Пиление древесины на ленточнопильных станках
ВВЕДЕНИЕ
Пиление древесины - сложный процесс, выполняемый
в конкретных условиях технологической операции.
Пиление может осуществляется на ленточнопильных
станках бесконечной пильной лентой, надетой на шкивы.
Ленточнопильные станки бывают вертикальные столярные
с диаметром шкивов 400...800 мм, делительные с диаметром шкивов 1000...1400 мм,
бревнопильные с диаметром шкивов 1100 ... 3000 мм и горизонтальные.
Столярные станки предназначены для
криволинейного распиливания заготовок по карандашной линии или по шаблонам,
накалываемым на заготовку острыми шипами.
Делительные станки предназначены для ребрового
деления горбылей и досок. Станки имеют механизированную подачу вертикальными
вальцами или конвейерно-гусеничным механизмом подачи.
Бревнопильные станки предназначены для
индивидуального массового раскроя бревен. Распиливаемое бревно базируется и
фиксируется на подающей тележке, установленной на рельсовом пути и снабженной
приводом.
Горизонтальные ленточнопильные станки применяют
для индивидуального раскроя бревен на пиломатериалы или для деления широких
горбылей. Подача механизирована.
Пиление древесины ленточными пилами имеет ряд
преимуществ по сравнению с пилением рамными пилами. При достаточно высоком
напряженном состоянии пилы скорость главного движения ленточнопильного станка
достигает 40 м/с, высота пропила может быть сколь угодно большой, а ширина
пропила - самая узкая (2-3 мм). К тому же для ленточнопильных станков
практически нет проблемы вибрации, не требуется массивный фундамент, а
энергопотребление минимально.
В отечественном и мировом лесопилении в
последние годы просматривается совершенно четкая тенденция - все больший
переход лесопильных производств на пиление ленточными пилами. При отношении цен
обрезных досок естественной влажности к стоимости сырья примерно 3:1 как на
внутренних, так и на мировых рынках, заставляет лесопильщиков бороться за
повышение выхода пилопродукции из распиливаемых бревен.
Выход пилопродукции является важнейшим фактором,
определяющим экономическую эффективность производства. Теоретические расчеты
показывают, а практика лесопиления подтверждает, что повышение выхода
пилопродукции только на 1% увеличивает прибыль производства на 4-6%, уменьшает
себестоимость продукции более чем на 2%. Для многих лесопильщиков как в России,
так и за рубежом давно стало очевидным, что наилучшие экономические показатели
получаются при пилении ленточными пилами.
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
1.1 Назначение станка и
область применения станка в технологическом потоке
Ленточнопильный станок ЛД-125 - это комплекс
механизмов и устройств, предназначенных для осуществления двуединого процесса -
пиления и продвижения лесоматериалов в зону резания. Режущее устройство станка
- бесконечная стальная лента, на одной кромке которой насечены или смонтированы
зубья (резцы). Форма профиля зубьев и их геометрические размеры зависят от
размеров, породы и гидротермического состояния распиливаемого материала,
условий и вида резания. Бесконечная стальная лента с зубьями на кромке (в
дальнейшем для краткости будем называть ее пила) натягивается на двух шкивах,
один из которых- приводной, другой - натяжной. Пильные шкивы станков
располагаются в вертикальной плоскости. Благодаря натяжению гибкая стальная
лента - пила, прижимаясь ободу шкивов, силами трения увлекается во вращательное
движение. Силы, действующие па пилу со стороны распиливаемого лесоматериала,
стремятся изогнуть, скрутить ее и столкнуть со шкивов. В этом основное отличие
ленточной пилы от обычной гибкой связи, передающей тяговое усилие. Для того
чтобы пила смогла противостоять этим силам и резать древесину, одной силы
натяжения недостаточно. Устойчивость пилы на шкивах, ее работоспособность и
прочность при данных режимах пиления и условиях эксплуатации достигаются
правильным подбором сечения полотна пилы, силы натяжения, величины угла наклона
верхнего или верхнего и нижнего шкивов одновременно, соответствующего этому
наклону и профилю обода шкивов, способа и степени вальцевания полотна пилы.
У делительного станка ЛД-125 механизм подачи
выполнен в виде двух суппортов. Один суппорт является базовым, он перемещается
на толщину отпиливаемой доски. На суппорте смонтирована базовая линейка и
механизм подачи в виде пластинчатого конвейера с приводом от гидромотора.
Другой суппорт прижимной. Он обеспечивает
надежный прижим распиливаемой заготовки к поверхности конвейера базового
суппорта. На прижимном суппорте установлен один рифленый приводной валец и три
гладких вальца. Вальцы расположены вертикально.
Распиливаемый материал прижимается пластью к
базовой линейке и механизмом подачи подается на пилу. Горбыль при распиловке
ставится на ребро. За один проход отпиливается одна доска. Остаток возвращается
на повторное пиление.
На рисунке 1 приведена технологическая схема
лесопильного цеха с однопильными ленточнопильными станками. В соответствии с
технологическим процессом пиловочные бревна транспортером 1 подаются в
накопитель 2 вместимостью 5 - 6 бревен, откуда они поштучно подаются на тележку
однопильного ленточнопильного станка. Схему раскроя бревна выбирает оператор.
На ленточнопильном станке 3 выпиливают брус (двух-, трех- или четырехкантный),
горбыли и доски (обрезные и необрезные) заданных толщин. Горбыли, доски и
брусья поступают на распределительный транспортер 4. Горбыли и доски кратных
толщин поступают на поперечный транспортер 5, а затем на делительный станок 6,
брусья на брусоперекладчик 7, доски номинальных размеров на поперечный
транспортер 11. Горбыли и доски кратных толщин поступают на стол делительного
станка 9 для раскроя по толщинам. Доски транспортером 10 подаются на поперечный
транспортер 11 или на участок торцовки, сортировки и пакетирования. Неделовой
горбыль с поперечного транспортера сбрасывается в люк.
Брус через брусоперекладчик 7 направляется в
автоманипулятор 8, который ориентирует брус и подает его в делительный станок
9. Делительным станком может быть многопильный круглопильный станок или
лесопильная рама 2-го ряда. Необрезные доски с делительного станка 9 поступают
на поперечный транспортер 11, обрезные доски направляются на участок торцовки,
сортировки и пакетирования.
Необрезные доски транспортером 11 подаются на
стол трех- или четырехпильного обрезного станка 12.

Рисунок 1 - Схема линии на базе ленточнопильных
станков
Пояснения к рисунку: 1 - продольный цепной конвейер;
2 - накопитель; 3 - ленточнопильный станок для бревен; 4 - распределительный
роликовый конвейер; 5 - поперечный цепной конвейер для горбылей; 6 -
ленточнопильный делительный станок; 7 - брусоперекладчик; 8 - механизм
ориентации и подачи брусьев; 9 - делительный станок; 10 - разделительный
конвейер; 11 - поперечный конвейер для досок; 12 - обрезной станок; 13 -
продольные конвейеры.
1.2 Техническая
характеристика станка
Технические данные станка приведены в таблице 1.
Таблица 1 - Техническая характеристика станка
ЛД-125
|
Параметр
|
Значение
|
|
1
|
2
|
|
Диаметр
пильных шкивов, мм
|
1250
|
|
Наибольшая
высота пропила, мм
|
630
|
|
Наибольшая
толщина распиливаемого материала, мм
|
12
|
|
Скорость
резания, м/с
|
40
|
|
Скорость
подачи, м/мин
|
5…45
|
|
Установленная
мощность, кВт
|
37,6
|
|
Габариты
(длина х ширина х высота), мм
|
3840
х 1900 х 3940
|
|
Масса,
кг
|
6900
|
|
Ширина
шкивов, мм
|
150
|
|
Длина
распиливаемых лесоматериалов, м наибольшая наименьшая
|
Не
ограничена 0,51
|
|
Расстояние
от пилы до вальцов, мм слева от пилы справа от пилы
|
200
200
|
|
Наибольшая
длина полотна пилы, мм
|
7800
|
|
Начальная
ширина полотна пилы, мм
|
175
|
|
Толщина
пилы, мм
|
1,0
- 1,2
|
1.3 Устройство и
принцип работы станка
На рисунке 2 показан общий вид
ленточнопильного делительного станка с вальцово-гусеничной подачей ЛД125.
Станок достоит из станины 1, пильного механизма 3, механизма подачи с двумя
суппортами - базовым 8 и прижимным 7 с гидромоторами, привода пильного
механизма 2, гидростанции и пульта управления.
Пильный механизм имеет шкивы
диаметром 1250 мм. Нижний ведущий шкив приводится во вращение через понижающую
клиноременную передачу от электродвигателя мощностью 30 кВт.
Механизм подачи состоит из
приводного пластинчатого конвейера с вертикально расположенными приводным и
натяжным валами, установленного на базовом суппорте 8, приводного вальца и
нескольких неприводных подпружиненных роликов, смонтированных на прижимном
суппорте 7. Индивидуальный привод подающей гусеницы и подающего вальца
осуществляется от двух одинаковых гидромоторов, последовательно включенных в
гидросистему. Дроссельно-объемное регулирование расхода жидкости обеспечивает
бесступенчатое изменение скорости подачи в диапазоне 5... 45 м/мин.
Отвод прижимного суппорта 7 в начальный момент и
прижим распиливаемого материала к базовой гусенице осуществляются от гидроцилиндра
5 с управлением от педали 4. Смонтированные на прижимном суппорте ролики 6
служат для возврата распиливаемого материала. Установка базового суппорта на
толщину отпиливаемой доски осуществляется с помощью маховичка 9 с лимбом и
винтовой передачи.
В новейших моделях ребровых ленточнопильных
станков предусмотрены механизированная установка базового суппорта на толщину
отпиливаемых материалов с помощью барабана с упорами или устройства цифровой
индикации и световая индикация величины натяжения пильной ленты.
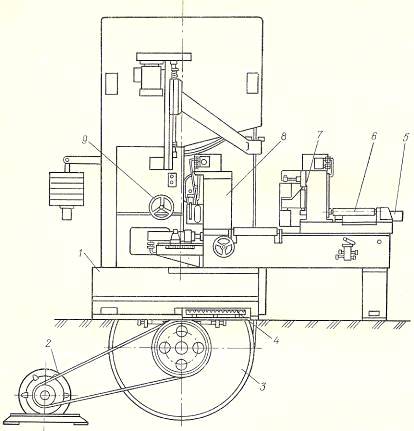
Рисунок 2 - Устройство станка ЛД-125
.
Анализ станков подобного назначения
отечественного и зарубежного производства
Аналогом станка ЛД-125 отечественного
производства является вертикальный ленточнопильный станок ЛБ-100. Он
предназначен для продольной распиловки бревен и получения качественного
пиломатериала в условиях массового производства. Не требует фундамента.

Рисунок 3 - Устройство станка ЛБ-100
Технические характеристики станка приведены в
таблице 2.
Таблица 2 - Техническая характеристика станка
ЛБ-100
|
Параметр
|
Значение
|
|
1
|
2
|
|
Диаметр
бревен, мм
|
100
- 700
|
|
Расстояние
между пилами, мм
|
-
|
|
Длина
бревен, м
|
1,0-6,5
|
|
Максимальна
толщина доски, мм
|
-
|
|
Минимальная
толщина доски, мм
|
3
|
|
Толщина
пилы, мм
|
1,0-1,2
|
|
Ширина
пилы, мм
|
100-125
|
|
Скорость
подачи, м/мин
|
4-45
|
|
Установленная
мощность, кВт
|
28,75
|
|
Габаритные
размеры, м
|
16,3
х 2,3 х3,2
|
|
Производительность,
м3/час
|
2,5
|
|
Производительность,
м3/год
|
-
|
|
Масса,
кг
|
3200
|
Если рассматривать зарубежные станки, то
аналогами станка ЛД-125 являются станки SNAC-740R и AKE Millmaster.танок
вертикальный ленточно-делительный SNAC-740R предназначен для деления
пиломатериала по толщине с высокой точностью размеров и минимальными потерями.
Используется на деревообрабатывающих предприятиях средней и малой мощности.

Рисунок 4 - Устройство станка SNAC-740R
Пиление ведется вертикальной ленточной пилой при
постоянной механической подаче пиломатериала. Устройство подачи обеспечивает
базирование заготовки, настройку на размер и изменение скорости подачи.
В зависимости от выбора заказчика станок может
комплектоваться различными типами подающих устройств: с рифленой рябухой для
переработки горбыля или с обрезиненным роликом для строганных поверхностей, а
также могут поставляться с вариатором скорости подачи, пневмоприжимом и
усиленным двигателем.
Отличительные особенности:
· высокоточная балансировка шкивов;
· высокий полезный выход
пиломатериала;
· быстрая настройка на другой
типоразмер;
· простота в обслуживании и
эксплуатации;
· не требует фундамента.
Технические характеристики станка приведены в
таблице 3.
Таблица 3 - Техническая характеристика станка
SNAC-740R
|
Параметр
|
Значение
|
|
Максимальный
ширина распиливаемого материала, мм
|
700
|
|
Максимальная
высота распиливаемого материала, мм
|
450
|
|
Диаметр
пильных шкивов, мм
|
740
|
|
Ширина
ленточной пилы, мм
|
80
|
|
Длина
ленточной пилы, мм
|
5310
- 5420
|
|
Скорость
резания м/с
|
25
|
|
Частота
вращения шкивов, об/мин
|
600
|
|
Мощность
основного эл/двигателя, кВт
|
9
|
|
Габаритные
размеры, м
|
0,6
х 1,2 х 2,53
|
|
Масса,
кг
|
750
|
Станок AKE Millmaster является наиболее
рациональным решением для производств, использующих делительные ленточнопильные
станки. AKE Millmaster позволяет осуществлять подачу материала как симметрично,
так и с боковым смещением, под углом или диагонально на скоростях подачи до 120
м/мин. При блочном двухпильном исполнении, станок состоит из одного
неподвижного и одного подвижного ленточнопильных блоков, а также системы подачи
распиливаемого материала. Перемещение вальцов механизма подачи осуществляется с
помощью гидравлических линейных позиционеров. Благодаря этим качествам, а также
высокому натяжению ленточного полотна, станок AKE Millmaster позволяет
производить деление с высокой точностью получаемых пиломатериалов на высоких
скоростях подачи. AKE Millmaster производиться в 1,2,3 или 4-х пильном
исполнении.

Рисунок 5 - Устройство станка AKE Millmaster
Технические характеристики станка приведены в таблице
4.
Таблица 4 - Техническая характеристика станка
AKE Millmaster
|
Параметр
|
Значение
|
|
Диаметр
шкивов, мм
|
1400
|
|
Ширина
шкива, мм
|
150
|
|
Толщина
ленточной пилы, мм
|
1,07-1,32
|
|
Рекомендуемая
сила натяжения пилы, Н/мм²
|
120
|
|
Скорость
резания м/с
|
34-57
|
|
Скорость
подачи, м/мин
|
40-120
|
|
Мощность
привода, кВт
|
45-90
|
|
Максимальный
диаметр перерабатываемых бревен, мм
|
300
|
|
Масса,
кг
|
6850
|
3.
Выбор режущего инструмента
3.1 Характеристика и
параметры дереворежущего инструмента
Параметры дереворежущего инструмента принимаем
по ГОСТ6232-77. Выбираем широкие ленточные пилы нормального профиля, тип 3.
Характеристика ленточной пилы приведена в
таблице 5.
Таблица 5 - Характеристика ленточной пилы
|
Параметр
|
Значение
|
|
Обозначение
пилы
|
3405-0034
|
|
Длина
пилы, м
|
8,5
|
|
Ширина
с зубьями, мм
|
125
|
|
Толщина,
мм
|
1,2
|
|
Шаг
зубьев, мм
|
50
|
|
Высота
зубьев, мм
|
13
|
|
Передний
угол, град
|
30
|
|
Угол
заострения, град
|
45
|
ленточнопильный станок пиломатериал
бревно
Профиль зубьев ленточной пилы показан на рисунке
6.
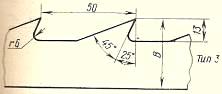
Рисунок 6 - Профиль зубьев ленточной пилы.
3.2 Расчет годовой
потребности
Годовой расход режущего инструмента определяется
по формуле:
 , (1)
, (1)
где Тгод - число часов работы
инструмента в год, час,
Тгод = l·m·Tcм·n, (2)
где l - число
рабочих дней в году, l = 250 дней;
m - число
смен, m = 2;
Tcм -
продолжительность смены, час, Tcм = 8 час;
n -
коэффициент использования рабочего времени станка, n = 0,93;
Тгод = 250·2·8·0,93 = 3720 час
Z - число
одинаковых инструментов в комплекте на один станок, шт, Z = 1 шт;
а - величина допуска стачивания
рабочей части инструмента, мм, а = 50 мм;
в - величина уменьшения рабочей
части инструмента за одну переточку, мм,
в = 0,6 мм;
t -
продолжительность работы инструмента между двумя переточками, час,
t = 4 час;
К - процент на поломку и
непредвиденные расходы инструмента, %, К = 15 %.
4.
КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА И КИНЕМАТИЧЕСКИЕ РАСЧЕТЫ
Кинематическая схема станка представлена на
рисунке 7.
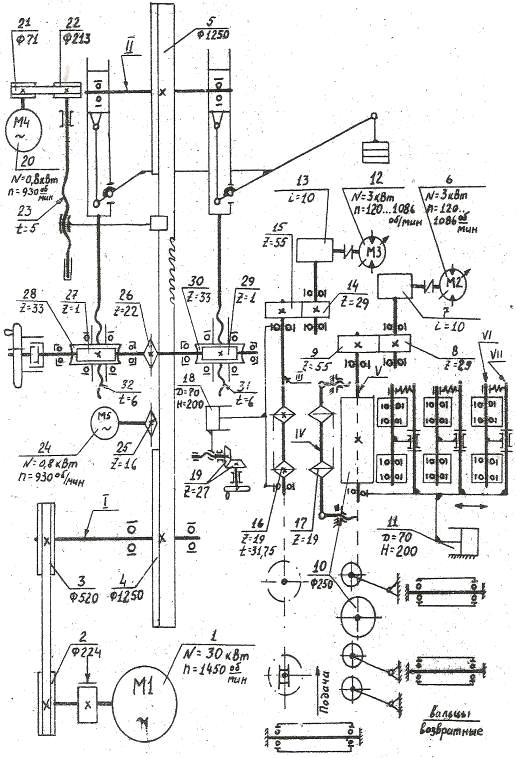
Рисунок 7 - Кинематическая схема ЛД-125
Рассчитаем первую кинематическую цепь, которая
представлена на рисунке 8, расчеты сведем в таблицу 6.
При расчете цепей мы использовали следующие
формулы:
i = Dведущ/Dведом,
(3)
где i
- передаточное отношение механизма резания;
Dведущ - диаметр
ведущего звена;
Dведом - диаметр
ведомого звена.
n = nэл/i,
(4)
где n
- частота вращения, мин-1;
nэл - частота
вращения электродвигателя, мин-1.
V = πDn/(6·104),(5)
где V
- скорость вращения, м/с;
D - диаметр рабочего
шкива ленточнопильного станка, м;
n - частота вращения
рабочего шкива, мин-1.
U = z·t·n,
(6)
где U
- скорость подачи, м/мин;
z - число зубьев
звездочки;
t - шаг звездочки,
м;
n - частота вращения
звездочки, мин-1.
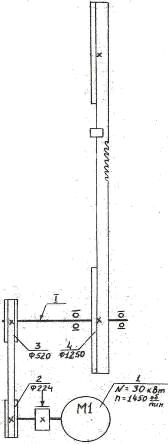
Рисунок 8 - Кинематическая схема первой цепи
Таблица 6 - Кинематические расчеты первой цепи
|
№
|
Наименование
элемента
|
Характеристика
элемента
|
Передаточное
отношение
|
Частота
вращения, мин-1
|
Скорость
вращения, м/с
|
|
|
Ø
|
Z
|
|
|
|
|
1
|
Вал
электродвигателя
|
-
|
-
|
-
|
1450
|
-
|
|
2
|
Шкив
|
224
|
-
|
-
|
-
|
-
|
|
3
|
Шкив
|
520
|
-
|
2,32
|
-
|
-
|
|
4
|
Шкив
|
1250
|
-
|
2,4
|
625
|
40,88
|
Рассчитаем вторую кинематическую цепь, которая
представлена на рисунке 9, расчеты сведем в таблицу 7.

Рисунок 9 - Кинематическая схема второй цепи
Таблица 7 - Кинематические расчеты второй цепи
|
№
|
Наименование
элемента
|
Характеристика
элемента
|
Передаточное
отношение
|
Частота
вращения, мин-1
|
Скорость
вращения, м/с
|
|
|
Ø
|
Z
|
|
|
|
|
1
|
Вал
гидромотора
|
-
|
-
|
-
|
1086
|
-
|
|
2
|
Червячная
передача
|
-
|
-
|
10
|
108,6
|
-
|
|
3
|
Вал
|
-
|
-
|
10
|
-
|
-
|
|
4
|
Шестерня
|
-
|
29
|
-
|
-
|
-
|
|
5
|
Шестерня
|
-
|
55
|
-
|
-
|
-
|
|
6
|
Вал
|
-
|
-
|
2,89
|
3,75
|
-
|
|
7
|
Звездочка
|
-
|
19
|
-
|
-
|
2,62
|
Расчет потерь мощности также сведем в таблицу 8
и таблицу 9.
Для расчета потерь мощности мы использовали
следующие формулы:
No = Nn·ŋ, (7)
Δr = Nn - No, (8)
где No
- отводимая от электродвигателя мощность, кВт;
Nn - подводимая
к электродвигателю мощность, кВт;
ŋ - КПД элемента цепи;
Δr
- потери мощности на электродвигателе, кВт.
Таблица 8 - Потери мощности на первой цепи
|
Наименование
элемента
|
КПД
|
Мощность,
кВТ
|
Потери
мощности на электродвигателе, кВт, Δr
|
|
|
Подвод
к электродв., Nn
|
Отвод
от электродв., No
|
|
|
Ременная
передача
|
0,96
|
30
|
28,8
|
1,2
|
|
Подшипники
качения
|
28,8
|
28,5
|
0,3
|
Таблица 9 - Потери мощности на третьей цепи
|
Наименование
элемента
|
КПД
|
Мощность,
кВТ
|
Потери
мощности на электродвигателе, кВт, Δr
|
|
|
Подвод.
к электродв., Nn
|
Отвод.
от электродв., No
|
|
|
Червячная
передача
|
0,5
|
3
|
1,5
|
1,5
|
|
Подшипники
качения
|
0,99
|
1,5
|
1,49
|
0,01
|
|
Зубчатая
передача
|
0,98
|
1,49
|
1,46
|
0,03
|
|
Подшипники
качения
|
0,99
|
1,46
|
1,44
|
0,02
|
5. РАСЧЕТ РЕЖИМОВ РАБОТЫ СТАНКА
5.1 Расчет оптимальной
скорости подачи
Скорость подачи распиливаемого материала в общем
виде, м/мин,
 , (8)
, (8)
где V - cкорость
резания, м\с,
V = πDn/(6·104),
(9)
D - диаметр
шкивов, мм, D = 1250 мм;
n - частота
вращения шкивов, мин-1, n = 625 мин-1;
V =
3,14·1250·625/(6·104) = 40,88 м/с
uz - подача на
зуб, мм;
t - шаг зубьев
пил, мм, t = 50 мм.
В формулу (3) подставляется
оптимальное значение подачи uz, ограниченное параметром
шероховатости поверхности, точностью размеров сечения пиломатериалов и
мощностью электродвигателя механизма резания.
Подача на зуб uz1
принимается в зависимости от параметра шероховатости досок, вида подачи и вида
распиливаемого материала.
Т.к Rm max = 500 мкм,
зубья пилы плющенные на сторону и распиливаемый материал - хвойная древесина,
то:
uz1= 1 мм.
Подача на зуб uz2,
ограниченная заполнением впадин опилками, мм:
при угле резания δ =60º
uz2 = t2/6h, (10)
где t - шаг
зубьев, мм, t=50 мм;
h - высота
пропила, мм, h=630 мм.
uz2 =
502/6·630 = 0,66 мм
Подача на зуб uz3,
ограниченная точностью выпиливаемых пиломатериалов (по условию устойчивости
полотен пил), мм:
 , (11)
, (11)
где Ркр - критическая нормальная
сила, Н;
в - ширина пропила, мм,
в = S + 2S0, (12)
S - толщина
пилы, мм, S = 1,2 мм;
S0 - уширение
зубьев на сторону, мм, S0 = 0,4 мм;
в = 1,2+ 2·0,4 = 2 мм
а - суммарный поправочный
коэффициент,
а = араnам, (13)
ар - коэффициент, учитывающий
затупление зубьев, для талой древесины ар =1,3;
аn
- коэффициент, учитывающий породу древесины, для сосны аn=
1;
ам - коэффициент, учитывавший
состояние древесины, для талой древесины ам= 1.
а = 1,3·1·1 = 1,3
Критическая нормальная сила, Н,
 , (14)
, (14)
где В - ширина полотна пилы без
учета зубьев, мм, В=112 мм;
l - межосевое
расстояние между шкивами, мм, l = 1900 мм;
Е - модуль упругости при растяжении,
для легированной стали Е = 2,1·105 МПа;
Yx - момент
инерции сечения, мм4,
Yx = ВS3/12 (15)
Yx =
112·1,23/12 = 16,12 мм4,
N - сила
натяжения пилы, Н,
N=σоВS, (16)
σо - напряжения при натяжении
пил, при S=1,2 мм, σо =80 МПа;
N=80·112·1,2=
10752 Н,
G - модуль сдвига,
для легированной стали G=8·104 МПа;
Ya - момент
инерции при кручении, мм4,
Ya = ВS3/3 (17)
Ya =
112·1,23/3 = 64,51 мм4,
r2 -
параметр,
r2 = (В2+S2)/12 (18)
= (1,22+1122)/12 = 1045,45.


Подача на зуб uz4,
ограниченная мощностью электродвигателя механизма резания:
 , (19)
, (19)
где Nэ - мощность
электродвигателя, кВт (принимается согласно характеристике станка), Nэ=30кВт;
ŋ - кпд привода механизма резания,
ŋ=0,9;
t - шаг зубьев, мм, t=50
мм;
D - диаметр шкивов,
мм, D = 1250 мм;
h - высота пропила,
мм, h=630 мм;
n - частота вращения
шкивов, мин-1, n = 625
мин-1;
ам - коэффициент, учитывавший
состояние древесины, для талой древесины ам=1;
ар - коэффициент, учитывающий
затупление зубьев, для талой древесины ар=1,3;
р - фиктивная удельная
касательная сила резания по задней грани зубьев, Н/мм, для сосны р=7,2 Н/мм;
kn
- фиктивное среднее давление стружки по передней грани зубьев, МПа, для сосны kn
= 37 МПа;
a - удельное сопротивление
резанию от трения стружки о стенки пропила, для плющеных зубьев aΔ=0,2
МПа.
 мм
мм
Выбираем оптимальную подачу на зуб uz4, как самую
наименьшую из четырех рассчитанных выше.
Определяем оптимальную скорость
подачи распиливаемого материала:

Рассчитанную скорость подачи
сравниваем с конструктивной. Конструктивная скорость подачи может быть от 5 до
45 м/мин. Можно сделать вывод о том, что при полученной скорости подачи мы
можем продолжать распиливать древесину, но если потребуется увеличить
производительность станка, то это легко сделать, увеличив скорость подачи.
6. СИЛОВОЙ И
МОЩНОСТНОЙ РАСЧЕТЫ СТАНКА
Рассмотрим функциональную схему
ленточнопильного станка.
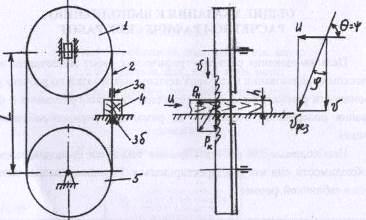
Рисунок 10 - Функциональная
схема ленточнопильного станка
На ленточнопильном станке пила
2 огибает верхний 1 и нижний 5 шкивы и движется с постоянной скоростью, равной
окружной скорости шкива (скорость главного движения V).
Распиливаемая древесина 4 подается на пилу также с постоянной скоростью
(скорость подачи U). Движение
подачи может осуществляться вручную по столу, вальцами, конвейером или
тележкой. Постоянство этих скоростей как по величине, так и по направлению определяет
прямолинейное движение каждого зуба пилы относительно древесины и,
соответственно, постоянство параметров стружки. Линия, определяющая траекторию
движения зубьев пилы, т.е. направление фактической скорости резания наклонена к
направлению подачи под углом θ,
называемым кинематическим углом встречи. А так как направление волокон
распиливаемой древесины совпадает с направлением скорости подачи, этот угол
также называют углом перерезания волокон древесины - ψ.
В процессе пиления возникают
касательная составляющая силы резания Рк, действующая в направлении скорости
главного движения V, и
нормальная составляющая силы резания Pн,
действующая под углом 90° к силе резания Рк, т.е. в направлении скорости
подачи. Сила Р - равнодействующая составляющих Рк и Рн:
Р = Рк + Рн. (20)
Для повышения качества пиления
- устранения возможных боковых отклонений пилы - в станке используются верхние
3а и нижние 3б направляющие.
Кинематические параметры
Скорость резания, м/с,
V = πDn/(6·104),
(21)
где D
- диаметр шкивов, мм, D
= 1250 мм;
n - частота вращения
шкивов, мин-1, n = 625
мин-1;
V =
3,14·1250·625/(6·104) = 40,88 м/с
Кинематический угол встречи и
угол перерезания волокон древесины:
θ = ψ = 90 - φ,
(22)
где φ
- угол
наклона траектории движения зубьев пилы относительно вектора скорости V,º,
 ; (23)
; (23)
U - скорость
подачи распиливаемого материала, м/мин, U=11,18
м/мин;

θ = ψ = 90 - 0,26 =
89,74º
Подача на зуб, мм:
 (24)
(24)
Толщина стружки, мм:
eΔ = Uz·sinθ (25)
eΔ = 0,23·sin89,74 = 0,22
мм
Сила резания древесины одной пилой,
Н:
 (26)
(26)
где b - ширина
пропила, мм, из формулы (12), b = 2 мм;
k - удельное
сопротивление резанию, МПа,
 (27)
(27)
kn
- фиктивное среднее давление стружки по передней грани зубьев, МПа,
kn
= 0,56δ + 0,2(90-V)
- 20, (28)
δ - угол
резания,º,
δ
=60º;
kn
= 0,56·60 + 0,2(90-40,88) - 20 = 23,42 МПа
aΔ
- удельное сопротивление резанию от трения стружки о стенки пропила, для
плющеных зубьев aΔ=0,2 МПа;
h
- высота пропила, мм, h=630
мм;
ар - коэффициент, учитывающий
затупление зубьев,
 , (29)
, (29)
Δр
- приращение радиуса затупления зубьев за время работы пилы, мкм,
 (30)
(30)
А - приращение радиуса затупления
зубьев на 1 м пути резания мкм/м, для хвойной древесины А=0,001 мкм/м;
T - время
работы пилы, мин, Т = 240 мин;
L - межосевое
расстояние между шкивами, мм, L = 1900 мм;
р0 - радиус кривизны лезвия, мкм, р0
= 10 мкм;
е - толщина стружки, мм, е = 0,22
мм.
 МПа
МПа

Мощность резания, кВт:
 (31)
(31)
 кВт.
кВт.
Установленная мощность
электродвигателя 37,6 кВт. Значит при h = 630 мм и U=11,18 м/мин
мощности электродвигателя хватит.
7.
ОСНОВНЫЕ НАПРВЛЕНИЯ МОДЕРНИЗАЦИИ СТАНКА И НЕОБХОДИМОСТИ ЕГО СОВЕРШЕНСТВОВАНИЯ
Модернизация и
совершенствование конструкции станков выполняется по ряду направлений, к
которым относятся:
· Повышение
производительности станка;
· Повышение качества
выпускаемой продукции;
· Снижение потерь
древесины в отходы;
· Снижение
энергозатрат на обработку древесины;
· Повышение
надежности станка;
· Повышение
безопасности работы на станке.
В нашем случае, станок ЛД-125
также можно модернизировать, для этого нужно:
· Механизировать
установку базового суппорта на толщину отпиливаемого материала (с помощью
гидропозиционера с устройством цифровой индексации);
· Механизировать
роликовый конвейер для возврата материала на повторную распиловку;
· Оборудовать станок
устройствами, автоматически очищающими шкивы, пильную ленту, направляющий и
опорный рельсы от опилок и смолы;
· Устанавливать
световую сигнализацию о натяжении пильной ленты.
СПИСОК ИСПОЛЬЗОВАННЫХ
ИСТОЧНИКОВ
1. Ленточнопильные станки. Феоктистов А.
Е. Москва, «Лесная промышленность», 1976. 152 с.
2. Теория и конструкции
деревообрабатывающих машин/Н. В. Маковский, В. В. Амалицкий, Г. А. Комаров, В.
М. Кузнецов: Учебник для вузов. - 3-е изд., перераб. И доп. М.: Лесн. пром-сть,
1990. - 608 с.
. Справочник мастера-инструментальщика
деревообрабатывающего предприятия. - 4-е изд., перераб. - М.: Лесн. пром-сть,
1984. - 176 с.
. Справочник по лесопилению/Ю. А.
Варфоломеев, И. С. Дружин, Ю. А. Дьячков и др. Под редакцией А. М. Копейкина -
2-е изд., перераб. и доп. - М.: «Экология», 1991. - 496 с.
. Каталог деревообрабатывающего
оборудования, выпускаемого в странах СНГ и Балтии/ Под ред. В. Н. Волынского.
Архангельск, Изд-во АГТУ, 1999. - 192 с.
. Коробовский А. А. Резание древесины.
Расчет силы и мощности резания: методические указания к выполнению
расчетно-графических работ / А. А. Коробовский, Л. Ф. Кулешов, А. М. Моргачев.
- Архангельск: Изд-во АГТУ, 2005.