Механизация контроля качества
Реферат
МЕХАНИЗАЦИЯ
КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ
План
1. Механические и
электроконтактные средства контроля
. Гидравлические и
индуктивные средства контроля
.
Фотоэлектрические, радиоволновые и радиоизотопные средства контроля
Литература
1. Механические и
электроконтактные средства контроля
Требования, предъявляемые к
средствам контроля и управления в условиях кузнечно-штамповочных цехов.
Кузнечно-прессовое оборудование имеет много специфических особенностей, которые
определяют приемлемость того или иного способа контроля:
) тяжелые условия работы в
кузнечных цехах (вибрация, резкая смена температур, выделение активных газов и
дыма при горячей обработке, течь воды, например на ковочных гидравлических
прессах, и т. п.);
) наличие свободных колебаний в
системе инструмент - изделие, связанное с ударным приложением нагрузки, что
вызывает необходимость создания принципиально новых средств и методов
измерения;
) в большинстве случаев
ничтожно малое время деформации требует резкого увеличения маневренности
вспомогательных механизмов, компенсации инерционных явлений и быстродействие
контрольно-блокирующей аппаратуры.
При разработке программного
управления кузнечно-прессовыми машинами необходимо учитывать сложную
функциональную связь между размерами обрабатываемого изделия и параметрами,
доступными для программирования. При программировании ковки на гидропрессах
учитывают такие параметры: текущие и конечные размеры поковок, скорость
перемещения бойка пресса, число ходов, скорость и перемещение поковки
манипулятором. При этом в программном устройстве необходимо учитывать
дополнительные осложнения, возникающие в процессе ковки: охлаждение поковки,
появление трещин, требующих вынужденной остановки процесса ковки для их
удаления, и т. д.
Новые средства измерения и
управления, в том числе и бесконтактных радиоизотопных, позволит ускорить
процесс автоматизации кузнечно-штамповочного производства.
Основные характеристики
контрольно-блокирующих и измерительных устройств: точность, быстродействие и
надежность работы. С учетом условий кузнечно-штамповочного производства
измерительные устройства должны удовлетворять и дополнительным характеристикам.
Эти характеристики регламентируют габарит прибора, его массу, виброустойчивость
и т. п.
Основное требование, предъявляемое
к измерительному устройству, состоит в том, чтобы его показания находились в
пределах

где ψо
- действительное значение контролируемого технологического параметра;
ψ - значение
параметра, указанное прибором;
Δψ = ψ - ψо
- абсолютное значение отклонения показаний прибора от действительного значения
технологического параметра;
А+-3 - заданное предельно
допустимое относительное значение отклонения. На рис. 1 показан пример
изменения во времени величин ψ и
ψо

Рисунок 1 - Зависимость
измерения действительного значения контролируемого параметра ψо
и показаний прибора ψ во времени
Этот пример характерен и для
устройства типа СШТ-1. В областях а отклонения показаний подчиняются вышеназванному
неравенству. Такое отклонение объясняется погрешностью прибора, а область а
считается областью нормального функционирования прибора. В остальных областях
отклонение не подчиняется неравенству. Отклонение, показанное в областях б,
называется сбоем в работе устройства. Сбой может быть вызван резким колебанием
в сети питания, флуктуацией плотности потока частиц, резкой вибрацией и т. п.
Характерная особенность сбоев в том, что они не связаны с выходом из строя
элементов устройства, поэтому оно продолжает нормально функционировать, как
только исчезает причина, вызвавшая сбой. В области в наблюдается резкое
изменение контролируемого параметра. Применительно к СШТ-1 это связано с
изменением интенсивности излучения, например, при сдваивании заготовок.
Отклонение в области г
называется отказом в работе устройства. Причина отказа - выход из строя одного
или нескольких существенных элементов устройства. После отказа необходим ремонт
с заменой вышедшего элемента или целого функционального блока. Размеры областей,
указанных на рис. 1, и вероятность их возникновения оцениваются основными
характеристиками устройства: областей а - точностью; областей в -
быстродействием; областей б и г - надежностью работы устройства.
Функциональные схемы многих
контрольно-блокирующих устройств, в том числе и радиоизотопных, состоят из
датчика, усилительно-преобразовательного устройства и индикаторного элемента. С
учетом условий кузнечно-штамповочного производства ко всем этим элементам
предъявляются повышенные требования.
В радиоизотопных устройствах
датчиком служит система источник - приемник излучения. Обычно датчик
устанавливают непосредственно на прессе и поэтому его эксплуатируют в условиях
значительных вибраций: в диапазоне частот до 100 Гц и более с ускорением до
10g.
В некоторых случаях датчики
работают при температуре боле 50 °С. Поэтому при конструировании, а затем
монтаже датчика необходимо исходить из его эксплуатационной надежности. Это,
прежде всего, относится к приемникам излучения, в качестве которых чаще всего применяют
газоразрядные счетчики. Типовые приемники, выпускаемые отечественной
промышленностью, в основном отвечаю этим требованиям. Замена газоразрядных
счетчиков на кристаллические позволит иметь более надежные приемники излучения.
Если габарит типовых источников
β-излучения
в большинстве случаев вполне приемлем, то габарит приемников излучения еще не
всегда удовлетворителен. Однако использование малогабаритных счетчиков,
например СБМ-10, уменьшает геометрическую эффективность приемника излучения и
связано с необходимостью увеличение активности источника.
Усилительно-преобразовательные
устройства (электронные блоки) работают в лучших, условиях, так как они могут
быть удалены от машины на значительные расстояния (до 20 м и более).
В настоящее время разрабатываются
электронные блоки, собранные на полупроводниковых элементах. Такие электронные
блоки состоят из отдельных взаимозаменяемых функциональных блочков. В
устройствах релейного действия в качестве индикаторного элемента обычно
используют различные типы электромагнитных реле. При большом числе включений
контакты электромагнитного реле должны обладать большой износоустойчивостью.
Если же исполнительная команда проходит через несколько промежуточных реле, то
их необходимо заменить логическими бесконтактными элементами.
Контрольно-блокирующие
устройства при автоматической листовой штамповке, следящие только за одним
параметром, например за толщиной заготовок (т. е. за тем, чтобы сразу не
подавались две и более заготовки вместо одной или более толстая заготовка), должны
обладать следующими основными характеристиками: 1) устойчивой работой при
большом числе измерений (до 120 в минуту); 2) нечувствительностью к заусенцам,
встречающимся по краям заготовок, а также к неровностям заготовок; 3)
быстродействием, т. е. полным срабатыванием в течение одного хода ползуна
пресса; 4) быстросменностью и универсальностью при переналадках; 5)
возможностью использования для листовых заготовок любых материалов (сталь,
цветные металлы, пластмасса); 6) простотой и компактностью конструктивного
исполнения.
Наиболее полно этим требованиям
удовлетворяет радиоизотопный способ блокирования при помощи устройства типа
СШТ-1. Не всегда радиоизотопный способ приемлем. Поэтому, прежде чем его
применять, необходимо тщательно проанализировать возможность использования
других средств контроля, которые бы в данном конкретном случае лучше отвечали
решению поставленной задачи.
Такой подход позволяет
определять наиболее рациональные области применения радиоизотопной автоматики и
намечать основные направления ее внедрения.
В настоящее время для контроля
различных параметров на прессах применяют механические, электроконтактные,
гидравлические, индуктивные, фотоэлектрические, радиоволновые, радиоизотопные и
другие контрольные устройства.
Примером механического
устройства может быть весовой датчик, блокирующий некоторые многопозиционные
прессы иностранных фирм при случайной подаче двух заготовок вместо одной.
Однако механические устройства имеют существенный недостаток. Они состоят из
нескольких отдельных рычагов, представляющих многозвенную механическую цепь,
что увеличивает их погрешность, они инерционны и быстро изнашиваются.
Электроконтактные контрольные
устройства применяют чаще механических. Погрешность электроконтактных устройств
зависит от передаточного отношения перемещения измерительного штока, люфта в
шарнирах рычагов, перемещения рычага между контактами, силы тока в цепи
контактов, материала, из которого они изготовлены, давления в контактах,
частоты включения, напряжения и рода тока.
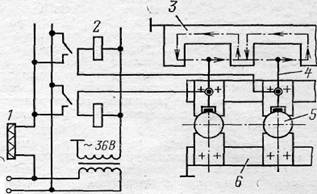
Рисунок 2 - Схема
электроконтактного устройства для контроля наличия заготовок в грейферном
подающем механизме
С течением времени у
электроконтактных устройств зазоры в соединениях увеличиваются в результате
износа. Скорость срабатывания зависит от погрешности контроля и уменьшается с
ее увеличением, т. е. скорость срабатывания таких устройств значительно
уменьшается с течением времени, их срок службы ограничен.
Однако в некоторых случаях за
неимением других отработанных и надежных средств на прессах применяют
механические и электроконтактные устройства. Так, на многопозиционных
пресс-автоматах усилием до 20 МН контроль наличия заготовки (детали) и
правильность ее ориентации в грейферных пластинах проводят при помощи
электроконтактного устройства (электрооператора).
Принцип действия
электроконтактного устройства сводится к следующему (рис. 2).. При перемещении
грейферных пластин 6 вперед вдоль позиций штампов ток питания реле 2 замыкается
через заготовку 5 и контакты 4, а при перемещении грейферных пластин
перпендикулярно оси перемещения деталей и назад - через контактную пластину 3.
Сердечник управляющего электромагнита 1 держит муфту пресса включенной. Если
заготовка неправильно ориентирована в грейферных пластинах или если ее нет на
данной позиции, то цепь питания реле 2 разорвется и электромагнит втянет свой
сердечник и выключит муфту пресса. Таким образом, косвенным способом
представляется возможность проконтролировать сдваивание заготовок на рабочей
позиции. Этим предотвращается авария на прессе в случае, если отштампованная
деталь осталась на пуансоне или в матрице.
В схемах контроля поломки
пуансонов иногда используют индуктивные датчики. Разработан индуктивный датчик
для косвенного контроля исправности пуансона по наличию отхода, пролетающего по
желобу после каждого движения ползуна пресс-автомата. Схема-контролер с помощью
индуктивного датчика проста и удобна в эксплуатации. Решение этой задачи
радиоизотопным способом практически возможно, но было бы намного сложнее. Ряд
индуктивных датчиков (типа БВК-24 и др.) успешно используют в командоаппаратах
на прессах как бесконтактные конечные выключатели.
2.
Фотоэлектрические, радиоволновые и радиоизотопные средства контроля
Фотоэлектрические способы
контроля и управления в кузнечно-штамповочном производстве достаточно
распространены. Пока наибольшее распространение получили фотоэлектрические
защиты на прессах. На рис. 3 приведена схема четырехлучевого фотозащитного
устройства. Работа устройства основана на том, что перед опасной зоной машины
(по фронту пресса перед столом) устанавливают осветитель и приемник, состоящий
из фоторезисторов типа ФСК-1.
контроль
электроконтактный фотоэлектрический производство устройство
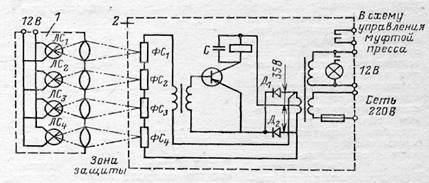
Рисунок 3 - Схема фотозащитного
устройства:
- осветитель; 2 - электронный
блок
При пересечении лучевой завесы
любым предметом, в том числе и рукой, происходит срабатывание фотореле и
подается команда на немедленную остановку ползуна пресса. Система работает
надежно при расстоянии между осветителем и приемником до 5 м. Время
срабатывания не превышает 0,1 с. Фотозащита не разрешает включение пресса до
полного удаления рук рабочего из опасной зоны и мгновенно останавливает ползун
пресса при случайном или намеренном введении рук в опасную зону. Однако такие
схемы могут эксплуатироваться только на тихоходных прессах с фрикционной
муфтой, так как мгновенность срабатывания весьма условна. От момента
пересечения рукой луча до полной остановки ползуна проходит определенное время,
которое обычно складывается из времени срабатывания фотореле (0,1 с), времени
срабатывания электрических аппаратов в схеме (0,1 с), времени запаздывания
пневмосистемы и времени торможения (угол торможения 15°). Суммарное
запаздывание может быть таким, что ползун за это время успеет дойти до нижнего
положения и травмировать оператора. Ограниченность применения фотозащиты
объясняется тяжелыми условиями работы (запыленность, вибрация и т. п.).
Есть предложения о применении
радиоизотопной защиты. В этом случае браслет или кольцо с радиоактивным
нуклидом оператор надевает на руку, приемник излучения располагают около
опасной зоны. Электронная схема построена таким образом, что пресс будет
выключен до тех пор, пока рука с излучателем находится в опасной зоне.
Возможность использования такой схемы для практических целей следует
рассмотреть только применительно к «механической руке».
Фотоэлектрические датчики
иногда применяют вместо контактных путевых конечных выключателей на
автоматических линиях листовой штамповки.
Радиоизотопные конечные
выключатели при крупногабаритной листовой штамповке более надежны и просты.
Фотоэлектрические датчики
находят применение в большей степени в исследовательских целях, в измерительных
схемах как датчики перемещения или скорости.
В предохранительных устройствах
на прессах иногда применяют инфракрасные лучи, подобно тому, как это
осуществлено в фотозащитных устройствах. Например, фирма «Sensi-Tromix» (США)
разработала предохранительное устройство (рис.4) для установки на
автоматических прессах. Устройство включает источник инфракрасных лучей,
образующих завесу, и приемник. Сбрасываемая деталь, проходя через завесу,
прерывает некоторые лучи, а чувствительные элементы подают в электросистему
устройства импульс. Цепь отметки времени устройства указывает время прохождения
детали через завесу и подает сигнал на остановку пресса, если деталь
своевременно не прошла. Цепь отметки времени регулируют в зависимости от
скорости работы пресса. Быстродействие цепи составляет 0,01 с, что обеспечивает
необходимую защиту прессов, делающих 30-200 ходов в минуту.
На заводах фирмы «Westinghouse»
(США) эти устройства установлены на прессах, вырубающих из автоматически
подаваемой ленты круглые детали диаметром 15 мм. При подъеме ползуна деталь
автоматически сдувается со штампа в ящик струей сжатого воздуха. Пресс
полностью автоматизирован и не требует присутствия оператора. Если раньше при
застревании детали в штампе в матрицу попадала вторая заготовка и, как
следствие, ломался штамп, а нередко и коленчатый вал пресса, то теперь
предохранительное устройство обеспечивает безаварийную работу пресс-автомата.
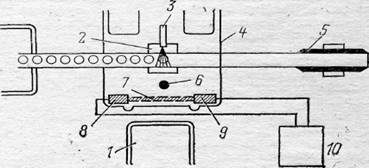
Рисунок 4 - Схема
предохранительного устройства, использующего инфракрасные лучи:
- тара; 2 - штамп; 3 -
пневматический сбрасыватель;
- пресс; 5 - лента; 6 -
сбрасываемая деталь; 7 - завеса;
- приемник лучей; 9 - источник
инфракрасных лучей;
- электронный блок
Аналогичную задачу можно решить
при помощи радиоизотопных датчиков. Однако для надежной регистрации деталей,
пролетающих с большой скоростью в пространстве, их габарит должен быть более 15
мм и иметь объемную форму (например, после операции вытяжки) с тем, чтобы
независимо от ориентации детали в пространстве можно было бы получить
достаточный перепад интенсивности β-излучения
в радиоизотопном датчике.
Основные преимущества
радиоизотопных устройств: 1) бесконтактность контроля и управления; 2)
источники излучения не требуют затраты энергии и не меняют своих характеристик
при изменении внешних условий (температуры, давления, парообразования и т. п.);
3) устройства, как правило, обладают высоким быстродействием, достаточным для
быстроходных прессов в случае их блокировки; 4) в большинстве своем
обеспечивают необходимую точность измерений; 5) проникающая способность
ионизирующих излучений позволяет контролировать широкий диапазон параметров; 6)
как правило, устройства просты по конструктивному исполнению и не требуют
больших капиталовложений при внедрении, срок окупаемости мал; 7) при соблюдении
инструкции по эксплуатации являются безопасными для обслуживающего персонала и
не требуют специальных мер защиты.
Устройства с радиоизотопными
датчиками, используемые в кузнечно-штамповочном производстве, можно
подразделить на две основные группы. В первую группу входят устройства, в
которых в зависимости от изменения контролируемого параметра изменяется
интенсивность регистрируемого излучения (контроль толщины листовых заготовок и
др.). Вторая группа - устройства, которые регистрируют наличие или отсутствие
излучения определенного уровня (различные устройства, работающие в режиме
бесконтактных конечных выключателей, уровнемеры дискретного действия и др.).
В свою очередь, по
использованию свойств поглощения или рассеяния излучений в контролируемом
объекте все устройства каждой группы также подразделяют на две подгруппы.
Каждое устройство можно также выделить еще по способу выдачи выходного сигнала
и индикации на интенсиметрические с выходом на стрелочный указатель и релейные.
Основные элементы
радиоизотопных устройств: датчик, состоящий из источника излучения и детектора
(приемника) излучения; электронно-преобразовательный блок; выходной
командоаппарат или показывающий прибор.
Источники. В машиностроении для
контроля и автоматизации технологических процессов, а также исследовательских
целей применяют α-, β, γ- и
нейтронное излучения.
Как известно, α-,
β-и
γ-излучения
получают от их источников - радиоактивных нуклидов, которые при радиоактивных
превращениях своих ядер испускают α-, β-частицы
и γ-кванты.
Нейтронное излучение получают в результате некоторых ядерных реакций.
В описываемых нами устройствах
применяют типовые, серийно выпускаемые радиоизотопные β-
и
γ-источники.
Как уже было сказано, при
листовой штамповке осуществить воздействие детали на контактный переключатель в
подавляющем большинстве случаев невозможно, так как деталь почти всегда имеет
малую жесткость и недостаточно четкую ориентацию при транспортировании.
Бесконтактный радиоизотопный способ воздействия в результате пересечения телом
заготовки пучка β-излучения
наиболее надежный. При этом могут быть использованы схемы с применением прямого
и обратного рассеянного β-излучения.
При использовании схемы прямого излучения в зависимости от расположения
источника относительно приемника могут быть три варианта радиоизотопного
устройства как конечного выключателя.
По первому варианту схемы
аппаратура управления какой-либо машины настраивается на нормальную работу,
когда между источником и приемником нет шторки, способной перекрыть β-излучение.
Шторка, прикрепленная к подвижному элементу пресса, при перемещении перекрывает
поток β-излучения,
что вызывает срабатывание реле электронного блока. Управляющий сигнал от реле
блока включает муфту пресса или используется для синхронизации работы
автоматической линии. В такой схеме приемник излучения большую часть времени
находится под облучением, что сокращает срок службы газоразрядного счетчика в
приемнике.
Предпочтительнее второй вариант
схемы устройства, когда нормальным положением аппаратуры управления считается
такое, при котором поток излучения перекрыт, а система срабатывает лишь в
момент открытия щели. Для этого используется подвижная шторка с отверстием,
которое должно совпасть в нужный момент с линией источник - приемник.
Третий вариант схемы
предусматривает расположение источника (реже - приемника) на подвижном элементе
пресса. Срабатывание устройства происходит в момент, когда подвижный источник и
неподвижный приемник излучения при своем относительном перемещении окажутся на
одной линии. Так происходит в установке типа СШТ-11, которая работает по
принципу бесконтактного, регулируемого по высоте конечного выключателя.
По первому варианту работает
устройство типа СШТ-9. Оно предназначено для управления правильно-отрезным
агрегатом при резке полос заданной длины.
Агрегат (рис. 5), состоящий из
разматывающего механизма, правильной машины, кривошипного пресса и стола со
сбрасывающим механизмом, обеспечивает с помощью радиоизотопного датчика
автоматическую резку полос толщиной менее 1 мм с точностью до ±(1,5-2,0) мм при
длине полосы 2,0-2,5 мм.
Нужную длину отрезаемой
заготовки устанавливают, перемещая радиоизотопный датчик вдоль направляющих.
Как только передний край подаваемой полосы пересечет пучок β-излучения,
срабатывает электронно-релейный блок, который, в свою очередь, включает
электросхему управления установкой. При этом выключается механизм подачи,
срабатывает тормоз останова подачи и включается муфта пресса. Пресс совершает
рабочий ход - полоса отрезается.
После сбрасывания отрезанной
полосы поток β-излучения вновь
облучает приемник типа РД-6, и электросхема управления срабатывает в обратном
порядке: муфта пресса и тормоз останова подачи выключаются, и включается
двигатель подачи. Лента вновь подается, цикл повторяется.
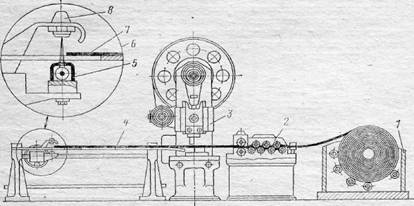
Рисунок 5 - Схема устройства
типа СШТ-9 на правильно-отрезном агрегате:
- приемник бунта; 2 -
правильно-подающее устройство;
- кривошипный пресс; 4 -
приемное устройство;
- приемник РД-6; 6 -
радиоизотопный датчик; 7 - лента; 8 --источник БИ-2
Устройство типа СШТ-9 можно
рекомендовать для автоматического управления ножницами при резке, например,
трансформаторного железа. Точность резки может быть доведена до нескольких
долей миллиметра. Для получения очень точной резки ленту следует подавать до
жесткого упора, обеспечивая специальным устройством прогиб ленты перед
ножницами. Радиоизотопный датчик при этом устанавливают на жестком упоре. Он
срабатывает с упреждением, учитывающим перебег заготовки в результате
инерционности системы.
Бесконтактные конечные
выключатели могут быть основаны также и на использовании обратнорассеянного β-излучения.
На рис. 6 показано устройство, предназначенное для управления электродвигателем
разматывателя листоштамповочного пресса. Обычно для разматывания применяют
рычажно-контактный конечный выключатель или фоторелейную блокировку. Эти
устройства имеют большие размеры. Кроме того, первому из них свойственны все
недостатки контактных приборов, и в первую очередь - пригорание контактов.
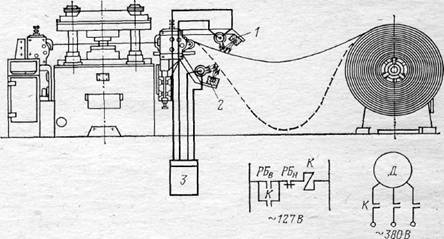
Рисунок 6 - Схема управления
двигателем размоточного устройства с помощью изотопов
В основу изотопного устройства,
применяемого для этой цели, положено обратнорассеянное излучение. В качестве
поверхности отражения служит поверхность подаваемой ленты. Устройство
смонтировано на входной проводке ленты листоштамповочного автомата, где более
резко меняется угол поворота ленты при ее большем или меньшем провисании.
Двигатель Д размоточного
устройства запускают при помощи промежуточного реле, управляемого двумя
комплектами источник - приемник 1, 2 и сдвоенным электронным блоком 3.
Включение электродвигателя производится верхним комплектом источник - приемник
1. Как только лента достигает положения, близкого к горизонтальному, отраженное
излучение попадает на верхний приемник. Импульс от приемника, преобразованный в
блоке, приводит к замыканию контактов РБВ. В результате катушка реле блока
замыкает контакты К двигателя и становится на самопитание. При избытке
разматываемой ленты образуется провисающая петля. В этом случае аналогичный
процесс происходит в нижнем комплекте источник- приемник 2, что в конечном
счете приводит к размыканию нормально закрытых контактов РБН и к остановке
двигателя. Таким образом можно избежать каких-либо механических элементов,
фиксирующих положение ленты, которые часто приводят к обрывам ее и разладке
системы в целом. Следует отметить, что управление контактным пускателем
двигателя при помощи маломощного анодного реле электронного блока невозможно, и
поэтому в систему управления ввели одно промежуточное реле. Схему опробовали на
пресс-автомате усилием 1 МН. Испытания показали, что электронный блок должен
иметь мощный токовый выход с тем, чтобы свести до минимума число промежуточных
контактно-релейных элементов.
Не менее важна область
применения бесконтактных конечных выключателей - контроль правильности
расположения (ориентации) заготовки или детали из листа в штампах или
транспортных устройствах автоматических линий.
Контроль правильности
расположения деталей (заготовок) в большинстве случаев осуществляется
различными механическими или электромеханическими устройствами, характеристика
которых была нами дана выше.
При штамповке малогабаритных
изделий в массовом производстве применяют автоматические бункерные
загрузочно-ориентирующие устройства, где загрузка и ориентация совмещены. Эти
устройства можно рекомендовать для каждого конкретного случая вне зависимости
от типа оборудования.
На рис. 7 приведена примерная
схема контроля правильности ориентации заготовки в автоматических
загрузочно-ориентирующих устройствах. При правильной ориентации поток излучения
в определенное заданное время, связанное с периодом стояния и движения деталей,
прерывается деталью. Если деталь ориентирована неправильно, поток β-излучения
попадает в приемник излучения и срабатывает схема управления, которая
переворачивает деталь или удаляет ее из потока. Примерно по аналогичной схеме
могут работать различные счетчики числа отштампованных деталей.
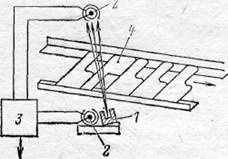
Рисунок 7 - Схема контроля
правильности ориентации заготовок на транспортере:
- источник: 2 - приемники
излучения;
- электронный блок; 4 -
неправильная ориентация заготовок
Литература
1. Велихов Е.П.:
Промышленность, инновации, образование и наука в России. - М.: Наука, 2009
. Винокуров Г.Г.:
Статистические подходы для описания формирования и изнашивания макроструктуры
порошковых покрытий и материалов, полученных высокоэнергетическими методами. -
М.: Academia, 2009
. Всероссийский НИИ
авиационных материалов ; под общ. ред. Е.Н. Каблова: Авиационные материалы. -
М.: ВИАМ, 2009
. под ред. В.Я. Панченко:
Глубокое каналирование и филаментация мощного лазерного излучения в веществе. -
М.: Интерконтакт Наука, 2009
. Углов А.Л.: Акустический
контроль оборудования при изготовлении и эксплуатации. - М.: Наука, 2009
. Шишковский И.В.: Лазерный
синтез функционально-градиентных мезоструктур и объемных изделий. - М.:
ФИЗМАТЛИТ, 2009
. Ю.П. Солнцев и др. ; [рец.:
Ю.В. Шахназаров, Каф. "Материаловедение и технология материалов"
Санкт-Петербургского государственного Морского технического ун-та]:
Нанотехнологии и специальные материалы. - СПб.: Химиздат, 2009
. Всероссийский НИИ
авиационных материалов ; под общ. ред. Е.Н. Каблова: Авиационные материалы. -
М.: ВИАМ, 2008
. Всероссийский НИИ
авиационных материалов ; под общ. ред. Е.Н. Каблова: Авиационные материалы. -
М.: ВИАМ, 2008
. Комбалов В.С.: Методы и
средства испытаний на трение и износ конструкционных и смазочных материалов. -
М.: Машиностроение, 2008
. под ред. С.Б. Рыжова: Стали
и сплавы энергетического оборудования. - М.: Машиностроение, 2008
. : Металлообработка:
оборудование, инструмент, материалы, технологии. - М.: АСУ-Импульс, 2007
. Мышкин Н.К.: Трение,
смазка, износ. - М.: ФИЗМАТЛИТ, 2007
. Солнцев Ю.П.:
Материаловедение специальных отраслей машиностроения. - СПб.: Химиздат, 2007
. Солнцев Ю.П.:
Материаловедение. - СПб.: Химиздат, 2007
. Соснин О.М.: Основы
автоматизации технологических процессов и производств. - М.: Академия, 2007
. Антонов И.С.: Использование
высоких технологий при расчете предварительно напряженных кострукций в
атомобилестроении. - Ульяновск: УлГУ, 2006
. Ишков А.В.:
Электропроводящие композиты с нестехиометрическими соединениями титана. -
Барнаул: Алтайский государственный университет, 2006
. Николаев А.В.:
Использование информационных технологий поддержки жизненного цикла изделий. -
Ульяновск: УлГУ, 2006
. Николаев А.В.: Примение
ИПИ-технологий при производстве комплектующих в автомобилестроении. -
Ульяновск: УлГУ, 2006
. Николаев А.В.: Разработка
методов повышения качества выпускаемой продукции за счет применения
информационных систем поддержки жизненного цикла изделия. - Ульяновск: УлГУ,
2006