Моделирование как инструмент анализа и оценки эффективности производственных операций
Министерство
образования и науки Российской Федерации
Федеральное
Государственное Автономное Учреждение высшего профессионального образования
«Казанский (Приволжский) Федеральный Университет»
Институт
управления экономики и финансов
Кафедра
экономики организаций
КУРСОВАЯ
РАБОТА
по дисциплине
«Организация производства»
Тема:
«Моделирование как инструмент анализа и оценки эффективности производственных
операций»
Автор Хайртдинов Л.Х.
Научный руководитель
Казань 2014
Содержание
Введение
. Моделирование
как инструмент анализа и оценки эффективно производственных операций
.
Экономико-математическое моделирование при оценке производственных операций
.
Моделирование процесса производства деталей на примере ОАО «Щегловский Вал»
Заключение
Список литературы
Введение
Актуальность работы, заключается в том, что современное состояние мировой
экономики направляет российские предприятия стремиться не к получению
сиюминутной максимальной прибыли, а все большее значение придавать повышению
доходности бизнеса в долгосрочной тенденции, так как только это обеспечивает
предприятию финансовую устойчивость, столь необходимую сегодня. Однако
направленность предприятий на доходность бизнеса требует от менеджмента
предприятий умелого управления всей совокупностью производственных и
хозяйственных особенностей, определяющих результаты деятельности предприятия,
активного и эффективного реагирования на изменения внутренних и внешних
факторов. В связи с этим одной из современных особенностей в организации
промышленного производства является преобладание мелкосерийного и
индивидуального, в том числе и позаказного производства. С экономической точки
зрения организация мелкосерийного и позаказного производства обеспечивает
экономию от разнообразия, выражающуюся в сокращение средних и предельных затрат
за счет использования мощностей для производства большого разнообразия товаров
и услуг. В то же время распространение такой организации производства влечет за
собой ряд трудностей.
Цель работы - изучение особенностей моделирования как инструмента анализа
и оценки эффективно производственных операций. Задачи:
рассмотреть моделирование как инструмент анализа и оценки эффективно
производственных операций;
описать экономико-математическое моделирование при оценке
производственных операций;
провести моделирование процесса производства деталей на примере ОАО
«Щегловский Вал».
1. Моделирование как инструмент анализа и оценки эффективно
производственных операций
Процесс производства любого продукта связан с
потреблением разнообразных ресурсов, в число ресурсов входит все, что требуется
для производственной деятельности. На сегодня системы моделирования
производственных процессов и производственных систем получили достаточно
широкое распространение. В печати, а также в сети Интернет повсеместно
используются термины: трехмерное моделирование, математическое моделирование,
виртуальное моделирование, цифровое моделирование, имитационное моделирование.
При этом, даже среди специалистов в области моделирования производственных
систем нет единого согласованного мнения относительно указанных терминов.
Не удивительно, что потребителям (заказчикам,
практикам, производственникам) достаточно сложно разобраться в целесообразности
и перспективах применения новых методов. Не останавливаясь на раскрытии сути
каждого из приведенных определений, что понимается под имитационным
моделированием.
Любую работу всегда можно разбить на отдельные этапы,
выполнение которых требует конкретных приемов, инструмента и т. п., и которые
имеют законченный результат. Вот эти этапы общей работы, представляющие собой
первичные элементы всего производственного процесса изготовления изделия и
выполняемые на конкретных рабочих местах, получили в производстве название
операции. Например, на мебельном комбинате изготовляются шкафы. Какие могут
быть в данном случае операции? Это резка отдельных заготовок, строгание досок,
установка петель и замков, сборка шкафа.
Основные характерные черты производственной операции:
во-первых, это часть производственного процесса, во-вторых, такая часть этого
процесса, которая выполняется на одном рабочем месте.
Операции делятся на основные и вспомогательные.
Операции, в процессе которых осуществляются
определенные действия над предметом труда, т. е. происходит изменение его
формы, размеров, свойств или соединение отдельных элементов (деталей, узлов и
т. п.), называются основными. Основные операции имеют и другое название -
технологические. А совокупность всех технологических (основных) операций
образует технологический процесс производства продукции.
Операции, не изменяющие предмет труда, а только
создающие условия для выполнения технологических (основных) операций,
называются вспомогательными.
Пример - изготовление шкафов на мебельном комбинате.
Резка заготовок, строгание досок, сборка шкафов - это все основные операции,
так как они связаны с действиями над предметом труда. Но в ходе их
осуществления необходимо, по-видимому, менять инструмент, затачивать его,
перевозить заготовки, выполнять другие подобные операции, не связанные с
воздействием на предмет труда. Это и есть вспомогательные операции. В
зависимости от уровня технической оснащенности операции делятся на следующие
виды: ручные, машинно-ручные, машинные, автоматические, аппаратурные.
К ручным относятся операции, которые выполняются
вручную, с применением простого инструмента, например, опиливание детали
напильником, забивание гвоздей молотком.
Машинно-ручные операции осуществляются при помощи
машин или механизированного инструмента, при постоянном присутствии рабочего,
который перемещает- обрабатываемый механизм или предмет. Это, например,
строгание досок на станке, сверление с помощью дрели, обрезание досок на
механической пиле и т. п.
Машинные операции - это такие операции, которые в
основном выполняются машиной. Рабочий при этом проводит лишь вспомогательные
элементы операций и управляет машиной, например специальным станком с
несколькими дисковыми пилами для пиления бревен на тес. Автоматические операции
осуществляются полностью машинами-автоматами без непосредственного участия
рабочего, который лишь смотрит за работой машины (контролирует ход ее работы).
Аппаратурные операции проводятся в специальных
аппаратах, где предмет труда подвергается воздействию тепловой, электрической
или химической энергии. В определенной степени эти операции можно считать
разновидностью машинных или автоматических. Однако их специфика позволяет
выделять эти операции в особую группу. Это, например, операции в плавильных
печах, в гальванических ваннах и т. п. Роль рабочего при протекании таких
операций сводится к наблюдению, регулированию протекающих процессов, к загрузке
и выгрузке предметов труда (деталей, изделий, какой-то массы, если это
химическое производство, и т. п.).
Любая модель, по своей сути - имитационная, ибо она
имитирует реальность [1].
Максимально на наш взгляд, дана трактовка этого
понятия у В.Н. Бусленкова [2]: «указывая, что данная модель имитационная, мы
обычно подчеркиваем, что в отличие от других типов абстрактных моделей, в этой
модели сохранены и легко узнаваемы такие черты моделируемого объекта, как
структура, связи между компонентами, способ передачи информации».
Таким образом, имитационная модель в ряду различных
абстрактных моделей занимает особое место. Поясним это на примере.
Традиционно, для оценки технико-экономических
показателей производственных систем применяются аналитические и эвристические
методы, в основу которых положены модели, также абстрактные, которые имеют
другую природу, нежели имитационные модели. По ним производственная система
заменяется комплексом аналитических и ментальных моделей [13].
Что касается аналитических моделей, то, по большей
части, их можно представить отношением количественных показателей (количество
изделий, рабочих мест, оборудования, персонала; размер партии, годовая
программа и т.п.) к временным показателям (годовой фонд времени,
производственный цикл, технологический цикл, оперативное время и т.п.), описать
набором коэффициентов. При этом и количественные и временные характеристики,
как правило, полагаются аддитивными и носят интегральный характер.
Такие аналитические модели, в виде строгих
зависимостей, дополняются ментальными, эвристическими моделями, чтобы
определить правила работы с аналитическими соотношениями (к примеру, схемы
сборки: с базовой деталью, веерного типа, комбинированная; к ментальным моделям
относят также и различного рода поправочные коэффициенты).
По известным аналитическим зависимостям строятся
циклограммы, графики, схемы, чтобы более наглядно представить результат
вычислений. По сути, в этом случае, производственная система представляется
ментальной моделью, для получения количественных характеристик которой
используются модели аналитические [14].

Рисунок 1 - Обобщенная аналитическая модель
производственной системы [2]
Совершенно по-другому обстоит дело при работе с
имитационной моделью производственной системы, которая отражает ее реальную
структуру, взаимосвязь между компонентами производственной системы (ПС) и
правила взаимодействия между ними. Когда говорят об имитационном моделировании,
подразумевают, прежде всего, эксперимент (в нашем случае - численный, на
компьютере).
Реальную производственную систему исследуют, изучая
поведение ее имитационной модели. В этом смысле имитационное моделирование
очень близко к натурному моделированию, обязательный атрибут которого -
модельное время (поддающееся как замедлению, так и ускорению) и факторы
нелинейности и случайности (с соответствующими законами распределения случайных
величин, на основании статистических данных из реальности) [15].
Для функционирования такой модели необходимы
собственно сама модель производственной системы (ее конкретная реализация,
индивидуальный набор объектов и значений параметров) и среда ее выполнения, так
называемый симулятор (имитатор, или «движок»). Последний - есть «сердце»
модели.
В настоящее время на рынке есть очень много
программных решений реализации среды построения и выполнения имитационной
модели: Arena, SimProcess, GPSS, Simula, AutoMod, SIMFACTORY, Extend,
Tecnomatix, QUEST, DELMIA V6, ProModel и другие.
В общем случае схематично системы имитационного
моделирования (СИМ) можно представить следующим образом: в основе - имитатор,
надстройка в виде интерфейса, и возможность трехмерной визуализации протекания
модели производственного процесса (рисунки 2,3).
Именно возможность трехмерного отображения действия
модели вносит свою долю в наименование систем моделирования производственных
процессов.
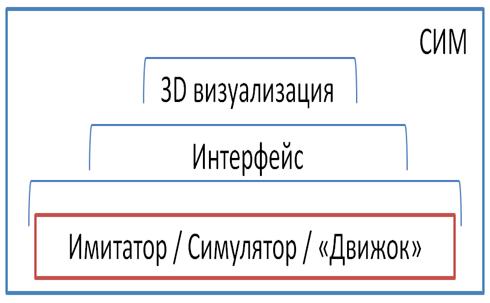
Рисунок 2 - Схема систем имитационного моделирования
(СИМ) [2]
математический
моделирование производственный затрата
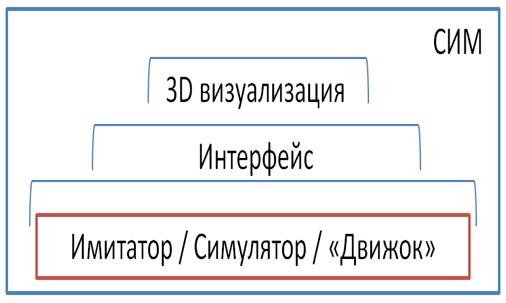
Рисунок 3 - Пример (фрагмент) имитационной модели
производственной системы в QUEST [2]
Дело в том, что трехмерная визуализация служит лишь
для облегчения понимания модели и возможности работы с ней, но это отнюдь не
основа и не цель применения систем имитационного моделирования. Более того, в
некоторых СИМ такой возможности не предусмотрено в принципе. Идея имитационного
моделирования относится к началу 60-х годов прошлого столетия. В 70 - 80-х она
получила мощное теоретическое обоснование. Вычислительных мощностей: 60 %
расходов по эксплуатации СИМ было связано с оплатой машинного времени (времени
работы собственно ЭВМ). Поскольку ресурсов ЭВМ едва хватало на сам
вычислительный эксперимент.
Ведь что такое трехмерная графика по отношению к
имитационному моделированию? Это всего лишь атрибут, который «завязан» на ход
выполнения модели [11]. К примеру, если мы хотим отобразить на экране, что
рабочий несет деталь N из пункта A в пункт Б, то при известной скорости
перемещения рабочего, координаты точек поверхности его трехмерной геометрии
(тела) должны изменяться в соответствии с этой скоростью и направлением
движения. Точно также с ходом выполнения модели можно связать изменения цвета,
формы, прописать кинематические движения. Это дело «техники», которая, однако,
требует серьезных алгоритмов и машинных ресурсов.
В наше время такая проблема не стоит. На Западе
практически повсеместно (Boeing, Compaq, Xerox, IBM, Intel, Lockheed, Motorola,
General Motors, Ford, Standard Oil, Cray Research и другие) используют
имитационные модели для работы с проектами своих производственных систем. Для
обоснования проектов построения новых и модернизации существующих производств,
наличие имитационной модели обязательно наряду с другой проектной документацией
[4].
В отечественной практике, до смены политической
системы методы имитационного моделирования также получили мощный импульс,
однако широкое их применение было ограничено во-первых, отсутствием
соответствующей материальной базы, а во-вторых чрезвычайной сложностью методов,
поскольку тогда алгоритмические процедуры реализации и функционирования
имитационной модели пользователя системы.
Сегодня пользователи получили инструмент, который
позволяет не сильно задумываться о математических аспектах постановки и
реализации эксперимента, а сконцентрировать свое внимание на проблеме
обеспечения информационной адекватности модели, достаточного соответствия
закладываемых в модель производственной системы параметров их фактическим
значениям [12]. Это и обеспечит соответствие модели ПС ее реальному состоянию.
Огромный спад во всех сферах народного хозяйства, обусловленный известными
причинами, привел к тому, что для отечественных промышленных предприятий
имитационные модели сегодня - больше, чем правило. Тем не менее, в России, в
феврале 2011 г. создано некоммерческое партнерство Национальное общество
имитационного моделирования, одна из целей которого - широкое внедрение и
популяризация методов имитационного моделирования.
Имитационную модель нужно разрабатывать (строить).
Для имитационного моделирования необходимо специальное
программное обеспечение.
Постановку эксперимента и сам эксперимент с
имитационной моделью осуществляют квалифицированные кадры - специалисты по
имитационному моделированию (на Западе именуемые simulation engineer).
Имитационная модель - это, все же, модель, и насколько
она соответствует реалиям и адекватно их отрабатывает это тоже вопрос.
Имитационная модель и процесс моделирования - это (при
разовом применении, расходы на ПО и специалистов могут себя не окупать); при
этом, в современных реалиях дорого уже не машинное время, а используемое
программное обеспечение и временные затраты специалистов.
Методики, основанные на аналитических моделях -
проверены, доступны, расчеты и достаточно просты в освоении. Результаты
расчетов очень редко совпадают с реализованными по этим расчетам проектами. А
тогда, когда они все же оказываются близки, то это, как правило, личная заслуга
разработчика проекта, его опыта и интуиции. В современных условиях это
проявляется особенно остро потому, что ушли в прошлое статические
производственные системы, в том числе массовые, годами выпускавшие однотипную,
не меняющуюся продукцию [15]. Производимый товар ориентирован не на «класс», а
на конкретного покупателя, как индивида. Производство фактически работает «на
заказ», оно все время - в динамике.
2. Экономико-математическое моделирование при оценке
производственных операций
ЭВМ прочно входят в нашу производственную деятельность и в настоящее
время нет необходимости доказывать целесообразность использования
вычислительной техники в системах управления технологическими процессами,
проектирования, научных исследований, административного управления, в учебном
процессе, банковских расчетах, здравоохранении, сфере обслуживания и т.д.
При этом последние годы как за рубежом, так и в нашей стране
характеризуются резким увеличением производства мини- и микро-ЭВМ (персональные
ЭВМ).
На основе мини и персональных ЭВМ можно строить локальные сети ЭВМ, что
позволяет решать сложные задачи по управлению производством [11].
Из всей информации, образующейся в организации, 60-80% используется
непосредственно в этой же организации, циркулируя между подразделениями и
сотрудниками, и только оставшаяся часть в обобщенном виде поступает в
министерства и ведомства [7]. Это значит, что средства вычислительной техники,
рассредоточенные по подразделениям и рабочим местам, должны функционировать в
едином процессе, а сотрудникам организации должна быть поставлена возможность
общения с помощью абонентских средств между собой, с единым или распределенным
банком данных. Одновременно должна быть обеспечена высокая эффективность
использования вычислительной техники.
Если производственные функции являются равномерными на всем своем
протяжении, то предельные производительности могут быть определены - как
частные производные ∂Xi/∂Vij. С учетом этого можно сформулировать
обычный закон убывающей отдачи: например: вторые производные функций некоторых
кривых отрицательны, и то же должно быть верным для некоторых сочетаний таких
членов. Мы предполагаем следующее: последовательные равные приращения
количества любого исходного ресурса или совокупного количества любой комбинации
ресурсов никогда не вызывают возрастающих приращений объема производства
конечного продукта.
Можно просто принять этот обобщенный закон убывающей отдачи как
подтверждаемую наблюдениями эмпирическую гипотезу, но можем и попытаться
вывести его из другой эмпирической гипотезы, которая представляется более
убедительной [5].
Альтернативная гипотеза: всегда имеем возможность осуществлять
производство продуктов с использованием двух независимых друг от друга
отдельных процессов и при этом не будет существовать какого-либо необходимого
«внешнего» взаимодействия между этими процессами, которое не позволило бы нам
получить полную сумму объемов производств данных отдельных процессов.
Как и допущение постоянной отдачи от масштаба, данное утверждение
представляет собой эмпирическую гипотезу, а не трюизм; существуют
концептуальные опровержения обеих этих гипотез, а также значительный объем
эмпирических доказательств, связанных с технологическими аспектами и
невозможностью совершенной конкуренции, которые свидетельствуют о том, что в
обширных сферах экономической жизни эти гипотезы представляются
малообоснованными. В совокупности наши гипотезы могут быть выражены следующим
образом [6]:
XI (Vi1′ + Vi1′′,…, Vir′ + Vir′′)
≥ XI(Vi1′,…,Vir′′) + XI(Vi1′′,…,Vir′′)
(1),
где совокупность r факторов производства данного региона как V1,…, Vr .
Каждый такой ресурс типа Vj распределяется между различными отраслями, число
которых равно n; таким образом, Vij характеризует количество j-го ресурса,
используемого в i-й отрасли.
Знак равенства неизбежно появляется в том случае, если Vi1 и Vi1′′
различаются только своим масштабом. Это предполагает наличие того, что
математики называют выпуклой функцией поверхности производства. В связи с тем,
что в литературе существует некоторая путаница между законами убывающей средней
производительности и законами убывающей предельной производительности, данная
формула определенно относится к предельной версии производительности. Однако
ввиду принятых нами допущений постоянной отдачи от масштаба отсутствия
перенасыщения она подразумевает и убывание средней производительности для любой
комбинации исходных ресурсов, за исключением той комбинации, куда входят все
реально участвующие в производстве ресурсы.
. При наличии совершенной конкуренции и абсолютной мобильности факторов
производства между различными отраслями экономики в пределах региона для
достижения равновесия требуется, чтобы предельная стоимостная
производительность фактора (представляющая собой произведение цены товара на ∂Xi
/ ∂Vij) была одинаковой для всех сфер фактического использования данного
фактора, и эта общая стоимость являлась бы рыночной платой за его
использование. Обозначив цены товаров p1,…, pn, а цены факторов - w1,…, wr,
получаем следующие условия равновесия [7]:
wj ≥ pi ∂Xi (a i1 …. a i r)/ ∂Vij, (2)≤
a i1 w1 + a i2 w2 + … + air wr, (3)
где (I= 1,2, ….n) и (j = 1,2, ….r)[10]
Заметим, что знаками неравенства можно пренебречь в том случае, если
каждый товар действительно производится и если каждый фактор действительно
используется каждой отраслью. Однако если производство какого-либо товара
вообще отсутствует, издержки производства единицы этого товара могут
превосходить его рыночную цену; следовательно, знак неравенства в выражении
(2а) может иметь место только при Xi = 0. Аналогичным образом предельная
стоимостная производительность фактора производства может быть меньше рыночной
платы за его использование, но в этом случае данный фактор не будет
использоваться; следовательно, знак неравенства в выражении (2) может иметь
место только там, где Vij = 0.
Отметим также, что любая предельная производительность является
интенсивной величиной, зависящей только от относительных пропорций, но не от
абсолютного масштаба; именно поэтому в случае необходимости мы можем обозначить
ее как а, а не как V. Отметим, наконец и то, что выражение (2а), согласно
которому цена не может превышать издержки производства единицы товара, не
следует рассматривать как дополнительное ко всему вышесказанному условие.
Фактически, если соблюдается условие (1) и если условие (2) выполняется во всех
случаях, неизбежно должно выполняться и условие (2а) и его выделение в качестве
отдельного условия является излишним. Потому, что допущения, принятые для
вывода условия (1), подразумевают выполнение теоремы Эйлера об однородных
функциях [10]; а это, в свою очередь, означает, что сумма отдельных предельных
продуктов в стоимостном выражении поглощает весь доход от реализации товаров;
следовательно, условие (2а) уже подразумевается всеми предельными состояниями
(2). Если подойти к этому вопросу иначе, то мы можем опустить предельные
состояния (2) для одного, последнего остаточного фактора и исходя из выражения
(2а), определить, какой должна быть его «рента», а затем, воспользовавшись
теоремой Эйлера, мы могли бы узнать, каким должен быть его предельный продукт.
Математически все это выражается следующим образом: для любого i мы можем
умножить каждое равенство из множества выражений (2) на a ij , затем
суммировать все полученные выражения, а потом, используя теорему Эйлера,
подразумеваемую условием (1), вывести (2а) [10].
Необходимо подчеркнуть, что наличие знаков неравенства в выражениях (2) и
(2)′ никогда не будет делать недействительной эту зависимость; если
какой-либо фактор не используется в какой-либо отрасли, мы лишаемся равенства в
выражении (2), но при этом в уравнении (2а) а становится равной нулю.
Сами по себе уравнения (1) и (2) не являются исчерпывающими и явно недостаточны
для того, чтобы определить окончательное положение общего равновесия. С одной
стороны, уравнения (1) и (2) - чисто интенсивные и никогда не дают нам никакой
информации относительно абсолютных масштабов какого-либо процесса. С другой
стороны, до сих пор мы ничего не сказали об изначальной обеспеченности региона
факторами производства или об их предложении, а также о вкусах потребителей
товаров и услуг. Даже примерный подсчет числа неизвестных значений Х, V, a, p и
w покажет, что для того, чтобы получить определенную систему, мы должны
присоединить к n + nr независимых состояний (1) и (2) новые зависимости -
например, учесть спрос на товары на внутреннем рынке и внутреннее предложение
факторов или цены международного рынка. В зависимости от того, какие новые
соотношения присоединим к вышеприведенным, получим в конце концов различные
варианты общего равновесия или теории международной торговли; таким образом,
можем рассмотреть поочередно различные возможности. Особое место в ряду
методов, применяемых для управления производственно-экономическими системами,
занимает игровое моделирование. Отличительная черта этого метода - привлечение
для моделирования процесса управления людей, участвующих в разработке и
проведении деловой игры. Под деловой игрой при этом понимается имитация группой
лиц решения отдельных задач хозяйственной или организационной деятельности
предприятия, выполняемая на модели объекта, в обстановке, максимально
приближенной к реальной.
Введение в модель человека как элемента организации управления дает
возможность учесть его поведение в тех случаях, когда оно не может быть
адекватно описано с помощью известных сегодня математических моделей. Это
позволяет решать такие управленческие задачи, которые не укладываются в рамки
существующих формализованных методов.
3. Моделирование процесса производства деталей на примере ОАО
«Щегловский Вал»
Открытое акционерное общество "Щегловский
вал" создано 10 октября 2001 года.
Единственным акционером ОАО "Щегловский вал"
является открытое акционерное общество "Конструкторское бюро
приборостроения" (ОАО "КБП"). Основные задачи, поставленные
перед ОАО "Щегловский вал":
реконструкция существующих и строительство новых
производственных площадей;
приоритетное освоение серийного производства техники
оборонного назначения по заказам ОАО "КБП".
В рамках государственного оборонного заказа по
договорным обязательствам с ОАО "КБП" ОАО "Щегловский вал"
работает с 2004 года.
В настоящее время ОАО "Щегловский вал" -
стабильно развивающееся, перспективное по всем направлениям работы предприятие,
оснащенное современным высокоточным оборудованием и укомплектованное
высококвалифицированными кадрами.
С 2008 года изделия, изготавливаемые в ОАО
"Щегловский вал", принимают участие в ежегодных парадах Победы на
Красной площади г.Москвы.
В соответствии с Концепцией развития ОАО «Щегловский
вал» на 2009-2012 гг., утвержденной решением Совета директоров ОАО «Щегловский
вал» от 27.06.2009 г., основными направлениями деятельности Общества на 2011 г.
признаны:
создание гибкой технологической базы предприятия,
способной не только стабильно выполнять текущий производственный план в
заданных объемах и номенклатуре, но и иметь возможность менять структуру
выпускаемой продукции, в рамках кооперации с другими предприятиями, с
минимальными затратами на подготовку производства;
освоение серийного производства деталей и узлов к
выпускаемым изделиям;
завершение реконструкции и ввод в эксплуатацию
объектов II-ой очереди производственной базы ОАО «Щегловский вал»;
обеспечение предприятия квалифицированным персоналом
путем подбора, отбора и рациональной расстановки работников, их дополнительного
обучения, переподготовки и повышения квалификации;
завершение создания современной системы управления
производством и менеджментом качества выпускаемой продукции;
снижение издержек производства за счет рационального
использования материально-технических и трудовых ресурсов основного,
вспомогательного и обслуживающего производств;
внедрение автоматизированной системы управления
предприятием, в том числе создание конструкторско-технологических и
экономических баз данных;
постоянное улучшение системы менеджмента качества
предприятия.
Моделирование процесса производства можно проследить
на примере анализа, компании производственной системы электромонтажного цеха
ОАО «Щегловский Вал».
Пропускная способность исследуемого цеха, согласно
расчетам специалистов завода, оценивалась в 44 изделия в год. А серия
экспериментов на имитационной модели производственной системы этого же цеха
показала, что сквозь цех могут «пройти» максимум 12 изделий в год. Т.е. в 3,7
раза меньше, чем предполагалось.
Причина такого расхождения в том, что в аналитической
модели производственный цикл был принят равным технологическому (рисунок 4), но
в реальных условиях электромонтажного цеха это было далеко не так. Только в
ходе проведения эксперимента на имитационной модели выяснилось -
производственная система жестко разбалансирована, а загрузка рабочих мест
крайне неравномерна (при существующей организации ПС).

Рисунок 4 - Сравнение результатов оценок
производственной системы реального цеха по аналитической и имитационной моделям
Причем, дефицит мощности (и, соответственно,
пропускной способности цеха) определялся теми рабочими местами, достаточная
укомплектованность которыми не вызывала сомнений у руководства завода. И
напротив, те рабочие места, на которые в оперативном порядке осуществлялся
набор персонала, были в избытке.
Руководство предприятия о существовании проблемы знало
(о ее наличии свидетельствовало катастрофическое отставание от графика выпуска
изделий), однако решало ее совсем «не в том направлении», что приводило еще к
большей диспропорции.
Последовательным исключением «узких мест» на
имитационной модели, была сформирована модернизированная производственная
система, и проблема была успешно решена.
Именно метод имитационного моделирования позволяет
адекватно решать такие задачи.
В общем случае, главная задача - оценка итоговой
эффективности работы производственной системы.
Это выливается в следующие подзадачи (основные из
них):
расчет пропускной способности производственной
системы;
расчет загрузки производственных мощностей;
оценка межоперационного задела;
расчет длительности производственного цикла изделия;
оценка объема незавершенного производства;
определение размера производственной партии и др.
На эффективность работы производства, разумеется,
оказывают влияние и взаимное расположение элементов производственной системы в
пространстве, и их взаимодействие в пространстве.
В этом контексте, результатами проектных решений могут
быть планировочные и компоновочные (конструктивные) решения, сформированные по
требованиям эргономики и условиям возможности реализации самого процесса, и
исключающие «пространственные» конфликты. Последнее относится как к частям
изделия, так и к компонентам технологического оснащения (рисунок 5).

Рисунок 5 - Пример геометрического моделирования
производственной системы
Сюда же относятся и задачи нормирования отдельных
операций, время выполнения которых достаточно точно можно представить как
функцию кинематических (а в отдельных случаях и динамических) параметров
элементов производственной системы.
Примером может служить: расчет времени соединительных
операций сборки (затяжка болтов, закручивание гаек, сварка, пайка и т.п.),
определение необходимых размеров проемов, габаритов транспортных путей, трасс
коммуникаций и т.д. Иногда предлагаются инструменты для решения и таких задач.
Все они также моделируют (имитируют) пространственную геометрию производства.
Однако в отличие от использованной в вышеприведенном примере системы QUEST, в
них доминирует как раз геометрия. Они очень близки CAD-системам. Но, в отличие
от полноценных систем имитационного моделирования, они используют принципиально
другой математический аппарат. Характерно, что для моделирования действий
человека, используется модель, именуемая манекеном, построенная в соответствии
с антропометрическими, физиологическими показателями человека. Наверное, такое
моделирование тоже можно назвать имитационным. Но такая модель не отражает
«жизнь» производственной системы именно как системы. С её помощью удается
воспроизвести отдельные фрагменты ПС, например, детально исследовать и
оптимизировать эргономику конкретного рабочего места, но в целом она работать
не будет. В этом смысле такие модели применительно к функционированию всей
производственной системы, назвать имитационными нельзя. С помощью них можно
сымитировать часть процессов, но не их синергетическую совокупность.
Отвечая на вопрос «что именно в методе имитационного
моделирования позволяет решать отмеченный ранее перечень задач?», можно
утверждать, что ,помимо прочего, это адекватный учет «логики» ПС, правил
поведения участников производственного процесса.
Таким образом, подводя итоги, условно имитационным
моделированием производственной системы, можно назвать моделирование, по
результатам которого можно судить о состоянии производственной системы через
определенный интересуемый промежуток времени, причем под состоянием
подразумевается именно тот набор параметров и показателей, в обеспечении
которых и проектировалась производственная система, т.е. определяющим здесь
является цель ее работы, а не, скажем, удобство персонала и т.п. (хотя это тоже
моделируется во времени). В условиях бурного развития рынка имитационное
моделирование является мощнейшим инструментом верификации и отработки вновь
создаваемой или модернизируемой производственной системы, и предоставляет
весомое конкурентное преимуществ фирмам, их использующим, поскольку в разы снижает
риски ошибок в сравнении с традиционными методами.
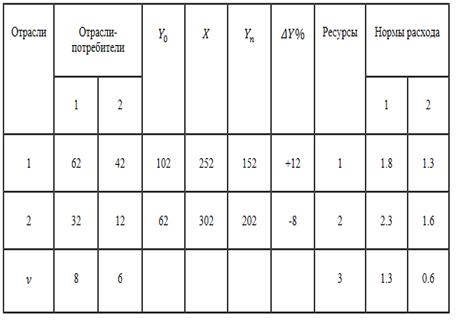
За отчетный период получены следующие данные о межотраслевых поставках и векторе объемов конечного
использования
и векторе объемов конечного
использования (таблица 1).
(таблица 1).
Таблица - Данные о межотраслевых поставках
Требуется:
. Определить матрицу коэффициентов прямых материальных
затрат , матрицу «затраты-выпуск» и вектор конечного потребления для вектора
валовых выпусков. 2. Определить матрицу коэффициентов полных материальных
затрат и валовые объемы выпуска для вектора конечного использования . 3.
Определить приросты валовых объемов выпуска, если конечное потребление должно
измениться на по сравнению с .
. Определить матрицу полных затрат ресурсов для
матрицы ее прямых затрат и суммарную потребность в ресурсах для вектора
конечного использования (отчетного и планового).
. Определить матрицы коэффициентов косвенных затрат
первого , второго и третьего порядка , сравнить сумму затрат с полными
затратами , найти абсолютные погрешности.
. Найти потребность в продукции всех отраслей
материального производства для получения единицы конечного продукта 1-го вида.
Указание: При вычислениях производить округление с точностью до тысячных.
Решение:
1) Найдем валовые выпуски отраслей, просуммировав в каждой строке
межотраслевые поставки и координату вектора :
:
Найдем матрицу прямых затрат. Ее элементы можно найти по формуле:
 (4)
(4)
Подставляя числовые значения, получаем:
Найдем матрицу «Затраты - выпуск»

Вектор конечного использования Y для валового объема выпуска X определим
на основе балансового соотношения:

) Найдем матрицу коэффициентов полных материальных затрат В -она будет
равна обратной матрице (E-A):
Определитель матрицы (E-A):
Алгебраические дополнения:

Обратная матрица:

Вектор валового объема выпуска Xn для конечного продукта Yn определим
формуле:

) Найдем приросты валовых объемов выпуска, если конечное потребление
должно изменяться на ΔY% по сравнению с Y0:

) Найдем матрицу полных затрат ресурсов S для заданной матрицы ее прямых
затрат M:
Суммарная потребность в ресурсах для вектора Y0:

Суммарная потребность в ресурсах для вектора Yn:

) Найдем матрицы косвенных затрат первого, второго и третьего порядка
Сумма затрат:

Разность матриц:

) Найдем вектор потребности в продукции всех отраслей материального
производства bij для получения единицы конечного продукта bj вида. Для этого
просуммируем столбцы матрицы полных затрат:

Это значит, что для производства единицы конечного продукта в первой
отрасли во всех отраслях надо расходовать продукции на сумму 1,864 ден.ед., для
производства единицы конечного продукта во второй отрасли -на 1,958 ден.ед.
Таким образом, эффективное моделирование процесса производства приведет к
значительному увеличенную эффективности предприятия и созданию более
современных видов изделий, которые составят достойную конкуренцию на рынках
автомобильной промышленности.
Заключение
В результате проделанной работы, были решены следующие задачи.
Рассмотрено моделирование как инструмент анализа и оценки эффективно
производственных операций, которые являются важнейшим вопросом в развитии
предприятия.
Экономико-математическое моделирование при оценке производственных
операций показало, что в составе экономико-математических методов и моделей
можно выделить математическую теорию игр (используется при выборе наилучших
управленческих решений, организации хозяйственных взаимоотношений с партнерами
и в др. ситуациях), математическую теорию массового обслуживания (решение
задач, связанных с организацией обслуживания и ремонта оборудования,
проектированием поточных линий, планированием маршрутов городского транспорта и
пр.), исследование операций (используется в экономическом анализе для получения
сравнительной оценки альтернативных решений), теорию нечетких множеств и другие
математические методы и модели.
Моделирование процесса производства деталей на примере ОАО «Щегловский
Вал», раскрыло практическую сторону применения моделирования как инструмента анализа
и оценки эффективно производственных операций.
Снижение затрат и повышение доходности путем разработки производственного
расписания не ограничивается применением критерия минимизации времени
переналадки. Системы класса АPS предоставляют цеховому диспетчеру еще целый
набор критериев составления расписаний, таких как: минимизация транспортировок
между производственными площадками; равномерная загрузка оборудования;
минимизация производственного времени заказов; максимизация загрузки
оборудования; выполнение заказов в срок и т. п. А задача диспетчера - выбрать
тот из них, который лучше всего подходит к текущей производственной ситуации.
Таким образом, всё вышеизложенное позволяет менеджменту предприятия путем
внедрения компьютерных технологий календарного производственного планирования
на базе автоматизированных систем класса АPS, в частности системы Preactor,
эффективно управлять всей совокупностью производственных и хозяйственных
особенностей и держать доходность бизнеса под контролем.
Каждый из n товаров Х1,..., Хn производится на территории данной страны
или региона в количестве, которое определяется заданной функцией от объема
ресурсов, направляемых на производство данного товара. Имеют место постоянная
отдача от масштаба производства или однородные функции производства первого
порядка; строгое следование данному допущению делает распределение объема
производства товаров между отдельными фирмами неопределимым и не имеющим
принципиального значения; в результате можно считать, что факторы производства «нанимают»
друг друга в ходе процесса естественного отбора. В основном ограничиваются
классическим случаем, при котором производимые товары и потребляемые в их
производстве ресурсы не совпадают друг с другом; фактически же, как показано в
математическом приложении, те же самые результаты могли бы быть получены и в
том случае, если бы , вслед за Леонтьевым и другими исследователями,
предположили, что для производства каждого товара необходимо использовать в
качестве исходных ресурсов все остальные рассматриваемые товары. Тогда товары
выполняли бы двоякую функцию - они являлись бы одновременно исходными ресурсами
производства и товарной продукцией, полуфабрикатами и конечными продуктами.
Кроме того, единственной характеристикой «первичного фактора производства» в
такой системе служил бы тот факт, что его производство и воспроизводство не
могут описываться однородной производственной функцией.
Список литературы
1. Бережная
Е.В., Бережной В.И. Математические методы моделирования экономических систем:
Учеб. пособие. 2-е изд., перераб. и доп. М.: Финансы и статистика, 2012. 432 с.
. Бусленко
В.Н. Автоматизация имитационного моделирования сложных систем / Под ред. Н.П.
Бусленко. М.: Наука, 2010. 240 с.
. Бусленко
Н.П. Моделирование сложных систем. М.: Наука, 2012. 356 с.
. Вагнер
Г. Основы исследования операций. Т. 1. М., Мир, 2013.
. Вагнер
Г. Основы исследования операций. Т. 2. М., Мир, 2013.
. Вагнер
Г. Основы исследования операций. Т. 3. М., Мир, 2013.
. Емельянов
А.А., Власов Е.А., Дума Р.В. Имитационное моделирование экономических
процессов: Учеб. пособие / Под ред. А.А. Емельянова. М.: Финансы и статистика,
2012. 368 с.
. Канчавели
А.Д., Колобов А.А., Омельченко И.Н. и др. Стратегическое управление
организационно-экономической устойчивостью фирмы: Логистикоориентированное
проектирование бизнеса - М.: Изд-во МГТУ им. Н.Э. Баумана, 2011. - 600с.
. Карпов
Ю.Г. Имитационное моделирование систем. Введение в моделирование с AnyLogic 5.
СПб.: БХВ-Петербург, 2010. 400 с.
. Кобелев
Н.Б. Основы имитационного моделирования сложных экономических систем: Учеб.
пособие. М.: Дело, 2013. 336 с.
. Моделирование
производственно-инвестиционной деятельности фирмы: Учеб. пособие / Под ред.
Г.В. Виноградова. М.: ЮНИТИ-ДАНА, 2012. 320 с.
. Моделирование
производственно-сбытовых систем и процессов управления / А.А. Колобов, В.В.
Бойцов, И.Н. Омельченко и др.; Под ред. А.А. Колобова, Л.Ф. Шклярского. М.:
Изд-во МГТУ им. Н.Э. Баумана, 2013. 216 с.
. Строгалев
В.П., Толкачева И.О. Имитационное моделирование: Учеб. пособие. М.: Изд-во МГТУ
им. Н.Э. Баумана, 2011. 280 с.
. Халиков
М.А. Моделирование производственной и инвестиционной стратегий
машиностроительного предприятия. М.: Благовест-В, 2013. 304 с.
15. Ashenden
P., Peterson G., Teegarden D. Analog, Mixed-Signal, and Mixed-Technology Modeling,
Elsevier, NY, 2013. − 880 p.
. Simplorer
7 VHDL-AMS Tutorial, ANSOFT Corp., 2012. −232 p.