Организация капитального ремонта вращающейся печи 4,5х170м в условиях ОАО 'Себряковцемент'
Содержание
Введение
1. Ремонтная служба предприятия
1.1 Развитие ремонтной службы, ее
состояние на данном этапе
.2 Организация ремонта оборудования
на предприятии
. Общая часть
.1 Схема машины назначение,
устройство и работа
.2 Ремонтный цикл машины, структура
ремонтного цикла, трудоемкость ремонта составление годового графика ТО и
ремонта по СТОИР
. Технологическая часть
3.1 Перечень изнашивающихся деталей
и срок их службы
.2 Объем специфических работ при
капитальном ремонте машины
.3 Составление Ведомости дефектов на
капитальный ремонт
.4 Ремонтная площадка, ее
оснащенность
.5 Технология разборки машины
.6 Технология ремонта основных узлов
машины и повышение износостойкости быстроизнашивающихся деталей
.7 Испытание машины и сдача ее в
эксплуатацию
. Специальная часть
.1 Техника безопасности при ремонте
машины
Литература
ремонтный вращающийся
печь дефект
Введение
Одним из главных направлений развития
промышленности строительных материалов является дальнейшая механизация и
автоматизация технологического процесса производства изделий и материалов.
В настоящее время эта отрасль промышленности уже
располагает значительным парком высокопроизводительного оборудования,
способного выпускать высококачественную продукцию. Поэтому эффективность
производства в значительном степени зависит от совершенствования системы
поддержания оборудования в работоспособном состоянии. Эта, в свою очередь
находится в прямой зависимости от рациональной работы ремонтной службы.
Современная организация технического
обслуживания и ремонта оборудования обеспечивает поддержание оборудования в
работоспособном состоянии. Дальнейшее развитие и совершенствование технического
обслуживания и ремонта оборудования требует не только улучшения технологии
обслуживания и ремонта, но и повышение уровня организации и специализации
ремонтного производства.
Для успешного решения поставленных задач
инженеры-механики должны обладать разносторонними знаниями в области
прогрессивных методов ремонта оборудования, способствующих повышению его
надежности и обеспечивающих доведения ресурсов отремонтированных машин до
уровня, мало отличающихся от ресурса новых машин. Это обеспечивается ускоренным
развитием новой отрасли знания - учение о воспроизводстве (ремонте) машин.
. Ремонтная служба предприятия
.1 Развитие ремонтной службы, ее состояние на
данном этапе
Внешним фактором повышения производительности,
оборудования промышленности строительных материалов, является качественные его
эксплуатация, ремонт и монтаж.
В последние годы в промышленности строительных
материалов, оснащенной современными Высокопроизводительными машинами,
осуществляются крупные мероприятия, направленные на улучшение эксплуатации и
централизацию ремонта оборудования, Внедряются новые правила технической
эксплуатации планово-предупредительного ремонта, совершенствуются технология
ремонта, внедряется научная организация труда, а так же продолжаются работы по
модернизации устаревшего оборудования, позволяющие повысить его срок службы и
степень использования.
Успешное выполнение задач в области повышения
технологического уровня и эффективности модернизации и ремонта техники в
большей степени зависит от подготовки квалифицированных специалистов, в
совершенстве изучивших вопросы технической эксплуатации и ремонта оборудования,
восстановления изношенных деталей, организации ремонтного хозяйства, монтажа и
испытания машин.
За пятидесятилетнюю историю завода ремонтная
служба претерпела большие изменения.
В начале становления завода структура была
цеховой.
В каждом цехе была ремонтная служба (бригада)
под руководством бригадира, подчиняющаяся механику цеха.
В шестидесятые годы были созданы комплексные
бригады занимающиеся ремонтом оборудования на всем проиэводстве:
отделения обжига, помола и подготовки сырья. Создание комплексных бригад
помогало более плотное занятие ремонтного персонала непосредственными
обязанностями. Например: если не было необходимости ремонта в обжиге, то
бригада работала в помоле.
По мере износа оборудования стало необходимо
постоянное, ежедневное обслуживание машин и механизмов В настоящее Время
расформировали комплексные бригады и на их основе созданы бригады В каждом
подразделении• обжига, помола, подготовки сырья.
Кроме того В структуре ОАО
"Себряковиемент" имеется цех по ремонту основного оборудования. Цех
создан в 1994 году на базе предприятия "Себряковиемент".
До создания предприятия
"Себряковиемент" на заводе был специализированный участок по ремонту
оборудования, который в разное время входил в состав различных управлений•'
Вольскиемремонт, Липецкремонт, Староосколцемремонт, которые В свою очередь
подчинялись "Союэцемремонту".
В цехе по ремонту основного оборудования имеются
два участка.
-й участок - занимается ремонтом основного
оборудования, Н-й участок - ремонтом обеспыливающих систем. В составе 1-го
участка входит - 22 бригады, Н-го участка - 5 бригад. В каждой бригаде имеется
1 электросварщик, 1 газорезчик, 3 слесаря.
Цех оснащен необходимым для ремонта инструментом
и приспособлениями. В цехе имеются гидравлические домкраты грузоподъемностью от
10 тонн до 500 тонн, ручные рычажные лебедки грузоподъемностью 1,5 тонн, ручные
шестеренчатые и червячные тали, монтажные блоки, кошки, барабанные, ручные и
электрические лебедки.
На заводе имеются грузоподъемные краны•'
автомобильные от 14 тонн до 32 тонн, на гусеничном ходу от 60 тонн до 100 тонн,
на колесном ходу - 36 тонн. При необходимости ЦРОО заказывает на участке
механизации нужные для производства ремонта кран.
1.2 Организация ремонта оборудования на
предприятии
Цех по ремонту основного оборудования
подчиняется главному механику завода и работает по планам и графикам
разработанным отделом главного механика.
Планы и графики составляются В соответствии с
системой технического обслуживания и ремонта (СТОИР) технологического
оборудования предприятия промышленности строительных материалов.
СТОИР предусматривает плановые ремонты двух
Видов: текущий и капитальный
Для оборудования с большой разницей показателей
долговечности и ремонтопригодности его составных частей предусматривается
проведение двух текущих (Т, и Тг) и двух капитальных (И, и К2)
ремонтов, отличающихся периодичностью, продолжительностью и объемом работ.
Основным видом ремонта, направленным на
восстановление работоспособности оборудования, является текущий ремонт. В
предшествующий В текущем ремонте период работоспособность оборудования
поддерживается приведения технического обслуживания (НТО).
Текущий ремонт - это ремонт, выполняемый для
обеспечения или восстановления работоспособности и состоящий в замене или
восстановлении отдельных частей (элементов, деталей, узлов).
Для одного и того же вида оборудования В объем
работ каждого последующего вида текущего ремонта входит объем предыдущего, то
есть текущий ремонт Щ полностью включает в себя также работы, предусмотренные
при ремонте Т, и соответственно ПТО.
Капитальный ремонт - это ремонт выполняемый для
восстановления исправности и полного или близкого к полному восстановлением
любых его частей, включая базовые.
Капитальным считается ремонт оборудования с
установленной периодичностью не менее одного года В процессе которого, как
пробило, производится полная разборка, очистка и промывка, замена или
Восстановление всех дефектных деталей, узлов и элементов защиты (огнеупорные
футеровки, бронефутеровки), ремонт или замена базовых деталей (узлов) и
фундаментов, сборка, выверка, регулировка и опробование оборудования в холостую
и под нагрузкой.
При капитальном ремонте выполняются также все
работы, предусмотренные для текущего ремонта, при чем капитальный ремонт
второго вида (К2) полностью включает в себя работы, выполняемые при
капитальном ремонте первого вида (К).
Работами по капитальному ремонту оборудования
руководит главный механик завода и начальник цеха по ремонту основного
оборудования. Они несут ответственность за своевременную подготовку ремонта,
соблюдение плановых сроков, полноту объема и качество работ.
Периодичность технического обслуживания
определяется, в основном, сроками службы самых быстроиэнашивающихся деталей, а
так же необходимостью подтяжки и регулировки узлов механизмов, Влияющих на
эффективность использования и надежность оборудования.
Периодичность текущих ремонтов устанавливается с
учетом регламентированных с эаводами-изготовителями и проверенных практикой
сроков службы изнашивающихся узлов и деталей оборудования, а так же стойкостью
футеровки в зоне спекания для вращающихся печей. При этом принимается, что по
истечение указанных сроков дальнейшей работы оборудования без ремонта приводит
к прогрессирующему его износу и выходу из строя. Периодичность капитальных
ремонтов определяется сроками службы основных деталей и техническим состоянием
узлов и механизмов оборудования, а также необходимостью выполнения работ по его
модернизации.
Необходимость увеличения выпуска продукции
обязывает ремонтников совершенствовать методы организации ремонта оборудования,
чтобы сократить простои машин в ремонте Это может быть достигнуто путем
перевода ремонтных работ на индустриальные скоростные методы, когда ремонтная
площадь по сущестду превращается в сборочную и на месте установки машины (в
процессе ремонта) ее разбирают, выбраковывают изношенные узлы и затем собирают
из заранее изготовленных узлов и деталей. Для осуществления индивидуальных
скоростных методов ремонта необходимо:
Высококачественная организационно-техническая
подготовка, заключающаяся в предварительном составлении ведомостей дефектов и
чертежей, а также в заблаговременном изготовлении и пригонке всех необходимых
деталей и узлов, в применении рациональной, заранее разработанной технологии,
использовании приспособлений и механизмов для облегчения и ускорения ручных работ;
Четкая организация ремонтных работ по сетевому
графику, в котором предусматриваются параллельно-последовательный ремонт и
сборка узлов, рациональная организация рабочего места, организация
двух-трехсменной работы ремонтных бригад и др;
Ремонт с максимально возможным количеством
ремонтных рабочих для сокращения простоя машины;
Внедрение узлового метода ремонта
Узловым методом ремонта называют такую
организацию ремонтных работ, при которой неисправные узлы машин заменяют
исправными из запаса При внедрении этого метода значительно ускоряется ремонт
оборудования и сокращаются простои, так как отпадает необходимость в затрате
времени на сборку и подгонку отдельных деталей в узлы.
Ведомость дефектов предназначена для определения
объема ремонтных работ. Ведомость дефектов служит основанием для определения
объемов ремонтных работ по видам, необходимых для ремонта материальных
ресурсов, составления смет, разработки сетевых и линейных графиков,
технологических карт производства работ, общей организации и технологии ремонта.
Ведомость дефектов представляет собой подробный перечень дефектов
(неисправностей, повреждений деталей, узлов технологического оборудования и
т.п.) с указанием мероприятий по устранению дефектов, перечислением необходимых
материалов и запасных частей.
Ведомость дефектов должна содержать перечень
дефектов, не только обнаруженных при осмотре В период подготовки оборудования
для сдачи в ремонт, но и уточненных при разборке агрегата, машины и их узлов.
График сетевой - служит для определения
технологической последовательности и организационной Взаимосвязи между работами
по ремонту сложных объектов и сроками выполнения с учетом структуры обеспечения
трудовыми, материальными и другими необходимыми ресурсами, а также
взаимодействия ремонтных организаций, участвующих в ремонте.
. Общая часть
.1 Схема машины, назначение устройство и принцип
действия вращающейся печи 4,5 х 170 м

Рис.1 Печной агрегат мокрого способа
производства с вращающейся печью 4.5х170 м
-запечный дымосос; 2-электрофильтр; 3-пылевая
камера; 4- уплотнение; 5-гидроупоры; 6-труба; 7-цепная завеса; 8-контрольно-измерительные
приборы; 9-вращающаяся печь; 10-бандаж; 11- привод; 12-станций жидкой
смазки; 13- роликоопора; 14-топливная форсунка; 15- разгрузочный конец;
16-горелка; 17-охладитель клинкера
Вращающаяся печь предназначена для получение
цементного клинкера Печь представляет содой металлический цилиндр, составленный
из отдельных обечаек, сваренных между собой Корпус печи зафутерован внутри
огнеупорным кирпичом и опирается на опорные узлы, установленные на семи
фундаментах Счёт опор ведётся с холодного конца печи. Корпус печи семью
сваренными бандажами опирается на семь пар опорных роликов, установленных в
блок корпуса на опорных рамах Опорные рамы установлены на пневмоподушках.
Опорные ролики работают на подшипниках качения, перекос осей роликов по
отношению к оси печи не допускается.
Для подворота печи установлен вспомогательный
привод, который через магнитные муфты соединен с первым валом редукторов А2900
и состоит из двух редукторов РМ50 и электродвигателей мощностью 30 кВт.
Подъём печи в осевом направлении осуществляют 4
гидроупора, установленные на опорах N*1,2,3,4.
Опускание печи поисходит под действием собственного веса за счёт
дросселирования шлама из системы гидроупоров.
Загрузочный "холодный" конец печи
входит в пыльную камеру, а разгрузочный коней входит в стационарную головку
печи.
Внутри печи установлены следующие теплообменные
устройства
фильтр-подогреватель цепной………………....….6м.
винтовая гирляндная, трёхзаходная цепная
завеса………........37м.
гирляндный цепной коврик………………………11м
конусный теплообменник…………….15м
Питание печи шламом обеспечивают питатели шлама
АРПША 2 шт.
Для отсасывания отходящих газов из печи установлены
два дымососа ЮГЦ 20,5 2 производительностью 350000 каждый, напором ЗАО мм
водяного столба при температуре газов 200 . Для обеспыливания отходящих газов
печь снабжена электрофильтрами с пылетранспортирующими устройствами. Клинкер из
печи поступает в холодильник *Волга 75С", где он охлаждается
Для контроля за работой оборудования печь
снабжена комплектом приборов КИП и А.
2.2 Ремонтный цикл машины, структура ремонтного
цикла, трудоемкость ремонта составление годового графика ТО и ремонта по СТОИР
Таблица 1
|
Оборудование
и краткая техническая характеристика, структура ремонтного цикла
|
Ремонт
и техническое обслуживание
|
Трудоемкость
чел/час
|
|
Вид
|
Периодич
ность час наработка
|
Продол
житель ность час.
|
Число
в цикле
|
Одного
ремонта ПТО
|
Средне
годовая
|
|
Вращающаяся
печь
|
ПТО
|
1460
|
60
|
24
|
900
|
3238
|
|
по
производству
|
Т1
|
4380
|
240
|
6
|
4000
|
3598
|
|
цементного
|
Т2
|
8760
|
336
|
3
|
7200
|
3238
|
|
клинкера
|
К1
|
17520
|
576
|
2
|
16000
|
4798
|
|
К2
|
52560
|
860
|
1
|
26000
|
3898
|
Структура ремонтного цикла определяется
установленными нормативами периодичности и последовательностью выполнения
ремонтов и периодичностью технического обслуживания в период между смежными
капитальными ремонтами смотри рис.2.
К2=1460*36+60*26+240*6+336*3+576*2+840=58440
часов
К1= 1460*12+60*8+240*2+336+576=19392 часов
Т2=1460*6+60*4+240+336=9576 часов
Т1= 1460*3+60*2+240=4740 часов
ПТО=1460+60=1520 часов

3. Технологическая часть
.1 Перечень изнашивающихся деталей и срок их
службы
Таблица 2. Перечень быстроизнашиваюших деталей и
срок их службы
|
Наименование
узлов, деталей
|
Материал
|
Срок
службы В часах
|
|
1.
Уплотнение разгрузочного конца печи
|
17280
|
|
2.
Ролик опорный В сборе с осью
|
Сталь
ЗОГСЛ
|
43200
|
|
3.
Вкладыш бронзоВый подшипника опорного ролика
|
Бронза
БрОЦС 5- 5-5
|
43200
|
|
4.
Ролик упорный контрольный
|
Сталь
ЗОГСЛ
|
43200
|
|
5.
Втулка упорного ролика
|
Бронза
БрОЦС 5- 5-5
|
21600
|
|
6.
Подшипник качения радиальный упорного ролика (контрольного)
|
сборка
|
34560
|
|
7.
Подшипник качения упорный контрольного ролика
|
сборка
|
43200
|
|
8.
Гидроупор
|
сборка
|
43200
|
|
9.
Подшипники качения Вала подвенцовой шестерни
|
сборка
|
43200
|
|
10.
Муфта зубчатая
|
Сталь
МЖ
|
43200
|
3.2 Объем специфических работ при капитальном
ремонте Машин
. Замена деформированных, прожженных обечаек
корпуса печи блоками не более З шт. обшей длиной до 24-м.
. Замена одного бандажа о комплекте с
подбондажной и околобандажными обечайками или одной подбандажной обечайки с
околобандажными.
. Замена концевой обечайки разгрузочного конца
печи.
. Замена двух опор.
. Замена роликоопор с подшипниками скольжения.
. Замена до двух изношенных опорных роликов или
опорных блоков.
. Ребизия подшипникоб роликоопор, устранение
осевых зазоров согласно нормативно технической документации .
. Замена контрольных роликов в комплекте с
подшипниками.
. Замена двух упорных роликов, гидроупоров или
одного гидроупора в сборе.
. Замена подшипников контрольных или упорных
роликов до двух комплектов.
. Ремонт системы гидроупоров.
. Поворот на 180° зубчатого венца или его
замена.
. Замена подвенцовой шестерни в сборе с подшипниками
тихоходного вала.
. Замена деталей промежуточных соединений и муфт
соединения быстроходного вала редуктора с электродвигателем.
. Замена трех сборок валов редукторов главного
привода.
. Замена одного редуктора вспомогательного
привода.
. Замена или ремонт деталей редукторов
вспомогательного провода
. Замена или ремонт уплотнений загрузочного или
разгрузочного концов печи
. Полная замена плит порога разгрузочного конца
печи
. Замена ил ремонт деталей и узлов загрузочного
конца печи для вращающихся печей производства клинкера по сухому способу
. Ремонт или замена редукторов и их креплений
. Замена одного клинкерного конвейера в
комплекте с металлоконструкциями и рельсовыми направляющими
. Ремонт и замена изношенных деталей привода
клинкерного конвейера
. Ремонт дымососов и вентиляторов
. Ремонт циклонных теплообменников
. Ремонт и ревизия узла питания печи, в том
числе пневмоподьемников и воздуходувок
. Ремонт прочего нестандартного оборудования б
том числе загрузочной шахты и системы пылевозврата.
. Инструментальная выверка положения
геометрической оси корпуса и оси вращения печи, положения опорных узлов
привода.
. Ремонт и замена приборов КИПиА.
.3 Ведомость дефектов
Таблица 3.
|
№
|
Наименование
узлов, деталей, подлежащих ремонту или замене.
|
Состояние
деталей подлежащих замене или ремонту.
|
Перечень
работ для устранения дефектов.
|
Наименование
и марка
|
Необходимое
количество для ремонта
|
|
1
|
Корпус
|
|
|
|
|
|
1.1
|
Обечайки
|
Заменить
|
|
2
|
|
1.2
|
Бандаж
5-ой опоры
|
Уменьшение
толщины свыше 20%
|
Заменить
|
|
1
|
|
2.
|
Роликоопоры
|
|
|
|
|
|
2.1
|
Опорный
ролик
|
Трещина
и износ на конце
|
заменить
|
|
2
|
|
2.2
|
Вкладыши
бронзовые подшипника опрного ролика
|
Вкладыш
имеет задиры и забоины
|
Обработать
шабре нием с обеспечением посадки А, IX прилегание вкладыша к шейке проверить
по кол-ву пятен краски
|
Бронза
ОЦС 5-5-5
|
2
|
|
2.3
|
Контрольные
ролики в комплекте с подшипниками
|
Износ
цапф по диаметру более 15%
|
заменить
|
|
2
|
|
2.4
|
Гидроупор
2й опоры
|
Трещина
в корпусе гидроцилиндр а
|
Заменить
гидроцилиндр
|
|
1
|
|
2.5
|
Гидроупор
Зй опоры
|
Масло
течь
|
Заменить
манжетные уплотнения
|
|
|
|
2.6
|
Подшипник
контрольного ролика Зй опоры
|
Сильный
нагрев
|
Набить
в подшипник смазку марки "Литол"
|
Литол
- 26
|
2кг
|
|
3.
|
Зубчатый
венец
|
Односторонни
износ зубьев
|
Перевернуть
зубчатый венец на 180°
|
|
|
|
3.1
|
Подшипники
вала Подвенцовой шестерни
|
Отслоение
баббита от постели
|
Произвести
перезаливку баббита, расточить под размер шейки вала с обеспечением зазора.
|
|
|
|
4.
|
Уплотнения
|
|
|
|
|
|
4.1
|
Уплотнения
горячего конца печи
|
|
Заменить
пластины на новые
|
|
60шт.
|
|
4.2
|
Уплотнения
холодного конца печи
|
Износ
плит уплотнения холодного конца печи
|
Заменить
плиты
|
|
40шт
|
|
5
|
Привод
|
|
|
|
|
|
5.1
|
Фундаментные
болты крепления вспомогательное о редуктора
|
Смятие
и частичное выкрашивание резьбы
|
Заменить
|
|
в
|
|
52
|
Редуктор
главного привода
|
Масло
в редукторе пришло в негодность
|
Заменить
масло
|
2200к
г
|
3.4 Ремонтная
площадка, её оснащенность
Подготовка ремонтной площадки проводится до
остановки машин на ремонт. Подготовка включает в себя определение мест
расположения крупных узлов и деталей, грузоподъемных средств, рабочих мест
слесарей, сварочные посты, места хранения инструмента, ГСМ, места расположения
пожарных щитов к месту производства работ подводится электроэнергия, сжатый
воздух, освещение. До начала ремонта доставить в зону ремонта необходимые
грузоподъемные механизмы и оснастку, материалы и запасные части. Установить
разборные металлические леса для работы монтажников на высоте.
За пределами ремонтной площадки должно
располагаться помещение для отдыха ремонтников, отапливаемое в холодное время
года
По периметру ремонтной площадки устанавливается
ограждение и вывешиваются таблички и плакаты предупреждающие об опасности.
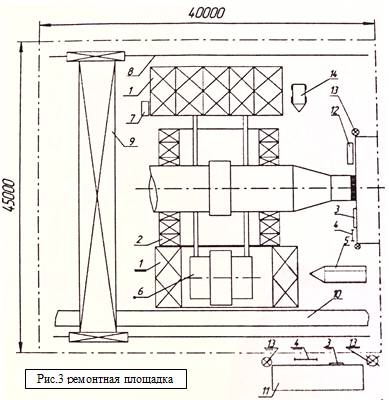
1. Эстакада.
. Разборные леса.
. Гидрант.
. Пожарный шит.
. Помещение для хранения инструмента.
. Обечайка с вварным бандажом.
. Сборочный трансформатор.
. Рельсовый путь.
. Кран козловой.
. Путь подвоза з/частей, материалов,
инструмента.
. Помещения для отдыха ремонтников.
. Компрессор.
. Искусственное освещение.
. Дизельный генератор.
3.5 Технология разборки машин
Таблица 4.
|
Наименование
работ
|
Оборудование
I Приспособления, инструмент, такелаж
|
Технические
указания
|
|
1.
Установить козловой кран КМК-120
|
Стреловой
гусеничный кран
|
Монтажная
мачта, Канты, полиспасты, лебедка, гаечные ключи, молотки, кувалды, пеньковые
канаты, теодолит, нивелир, уровень, стальная струна, рулетка, динамометр.
|
Монтаж
козлового крана выполнить до остановки печи.
|
|
2.
По обе стороны заменяемой обечайки. С вварным бандажом, установить две
металлические стойки с временными роликоопорами.
|
Козловой
кран КМК-120
|
Разборные
металлические леса с временными роликоопорами, гаечные ключи, кувалда,
стропы.
|
Выполнить
до начала ремонта, как только температура корпуса печи позволит установить на
нем необходимые приспособления.
|
|
3.
Установить разборные металлические эстакады.
|
Козловой
кран КМК-120
|
Разборные
металлические эстакады, гаечные ключи, стропы.
|
Установить
до остановки печи.
|
|
4.
Доставить к месту работ новую обечайку с вварным бандажом.
|
Трактор,
автокран КС- 16.
|
Специальные
сани.
|
Выполнить
до остановки печи.
|
|
5
Проверить положение геометрических осей печи.
|
|
|
Нивелир, теодолит, гидроуровень, стальная проволока диаметром 2-Змм, длина
130000мм
|
|
|
6.
Разобрать футеровку по всей длине подбандажной обечайки, 5-й опоры печи 0,5м
длины обечаек примыкающих к заменяемой.
|
Компрессор,
тележка, лебедка
|
Отбойный
молоток, шланги, лом, трап для прохода внутрь печи.
|
щ
г-,г Разобрать футеровку и перевезти ее на тележке при помощи лебедки по
направлению * разгрузочному концу печи.
|
|
7.
Разметить корпус печи в мечтах резки.
|
|
Стальная
проволока диаметром Змм, длина 1600мм, молоток, зубило, небольшой лом.
|
Правильность
разметки проверить рулеткой, замер производить от ближайшего бандажа, не
менее чем в 4- х местах.
|
|
8.
Поднять новую обечайку с вварным бандажом на эстакаду.
|
Козловой
кран КМК-120
|
Универсальные
четырехветьевые стропы (паук). Пеньковые канаты.
|
Выполнить
до остановки печи.
|
|
9.
Вырезать подбандажную обечайку строго по разметке.
|
|
Резак,
шланги, газовые баллоны.
|
|
3.6 Технология ремонта основных у злоб машины и
повышение износостойкости быстроизнашивающихся деталей
Таблица 5.
|
Наименование
работ
|
Оборудование
|
Приспособл
ения, инструмент, такелаж.
|
Технические
указания.
|
|
1.
Скатить Вырезанную обечайку с бандажом на эстакаду.
|
Кран
козловой КМК-120, трактор, лебедка 0=5т
|
Стропы
|
Обечайку
с вварным бандажом стропить за трактор, лебедки и козловой кран. Работа
трактора и лебедки, при скатывании, синхронизированная.
|
|
2.
Заделать кромки обечаек корпуса печи под " Y"
образный шоб.
|
|
Газовый
резак, шланги, газовые баллоны, переносной наждак, круги наждачные.
|
Установить
накладной резак под углом 35° к корпусу печи. Вращением печи от
вспомогательного привода разделать кромки обечайки отрезанной части печи
|
|
3.
Перекатить новую обечайку с вварным бандажом на роликоопоры.
|
Стропы
|
Зачалить
обечайку за козловой кран, лебедку и трактор. Медленно перекатить ее на
роликоопоры.
|
|
4.
Произвести стыковку с корпусом печи. Прихватить электросваркой обечайку к
корпусу печи
|
Электросварочный
аппарат.
|
Электроды
3-Ь2, молоток слесарный, кувалда, гаечные ключи, (прижимные накладки, стяжные
|
Стыковку
кромок обечаек производить прижимными накладками и стяжными планками.
Элипсность обечаек корпуса выравнивать домкратом. После
|
|
|
планки,
боты)-20 комплектов , нивелир, рейка, теодолит, гидроурове нь, клин К3,5%
|
стыкования
и выверки 9 прямолинейности оси обечаек струной, стыки проваривают прихватка
ведется одновременно на двух стыках по определенной схеме небольшими
участками. Во избежание перекосов и смещений обечайки. Во время сварки
проверять прямолинейность оси корпуса.
|
|
5.
Окончательно приварить обечайку к корпусу печи.
|
Электросвароч
ный аппарат.
|
Держаки,
электроды 3-42, слесарные молотки, резак, шланги, газовые Валлоны, нивелир,
рейка, теодолит, струна
|
Прижимные
накладки и стяжные планки срезать резаком по мере приближения к ним участков
сварки. Сварку вести по определенной схеме небольшими участками 250- 800мм.
Во время сварки вести проверку геометрической оси. При появлении коробления
изменить участок сварки.
|
|
6.
Провернуть корпус печи на 180° и произвести проверку прямолинейности осей.
|
|
Нивелир,
рейка, теодолит, струна, гидроурове нь, клин <3,5%
|
|
|
7.
Проверить и принять сварочные
|
Гаммодефектос
коп
|
Шаблон
для ft
|
качество
швов проверить внешним
|
|
швы.
|
|
проверки
размера шва.
|
осмотром
неполную заварку и трещины проверить гаммодефектоскопом
|
|
8.
Снять старую обечайку с эстакады. Транспортировать ев с ремонтной площадки.
Разобрать эстакаду, монтажные леса, временные стойки с роликоопорами.
|
Козловой
кран КМК-120, трактор, грузовой автомобиль, автокран КС-16
|
Спец,
сани, стропы, кувалды, гаечные ключи.
|
|
.7 Испытание машины и сдача ее в эксплуатацию
Смонтированное оборудование принять В
эксплуатацию соответственно требованиям строительных норм и пробил СНиП Ш-Г.
10-66 и СНиП Ш-И.6-67.
По окончании ремонта следует проверить
прямолинейность оси печи В горизонтальной плоскости При удовлетворительных
результатах проверки печь проверить на 180* и повторить выверку
горизонтальности оси. проверить правильность направления Вращения приводного
механизма подтянуть Все болтовые и другие крепления, заправить подшипники и
редукторы смазкой, смазать открытые шестеренчатые передачи, ползуны, а также
другие места трения надлежащими сортами смазки. Установить Все ограждения и
пустить машину для проверки на холостом ходу от Вспомогательного привода В
течение 2х часов, от главного привода 6 часов.
В период пробного пуска проверить:
. Надежность болтовых, клиновых, заклепочных и
других креплении.
. Исправную работу смазочных систем, состояние и
нагрев узлов трения.
. Плавность работы зубчатых передач, при этом не
должно быть ненормального шума, ударов и т.д. в зацеплениях и внутри корпусов
редукторов.
. Надлежащую плотность газовых, Воздушных,
Водяных, масляных и других систем и трубопроводов, Все обнаруженные неполадки
устранить.
. Надежность ограждении, защитных устройств,
теплоизоляции и др. При обнаружении каких либо дефектов следует немедленно
остановить машину и устранить их.
Вращающуюся печь под нагрузкой испытать в
течение 72х часов, проверяя соответствие рабочих характеристик.
Результаты испытания оборудования в холостую и
под нагрузкой оформить актами с приложением актов промежуточной проверки
фундаментов, скрытых и специальных работ, маслосистем, монтажных формуляров по
сложному оборудованию, а также исполнительных чертежей на монтаж оборудования.
_ Агрегат сдать б эксплуатацию, если он после устранения всех дефектов,
выявленных на холостом ходу проработал нормально не менее указанного периода с
полной нагрузкой.
. Специальная часть
.1 Техника безопасности при ремонте
. К ремонту могут быть допущены рабочие
прошедшие:
а) вводный общий инструктаж по технике
безопасности.
б) инструктаж по технике безопасности
непосредственно на рабочем месте.
. Погрузочно-разгрузочные работы проводить только
механизированным способом.
. К работе с грузоподъемными механизмами
допускаются стропальщики прошедшие специальное обучение и имеющие
удостоверение.
. К работе электрифицированным и пневматическим
инструментом допускаются рабочие прошедшие специальное обучение.
. Работать электрифицированным инструментом
только в специальных резиновых перчатках.
. Работающему электрифицированным инструментом
запрещается оставлять ег без присмотра во включенном в электрическую сеть
состоянии, передавать его для работы другим лицам.
. При производстве газо- пламенных работ баллоны
закрепить в вертикальном положении. Вентили и шланги предохранять от
повреждении, попадания грязи и масла
. Производить сварочные на открытом воздухе при
грозе, дожде или снегопаде запрещено.
. Производство строительных и монтажных работ, а
также нахождение людей под монтируемым оборудованием запрещено.
. Для строповки применять гибкие стальные тросы.
Стропы должны быть снабжены биркой с указанием грузоподъемности и сроками
испытания.
. Нахождение людей на поднимаемом грузе
запрещено
. Необходимые настилы должны иметь перила и
борта для выполнения работ требующих нахождение монтажников под узлами или
оборудованием на нем должны быть устроены прочные опоры из стальных клеток.
Работать на оборудобании Висящем на крюке запрещено.
. Для работы на Высоте применять разборные
металлические леса. В качестве инвентарных помостей и настилов запрещено
применять случайные предметы (бочки, ящики, и т.д).
. Ремонтная площадка огораживается по периметру
и Вывешиваются плакаты и таблички предупреждающие об опасности.
Литература
1.Механическое оборудование
цементных заводов. Под редакцией Ф.Г. Банит.
.Механическое оборудование
предприятия по производству вяжущих строительных материалов Ю.А. Лоскутов; В.М.
Максимов; В.В. Веселовский; Москва "Машиностроение" 1986г.
.Ремонт оборудования цементных
заводов. Ф.Г. Банит. 1986г.
.Система технического обслуживания и
ремонта технологического оборудования предприятий промышленности строительных
материалов. Цементная промышленность. Выпуск 1,2 Москва 1987г.
.Ремонт оборудования цементных
заводов. М. Калугин; Е. Фёдоров. 1987г.
.Технология вяжущих материалов. В.М.
Колбасов; И.И. Леонов; Л.М. Сулименко.
.Эксплуатация ремонт и монтаж
оборудования промышленности строительных материалов. Ф.Г. Банит; Г.С.
Крижановский; Б.И. Якубович. 1971г.