|
Показатели
|
Обозна-чение
|
Единица измерения
|
Значение показателей
|
|
Нормативное
|
Фактическое
|
|
Число основных рабочих
ПТБ
|
Р
|
чел.
|
19,7
|
24
|
|
Количество рабочих
постов
|
Х
|
шт.
|
9,2
|
6
|
|
Площадь
производственно-складских помещений
|
Fпр
|
м2
|
1368
|
1128
|
Анализ значений показателей,
показывает, что производственная база МУП «СДП» имеет недостаток площадей
производственно-складских помещений. Если учесть, что на предприятии проводится
не весь комплекс работ, можно считать, что существующие площади вполне
достаточны.
Количество рабочих постов
меньше нормы.
Количество штатных рабочих
больше нормативных показателей.
1.11 Цель и задачи дипломного проекта
2 Производственно-технологическая
часть
Для приведения числа рабочих постов и
параметров цехов по ремонту автомобилей в соответствие с численностью
подвижного состава проводим технологический расчет ремонтной службы
автотранспорта МУП «Специализированное дорожное предприятие».
При выполнении технологического расчета
определим необходимые параметры и показатели зоны технического обслуживанияи
Рдля дальнейшего технического и технологического переоснащения ее, согласно
теме дипломного проекта.
Для облегчения расчетов при
разномарочном составе подвижного состава технологический расчет выполняется по
приведенному числу автомобилей к основной марке [3]. Группы автомобилей
приведены в таблице 3.1.
Принимаем следующие
исходные данные.
−
списочный состав
обслуживаемых автомобилей Ас=65 ед.;
−
время в наряде
Тн=8 ч.;
−
среднесуточный
пробег одного автомобиля, Lc =
250 км;
−
категория условий
эксплуатации: III;
−
климатические
условия эксплуатации: умеренно – холодные;
−
количество дней
работы в году АТЦ, Дрг = 253дн.;
−
количество дней
работы в году производственных подразделений по обслуживанию и ремонту
автомобилей,Дрг= 253 дн.;
−
количество смен,
С=1;
−
продолжительность
смены, Тсм = 8 ч.
Таблица 2.1 – Технологически совместимые группы
автомобилей
Марка
|
Количество,шт.
|
Грузоподъемность, т
|
Питание
|
|
I группа технологически совместимых
автомобилей
|
|
ЗИЛ-431410
|
6
|
6,0
|
Бензин
|
|
ЗИЛ-130
|
3
|
6,0
|
Бензин
|
|
ЗИЛ-131
|
3
|
5,0
|
Бензин
|
|
ГАЗ-3309
|
5
|
4,5
|
Бензин
|
|
ГАЗ-33021
|
5
|
1,5
|
Бензин
|
|
ГАЗ-53
|
1
|
4,5
|
Бензин
|
|
ПАЗ-32053
|
1
|
Автобус
малого класса
|
Бензин
|
|
ГАЗ-32213
|
3
|
Автобус особо
малого класса
|
Бензин
|
|
ГАЗ-3110
|
2
|
Легковой
|
Бензин
|
|
Итого
|
29
|
|
|
|
II группа технологически совместимых
автомобилей
|
|
КАМАЗ-53212
|
12
|
10
|
Дизель
|
|
ЗИЛ-4514
|
6
|
7,0
|
Дизель
|
|
КАМАЗ-5320
|
9
|
8
|
Дизель
|
|
МАЗ-5334
|
6
|
5,8
|
Дизель
|
|
ПАЗ-4235
|
1
|
Автобус
среднего класса
|
Дизель
|
|
УРАЛ-4320
|
2
|
5
|
Дизель
|
|
Итого
|
36
|
|
|
|
Всего
|
65
|
|
|
2.2 Приведение марок
автомобилей
Перед проведением расчета необходимо привести количество
разномарочных автомобилей в группе к приведенному количеству при помощи
коэффициента приведения по каждому виду ТО и ТР:
 ,
(2.1)
,
(2.1)
где АСi– списочное количество автомобилей i-той марки;
kпр – коэффициент приведения.
Коэффициент приведения для ТО-1 и ТО-2:
 , (2.2)
, (2.2)
где tпр, t – нормативные скорректированные трудоемкости ТО, соответственно,
приводимой и основной марок, чел.-ч. Значения коэффициентов принимаем по
справочнику [1] в зависимости от типа и грузоподъемности автомобилей в группе;
L, Lпр – скорректированные периодичности ТО основной и
приводимой марок, км.
Коэффициент приведения для ЕОс определяется:
 , (2.3)
, (2.3)
где tЕОпр , tЕО– нормативные
скорректированные трудоемкости ЕОс, соответственно, приводимой и основной
марок, чел.-ч.
В первой группе за основную модель выбираем ЗИЛ-431410
с бензиновой системой питания, во второй группе автомобиль КАМАЗ-53212 с
дизельной системой питания.
Приведение количества автомобилей к
основным маркам дано в таблицах 2.2…2.5.
Значения нормированных пробегов и
нормативных трудоемкостей повидам обслуживания по каждой марке автомобиля
принято по справочным таблицам [1].
Таблица 2.2 – Приведение
автомобилей к основной марке для ЕОс
|
Марка
автомобиля
|
TЕОс,
чел.-ч.
|
TЕОспр, чел.-ч.
|
kпр
|
Ас
|
Аспр
|
|
ЗИЛ-431410
|
0,45
|
|
1,00
|
6
|
6,0
|
|
ЗИЛ-130
|
|
0,45
|
1,00
|
3
|
3,0
|
|
ЗИЛ-131
|
|
0,45
|
1,00
|
3
|
3,0
|
|
ГАЗ-3309
|
|
0,45
|
1,00
|
5
|
5,0
|
|
ГАЗ-33021
|
|
0,45
|
1,00
|
5
|
5,0
|
|
ГАЗ-53
|
|
0,45
|
1,00
|
1
|
1,0
|
|
ПАЗ - 32053
|
|
0,45
|
1,00
|
1
|
1,0
|
|
ГАЗ-32213
|
|
0,38
|
0,84
|
3
|
2,5
|
|
ГАЗ - 3110
|
|
0,38
|
0,84
|
2
|
1,7
|
|
Итого:
|
29
|
28,2
|
|
КАМАЗ-53212
|
0,6
|
|
1,00
|
12
|
12,0
|
|
ЗИЛ-4514
|
|
0,53
|
0,88
|
6
|
5,3
|
|
КАМАЗ-5320
|
|
0,53
|
0,88
|
9
|
8,0
|
|
МАЗ-5334
|
|
0,45
|
0,75
|
6
|
4,5
|
|
ПАЗ-4235
|
|
0,60
|
1,00
|
1
|
1,0
|
|
УРАЛ-4320
|
|
0,45
|
0,75
|
2
|
1,5
|
|
Итого:
|
36
|
32,3
|
Таблица 2.3 – Приведение
автомобилей к основной марке для ТО-1
|
Марка
автомобиля
|
t1, чел.-ч.
|
t1пр, чел.-ч.
|
L1, км
|
L1пр, км
|
kпр
|
Ас
|
Аспр
|
|
ЗИЛ-431410
|
3,6
|
|
4000
|
|
1,00
|
6
|
6,0
|
|
ЗИЛ-130
|
|
3,6
|
|
4000
|
1,00
|
3
|
3,0
|
|
ЗИЛ-131
|
|
3,6
|
|
4000
|
1,00
|
3
|
3,0
|
|
ГАЗ-3309
|
|
3,6
|
|
4000
|
1,00
|
5
|
5,0
|
|
ГАЗ-33021
|
|
3
|
|
4000
|
0,83
|
5
|
4,2
|
|
ГАЗ-53
|
|
3,6
|
|
4000
|
1,00
|
1
|
1,0
|
|
ПАЗ - 32053
|
|
6
|
|
5000
|
1,33
|
1
|
1,3
|
|
ГАЗ-32213
|
|
4,5
|
|
5000
|
1,00
|
3
|
3,0
|
|
ГАЗ - 3110
|
|
3,4
|
|
5000
|
0,76
|
2
|
1,5
|
29
|
28,0
|
|
КАМАЗ-53212
|
7,5
|
|
4000
|
|
1,00
|
12
|
12,00
|
|
ЗИЛ-4514
|
|
5,7
|
|
4000
|
0,76
|
6
|
4,56
|
|
КАМАЗ-5320
|
|
5,7
|
|
4000
|
0,76
|
9
|
6,84
|
|
МАЗ-5334
|
|
3,6
|
|
4000
|
0,48
|
6
|
2,88
|
|
ПАЗ-4235
|
|
7,5
|
|
5000
|
0,80
|
1
|
0,80
|
|
УРАЛ-4320
|
|
3,6
|
|
4000
|
0,48
|
2
|
0,96
|
|
Итого:
|
36
|
28,04
|
Таблица 2.4 – Приведение
автомобилей к основной марке для ТО-2
|
Марка
автомобиля
|
t2, чел.-ч.
|
t2пр, чел.-ч.
|
L2, км
|
L2пр, км
|
kпр
|
Ас
|
Аспр
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
ЗИЛ-431410
|
14,4
|
|
16000
|
|
1,00
|
6
|
6,00
|
|
ЗИЛ-130
|
|
14,4
|
|
16000
|
1,00
|
3
|
3,00
|
|
ЗИЛ-131
|
|
14,4
|
|
16000
|
1,00
|
3
|
3,00
|
|
ГАЗ-3309
|
|
14,4
|
|
16000
|
1,00
|
5
|
5,00
|
|
Продолжение таблицы 2.4
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
ГАЗ-33021
|
|
12
|
|
16000
|
0,83
|
5
|
4,17
|
|
ГАЗ-53
|
|
14,4
|
|
16000
|
1,00
|
1
|
1,00
|
|
ПАЗ - 32053
|
|
24
|
|
20000
|
1,33
|
1
|
1,33
|
|
ГАЗ-32213
|
|
18
|
|
20000
|
1,00
|
3
|
3,00
|
|
ГАЗ - 3110
|
|
13,5
|
|
20000
|
0,75
|
2
|
1,50
|
|
Итого:
|
29
|
28,0
|
|
КАМАЗ-53212
|
24,0
|
|
16000
|
|
1,0
|
12
|
12,00
|
|
ЗИЛ-4514
|
|
21,6
|
|
16000
|
0,9
|
6
|
5,40
|
|
КАМАЗ-5320
|
|
21,6
|
|
16000
|
0,9
|
9
|
8,10
|
|
МАЗ-5334
|
|
14,4
|
|
16000
|
0,6
|
6
|
3,60
|
|
ПАЗ-4235
|
|
30,0
|
|
20000
|
1,0
|
1
|
1,00
|
|
УРАЛ-4320
|
|
14,4
|
|
16000
|
0,6
|
2
|
1,20
|
|
Итого:
|
36
|
31,30
|
|
|
|
|
|
|
|
|
|
Таблица 2.5 – Приведение
автомобилей к основной марке для ТР
|
Марка
автомобиля
|
TТР,
чел.-ч.
|
TТРпр, чел.-ч.
|
kпр
|
Ас
|
Аспр
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
ЗИЛ-431410
|
3,4
|
|
1,00
|
6
|
6,0
|
|
ЗИЛ-130
|
|
3,4
|
1,00
|
3
|
3,0
|
|
ЗИЛ-131
|
|
3
|
0,88
|
3
|
2,6
|
|
ГАЗ-3309
|
|
3
|
0,88
|
5
|
4,4
|
|
ГАЗ-33021
|
|
2
|
0,59
|
5
|
2,9
|
|
ГАЗ-53
|
|
3
|
0,88
|
1
|
0,9
|
|
ПАЗ - 32053
|
|
3,8
|
1,12
|
1
|
1,1
|
|
ГАЗ - 3110
|
|
3
|
0,88
|
3
|
2,6
|
|
ГАЗ-32213
|
|
2,1
|
0,62
|
2
|
1,2
|
|
Продолжение таблицы 2.5
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Итого:
|
29
|
24,9
|
|
КАМАЗ-53212
|
5,5
|
|
1,00
|
12
|
12,0
|
|
ЗИЛ-4514
|
|
5,00
|
0,91
|
6
|
5,5
|
|
КАМАЗ-5320
|
|
5,00
|
0,91
|
9
|
8,2
|
|
МАЗ-5334
|
|
3,40
|
0,62
|
6
|
3,7
|
|
ПАЗ-4235
|
|
3,80
|
0,69
|
1
|
0,7
|
|
УРАЛ-4320
|
|
3,00
|
0,55
|
2
|
1,1
|
|
Итого:
|
36
|
31,1
|
Сводные значения по приведенному количеству
автомобилей по видам обслуживания даны в таблице 2.6.
Таблица 2.6 – Приведенное количество автомобилей
|
Основная модель в группе
|
Фактическое число, ед.
|
Приведенное количество автомобилей по видам
обслуживания, ед.
|
|
ЕОс
|
ТО-1
|
ТО-2
|
ТР
|
|
ЗИЛ-431410
|
29
|
28
|
28
|
28
|
24
|
|
КАМАЗ-53212
|
36
|
32
|
28
|
31
|
31
|
Перед корректированием определяется
средний цикловой пробег (нормативный пробег до КР) автомобиля Lк,
км, по уравнению:
|

|
(2.4)
|
где Lн – пробег
автомобилей до первого КР, км, [1];
Lп –
пробег автомобилей до второго и последующего КР, км;
А1, А2 –
соответственно, среднесписочное число автомобилей, имеющих пробег меньше Lн
(“новых”) и выполнивших этот пробег и находящихся в эксплуатации или прошедших
КР (“старых”) автомобилей.Принимаем для упрощения расчетов по 50% каждой группы
автомобилей по всем группам:
|
 . .
|
(2.5)
|
Для ЗИЛ:

 .
.
Для КАМАЗ:

 .
.
Нормативная периодичность ТО и найденный
средний цикловой пробег корректируютсяв зависимости от категории условий
эксплуатации, типа и модификации ПС и природно-климатических условий:
|
Li=LHi∙K1∙K3,
L’K=LK∙K1∙К2∙К3 ,
|
(2.6)
(2.7)
|
где Li – скорректированная периодичность ТО, км;
Lнi – нормативная периодичность ТО, км;
L¢к –
скорректированный средний цикловой пробег, км;
К1 –
коэффициент учета категории эксплуатации;
К2 –
коэффициент учета отличия данного автомобиля от базовой модели;
К3 – коэффициент учета
природно-климатических условий.
Периодичность ТО-1:
Lто1= Lто1н× К1× К3,
(2.8)
где –Lто1н исходная периодичность первого ТО,
км.
Периодичность ТО-2:
Lто2 = Lто2н ×K1×K3. (2.9)
Расчет
сведен в таблицу 2.7.
Таблица 2.7 – Скорректированная
периодичность и цикловой пробег
|
Параметр
|
ЗИЛ-431410
|
КАМАЗ-5320
|
|
К1
|
0,8
|
0,8
|
|
К2
|
1,0
|
1,0
|
|
К3 (КР)
|
0,9
|
0,9
|
|
К3 (ТО)
|
0,9
|
0,9
|
|
LК, км
|
315000
|
270000
|
|
L’К, км
|
226800
|
194400
|
|
LТО1н, км
|
4000
|
4000
|
|
LТО2н, км
|
16000
|
16000
|
|
LТО1, км
|
2880
|
2880
|
|
LТО2, км
|
11520
|
2.3.2 Расчет
годовой и суточной программ по видам работ
Первоначально
определяем количество обслуживания каждого вида на один автомобиль за цикл.
Количество КР не определяем, т.к. на предприятии
капитальный ремонт не производится, Nкр=0.
Количество ТО-2 в цикле
определяется по формуле:
Nто2 = (L’к / Lто2)–Nкр.
(2.10)
Количество ТО-1 в цикле определим по выражению:
Nто1= L’к / Lто1-(Nкр + Nто2). (2.11)
Количество ЕОс:
Nеос = L’к/ (3×Lc), (2.12)
где LЕОС = Lс, для грузовых автомобилей допускается LЕОС= (3 ÷ 4) ×Lс (уборочно-моечные работы
выполняются в среднем один раз в 3 - 4 дня).
Расчет
количества обслуживаний приведен в таблице 2.8.
Таблица 2.8 – Расчет
количества обслуживаний за цикл
|
Количество работ
|
ЗИЛ-431410
|
КАМАЗ-5320
|
|
Nто2 = (L’к / Lто2)–Nкр
|
20
|
17
|
|
Nто1= L’к
/ Lто1-(Nкр + Nто2)
|
59
|
51
|
|
Nеос = L’к/
(3×Lc)
|
302
|
259
|
Коэффициенты,
учитывающие объемы работ по ТО-2 и ТР, выполняемых в эксплуатационное время
(при односменной работе):
Кто2=
1; Ктр= 1,
Нормативный
удельный простой в ТР:
Дтр = (Дто и кр) × К4 – (Д2
/ Lтo2) × 1000, (2.13)
где (Дто и кр),дн/1000км–
нормативный простой подвижных средств в ТО и ТР;
Д2 – нормативный простой в ТО–2 дней (обычно Д2£ 1 дн.), примем Д2 = 1 дн.;
К4– коэффициент корректирования
простоев в ТО и ТР в зависимости от пробега с начала эксплуатации.
Коэффициент технической готовности:
aт  .
(2.14)
.
(2.14)
Коэффициент
выпуска автомобилей на линию:
αв = (0,96…0,98) ×αт.(2.15)
Коэффициент
цикличности:
Нц = ДРг×αв /ДЭц. (2.16)
где ДЭц = - число дней
эксплуатации за цикл, определяется по формуле:
ДЭц = L’к/Lс.
(2.17)
Все расчеты
сводим в таблицу 2.9.
Таблица 2.9 – Расчеты
коэффициента цикличности
|
Параметр
|
ЗИЛ-431410
|
КАМАЗ-5320
|
|
К4
|
1,2
|
1,2
|
|
ДТО
и ТР
|
0,38
|
0,48
|
|
ДТР
|
0,37
|
0,49
|
|
LC
|
250
|
250
|
|
aт
|
0,90
|
0,90
|
|
aв
|
0,86
|
0,86
|
|
ДЭц
|
907
|
778
|
|
Нц
|
0,24
|
0,28
|
При проведении расчета годовых объемов необходимо
использовать данные по количеству разномарочных автомобилей к приведенному
количеству при помощи коэффициента приведения по каждому виду ТО и ТР.
Расчет
годового количества ТО, ТР и диагностирования на весь списочный состав
автомобилей проводитсяпо формулам результаты расчета в таблице 2.10.
NГто1= Nто1 ×Нц× Ас; (2.18)
NГто2 = Nто2 ×Нц× Ас; (2.19)
NГeoc = Neoc×Нц×Ac; (2.20)
NГeoт = (NГто1 + NГто2) × 1,6; (2.21)
NГд1 = 1,1×NГто1 + NГто2; (2.22)
NГд2 = 1,2×NГто2. (2.23)
Таблица 2.10 – Расчеты
годового количества работ
|
Расчетный
параметр
|
Значение
|
|
ЗИЛ-431410
|
КАМАЗ-53212
|
|
NГто1
|
396
|
400
|
|
NГто2
|
134
|
149
|
|
NГeoc
|
2044
|
2342
|
|
NГeoт
|
848
|
878
|
|
NГд1
|
570
|
589
|
|
NГд2
|
161
|
179
|
Суточная
производственная программа ТО и Д определяется по общей формуле:
Nci = NГi/ Дргi, (2.24)
где NГi – годовая
производственная программа по i-му ТО или Д.
Расчеты
приведены в таблице 2.11.
Таблица 2.11 – Расчеты
суточного количества работ
|
Расчетный
параметр
|
Значение
|
|
ЗИЛ-431410
|
КАМАЗ-5320
|
|
Nсто1
|
1,5
|
1,6
|
|
Nсто2
|
0,5
|
0,6
|
|
Nсeoc
|
8,1
|
9,2
|
|
Nсeoт
|
3,3
|
3,4
|
|
Nсд1
|
2,2
|
2,3
|
|
Nсд2
|
0,6
|
0,7
|
2.3.3 Расчет годовых объемов работ
По “Положению…” нормативная трудоемкость
корректируется коэффициентами К2 (от модификации подвижного состава) и К5 (от
размера АТЦ).
Таким образом, предварительная корректировка
нормативных трудоемкостей ТО–1 и ТО–2 выглядит следующим образом.
При выполнении Д–1 и Д–2 совместно с ТО:
|
tТО1 = tН1× К2× К5;
tТО2 =
0,95 × (tН2× К2× К5),
|
(2.25)
(2.26)
|
где tН1, tН2– нормативные трудоемкости ТО–1 и ТО–2, чел.-ч.
Значения нормативных трудоемкостей tД1, tД2, чел.-ч.,
принимаются, исходя из соотношений:
|
tД1 =
(0,08…0,15) ×tН1; tД2 = (0,07…0,12) × tН2.
|
(2.27)
|
Трудоемкость ТО–2, кроме того, уменьшена на 5 % за
счет выполнения операций по фактической потребности (по результатам Д–2).
Трудоемкость ЕОс:
|
tЕОс = tНЕОс. К2. К5 ,
|
(2.28)
|
где
tНЕОс –
нормативная трудоемкость ЕОс, чел.-ч.
Расчеты по корректированию трудоёмкости работ сведены в
таблицу 2.12.
Таблица 2.12 – Корректировка трудоемкостей работ
|
Автомобили
|
Корректирующие коэффициенты
|
|
К1
|
К2
|
К3
|
К3(тр)
|
К4
|
К5
|
К6
|
|
ЗИЛ-431410
|
0,8
|
1
|
0,9
|
1,1
|
1,2
|
1,35
|
0,9
|
|
КАМАЗ-53212
|
0,8
|
1
|
0,9
|
1,1
|
1,2
|
1,35
|
0,9
|
|
Автомобили
|
Нормативная трудоемкость, чел.ч.
|
|
tН1
|
tН2
|
tНЕОс
|
tНЕОт
|
tНтр
|
|
ЗИЛ-431410
|
3,6
|
14,4
|
0,45
|
-
|
3,0
|
|
КАМАЗ-53212
|
7,5
|
24,0
|
0,6
|
-
|
5,5
|
|
Автомобили
|
Скорректированная трудоемкость, чел.ч.
|
|
tТО1
|
tТО2
|
tЕОс
|
tЕОт
|
tтр
|
|
ЗИЛ-431410
|
4,86
|
18,5
|
0,6
|
0,3
|
3,85
|
|
КАМАЗ-53212
|
10,1
|
32,4
|
0,8
|
0,4
|
7,0
|
|
|
|
|
|
|
|
|
|
|
|
|
Годовой объем работ ЕОс:
ТГеос =NГеос×tеос;
(2.29)
Годовой объем
работ ЕОт:
ТГеот
= NГеот×tеот; (2.30)
Годовой объем
работ ТО -1:
TГто1=NГто1×tто1;--------------------------- (2.31)
Годовой объем
работ ТО – 2:
ТГто2
= NГто2 ×tто2; (2.32)
Годовой
объем работ ТР:
ТГтр
=(Lг / 1000) ×tтр× Ас (2.33)
где Lг – пробег одного автомобиля;
Lг = ДРг×αв×Lс. (2.34)
Годовой объем работ по самообслуживанию предприятия принимается в
процентном отношении от суммарной трудоемкости работ ТО, ТР и Д:
ТГв = (ТГеос + ТГеот +ТГто1 + ТГто2 + ТГтр )× Кс, (2.35)
где Кс =0,25 – доля объема работ по СО и ПП предприятия.
Годовая
трудоемкость СО АТП:
ТГсо
=0,4 ×ТГв; (2.36)
Годовая трудоемкость подготовки производства:
ТГпп = 0,6 ×ТГв; (2.37)
Суммарная трудоемкость работ по видам обслуживания сведена в
таблице 2.13.
Таблица 2.13 – Годовые
трудоемкости работ
|
Вид работ
|
Трудоемкость, чел.-ч
|
|
ЗИЛ-431410
|
КАМАЗ-5320
|
Суммарная трудоемкость
|
|
1
|
2
|
3
|
4
|
|
ТГеос
|
1226
|
1874
|
3100
|
|
ТГеот
|
254
|
351
|
605
|
|
TГто1
|
1925
|
4040
|
5965
|
|
ТГто2
|
2479
|
4828
|
7307
|
|
ТГтр
|
5215
|
11842
|
17057
|
|
ТГв
|
2775
|
5734
|
8509
|
|
ТГсо
|
1110
|
2293
|
3403
|
|
ТГпп
|
1665
|
3440
|
5105
|
2.4 Распределение трудоемкостиТРпо
видам работ
Распределение трудоемкости ТРпроизводства по видам
работ приведено в таблице 2.14.
Годовой объем работ соответствующего вида в
чел.-ч. определяется по формуле:
|
ТГJ = (ТГI. BJ) /100,
|
(2.38)
|
где
ТГI– общая годовая трудоемкость i – того вида
ТО, ТР, СО или подготовки производства, чел.-ч.;
BJ–
доля J – того вида работ в % от общей годовой трудоемкости
ТО, ТР, СО или подготовки производства, [4].
Так как часть
работ по ремонту автомобилей в МУП «СДП» не производится, ввиду относительно
небольшого числа автомобилей, в ремонтной службе отсутствуют кузнечно-рессорный,
деревообделочный, малярный, обойный цеха.
Таблица 2.14 –
Распределение трудоемкости по видам работ
Вид
работ
|
Распределение трудоемкости
|
Общая трудоемкость, чел.-ч.
|
|
Текущий ремонт
|
Самообслуживание АТП
|
|
ЗИЛ-431410
|
КамАЗ-53212
|
|
%
|
чел.-ч.
|
%
|
чел.-ч.
|
%
|
чел-ч
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Работы, выполняемые на постах зоны ТР
|
|
Контрольно-диагностические
|
1,7
|
88,7
|
1,2
|
142,1
|
-
|
-
|
230,8
|
|
Крепежные
|
3,0
|
156,5
|
2,5
|
296,1
|
-
|
-
|
452,5
|
|
Регулировочные
|
1,4
|
73,0
|
1,5
|
177,6
|
-
|
-
|
250,6
|
|
Разборочно-сборочные
|
31,5
|
1642,7
|
34
|
4026,3
|
-
|
-
|
5669,0
|
|
Итого:
|
37,6
|
1960,8
|
39,2
|
4642,1
|
-
|
-
|
6603
|
|
Работы, выполняемые в цехах и частично на постах
|
|
Агрегатные
|
19,5
|
1016,9
|
22,5
|
2664,5
|
-
|
-
|
3681,4
|
|
Аккумуляторные
|
78,2
|
1,3
|
153,9
|
-
|
-
|
232,2
|
|
Электротехнические
|
6,3
|
328,5
|
3,5
|
414,5
|
-
|
-
|
743,0
|
|
По ремонту системы питания
|
3,2
|
166,9
|
3,4
|
402,6
|
-
|
-
|
569,5
|
|
Шиномонтажные
|
1,0
|
52,2
|
1,5
|
177,6
|
-
|
-
|
229,8
|
|
Шиноремонтные
|
1,0
|
52,2
|
1,5
|
177,6
|
-
|
-
|
229,8
|
|
Медницкие
|
2,0
|
104,3
|
2,1
|
248,7
|
1,0
|
34,0
|
387,0
|
|
Жестяницкие
|
1,5
|
78,2
|
1,6
|
189,5
|
4,0
|
136,1
|
403,8
|
|
Сварочные
|
2,0
|
104,3
|
1,3
|
153,9
|
4,0
|
136,1
|
394,4
|
|
Арматурно-кузовные
|
0,8
|
41,7
|
0,6
|
71,1
|
-
|
-
|
112,8
|
|
Слесарно-механические
|
12,8
|
667,5
|
12,0
|
1421,0
|
26,0
|
884,8
|
2973,3
|
|
Итого:
|
51,6
|
2690,9
|
51,3
|
6074,9
|
35,0
|
1191
|
9957
|
|
Всего
|
91,2
|
4651,7
|
91,5
|
10717
|
35,0
|
1191
|
16559,5
|
|
Работа по СО (ОГМ) АТП
|
|
Электротехнический
|
-
|
-
|
-
|
-
|
5,0
|
170,2
|
170,2
|
|
Паропроводный
|
-
|
-
|
-
|
-
|
22,0
|
748,7
|
748,7
|
|
Окончание таблицы 2.14
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Ремонто-строительный
|
-
|
-
|
-
|
-
|
6,0
|
204,2
|
204,2
|
|
Итого:
|
-
|
-
|
-
|
-
|
53,0
|
1803,6
|
1803,6
|
|
Всего:
|
|
|
|
|
100
|
3403,0
|
3403,0
|
|
Работа по подготовке производства
|
|
Транспортные
|
-
|
-
|
-
|
-
|
10
|
510,5
|
510,5
|
|
Перегон автомобилей
|
-
|
-
|
-
|
-
|
15
|
765,75
|
765,75
|
|
Комплектация, приемка, хранение и
выдача запасных частей и материалов
|
-
|
-
|
-
|
-
|
20
|
1021
|
1021
|
|
Подготовка и выдача инструмента
|
-
|
-
|
-
|
-
|
15
|
765,75
|
765,75
|
|
Мойка агрегатов и деталей
дефектовка
|
-
|
-
|
-
|
-
|
20
|
1021
|
1021
|
|
Уборка производственных помещений
|
-
|
-
|
-
|
-
|
20
|
1021
|
1021
|
|
Итого:
|
-
|
-
|
-
|
-
|
100
|
5105
|
5105
|
|
|
|
|
|
|
|
|
|
2.5 Расчет численности производственных
рабочих
При расчете численности производственных и
вспомогательных рабочих определяется технологически необходимое РТ и
штатное РШ количество рабочих. РТ для проведения работ на
постах и производственных участках рассчитывается по формуле:
РТ
= ТГi / ФН, (2.39)
РШ
= ТГi / ФЭ, (2.40)
где ФЭ – эффективный
годовой фонд времени рабочего (штатного), ч.
Результаты
сведены в таблицу 2.15.
Таблица 2.15 – Расчет численности рабочих
|
Наименование зон и
участков
|
Годовая трудоемкость работ
по зоне или участку,чел/час
|
Годовой фонд времени рабочего места, Ф час
|
Расчетное количество технологически необходимых рабочих,
чел
|
Принятое количество рабочих технологически необходимых,чел
|
Годовой фонд времени штатного рабочего, Ф час
|
Расчетное количество штатных рабочих, чел
|
Принятое количество штатных рабочих, чел
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Зоны ЕО, ТО и ТР
|
|
|
|
|
|
|
|
|
Зона ЕОс
|
3100
|
2070
|
1,5
|
2
|
1820
|
1,7
|
2
|
|
Зона
ЕОт
|
605
|
2070
|
0,3
|
1820
|
0,3
|
|
Зона
ТО-1
|
5965
|
2070
|
2,9
|
3
|
1820
|
3,3
|
3
|
|
Зона
ТО-2
|
7307
|
2070
|
3,5
|
3
|
1820
|
4,0
|
4
|
|
Зона ТР
|
6603
|
2070
|
3,2
|
3
|
1820
|
3,6
|
4
|
|
ИТОГО:
|
23520
|
|
11,4
|
11
|
|
13,0
|
13
|
|
Производственные цеха
|
|
Агрегатный
|
3681,4
|
2070
|
1,8
|
2
|
1820
|
2,0
|
2
|
|
Аккумуляторный
|
232,2
|
2070
|
0,1
|
1
|
1820
|
0,1
|
1
|
|
Электротехнический
|
743
|
2070
|
0,4
|
1820
|
0,4
|
|
По ремонту системы питания
|
569,5
|
2070
|
0,3
|
1820
|
0,3
|
|
Шиномонтажный
|
229,8
|
2070
|
0,1
|
1
|
1820
|
0,1
|
1
|
|
Шиноремонтные (вулканизационные)
|
229,8
|
2070
|
0,1
|
1820
|
0,1
|
|
Медницкий
|
387
|
2070
|
0,2
|
1
|
1820
|
0,2
|
1
|
|
Жестяницкий
|
403,8
|
2070
|
0,2
|
1820
|
0,2
|
|
Сварочный
|
394,4
|
2070
|
0,2
|
1820
|
0,2
|
|
Арматурно-кузовной
|
608,2
|
2070
|
0,3
|
1820
|
0,3
|
|
Слесарно-механический
|
2973,3
|
2070
|
1,4
|
1
|
1820
|
1,6
|
2
|
|
Мойка агрегатов
|
1021
|
2070
|
0,5
|
1
|
1820
|
0,6
|
1
|
1804
|
2070
|
0,9
|
1
|
1820
|
1,0
|
1
|
|
Итого:
|
13277,4
|
|
7,2
|
8
|
|
8,3
|
9
|
|
Всего:
|
36797,4
|
|
18,6
|
19
|
|
21,3
|
21
|
Согласно технологическому
расчету, в ремонтной службе должно работать 8человек основных рабочих, т.е.
немногим меньше штатной численности в настоящее время.
2.6 Распределение
трудоемкости ТО по видам работ
Согласно таблице 2.15, численность рабочих в зоне ТО
составляет 6 человек, по 3 человека на каждом посту, с учетом выполнения
работ по диагностике автомобиля Д-1 и Д-2.
В таблице 2.16 дано распределение трудоемкости работ
по техническому обслуживанию для обеих групп автомобилей, данные таблицы дают
общее представление об объемах работ по узлам и системам автомобиля.
Таблица 2.16 –
Распределение трудоемкости ТО по видам работ
Вид
работы
|
Трудоемкость ЗИЛ-431410
|
Трудоемкость
КАМАЗ-53212
|
Общая трудоемкость
|
|
%
|
чел.-ч.
|
%
|
чел.-ч.
|
чел.-ч.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Работы по ТО-1
|
|
Общие
контрольно-диагностические
|
5,2
|
100,1
|
10,8
|
436,3
|
536,4
|
|
Крепежные
|
36,3
|
698,8
|
27,5
|
1111,0
|
1809,8
|
|
Регулировочные
|
16,5
|
317,6
|
12,1
|
488,8
|
806,5
|
|
Электротехнические
|
14,7
|
283,0
|
9,7
|
391,9
|
674,9
|
|
Обслуживание систем
питания
|
6,2
|
119,4
|
3,5
|
141,4
|
260,8
|
|
Шинные
|
8,6
|
165,6
|
7,3
|
294,9
|
460,5
|
|
Смазочно-очистительные
|
12,5
|
240,6
|
29,1
|
1175,6
|
1413,2
|
|
ИТОГО:
|
100
|
1925
|
100
|
4040
|
5965
|
|
Работы по ТО-2
|
|
Общие
контрольно-диагностические
|
3,6
|
89,2
|
4,3
|
207,6
|
296,8
|
|
Продолжение
таблицы 2.16
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Крепежные
|
36,4
|
902,4
|
35,0
|
1689,8
|
2592,2
|
|
Регулировочные
|
17,5
|
433,8
|
13,5
|
651,8
|
1085,6
|
|
Электротехнические
|
12,2
|
302,4
|
10,3
|
497,3
|
799,7
|
|
Обслуживание систем
питания
|
5,3
|
131,4
|
14,2
|
685,6
|
817,0
|
|
Шинные
|
10,7
|
265,3
|
2,5
|
120,7
|
386,0
|
|
Смазочно-очистительные
|
14,3
|
354,5
|
20,2
|
975,3
|
1329,8
|
|
ИТОГО:
|
100
|
2479
|
100
|
4828
|
7307
|
Основную долю работ занимают крепежные и
регулировочные, смазочно-очистительные и электротехнические работы.
Соответственно, необходимо оснащении
наиболее трудоемких работ оборудованием и приспособлениями, позволяющими
повысить производительность труда, сократить время на операции, снизится
себестоимость ТО в целом.
2.7 Расчет количества постов
Исходными величинами для расчета
универсальных постов ТО и Д служат такт поста Vi и ритм
производства Ri.
Ритм производства ТО-1:
Rто1 = Tc×Cтo1 × 60 / Ncтo1. (2.41)
Такт поста ТО-1:
Vто1 = (tто1 × 60/ Рп1) + tп, (2.42)
где Рп1 – среднее
количество рабочих на посту ТО-1.
Ритм
производства и такт поста ТО-2:
Rто2 =Тс×Сто2×60 / Ncто2.
Vто2 = (tто2 × 60 / Рп2)
+ tп,
где Рп2 – среднее
количество рабочих на посту ТО-2.
Количество универсальных постов Хiопределяется из соотношения:
Хi = Vi / Ri.
(2.43)
При расчете постов ТО–2 вводится
коэффициент использования рабочего времени поста h2 = 0,85 - 0,95:
ХТО-2 = VТО-2 / (Rто-2.h2), (2.44)
Результаты расчета ритма поста, такта
поста, количества постов для обеих приведенных марок автомобилей сведены в
таблицу 2.17.
Примем количество рабочих на постах ТО – 3
человека.
При малой трудоемкости работ по
диагностике принимаем выполнение данных работ на универсальных постах ТО с помощью
соответствующего переносного оборудования.
Таблица 2.17 – Расчет количества постов зон
обслуживания
|
Зона
|
ЗИЛ-431410
|
КамАЗ-53212
|
|
|
V,
мин
|
R,
мин
|
Х
расчетное
|
V,
мин
|
R,
мин
|
Х
расчетное
|
Х
принято
|
|
ТО-1
|
118,64
|
320
|
0,37
|
300
|
204
|
0,68
|
1
|
|
ТО-2
|
446
|
960
|
0,46
|
648
|
800
|
0,81
|
1
|
|
|
|
|
|
|
|
|
|
Количество постов ТР определяется по формуле:
 ,
(2.45)
,
(2.45)
где ТГтр – суммарная
трудоемкость работ, выполняемых на постах ТР,
чел.-ч.;
Рптр – количество рабочих на посту;
hтр–коэффициент
использования рабочего времени поста для двухсменной работы;
jтр–коэффициент,
учитывающий неравномерность поступления автомобилей в зону ТР для универсальных
постов.
 .
.
На всех постах производится обслуживание
автомобилей обеих групп: с дизельной и бензиновой системой питания, грузовых
автомобилей и автобусов.
В расчете числа постов не рассчитываются
посты ЕО, т.к. участок УМР находится в отдельном боксе на территории
предприятия. Ежедневное обслуживание выполняется на местах стоянки автомобилей.
Площадь зон Fзi, м2,
ориентировочно рассчитывают по формуле:
Fзi= La×Ba×Xi×Ко,
(2.46)
где
La, Ba – длина и ширина автомобиля, м, примем для расчетов
габаритные размеры автомобиля КАМАЗ-53212:
La=
8,53м, Ba=2,5 м;
Xi –
число постов в зоне;
Ко – коэффициент плотности расстановки постов;
Ко = 6 – при обслуживании на универсальных постах.
Расчет площадей зон приведен в таблице 3.18.
Таблица 2.18 – Расчет площадей
|
Зона
|
Количество постов
|
Площадь зоны, м2
|
|
ТО-1
|
1
|
128
|
|
ТО-2
|
1
|
128
|
|
ТР
|
3
|
384
|
|
Итого:
|
5
|
640
|
Площади производственных цехов Fцi, м2, рассчитывают по удельной площади на одного
производственного рабочего из числа одновременно работающих в цехе:
Fцi = ¦1 + ¦2
× (Рт
– 1), (2.47)
где ¦1, ¦2 – соответственно, удельная площадь на
первого рабочего и на каждого последующего, м2, [4];
Рт – число технологически необходимых рабочих, одновременно работающих в
наиболее многочисленной смене, чел.Рт следует принимать без учета совмещения профессий,
т.е. каждая доля единицы принимается за единицу, так как при совмещении одним
рабочим нескольких работ ему необходимо рабочее место по каждой из них. Данные расчета
заносятся в таблицу 2.19.
Таблица 2.19– Расчет площадей
производственных цехов и участков
|
Наименование цеха
|
Рт,
чел.
|
Площадь, м2
|
|
¦1
|
¦2
|
Расчетная Fц
|
|
Агрегатный цех
|
2
|
22
|
14
|
36
|
|
Электротехнический участок
|
1
|
15
|
9
|
15
|
|
Шинный участок
|
1
|
18
|
15
|
18
|
|
Тепловой участок
|
1
|
30
|
15
|
30
|
|
Слесарно-механический цех
|
1
|
18
|
12
|
30
|
|
Цех мойки агрегатов
|
1
|
21
|
15
|
21
|
|
ОГМ
|
1
|
18
|
12
|
18
|
|
Всего:
|
|
|
|
168
|
2.9 Подбор технологического оборудования
шиноремонтногоучастка.
Целью планировки
шиномонтажного цеха является подготовка чертежей для монтажа и расстановки
технологического оборудования и оргоснастки.
В качестве
борторасширителя было предложено нестандартное оборудование. Данный
нестандартный стенд во многом облегчает и автоматизирует осмотр поврежденной
шины. Стенд расположен в центральной части помещения. К стенду имеется подвод
сжатого воздуха и электричества.
В центральной части
шиномонтажного цеха расположен стенд для монтажа-демонтажа Ш-515 Е.
В левом углу шиномонтажного цеха
расположена ванна для проверки камер и моечная установка для шин, к ним
имеется подвод холодной воды и подвод в канализацию. В периметре цеха
находится тележка, для удобства транспортировки шин.Перечень технологического оборудования
и оргоснастки для шиноремонтного цеха представим в виде таблицы 2.20, где
укажем наименование оборудования, и примерную площадь в плане, занимаемую им.
Таблица 2.20 – Перечень
технологического и вспомогательного оборудования шиноремонтного цеха.
|
Наименование
оборудования
|
Кол-во оборудования
|
Тип или модель
|
Краткая техническая
характеристика и габаритные размеры
|
Площадь, м2
|
|
|
|
|
На единицу оборудования
|
Общая
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Технологическое оборудование
|
|
Борторасширитель
|
1
|
Не
Стандарт.
|
758x1000x1457
|
0,7
|
0,7
|
|
Вулканизатор
|
1
|
6140
|
405x350x630
|
0,1
|
0,1
|
|
Стенд для демонтажа шин
|
1
|
Ш 515 Е
|
2100x1540x1860
|
3,1
|
3,1
|
|
Установка для мойки
колес стационарная, щеточная
|
1
|
KART Wulkan
500
|
1660х1380х1655
|
2,3
|
2,3
|
|
Приспособления и инструменты
|
|
Набор инструментов для
шиномонтажника
|
1
|
6209
|
-
|
-
|
-
|
|
Организационная оснастка
|
|
Клеть для накачки шин
|
1
|
Не стандарт.
|
660x1600
|
0,96
|
0,96
|
|
Верстак слесарный
|
1
|
|
800x1400
|
1,12
|
12
|
|
Ларь для отходов
|
1
|
Не стандарт.
|
500x356
|
0,17
|
0,17
|
|
Настенная
вешалка для камер
|
1
|
-
|
-
|
-
|
|
Ванна для проверки
камер
|
1
|
Не стандарт.
|
Ø950
|
3
|
3
|
|
Тележка крановая
|
1
|
ПТ032
|
931х1540
|
1,35
|
1,35
|
|
Итого
|
11
|
|
|
13,5
|
13,5
|
По данным таблицы 2.20 общая площадь
оборудования в плане составит
Fоб = 13,05 м2.
Определяем общую площадь
участка.
 , (2.48)
, (2.48)
где Fобщ – общая площадь шиноремонтного
участка, м;
Fоб – площадь оборудования в плане, м2;
КПЛ –
коэффициент плотности оборудования, КПЛ = 4.
Fобщ = 13,05 ∙ 4 = 54 м2.
По планировке площадь
участка составляет
Fу= 54 м2.
Основываясь на проведенных расчетах в
данном разделе можно переходить к разработке планировочного решения
шиноремонтногоучастка.
По результатам анализа
состояния производственной деятельности предприятия можно сделать следующие
выводы:
1) предприятие имеет
производственные мощности, позволяющие производить в необходимом объеме ТО и Р
штатного подвижного состава;
2) производственные
подразделения предприятия оснащены необходимым оборудованием для поддержания
подвижного состава в рабочем состояния, однако технический уровень оборудования
недостаточный. В значительных объемах преобладает ручной труд, низкая
механизация производственных процессов, все это говорит о необходимости
внедрения новых технологий и оборудования (в том числе нестандартного) для повышения
качества труда. Необходимо разработать борторасширитель ,внедрить в цех
моечную установку для шин и крановую тележку, что позволит значительно повысить
эффективность работ в шинном цехе;
3) имеющиеся
площади производственных помещений позволяют произвести рациональную
перепланировку с целью повышения эффективности производственных процессов и
производительности труда.
Целью дипломного проекта является
повышение эффективности работы предприятия за счет снижения расходов на шины в
МУП «Специализированное дорожное предприятие».
Для реализации поставленной цели
необходимо решить следующие задачи:
1) Выполнить технологический расчет
ремонтной службы и шинного цеха;
2) Скорректировать комплект
технологического оборудования шинного цеха и разработать его новое
планировочное решение;
3) Разработать конструкцию
борторасширителя;
4) Разработать технологический
процесс ремонта шин с применением
внедряемого оборудования;
5) Оценка эффективности проектных
решений.
3 Организация шинных работ
3.1 Общие сведения об организации работ
Под организацией труда
следует понимать систему организационно-технических мероприятий, направленных
на совершенствование метода и условий труда на основе новейших достижений
культуры, техники и науки, обеспечивающих повышение производительности труда.
Главной задачей при
планировании рабочего места является рациональное размещение оборудования,
приспособлений, инструмента, исключение потери времени. Большое значение в
интенсификации труда приобретает применение средств механизации и автоматизации
в сочетании с организацией труда и экономической эффективностью применяемых
средств.
Основой организации
процессов является разделение труда и его кооперация. Разделение труда
обуславливает специализацию рабочих, что является важнейшим фактором повышения
производительности труда. Кооперация представляет с собой такую
форму организации трудового процесса, когда в результате разделения труда отдельные
операции, выполняемые определенными рабочими, требуют взаимной увязки в процессе
всего производства.
Оценку условий труда
производят по показателям температуры, скорости движения воздуха и освещенности
в помещениях производства. Научно обоснованная окраска оборудования и помещения
способствует повышению производительности труда до 20 %, сокращению травматизма
на 35 … 40 % и снижению брака на производстве в два раза.
Составной частью
организации труда являются вопросы технического нормирования, материального
стимулирования, поощрения трудовой активности и творческой инициативы
работников предприятия.
Организация
эксплуатации, технического обслуживания и ремонта автомобильных шин в
автотранспортных предприятиях с целью их более эффективного использования и
продления срока службы должна осуществляться в соответствии со следующими
нормативно-техническими, документами:
"Правила
эксплуатации автомобильных шин" (М., Химия, 1983 г)
"Типовые технологические карты
шиномонтажных работ и технического обслуживания автомобильных шин"(М.
ЦБНТИ, 1985);
"Инструкция по ремонту
автомобильных шин в условиях автотранспортных предприятий" (М., ЦБНТИ,
1989 г.);
"Методические указания по
статической балансировке колес грузовых автомобилей и автобусов"(М.,
ЦБНТИ, 1982);
"Руководство по организации и
технологии централизованного ремонта местных повреждений автомобильных
шин" (М., ЦБНТИ, 1984 г).
Все работы по
техническому обслуживанию шин (проверка технического состояния шин, ободьев,
замочных и бортовых колец, камер, вентилей, золотников и при необходимости их
замена или отправка в ремонт, замер и доведение до нормы давления воздуха в
шинах) должны производиться на соответствующих постах технического обслуживания
автомобилей (ЕО, ТО-1 и ТО-2).
Монтаж и демонтаж шин
в автотранспортных предприятиях должен выполняться только в шиномонтажном
отделении. Шиномонтажные отделения должны быть созданы в каждом
автотранспортном предприятии. Рядом с шиномонтажным отделением рекомендуется
располагать пост смены колес.
Ремонт местных
повреждений шин и камер следует осуществлять в шиноремонтных отделениях,
организованных в автотранспортных предприятиях, или на централизованных
шиноремонтных участках, созданных для обслуживания ряда близлежащих автотранспортных
предприятий. При расположении автотранспортных предприятий в непосредственной
близости от шиноремонтного завода ремонт местных повреждений шин можно
производить на этом заводе.
Площади шиномонтажного
и шиноремонтного отделений определяются в зависимости от площади, занятой
оборудованием, и коэффициента плотности расстановки оборудования, который для
шиномонтажного отделения равен 4,0-4,5, а для шиноремонтного – 3,5-4,0.
Помещения
шиномонтажных и шиноремонтных отделений должны отвечать следующим требованиям;
- наружные выходы из помещений должны
быть снабжены тамбурами с дверями, открывающимися наружу;
- полы в помещениях должны быть
чистыми, ровными, плотными и иметь покрытие с гладкой не скользкой поверхностью
удобной для чистки, не иметь порогов. В помещениях с холодными полами на
рабочих местах следует установить деревянные настилы.
- нормы температуры, относительной
влажности и скорости движения воздуха в рабочей зоне производственных
помещений, предельно допустимые концентрации вредных веществ в воздухе рабочей
зоны следует принимать по ГОСТ 12.1.005-76 "Воздух рабочей зоны. Общие
санитарно-гигиенические требования";
- освещенность искусственным светом,
независимо от характеристики фона и контраста объекта с фоном, должна быть не
менее:
а) для газоразрядных ламп – 100 лк;
б) для ламп накаливания – 50 лк;
Шиномонтажное и
шиноремонтное отделения по взрывной и пожарной опасности относятся к категории
производства В, хранение материалов в отделениях допускается с температурой
вспышки паров свыше 61°С.
При устройстве
электрооборудования в отделениях следует предусматривать:
- применение электрических
светильников в закрытом исполнении;
- выполнение электропроводок в
защищенном исполнении.
3.2 Ремонт шин
Перечень и
последовательность выполнения основных операций технологического процесса
ремонта местных повреждений шин в шиноремонтном отделении приведены ниже.
Пригодность шин для
ремонта местных повреждений и виды ремонта определяют в соответствии с
техническими условиями ТУ 38 10452-77 "Покрышки и бескамерные шины,
пригодные для ремонта местных повреждений". Эти технические условия распространяются
на покрышки и бескамерные шины диагональной и радиальной конструкции для
легковых и грузовых автомобилей и автобусов.
Перечень и
последовательность выполнения, основных операций технологического процесса в
шиномонтажном отделении приведены ниже.
Автомобиль подается в зону поста,
вывешивается на подъемнике модели П151. Гайки крепления колес отвертываются
гайковертом модели И-318, колеса транспортируются в шиномонтажное отделение на
тележке модели ПТ032.
Принятые в отделение
колеса в сборе, шины, ободья должны быть чистыми и сухими.
Колеса в сборе, шины и ободья
помещаются на стеллажи, камеры и ободные ленты – на вешалки.
Демонтаж и монтаж шин
автобусов выполняется на стендах модели Ш515 . Стенд модели Ш515
предусматривает демонтаж и монтаж бескамерных шин с глубоких
цельнопрофилированных ободьев.
Определение технического состояния
шин производится путем осмотра с применением ручного пневматического
борторасширителя модели Ш202. Шины обязательно осматриваются снаружи и изнутри.
Камеры проверяются на
герметичность в ванне собственного изготовления. Герметичность вентилей камер с
ввернутыми золотниками проверяется мыльной водой, наносимой на отверстие
вентиля.
Контрольный осмотр
ободьев, замочных и бортовых колец производится для выявления трещин, вмятин и
других дефектов, очистка ободьев, замочных и бортовых колец от ржавчины
производится металлической щеткой. Окрашиваются ободья и кольца в малярном цехе
автотранспортного предприятия.
Для перевозки колес и
шин в пределах предприятия применяется тележка ПТ-032.
Накачиваются шины до
требуемого давления при помощи воздухораздаточных колонок моделей С411 или
С411-01 (настенный вариант) или наконечника с манометром модели 458-MI с
пределом измерения до 4 МПа, а также наконечника с манометром модели 458-М2 с пределом
измерения до 10 МПа.
При накачке шин
предусматривается обязательное применение предохранительной клети для
обеспечения безопасности.
Статическая балансировка колес в
сборе производится на стенде модели К126 с горизонтальным расположением колеса
или приспособлениями с вертикальным расположением колеса, разработанных НИИАТ.
Снабжение сжатым
воздухом централизованное от компрессорной автотранспортного предприятия.
Давление воздуха в магистрали – 9-10 кгс/см2.
Для шероховки камер
применяется станок точильный двухсторонний (332Б), для вулканизации –
электровулканизатор для ремонта камер, изготовления пяток вентилей и при вулканизации
их к камере модели Ш 113.
В зависимости от
характера и размеров местных повреждений шин установлены два вида ремонта.
Поступившие в ремонт
шины тщательно осматривают с наружной и внутренней стороны с использованием
спредера модели 6184М или ручного борторасширителя модели Ш202, выявляя
посредством щупа наличие повреждений и определяя линейкой их размеры.
После осмотра
пригодные для ремонта шины тщательно очищают от посторонних включений (осколков
стекла, камней, гвоздей, шипов противоскольжения в зоне повреждений и др.) и
грязи.
Удаление грязи
производят в установке для мойки колес и шин модели М-218 или струей воды из
шланга с применением жесткой щетки.
После мойки шины
подвергают сушке в сушильной камере при температуре 40-60°С в течение 2 ч.
При необходимости
снятия шин с эксплуатации принимается решение о направлении их в ремонт для
устранения местных повреждений, на восстановление наложением нового протектора,
на углубление рисунка протектора нарезкой, сдаче в утиль или на рекламацию.
Ремонту местных
повреждений подлежат шины, имеющие местные повреждения, размеры которых не
превышают величин, установленных ОСТ 200-001-95 "Покрышки и бескамерные
шины, пригодные для ремонта местных повреждений".
Качество и
послеремонтный пробег шин, прошедших ремонт местных повреждений, должны
соответствовать требованиям ОСТ 200-002-95 "Покрышки и бескамерные шины,
прошедшие ремонт местных повреждений".
Для обеспечения
безопасности дорожного движения углубление рисунка протектора нарезкой
выполняется на грузовых, автобусных и троллейбусных шинах по ТУ 38.404202-95
"Покрышки пневматических шин и бескамерные шины для грузовых автотранспортных
средств, восстановленные способом нарезания рисунка протектора".
Восстановлению
наложением нового протектора подлежат шины, имеющие предельный износ рисунка
протектора и повреждения, не превышающие размеров, установленных ОСТ
38-47-171-95 "Покрышки пневматических автомобильных шин и бескамерные
автомобильные шины, пригодные к восстановлению наложением нового
протектора".
Качество и
работоспособность шин, восстановленных наложением нового протектора, должны
соответствовать требованиям ОСТ 38-47-170-95 "Покрышки пневматических
автомобильных шин и бескамерные автомобильные шины, восстановленные наложением
нового протектора".
-Бескамерные шины, утратившие
герметичность, при ремонте местных повреждений или при восстановлении
наложением нового протектора эксплуатируются с камерами.
Списанию в утиль
подлежат шины, имеющие разрушения, не подлежащие местному ремонту,
восстановлению наложением нового протектора, а также отклоненные
рекламационными комиссиями организаций, которым направлялись шины в рекламацию,
или по заключению автотранспортного предприятия.
Сквозные и несквозные
повреждения размером до 15 мм по протектору или боковине шин, а также проколы
бескамерных шин с металлокордом в брекере и каркасе размером до 10 мм и
герметизирующего слоя до 40 мм заделывают без вырезки поврежденного участка с
применением средств автоаптечек в соответствии с приложенными к ним
инструкциями – "холодным способом" вулканизации.
Повреждения большего
размера ремонтируются с использованием "горячего способа"
вулканизации.
Вырезку и обработку повреждений шин
при ремонте "горячим способом" вулканизации производят при помощи
специального набора инструмента и приспособлений шиноремонтника для обработки
местных повреждений шин с металлокордом модели Ш-308.
После заделки
повреждений шины направляются на вулканизацию. Вулканизацию
шин производят в универсальных, вулканизаторах (мульдах) с электромасляным
подогревом. При несквозных наружных повреждениях вулканизацию можно производить
на электровулканизационных аппаратах. Во всех случаях температура
вулканизации должна быть в пределах 150±5оС. Способы вырезки, обработки повреждений
шин, изготовления пластырей, подготовка материалов для ремонта, а также режимы
вулканизации приведены в "Инструкции по ремонту автомобильных шин в условиях
автотранспортных предприятий".
После вулканизации
покрышки подвергаются отделке, которая сводится к удалению наплывов резины,
неровностей и заусенцев на отремонтированных участках с помощью ножа и
абразивного круга.
3.3 Ремонт камер
В зависимости от
характера износа или повреждений различают следующие основные виды ремонта
камер: «холодная» или «горячая» вулканизация небольших повреждений камер;
ремонт путем наложения заплат при проколах и разрывах, имеющих длину не более
500 мм и ширину до 50 мм; ремонт со стыковкой при повреждениях, требующих
склеивания стенок камеры по всему сечению поперечного профиля (одинарная
стыковка), или замены целой части камеры секторной вставки (двойная стыковка);
ремонт или замена вентилей.
Непригодными к
ремонту считают камеры при наличии в них хотя бы одного из следующих
повреждений: разрушенная химическими веществами (нефтепродуктами, маслами и т.
д.) резина на большей части поверхности; поврежденная в результате старения
(затвердевшая, трескающаяся при изгибе) резина; резина, имеющая кольцевые порезы,
трещины и ссадины вследствие работы шины с полностью выпущенным воздухом;
разрывы длиной более 500 мм и шириной более 50 мм.
Вследствие
нерастяжимости брекера требуется более точное соответствие профиля
подготовленной к вулканизации радиальной покрышки пресс-форме, чем при вулканизации
диагональных покрышек. Давление при вулканизации радиальных покрышек
должно быть больше (например, для шин 260R-508 не менее 1,7-2,0 МПа). Рекомендуется
специальный режим вулканизации: при закладывании шины температура нижней
половины пресс-формы 100-110°С, усиленное охлаждение варочной камеры после вулканизации (20-30 мин при
общей продолжительности вулканизации 60 мин).
3.4 Нормы пробега шин
Учет работы шин на АТП
осуществляется по «Карточке учета работы шины», которая заводится на каждую
шину. В нее заносят основные данные о шине и автомобиле, на который она
установлена. Кроме того, отмечаются месячный пробег шины, дата установки и
снятия ее с автомобиля. После исчерпания ресурса записывают причину снятия
шины, а также сравнивают ее фактический пробег с нормой эксплуатационного пробега.
Нормы пробега новых,
восстановленных и прошедших ремонт местных повреждений шин определяются
соответствующими стандартами и гарантируются заводами-изготовителями или
шиноремонтными заводами.
При выходе шин из
эксплуатации (новых, восстановленных и отремонтированных) ранее гарантийной
нормы комиссия АТП по снятию шин с эксплуатации устанавливает причину
преждевременного выхода шин из строя. Если это произошло по заводским причинам,
комиссия составляет акт-рекламацию. Покрышка, подлежащая рекламации,
направляется на завод-изготовитель или шиноремонтный завод вместе с карточкой
учета работы шины и рекламационным актом.
При выходе шины из
строя ранее установленного срока комиссия составляет заключение, в котором
указываются обозначение шины, фактический ее пробег, техническое состояние,
условия эксплуатации, причина отказа шины, предложения о возможности сдачи ее в
ремонт, на восстановление или о списании.
3.5 Общая технологическая схема ремонта колес

Рисунок 3.1- Схема выполняемых работ
по ремонту шин
5 Разработка
технологического процесса ремонта шин
5.1 Общее описание технологического
процесса и применяемых материалов.
Пневматическая шина
состоит из покрышки, камеры и ободной ленты. Главной и наиболее сложной частью
шины является покрышка, которая защищает камеру от повреждения и обеспечивает хорошее
сцепление колеса с дорогой. Основными материалами, идущими на изготовление
покрышки, являются резина и специальная ткань (корд) из очень прочных
продольных нитей (основы) и разреженных поперечных нитей (утка).
Покрышка состоит из каркаса, беговой дорожки (протектора), боковой и бортовой
частей. Каркас изготовлен из нескольких слоев ткани (корд) с резиновыми прослойками
между ними. В покрышках диагонального построения нити корда расположены под
углом друг к другу. Вдоль окружности по беговой части проложен протекторный
слой из прочной износостойкой резины. Для хорошего зацепления колес с дорогой
по поверхности протектора сделаны углубления, образующие протекторный рисунок.
Форма рисунка определяется условиями работы автомобиля. Для хороших дорог
применяют шины с мелким дорожным рисунком, а для плохих дорог и бездорожья — с
крупным направленным рисунком. По статистическим данным около 74% шин грузовых
автомобилей снимают с эксплуатации в следствии износа протектора, около 20%
из-за механических повреждений и 5% в результате разрыва каркаса. Ресурс шин
недоиспользуется на 10-15 %.При своевременном ремонте значительную часть
повреждённых шин удастся вернуть в эксплуатацию, продлить их ресурс сократить
расходы на шины. Поэтому разработка технологических процессов ремонта колёс и
шин актуальна.
Перед
ремонтом покрышку следует очистить от грязи и просушить
·
Обследовать шину на возможные скрытые повреждения
·
Всегда проверять шину на целесообразность ремонта, учитывая условия
эксплуатации и размер неремонтируемой зоны

Рисунок 5.1- не ремонтируемая зона
Неремонтируемая
зона, по рекомендациям всех основных производителей, составляет:
|
Неремонтируемая
зона, по рекомендациям всех основных производителей, составляет:
|
Для радиальных шин
|
|
Размер покрышки (дюймы)
|
Неремонтируемая зона
|
|
Легковые
|
40 мм
|
|
Легкие грузовики
|
60 мм
|
|
Пассажирский
|
60 мм
|
|
Грузовые 7,5 - 16
|
75 мм
|
|
17,5 - 23,5
|
90 мм
|
|
24-29,5
|
125 мм
|
|
30-33,5
|
150 мм
|
|
36-50,5
|
190 мм
|
Для диагональных шин
|
|
7 - 8,75
|
80 мм
|
|
9-14
|
100 мм
|
|
16-18
|
125 мм
|
|
21-29,5
|
150 мм
|
|
Измерение неремонтируемой
зоны производится от края борта вниз по внутренней стороне покрышки.
В современной мировой практике
наиболее широко применяются два метода:
1. одноэтапный
метод при котором вулканизация наружного повреждения происходит одновременно с
установленным пластырем. В этом случае процессы химической и термической
вулканизации идут одновременно при нагревании под давлением.
2. двухэтапный метод, при котором
сначала производится косметический ремонт повреждения, а затем холодным
способом устанавливается пластырь, и вулканизация идет при низкой температуре
без дополнительного прижима.
Тяжелые условия, в которых работают шины на
российских дорогах, повышают требования к надежности ремонта, поэтому
предлагаю подробное описание метода ремонта шин по одноэтапной технологии:
Его достоинствами являются абсолютная
надежность, сжатые сроки ремонта, низкая себестоимость, и несложная технология,
понятная даже начинающим ремонтникам. Для наглядности перечислим некоторые
преимущества одноэтапного метода:
1.Время одноэтапного ремонта легковых шин
составляет 40 мин. (при двухэтапном методе время полной химической вулканизации
пластыря при температуре 20° составляет не менее 70 часов).
2.При прогреве под давлением происходит полное
вытеснение воздуха из-под пластыря, химический слой равномерно заполняет
неровности, остающиеся после механической зачистки. Соединение клея-активатора
с адгезивным слоем пластырем происходит по всей поверхности и приобретает
высокую прочность при плотном контакте с клеем.
3.При тепловом обжиме
прощаются ошибки с плохим обезжириванием поверхности, нейтрализуются следы
старения химического слоя, появляющиеся при длительном и неправильном хранении
пластырей, а так же следы от возможного касания руками.
4.Можно использовать клея
различных производителей и на место ремонта достаточно наносить один слой клея,
т.к. при нагревании под давлением его активность резко возрастает.
5.Это повышает прочность связи пластыря с покрышкой
на 20–40 процентов и позволяет с высокой надежностью ремонтировать повреждения
больших размеров, чем при «холодном» способе.
Все перечисленное позволяет рекомендовать этот
метод как наиболее простой и надежный для применения во всех регионах России.
Хочется отметить несколько распространенных
ошибок, допускаемых рабочими, не имеющими соответствующей технической
информации.
1.Зачистку покрышки следует производить
абразивным камнем при оборотах до 2500, и металлической фрезой с оборотами до
22000, иначе резина плавиться и теряет свои свойства.
2.Обезжиривать ремонтируемую поверхность надо
специальной жидкостью или ацетоном. При использовании бензина на поверхности
остается пленка из присадок, ухудщающих клейкость ремонтных материалов.
3.Химический клей следует наносить ровным
слоем, чтобы высыхание шло равномерно.
4.Хранить клей необходимо в герметичной
упаковке, т.к. при высыхании улетучивается активное вещество, отвечающее за
разрыхление верхнего слоя резины, в результате чего загустевший клей имеет
меньшую глубину проникновения в ремонтируемую поверхность.
5.Чрезмерное разбавление клея приводит к
выпадению в осадок его тяжелых компонентов, и клей перестает работать.
6.У каждого вида клея надо найти свой режим
сушки. Некоторые клея надо чуть недосушивать, эту операцию легче контролировать
при использовании фена, сокращающего весь процесс сушки до нескольких секунд.
7.Ведущие производители ремонтных материалов
называют температуру хранения расходников 18°. При несоблюдении этого режима
возможны старение и подвулканизация химического слоя.
8.Для
материалов ROSSVIK можно применять клея разных производителей. Мы провели
испытания на совместимость и можем рекомендовать к применению клея ROSSVIK,
Maruni, TECH, Tip-Top.
Основные виды повреждений:
Прокол — мелкое повреждение с потерей
герметичности шины. Если:
- после извлечения инородного предмета (небольшого гвоздя или
куска проволоки) края отверстия сходятся и прокол практически незаметен,
небольшое повреждение корда возможно;
- отверстие видно после удаления причины прокола (куска
арматуры или болта), корд в каркасе или брекере наверняка порван.
Порез (пробой) — крупное повреждение с
потерей герметичности и обрывом нитей корда— результат наезда на острый и
крупный металлический предмет, а также на битое стекло, бордюр тротуара и т.д.

Рисунок
5.2- Внешний вид пореза (пробоя).
От размеров и расположения прокола или пореза
зависят возможность и способ ремонта шины.
Вздутие на поверхности шины (так называемая
"грыжа") возникает по двум основным причинам:
- из-за отслоения наружного слоя резины от неповрежденного
корда.
У бескамерной шины образовавшуюся полость заполняет воздух
через дефекты герметизирующего слоя. Способов восстановления первоначальных
свойств шины нет;
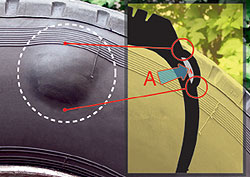
Рисунок 5.3-
"Грыжа" из-за расслоения корда и резины:
А — воздух из шины.
- из-за разрыва нитей
в каркасе. Очень сложно определить точное место их повреждения и,
соответственно, ремонта. Кроме того, если колесо некоторое время
эксплуатировать с таким дефектом, может нарушиться связь отдельных нитей
каркаса между собой и с резиной шины. Поэтому ремонт не гарантирует полного
возврата шине всех ее изначальных качеств.

Рисунок
5.4- "Грыжа" из-за разрыва корда.
Нарушение геометрии шины может быть без потери
герметичности и происходит из-за повреждения корда или бортового кольца, как
правило, вследствие заводского дефекта, неправильных шиномонтажных работ или
нарушения правил эксплуатации, например перегрузки шины, слишком высокого
давления в ней, наезда на бордюрный камень, движения на высокой скорости по плохой
дороге и т.д. Восстановление первоначальных свойств "кривой" шины
практически невозможно.
Внешние признаки нарушения геометрии:
- изменение формы
беговой дорожки ("восьмерка");
- выход нитей корда наружу или внутрь
шины ;

Рисунок 5.5-
Выход нитей металлокорда.
- деформация в области бортового кольца .

Рисунок 5.6-
Деформация борта:
а
— внешний вид;
б
— рентгенограмма бортового кольца.
Ремонт шин.
Способы
ремонта и виды применяемых материалов зависят от типа повреждения . Поскольку
определить его размеры и вид удается только после осмотра шины как снаружи,
так и изнутри, желательно снять ее с обода.

Рисунок
5.7- Определение размеров повреждения.
При любом выбранном способе ремонта
необходимо:
- уточнить и разметить место повреждения снаружи и внутри
шины (если она снята с обода);
- удалить инородный предмет;
- очистить поверхность вокруг повреждения — специальными
жидкостью и скребком, входящими в некоторые ремкомплекты, или абразивным
инструментом, щеткой, а затем — обезжирить. Любые загрязнения снижают
надежность герметизации.

Рисунок 5.8-
Разметка места повреждения и удаление инородного предмета.

Рисунок 5.9
Скребок для зачистки.
Способы
ремонта:
Ремонт без разбортирования шины специалисты
считают временным (упрощенным, дорожным) и рекомендуют позже окончательно
отремонтировать шину, сняв ее с обода. Этот вид ремонта помогает завершить
поездку, когда нет инструмента (домкрата, баллонного ключа) или запаски,
недостаточно времени или неподходящие условия для ее установки, например очень
грязно, а также если не удается снять "пустое" колесо из-за дефекта
его крепежа.
Для ремонта применяют:
- герметики. Их вводят через вентиль после повреждения колеса
или заблаговременно в исправную шину. Они способны заделать небольшое отверстие
на беговой дорожке, а также мелкий прокол в боковине или плечевой зоне.
Герметики расфасовывают в пластиковые флаконы (в них нет избыточного давления)
или в металлические баллончики со сжатым газом. Особенности герметиков, а
также инструкция по их применению, должны быть приведены на упаковке (см.
вариант инструкции). В любом случае перед началом движения необходимо довести
давление в шине до нормы. Затем, после небольшого пробега, полезно проверить ее
герметичность и проконтролировать давление;
- жгуты или вставки.
Их устанавливают в прокол снаружи шины. Вместе с необходимым инструментом и
клеем они входят в имеющиеся в продаже ремонтные наборы. Скомплектовать такую
"аптечку" можно и самостоятельно. В
ней как минимум должны быть: инструмент для обработки отверстия, жгуты или вставки,
шило для их установки и клей.

Рисунок
5.10- Наборы для ремонта шин.

Рисунок
5.11- Инструмент для подготовки отверстия.

Рисунок
5.12- Вариант возимой "аптечки" для бескамерных шин.
Ремонт с разбортированием шины без горячей
вулканизации оправдан только при проколах на беговой дорожке.
Бескамерные шины. Небольшие проколы можно
заклеить изнутри универсальной заплатой.
Повреждения, после обработки которых остается
отверстие до 6 мм в диаметре, ремонтируют:
- грибком, если ось
отверстия приблизительно перпендикулярна поверхности беговой дорожки;

Рисунок
5.13- Ремонт грибком.
- ножкой — при углах
наклона более 25° — сначала заделывают канал отверстия, а затем изнутри
наклеивают универсальную заплату.

Рисунок
5.14- Ремонт ножкой
Камерные шины при их ремонте необходимо восстановить герметичность камеры
соответствующей заплатой, а кроме того ликвидировать отверстие в покрышке, даже
если внешне ее корд не пострадал. Это нужно, чтобы к нему не попадала влага и
не разрушала его, а также для усиления каркаса.

Рисунок 5.15-
Корд, разрушенный ржавчиной.
Камеру
с поврежденным вентилем ремонтируют, приклеивая в другом месте специальный
ремонтный вентиль.
В
шиномонтажной мастерской, помимо перечисленных видов, делают горячий ремонт при
проколах в плечевой зоне, боковине и при крупных повреждениях беговой дорожки,
а также работы, для которых нужны специальный инструмент и приспособления
(буры, кусачки, шарошки, дрели с разной скоростью вращения и т.д.).
Виды
ремонтных материалов:
Изготовители
ремонтных материалов, как правило, указывают возможность применения своей
продукции в зависимости от:
- вида, места и
размера повреждения;
- размерности и
максимальной скорости эксплуатации шины, допускаемой ее производителем.
Сырая
резина — пластичная масса черного цвета, которую необходимо нагревать при
ремонте. Поэтому его называют горячим. При температуре приблизительно 140-150°С
происходит вулканизация. Смесь нагревают вулканизаторами. Они бывают различных
конструкций, но в настоящее время наиболее распространены электрические.

Рисунок 5.16-
Сырая резина.
Вулканизация
была самым распространенным видом наружного ремонта шин и камер. Но для нее
нужен вулканизатор, кроме того, этот способ трудоемкий и требует навыка —
перегревом можно повредить как шину или камеру, так и заплату.
Сейчас
вулканизацию применяют в основном для ремонта шин, когда иные способы
неэффективны. Она восстанавливает их внешний вид и перекрывает доступ влаги к
нитям корда. Если он поврежден, внутри шины для восстановления прочности дополнительно
ставят армированную заплату.
Заплаты
изготавливают разных размеров, из резины. Они бывают двух основных типов — без
упрочняющего корда и армированные.
Заплаты
без корда . Их сторона, предназначенная для соединения с ремонтируемым
участком, покрыта особым клеевым слоем. При нанесении на нее специального состава
происходит холодная вулканизация.

Рисунок 5.17-Неармированные
заплаты:
а — универсальные;
б — камерные.
Заплаты
подразделяют на:
- универсальные — для
восстановления изнутри шины ее герметичности, а также жесткости каркаса при
небольшом его повреждении;
- камерные — в отличие
от универсальных, после наклеивания могут растягиваться вместе с камерой.
Армированные
заплаты внутри упрочнены кордом. Их иногда называют армированным пластырем или
кордовой заплатой. Предназначены для восстановления изнутри шины ее прочности и
жесткости после обрыва нитей корда. Можно применять как при сквозных дырах, так
и в случаях повреждений без потери герметичности. Одна из сторон такой заплаты
покрыта слоем для холодной вулканизации.

Рисунок 5.18-
Армированные заплаты.
Ножка
имеет цилиндрическую форму, изготовлена из резины. Применяют ее изнутри шины,
как правило, ремонтируя беговую дорожку. В остальных частях шины резина тоньше,
и надежно закрепить ножку невозможно. Снаружи она покрыта слоем холодной
вулканизации. Для облегчения установки в отверстие один ее конец может быть
специального профиля или иметь металлический наконечник. Диаметры ножек, как правило,
от 6 мм и более.

Рисунок 5.19-
Ножки и инструмент для их установки.
Грибок
(разных размеров) тоже изготавливают из резины. Он представляет собой как бы
соединенные вместе ножку и универсальную заплату. Устанавливают его изнутри
шины. Удобен для устранения мелких повреждений, когда отверстие от инородного
предмета отклонено от вертикали на угол не более 25°, то есть почти перпендикулярно
к поверхности шины. Также покрыт слоем для холодной вулканизации.

Рисунок 5.20-
Грибки.
Жгут
или вставка бывают следующих основных типов:
- резиновые жгуты и
вставки с наружным слоем для холодной вулканизации . Если ими успешно
(герметично) отремонтированы повреждения беговой дорожки, позже их можно не
удалять, а после разборки колеса лишь обрезать внутри выступающую часть и наклеить
усиливающую заплату. Некоторые жгуты могут быть упрочнены нитями, чтобы не
рвались при установке;

Рисунок
5.21- Жгуты с внешним слоем для холодной вулканизации.

Рисунок 5.22-
Вставки.
- волокнистые по
структуре жгуты пропитаны клеевым составом. На них нет слоя для холодной
вулканизации. Шина, отремонтированная таким способом, при длительной эксплуатации
может разгерметизироваться. В результате упадет давление, влага попадет к корду
и постепенно его разрушит. Поэтому, вернувшись в гараж после дорожного ремонта,
желательно разбортировать колесо и заменить волокнистый жгут более надежными
материалами.

Рисунок 5.23-
Жгуты, пропитанные клеевым составом.
Жгут
проще вставить в небольшое отверстие, чем вставку, но ее считают надежней,
особенно при более крупных повреждениях. Однако для монтажа вставки желательна
более тщательная подготовка отверстия, кроме того может дополнительно потребоваться
специальный инструмент.

Рисунок 5.24-Ремонт повреждений
различного диаметра при помощи жгутов:
а — в один слой;
б — в два слоя (наиболее часто
используемый);
в — в несколько слоев.
Если
диаметр жгута или вставки мал для герметизации повреждения, то в крайнем случае
допустимо устанавливать их последовательно в два или несколько слоев. Но после
этого ехать нужно осторожно, а при первой возможности необходимо восстановить
шину более надежными способами.
Двухкомпонентный
состав — два разных пластичных вещества, смешиваемых непосредственно перед
применением. Приблизительно через 72 часа смесь превращается в упругую резину.
Так как ее твердость повышена, у легковых шин таким составом устраняют только
вырывы резины на борту, восстанавливая герметичность в местах посадки на обод.
Для нанесения состава необходимо снять с него шину.

Рисунок 5.25-
Двухкомпонентный состав.

Рисунок
5.26- Вырыв резины на борту шины
5.2 Нормирование операций
Производим разбивку на
операции следующим образом:
1.Вымыть шину
2.Высушить шину
3.Осмотреть шину
4.Удалить посторонние предметы
5. Зачистить поврежденную поверхность
6.Обезжирить
7.Нанести клей
8.Установить грибок
9.Прикатать грибок
10. Отрезать лишнюю ножку грибка
11. Снять шину со стенда
Для определения
трудоемкости операций разрабатываемого технологического процесса ремонта шин,
нельзя использовать хронометраж и установленные нормы времени, так как эти
данные можно получить после внедрения и отладки данного процесса. Для решения
этой задачи используем микроэлементный метод. Для этого разбиваем нормируемые
операции на ряд микроэлементов и суммируем имеющееся в базе данных время на их
выполнение.
Уравнение
нормирования трудоемкости операции выглядит следующим образом:
Тн = (t1+t2+…tн) •К1•К2•К3•Р•(1+(А+В+С)/100),
чел.-мин., (5.1)
где tн – время выполнения
микроэлемента;
коэффициент удобства К1 = 1,25;
коэффициент доступа К2 = 1,15;
коэффициент повторяемости К3 = 1,0;
число исполнителей Р = 1 чел.;
надбавки к оперативному
времени А = 3,5%, В = 4,5%, С = 4,0%
t1+t2+…tн=∑tн;
Упростим формулу (3.1) и получим конечную формулу для
расчета трудоемкости операции:
Тн = ∑tн •1,6
чел.-мин. (5.2)
Рассчитаем
трудоемкость для каждой операции отдельно.
Микроэлементы по операции 1:
Переход на 3 шага, протянуть руку, повернуть ручку, переход на 3 шага, протянуть
руку, перекатить шину, переход на 3 шага, поместить шину в мойку, наклон корпуса,
протянуть руку, согнуть руку, протереть шину, повернуть шину, протянуть руку, согнуть
руку, протереть шину, выпрямиться, взять шину, переход на 4 шага, наклон корпуса
ниже пояса.
Операция 2 является нормированной,
время сушки в общей трудоемкости не учитывается ,оно составляет 2-3 часа при
температуре 20◦ .
Микроэлементы по операции 3:
Переход на 3 шага, протянуть руку, взять шину, поворот на 180 º, установить
изделие, наклон корпуса, установить рогатку стационарную, переход на 2 шага,
протянуть руку, установить подвижную рогатку, перейти на 2 шага, установить
ногу на педаль, нажать на педаль ногой, снять ногу с педали, переход на 4 шага,
взять распорки, переход на 4 шага, наклон корпуса, протянуть руки, установить
распорки, выпрямиться.
Микроэлементы по операции 4:
Переход на 2 шага, наклон корпуса,
протянуть руку, взять инструмент, поворот корпуса на 90 °, переход на 3 шага,
наклон корпуса, протянуть руку, посмотреть на предмет ,находящийся в поле
зрения, согнуть руку, доставить инструмент, движение пальцев кисти руки, выпрямиться,
убрать руку, поворот корпуса на 90º,переход на 3 шага, положить
инструмент.
Микроэлементы по операции 5:
Переход на 2 шага, протянуть руку,
взять инструмент, переход на 2 шага, нажать на кнопку, наклон корпуса,
протянуть руку(6 раз),выпрямиться, переход на 2 шага, положить инструмент.
Микроэлементы по операции 6:
Переход на 2 шага, наклон корпуса,
протянуть руку, взять инструмент, поворот корпуса на 90°,переход на 4 шага,
протянуть руку, движение пальцев кисти рук, убрать руку, поворот корпуса на
90Ѓ‹,переход на 4 шага, протянуть руку, положить инструмент, просушить место
ремонта(5 мин).
Микроэлементы операции 7:
Переход
на 1 шаг, наклон корпуса, протянуть руку, взять клей, выпрямиться, поворот на
180 градусов, переход на 1 шаг, наклонить корпус, протянуть руку, нанести
клей(3-5 раз),убрать руку, выпрямиться, переход на 2 шага, подождать пока
подсохнет клей(5 мин)
Микроэлементы операции 8:
Переход на 1 шаг, наклон корпуса, протянуть руку, взять грибок, убрать руку, выпрямиться,
переход на 2 шага, движение пальцев кисти рук, наклонить корпус, протянуть
руку, движение пальцев кисти руки, поворот шины, протянуть руку, движение
пальцев, убрать руку, выпрямиться , переход на 1 шаг.
Микроэлементы операции 9:
Переход на 3 шага, протянуть руку, взять инструмент, переход на 2 шага, наклон
корпуса, протянуть руку, согнуть руку, движение пальцев кисти руки (3-4
мин),убрать руку, выпрямиться, поворот корпуса на 180Ѓ‹,переход на 2 шага,
протянуть руку, положить инструмент.
Микроэлементы операции 10:
Переход на 1 шаг, наклон корпуса ,
протянуть руку, взять кусачки, выпрямиться, переход на 3 шага, протянуть руку,
движение пальцев кисти руки, обрезать ножку грибка, убрать руку, переход на 3
шага.
Микроэлементы по операции 11:
Переход на 1 шаг, нажать на кнопку
,переход на 1 шаг, установить ногу на педаль, нажать на педаль ногой, снять
ногу с педали, протянуть руки, согнуть руки, убрать распорки ,переход на 2
шага, протянуть руки, положить распорки, поворот на 180 градусов, переход на 2
шага, протянуть руки, взять шину, перейти на 3 шага, наклон корпуса ниже пояса.
Таблица 5.1- Данные по
микроэлементному нормированию трудоемкости
Операций.
|
|
|
Наименование
микроэлемента
|
Время,
мин
|
Количество
повторений
|
Суммарное
время, мин
|
|
|
1
|
2
|
3
|
4
|
|
|
Переход
на 3 шага
|
0,040
|
3
|
0,12
|
|
|
Протянуть
руку
|
0,020
|
6
|
0,12
|
|
|
Повернуть ручку
|
0,015
|
1
|
0,015
|
|
|
Взять шину
|
0,035
|
2
|
0,07
|
|
|
Наклон корпуса ниже пояса
|
0,050
|
1
|
0,05
|
|
|
Положить
шину
|
0,035
|
1
|
0,035
|
|
|
Наклон
корпуса
|
0,035
|
1
|
0,035
|
|
|
Протереть
шину
|
4
|
1
|
4
|
|
|
Выпрямиться
|
0,035
|
2
|
0,07
|
|
|
Повернуть
шину
|
0,220
|
1
|
0,220
|
|
|
Переход на 4 шага
|
0,050
|
1
|
0,050
|
|
|
Итого
|
|
|
4,79
|
|
|
|
|
Продолжение таблицы 5.1
|
|
|
1
|
2
|
3
|
4
|
|
|
Операция № 3
|
|
|
Переход
на 3 шага
|
0,040
|
2
|
0,08
|
|
|
Протянуть
руку
|
0,020
|
3
|
0,06
|
|
|
Взять
шину
|
0,035
|
1
|
0,035
|
|
|
Поворот
на 180 °
|
0,032
|
1
|
0,032
|
|
|
Установить изделие
|
0,070
|
4
|
0,28
|
|
|
Наклон корпуса
|
0,035
|
2
|
0,07
|
|
|
Переход на 2 шага
|
0,030
|
2
|
0,06
|
|
|
Установить ,снять ногу на педаль
|
0,007
|
2
|
0,014
|
|
|
Нажать ногой на педаль
|
0,005
|
1
|
0,005
|
|
|
Переход на 4 шага
|
0,050
|
2
|
0,1
|
|
|
Взять распорки
|
0,035
|
1
|
0,035
|
|
|
Выпрямиться
|
0,035
|
1
|
0,035
|
|
|
Итого
|
|
|
0,806
|
|
|
Операция №4
|
|
|
Переход на 2 шага
|
0,030
|
1
|
0,03
|
|
|
Наклон корпуса
|
0,035
|
3
|
0,11
|
|
|
Протянуть руку
|
0,020
|
4
|
0,08
|
|
|
Взять инструмент
|
0,035
|
2
|
0,07
|
|
|
Поворот на 90º
|
0,02
|
2
|
0,04
|
|
|
Переход
на 3 шага
|
0,040
|
2
|
0,08
|
|
|
Посмотреть
на предмет, находящийся в поле зрения
|
0,01
|
1
|
0,01
|
|
|
Доставить
инструмент
|
0,07
|
1
|
0,07
|
|
|
Движение
пальцев кисти руки
|
0,007
|
4
|
0,03
|
|
|
Итого
|
|
|
0,52
|
|
|
|
|
Продолжение таблицы 5.1
|
|
|
1
|
2
|
3
|
4
|
|
|
Операция №5
|
|
|
Переход
на 2 шага
|
0,030
|
3
|
0,09
|
|
|
Взять
инструмент
|
0,035
|
1
|
0,035
|
|
|
Нажать
на кнопку
|
0,007
|
1
|
0,007
|
|
|
Наклон
корпуса
|
0,035
|
1
|
0,035
|
|
|
Протянуть руку
|
0,020
|
7
|
0,14
|
|
|
Выпрямиться
|
0,035
|
1
|
0,035
|
|
|
Положить
инструмент
|
0,035
|
1
|
0,035
|
|
|
Итого
|
|
|
0,377
|
|
|
Операция №6
|
|
|
Переход
на 2 шага
|
0,030
|
1
|
0,03
|
|
|
Наклон
корпуса
|
0,035
|
2
|
0,07
|
|
|
Протянуть,
убрать руку
|
0,020
|
4
|
0,08
|
|
|
Движение
пальцев кисти руки
|
0,007
|
1
|
0,007
|
|
|
Взять(положить)
инструмент
|
0,035
|
2
|
0,07
|
|
|
Переход
на 4 шага
|
0,05
|
2
|
0,1
|
|
|
Поворот
на 90 °
|
0,02
|
2
|
0,04
|
|
|
Просушить место ремонта 5 мин
|
|
|
5
|
|
|
Итого
|
|
|
5,4
|
|
|
Операция
№7
|
|
|
Переход на 1 шаг
|
0,020
|
2
|
0,04
|
|
|
Наклон корпуса
|
0,035
|
2
|
0,07
|
|
|
Протянуть, убрать руку
|
0,020
|
3
|
0,06
|
|
|
Взять клей
|
0,035
|
1
|
0,035
|
|
|
Выпрямиться
|
0,035
|
2
|
0,07
|
|
|
Поворот на 180 градусов
|
0,032
|
1
|
0,032
|
|
|
Нанести клей
|
0,070
|
3
|
0,21
|
|
|
Продолжение таблицы 5.1
|
|
|
1
|
2
|
3
|
4
|
|
|
Переход на 2 шага
|
0,030
|
3
|
0,09
|
|
|
Подождать пока просохнет клей
|
5,000
|
1
|
5,000
|
|
|
Итого
|
|
|
5,607
|
|
|
Операция
№ 8
|
|
|
Переход на 1 шаг
|
0,020
|
1
|
0,020
|
|
|
Наклон корпуса
|
0,035
|
2
|
0,07
|
|
|
Протянуть, убрать руку
|
0,020
|
5
|
0,1
|
|
|
Взять грибок
|
0,035
|
1
|
0,035
|
|
|
Выпрямиться
|
0,035
|
2
|
0,07
|
|
|
Переход на 2 шага
|
0,030
|
1
|
0,030
|
|
|
Движение пальцев кисти руки
|
0,007
|
3
|
0,021
|
|
|
Поворот шины
|
0,220
|
1
|
0,220
|
|
|
Итого
|
|
|
0,566
|
|
|
Операция
№9
|
|
|
Переход на 3 шага
|
0,040
|
1
|
0,04
|
|
|
Протянуть, убрать руку
|
0,020
|
5
|
0,1
|
|
|
Взять раскатку
|
0,035
|
2
|
0,07
|
|
|
Поворот на 180 градусов
|
0,032
|
1
|
0,032
|
|
|
Наклон корпуса
|
0,035
|
2
|
0,07
|
|
|
Движение пальцев кисти руки
|
0,007
|
450
|
3,15
|
|
|
Переход на 2 шага
|
0,030
|
2
|
0,06
|
|
|
Итого
|
|
|
3,52
|
|
|
Операция
№10
|
|
|
Переход на 1 шаг
|
0,020
|
1
|
0,020
|
|
|
Наклон корпуса
|
0,035
|
1
|
0,035
|
|
|
Протянуть, убрать руку
|
0,020
|
3
|
0,06
|
|
|
Взять кусачки
|
0,035
|
1
|
0,035
|
|
|
Продолжение таблицы 5.1
|
|
|
|
|
1
|
2
|
3
|
4
|
|
|
Выпрямиться
|
0,035
|
1
|
0,035
|
|
|
Переход на 3 шага
|
0,040
|
2
|
0,08
|
0,007
|
1
|
0,007
|
|
|
Обрезать ножку грибка
|
0,070
|
1
|
0,070
|
|
|
Итого
|
|
|
0,342
|
|
|
Операция
№11
|
|
|
Переход на 1 шаг
|
0,020
|
2
|
0,04
|
|
|
Нажать на кнопку
|
0,007
|
1
|
0,007
|
|
|
Установить ,снять ногу на педаль
|
0,007
|
2
|
0,014
|
|
|
Нажать ногой на педаль
|
0,005
|
1
|
0,005
|
|
|
Протянуть, убрать руку
|
0,020
|
4
|
0,08
|
|
|
Убрать распорки
|
0,070
|
1
|
0,07
|
|
|
Переход на 2 шага
|
0,030
|
2
|
0,06
|
|
|
Положить распорки
|
0,035
|
1
|
0,035
|
|
|
Поворот на 180 градусов
|
0,032
|
1
|
0,032
|
|
|
Взять шину
|
0,035
|
1
|
0,035
|
|
|
Перейти на 3 шага
|
0,040
|
1
|
0,040
|
|
|
Наклон корпуса ниже пояса
|
0,050
|
1
|
0,050
|
|
|
Итого
|
|
|
0,468
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тн1 = ∑tн ∙1,6=0,785∙1,6=7,656 чел.-мин.
Тн3 = ∑tн ∙1,6= 0,806∙1,6=1,23 чел. -мин
Тн4 = ∑tн ∙1,6 =0,520∙1,6=0,832 чел. -мин
Тн5 = ∑tн ∙1,6 = 0,377∙1,6=0,603 чел. -мин
Тн6 = ∑tн ∙1,6 =5,4∙1,6 =8,64 чел.-мин.
Тн7 = ∑tн ∙1,6 = 5,607∙1,6=8,971 чел. -мин
Тн8 = ∑tн ∙1,6 =0,566∙1,6=0,906 чел. -мин
Тн9 = ∑tн ∙1,6 =3,522∙1,6=5,635 чел.-мин.
Тн10 = ∑tн ∙1,6 = 0,342∙1,6=0,547 чел. -мин
Тн11= ∑tн ∙1,6 =0,468∙1,6=0,749 чел.-мин.
Полученные нормативные значения внесены в технологическую карту (см. приложении)
∑ Тн
=35,77 чел.-мин.
В данном
разделе рассчитаем экономическую эффективность от совершенствования шинного цеха.
Для
повышения качества работ планируется провести обучение персонала и приобрести,
и изготовить и внедрить новое дополнительное оборудование:
- Борторасширитель
- Установка для мойки шин
- Крановая тележка
Для
внедрения разработанного приспособления необходимо: закупить материалы для его
сборки, оплатить саму сборку, транспортировку. Кроме того, необходимо закупить
комплект специализированных приспособлений и инструмента.
Для этих
целей предполагается привлечь соответствующие инвестиции.
Экономическая эффективность проекта осуществляется с использованием чистой
приведенной величины дохода (Net Present Value
– NPV).
NPV представляет собой разность между
приведенными к началу реализации проекта поступлениями от реализации проекта и
инвестиционными затратами, то есть сумму дисконтированного чистого денежного
потока за период реализации проекта:
NPV =  ,
(6.1)
,
(6.1)
где Т –
продолжительность реализации проекта, лет;
t
– год реализации проекта, год;
NCFt
– чистый денежный поток года t;
RV
– коэффициент дисконтирования в году t.
В силу
того, что данный дипломный проект по инженерно-технической специальности,
анализ и расчет денежных потоков носит усеченный характер, и в определенной
степени является условным. Данное обстоятельство обусловлено трудностью
определения влияния экономического эффекта технического решения дипломного
проекта на экономические показатели деятельности предприятия в целом. Поэтому
при определении чистого денежного потока возможны следующие допущения:
–
в качестве поступления от продаж принимаются экономические эффекты,
возникающие на предприятии в результате внедрения предполагаемого проекта;
–
инвестиции являются факультативным показателем и принимаются большими
нуля;
–
налоги и прочие выплаты принимаются равными нулю в случае, если
проектное решение носит локальный характер и не очевидную в масштабах
деятельности МУП «СДП»
Распишем
требуемые капитальные вложения по статьям и сведем их в таблицу 6.1. Данные берутся
по ценам завода изготовителя и по типовым нормам на изготовление и
пусконаладочные работы. Полученное значение заносим в таблицу 6.2.
SНО –стоимость нового оборудования;
SМ-ПН –затраты на монтажные и
пусконаладочные работы;
SИЗГ –затраты , связанные с изготовлением
приспособления, входят затраты на проектирование, приобретение материалов и
комплектующих, изготовление.
Затраты SНО, SМ-ПН,
SИЗГ, производятся
однократно и поэтому причисляются к инвестициям.
В отличие от капитальных
затрат, эксплуатационные затраты SЭКСПЛ производятся ежегодно.
|
Таблица 6.1 – Статьи затрат капитальных вложений
|
|
Наименование затрат
|
Количество
Единиц, шт
|
Марка, модель
|
Стоимость одной единицы, руб.
|
Суммарная стоимость, руб.
|
|
1
|
2
|
3
|
4
|
5
|
|
1 Затраты на приобретение нового оборудования, SНО, руб.
|
|
1.1Установка для мойки
шин
|
1
|
|
365 000
|
365 000
|
|
1.2 Крановая тележка
|
1
|
|
14 500
|
14 500
|
|
Итого
|
379 500
|
|
2 Затраты на монтажные и пусконаладочные работы SМ-ПН
руб.
|
|
2.1 Материалы электрокабель,
прочие
|
2
|
|
40
|
80
300
|
|
2.2 Транспортные расходы
|
—
|
—
|
—
|
2500
|
|
2.3Оплата труда
наладчиков, руб/час
|
—
|
—
|
—
|
5000
|
|
Итого
|
7880
|
|
3 Затраты на изготовление, SИЗГ,
руб.
|
|
Конструктивные элементы
|
|
|
|
|
|
Сталь 45
|
4,0
|
—
|
430,0
|
1720
|
|
Шланг
|
5,0
|
|
55,00
|
275, 0
|
|
Сталь 45
|
16,0
|
|
100,0
|
1600,0
|
|
Сталь 45
|
2,0
|
|
90,0
|
180,0
|
|
Гайка М16
|
10,0
|
|
2,0
|
20,0
|
|
Болт М12,16
|
20,0
|
|
6,0
|
120,0
|
|
Шпилька
|
2,0
|
|
3,0
|
6,0
|
|
Винт
|
4,0
|
|
2,5
|
10,0
|
|
Шайба
|
17,0
|
|
1,5
|
25,5
|
|
Штуцер, хомут
|
4,0
|
|
5,0
|
20,0
|
|
Ось 3-16
|
2
|
|
65
|
130
|
|
Подшипник
|
4
|
|
85
|
340,0
|
|
Резина
|
|
|
25
|
50,0
|
|
Пневмокран
|
1,0
|
|
|
2500
|
|
Пневмоцилиндр
|
1,0
|
|
|
3500
|
|
|
|
|
|
|
Прочие
|
—
|
—
|
—
|
200
|
|
Изготовление
|
—
|
—
|
—
|
12000
|
|
Итого
|
16 976,5
|
|
4 Обучение персонала SОБ , руб.
|
|
|
Затраты на обучение инженерно-технических
работников
|
|
|
|
5000
|
|
Инвестиции
|
409 356,5
|
Sэкспл – эксплуатационные затраты, руб. в состав этих затрат входят затраты
на выплату заработной платы слесарю и затраты, связанные с обслуживанием и
ремонтом оборудования цеха, затраты на электроэнергию и амортизацию.
Эксплуатационные
затраты SЭКСПЛ определяется
по формуле:
SЭКСПЛ = А+
Зоб + ЗЭН, руб.
(6.2)
Где ЗЭН – энергозатраты на эксплуатацию
оборудования цеха, руб.
А – Амортизационные отчисления, руб.
Зоб Затраты на обслуживание цеха, руб.
Амортизационные
отчисления вычислим по формуле:
А
= С / Тсл (6.3)
где С –
первоначальная стоимость оборудования, руб.;
Тсл
– срок службы оборудования, год.
А
= 404 356,5/ 10 = 40 435,5руб.
Произведем расчет
энергозатрат по формуле:
ЗЭН
= СЭ NЭ× ×n,
где (6.4)
где NЭ
– мощность электропотребителя, кВт;
СЭ – стоимость одного кВт-ч для предприятий
(5руб./кВт-ч);
n – количество
дней работы оборудования в год, дн.;
Потребляемая
электроэнергия:
Борторасширитель 2,0 кВт -0,2 дн.
Установка для мойки шин 0,75 кВт-0,3 дн.
Электровулканизатор 3,0 кВт-0,2 дн.
ЗЭН
= (2,0·0,2+0,75·0,3+3,0∙0,2)· 253·5 =1549,625, руб.
Так же как
и эксплуатационные затраты, энергозатраты SЭН рассчитываются
ежегодно.
– затраты, связанные с ремонтом и обслуживанием
оборудования за год принимаем равными 3% от стоимости всего оборудования цеха,
что составляет около 12 130 рублей в год.
Тогда
эксплуатационные затраты:
SЭКСПЛ
= 40 435,5 +1549,625 + 12 130=54 115 руб.
Так же как
и эксплуатационные затраты, энергозатраты SЭН рассчитываются
ежегодно.
Произведем
расчеты результатов, возникших на предприятии при внедрении разрабатываемого
оборудования и покупки нового. Для расчетов используются данные по предприятию
и результаты маркетинговых исследований, полученные за время прохождения
производственной и преддипломной практики.
Исходя из
среднего времени работы оборудования в день и стоимости услуг по ремонту двигателей,
определяем доходы, полученные от внедрения проекта за счет оказания услуг по ТО
и Р электрооборудования и систем питания, что за год составит год по формуле:
Р
= СН × ФР
(6.5)
где СН – средняя стоимость нормо-часа–150 руб.;
ФР
– расчетный фонд работы на участке , час;
При плановой
загрузке участка результат составит
Р
= 150×2070 = 310,5 тыс. руб.
Прибыль
предприятия за год при внедрении нового оборудования будет рассчитываться по формуле:
ПК
= Р – SЭКСПЛ.
(6.6)
ПК
=311– 54 =257 тыс. руб.
Полученные
результаты заносим в таблицу 6.2.
Для
экономической оценки проекта используется коэффициент дисконтирования (PV – фактор) для года t,
определяемый по формуле:
PVt = 1/(1+r)t, (6.7)
где r
– ставка дисконта.
В качестве
значения ставки дисконта могут быть использованы действующие усредненные процентные
ставки по долгосрочным кредитам банка. В сложившейся обстановке используем в
качестве ставки дисконтирования r = 18%.
Определяем
дисконтированный чистый денежный поток за период реализации проекта. Полученные
результаты заносим в таблицу 6.2.
Таблица 6.2 – Прогноз денежных
потоков
|
Наименование показателей
|
Период
|
Итого
|
|
0
|
1
|
2
|
3
|
4
|
5
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Инвестиции, тыс.руб.
|
-409,4
|
|
|
|
|
|
409,4
|
|
Эффект от проектирования, тыс.руб.
|
|
257,0
|
257,0
|
257,0
|
257,0
|
257,0
|
1285,0
|
|
Результаты, тыс.руб.
|
|
311,0
|
311,0
|
311,0
|
311,0
|
311,0
|
1555,0
|
|
Затраты, тыс.руб.
|
|
-54,0
|
-54,0
|
-54,0
|
-54,0
|
-54,0
|
270,0
|
|
Продолжение таблицы 6.2
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
в т.ч. амортизационные отчисления, тыс.руб.
|
|
-40,4
|
-40,4
|
-40,4
|
-40,4
|
-40,4
|
202,0
|
|
Налог на прибыль (20%), тыс.руб.
|
|
-51,4
|
-51,4
|
-51,4
|
-51,4
|
-51,4
|
257,0
|
|
Итого: денежные средства от инвестиционной деятельности
(cash flow), тыс.руб.
|
-409,4
|
205,6
|
205,6
|
205,6
|
205,6
|
205,6
|
1028
|
|
Коррекция денежных потоков, тыс.руб.
|
|
40,4
|
40,4
|
40,4
|
40,4
|
242,4
|
404,0
|
|
Амортизационные отчисления, тыс.руб.
|
|
40,4
|
40,4
|
40,4
|
40,4
|
40,4
|
202,0
|
Остаточная стоимость внедряемого оборудования,
тыс.руб.
|
|
|
|
|
|
202,0
|
|
ПрПродолжение таблицы 6.2
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
Чистый денежный поток (Net Cash Flow), тыс.руб.
|
-409,4
|
246,0
|
246,0
|
246,0
|
246,0
|
448,0
|
1022,6
|
|
Коэффициенты дисконтирования (r = 18% )
|
|
0,84
|
0,71
|
0,60
|
0,50
|
0,43
|
|
|
Дисконтированный чистый денежный поток (NCFt*PVt),
тыс.руб.
|
-409,4
|
208,5
|
176,7
|
149,7
|
126,9
|
195,8
|
448,2
|
|
Возмещение инвестиций, тыс.руб.
|
-409,4
|
-200,9
|
-24,2
|
125,5
|
252,4
|
448,2
|
|
Путем
вычитания из инвестиций ежеквартального дисконтированного чистого денежного
потока средств (NPV), определяется период окупаемости
проекта, т.е. период времени, за который дисконтированные поступления от
результатов внедрения проектного решения превысят инвестиции.
Срок
окупаемости проекта составит:
ТОК=2+24,2/149,7=2,2
года
На рисунке
6.1 построена гистограмма прогноза денежных потоков.
В
результате проведенных расчетов можно сделать вывод: проект считается
эффективным, т.к. приведенная величина дохода положительна (NPV=448,2>0),
срок окупаемости соответствует нормативному (3-5 лет).

Рисунок 6.1 – Гистограмма окупаемости проекта по повышению
качества ремонта шин.