
|
37,98
|
|
|
100%
|
37,98
|
|
|
97,71
|
37,98
|
17,24
|
99,66
|
41,78
|
18,97
|
|
МКР-2
|
5792,39
|
4447,99
|
3338,08
|
1344,4
|
100
|
1344,4
|
|
|
1109,91
|
100
|
1109,91
|
|
|
|
|
2454,31
|
|
|
2503,396
|
|
|
|
меламиновые
пленки
|
28835,59
|
27380,81
|
25377,75
|
1454,78
|
100
|
1454,78
|
|
|
2003,06
|
100
|
|
|
|
|
|
3457,84
|
|
|
3526,997
|
|
|
2.9 Расчет потребности
вспомогательных материалов
2.9.1 Расчет расхода клеевых материалов
Таблица 5 – Расчет площади склеивания
|
Наименование
детали
|
Кол-во деталей
в изделии. шт
|
Кол-во
склеиваемых повер-й в детали, шт
|
Размеры
склеиваемых поверхностей
|
Площадь
склеивания, м²
|
|
Д, мм
|
Ш, мм
|
Всего на
изделие
|
В том числе по
группам сложности
|
|
|
|
|
|
|
I
|
II
|
III
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Шип рамный
|
4
|
4
|
40
|
40
|
0,0064
|
|
|
0,0064
|
|
Шип рамный
|
4
|
4
|
45
|
45
|
0,0081
|
|
|
0,0081
|
|
Облицовка
полотна
|
2
|
1
|
2000
|
900
|
3,6
|
3,6
|
|
|
|
кромочная
пленка
|
2
|
1
|
2000
|
40
|
0,16
|
|
0,16
|
|
|
|
|
|
|
|
|
|
|
|
Итого:
|
|
|
|
|
|
Σ=3,6
|
Σ=0,16
|
Σ= 0.0145
|
Для сборки полотна и шиповых соединений применяется клей
марки КФ-Ж
Для облицовывания кромок полотна применяется клей расплав DorusQ 819. Клей-расплав на основе ЭВА-сополимеров для
облицовывания профилей из ДСП, МДФ, массивной древесины пленкой на основе
бумаг. Зная площадь склеивания, определим расход клея на изделие, результаты
сведем в Таблицу 6.
2.9.2Расчет расхода клеевых материалов
Рассчитаем потребное количество клея с установленной годовой
программой 20863 шт./год., расчеты сведем в Таблицу 6.
Таблица 6 - Расчет расхода клеевых
материалов на программу
|
Наименование
клеевых материалов ГОСТ, ТУ, марка
|
Наименование
склеиваемых поверхностей
|
Наименование
материала, на который наносится клей
|
Способ
склеивания
|
Способ
нанесения клея
|
Группа
сложности поверхности
|
Площадь
склеивания, м²
|
Норматив
расхода клея, кг/м²
|
Расход клея,
кг
|
|
на изделие
|
на программу
|
|
1
|
2
|
3
|
4
|
6
|
7
|
8
|
9
|
10
|
|
ГОСТ
14231-88 КФ-Ж(М)
|
пласть
|
фанера
|
горячий
|
вальцами
|
I
|
3,6
|
0,16
|
0,576
|
12017
|
|
Итого:
|
|
|
|
|
|
|
|
Σ= 0,576
|
Σ=12017
|
|
в том числе:
|
|
|
|
|
|
|
|
|
|
|
Смола
|
|
|
|
|
|
|
|
0,48
|
10017,4
|
|
20%-ный
хлористый аммоний
|
|
|
|
|
|
|
|
0,024
|
497,5
|
|
Наполни
тель
|
|
|
|
|
|
|
|
0,072
|
1502,1
|
|
ГОСТ
14231-88 КФ-Ж(М)
|
шип
|
п/м хвойных
пород
|
холодный
|
вручную
|
III
|
0,0145
|
0,445
|
0,0066
|
137,7
|
|
Итого:
|
|
|
|
|
|
|
|
Σ= 0,0066
|
Σ=137,7
|
|
в том числе:
|
|
|
|
|
|
|
|
|
|
|
Смола
|
|
|
|
|
|
|
|
0,0055
|
114,8
|
|
10%-ный
раствор щавелевой кислоты
|
|
|
|
|
|
|
|
0,00027
|
5,7
|
|
Наполни
тель
|
|
|
|
|
|
|
|
0,00083
|
17,2
|
|
Dorus Q 819
|
кромка
|
|
горячий
|
|
II
|
0,16
|
0,08
|
0,0128
|
267
|
2.9.3 Расчет расхода фурнитуры программу
Рассчитаем потребное количество фурнитуры с установленной
годовой программой 20863 шт./год., с учетом их потребности на одно изделие Таблица
7.
Таблица
7 - Расчет расхода фурнитуры программу
|
Наименование
фурнитуры
|
Количество на
изделие, шт
|
Материал
|
ГОСТ,ТУ, марка
|
Размеры, мм
|
Коэффициент,
учитывающий % технологических потерь
|
Норма расхода,
шт
|
|
Д
|
Ш
|
Т
|
на изделие
|
на программу
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Петля
дверная ПНЦ-130
|
2
|
металл
|
ГОСТ 5088-72
|
130
|
30
|
3
|
1,01
|
2
|
41726
|
2.9.4 Расчет расхода метизов на программу
Рассчитаем потребное количество метизов с установленной
годовой программой 20863 шт./год., с учетом их потребности на одно изделие
Таблица 8.
Таблица 8 - Расчет расхода метизов на программу
|
Наименование
сборочных единиц и вида работ
|
Наименование
метизов
|
ГОСТ на метизы
|
Размеры
метизов, мм
|
Количество, шт
|
Масса 1000
штук, кг
|
Масса метизов
на изделие, кг
|
Коэффициент,
учитывающий % технологических потерь
|
Расход метизов
на программу
|
|
на вид работ и
сборочную единицу
|
на изделие
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Сборка рамки
дверного полотна
|
нагель
|
ГОСТ 5091-78
|
8х25
|
2
|
4
|
1,5
|
0,006
|
1,05
|
132
|
|
Сборка коробки
|
гвозди
|
ГОСТ 4028-63
|
4.0*120
|
4
|
8
|
11,7
|
0,0936
|
1,05
|
2051
|
|
Сборка
дверного блока
|
шурупы
|
ГОСТ 1145-70
|
А4*30
|
8
|
16
|
2,256
|
0,036
|
1,05
|
789
|
2.10 Карты раскроя плитных
материалов
Формат листа Фанеры принимаем по ТУ 5512-002-00273235
размером 2440х1220х8 на рисунке 2, дана карта раскроя Фанеры.

Рисунок
2 – Карта раскроя
Коэффициент полезного выхода КПВ, рассчитаем по формуле
КПВ=
(Д*Ш/L*B)*100 (18)
где Д – длина заготовки, мм;
Ш – ширина заготовки, мм;
L – длина листа, мм;
B – ширина листа, мм.
КПВ=
(2026*926/2440*1220)*100 = 63%
В результате данной схемы раскроя КПВ = 63% довольно низкий,
но в полнее приемлемый т.к. обрезки найдут применение в виде возвратных отходов
используемых в рамках предприятия.
2.11 Разработка
технологического процесса
Исходными данными для разработки технологического процесса
принимаем конструкторскую документацию и техническое описание изделия.
Технологический процесс производства дверного блока не подразделяется на
производственные участки, будет выполнятся производственными рабочими входящими
в состав одной бригады под руководством одного мастера, поэтому разрабатывается
одна общая технологическая карта Таблица 9.
Таблица 8 – Технологическая карта для изготовления ДГ 21-10
|
Наименование
деталей, сборочных единиц
|
Обозначение
по чертежу
|
Материал
(порода, мака)
|
Размеры
деталей, мм
|
Количество
деталей в изделии
|
Размеры
заготовок, мм
|
|
Д
|
Ш
|
Т
|
Д
|
Ш
|
Т
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Дверной
блок
|
ДГ
21-10 01.00.00
|
|
2071
|
970
|
74
|
1
|
|
|
|
|
Коробка
|
ДГ
21-10 01.01.00
|
|
2071
|
970
|
74
|
1
|
|
|
|
|
Брусок
вертикальный
|
ДГ
21-10 01.01.01
|
|
2071
|
74
|
45
|
2
|
2091
|
82,1
|
48,3
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.01.02
|
|
970
|
74
|
45
|
2
|
985
|
82,1
|
48,3
|
|
Полотно
|
ДГ
21-10 01.02.00
|
|
2000
|
900
|
40
|
1
|
|
|
|
|
Брусок
вертикальный
|
ДГ
21-10 01.02.01
|
|
2000
|
40
|
24
|
2
|
2020
|
47,6
|
30,3
|
|
Брусок
горизонтальный
|
ДГ
21-10 01.02.02
|
|
900
|
40
|
24
|
2
|
915
|
47,6
|
30,3
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.03
|
|
400
|
40
|
24
|
22
|
819
|
47,6
|
30,3
|
|
Брусок
заполнения
|
ДГ
21-10 01.02.04
|
|
460
|
40
|
24
|
36
|
939
|
47,6
|
30,3
|
|
Брусок
для установки замка или ручек
|
ДГ
21-10 01.02.05
|
|
400
|
40
|
24
|
2
|
819
|
47,6
|
30,3
|
|
Облицовка
полотна
|
ДГ
21-10 01.02.06
|
|
2000
|
900
|
8
|
2
|
2026
|
926
|
8
|
|
Кромочная
пленка
|
ДГ
21-10 01.02.07
|
|
2000
|
40
|
0,4
|
2
|
2080
|
50
|
0,4
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.08
|
|
2071
|
200
|
0,4
|
2
|
2151
|
200
|
0,4
|
|
Облицовка
брусков коробки
|
ДГ
21-10 01.02.09
|
|
970
|
200
|
0,4
|
2
|
1050
|
200
|
0,4
|
Продолжение таблицы 8
|
|
Номер операции
|
Наименование и
содержание операции
|
Обозначение детали
по чертежу
|
Режим работы
оборудования
|
Размеры детали
(заготовки) после обработки, мм
|
Оборудование
(тип, марка, наименование)
|
Инструменты,
приспособления
|
Методы
(средства) контроля
|
Разряд работы
|
Количестворабочих
|
Норма
выработки (Асм)
|
Норма времени,
мин
|
|
Д
|
Ш
|
Т
|
на деталь
|
на изделие
|
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
25
|
|
1
|
Фрезеровать
п/м для получения нужной толщины
|
ДГ
21-10 01.01.01
|
U=36 м/мин
|
6500
|
200
|
48,3
|
С2Р8-3
|
Ножевые валы
|
Линейка,
рулетка
|
4
|
1
|
4528
|
0,212
|
|
ДГ
21-10 01.01.02
|
6500
|
200
|
48,3
|
7051
|
0,068
|
0,136
|
|
ДГ
21-10 01.02.01
|
6500
|
200
|
30,3
|
4634
|
0,104
|
0,208
|
|
ДГ
21-10 01.02.02
|
6500
|
200
|
30,3
|
7309
|
0,0657
|
0,1314
|
|
ДГ
21-10 01.02.03
|
6500
|
200
|
30,3
|
3
|
1
|
7694
|
0,0624
|
1,3728
|
|
ДГ
21-10 01.02.04
|
6500
|
200
|
30,3
|
7218
|
0,0665
|
2,394
|
|
ДГ
21-10 01.02.05
|
6500
|
200
|
30,3
|
7694
|
0,0624
|
0,1248
|
|
2
|
Распилить п/м
по ширине на заданный размер
|
ДГ
21-10 01.01.01
|
U=10 м/мин
|
6500
|
82,1
|
48,3
|
Ц8Д-8М
|
Дисковые пилы
с напайками из твердых сплавов
|
Линейка,
рулетка
|
4
|
1
|
5031
|
0,0954
|
0,1908
|
|
|
|
|
|
|
|
|
ДГ
21-10 01.01.02
|
6500
|
82,1
|
48,3
|
7834
|
0,0613
|
0,1226
|
|
ДГ
21-10 01.02.01
|
6500
|
47,6
|
30,3
|
15449
|
0,0311
|
0,0622
|
|
Продолжение таблицы 8
|
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
25
|
|
|
ДГ
21-10 01.02.02
|
|
6500
|
47,6
|
30,3
|
|
|
|
|
|
24363
|
0,0197
|
0,0394
|
|
ДГ
21-10 01.02.03
|
6500
|
47,6
|
30,3
|
2
|
1
|
25649
|
0,0187
|
0,4114
|
|
ДГ
21-10 01.02.04
|
6500
|
47,6
|
30,3
|
24061
|
0,0199
|
0,7164
|
|
ДГ
21-10 01.02.05
|
6500
|
47,6
|
30,3
|
25649
|
0,0187
|
0,0374
|
|
3
|
Распилить п/м
по длине на заданный размер
|
ДГ
21-10 01.01.01
|
Тц=2 сек
|
2071
|
82,1
|
48,3
|
ЦКБ-40
|
Дисковая пила
с напайками из твердых сплавов
|
Рулетка
|
3
|
1
|
11664
|
0,0411
|
0,0823
|
|
ДГ
21-10 01.01.02
|
970
|
82,1
|
48,3
|
11664
|
0,0411
|
0,0823
|
|
ДГ
21-10 01.02.01
|
2020
|
47,6
|
24
|
11664
|
0,0411
|
0,0823
|
|
ДГ
21-10 01.02.02
|
915
|
47,6
|
24
|
11664
|
0,0411
|
0,0823
|
|
ДГ
21-10 01.02.03
|
400
|
40
|
24
|
2
|
1
|
11664
|
0,0411
|
0,9053
|
|
ДГ
21-10 01.02.04
|
460
|
40
|
24
|
11664
|
0,0411
|
1,4814
|
|
ДГ
21-10 01.02.05
|
400
|
40
|
24
|
11664
|
0,0411
|
0,0823
|
|
4
|
Фрезеровать с
четырех сторон
|
ДГ
21-10 01.01.01
|
U=12 м/мин
|
2071
|
74
|
45
|
С25-5А
|
Фрезерные
головки, насадные фрезы
|
Штангенциркуль,
линейка, угольник
|
4
|
1
|
2252
|
0,2131
|
0,4262
|
|
ДГ
21-10 01.01.02
|
970
|
74
|
45
|
2
|
1
|
4809
|
0,0998
|
0,1996
|
|
5
|
Фрезеровать
шипы и проушины
|
ДГ
21-10 01.01.01
|
U=10 м/мин
|
2071
|
74
|
45
|
RH-826 AST
|
Насадные
фрезы, Дисковые пилы с напайками из твердых
|
Штангенциркуль,
линейка, угольник
|
4
|
1
|
2592
|
0,1852
|
0,3704
|
|
|
|
|
|
|
|
|
Продолжение таблицы 8
|
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
25
|
|
|
ДГ
21-10 01.01.02
|
|
970
|
74
|
45
|
|
сплавов
|
|
|
|
2592
|
0,1852
|
0,3704
|
|
ДГ
21-10 01.02.01
|
2020
|
47,6
|
24
|
2
|
1
|
2592
|
0,1852
|
0,3704
|
|
ДГ
21-10 01.02.02
|
915
|
47,6
|
24
|
2592
|
0,1852
|
0,3704
|
|
6
|
Распилить
облицовку дверного полотна
|
ДГ 21-10
01.02.06
|
Тц=2 сек
|
2020
|
915
|
40
|
WT-3200
|
Дисковая пила
с напайками из твердых сплавов
|
Рулетка
|
4
|
1
|
777
|
0,6178
|
1,2356
|
|
2
|
1
|
|
Прессовать
дверное полотно
|
ДГ 21-10
01.02.00
|
Тц=8 мин
|
2020
|
915
|
40
|
VP 25-100/2
|
|
Визуально
|
4
|
1
|
97
|
4,9485
|
4,9485
|
|
2
|
1
|
|
8
|
Фрезеровать
дверное полотно по периметру
|
ДГ 21-10
01.02.00
|
Пр=100 шт/ч
|
2000
|
900
|
40
|
ОК 511
|
Насадные фрезы
|
Рулетка
|
4
|
1
|
288
|
1,66667
|
1,66667
|
|
2
|
1
|
|
9
|
Облицевать
кромку дверного полотна
|
ДГ 21-10
01.02.00
|
U=6 м/мин
|
2000
|
40
|
0,4
|
FL 230
|
Дисковые пилы,
насадные фрезы
|
Визуально
|
4
|
1
|
1166
|
0,4116
|
0,8232
|
|
2
|
1
|
|
10
|
Облицевать
бруски коробки
|
ДГ
21-10 01.01.01
|
U=8 м/мин
|
2071
|
74
|
45
|
SBF-III
|
Дисковые пилы,
насадные фрезы
|
Визуально
|
4
|
1
|
1501
|
0,3198
|
0,6396
|
|
ДГ
21-10 01.01.02
|
970
|
74
|
45
|
2
|
1
|
3206
|
0,1497
|
0,2994
|
|
11
|
Собрать
коробку
|
Тц=3 мин
|
2071
|
970
|
74
|
ВС 002-2200
|
Киянка
|
Рулетка,
угольник
|
3
|
1
|
129
|
3,7209
|
3,7209
|
|
2
|
1
|
|
12
|
Собрать
дверной блок
|
ДГ 21-10
01.00.00
|
Тц=3 мин
|
2071
|
970
|
74
|
Р.М.
|
Шуруповерт,
молоток
|
Визуально
|
4
|
1
|
144
|
3,333
|
3,333
|
|
3
|
1
|
2.12 Разработка схем
технологического процесса
На основании карт технологического процесса разрабатываем
схему технологического процесса изготовления изделия.
Схему технологического
процесса сведем в Таблицу 9
Таблица 9 – Схема технологического процесса
|
Наименование
сборочных единиц и деталей
|
Наименование
материала
|
Кол-во деталей
в изделии
|
Размеры
деталей в чистоте, мм
|
Оборудование
|
|
C2Р8-3
|
Ц8Д-8М
|
ЦКБ-40
|
С25-5А
|
SBF-III
|
RH-826 AST
|
WT-3200
|
VP 25-100/2
|
ОК 511
|
FL 230
|
ВС 002-2200
|
Р.М.
|
|
Д
|
Ш
|
Т
|
Операции
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
|
Дверной блок
|
Сборный
|
1
|
2071
|
970
|
74
|
|
|
|
|
|
|
|
|
|
|
|
3,333
|
|
Коробка
|
Сборный
|
1
|
2071
|
970
|
74
|
|
|
|
|
|
|
|
|
|
|
3,7209
|
|
|
Брусок
вертикальный
|
Сосна
ГОСТ 8486-86
|
2
|
2071
|
74
|
45
|
0,212
|
0,1908
|
0,0823
|
0,4262
|
|
0,37
|
|
|
|
|
|
|
|
Брусок
горизонтальный
|
Сосна
ГОСТ 8486-86
|
2
|
970
|
74
|
45
|
0,136
|
0,1226
|
0,0823
|
0,1996
|
|
0,37
|
|
|
|
|
|
|
|
Облицовка
брусков коробки
|
Меламиновая
пленка
|
2
|
2071
|
74
|
45
|
|
|
|
|
0,6396
|
|
|
|
|
|
|
|
|
Облицовка
брусков коробки
|
Меламиновая
пленка
|
2
|
970
|
74
|
45
|
|
|
|
|
0,2994
|
|
|
|
|
|
|
|
|
Полотно
|
Сборный
|
1
|
2000
|
900
|
40
|
|
|
|
|
|
|
|
4,9485
|
1,6667
|
|
|
|
|
Бурсок
вертикальный
|
Сосна
ГОСТ 8486-86
|
2
|
2000
|
40
|
24
|
0,208
|
0,0622
|
0,0823
|
|
|
0,37
|
|
|
|
|
|
|
|
Продолжение таблицы 9
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
|
Брусок
горизонтальный
|
Сосна
ГОСТ 8486-86
|
2
|
900
|
40
|
24
|
0,131
|
0,0394
|
0,0823
|
|
|
0,37
|
|
|
|
|
|
|
|
Брусок
заполнения
|
Сосна
ГОСТ 8486-86
|
22
|
400
|
40
|
24
|
1,373
|
0,4114
|
0,9053
|
|
|
|
|
|
|
|
|
|
|
Брусок
заполнения
|
Сосна
ГОСТ 8486-86
|
36
|
460
|
40
|
24
|
2,394
|
0,7164
|
1,4814
|
|
|
|
|
|
|
|
|
|
|
Брусок для
установки замка или ручек
|
Сосна
ГОСТ 8486-86
|
2
|
400
|
40
|
24
|
0,125
|
0,0394
|
0,0823
|
|
|
|
|
|
|
|
|
|
|
Облицовка
полотна
|
Фанера
|
2
|
2000
|
900
|
8
|
|
|
|
|
|
|
1,236
|
|
|
|
|
|
|
Облицовка
кромки полотна
|
МКР-2
|
2
|
2000
|
40
|
0
|
|
|
|
|
|
|
|
|
|
0,8232
|
|
|
|
Потребное
количество минут на изделие
|
4,579
|
1,5822
|
2,7982
|
0,6258
|
0,939
|
1,482
|
1,236
|
4,9485
|
1,6667
|
0,8232
|
3,7209
|
3,333
|
|
Потребное
количество часов на изделие (Т)
|
0,076
|
0,0263
|
0,0466
|
0,0104
|
0,0157
|
0,025
|
0,021
|
0,0825
|
0,0278
|
0,0137
|
0,06202
|
0,056
|
|
Потребное
количество часов на программу (Тгод)
|
1592
|
549,6
|
973,1
|
217,6
|
326,5
|
515,4
|
429,8
|
1720,8
|
579,6
|
286,7
|
1293,9
|
1158
|
|
Годовой фонд
времени работы оборудования (Тф)
|
1721
|
1720,8
|
1720,8
|
1720,8
|
1720,8
|
1721
|
1721
|
1720,8
|
1720,8
|
1720,8
|
1720,8
|
1721
|
|
Расчетное
количество станков (рабочих мест) (Пр)
|
0,93
|
0,32
|
0,57
|
0,13
|
0,19
|
0,3
|
0,25
|
1
|
0,34
|
0,17
|
0,75
|
0,67
|
|
Принятое
количество станков (рабочих мест) (Ппр)
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
|
Загрузка
станков (рабочих мест), % (з)
|
93
|
32
|
57
|
13
|
19
|
30
|
25
|
100
|
34
|
17
|
75
|
67
|
2.13 Сводная ведомость
оборудования
Составим ведомость производственного оборудования, данные
сведем в таблицу 10.
Таблица 10 - Сводная ведомость оборудования
|
Наименование
оборудования
|
Марка
оборудования
|
Кол-во шт.
|
Габаритные
размеры м.м
|
Установленная
мощность кВт
|
|
Д
|
Ш
|
В
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Двухсторонний
рейсмусовый
|
С2Р8-3
|
1
|
1735
|
1970
|
1590
|
30,24
|
|
Многопильный
круглопильный
|
Ц8Д-8М
|
1
|
3500
|
3465
|
1415
|
116
|
|
Торцовочный
|
ЦКБ-40
|
1
|
2010
|
1120
|
1180
|
9,7
|
|
Четырехсторонний
продольно-фрезерный
|
С25-5А
|
1
|
4395
|
1515
|
1870
|
49,25
|
|
Двухсторонний
шипорезный
|
1
|
3300
|
1780
|
1200
|
10,4
|
|
Форматно-раскроичный
|
WT-3200
|
1
|
3350
|
3100
|
870
|
4,75
|
|
Пресс
|
VP 25-100/2
|
1
|
3550
|
1645
|
2100
|
40,75
|
|
Для обработки
дверных полотен по периметру
|
ОК 511
|
1
|
7800
|
5700
|
2000
|
31
|
|
Кромкооблицовочный
|
FL 230
|
1
|
3600
|
1700
|
1300
|
9,18
|
|
Облицовочный
погонажных изделий
|
SBF-III
|
1
|
5400
|
1100
|
1800
|
6
|
|
Вайма
сборочная
|
ВС 002-2200
|
1
|
3110
|
840
|
1835
|
0,75
|
|
|
|
|
|
|
|
|
Итого
|
|
|
|
|
|
308,02
|
2.14Описание технологического
процесса
Технологический процесс начинается с того, что пиломатериал
длинной 6,5м при помощи приводной тележки по рельсовым путям завозят в цех.
Далее при помощи кран-балок его снимают с тележки на подстопное место
двухстороннего рейсмусового станка С2Р8-3, где производится фрезерование
пиломатериала по толщине на заданный размер.
Затем пиломатериал по рольгангам подается к многопильному
круглопильному станку Ц8Д-8М, где производится распиловка пиломатериала по
ширине на заданный размер. Далее по рольгангам пиломатериал подается к
торцовочному станку ЦКБ-40 для его распиловки по длине на заданные размеры.
Затем заготовки укладываются на подстопное место станка
С25-5А, где производят фрезерование с четырех сторон. Далее заготовки брусков
коробки перемещают на подстопное место станка для облицовывания погонажных
изделий SBF-III для их
облицовывания. Далее заготовки брусков обвязки подаются к двухстороннему
шипорезному станку RH-826 AST,
где будут фрезероваться шипы и проушины. Затем листы фанеры подаются на подстопное
место форматно-раскроичного станка WT-3200 для их
раскроя на заданные размеры. Далее проводят сборку рамы дверного полотна, затем
наносят клей на заготовки из фанеры при помощи клеенаносящих вальцов. После
этого производят сборку дверного полотна при помощи пресса VP
25-100/2. Далее производят фрезерование дверного полотна по периметру на линии
для обработки оконных створок и дверных полотен по периметру ОК 511 для
получения чистового размера. Затем на кромку дверного полотна приклеивают
кромочный материал на кромкооблицовочном станке FL 230.
Далее с помощью сборочной ваймы ВС 002-2200 производят сборку коробки.
Заключительной операцией будет являться сборка дверного блока и контроль
качества на рабочем месте.
2.15Расчет количества
дереворежущего инструмента
Расчет потребности
инструмента производим по формуле:
 (19)
(19)
где Tф – годовой фонд
времени, час;
Z – число одинакового инструмента в
комплекте, шт.;
D – процент на поломку и
непредвиденный расход инструмента;
N – продолжительность работы
инструмента до износа, час.
 (20)
(20)
где а – допустимое стачивание режущей части инструмента, мм;
в – среднее уменьшение рабочей части инструмента за одну
заточку, мм;
t – средняя продолжительность работы инструмента без
переточки, час;
Пилы  ч
ч
 шт/год.
шт/год.
Фрезы  ч
ч
 шт/год.
шт/год.
Ножи  ч
ч
 шт/год.
шт/год.
Составим
ведомость дереворежущего инструмента, данные сведем в таблицу 11.
Таблица 11 – Ведомость дереворежущего инструмента
|
№п\п
|
Наименование оборудования
|
Количество станков
|
Количество инструмента
|
|
Пилы дисковые
|
Ножи плоские для фрезерования
|
Фрезы цельные
|
Фрезы концевые
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Двухсторонний
рейсмусовый
|
1
|
|
2
|
|
|
|
2
|
Многопильный
круглопильный
|
1
|
8
|
|
|
|
|
3
|
Торцовочный
|
1
|
1
|
|
|
|
|
4
|
Четырехсторонний
продольно-фрезерный
|
1
|
|
|
|
4
|
|
5
|
Двухсторонний
шипорезный
|
1
|
|
|
2
|
|
Продолжение таблицы 11
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
6
|
Форматно-раскроичный
|
1
|
1
|
|
|
|
|
7
|
Для обработки дверных полотен по
периметру
|
1
|
|
|
|
4
|
2.16Расчет площади склада
Рассчитаем площадь склада
готовой продукции и сведем данные в таблицу 12. Продолжительность хранения
принимаем 2 суток.
Таблица 12 – Расчет площади
склада готовой продукции
|
Наименование
детали
|
Сменный выпуск,шт.
|
Срок хранения,смен
|
Подлежит хранению,шт.
|
Количество щитов,шт.
|
Количество стоп,шт.
|
Размеры стопы, м
|
Площадь стопы, м2
|
Общая площадь, м2
|
Д
|
Ш
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
дверной
блок ДГ 21-10
|
1738
|
2
|
3476
|
11
|
316
|
2271
|
1170
|
2,8
|
593
|
|
Итого
|
|
|
|
|
|
|
|
|
593
|
2.17Расчет численности работающих
в цехе
Рассчитаем количество рабочих на данном предприятии, данные
сведем в Таблицу 13.
Таблица 13 – Расчет производственных рабочих
|
№ п/п
|
Наименование
станков и рабочих мест
|
% загрузки
|
Профессия
|
Разряд
|
Количество
человек
|
|
1
|
C2Р8-3
|
93
|
Станочник деревообрабатывающих
станков
|
4
3
|
1
1
|
|
2
|
Ц8Д-8М
|
32
|
Станочник
деревообрабатывающих станков
|
4
3
|
1
1
|
|
3
|
ЦКБ-40
|
57
|
Станочник
деревообрабатывающих станков
|
4
3
|
1
1
|
|
4
|
С25-5А
|
13
|
Станочник
деревообрабатывающих станков
|
4
3
|
1
1
|
|
5
|
RH-826
AST
|
30
|
Станочник деревообрабатывающих
станков
|
4
3
|
1
1
|
|
6
|
WT-3200
|
25
|
Станочник
деревообрабатывающих станков
|
4
3
|
1
1
|
|
7
|
VP
25-100/2
|
100
|
Оператор
|
4
3
|
1
1
|
|
8
|
ОК
511
|
34
|
Станочник
деревообрабатывающих станков
|
4
3
|
1
1
|
|
9
|
FL
230
|
17
|
Оператор
|
4
2
|
1
1
|
|
10
|
SBF-III
|
19
|
Станочник
деревообрабатывающих станков
|
4
2
|
1
1
|
|
11
|
ВС
002-2200
|
75
|
Станочник
деревообрабатывающих станков
|
4
2
|
1
1
|
|
12
|
Р.М.
|
67
|
Сборщик
изделий из древесины
|
4 3
|
1
1
|
|
Итого
|
|
|
|
24
|
|
По расчетам принимаем 24 производственных рабочих.
Рассчитаем количество ИТР и МОП на данном предприятии,
данные сведем в Таблицу 14
Таблица
14 - Расчет численности ИТР и МОП
|
Профессия
(должность)
|
В одну смену
|
|
1
|
2
|
|
ИТР
|
|
Продолжение таблицы 14
|
1
|
2
|
|
Начальник цеха
|
1
|
|
Технолог
|
1
|
|
Мастер
|
1
|
|
Итого:
|
∑=3
|
|
МОП
|
|
|
Уборщица
|
1
|
|
Слесарь
|
1
|
|
Электрик
|
1
|
|
Итого:
|
∑=3
|
2.18 Расчет производственной
площади
Расчет площади занятой оборудованием с учетом габаритных
размеров площади на проезды и проходы сводится в таблицу 15.
Таблица 15 – Расчет производственных площадей
|
Наименование
оборудования
|
Марка
оборудования
|
Кол-во шт.
|
Габаритные
размеры м.м
|
Площадь станка
м2
|
|
Д
|
Ш
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Двухсторонний
рейсмусовый
|
С2Р8-3
|
1
|
1735
|
1970
|
3,4
|
|
Многопильный
круглопильный
|
Ц8Д-8М
|
1
|
3500
|
3465
|
11,9
|
|
Торцовочный
|
ЦКБ-40
|
1
|
2010
|
1120
|
2,2
|
|
Четырехсторонний
продольно-фрезерный
|
С25-5А
|
1
|
4395
|
1515
|
6,6
|
|
Двухсторонний
шипорезный
|
RH-826 AST
|
1
|
3300
|
1780
|
5,94
|
|
Форматно-раскроичный
|
WT-3200
|
1
|
3350
|
3100
|
10,23
|
|
Пресс
|
VP 25-100/2
|
1
|
3550
|
1645
|
5,6
|
|
Для обработки
дверных полотен по периметру
|
ОК 511
|
7800
|
5700
|
44
|
|
Кромкооблицовочный
|
FL 230
|
1
|
3600
|
1700
|
6,12
|
|
Облицовочный
погонажных изделий
|
SBF-III
|
1
|
5400
|
1100
|
5,94
|
|
Вайма
сборочная
|
ВС 002-2200
|
1
|
3110
|
840
|
2,6
|
|
Итого
|
|
|
|
|
104,4
|
|
Коэффициент на
проходы и проезды
|
2
|
|
Площадь, с
учетом проходов и проездов
|
208,8
|
3.1. Общие требования охраны труда
К
работе на станках могут быть допущены лица, прошедшие медицинский осмотр и
признанные годными для выполнения данного вида работы, прошедшие инструктаж,
обучение и проверку знаний по охране труда, пожарной безопасности, оказанию
первой помощи и имеющие квалификационное удостоверение на право управления
деревообрабатывающими станками.Станочники, совмещающие профессии, должны быть
обучены безопасным приемам работы и пройти инструктаж по охране труда на всех
выполняемых работах.Станочники должны знать и выполнять правила внутреннего
трудового распорядка организации.
Станочники
должны:
знать
конструкцию станка, устройство и назначение всех его частей, ограждений и
предохранительных приспособлений, точки заземления электродвигателей и пусковых
устройств;
уметь
определять неисправности станка, его устройств и механизмов;
знать
требования, предъявляемые к круглым пилам, ножам, фрезам, способы установки
режущего инструмента, режимы резания.
Во
время работы станочники должны пользоваться средствами индивидуальной защиты
(рукавицы, спецодежда, спецобувь, средства защиты органов слуха и др.),
выдаваемыми по установленным нормам.Рабочие места и рабочие зоны должны иметь
достаточное освещение. Свет не должен слепить глаза.
Для
смены пилы, фрезы и других рабочих органов, очистки станка, уборки рабочего
места следует пользоваться вспомогательными инструментами (ключом, крючком,
лопатой, щеткой, скребком и др.).На рабочем месте необходимо соблюдать правила
пожарной безопасности. Курить только в установленных местах.
Организационное
руководство работой осуществляет мастер непосредственно или через
бригадира.Работники несут ответственность за нарушение требований настоящей
инструкции в соответствии с действующим законодательством.
3.2 Требования охраны труда перед
началом работы
Надеть
спецодежду, обувь, головной убор, другие средства индивидуальной защиты. Одежда
не должна иметь свисающих концов, которые могут быть захвачены движущимися
частями механизмов.
Произвести
внешний осмотр станка и убедиться:
в
свободном доступе к пусковым устройствам;
в
исправности электрооборудования и заземляющих устройств, пусковых и
блокировочных устройств путем кратковременного включения станка;
в
эффективности работы тормозного устройства;
в
наличии ограждений, их исправности и надежности крепления;
в
исправности инструмента, толкателей, наличии крючка.
На
рейсмусовых и четырехсторонних строгальных станках следует произвести внешний
осмотр станка и убедиться в исправности:
режущего
инструмента (отсутствие трещин, зазубрин, острота заточки);
рифленого
валика (отсутствие трещин, сработанной поверхности и выкрошенных ребер);
предохранительных
упоров и дополнительных завес на переднем крае стола (при отключении этих
устройств должен автоматически отключаться привод подачи в направлении
обработки материала);
ограничителя
предельного сечения материала перед подающими устройствами;
действия
пневмотранспортной системы;
тормозного
устройства, заземляющих устройств, блокировки механизма подачи с ножевыми
валами станка.
Проверить
прочность закрепления ножей, стружколомателей. Лезвия ножей не должны выступать
за кромку стружколомателей более чем на 1,5 мм и должны описывать окружность
одного радиуса.Убедиться, что ножевой вал имеет цилиндрическую форму,
сбалансирован и "не бьет" в подшипниках.Убедиться в исправности пусковых
устройств путем кратковременного включения станка.
Об
обнаруженных во время осмотра и опробования станка неисправностях,
препятствующих его безопасной работе, при невозможности их устранения своими
силами следует доложить мастеру. Работать на станке, имеющем неисправности,
запрещается.
3.3 Требования охраны труда во
время работы
Работник
должен выполнять только ту работу, которая поручена ему непосредственным
руководителем.Перед включением распиловочного станка следует убедиться, что его
пуск не угрожает опасностью.
Начинать
распиловку материала только при установившейся скорости вращения диска пилы
(определяется по характерному для пилы звуку при полном числе оборотов
двигателя).
Подачу
пиломатериалов на режущий инструмент производить плавно, без рывков, не
допуская ударов по древесине.Перемещать пиломатериалы (доски, горбыль) на
рабочий стол только крючком. Запрещается брать доску за торец руками.Следить,
чтобы длина обрабатываемого материала была больше расстояния между осями
передних и задних посылочных роликов, дисков не менее чем на 100 мм.Извлекать
обрезки, застрявшие в щели, только при полной остановке пилы с помощью
специального крючка.
Ногу
с педали убирать сразу после торцовки. Держать ногу на педали во время укладки
и перемещения пиломатериалов запрещается. Опиленные обрезки убирать от станка
только при помощи крючка.
Осмотр,
чистку, регулировку, смазку станка, закрепление ограждений, ручную уборку
обрезков и опилок со стола производить только при полной остановке режущего
инструмента.
Запрещается:
тормозить
пилу, нажимая каким-либо предметом на поверхность диска или зубьев;
находиться
в плоскости работающей пилы в зоне возможного выброса обрабатываемого
материала;
заглядывать,
просовывать руки под ограждения пильного диска до полной его остановки при
попадании обрезков в щель;
распиливать
одновременно несколько досок, горбылей без специального приспособления,
обеспечивающего их прижим к направляющей линейке и столу;
при
подаче в станок бруса становиться против его торца;
поправлять
брус после его захвата посылочными вальцами;
обрабатывать
в станке обледенелые доски;
оставлять
станок без присмотра;
открывать
и снимать ограждения.
На
рейсмусовых и четырехсторонних строгальных станках необходимо убедиться, что
ножевой вал вращается навстречу движению материала.
Не
разрешается:
работать
в рукавицах, для защиты рук следует пользоваться специальными наладонниками;
снимать
за один проход стружку толщиной более 2 мм;
обрабатывать
мерзлую древесину, древесину с большими трещинами.
Подачу
деталей в подающие вальцы производить без рывков, торец в торец. При этом не
держать руки на торце детали.
Следить,
чтобы толщина строгаемых деталей была одинаковой. Не подводить руки близко к
подающим вальцам.
Обработку
деталей длиной более 2 м производить с помощью вспомогательных столов с
роликами, установленных спереди и сзади станка.
При
заедании детали в вальцах остановить станок, после полной остановки ножевого
вала вытащить деталь.Согласовывать свои действия с подручными, при
необходимости снижать скорость подачи.
3.4 Требования охраны труда в
аварийных ситуациях
При
возникновении аварийной ситуации немедленно остановить станок кнопкой
"Стоп".При перегреве двигателя необходимо остановить его и дать
возможность охладиться. Охлаждать двигатель водой или снегом запрещается.
При
появлении стука, вибрации, изменении характерного шума, перегреве режущего
инструмента, подшипников, появлении запаха гари или дыма, обрыве зубьев пилы
немедленно остановить станок.
При
необходимости устранения возникшей неисправности в процессе работы и проведения
технического обслуживания необходимо выключить двигатель.При обнаружении
загорания или пожара немедленно сообщить в пожарную охрану, приступить к
тушению очага пожара имеющимися средствами пожаротушения.
О
каждом несчастном случае или загорании пострадавший или очевидец должен
известить мастера или соответствующего руководителя работ.
Каждый
работник должен уметь оказывать первую доврачебную помощь. Помощь необходимо
оказывать немедленно непосредственно на месте происшествия. Первым делом нужно
устранить источник травмирования (выключить двигатель, остановить механизм,
извлечь пострадавшего из-под бревна, бруса и др.). Оказание помощи надо
начинать с самого существенного, что угрожает здоровью или жизни человека: при
сильном кровотечении наложить жгут, а затем перевязать рану; при подозрении на
закрытый перелом наложить шину; при открытых переломах сначала следует
перевязать рану, а затем наложить шину; при ожогах наложить сухую повязку; при
обморожении пораженный участок осторожно растереть. При подозрении на
повреждения позвоночника транспортировать пострадавшего можно только в
положении лежа на жестком основании.После оказания доврачебной помощи
пострадавший должен быть направлен в ближайшее лечебное учреждение.
3.5 Требования охраны труда по
окончании работы
По окончании работы следует:
выключить станок и околостаночное оборудование;
привести в порядок рабочее место, очистить от опилок и
мусора станок, околостаночное оборудование, проходы;
сложить в специальный шкаф инструмент и приспособления;
очистить одежду, обувь. Обдувать одежду, пол, оборудование
сжатым воздухом запрещается;
проверить исправность всех узлов и деталей. При
невозможности устранения неисправностей своими силами доложить о них механику
или мастеру.
Об имевших место недостатках в области охраны труда
необходимо известить мастера или соответствующего руководителя работ.
4.1 Расчёт силовой электроэнергии
Годовой расход электроэнергии рассчитывают по данным
установленной мощности электродвигателей на оборудовании с учётом коэффициентов
загрузки электродвигателей и потерь электроэнергии. Расчеты сведем в Таблицу 16.
Таблица 16 – Расчёт силовой электроэнергии
|
№ п/п
|
Наименование
оборудования
|
Условная
мрощьность электродвигателей Ру, кВт
|
Коэффициенты
|
Потребляемая
мощность Рп.,кВт
|
Количество
часов работы в год, Тгод
|
Расход
электроэнергии в год, кВт х ч Qэ
|
|
η1
|
η2
|
η3
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1
|
С2Р8-3
|
30,24
|
0,6
|
0,8
|
0,95
|
23,87
|
1591,9
|
37998,7
|
|
2
|
Ц8Д-8М
|
116
|
0,6
|
0,8
|
0,95
|
91,6
|
249,6
|
50343,4
|
|
3
|
ЦКБ-40
|
9,7
|
0,6
|
0,8
|
0,95
|
7,66
|
973,1
|
7453,95
|
|
4
|
С25-5А
|
49,25
|
0,6
|
0,8
|
0,95
|
38,88
|
217,6
|
8460,3
|
|
5
|
RH-826 AST
|
10,4
|
0,6
|
0,8
|
0,95
|
8,21
|
515,4
|
4231,43
|
|
6
|
WT-3200
|
4,75
|
0,6
|
0,8
|
0,95
|
3,75
|
429,8
|
1611,75
|
|
7
|
VP 25-100/2
|
40,75
|
0,6
|
0,8
|
0,95
|
32,17
|
1728,8
|
55615,5
|
|
8
|
ОК 511
|
31
|
0,6
|
0,8
|
0,95
|
24,47
|
579,6
|
14182,8
|
|
9
|
FL 230
|
9,18
|
0,6
|
0,8
|
0,95
|
7,25
|
286,7
|
2078,6
|
|
10
|
SBF-III
|
6
|
0,6
|
0,8
|
0,95
|
4,74
|
326,5
|
1547,6
|
|
11
|
ВС 002-2200
|
0,75
|
0,6
|
0,8
|
0,95
|
0,342
|
1293,9
|
442,5
|
|
|
|
|
|
|
|
|
|
|
Итого
|
|
|
|
|
|
|
∑=239156,5
|
Силовая электроэнергия расходуется также на работу
электродвигателей вентиляции. Для расчёта этот расход составляет 30% всего
расхода электроэнергии оборудования 183966,53 кВт х ч. Итого всего расходуется
239156,5 кВт х ч.
4.2 Расчёт электроэнергии на
освещение
В основу расчетов энергетической
части заложены данные полученные при расчетах в технологической части.
Осветительная электроэнергия расходуется на освещение производственных и
вспомогательных помещений. Расчеты представим в виде Таблицы 17.
Таблица
17 – Расчёт расхода электроэнергии для освещения цеха
|
№ п/п
|
Наименование
потребителя
|
Площадь F,м2
|
Норма
освещенности, мс
|
Нормативная
мощность, Вт
|
Количество
часов горения, п
|
Расчетная
мощность Рр, кВт
|
Установленная
мощность Ру, кВт
|
Потребляемая
мощность Рп, кВт
|
Годовой расход
электроэнергии, кВт х ч
|
|
1
|
Производственный
цех
|
1404
|
150
|
36
|
615
|
49,16
|
88,49
|
79,2
|
48708
|
|
2
|
Кабинет
мастера
|
36
|
75
|
18
|
615
|
0,648
|
1,17
|
1,047
|
643,9
|
|
3
|
Туалет
|
2,43
|
30
|
8
|
615
|
0,01944
|
0,035
|
0,035
|
19,27
|
|
|
|
|
|
|
|
|
|
|
|
Итого
|
|
|
|
|
|
|
|
49371,17
|
Годовой расход электроэнергии с учётом на аварийное
освещение составит 54308,3 кВт х ч.
5.1 Расчёт стоимости сырья и
материалов
Все расчёты сведём в таблицу 18.
Таблица 18 – Расчёт стоимости сырья и материалов
|
Наименование сырья и материалов
|
Ед. изм.
|
Кол-во на программу
|
Цена за единицу продукции, руб.
|
Стоимость сырья и материалов, руб.
|
|
Пиломатериал сосна
|
М3
|
3885,76
|
5000
|
19430000
|
|
Фанера
|
М2
|
753,78
|
37400
|
28191372
|
|
МКР-2
|
М2
|
5792,39
|
33,90
|
196362,02
|
|
Клей КФ-Ж
|
кг
|
12154,7
|
13,57
|
164715,77
|
|
Dorus Q 819
|
кг
|
267
|
138
|
36846
|
|
Меламиновая пленка
|
М2
|
28835,59
|
300
|
8650737
|
|
Петли ПНЦ-130
|
шт
|
42144
|
42
|
1770048
|
|
Нагель
|
кг
|
137
|
280
|
38360
|
|
Гвозди
|
кг
|
2051
|
29,5
|
60504,5
|
|
Саморезы
|
кг
|
789
|
61
|
48129
|
|
Итого
|
|
|
|
58587074,29
|
5.2 Расчёт расходов на
электроэнергию
Все расчеты
сведем в таблицу 19.
Таблица 19 – Расчет стоимости на электроэнергию
|
Наименование
|
Количество на программу
|
Цена за единицу, руб.
|
Стоимость, руб.
|
|
Силовая электроэнергия
|
239156,5
|
3,68
|
880095,92
|
|
Электроэнергия на освещение
|
54308,3
|
1,84
|
99927,272
|
Продолжение таблицы 19
5.3 Расчёт основной заработной
платы производственных рабочих
Расчеты сведем в таблицу 20.
Таблица 20 – Расчет основной заработной
платы производственных рабочих.
|
Условие
труда
|
Разряд
|
Кол-во
рабочих
|
Часовая
тарифная ставка
|
Эффект.
Фондового рабочего времени
|
Премия
60%, руб.
|
Районный
коф-т от з/п с премией, руб.
|
Всего
годовой фонд з/п, руб.
|
|
На
1 рабочего
|
На
всех
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
2
|
10
|
50
|
1720
|
17200
|
860000
|
516000
|
206400
|
1582400
|
|
3
|
4
|
60
|
1720
|
6880
|
412800
|
247680
|
99072
|
759552
|
|
4
|
10
|
70
|
1720
|
17200
|
1204000
|
722400
|
288960
|
2215360
|
|
Итого
|
|
|
|
|
|
|
|
|
4557282
|
5.4 Расчёт дополнительной
заработной платы производственных рабочих
Рассчитаем дополнительную заработную плату производственных
рабочих ДЗПпр, руб., которая составляет 10% от основной заработной
платы по формуле
ДЗП
пр. = ФЗП пр. × 10%, (21)
где ДЗП пр. – дополнительная зарплата производственных
рабочих;
ФЗП пр. – фонд основной
заработной платы производственных рабочих.
ДЗП
пр. 4557282 * 10% = 455728,2руб.
5.5 Расчёт фонда заработной платы
цехового персонала
Все расчеты
сведем в таблицу 21.
Таблица 21 – Расчет заработной платы цехового персонала
|
Должность
|
Кол-во
человек
|
Оклад.
|
Премия и резерв отпусков
|
Районный
коэффициент
|
Оклад с
учетом премии и р.к.
|
Годовой
фонд з/п
|
|
На одного
|
Всего
|
60%
|
15%
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Начальник цеха
|
1
|
20000
|
20000
|
12000
|
4800
|
36800
|
441600
|
|
Технолог
|
1
|
17000
|
17000
|
10200
|
4080
|
31280
|
375360
|
|
Мастер
|
1
|
17000
|
17000
|
10200
|
4080
|
31280
|
375360
|
|
Уборщица
|
1
|
6000
|
6000
|
3600
|
1440
|
11040
|
132480
|
|
Слесарь
|
1
|
12000
|
12000
|
7200
|
2880
|
22080
|
264960
|
|
Электрик
|
1
|
10000
|
10000
|
6000
|
2400
|
18400
|
220800
|
|
Сантехник
|
1
|
8000
|
8000
|
4800
|
1920
|
14720
|
176640
|
|
Итого
|
7
|
|
|
|
|
165600
|
1987200
|
5.5.1 Определим среднемесячную зарплату цехового персонала
ЗП смцп , руб, по формуле
ЗПс.м.ц.п. = ФЗПц.п. / (Nц.п. × 12), (22)
где ФЗПц.п. – годовой фонд заработной платы цехового
персонала, руб.
N – количество работников, чел.
ЗПс.м.ц.п.
= 1987200 / (7 × 12) = 23657 руб.
5.6 Расчёт отчислений во
внебюджетные фонды
Рассчитаем отчисления во внебюджетные фонды Ов.ф.,
руб, которые составляют 30% от общего фонда заработной платы работников, по
формуле
Ов.ф. = ОФЗП × 30%, (23)
где Ов.ф. – отчисления во внебюджетные фонды;
ОФЗП – общий фонд зарплаты.
Ов.ф.=
7000210,2× 30% = 2100063,06руб.
5.7 Расчёт расходов на содержание
и эксплуатацию оборудования
Расчёт амортизационных отчислений сведём в таблицу 22.
Таблица 22– Расчёт амортизационных отчислений
|
Наименование
оборудования
|
Количество
|
Цена за
единицу, руб.
|
Балансовая
стоимость всего оборудования, руб.
|
Амортизационные
отчисления, %
|
Амортизационные
отчисления, руб.
|
|
Двухсторонний
рейсмусовый
|
1
|
130000
|
130000
|
8,3
|
10790
|
|
Многопильный
круглопильный
|
1
|
380000
|
380000
|
8,3
|
31540
|
|
Торцовочный
|
1
|
154000
|
154000
|
8,3
|
12782
|
|
Четырехсторонний
продольно-фрезерный
|
1
|
600000
|
600000
|
8,3
|
49800
|
|
Двухсторонний
шипорезный
|
1
|
361000
|
361000
|
8,3
|
29963
|
|
Форматно-раскроичный
|
1
|
185000
|
185000
|
8,3
|
15355
|
|
Пресс
|
1
|
663000
|
663000
|
8,3
|
55029
|
|
Для
обработки дверных полотен по периметру
|
1
|
362000
|
362000
|
8,3
|
30046
|
|
Продолжение таблицы 22
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Кромкооблицовочный
|
1
|
410000
|
410000
|
8,3
|
34030
|
|
Облицовочный
погонажных изделий
|
1
|
705000
|
705000
|
8,3
|
58515
|
|
|
|
Вайма
сборочная
|
|
175000
|
175000
|
8,3
|
14525
|
|
Итого:
|
4125000
|
|
342375
|
|
|
|
|
|
|
|
5.7.1 Расход на содержание и эксплуатацию оборудования,
Рс.э.о., руб., определяется по формуле
Рс.э.о. = БСоб × 0,9 + Аоб,
(24)
где БСоб – сумма балансовой стоимости оборудования;
Аоб – сумма амортизационных отчислений оборудования.
Рс.э.о.
= 4125000 × 0,9 + 342375= 4054875руб.
5.8 Расчёт цеховых расходов
Рассчитаем цеховые расходы Рц., руб, по формуле:
Рц.
= Ррац + Ротр + Азд + Ртрзд + Рс.о. + Рпр, (24)
где Ррац – расходы на рационализацию, руб.;
Ротр – расходы на охрану труда, руб.;
Азд – амортизационные отчисления здания, руб.;
Ртрзд – расходы на текущий ремонт, руб.;
Рс.о. – расходы на спецодежду, руб.;
Рпр. – прочие расходы, руб.
Рц.=31000
+ 91145,64+ 2117664 + 423532,8 +
+ 31000+ 53886,85= 2748229 руб.
Расходы на рационализацию принимаются 1000 рублей на одного
работника.
Ррац= 1000·31=31000
Рассчитаем расходы на охрану труда и технику безопасности Ротр,
руб, по формуле
Ротр = ФЗП × 2% (25)
Ротр = 4557282× 2% = 91145,64руб.
Рассчитаем амортизационные отчисления здания цеха Азд,
руб, по формуле
Азд = Ст зд х На/100%, (26)
где Ст зд – стоимость здания, руб.;
На – норма амортизационных отчислений, 10%.
Азд
= 21176640 × 10/100% = 2117664 руб.
Стоимость здания Стзд, руб, рассчитаем по формуле:
Стзд
= Qзд × Цзд, (27)
где Qзд – объём здания, м3;
Цзд – цена 1 м3 здания, руб/м3.
Ст
зд = 11145,6 х 1900 =21176640 руб.
Рассчитаем объем зданий Qзд,
м³, по формуле
Qзд
= Sзд × hзд, (28)
где Sзд – площадь здания, м2;
h – высота здания, м.
Qзд
= 1548 × 7,2 = 11145,6 м3
Рассчитаем площадь здания Sзд, м2,
по формуле
Sзд = lзд × bзд, (29)
где lзд – длина здания, м;
bзд – ширина здания, м.
Sзд = 86 × 18 = 1548 м2.
Рассчитаем расходы на текущий ремонт зданий Ртр.зд., руб, по
формуле
Ртр.зд.=Азд.×20%, (30)
Ртр.зд.=
2117664× 20% = 423532,8 руб.
Рассчитаем расходы на спецодежду по данным с предприятия и
сведём их в таблицу 23.
Таблица 23 – Расчет расходов на спецодежду
|
Наименование специальности
|
Количество рабочих, чел.
|
Норматив на 1 рабочего, руб.
|
Сумма, руб.
|
|
Станочник
|
24
|
1000
|
24000
|
|
Цеховой персонал
|
7
|
1000
|
7000
|
|
Итого:
|
31000
|
Расчитаем прочие расходы Рпр, руб, по формуле
Рпр=Ррац+Ротр+Азд+Ртр.зд+Рс.о.·2%, (31)
Рпр=31000
+ 91145,64+ 2117664 + 423532,8 +
+ 31000·2%=53886,85руб.
5.9 Расчёт общезаводских расходов
Рассчитаем общезаводские расходы Робщ.з., руб, по формуле
Робщ.з. = ФЗП × 80%, (32)
Робщ.з.
= 4557282× 80% =3645825,6руб.
5.10 Расчёт расходов на
научно-исследовательские работы
Расходы на научно-исследовательские и
проектно-изыскательские работы составляют 5% от цеховой себестоимости.
Рн.и.р=16941987,52×5%=847099,37
руб.
5.11 Расчёт внепроизводственных
расходов
Внепроизводственные расходы составляют 10% от производственной
себестоимости.
Рв.п.=
21434912,492×10%=2143491,25 руб.
5.12 Калькуляция себестоимости
продукции
Статьи затрат калькуляции сведём
в таблицу 24.
Таблица 24 – Калькуляция себестоимости продукции
|
Наименование статей затрат
|
На единицу продукции
|
На программу
|
|
1. Сырьё и материалы
|
2,80
|
58587,07
|
|
2. Возвратные отходы
|
–
|
-
|
|
3. Расходы на электроэнергию
|
47,1
|
980023,192
|
|
4. Основная зарплата производственных рабочих
|
218,43
|
4557282
|
|
5. Дополнительная зарплата производственных
рабочих
|
21,84
|
455728,2
|
|
6. Зарплата цехового персонала
|
95,24
|
1987200
|
|
7. Отчисления во внебюджетные фонды
|
100,65
|
2100063,06
|
|
8. Расходы на содержание и эксплуатацию оборудования
|
194,35
|
4054875
|
|
9. Цеховые расходы
|
131,72
|
2748229
|
|
Цеховая себестоимость
|
812,05
|
16941987,522
|
|
10. Общезаводские расходы
|
174,75
|
3645825,6
|
|
11. Расходы на науку
|
40,60
|
847099,37
|
|
Производственная себестоимость
|
1027,41
|
21434912,492
|
|
12.Внепроизводственные расходы
|
102,63
|
2143491,25
|
|
Полная себестоимость
|
23578403,742
|
5.13 Расчет технико-экономических
показателей
Расчет технико-экономических
показателей сведем в таблицу 25.
Таблица 25 – Расчет технико-экономических показателей
|
Наименование
показателей
|
По
проекту
|
|
1. Годовая программа, м.
|
20863
|
|
2. Товарная продукция в натуральном
выражении, шт.
|
1410
|
|
3. Численность работающих, чел.
|
24
|
|
в том числе рабочих, чел.
|
7
|
|
4. Выработка на одного работающего,
руб.
|
948930
|
|
на одного рабочего, руб.
|
1225701,25
|
|
5. Полная себестоимость ТП, руб.
|
23578403,74
|
|
6. Затраты на 1 руб. ТП, коп.
|
0,80
|
|
7. Прибыль от реализации, руб.
|
5838426,26
|
|
8. Рентабельность, %.
|
24,7
|
|
9. Экономический эффект, руб.
|
0,93
|
|
10. Срок окупаемости.
|
4,3
|
5.14 Расчет товарной продукции
Расчет товарной продукции сведем в таблицу 26.
Таблица 26 – Расчет товарной продукции
|
Товарная продукция
|
Количество в год, шт.
|
Цена за единицу, руб.
|
Стоимость, руб.
|
|
Дверной блок ДГ 21-10
|
20863
|
1410
|
29416830
|
Определим
цену за единицу продукции Цт.п., руб, по формуле
Цтпза
1шт. = (Сп/N) + (Сп/N) × 25%, (33)
где Сп – полная себестоимость, руб;
N – количество штук;
20% - рентабельность.
Цтп
за 1шт. = (23578403,74/20863) +(23578403,74/20863) ×
× 25%= 1410руб.
Определим выработку на 1 работающего Враб, руб. по формуле
Враб.
= Ст тп/Nраб., (34)
где Ст тп – стоимость товарной продукции, руб.
Nраб – количество работающих, чел.
Враб.
=29416830/31= 948930руб.
Определим выработку на 1 рабочего Врабоч., руб., по формуле
Врабоч.
= Ст тп/Nраб., (35)
где Ст тп – стоимость товарной продукции, руб;
Nраб. – количество рабочих, чел.
Врабоч.
= 29416830/24 = 1225701,25руб.
Определим затраты на 1 рубль товарной продукции З 1ртп,
коп. по формуле
З1ртп
= Сп/ТПруб., (36)
где Сп – полная себестоимость, руб;
ТПруб. – товарная продукция в денежном выражении, руб.
З1ртп
=23578403,7/29416830= 0,80 коп.
Определим прибыль от реализации Пр. руб., по формуле
Пр
= ТПруб – Сп, (37)
где ТПруб – товарная продукция в денежном выражении, руб.;
Сп – полная себестоимость, руб.
Пр
=29416830–23578403,74= 5838426,26руб.
Рассчитаем рентабельность продукции Р, % по формуле
Р =
Пр / Сп × 100%, (38)
где Пр – прибыль от реализации;
Сп – полная себестоимость.
Р =
5838426,26/23578403,74× 100% = 24,7%.
Рассчитаем экономический эффект Эф, руб. по формуле
Эф
= Сп / Кв, (39)
где Сп – полная себестоимость, руб;
Кв – капитальные вложения, руб;
Эф
= 23578403,74/ 25301640 = 0,93руб.
Рассчитаем срок окупаемости цеха Ток, лет по формуле
Ток
= Кв / Пр, (40)
где Кв – капитальные вложения, руб;
Пр – прибыль от реализации.
Ток
= 25301640 / 5838426,26= 4,3 лет.
Заключение;
Данный проект является эффективным, т.к.
- прибыль составляет: 5838426,26руб;
- рентабельность: 24,7%;
- экономический эффект: 0,93руб;
- срок окупаемости: 4,3 лет.
1.
Физико-химические
основы технологии столярно-строительных изделий [Текст] : методические
указания по самостоятельному изучению дисциплины для студентов направления
250400 "Технология лесозаготовительных и
деревоперерабатывающих производств" / М-во образования и науки РФ,
Федеральное гос. бюджетное образовательное учреждение высш. проф. образования
"Санкт-Петербургский гос. лесотехнический ун-т им. С. М. Кирова",
Каф. технологии лесопиления и сушки древесины ; [сост.: А. Н. Чубинский, Г. С.
Варанкина, А. А. Федяев]. - Санкт-Петербург: СПбЛГТУ, 2013. - 19, [1] с.
2.
Кравцов, Е. В. Технология производства заготовок из
термически модифицированной древесины : автореферат дис. ... кандидата
технических наук : 05.21.05 / Владимирова Елена Григорьевна; [Место защиты:
Моск. гос. ун-т леса]. – М., 2012. - 22 с.
3.
Меркелов
В. М. Технология деревообрабатывающих производств [Текст] : учебное пособие для
студентов высших учебных заведений, обучающихся по направлению 250400
"Технология лесозаготовительных и деревоперерабатывающих производств"
специальности 250403 "Технология деревообработки" / [В. М. Меркелов,
А. Н. Заикин] ; Гос. образовательное учреждение высш. проф. образования
Брянская гос. инженерно-технологическая акад. - Брянск: Брянская гос.
инженерно-технологическая акад., 2010. - 207 с.
4.
Заикин
А. Н.Теория, методы и модели интенсификации лесосечных работ [Текст] :
монография / А. Н. Заикин ; Гос. образовательное учреждение высшего проф.
образования "Брянская гос. инженерно-технологическая акад.". - Брянск
: БГИТА, 2009. - 203 с.
5.
Владимирова,
Е. Г. Технология производства заготовок из термически модифицированной
древесины : автореферат дис. ... кандидата технических наук : 05.21.05 /
Владимирова Елена Григорьевна; [Место защиты: Моск. гос. ун-т леса]. – М.,
2012. - 22 с.
1.
Генеральный
план предприятия ООО «Вега»
2.
План
цеха по производству дверных блоков до модернизации
3.
План
цеха по производству дверных блоков послемодернизации
4.
Сборочный
чертеж дверного блока ДГ 21-10
5.
Схема
технологического процесса
6.
Технико-экономические
показатели
Приложения