|
Аi
|
Тип размера
|
Номин. размер
|
T
|
i
|
ES
|
EI
|
IT11
|
IT12
|
|
А1
|
Прочий (ум.)
|
37,5
|
0,16
|
1,56
|
+0,08
|
-0,08
|
0,16
|
0,25
|
|
А2
|
h
(ув.)
|
5
|
|
0,73
|
0
|
-0,12
|
0,075
|
0,12
|
|
А3
|
Ст. (ув.)
|
33,5
|
0,12
|
-
|
0
|
-0,12
|
0,12
|
0,12
|
|
АΔ
|
|
1
|
0,4
|
|
0,5
|
-0,5
|
0,355
|
0,49
|


Проверка номинального размера
исходно-замыкающего звена.

Находим среднее
количество единиц допуска
Данное значение
находится между 100 и 160, соответственно между 11 и 12 квалитетами. Заполняем
таблицу для значений данных квалитетов и подбором стремимся максимально
приблизиться суммарным допуском звеньев к допуску замыкающего звена.
В результате подбора
звено А1 изготавливается по 11 квалитету, остальные звенья по 12
квалитету. Тогда сумма допусков звеньев равна 0,4 мм, что удовлетворяет
требованиям задачи по части суммарного допуска на размер звеньев цепи. Вводить
звено-компенсаторы нет необходимости.
3.
Посадки гладких соединений
Посадка зубчатое
колесо (7) - вал(6).
Рисунок 2
Посадка втулка (17)
- вал (6).
Необходимо обеспечить
гарантированный зазор в сопряжении для беспрепятственного монтажа втулки на вал
при сборке. Задача втулки - забазировать зубчатое колесо на валу в продольном
направлении и ограничить осевое. Схема расположения полей допусков  для данного сопряжения указана на рисунке 3.
для данного сопряжения указана на рисунке 3.
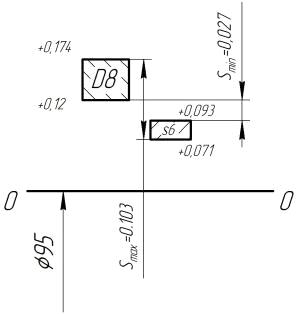
Рисунок 3
Посадка крышка (19)
- корпус (3).
Необходимо обеспечить
гарантированный зазор в сопряжении для удобства монтажа при сборке. Задача
крышки - блокировать осевое перемещение подшипника, предотвращать попадания пыли
и грязи, а так же удерживать смазку. Назначаем посадку  . Схема расположения полей допусков для данного сопряжения указана
на рисунке 4.
. Схема расположения полей допусков для данного сопряжения указана
на рисунке 4.
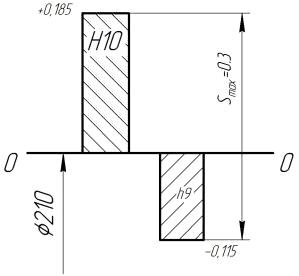
Рисунок 4
Посадка крышка (10)
- корпус (3).
Необходимо обеспечить
гарантированный зазор в сопряжении для удобства монтажа при сборке. Задача
крышки - блокировать осевое перемещение подшипника, предотвращать попадания пыли
и грязи, а так же удерживать смазку. Назначаем посадку . Схема расположения полей допусков для данного сопряжения указана
на рисунке 5.
Рисунок 5
Посадка крышка (19)
- вал (6)
В задании к работе на сборочном
чертеже была предусмотрена посадка  . Схема расположения полей допусков для данного сопряжения указана
на рисунке 6.
. Схема расположения полей допусков для данного сопряжения указана
на рисунке 6.
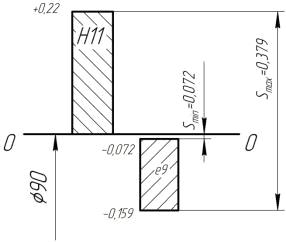
Рисунок 6
4.
Выбор посадок колец подшипников
Посадка подшипник (33) - вал (5).
Для данного сопряжения предусматриваем посадку  . При данной посадке внутреннее кольцо подшипника садится в натяг
на вал и вращается вместе с ним. Схема расположения полей допусков для данного
сопряжения указана на рисунке 7.
. При данной посадке внутреннее кольцо подшипника садится в натяг
на вал и вращается вместе с ним. Схема расположения полей допусков для данного
сопряжения указана на рисунке 7.
Рисунок 7
Посадка подшипник (33) - корпус (3).
Для данного сопряжения предусматриваем посадку  . При данной посадке внешнее кольцо подшипника проворачивается в
процессе работы редуктора. Схема расположения полей допусков для данного
сопряжения указана на рисунке 8.
. При данной посадке внешнее кольцо подшипника проворачивается в
процессе работы редуктора. Схема расположения полей допусков для данного
сопряжения указана на рисунке 8.

Рисунок 8
Посадка подшипник (34) - вал (6).
Для данного сопряжения предусматриваем посадку . При данной посадке внутреннее кольцо подшипника садится в натяг
на вал и вращается вместе с ним. Схема расположения полей допусков для данного
сопряжения указана на рисунке 9.
Рисунок 9
Посадка подшипник (34) - корпус (3).
Для данного сопряжения предусматриваем посадку . При данной посадке внешнее кольцо подшипника проворачивается в
процессе работы редуктора. Схема расположения полей допусков для данного
сопряжения указана на рисунке 10.
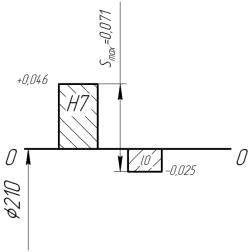
Рисунок 10
5.
Шпоночное соединение
Посадка шпонка (40) - вал (6) -
зубчатое колесо (7).
ГОСТ 23360-78 устанавливает размеры,
допуски, посадки и предельные отклонения соединений с призматическими шпонками.
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов для
свободного, нормального и плотного соединений. Свободное сопряжение применяется
для подвижных соединений, плотное - при большом крутящем моменте. Схема полей
допусков рисунок 11, в данном узле выбирается посадка с нормальным сопряжением:
Рисунок 11
6. Проектирование
калибра для контроля гладких цилиндрических поверхностей
Калибром называется техническое средство
контроля, воспроизводящее геометрические параметры элементов деталей и
контактирующее с элементами детали по поверхности, линии или точке. Произведем
расчет калибра скобы, с помощью которой контролируют на валу (5) ступень под
подшипник диаметром 60 мм.
Исходные данные к расчету:
номинальный размер d=60 мм
поле допуска k6
По ГОСТ 25347-82 предельное
отклонение поля допуска k6 на диаметре 60 мм равно  .
.
Производим расчет
калибра:
- Определяем наибольшие предельные
размеры вала
dmax =d+es=60+0,021=60,021 мм.
dmin =d+ei=60+0,002=60,002 мм.
По таблице 2, ГОСТ 24853-81 «Калибры
гладкие для размеров до 500 мм. Допуски»= 2,5 мкм − отклонение середины
поля допуска на изготовление проходного калибра для вала относительно наибольшего
предельного размера вала;= 5 мкм − допуск на изготовление калибров для
вала;= 3 мкм − допустимый выход размера изношенного проходного калибра
для вала за границу поля допуска изделия.
Строим схему расположения полей
допусков вала, ПР и НЕ калибров-скоб (рисунок 12).
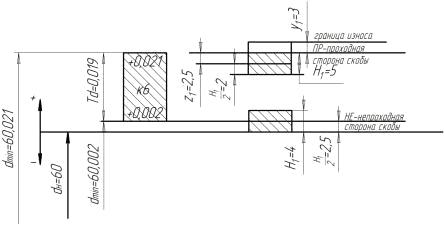
Рисунок 12
Считаем исполнительные размеры
калибров-скоб.
В качестве исполнительного размера
скобы берется наименьший предельный размер ее с положительным отклонением,
равным допуску на изготовление калибра.
Наименьший предельный размер ПР
стороны калибра-скобы:
ПР = dmax − Z1 − H1 =
60,021 − 0,0025 − 0,005 = 60,0135 мм.
Наименьший предельный размер НЕ
стороны калибра-скобы:
НЕ = dmin − H1 = 60,002 −
0,005 = 59,997 мм.
Исполнительный размер ПР стороны
калибра-скобы, который ставится на чертеже калибра, равен 60,0135+0,005.
Исполнительный размер НЕ стороны
калибра-скобы 59,997+0,005.
Список использованной
литературы
1. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в
машиностроении: Учеб. для машиностроит. спец. вузов./ Под ред. Ю.М.
Соломенцева. - 2-е изд., испр. и доп.-М.: Высш.шк.; Издательский центр
«Академия», 2001-335 с.
2. Солонин И.С., Солонин С.И. Расчет сборочных и
технологических размерных цепей. - М.: Машиностроение, 1980 г. -110 с.
3. Допуски и посадки. Выбор и расчет. Указание на чертежах.
Учебное пособие. 2-е издание / Анухин В.И., Санкт - Петербург, Издательство
СПбГТУ, 2001.
4. Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и
посадки. Обоснование выбора: Учебное пособие для студентов.-М: Высш.шк., 1984
г. - 112 с.
5. Допуски и посадки: Справочник. В 2-х ч./ В.Д. Мягков, М.А.
Палей, А.Б. Романов, В.А. Брагинский, - 6-е изд., перераб. и доп. - Л.:
Машиностроение, ч. 1. - 1982. - 543 с.
. Допуски и посадки: Справочник. В 2-х ч./ В.Д. Мягков,
М.А. Палей, А.Б. Романов, В.А. Брагинский, - 6-е изд., перераб. и доп. - Л.:
Машиностроение, ч. 2. - 1983. - 448 с.
. Анурьев В.И. Справочник конструктора-машиностроителя: в
3-х т. - Т. 1. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1992-816 с.
8. Анурьев В.И. Справочник конструктора-машиностроителя: в
3-х т. - Т. 2. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1992-784 с.
9. Анурьев В.И. Справочник конструктора-машиностроителя: в
3-х т. - Т. 3. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1992-720 с.
10. Нормирование точности узлов и деталей машин: Учебное
пособие./ И.К. Пичугин, З.Е. Попова, Ижевск, ИжГТУ, 1995.