Производство 2-этилгексановой кислоты
ПЕРМСКИЙ НАЦИОНАЛЬНЫЙ
ИССЛЕДОВАТЕЛЬКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Курсовая работа по ОХТ:
«Производство 2-этилгексановой
кислоты»
Выполнил
студент группы: ТНВ-12
Штин С.И.
Проверил
преподаватель:
Углев Н.П.
Содержание
Введение
. Выбор и обоснование
источников сырья, географическая точка строения
. Выбор и
способа производства
. Синтез и
анализ ХТС. Описание технологической схемы
. Выбор
основного аппарата
.
Технологические расчеты
.1
Материальный баланс установки в целом
.2
Энергетический баланс установки в целом
.
Экологическая оценка производства, отходы производства, их утилизация, ПДК
Заключение
Список
литературы
Введение
Производство 2-этилгексановой кислоты является мелко-тоннажным, но имеет
большое значение для лакокрасочной промышленности. На основе 2-этилгексановой
кислоты производят сиккативы (соли органических кислот), которые вводят в
масляные краски для ускорения процесса высыхания, растворители,
оловоорганических соединений, в процессе получения катализатора оксосинтеза, для
получения солей металлов, служащих катализаторами в производстве
пластификаторов поверхностно-активные вещества, комплексные стабилизаторы и
другие вещества, без которых нельзя представить современную промышленность.
В данной работе я попытаюсь разработать проект установки для получения
2-этилгексановой кислоты, учитывая все особенности процесса.
1. Выбор и обоснование источников сырья, энергоресурсов, географическая
точка строительства
Сырьем для производства 2-этилгексановой кислоты является многокомпонентная
димерная фракция (содержание 2-этилгексаналя -17%, 2-этилгексеналя - 18%).
Данная фракция является побочным продуктом в процессе ректификации продуктов
гидроформилирования и является очень дешевой, по сравнению с готовыми
альдегидами. Также эта фракция имеет достаточно высокую суммарную долю
альдгеидов (предельных и непредельных)-34% по массе. При этом уменьшаются
затраты на производство товарной 2-этилгексановой кислоты и наше производство
становится экономически выгоднее других способов.
В Перми, где большая часть н-масляного альдегида не гидрируется, а
направляется на конденсацию, димерная фракция содержит в основном
2-этилгексеналь и используется для получения концентрата кислот. Так как
непредельный альдегид (2-этилгексеналь) окисляется со значительно меньшими
скоростью и селективностью, чем предельный (2-этилгексаналь), производство
концентрата включает установку селективного гидрирования.
ЗАО “Сибур-Химпром” расположено на
левом берегу реки Камы, на юго-западной окраине города Перми, в промзоне
“Осенцы”.
2. Выбор и обоснование способа производства
этилгексановый кислота сырье установка
Обоснование способа производства:
Ценность 2-этилгексановой кислоты
возрастает с уменьшением количества примесей, поэтому целесообразно производить
кислоту с высокой концентра-цией. Для производства октоатов (сиккативы на
основе 2-этилгексановой кислоты) требуется кислота высокой
концентрации(98%).Это позволяет получать 2-этилгексонаты металлов постоянного
состава и высокой степени чистоты. Для производства 2-этилгексановой кислоты
высокой концентрации нужно большое количество альдегидов предельного состава,
выделяемых из димерной фракции. Содержание альдегидов предельного состава в
димерной фракции составляет 17%,что недостаточно для нашего производства.
Увеличение количества предельных альдегидов можно достичь селективным
гидрированием непредельных альдегидов (2-этилгексеналь). Из этого можно сделать
вывод, что гидрирование непредельных альдегидов является важной стадией в
производстве 2-этилгексановой кислоты, так как количество предельных альдегидов
возрастает вдвое.
Процесс производства 2-этилгексановой кислоты состоит из следующих
стадий:
стадия выделения фракции альдегидов С8 из сырья;
стадия селективного гидрирования фракции альдегидов С8 с целью
превращения 2-этилгексеналя в 2-этилгексаналь;
стадия окисления кислородом воздуха 2-этилгексаналя и остаточного
2-этилгексеналя;
стадия ректификации продуктов окисления с целью выделения
-этилгексановой кислоты.
Обоснование мощности производства:
Мощность действующей установки производства 2-этилгексановой кислоты
составляет 2 000 т/год. Я считаю, что производительность 2-этилгекса-навой
кислоты следует увеличить, так как растет спрос лакокрасочной продукции на
внутреннем рынке и увеличивается доля экспорта. Также важно учесть, что
октоатные сиккативы не дороже, а по качеству лучше нафтеновых и тем более
резинатных и линоматных. Поэтому производство октоатов экономи-чески более
выгодно и его объемы будут только увеличиваться. Я предлагаю построить
установку по производству 2-этилгексановой кислоты мощностью 3000т/год
3.Синтез и анализ ХТС
В качестве сырья для производства 2-этилгексановой кислоты используются
димерная фракция, получаемая в процессе ректификации продуктов
гидроформилирования, или смесь димерной фракции и фракции альдегидов С8
производства 2-этилгексанола.
Сырье отделения подвергается разделению на фракцию альдегидов С8,
фракцию легкокипящих компонентов и кубовый продукт. Разделение осуществляется в
вакуумных колоннах.
Затем фракция альдегидов С8 направляется на селективное
гидрирование. Процесс селективного гидрирования 2-этилгексеналя в
2-этилгексаналь осуществляется при температуре 80-1600С и давлении
8-12 кгс/см2 в реакторах на катализаторе ПКА-25-1 (ПК-25, ПК-25у) по
реакции:

-этилгексеналь
2-этилгексаналь
Гидрогенизат
направляется на окисление.
Реакция экзотермическая, тепловой эффект реакции равен 20 кал/г
2-этил-гексаналя.
Гидрогенизат направляется на окисление. Процесс окисления
2-этилгек-саналя и остаточного 2-этилгексеналя кислородом воздуха
осуществляется при температуре 40-600С и давлении 2,5 - 5,0 кгс/см2
в реакторе окисления. Количество воздуха, подаваемого в процесс, должно
обеспечивать соотноше-ние 1,5 моля кислорода на 1 моль альдегидов С8.

-этилгексаналь
2-этилгексановая кислота

-этилгексеналь
2-этилгексеновая кислота
Реакция
идет с выделением тепла. Для снятия тепла реакции используется паровой
конденсат.
Ректификация продуктов окисления осуществляется в вакуумной колонне,
которая предназначена для выделения 70%-ой 2-этилгексановой кислоты кубом
колонны и 95%-ой кислоты - боковым погоном.
Описание технологической схемы
Сырье подается через подогреватель в колонну К-701. Колонна К-701
предназначена для выделения из сырья фракции НК-180°С. Сырье подается на 22 или
26 тарелку колонны К-701. Фракция НК-180°С отбирается с верха колонны,
конденсируется и охлаждается в конденсаторе-холодильнике и далее поступает во
флегмовую емкость. Из емкости фракция НК-180°С насосом подается частью в виде
флегмы в колонну К-701. Балансовое количество фракции НК-180°С насосом подается
в колонну К-702.
Тепло в колонну К-701 вносится циркуляцией кубового продукта через
испарители, теплоносителем служит пар 14 кгс/ см2.
Кубовый продукт - фракция 180°С-КК с низа колонны К-701 через
холодильник, охлаждаемый оборотной водой, поступает на насосы и откачивается в
емкости промпарка.
Вакуум в колонне К-701 создается двухступенчатым пароэжекторным насосом.
Фракция НК-180°С из емкости через подогреватель в качестве сырья подается на
6,10 или 14 тарелку колонны К-702. Колонна К-702 предназначена для выделения из
фракции НК-180°С легкокипящих компонентов.
С верха колонны К-702 отбираются пары легкокипящих компонентов, которые
конденсируются и охлаждаются в конденсаторе-холодильнике оборотной водой и
далее поступают во флегмовую емкость.
Вакуум в колонне К-702 создается с помощью сухого вакуумного насоса.
Тепло в колонну К-702 вносится циркуляцией кубового продукта через испаритель,
теплоносителем служит пар 14 кгс/ см2. Кубовый продукт с низа
колонны К-702 насосом откачивается через холодильник на узел селективного
гидрирования. Схемой предусмотрена возможность подачи кубового продукта колонны
К-702 насосом в емкость и оттуда на окисление в реактор Р-701, минуя узел
селективного гидрирования.
Селективное гидрирование кубового продукта колонны К-702
Для улучшения качества и для увеличения выхода товарной 2-этил-гексановой
кислоты кубовый продукт К-702 подвергается селективному гидрированию для
перевода 2-этилгексеналя в 2-этилгексаналь. Узел селектив-ного гидрирования
смонтирован в корп.371a.
Окисление гидрогенизата
Уровень в емкости Е-712В, куда поступает гидрогенизат из корп. 371a,
регистрируется КИП.
Гидрогенизат из емкости Е-712В насосом Н-712Б подается в реактор
окисления Р-701 (Р-701А). Расход гидрогенизата в реактор регулируется КИП
поз.155, клапан которого установлен на линии подачи гидрогенизата. Насос Н-712Б
останавливается по блокировке при низком давлении нагнетания КИП поз.13 и при
низком уровне в насосе КИП.
В реактор Р-701 (Р-701А) также поступает технологический воздух,
предварительно подогретый теплофикационной водой в подогревателе Т-717.
Температура воздуха на входе в реактор Р-701 (Р-701А) регулируется КИП, клапан
которого установлен на трубопроводе подачи теплофикационной воды в
подогреватель Т-717. Расход воздуха в реактор регулируется КИП поз.159, клапан
которого установлен на линии подачи воздуха, с коррекцией по расходу
гидрогенизата в реактор Р-701 (Р-701А) КИП. Давление технологического воздуха
на входе в Т-717 регистрируется КИП. Нижний предел давления сигнализируется.
Температурный режим в реакторе Р-701 (Р-701А) поддерживается подачей
конденсата в змеевик реактора Р-701 (в межтрубное пространство реактора
Р-701А). Расход конденсата в реактор Р-701 (Р-701А) регулируется КИП, клапан
которого установлен на линии выхода конденсата из реактора, с коррекцией по
температуре в средней части реактора КИП. Выбор реактора, температуру в котором
регулирует КИП, определяется положением ключа на щите управления.
Схемой предусмотрены блокировки, прекращающие подачу в реактор воздуха
(закрываются отсечной клапан ОК-701 и электровентиль ЭВ-706) и гидрогенизата
(закрывается электровентиль ЭВ-705) при снижении расхода конденсата (КИП
поз.160) и гидрогенизата в реактор, а также при повышении температуры в
реакторе.
Температура по высоте реактора Р-701 регистрируется КИП, реактора Р-701А
- КИП. Температура на выходе из реактора Р-701 (Р-701А) регистрируется КИП.
Паровой конденсат, циркулирующий в системе охлаждения реактора окисления,
из емкости Е-703 насосом Н-703А,Б подается на охлаждение в холодильник Т-707А,
охлаждаемый оборотной водой, и далее в теплоснимающий контур реактора. При
больших нагрузках и недостаточном теплосъеме схемой предусмотрено использование
реактора Р-701А в качестве дополнительного холодильника конденсата,
охлаждаемого оборотной водой. Конденсат из теплоснимающего контура реактора
Р-701 поступает на охлаждение в Р-701А, и далее, через клапан КИП - в емкость
Е-703. Температура конденсата на выходе из Т-707А регулируется КИП, клапан
которого установлен на линии подачи оборотной воды в Т-707А. Уровень в Е-703
регистрируется КИП. Насос Н-703Б останавливается по блокировке при низком
давлении нагнетания КИП и при низком уровне в насосе КИП.
После холодильника Т-707А конденсат направляется также на охлаждение
насосов Н-701А,Б, Н-702А,Б, Н-703Б, Н-704А,Б, Н-706А,Б, Н-710А,Б, Н-711А,Б,
Н-712А,Б, откуда, пройдя через холодильник Т-724, охлаждаемый оборотной водой,
возвращается в емкость Е-703.
Продукты окисления из верхней части реактора направляются в холодильник
Т-705, охлаждаемый оборотной водой, и затем поступают в сепаратор Е-702.
Отработанный воздух, выделившийся в сепараторе Е-702, охлаждается в холодильнике
Т-706 оборотной водой и направляется на установку по переработке органических и
углеводородных продуктов.
Продукты окисления из сепаратора Е-702 за счет перепада давления
поступают на блок ректификации продуктов окисления. Расход продуктов окисления
регулируется КИП, клапан которого установлен на линии выхода продукта из Е-702,
с коррекцией по уровню в сепараторе Е-702 КИП.
Ректификация продуктов окисления
Продукты окисления из сепаратора поступают в подогреватель.
Сырье подается в колонну К-703 на распределительное устройство (между
верхним и средним слоями насадки). Колонна К-703 предназначена для выделения
товарной 2-этилгексановой кислоты.
С верха колонны отбираются легкокипящие компоненты (низкомолеку-лярные
соединения и масляные кислоты), конденсируются и охлаждаются в
конденсаторе-холодильнике Т-713 оборотной водой и далее поступают во флегмовую
емкость.
Вакуум в колонне К-703 создается с помощью сухого вакуумного насоса.
Товарная 2-этилгексановая кислота из куба колонны К-703 поступает через
холодильник, охлаждаемый оборотной водой, на насосы и откачивается в товарную
емкость.
В емкости производится усреднение состава товарной 2-этилгексановой
кислоты. При соответствии 2-этилгексановой кислоты требованиям ТУ
38-48424318-02-99, продукт из емкости откачивается насосом в промпарк или на
ТСБ.
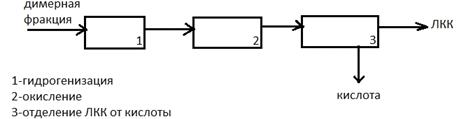
Структурная схема:
Операторная схема:
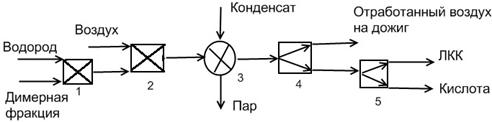
- реактор гидрогенизации;
- реактор окисления;
- холодильник;
- сепаратор;
- вакуумная колонна для отделения ЛКК от кислоты.
Технологическая схема:
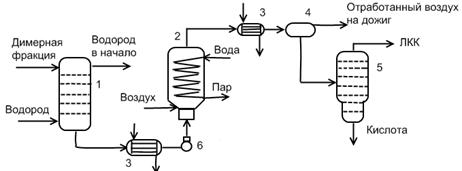
-реактор гидрогенизации; 3-холодильник; 5-вакуумная колонна, 2-реактор
окисления; 4-сепаратор; 6-насос
4. Выбор основного аппарата
В качестве основного аппарата я выбрал реактор Р-701, т.к. в нем
происходит основная стадия производства 2-этилгексоновой кислоты: окисление
гидрогенезата.
Гидрогенизат из емкости насосом подается в реактор Р-701. В реактор
Р-701 также поступает технологический воздух, предварительно подогретый
конденсатом в подогревателе. Температурный режим в реакторе Р-701
поддерживается подачей конденсата в змеевик реактора Р-701.
Паровой конденсат, циркулирующий в системе охлаждения реактора окисления,
из емкости насосом подается на охлаждение в холодильник охлаждаемый оборотной
водой, и далее в теплоснимающий контур реактора. Конденсат из реактора
возвращается в емкость. Продукты окисления из верхней части реактора
направляются в холодильник охлаждаемый оборотной водой, и затем поступают в
сепаратор.
Отработанный воздух, выделившийся в сепараторе, охлаждается в
холодильнике оборотной водой и направляется на установку термического
обезвреживания.
Продукты окисления из сепаратора за счет перепада давления поступают на
блок ректификации продуктов окисления.
5. Технологические расчеты
.1 Материальный баланс установки в целом
В год планируем добывать 3000т 98 масс.% 2-этилгексановой кислоты.
Масса
чистой кислоты равна 
2-этилгексановая кислоту получают путем окисления 2-этилгексаналя

-этилгексаналь
2-этилгексановая кислота
-этилгексеналь
2-этилгексановая кислота




Определим
расход по обоим веществам:


Найдем
количество димерной фракции, необходимой для получения 2-этил-гексановой
кислоты:
Водорода
для гидрирования 2-этилгексеналя:

Кислорода
для окисления необходимо:

Тогда
воздуха необходимо: 
Азот
будет составлять: 
|
ПРИХОД
|
|
РАСХОД
|
|
|
Материальные потоки
|
т/год
|
Материальные потоки
|
т/год
|
|
Димерная фракция: 2-этилгексаналь
2-этилгексеналь Примеси Воздух: Кислород Азот Водород
|
1269,33 1323 5032,18
326,67 1075,29 21
|
Продукт: 2-этилгексановая
к-та Примеси Азот Примеси
|
2940 60 1075,29 4972,18
|
|
ИТОГО
|
9047,47
|
ИТОГО
|
9047,47
|
.2 Энергетический баланс установки в целом
|
Вещество
|
|
|
|
|
Кислород Азот Водород Вода
2-этилгексаналь 2-этилгексеналь 2-этилгексановая к-та
|
0 0 0 -285,83 -296,9
-204,14 -565,48
|
0,94 1,05 14,55 4,18 1,93
1,79 1,82
|
Расчет тепловых эффектов химических превращений
А.Для гидрирования 2-этилгексеналя:
 реакция
экзотермическая
реакция
экзотермическая


.Приход
тепла с исходными веществами:

.Тепло,
уносимое гидронизатом:

.Тепло,
образующееся в ходе реакции:

.Общий
расход тепла:

.Подводимое
тепло:

.Необходимо
подводить тепла:

Б.
Для окисления 2-этилгексаналя:
 реакция
экзотермическая
реакция
экзотермическая


.Необходимо
тепла для подвода в реактор с гидронизатом:

.Тепло
подводимое с воздухом:

.Тепло,
отводимое от гидронизата:

.Тепло,
уносимое из реактора:

.Тепло,
образующееся в ходе реакции:

.Потери
тепла:

.Общий
расход тепла:

.Подводимое
тепло:

.Необходимо
отводить тепла:

|
ПРИХОД
|
|
РАСХОД
|
|
|
Тепловые потоки
|
*106 Дж/год
|
Тепловые потоки
|
*106 Дж/год
|
|
А.Димерная фракция Тепло
реакции Подогреватель
|
653950,81 973979,37
1666163,205
|
Гидрогенизат Потери
|
3129388,716 164704,67
|
|
Сумма
|
3294093,385
|
Сумма
|
3294093,386
|
|
Б. Гидрогенизат Тепло
реакции Тепло, подводимое с воздухом
|
3129388,716 5483508,333
1436,124
|
Тепло, уносимое из реактора
Тепло, отводимое от гидрогенизата Тепло, отводимое от реактора потери
|
1375718,345 1824040,627
5342167,972 72406,228
|
|
Сумма
|
8614333,173
|
Сумма
|
8614333,172
|
Расходные коэффициенты:
по материалам
|
статья
|
расходный коэффициент
|
|
-димерная фракция -кислород
-водород -азот
|
-2593,3 кг/т -111,1 кг/т
-7,1 кг/т -365,7
|
по энергоресурсам
|
статья
|
|
-электроэнергия
|
-566722,2 кДж/т2-этилгекс.кисл
|
Расходные коэффициенты для теплового баланса не рассчитываются, так как
тепло отводится.
6. Экологическая оценка производства, отходы производства, их утилизация,
ПДК
Предусмотрена возможность снижения количества отходов, образующихся в
процессах 2-этилгексановой кислоты путем их гидрирования на катализаторе
НТК-1(К) в интервале температур 180-220°С при давлении 0.1-5 МПа, что позволяет
дополнительно получить до 40% бутиловых спиртов.
Отходы при производстве 2-этилгексановой кислоты
|
наименование отхода
|
кол-во,т/год
|
метод утилизации
|
|
1.Кубовый продукт колонны
К-701 (фракция 180ºС-КК)
|
8140
|
используются в качестве
растворителей
|
|
2.Дистиллат колонны К-702
|
2660
|
В качестве компонента
бензина
|
|
3.Дистиллат колонны К-703
|
3200
|
В качестве компонента
бензина
|
|
4.Отработанный воздух
|
8000
|
Термическое обезвреживание
|
|
5.Химзагрязнеиная вода от
паровых эжекторов
|
3360
|
Термическое обезвреживание
|
|
6.Химзагрязненная вода
после пропарки оборудования и коммуникаций во время ремонта
|
200
|
Термическое обезвреживание
|
Пути утилизации, предотвращения и обезвреживания вредных отходов:
) Ограничительно-запретительная мера, выражающаяся в установлении
предельно допустимых концентраций вредных веществ и превышение которых
наказуемо по закону.
) Герметизация аппаратов и оборудования (Около 70% всех выбросов
вредных веществ поступает в воздушную среду через неплотности в аппаратуре).
) Очистка химзагрязненной воды термической обработкой
) Использование отходов в качестве компонентов бензина
) Использование отходов в производстве бутиловых спиртов
ПДК паров кислоты 2-этилгексановой в воздухе рабочей зоны -7,7мг/м3 что
не превышает ПДК 15 мг/м³,также нужно учесть что 2-этилгексановая кислота
обладает низкой летучестью, что снижает вероятность ингаляционных отравлений.
Нельзя забывать о вредных веществах, которые присутствуют в объеме выбросов.
Вредными веществами являются:
·
масляные
альдегиды, концентрация которых составляет около 1,26 мг/м3, а
выброс 0,0112 г/с. фактический выброс в год составляет 0,1615 тонн/год.
·
2-этилгексеналь,
концентрация которого составляет около 0,23 мг/м3, а выброс 0,002
г/с. фактический годовой выброс составляет 0,0295 тонн/год.
·
2-этилгексанол,
концентрация которого составляет около
·
1,24мг/м3,
а выброс 0,003 г/с. фактический годовой выброс составляет 0,0473 тонн/год.
|
Вещество
|
ПДК,мг/м³
|
|
2-этилгексеналь
|
5
|
|
2-этилгексаналь
|
5
|
|
2-этилгексановая кислота
|
15
|
Сточные воды
При производстве 2-этилгексановой кислоты сточные воды отсутствуют.
Химзагрязненные стоки с отметок и обваловок установки сливаются в заглубленную
емкость Е-708.
Выбросы в атмосферу
Выбросы в атмосферу имеют место в насосном отделении, из шкафов
пробоотбора, через неплотности оборудования, из барометрических сборников
Е-705, 707.
Пути использование вторичных энергоресурсов.
Вода, используемая для охлаждения реактора окисления, после прохождения
по межтрубному пространству забирает тепло реактора и превращается в пар,
отправляется в холодильник. Предлагаю отправлять пар на обогрев рабочих
помещений, офисов, кабинетов корпусов.
Заключение
В своем курсовом проекте я разработал и кратко описал процесс
производства 2-этилгексановой кислоты
Выбирая мощность своей установки, я оценивал нынешнюю потребность в
продукте. Мною была выбрана конструкция основного аппарата и рассчитаны
материальный и тепловой балансы, оценено воздействие производства на экологию.
Список литературы
.
Технологический регламент производства 2-этилгексановой кислоты/ ЗАО
"Сибур-Химпром".
. Технический
проект. 2-я установка по производству бутиловых спиртов и 2-этилгексанола.
Производство 2-этилгексановой кислоты./ВНИПИ Нефть. - М.: 1976.-53с.
3 Справочник нефтехимика /Под ред. С.К. Огородникова -Л.: Химия, 1978.
-Т.2