|
Показатель
|
КПУ-М
|
1П31
|
А9-КИТ
|
Т1-КП2У
|
Т1-КП2Т
|
|
Производительность, т/ч
|
5,0... 7,0
|
1,0
|
4,0...15,0
|
7,0
|
10,0
|
|
Частота вращения рабочего
вала, с-1
|
28,7
|
26,2...74,8
|
46,6...73,3
|
83,7
|
|
Количество бичей, шт.
|
10
|
4
|
4
|
4
|
4
|
|
Угол опережения бичей, град
|
1,0
|
1,5
|
1,5...4,5
|
1,5
|
±1,5
|
|
Диаметр протирочного
барабана, мм
|
388
|
-
|
388
|
-
|
388
|
|
Длина протирочного
барабана, мм
|
816
|
-
|
1200
|
-
|
856
|
|
Диаметр отверстия в ситах,
мм
|
1,0
|
0,8... 5,0
|
0,8...5,0
|
0,8...5,0
|
0,4...5,0
|
|
Живое сечение сетки, %
|
64
|
37
|
23...40
|
23...41
|
17...34
|
|
Мощность электродвигателя,
кВт
|
4,0
|
1,1
|
13,0
|
7,5
|
17,0
|
Оборудование для стерилизации
Инжекционный стерилизатор применяют для асептического консервирования,
при котором продукт подвергается кратковременной стерилизации при высоких (до
140 °С) температурах. Затем он быстро охлаждается и фасуется в асептических
условиях.
Принципиальная схема инжекционного стерилизатора
Стерилизацию проводят в пластинчатых или трубчатых теплообменниках, а
также в пароконтактных стерилизаторах. В этих аппаратах продукт смешивается с
инжектируемым паром высокого давления и затем его охлаждают в вакуум-камере.
Преимуществами таких стерилизаторов являются отсутствие пригорания продукта,
значительное сокращение продолжительности нагрева по сравнению с пластинчатыми
теплообменниками. Охлаждение продукта в вакуум-камере происходит почти
мгновенно.
Принципиальная схема инжекционного стерилизатора показана на рис. 14.39.
Продукт насосом 1 нагнетается в инжекционную головку 2, в которой
он смешивается с острым паром, проходящим через отверстие 3. Благодаря
интенсивному перемешиванию мешалкой, установленной на валу 4, продукт
равномерно нагревается до температуры, соответствующей давлению пара. При этой
температуре продукт находится в трубке 5 необходимое для стерилизации
время.
После вторичного перемешивания мешалкой 6 продукт поступает в
вакуум-камеру 9 через обратный клапан 7. За счет резкого сброса
давления происходит самоиспарение воды из продукта и охлаждение его до 35...37
°С. Образовавшиеся в вакуум-камере 9 вторичные пары по трубе 8 направляются
в конденсатор, соединенный с вакуум-насосом.
Продукт по барометрической трубке 10 перемещается к продуктовому
насосу 11 и нагнетается им в наполнитель или асептическую емкость.
Температура стерилизации регулируется давлением и количеством острого
пара, подаваемого в инжекционную головку.
Оборудование для концентрации
Вакуум - аппарат ПВА - 400 имеет цельносварной корпус 4, внутри
которого подвешены греющая камера 3 на опоре 9 и кронштейне 10
и ловушка-сепаратор 7. В нижней части аппарата для спуска утфеля
установлен клапан 1 с гидравлическим приводом 11, размещенных на
днище 2. Под крышкой 6 установлена труба кольцевая 5 для
пропарки аппарата. Пар в греющую камеру 3 поступает через штуцера 8
с мембранами 13, которые прикреплены коническими патрубками 14 к
корпусу 12 греющей камеры. Греющая камера состоит из двух конических
трубных решеток 3 и 8, в которые завальцованы трубы 5 и
приварена циркуляционная труба 4. Штуцера с мембранным устройством
присоединены к фланцам 2, а аммиачные газы отводятся при помощи оттяжек.
Конденсат удаляется по трубе 1. Паровая камера в аппарате подвешивается
при помощи кронштейнов 6. Между корпусом 7 греющей камеры и
корпусом аппарата имеется кольцевое пространство для циркуляции утфеля.
Спускное устройство для утфеля представлено на рис. 14.13, в. Состоит
оно из корпуса 6 с днищем 5, запорного клапана 13, штуцера
14, штока 9 с поршнем 2, гидроцилиндра 1 и привода
для клинового стопора 16. Клапан установлен на штоке 3 при помощи
шарообразной пяты 12 и втулки 11. Такое соединение способствует
самоустановлению клапана и обеспечению плотности между проточенной частью
буртика клапана и уплотнением 10. Для того чтобы шток 9 и поршень
2 гидропривода 11
Вакуум-аппарат ПВА-400: а - общий вид; б - греющая камера; в
- спускное устройство

не поворачивались вокруг вертикальной оси при подъеме и опускании
клапана, направляющая втулка 7 имеет паз, а к штоку прикреплена длинная
шпонка 8, которая перемещается в пазу направляющей втулки. В период
уваривания утфеля в вакуум-аппарате рабочий цилиндр гидропривода не должен
находиться под давлением, и клапан необходимо жестко стопорить. Для этого на
штоке клапана установлена гайка 15 со скосом, под которую заходит
клиновой стопор, который при помощи шарнира соединен со штоком 3,
приводимым в движение поршнем, установленным в гидроцилиндре 4.
Оборудования для фасования.
Фасовочная машина КДН также относится к машинам с операционным ротором.
Она предназначена для фасования полуфабрикатов плодовых в цилиндрические
стеклянные и жестяные консервные банки. Машина состоит из следующих основных
частей: станины 1, механизма загрузки банок 2, продуктового бункера
3, бака заливки 4, дозировочной карусели 11, операционного
ротора 20 и привода 5. Станина 1 имеет четыре опоры 6, регулируемые
по высоте. Механизм загрузки 2 служит для приема и ориентирования банок
из неорганизованного потока. Механизм 2 состоит из конвейера, шнека и
редуктора. Вдоль ленты конвейера расположены направляющие, регулируемые по
высоте и диаметру банок. С противоположной заходу шнека стороны расположена
подпружиненная направляющая. В состав механизма 2 входит приемная
звездочка, при помощи которой банки загружаются в гнезда операционного ротора.
Продуктовый бункер 3 служит для размещения в нем фасуемого продукта и
подачи его в дозирующие стаканы 18. В нижней части бункер имеет вырез
для выхода продукта. Бункер посредством двух втулок навешен на оси механизма
подъема 7. В нижней части бункер имеет держатель с роликом, который
посредством пружины прижимается к кулачку 13. Бункер имеет окно для
наблюдения за уровнем продукта. Бункер 3 снабжен механизмом подъема 7,
установленным на траверсе 10, которая в свою очередь крепится на
колоннах 9, установленных на станине 1. Перемещение оси механизма
подъема 7 с закрепленным на ней бункером вверх или вниз осуществляется
маховичком посредством винта и гайки. Шпонка в механизме подъема предотвращает
поворот оси 12. Фиксация положения оси обеспечивается рукояткой 8.
Бак заливки 4 представляет собой корпус с крышкой, внутри которого
находится поплавок, перемещающийся по трубе. В нижней части поплавка имеется
планка с резиновым кольцом, служащим для запирания трубы в верхнем положении
поплавка. В нижней части корпуса бака имеется вентиль для выпуска из бака
заливки после окончания работы. В верхнюю часть корпуса вмонтирована труба для
предупреждения перелива.

Машины КДН для фасования полуфабрикатов плодовых консервов
На баке 4 закреплен клапан 16, который служит для
автоматического включения и выключения подачи заливки в банку. Клапан состоит
из системы рычагов, обеспечивающих с помощью пружины запирание резиновым
кольцом отверстия для подачи продукта в загрузочную воронку 17, и
электромагнита. Запирание отверстия подачи продукта в бункер заливки
осуществляется при отсутствии подпора банок на входе в машину или при
отсутствии заданного уровня заливки в баке. При наличии подпора банок и
заданного уровня заливки в баке срабатывает бесконтактный выключатель механизма
блокировки. Последний передает команду электромагниту, который и открывает
клапан.
Дозировочная карусель 11 и операционный ротор 20 смонтированы
на приводном валу 21, который обеспечивает их совместное вращение.
Наряду с этим карусель 11 закреплена на винтовой гильзе 14, выполненной
с возможностью перемещения вдоль оси приводного вала 21. На карусели 11
установлены шестнадцать дозирующих стаканов 18, а также закреплен
кулачок 13, обеспечивающий колебательное движение бункера 3. На
корпусе гильзы 14 установлена загрузочная воронка 17 с заливкой.
В нижней части воронка имеет антифрикционную накладку с пазом, через который
заливка поступает в дозирующие стаканы и находящиеся под ними банки. Поворот
винта 15 обеспечивается перемещением гильзы 14 по вертикали и
изменением объема дозирующих стаканов. Операционный ротор 20 имеет
гнезда для банок и обеспечивает транспортирование банок по столу-копиру в
процессе наполнения их продуктом и заливкой. Снизу операционного ротора
закреплены подпружиненные заслонки 19, которые имеют хвостовики.
Посредством хвостовиков осуществляется поворот заслонок и, следовательно,
открывание и закрывание дозирующих стаканов 18. На верхней плоскости
станины установлен привод 5, в который входят червячный редуктор,
вариатор с реечным механизмом управления, фланцевый электродвигатель. Ведущий
шкив вариатора закреплен на валу электродвигателя, а ведомый - на червячном
валу редуктора. На свободном валу электродвигателя имеется штурвал ручного
поворота. Составной частью привода является вал с разгрузочной звездочкой. Она
передает наполненные банки на отводящий конвейер для перемещения их к приемному
конвейеру закаточной машины. Фасовочная машина имеет следующие рабочие
блокировки:
· при отсутствии на входе в машину подпора банок машина
останавливается и подача заливки в банку прекращается;
· при отсутствии банки наполнение продуктом не осуществляется;
· при отсутствии должного уровня заливки в баке машина
останавливается и подача заливки в банку прекращается.
Технологический процесс фасования полуфабрикатов в машине КДН заключается в следующем. По
конвейеру банки поступают к шнеку механизма загрузки. Шнек делит их по шагу и
выдает на приемную звездочку, которая транспортирует их и устанавливает в
гнезда операционного ротора 20. Ротор перемещает банки по столу-копиру.
Продукт подается в бункер 3 и заполняет проходящие под ним дозирующие
стаканы 18. В это время выход из дозирующих стаканов закрыт заслонками 19.
Для лучшего заполнения дозирующих стаканов бункер 3 встряхивается.
При дальнейшем движении по столу-копиру банки поднимаются к заслонкам. Заслонки
рычагов блокировки отводятся, открывая дозаторы, и продукт из дозаторов
высыпается в банки. Далее банки при своем движении попадают в зону наполнения
их заливкой. Заливка поступает по трубопроводу в бак 4. Количество
поступающей заливки в банку регулируется вентилем в зависимости от
производительности машины и величины дозы. Из бака 4 заливка через
клапан 16 поступает в воронку 17. Из нее заливка через открытые
дозаторы поступает в банку. При дальнейшем движении банки разгрузочной
звездочкой перемещаются на отводящий конвейер и затем на закаточную машину.
После этого ролик поворачивает заслонку и закрывает ею выход дозатора.
Оборудование для герметизации.
Закаточная машина КЗК-79 предназначена для укупоривания цилиндрических
жестяных консервных банок, наполненных продуктом. При соответствующем
исполнении электрооборудования машина может эксплуатироваться на плавучих
рыбоконсервных заводах, а также в условиях с морским и тропическим климатом.
Машина состоит из станины 8, механизма операционного ротора, закаточного
ротора, механизма выгрузки, привода и электрооборудования. Станина машины
представляет собой масляную закрытую ванну с размещенными в ней деталями
привода и основной частью системы смазки. Для доступа внутрь в станине имеются
боковые и нижние люки, закрываемые крышками. Механизм загрузки предназначен для
приема и ориентирования банок из неорганизованного потока. Он состоит из
конвейера 6 и шнека 5. Со стороны, противоположной заходу шнека,
расположены подпружиненная направляющая и датчик-щуп системы контроля "нет
банки - нет крышки". Вдоль конвейерной ленты расположены направляющие,
регулируемые по высоте и диаметру банки. Операционный ротор предназначен для
транспортирования с одновременной ориентацией банок и крышек и подачи их на
столик закатывания. Он состоит из подающей звездочки 23, направляющих
для крышек, магазина 3 и маркера 4. Направляющие для крышек имеют
прямоугольную форму и устанавливаются на стойках под механизм подачи крышек и
маркер. Привод механизма осуществляется от вала, состоящего из двух частей,
соединенных блокирующей муфтой, которая включается только при наличии банки.
При этом обеспечивается блокировка "нет банки - нет крышки" при
отсутствии банки на щупе механизма приема банок. С целью исключения
подскакивания выданной из механизма подачи крышки при ее ударе о направляющие
под последним установлен постоянный магнит, регулируемый по высоте. В корпусе
механизма подачи крышек вращаются три отсекателя со шнеками, которые
обеспечивают выдачу крышки для маркировки и закатки. Маркер предназначен для
маркировки крышек и состоит из двух маркировочных головок: верхней - пуансона
Машина закаточная КЗК-79 для жестяных консервных банок.
и нижней - матрицы. На маркировочных головках размещаются литерные и
холостые секторы. Закаточный ротор предназначен для закатывания жестяных банок
двойным закаточным швом. Закаточный ротор снабжен шпинделями, планшайбами и
поджимными столами. Ротор состоит из верхнего 20 и нижнего 9 корпусов,
соединенных колонной 7. В верхнем корпусе крепятся шпиндели и планшайбы,
в нижнем - подъемные столы. Шпиндель имеет наружный вал-шестерню, несущий
операционный кулак 19, малый вал 16, служащий для крепления
планшайбы 17, неподвижную пустотелую ось 15 с патронами 21. Внутри
оси перемещается по вертикали толкатель 14. В расточках планшайбы 17 монтируются
закаточные устройства. Каждое из этих устройств состоит из оси, рычагов,
закаточных 22 и обжимных 18 роликов. Последние катятся по
копирующим кулакам, в результате чего закаточные ролики описывают контур банки.
Стол подъемный 10 предназначен для подъема и центрирования банки на
закаточном роторе. Перемещение стола вдоль оси осуществляется с помощью ползуна
с роликом и копира. Механизм выгрузки предназначен для выдачи закатанных банок
из машины. Он состоит из разгрузочной звездочки 13, столика 11 и
направляющих, на которые установлен счетчик для банок 12. Привод состоит
из электродвигателя 7, клиноременной передачи и коробки скоростей 2.
Технологический процесс закатывания банок в машине КЗК-79. Перемещаемые по транспортным
устройствам линии банки с продуктом поступают на приемный конвейер машины, где
их поток организуется. По сигналу из магазина выдается крышка, которая
поступает через маркировочное устройство, надевается на банку и в таком виде
банка с крышкой устанавливается на стол закаточного ротора. Стол поднимает
банку с крышкой и прижимает ее к патрону шпинделя, где она укупоривается, после
чего разгрузочной звездочкой выгружается из машины. Машина ВУВ предназначена
для укупоривания стеклянных бутылок вместимостью 0,25; 0,5 или 0,7 л
алюминиевыми колпачками. Машины серии КЗК-77 предназначены для укупоривания
стеклянной консервной тары вместимостью от 0,1 до 3 л на предприятиях пищевой,
рыбной и мясо-молочной промышленности. Машина КЗК-84 предназначена для
укупоривания под вакуумом наполненных продуктом цилиндрических жестяных
консервных банок.
2. Описание моечной машины
.1 Назначение и классификация
Все виды растительного сырья, поступающие на
консервные заводы, подвергаются мойке. В зависимости от механических свойств
сырья ("прочности") его делят на две основные категории в
соответственно применяют две группы моечных машин: с мягким и жестким режимами
мойки.
К первой группе относятся машины для мойки томатов,
перца, абрикосов, вишен, слив и других овощей и фруктов. Ко второй группе
относятся машины для мойки огурцов, баклажанов, кабачков, моркови и других
корнеплодов.
Моечная машина первой группы представляет собой
стальную ванну с расположенным в ней транспортером, который перемещает сырье.
Нижняя загрузочная часть транспортера погружена в воду; верхняя разгрузочная
часть транспортера расположена выше уровня воды в ванне, и над ней обычно
находится душевая установка, из которой под напором подается вода на движущееся
сырье. Для интенсификации отмачивания грязи на сырье вода в ванне подвергается
турбулизации воздухом, подаваемым компрессором через барботеры. Машины этого
типа, называемые вентиляторными, элеваторными и др., составляют не менее 75%
всех моечных машин на овоще-фруктовых консервных заводах.
Вторая группа моечных машин имеет больше разновидностей
по сравнению с первой.
Наибольшее распространение получили барабанные
моечные, машины. Такая машина представляет собой цилиндрический либо конический
перфорированный барабан, под которым находится поддон сборник для стекающей
воды. Внутри барабана установлены механизм (шнековый или лопастной),
транспортирующий сырье, и барботер, подающий воду. Сырье, поступающее внутрь
барабана, находится в тесном контакте с поверхностью барабана, лопастей и
соседних частиц продукта; при этом оно подвергается интенсивному трению,
благодаря чему обеспечивается жесткий и эффективный процесс мойки.
В некоторых конструкциям моечных машин жесткий режим
создается при помощи вращающихся щеток; в других машинах применяется
вибрационное перемещение. - Ниже описываются основные типы моечных машин для
мойки растительного сырья.
Классификация конвейерных моечных машин:
А9-КМ2-Ц - Машина моечная
Машина моечная предназначена для мойки мелкоплодных фруктов, ягод,
бобовых культур и ополаскивания мелкоплодных овощей. Производительность 4000
кг/ч. Машина состоит из станины, вибрационной рамы, вибратора, душевого
устройства, отражателя, водосборника. Станина - сварная конструкция из
прокатного профиля, на которой крепятся все сборочные единицы. Вибрационная
рама - сварная конструкция - собственно рама, лоток и полотно. Крепится к
станине четырьмя рычагами, позволяющими ей производить плоскопараллельное
движение. Лоток служит для приема поступающего в машину продукта и представляет
собой короб с решетчатым дном. Над лотком расположены две форсунки, через них
подается вода для предварительной замочки продукта. Полотно, где продукт
моется - решето из участков, расположенных с уклоном 3 градуса в сторону
движения продукта, чередующихся с участками, имеющими подъем в сторону выхода
сырья. Такое чередование участков способствует полному отделению отработавшей
воды на каждом из них. Вибратор - инерционный колебатель, состоящий из двух
расположенных на двух параллельных валах маховиков, соединенных зубчатой
передачей, Вибратор приводится в движение от электродвигателя через
клиноременную передачу. Душевое устройство - трубопровод и коллектор,
снабженный специальными форсунками обеспечивающими создание конического
водяного душа, перекрывающего всю поверхность мойки. Отражатель - сварной
короб, препятствующий разбрызгиванию воды, из полотна и направляющий ее в
водосборник. Водосборник - наклонный желоб для воды, в нижней части его имеется
отверстие для слива отработавшей воды в канализацию. Габаритные размеры, мм:
2000х682х1700 Масса,кг:320 Производительность техническая, кг/ч: 4000
Установленная мощность, кВт: 0.75 Расход воды, м3/ч: 3
А9-КМИ -
Моечная машина конвейерная

Наименование:
А9-КМИ - Моечная машина конвейерная
Описание:
Машина
предназначена для мойки томатов, семечковых и косточковых плодов. Применяется в
технологических линиях для переработки овощей и фруктов на предприятиях
консервной и овощесушильной промышленности малой и средней мощности.
Производительность 1000 кг/ч
Характеристики:
Машина состоит из ванны конвейера, душевого устройства, решетки, фильтра,
насоса и мотор-редуктора. Ванна разделена условно на две части: зону отмочки и
предварительной мойки и зону окончательной мойки. Для быстрого удаления осевших
тяжелых примесей установлен клапан, для полного удаления грязи при санитарной
обработке - люк. На ванне имеются площадки для установки мотор-редуктора и
насоса. Конвейер предназначен для транспортировки сырья из одной зоны в другую
и выгрузки из машины. Роликовый конвейер включает в себя раму, валы приводной и
направляющий, ролики и ковши. На выступающие из цепей концы осей установлены
ролики и ковши, образующие конвейерное полотно. Ролики являются частью днища
ковшей и при наезде на резиновые направляющие, расположенные на раме, начинают
вращаться. Ленточный конвейер состоит из рамы, приводного и направляющего
барабанов, конвейерной сетчатой ленты с перфорированными пластинами. Душевое
устройство размещено над конвейером, предназначено для подачи воды на сырье при
окончательной мойке, включает в себя коллектор с форсунками, ниппель для
подсоединения к водопроводной сети и электромагнитный вентиль. Решетка
устанавливается в зоне отмочки и предварительной мойки наклонно, предотвращает
погружение сырья на дно ванны, отделяет от него тяжелые примеси. Фильтр
установлен в ванне на всасывающей трубе, служит для фильтрации воды, подаваемой
насосом.
Габаритные размеры, мм: 1710х880х1610 Масса,кг:485
Производительность, кг/ч:1000
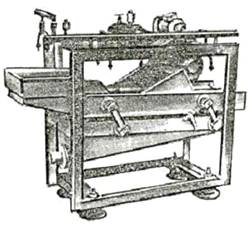
2.2 Описание проектируемой машины
Машина предназначена для мойки томатов и другого
мягкого по консистенции сырья.
Машина состоит из станины 1, выбрасывателя 2, выносного транспортера 3 и
привода 4. Станина представляет собой сварную конструкцию из листовой стали.
Верхняя часть станины образует ванну, состоящую из двух отсеков предварительной
и окончательной мойки. Между отсеками расположен выбрасыватель, состоящий из
двух перфорированных пластин, закрепленных на вращающемся валу. В отсеке
окончательной мойки расположен выносной транспортер. В нижней части станины
размещен привод из электродвигателя и редуктора, который через цепную передачу
вращает выбрасыватель и выносной транспортер. Перед началом работы ванна машины
наполняется водой. Сырье через окно небольшими порциями загружается в ванну,
где потоком воды перемещается к выбрасывателю, который передает ее во второй
отсек и затем на выносной транспортер. Здесь сырье ополаскивается и выводится
из машины.
Моечная машина
2.3 Техническая характеристика
Производительность, кг/ч - 20 т/ч
Скорость движения роликового транспортера, м/с - 0,28
Расход воды, м3/ч - 16
Установленная мощность, кВт - 4,5
Габаритные размеры, мм
Длина - 4500
Ширина - 1400
Высота - 1900
Масса кг - 1150
3. Расчеты, подтверждающие работоспособность машины
.1 Технологические расчеты
Производительность унифицированных моечных машин определяется
производительностью рабочего транспортера:
Q=3600ĦbĦhcĦφ0Ħρ0Ħνc,
где b - ширина рабочей части транспортера,
м
hc - высота слоя сырья, м принимаем равное среднему размеру крупного плода
томата, hc =0,05 м.
φ0 - коэффициент использования транспортера: φ0 =0,6-0,8
ρ0 - насыпная масса сырья, кг/м3.
νc - скорость движения ленты
транспортера, м/с.
Из формулы для определения производительности определим скорость ленты
транспортера:
νc =
Из формулы для определения времени отмочки сырья определяем полезный
объем ванны:
WH - полезный объем ванны, м3
ρ0 - насыпная масса сырья, кг/м3.
τ - время отмочки сырья, с. Время отмочки
сырья в современных машинах этот процесс продолжается 4-12 мин.
Увеличение продолжительности отмочки уменьшает производительность и
увеличивает габариты моечной машины. Чтобы уменьшить габариты машины и
увеличить производительность, процесс отмочки интенсифицируют турбулизацией
моющего раствора воздушным барботированием.
Полезный объем ванны WП определяется зеркалом воды в ванне F3
Ванна:
WП
где НТ - глубина наиболее погруженной точки несущей ветви
транспортера. Примем как у базовой машины, равную 0,8.
Определим площадь зеркала воды в ванне:
Но 
где В - ширина ванны, м В=1,2 м.
L -
длина ванны, м
L=F3/В=5,0/1,2=4,22
м.
Количество воздуха и необходимый напор, под которым он дожжен подаваться
к барботеру, определяется размерами зеркала воды в ванне и глубиной погружения
отверстий потечения воздуха из барботера.
Практикой эксплуатации моечных машин установлена следующая норма: 1,0 м3
воздуха в минуту на 1 м2 зеркала воды, т.е.
Wв = 1,0ĦF3/60 =1,0Ħ5,0/60=0,083 м3/с.
Нагнетатель воздуха для моечной машины выбирается по расходу воздуха Wв и необходимому напору Рв.
Длина воздуховода для подвода воздуха а к барботера и скорость воздуха в
воздуховоде малы, потери по длине воздуховода можно пренебречь, тогда давление
воздуха можно определить по формуле:
Рв.=
где ρв - плотность воздуха, кг/м3 при атмосферном давлении ρв =1,2-1,25.
ρж - плотность воды, кг/м3
ρж = 1000 кг/м3
hж - глубина погружения в воду
отверстий истечения hж =0,4 м.
g -
ускорение свободного падения, м/с2
ξ- коэффициент местного сопротивления
vв - скорость воздуха в воздуховоде,
м/с, рекомендуется не более 10 м/с, примем8 м/с.
Рв = 1,2Ħ82/2Ħ(1+2,6)+1000Ħ0,4Ħ9,81=40Ħ103
Па=40 кПа.
Мощность ЭД для привода вентилятора воздуха определим по формуле:

где Wв - количество подаваемого воздуха, м3/с
Рв - необходимый напор, Па
 - КПД вентилятора, равный 0,86.
- КПД вентилятора, равный 0,86.
Принимаем ЭД по табл. П1[3]. ЭД асинхронный серии 4А, закрытый обдуваемый
ГОСТ19523-81. 4А100L2. Мощность Р=5,5 кВт, частота вращения 940 об/мин.
Для нормальной работы мойки необходимо чтобы движения воды в трубопроводе
было не менее р = 0,2 МПа, а расход жидкости был примерно равным 1 м3/ч
на т/ч - продукции т.е. 20 м3/ч=20/3600=5,55 Ħ10-3 м3/с.
Определим диаметр трубопровода подачи воды при скорости воды в трубе
v=2,5 м/с.

Примем стальную бесшовную трубу по ГОСТ 8732-85 dH=76 мм и толщиной стенки б = 3,5 мм.
3.2 Энергетический расчет
Тяговое усилие необходимое для движения цепи транспортера определим
методом обхода по контуру:
Усилие натяжения цепи в исходной точке 1 примем
S2=S1+W12-q0∙q∙H
где, W12 - сила сопротивления на участке1-2Н;
W12=g∙q0∙LГ∙w
где, g - ускорение свободного падения, м/с2
g=9,81 м/с2
q0- масса 1м настила, кг/м
ω- коэффициент сопротивления движения
для скользящих цепей , ω=0,3-0,35 с учетом дополнительных
сопротивлений ω=0,35.
S2=2000+9,81∙32∙2,4∙0,25=2188
Н
LГ - длина горизонтальной проекции
конвейера, м.
qн=60·В+Кн
где В - ширина настила, м;
Ан - коэффициент зависящий от ширины настила по табл. 4.3 [4]
примем Ан =26, тогда
qн=60·1+100=160 кг/м
W12=9,81Ħ160Ħ2,68Ħ0,35=1520
Н.
S2=2000+1520-9,81∙160∙0,7=2420
Н.
Усиление натяжения цепи в точке 3.
S3=S2+W2-3
где, W23 - сила сопротивления на участке1-2
(при огибании натяжной звездочки по формуле):
W3=S2∙ζ ,где
ζ-коэффициент сопротивления при
повороте настила, при α=180о ζ=0,1 [4.c76]
S2-3 = 0,1Ħ S2∙3=
S2+0,1Ħ S2= 1,1 S2 =1,1Ħ2420=2660 Н.
Усилие в точке 4:
4=S3+W3-4=S3+g(q0+qг)∙LгĦω+(q0+qг)ĦgĦН , где
3-4 - сопротивление перемещения настила на рабочей части транспортера;
W3-4 = g(q0+qг)∙LгĦω+(q0+qг)ĦgĦН
где g-ускорение свободного падения
qл-масса 1м настила, кг/м
qг- масса груза на 1 м настила, кг/м
qг=Q/3,6Ħv
где Q - производительность транспортера,
кг/с
v -
скорость движения транспортера, определяем по формуле
qг=20/3,6Ħ0,109=50 кг/м
W3-4 =9,81(51-160)Ħ0,35Ħ2,68+(51+160)Ħ9,81Ħ0,7=3370
Н.
S4=2660+3370=6030 Н.
) Мощность для привода пластинчатого конвейера определим по формуле:

η - КПД привода, примем η=0,6;

С учетом пуска транспортера под нагрузкой, а также дополнительных
сопротивлений создаваемой жидкостью находящейся в машине примем
электродвигатель асинхронный серии 4АХ90L6Р3 мощностью Р=1,5 кВт и частотой
вращения вала пЭД = 940 об/мин.
Определяем натяжение приходящейся на одну цепь:
Sц = 1,15ĦSmaz/2=1,15Ħ
S4/2=1,15Ħ6030/2=3500 Н.
Приняв коэффициент запаса прочности цепи пц =10 - по
рекомендации [3.c13] определим разрывное усилие, по формуле: [1.c13]
Sраз = пц Smax=10Ħ3500=35Ħ103=35
кН.
Из-за незначительной скорости тягового элемента добавочную динамическую
нагрузку на цепь не учитываем.
По разрывному усилию подбираем цепь:
пластинчатую тип ВК, шаг р=10 мм, Fраз=122,6 кН.
.3 Кинематический расчет

Общее передаточное число привода:
iобщ= nдв/nТ,
где nдв - частота вращения вала ЭД, 1400
об/мин-1;
nТ - частота вращения ведущего вала
транспортера:
nТ =60Ħv/zĦp
- число зубьев ведущей звездочки, z =8- шаг цепи, мм примем р=100 мм.
nТ =60Ħ0,109/8Ħ0,1=8,2 об/мин
iобщ=940/8,2=115
В качестве ЭД примем мотор редуктора МП3.2-50-22.4-110-Т-У3.
С номинальной частотой вращения тихоходного вала iТ=23,8 об/мин.
кинематическую схему примем аналогично базовой машины.
Передаточное число цепной передачи
iц=nМ/nТ=22,4/8,2=2,73
Вращающий момент на тихоходном валу мотор редуктора
М1=9,56ĦР/n=9,56∙0,81∙103/22,4=340
н∙м
Вращающий момент на ведущем валу транспортёра
М2=М1 ∙iц=340∙2,73=940 Н∙м.
3.4 Расчет на прочность
Расчет цепной передачи.
. Выбираем приводную роликовую однорядную цепь (2).
Вычисляем вращающийся момент на ведущей звездочке:

Передаточное число  =2,73 было принято за ранее.
=2,73 было принято за ранее.
. Число зубьев ведущей звездочки: z1=16
Число зубьев ведомой звездочки: z2= z1žiц=16ž2,73=44 примем z2=44
Тогда фактическое:
=z2/z1=44/16=2,74
Отклонение:
 , что допустимо.
, что допустимо.
. Вычисляем расчётный коэффициент погрузки:

где:  - динамический коэффициент, при спокойной погрузке, =1
- динамический коэффициент, при спокойной погрузке, =1
 - учитывает влияние межосевого расстояния, по таблице =1 при
- учитывает влияние межосевого расстояния, по таблице =1 при
ац≤(30-60)t
 - учитывает влияние угла наклона линии центров , по таблице =1 при
- учитывает влияние угла наклона линии центров , по таблице =1 при  <
<
 - учитывает способ регулировки натяжения цепи, по таблице =1,25
- учитывает способ регулировки натяжения цепи, по таблице =1,25
 - коэффициент учитывающий смазку колёс, по таблице при
непрерывной смазке =1
- коэффициент учитывающий смазку колёс, по таблице при
непрерывной смазке =1
 - коэффициент учитывающий продолжительность работы в сутки,
по таблице при односложной работе =1
- коэффициент учитывающий продолжительность работы в сутки,
по таблице при односложной работе =1

5. Определяем шаг цепи:
где: Т - вращающий момент на ведущей звездочке, Нžм
z1 - число зубьев ведущей звездочки
Кэ - коэффициент погрузки Кэ =1,25
 - допускаемое давление, МПа (по таблице 7,18[2] выбираем
допускаемое давление в зависимости от частоты вращения ведущей звездочки)
- допускаемое давление, МПа (по таблице 7,18[2] выбираем
допускаемое давление в зависимости от частоты вращения ведущей звездочки)
Принимаем =30 МПа
 мм.
мм.
Подбираем (по таблице 7,15) цепь по ГОСТ13568-75*, имеющую шаг
t=25,4 разрушающую нагрузку Q=60 кН, массу q=2,8 кг/м, проекцию опорной
поверхности шарнира Аоп=150 мм2. Цепь ПР-25,4-60
. Определяем скорость цепи:
где: z1 - число зубьев ведущей звездочки
t -
шаг цепи
n1 - частота вращения ведущей
звездочки, об/мин

7. Определяем окружную силу:
 НĦм
НĦм
. Определяем давление в шарнире по формуле

 - окружная сила, Н
- окружная сила, Н
 - проекция опорной поверхности шарнира, мм2
- проекция опорной поверхности шарнира, мм2
 - коэффициент погрузки
- коэффициент погрузки

10. Определяем число звеньев цепи по формуле 7,36 (2):

где:  =50
=50
 - сумма зубьев ведущей и ведомой звездочек
- сумма зубьев ведущей и ведомой звездочек

где:  - число зубьев ведущей звездочки
- число зубьев ведущей звездочки
 - число зубьев ведомой звездочки
- число зубьев ведомой звездочки

 - вычисляется по формуле:
- вычисляется по формуле:


Округляем до четного числа LT = 132.
. Уточняем межосевое расстояние цепной передачи по формуле 7,37 (2):

где: t - шаг цепи, мм.
Lт - число звеньев цепи
- сумма зубьев ведущей и ведомой звездочек
 мм
мм
Для свободного провисания цепи предусматриваем возможность уменьшения
межосевого расстояния на 0,4%, т.е. на 962ž0,004=4мм
. Определяем диаметры делительных окружностей звездочек:

где: t - шаг цепи, мм
z -
число зубьев ведущей(ведомой) звездочки.
 мм
мм 
. Определяем диаметры наружных окружностей звездочек:
где: t - шаг цепи, мм
z -
число зубьев ведущей(ведомой) звездочки.
dl - 7,92 - диаметр ролика цепи по таблице 7.15 (2)
 мм
мм
 мм
мм
14. Определяем силы действующие на цепь:
окружная сила Fту=5400 Н
Определяем центробежную силу:

где:  - скорость цепи, м/с
- скорость цепи, м/с
q -
масса 1 кг цепи на 1 м, кг/м, по таблице 7,15

Определяем силу провисания цепи
где: g - ускорение свободного падения м/с2
q -
масса 1 кг цепи на 1 м, кг/м
 - коэффициент учитывающий расположение цепи, при наклоне 45о
=1,5
- коэффициент учитывающий расположение цепи, при наклоне 45о
=1,5

Определяем расчётную нагрузку на валу

где: - окружная сила, Н
 - сила провисания цепи, Н
- сила провисания цепи, Н

15. Проверяем коэффициент запаса прочности по формуле 7,40 (2):
где: - окружная сила, Н
- сила провисания цепи, Н
Q -
определяется по таблице 7,15 Q=31,8kH
 - центробежная сила, Н
- центробежная сила, Н
Кg - динамический коэффициент, при
спокойной нагрузке по таблице 7,19 Кg=1

Коэффициент запаса прочности больше чем нормативный(таблица 7,40), отсюда
следует, что условие  >
> (S=11 H, =7.5H).
(S=11 H, =7.5H).
. Определяем размеры звездочки:
Расчёт ведущего вала транспортёра.
Предварительный расчёт проведём на кручение по допустимым напряжениям с
учётом концентрации напряжения, с учётом шпоночного паза и др.
1. Определяем диаметр выходного конца при допускаемом напряжении  . По формуле 8,16 [3] принимаем =25МПа.
. По формуле 8,16 [3] принимаем =25МПа.
где: - допускаемое напряжение, Па
 - крутящий момент на приводном валу, Нžмм
- крутящий момент на приводном валу, Нžмм
 мм
мм
Принимаем диаметр выходного конца вала  =40 мм
=40 мм
Остальные размеры вала назначаем конструктивно.
Диаметр вала под подшипником, dп=50 мм
Расстояние между звездочками l2 = 1170 мм.
Диаметр вала под звездочками, d=56 мм
От опоры до середины ступицы звездочки l1 = lз = 80
мм.
Силы действующие на вал:
Силы давления на цепь транспортера:
ST=0.5Ħ(S4+S1)=0.5(6030+2000)=4000 Н= 4 кН.

Нагрузка на вал от цепной передачи разложим на две составляющие
расположенных в вертикальной и горизонтальной плоскостях по отношению к оси
транспортера.
F=F2=F3Ħsin45o=5474Ħ0,707=3860
Н
.Определяем реакции опор и строим эпюры изгибающих моментов.
От сил расположенных в вертикальной плоскости:



Проверим
Эпюру строим по характерным точкам
МхА=0; Mx1=RAyĦ80=4.24Ħ80=340 HĦммx2=RAyĦ1250-5Ħ1170=4.24Ħ1250-4Ħ1170=600 HĦммxВ=FbĦ80=3.86Ħ80=310 HĦмм
От сил расположенных в горизонтальной плоскости:
Реакции опор




Проверим

Эпюру строим по характерным точкам
МуА=0; Mу1=RAхĦ80=0.24Ħ80=19,2 HĦмму2=RAхĦ1250=0.24Ħ1250=300 HĦммуВ=FbĦ80=3.86Ħ80=310 HĦмм
По характеристикам точек строим эпюру изгибающих моментов.
Мк1=Мк=940 НĦм Мк1=0,5Ħ940=470
НĦм


Подбираем подшипник на наиболее нагруженной опоре т.е. по опоре А RA=4,26 кН. С учетом большого
расстояния между опорами, намечаем шариковые 2-х рядные радиальные сферические
ГОСТ 8545-75-75 тип 11000, d=50 мм, D=100 мм, В=21 мм, С=21 кН, Со=13,6
кН.
Так как осевая нагрузка не действует на вал, то эквивалентная нагрузка
определяется по формуле 9,3[2]:

где: - коэффициент вращения внутреннего кольца =1
- коэффициент вращения внутреннего кольца =1
 = 1.2 по таблице 9,20[2]
= 1.2 по таблице 9,20[2]
 =1 по таблице 9,18[2]
=1 по таблице 9,18[2]

Расчетная долговечность определяется по формуле:

где: - эквивалентная нагрузка
- эквивалентная нагрузка
С - для подшипника 205 С=41,9кН
Расчёт долговечности в часах:

где: n - частота вращения ведущего вала,
об/мин n=22,5об/мин.
L -
расчетная долговечность, млн.об.
 >
>
Подбор и проверка шпоночных соединений.
Размер сечений шпонок и канавок и длинны шпонок - по ГОСТ 23360-78,
определяется по таблице 8,9[2]
Материал шпонок Ст45
Напряжение смятия и условие прочности определяется по формуле 8,22[2]
 <
<
где: d - диаметр вала, мм
h, l, b, t1 - размеры шпонки, мм
Допустимые напряжения смятия при стальной ступице =100-120Мпа
 <100
<100
Шпоночное соединение прочное
Принимаем шпонку 8х7х34 СТ СЭВ 189-75
Выполняем уточненный расчёт валов
Материал вала  ,
, 
Предел выносливости при симметричном цикле изгиба:

где:  - предел прочности, МПа, по таблице 3,3[8]
- предел прочности, МПа, по таблице 3,3[8] 

Предел выносливости при симметричном цикле касательных напряжений:

где:  - предел выносливости при симметричном цикле изгиба, МПа
- предел выносливости при симметричном цикле изгиба, МПа

1. Сечение А-А, это сечение при передачи вращающего момента от цепной
передачи рассчитываем на кручение. Концентрацию напряжений вызывает наличие
шпоночной канавки.
Коэффициент запаса прочности вычисляется по формуле:
где амплитуда и среднее напряжение отнулевого цикла

где: Т - вращающий момент на валу, Нžмм
При d=40 мм, b=10 мм, t1=5 мм,



Приняв  по табл. 8,5 [3]
по табл. 8,5 [3]  =0,1
=0,1  по табл. 8,8 [3].
по табл. 8,8 [3].
2. Сечение вала К-К. Концентрация напряжений подшипника с
гарантированным натягом (см.табл.8.7)
 и
и 
Изгибающий момент:
М4=FвĦl3=5474Ħ80=435Ħ103 НĦмм
Момент сопротивления сечения:

Амплитуда нормальных напряжений:

Полярный момент сопротивления:
WP = 2·W = 2·12,5·103=25·103
мм3
Амплитуда и среднее напряжение цикла касательных напряжений:

Коэффициент запаса прочности по нормальным напряжениям:
Коэффициент запаса прочности по касательным напряжениям:

Результирующий коэффициент запаса прочности для сечения Б-Б:

Для обеспечения прочности коэффициент запаса должен быть не менее [s]=1,5-2. Учитывая требования
жесткости, рекомендуют [s]=2,5-3,0.
Полученное значение s=2,1 достаточно. Вал прочный.
4. Монтаж, эксплуатация и ремонт машины
Производственное оборудование является важной частью
основных фондов пищевой промышленности. Поэтому рациональное использование,
сохранение работоспособности и долговечности оборудования должно быть предметом
повседневного внимания и заботы всех работников производства. Для этого
необходимо правильно организовать эксплуатацию оборудования, своевременно
производить ремонт, не допускать простоев по техническим причинам.
Успешное решение этих задач в значительной мере зависит
от уровня подготовки эксплуатационников и ремонтников, их умения своевременно
предупреждать и устранять неполадки в работе оборудования, грамотного и
квалифицированного выполнения межремонтного обслуживания и проведения ремонта.
Восстановление эксплуатационных показателей
оборудования возможно при тщательном уходе за ним, систематическом осмотре,
проведении всех видов ремонта с заменой изношенных деталей и соответствующей
наладкой оборудования.
Такой порядок эксплуатации оборудования рекомендуется
системой планово-предупредительного ремонта (ППР), которая и принята в пищевой
промышленности.
.1 Монтаж
Общие принципы организации монтажных
работ.
Под монтажом следует понимать всю совокупность
операций, как подготовительных, так и исполнительных, включающих расконсервацию
оборудования, ревизию, агрегатную сборку, установку на фундамент, выверку,
подключение к коммуникациям и индивидуальные испытания.
Монтажные работы могут производиться как на вновь
строящемся, так и на действующем предприятии при оснащении его дополнительным
оборудованием или реконструкции отдельных цехов.
Монтажные работы проводятся по специально
разработанному проекту организации монтажа, в котором отражены следующие
основные вопросы и технические решения:
1)календарные планы работ по монтажу в целом, а также по монтажу отдельных
объектов и видов оборудования;
2)план площадки для монтажных работ;
3)методы работ и их механизация, мероприятия по безопасному ведению работ;
4)технологические схемы процессов монтажа отдельных объектов оборудования в
планах и разрезах;
5)потребность в подъемно-транспортном оборудовании, приспособлениях,
опорных устройствах и инструменте для механизации монтажных работ;
6)потребность в рабочей силе; расстановка специализированных и монтажных
бригад;
7)схемы совмещения монтажных работ со строительными и специально
монтажными;
8)сметы на производство монтажных работ.
На каждый проект организации монтажных работ
разрабатывается проектно-сметная документация. Объем проектной документации на
монтаж технологического оборудования и трубопроводов должен соответствовать
требованиям СНиП "Инструкции по разработке проектов и смет для
промышленного строительства СН 202-76" и "Монтажно-технологическим
требованиям к проектированию промышленных предприятий" (руководящий
технический материал Минмонтажспецстроя СССР).
Полный комплект технической документации проекта
включает следующие документы: рабочие чертежи, сметы, деталировочные чертежи на
трубопроводы КТД и на металлоконструкции индивидуального заказа КМД, паспорта
на монтируемое оборудование и сосуды с комплектовочными ведомостями, инструкции
заводов-изготовителей по монтажу и наладке оборудования.
Рабочие чертежи на монтаж металлоконструкции должны
включать: монтажные схемы, планы и разрезы, планы фундаментных (анкерных)
болтов, узлы крепления конструкций, сечения, расчетные усилия в конструкциях и
узлах, спецификации материалов.
Сметная документация содержит: сметы по рабочим
чертежам объекта па монтаж оборудования, металлоконструкций, технологических
трубопроводов, водопровода, канализации, вентиляции и отопления, силового
электроснабжения, строительной части объекта; сводную смету по строящемуся
предприятию и сметно-финансовый расчет.
На основе проектно-сметной документации, полученной от
заказчика, монтажная организация, которая будет проводить" монтаж,
разрабатывает, согласовывает и утверждает проект производства монтажных работ.
Способы производства монтажных работ
Производство монтажных работ может быть осуществлено
следующими способами: хозяйственным, подрядным и субподрядным.
При хозяйственном способе монтажные работы выполняются
непосредственно предприятием, на котором монтируется оборудование. Предприятие
обеспечивает проведение всех монтажных работ рабочей силой и всеми потребными
материалами. При хозяйственном способе стоимость монтажных работ, как правило,
повышается и срок их выполнения удлиняется, поэтому этот способ проектируется
при небольших объемах монтажных работ (обычно на действующем предприятии).
При подрядном способе монтажные работы ведет специальная
монтажная организация, называемая подрядчиком (генподрядчиком). Этот способ
является основным и обеспечивает выполнение всех работ высококвалифицированными
специалистами с использованием необходимых механизмов и специализированного
транспорта.
При субподрядном способе генподрядчик часть монтажных
работ передает другой специализированной монтажной организации.
Организация" ведущая эту часть монтажных работ, называется субподрядчиком.
Подготовка к монтажу
Своевременная подготовка монтажных работ и правильная
организация их производства обеспечивают максимальную производительность труда,
сокращение сроков продолжительности монтажа оборудования и высокое качество
монтажных работ.
При большом объеме монтажных работ специализированная
проектная организация разрабатывает проект организации монтажа. Поэтому, прежде
чем приступить к монтажу, необходимо детально ознакомиться с проектом и в
первую очередь с проектными материалами: монтажным проектом, проектом
организации монтажных работ, сметной документацией, технической документацией
на Оборудование, рабочими и установочными чертежами, спецификациями. Эти
материалы необходимо проверить с целью выявления их полноты и достаточности для
производства монтажных работ.
К началу производства монтажных работ необходимо
осуществить организационно-техническую подготовку, включающую:
организацию складов, открытых площадок для хранения и
укрупнительной сборки технологического оборудования, узлов трубопроводов и
металлоконструкций;
сооружение постоянных или временных подъездных путей,
обеспечивающих нормальную подачу оборудования, конструкций и материалов в
монтажную зону;
прокладку внешних сетей для подвода к строящемуся
объекту электроэнергии, воды, пара и сжатого воздуха, необходимых для
производства монтажных работ;
разработку графиков производства монтажных работ и
передачи в монтаж оборудования;
возведение необходимых для производства монтажных
работ временных сооружений, производственных и бытовых помещений.
Временные мастерские для изготовления непоставляемого
оборудования (каркасы, трубопроводы и др.) и обеспечения ремонта оборудования,
монтажных приспособлений и инструментов создаются в соответствии с указаниями
проекта производства монтажных работ.
По окончании устройства складов, навесов, площадок,
временных мастерских и организации монтажной площадки выполняют следующие
работы:
приемка оборудования и организация его хранения;
приемка строительных работ объекта для производства
монтажных работ;
- проведение разметочных работ;
- распаковка оборудования, общий просмотр его и
проверка комплектности;
ревизия оборудования (разборка и сборка оборудования с
промывкой и прочисткой деталей) ее проводят в том случае, если обнаружены
дефекты заводского изготовления или сборки, если оборудование было ранее
демонтировано, если оборудование пролежало на складе более года;
частичное оснащение оборудования и комплектовка его
изделиями и пригонка их (патрубки, коробки, ограждения и др.);
сборка отдельных узлов оборудования (например, секций
станин, норийных труб, вентиляционных трубопроводов);
выборочная проверка оборудования на холостом ходу от
временных электродвигателей;
изготовление приспособлений и оснастки,
предусмотренных проектом производства монтажных работ.
Приемка и хранение оборудования
Приемка оборудования, поступающего на монтаж,
производится комиссией заказчика с привлечением подрядчика. При этом
проверяются: соответствие оборудования проекту, а по заводской документации -
выполнение заводом-изготовителем контрольной сборки, обкатки и других испытаний
в соответствии со стандартами и техническими условиями на оборудование;
комплектность оборудования по заводским спецификациям, отправочным и
упаковочным ведомостям, в том числе наличие специального инструмента и
приспособлений, поставляемых заводом-изготовителем; отсутствие повреждений и
дефектов оборудования, сохранность окраски, консервирующих и специальных
покрытий, сохранность пломб; наличие и полнота технической документации
заводов-изготовителей, необходимой для производства монтажных работ.
В случае установления комиссией некомплектности
оборудования или дефектов составляется акт (типовая форма ЦСУ № М-24).
Составление актов и предъявление рекламаций и претензий к заводу-изготовителю
или поставщику оборудования являются обязанностью заказчика.
Оборудование, предназначенное для монтажа, должно
храниться на специальном складе, отвечающем требованиям пожарной безопасности.
_ Оно должно быть установлено на деревянные подкладки или уложено на стеллажи.