Исследование процессов трения и изнашивания подвижных сопряжений в моторных маслах
Содержание
Введение
Глава
1. Современные
направления повышения срока службы подвижных сопряжений машин и оборудования на
основе достижений триботехники
Глава
2. Методика
исследования процессов трения и изнашивания металлических пар в моторных маслах
2.1
Методы изучения защитных металлсодержащих пленок на поверхностях трения
Глава
3.
Исследование процессов трения и изнашивания подвижных сопряжений в моторных
маслах
3.1
Влияние твердости стального образца на процессы трения и изнашивания пары
алюминиевый сплав-сталь в моторных маслах
3.2
Исследование контактной выносливости тел качения в моторных маслах с различными
физико-химическими свойствами в двигателях внутреннего сгорания наряду с
деталями цилиндропоршневой группы и подшипников скольжения большое значение
имеет износостойкость пары трения кулачек-толкатель механизма газораспределения
Глава
4.
Взаимодействие поверхностей трения подвижных сопряжений в моторных маслах
Выводы
Литература
Введение
трение пленка масло
Развитие современного автотракторостроения,
транспортного машиностроения неразрывно связано с совершенствованием
конструкции и ростом мощностей двигателей внутреннего сгорания.
Срок службы тракторов, бульдозеров,
трубоукладчиков, которые широко используются при сооружении скважин и
строительстве газонефтепроводов, а также подвижного состава железнодорожного
транспорта, судов морского и речного флота, грузовых и легковых автомобилей во
многом определяется износостойкостью тяжелонагруженных трибосопряжений. В
двигателях внутреннего сгорания - это прежде всего износ деталей
цилиндропоршневой группы, вкладышей, пары кулачок толкатель механизма
газораспределения.
Повышение срока службы двигателей внутреннего
сгорания, экономия горючесмазочных материалов и защита окружающей среды
является важной технической задачей. Одним из основных факторов при этом
является износостойкость подвижных сопряжений, зависящая не только от
металлофизических характеристик поверхностей трения, но и от свойств смазочного
материала.
В условиях физико-химического взаимодействия
смазочного материала с поверхностностями трения подвижных сопряжений одним из
направлений повышения износостойкости является трибомодификация их зоны трения
путем формирования металлсодержащих антифрикционных и противоизносных пленок.
Анализ технической литературы свидетельствует о
том, что на основе достижений триботехники предложены металлсодержащие
смазочные материалы к моторным маслам для увеличения срока службы только одного
конкретного трибосопряжения двигателя внутреннего сгорания.
Цель работы :
Целью настоящей научно-исследовательской работы
является повышение износостойкости тяжелонагруженных подвижных сопряжений
двигателей внутреннего сгорания и снижение в них потерь на трение за счет
трибомодификации зоны трения формированием металлсодержащих пленок при
различном сочетании материалов и внешнего трения.
Задачи исследования:
Разработка маслорастворимой оловосодержащей
смазочной композиции к моторным маслам, обеспечивающей формирование
металлсодержащих пленок на поверхностях трения пары алюминиевый сплав-сталь -
алюминийсодержащей, а в парах сталь-сталь, чугун-сталь - оловосодержащей.
Выполнение экспериментальных исследований
основных закономерностей процессов трения и изнашивания металлических пар в
моторных маслах.
Исследование изменений характеристик
микрогеометрии поверхностных слоев трибосопряжений, изношенных в моторных
маслах.
Изучение состава, строения и толщины
металлсодержащих пленок на поверхностях трения металлических пар.
Разработка практических рекомендаций по
повышению износостойкости тяжелонагруженных подвижных сопряжений двигателей
внутреннего сгорания и проведение стендовых испытаний износостойкости
цилиндропоршневой группы.
Научная новизна:
Разработана маслорастворимая металлсодержащая
смазочная композиция к моторным маслам, обеспечивающая трибомодификацию зоны
трения подвижных сопряжений формированием металлсодержащих защитных пленок при
различном сочетании материалов и внешнего трения.
Трибомодификация поверхностей трения
металлических пар в моторных маслах обеспечивает снижение коэффициента трения и
повышение износостойкости подвижных сопряжений в широком диапазоне удельных
нагрузок, скоростей скольжения, вязкости материалов, твердости образцов, а
также увеличение контактной выносливости тел качения.
Установлено, что при изнашивании пары
алюминиевый сплав-сталь в моторном масле с оловосодержащей смазочной
композицией на поверхностях трения образуется защитная алюминийсодержащая
пленка, а при работе пар сталь-сталь, чугун-сталь- оловосодержащая пленка,
наличие которых ведет к повышению качества поверхностных слоев трибосопряжений.
Установлен состав, строение и толщина защитных
пленок на поверхностях трения металлических пар, работавших в моторных маслах.
Практическая ценность:
Предложена маслорастворимая оловосодержащая
смазочная композиция к моторным маслам, которая обеспечивает формирование на
поверхностях трения подвижных сопряжений металлсодержащих защитных пленок,
способствующих снижению коэффициента трения и, как следствие, повышению
износостойкости трибосопряжений при различном сочетании материалов и внешнего
трения.
Проведены стендовые испытания износостойкости
пары кольцо-гильза, показавшие значительное снижение интенсивности изнашивания,
коэффициента трения, а также повышение качества поверхностного слоя при
образовании на поверхностях трения оловосодержащей защитной пленки (в сравнении
с работой металлических пар в базовом моторном масле).
Разработаны практические рекомендации по
оптимальным эксплуатационным режимам, твердости элементов подвижных сопряжений,
вязкости смазочных материалов, обеспечивающих трибомодификацию поверхностей
трения, работающих в моторных маслах, которые приняты рядом организаций для
использования в практической работе.
Глава 1 Современные направления повышения срока
службы подвижных сопряжений машин и оборудования на основе достижений
триботехники
Условия работы и причины выхода из строя
трибосопряжений двигателей внутреннего сгорания
Узел трения, как при наличии, так и при
отсутствии смазочной прослойки, представляет собой систему, в которой осуществляется
непрерывный обмен тепловой и механической энергии. Такой обмен осуществляется
не только внутри системы, но и с внешней средой. Характерным для этого процесса
является:
уменьшение и более равномерное распределение
микрошероховатостей поверхностей, а также превращения субмикроструктуры в
приповерхностных слоях;
прямое спонтанное (протекающее само собой)
превращение механической энергии в тепло.
Рассмотрим вначале общие факторы, определяющие
интенсивность изнашивания основных деталей двигателей.
С увеличением нагрузки при постоянном числе
оборотов возрастают давление сгорания и скорость его нарастания, температуры
днища поршня и прилегающей цилиндрической части, а также температуры верхней
части гильзы цилиндра и подшипников. В результате ускоряется изнашивание.
При работе двигателя по скоростной
характеристике, при увеличении частоты вращения вала, возрастает тепловыделение
в единицу времени и теплонапряженность деталей. Одновременно ухудшается степень
очистки цилиндров от отработанных газов, усиливается догорание топлива в такте
расширения. в результате повышается температура деталей цилиндропоршневой
группы (ЦПГ) и клапанов.
Известно, что детали поршневой группы в большей
части типов двигателей внутреннего сгорания изнашиваются наиболее быстро и поэтому
по их состоянию судят о необходимости ремонта. Наибольший износ наблюдается при
движении поршня вблизи верхней мертвой точки.
Гильза цилиндра в наибольшей степени
изнашивается в верхней части, максимальному износу подвергается также верхнее
компрессионное кольцо и его канавка. Это вызвано влиянием дорожной пыли,
проникающей в цилиндр из воздуха; снижением или полным нарушением
гидродинамического режима смазки пары кольцо-гильза в верхней части хода поршня
в связи с уменьшением скорости относительного перемещения; высокой температурой
и давлением газов в закольцевом пространстве канавки верхнего компрессионного
кольца.
Следовательно, интенсивность изнашивания
определяется не суммарным путем поршня, зависящим от его средней скорости
движения, а количеством актов воздействия на детали ЦПГ, описанных выше, то
есть частотой вращения коленчатого вала. Изложенное подтверждается меньшей
долговечностью
быстроходных двигателей по сравнению с тихоходными, независимо от близких
численных значений средней скорости движения поршня. Увеличение средней
скорости движения поршня может оказаться даже полезным - способствовать
снижению износа поршневых колец и направляющей части поршня в связи с усилением
гидродинамического эффекта смазки в поршневой группе.
Рассмотрим влияние особенностей рабочего
процесса на смазку и на износ деталей цилиндров и поршневой группы (ЦПГ).
Наибольшее значение это имеет для дизелей.
Известно, что дизели с неразделенными камерами
дают обычно более высокую жесткость сгорания, чем дизели с разделенными
камерами, а также с пленочным и объемно- пленочным смесеобразованием. Резкое
взрывоподобное сгорание во второй фазе приводит к повышенному выдавливанию
масла из зазоров в парах трения ЦПГ и подшипниках коленчатого вала. Кроме того,
оно вызывает снижение усталостной прочности деталей и в особенности
антифрикционного слоя подшипников коленчатого вала. Совершенно обоснованным
следует считать мнение ряда исследователей о том, что высокая жесткость
сгорания более опасна, чем его кратковременно действующее максимальное
давление.
Опыт эксплуатации и ремонта двигателей
внутреннего сгорания различных типов показывает, что наиболее изнашиваемыми
узлами являются ЦПГ, опоры коленчатого вала (шейки и вкладыши) и детали
механизма газораспределения.
Детали цилиндропоршневой группы (поршневые
кольца, поршень, гильза цилиндра) работают под действием высоких давлений
газов, сил инерции и температуры. Максимальное давление сгорания в дизелях
достигает 10÷12 МН/м2, в
карбюраторных двигателях- не более 5,5 МН/м2. Максимальные температуры в
процессе сгорания в карбюраторных двигателях 3000 К. В дизелях температуры
сгорания несколько ниже. Средние рабочие температуры деталей цилиндропоршневой
группы в карбюраторных двигателях составляют: гильз цилиндров - до 450 К ,
чугунных поршней - до 700 К и алюминиевых до 550 К. У дизелей температура
деталей на 50÷100 градусов выше. Все
известные методы форсирования двигателей отражаются, прежде всего, на давлениях
и температурах деталей ЦПГ в зоне их контакта. Наиболее опасен перепад температур,
который вызывает коробление поверхностей трения и, следовательно, ускоренное
изнашивание.
Трудности подвода смазки к деталям ЦПГ известны.
Вследствие своих конструктивных особенностей эти детали, как правило,
смазываются лишь путем разбрызгивания масла, вытекающего из шатунных и коренных
подшипников коленчатого вала. Смазку под давлением для охлаждения днища поршня
в основном подводят только в крупных судовых дизелях. В двигателях с
относительно малыми диаметрами цилиндра это трудно осуществимо. Относительно
распространен подвод, смазки для охлаждения днища поршня путем подачи струи
масла с верхней шатунной головки.
Гидродинамический режим смазки возможен в парах
трения: кольцо-гильза и направляющая часть пары поршень-гильза в средней части
хода поршня.
Вблизи мертвых точек, когда движение поршня
замедлено, гидродинамический режим, по-видимому, невозможен. Поэтому свойство
масла образовывать на поверхностях трения граничные слои является для деталей
ЦПГ наиболее важным.
Поршень в процессе работы деформируется в
горизонтальном сечении и принимает форму эллипса с большой осью, направленной
параллельно коленчатому валу. Деформирование происходит под действием
нормальной силы и тепловых деформаций, связанных с неравномерным распределением
металла, по сечению бобышек. Под влиянием давления газов цилиндрическая часть
поршня принимает форму усеченного конуса с большим диаметром в нижней части.
Перечисленные деформации, способствуют созданию весьма неравномерных нагрузок
на поверхности трения.
Для борьбы с этими явлениями осуществляют
некоторые конструктивные изменения: придают исходному сечению поршня форму
овала, снимают часть металла, прилегающую к отверстиям в бобышках и др. В
наибольшей степени на поршне изнашивается канавка, в которой находится верхнее поршневое
кольцо. Износ этой канавки в ряде двигателей ограничивает долговечность поршня
в целом.
Наибольший износ гильзы наблюдается в месте
остановки первого компрессионного кольца в верхней мертвой точке. В старых
автомобильных двигателях направление наибольшего износа гильзы цилиндра в
вертикальной плоскости совпадало с осью коленчатого вала, что являлось
следствием макрогеометрических отклонений и деформаций поршня. Для современных
двигателей характерно направление износа в вертикальной плоскости, перпендикулярно
оси вала.
Повышенный износ верхней части гильзы,
независимо от возможного влияния электрохимической коррозии, может быть вызван
следующими причинами:
.В карбюраторных двигателях на пониженных
температурных режимах бензиновые пары из поступающей в цилиндры рабочей смеси
конденсируются, в результате чего масло, находящееся на стенках гильзы,
смывается. Это явление в наибольшей степени влияет на износ верхней части
гильзы и верхних компрессионных колец.
Во всех типах двигателей при пониженных температурных
режимах уменьшается подача масла на поверхности цилиндра и, особенно, на
участки, расположенные в верхней части.
При положении поршня в верхней мертвой точке
увеличивается давление газов в закольцевом пространстве первого и частично
второго компрессионного кольца. Кроме того, как уже было указано, на участках
вблизи верхней мертвой точки гидродинамический режим смазки пары кольцо-гильза
практически неосуществим, граничные адсорбционные слои также теряют свою
эффективность, поскольку под действием высоких температур в верхней части
десорбируются полярно-активные углеводороды. Пары трения кольцо-гильза в
верхней части цилиндра смазываются, видимо, только продуктами окисления масла и
находящимися в нем механическими примесями органического происхождения.
Интенсивность изнашивания в верхней части гильзы
определяется, главным образом, абразивной составляющей которая на этих участках
имеет наибольшее значение в связи с тем, что проникающие через воздушный фильтр
абразив, в основном, задерживается именно на этих участках.
Поршневые кольца изнашиваются по торцам и по
радиусу. Износ по торцам связан с перемещением колец в радиальном направлении,
в связи с действием газовых сил и «перекладкой» поршня при изменении знака
нормальной силы. Износ по радиусу обусловлен действием газов в закольцевом
пространстве компрессионных колец и сил упругости в маслосбрасывающих кольцах,
которые оказывают повышенные удельные давления на стенки гильзы.
Электрохимическая коррозия является одной из
составляющих суммарного износа. Однако ее роль значительно меньше, чем
абразивного износа. Это тем более справедливо, что за последние годы в
топливах, предназначенных для автомобильных и тракторных двигателей, благодаря
применению при их производстве гидроочистки, значительно снизилось содержание
серы. Абразивный износ деталей ЦПГ является ведущим видом изнашивания. Этим, в
частности, объясняется широкое применение в фильтрах для очистки воздуха бумаги
и других современных материалов
Подшипники коленчатого вала работают, как
правило, в условиях гидродинамического режима. Следовательно, антифрикционные и
противоизносные свойства масла определяются в этом узле, в основном, только его
вязкостью. Нарушения гидродинамического режима возможны в процессе пуска, при
мгновенных перегрузках, а также при пониженной вязкости масла, нарушении его
подачи и др. В процессе нормальной работы в гидродинамическом режиме при
определенных углах поворота коленчатого вала, как правило, происходят опасные
сближения шейки с вкладышами. При наличии стабильного гидродинамического режима
износ поверхностей трения не исключается, поскольку давления, развиваемые
масляным клином, в 2,5÷3 раза
превышают среднее давление внешних сил. В связи с этим возможна пластическая
деформация приповерхностных слоев. Кроме того, наличие масляной прослойки, как
было указано выше, предопределяет появление разности потенциалов между шейками
и вкладышами. В результате возникает электростатическая составляющая износа.
Однако в реальных условиях отклонения
макрогеометрических характеристик шеек, а также деформация вкладышей и узла
трения в целом вызывают локальное нарушение гидродинамического режима, резкое
повышение температуры, в результате чего интенсифицируется изнашивание и
возможен задир, сопровождающийся нарушением антифрикционного слоя.
Надежность работы подшипниковых узлов в
значительной степени определяется качеством масла. Помимо правильно выбранной
вязкости масла и его пологой вязкастно-температурной зависимости большое
значение имеют его антикоррозионные свойства и электропроводимость.
В настоящее время широко применяют твердые
подшипниковые сплавы, в том числе свинцовистую бронзу, обладающую существенно
более высокими механическими качествами и твердостью, чем баббиты. Недостатки
твердых сплавов относительно трудная прирабатываемость и отсутствие способности
к поглощению твердых абразивных частиц из масла. Кроме того, при использовании
таких сплавов необходимо повысить точность обработки поверхностей трения.
Одновременно для снижения износа контртела, то есть шеек коленчатого вала, в
ряде случаев применяют закалку шеек и их ХТО. Свинцовистая бронза под действием
органических кислот в значительной степени подвержена коррозии. В автомобильных
двигателях распространены трехслойные подшипники с антифрикционным, сплавом
СОС-б-6 (сурьма-олово-свинец). Под заливкой находится металлокерамический или
медно-никелевый поделай. Все это плакируется на стальной тонкостенной основе,
которая вследствие своей малой жесткости хорошо прилегает к массивной постели
подшипника.
Широко используют алюминиевые подшипники, для
которых характерна высокая усталостная и механическая прочность. Сплавы для
подшипников обычно легируют медью, оловом или никелем. Применяют лужение
вкладышей, повышающее их противозадирные и приработочные свойства. В тракторных
дизелях широко используют биметаллические вкладыши с антифрикционным сплавом
АСМ (алюминий-сурьма-магний). Этот сплав наносят прокаткой на жесткое стальное
основание; при этом накладывают промежуточный подслой из чистого алюминия или
из алюминиевой фольги. В некоторых автомобильных двигателях имеются
сталеалюминевые вкладыши различного состава. Поскольку выплавление вкладышей
является довольно распространенным явлением, особенно в тракторных дизелях,
проводят исследования по изысканию новых видов антифрикционных материалов,
обеспечивающих высокую надежность подшипникового узла. В частности,
перспективно применение сплава АСТМ, одним из компонентов которого является
теллур. Такие вкладыши обладают высокой износостойкостью, усталостной
прочностью, но одновременно пониженной противозадирной стойкостью. Поэтому для
дальнейшего повышения надежности работы узлов шейка вала-вкладыш необходимо
провести исследования по введению в моторные масла высокоэффективных
противозадирных присадок, а также по повышению маслоемкости антифрикционного
слоя, что позволит обеспечить наличие некоторых количеств резервного масла,
которое может поступить в опасную зону при локальном повышении температуры.
Коленчатые валы изготовляют из стали 45, с
последующей термической обработкой; применяют, также и легированные стали. В
последнее время в некоторых двигателях устанавливают валы, отлитые из
высокопрочных чугунов, легированных магнием. Широко используют валы из
высокопрочного чугуна, в котором путем специальной термообработки графит
приобретает глобулярную форму. Износ шеек весьма неравномерен, что связано,
прежде всего, с недостаточной жесткостью коленчатых валов, а также с работой
противовесов и местом их установки.
Изнашивание кулачков и толкателей приводит к
сокращению фаз газораспределения, в результате чего снижаются мощностные и
экономические показатели. Влияние смазочного материала на состояние
поверхностей трения кулачков и толкателей изучено недостаточно. С повышением
температуры и утончением масляной пленки интенсивность изнашивания пары
увеличивается. Это связано не только со снижением гидродинамической
составляющей масляного слоя, но, очевидно, и с температурной десорбцией граничных
слоев, а также с увеличением термических напряжений в контакте
Работа быстроизнашивающихся деталей двигателей
внутреннего сгорания происходит при высоких скоростях скольжения, нагрузках и
значительных температурах. По данным работы нагрузочно-скоростные режимы,
характерные для работы тяжелонагруженных подвижных сопряжений двигателей
внутреннего сгорания представлены в таблице 1.1.
Таким образом, подвижные сопряжения
цилиндропоршневой группы, подшипники скольжения, пара кулачек-толкатель
работают при высоких нагрузках и скоростях скольжения и подвержены различным
видам изнашивания, на которые смазочный материал оказывает большое влияние.
Условия работы трибосопряжений двигателей
внутреннего сгорания
Таблица 1.1
|
№№
п/п
|
Трибосспряжение
|
Давление,
МПа
|
Скорость
скольжения, м/с
|
Температура
пленки масла,
°С
|
|
1.
|
Поршневое
кольцо- гильза цилиндра
|
10
|
2,5
|
170
|
|
2.
|
Шейка
коленчатого вала-вкладыш подшипника
|
12
|
10
|
140
|
|
3.
|
Пара
кулачек- толкатель
|
2000
|
5
|
150
|
Роль поверхностных пленок в процессах трения и изнашивания
Физико-химическое состояние поверхностных слоев
деталей механизмов и машин является одним из существенных факторов,
определяющих эксплуатационные характеристики узлов трения. Внешнее трение двух
твердых тел без промежуточной прослойки-пленки, обеспечивающей положительный
градиент механических свойств по глубине, невозможно. Эта пленка получается в
результате механо-физико химических процессов на фрикционном контакте, путем
искусственного нанесения, а также за счет воздействия окружающей среды.
Считается, что в результате воздействия
атмосферы на поверхность металла образуются окисные пленки, толщина которых на
сталях составляет (10÷20)˙10 ̄10
м. Изучение низкотемпературных окисных пленок на конструкционных сталях с
различным содержанием легирующих элементов показало, что верхний слой этой
пленки представлен углеродом (10÷20)˙10 ̄10
м, затем идет слой из оксидов железа, а нижний-переходный содержит железо, как
в окисленном, так и в металлическом состоянии. Вся толщина сформировавшегося
слоя на стальной поверхности порядка 400˙10 ̄10
м.
Если в смазочном материале содержатся полярные
группы, то на поверхностях трения могут формироваться адсорбционные пленки,
максимальная толщина которых (0,05÷0,1) мкм.
Полярно-активные компоненты смазочного материала не могут нивелировать
шероховатость технических поверхностей, высота неровностей которых, как
правило, значительно больше. Поэтому адсорбционная пленка воспроизводит
микрорельеф поверхностного слоя деталей. Такие адсорбционные слои могут
выдерживать большие нормальные давления, однако с повышением температуры их
ориентация нарушается толщина граничного слоя зависит от нагрузки, скорости
перемещения, состава и свойств смазочного материала и может варьировать от
нескольких до 400÷500 мономолекулярных
слоев и в зависимости от среднего размера молекулы может составлять (0,5÷0,8)
мкм.
Для улучшения антифрикционных и противоизносных
свойств смазочных материалов вводятся присадки, которые содержат серу, фосфор,
хлор, азот и т.д. Металлические поверхности в процессе трения взаимодействуют с
присадками, содержащимися в смазочных материалах, покрываются защитными
пленками химических соединений, роль которых аналогична окисным пленкам .В
многочисленных опытах была показана высокая эффективность присадок, содержащих
трихлорметильную группу. На поверхностях стали, в зависимости от условий,
образуется пленка хлоридов железа толщиной от 15˙10 ̄10
м. до 190˙10 ̄10 м.
Использование фосфорсодержащей присадки обеспечивает формирование
противоизносного слоя, содержащего фосфат железа толщиной порядка (70÷280)˙10
̄10
м.При введении в смазочный материал серосодержащих противозадирных присадок
толщина пленок, образующихся на фрикционных поверхностях, имеет величину 2÷4
мкм.
Формирующиеся пленки в результате химического модифицирования поверхностного
слоя металла эффективно защищают поверхности трения от интенсивного
изнашивания, если скорость их образования превышает интенсивность их
изнашивания. В процессе работы узла трения, пленки вторичных структур удаляются
из зоны контакта, обнажая «ювенильные» поверхности металла, вновь происходит
образование защитных пленок и их изнашивание. Таким образом, в рассматриваемых
случаях, а также при формировании на контактирующих поверхностях окисных
пленок, имеет место коррозионно-механическое или окислительное изнашивание,
которое сопровождается уменьшением геометрических размеров деталей.
При введении в смазочный материал некоторых
органических соединений на контактирующих поверхностях образуются полимерные
пленки. В процессе формирования этой полимерной пленки молекулы присадки
координационно связываются с атомами металла на трущейся поверхности, образуя
металлополимерный комплекс, который за счет своего строения прочно удерживается
на трущихся поверхностях .При этом роль смазочного материала заключается в
основном в транспортировании присадки в зону трения, а эффективность присадки
зависит от ее свойств и от свойств образованной ею трибополимерной пленки,
толщина которой составляет 1÷3 мкм.
Изучение антифрикционных и противоизносных
свойств трибополимерообразующих смазочных материалов проводили в работе
Установлено, что металлсодержащие композиции обеспечивают более низкие
триботехнические характеристики стальных пар.
Выполнены эксперименты по влиянию 30 соединений
различных металлов, вводимых в глицерин на трение и изнашивание стальных пар.
Исследования, проведеиные на машине трения СМЦ-2, по схеме колодка ролик при
удельной нагрузке 6 МПа показали, что введение в глицерин неорганических солей
Al, Си, Ag, Pd, Pt, Au обеспечивает коэффициент трения 0,006÷0,009,
а
металлы входят в состав защитной пленки на контактирующих поверхностях. Для
обеспечения высокой износостойкости и низкого коэффициента трения фрикционных
пар за счет формирования структурированных защитных пленок на контактирующих
поверхностях не обязательно применять Си, а можно использовать другие
соединения металлов или их смесь
Известно, что наряду с медными сплавами в узлах
трения механизмов и машин широко используются алюминиевые подшипники скольжения
Показано, что при изнашивании пары алюминиевый
сплав-сталь в моторном масле с присадкой некоторых эфиров на поверхностях
трения образуется алюминийсодержащая пленка, наличие которой обеспечивает
низкие триботехнические характеристики сопряжения
Формирование на контактирующих поверхностях
мягких металлических пленок, особой структуры и свойств, лежащей на упрочненной
подложке обеспечивает локализацию процесса трения в тончайшем поверхностном
слое и препятствует вовлечению в процесс деформации более глубоких слоев
металла.
Использование достижений триботехники для
повышения износостойкости подвижных сопряжений двигателей внутреннего сгорания
До очень недавнего времени считалось, что трение
в подвижных сопряжениях только разрушительный процесс, приводящий к отказу узла
или машины в целом и в связи с этим к огромным материальным потерям. Открытие
эффекта безызносности позволило изменить сложившиеся представления о механизме
изнашивания и трения.
Сущность эффекта безызносности согласно описанию
открытия заключается в том, что при трении медных сплавов о сталь в условиях
трения при граничной смазке, исключающей окисление меди, происходит явление
избирательного переноса меди из твердого раствора медного сплава на сталь и
обратного ее переноса со стали на медный сплав. Этот процесс сопровождается
уменьшением коэффициента трения до значений, характерных для жидкостного режима
и значительным снижением интенсивности изнашивания
В настоящее время для повышения износостойкости
подвижных сопряжений двигателей внутреннего сгорания используются следующие
методы: металлсодержащие смазочные материалы, финишная антифрикционная
безабразивная обработка, безразборное восстановление технических характеристик
двигателей внутреннего сгорания
Медьсодержащая присадка на основе олеата меди
была предложена А.К. Прокопенка и Ю.С. Симаковым на основе анализа работы
холодильных агрегатов. Авторы пришли к выводу о том, что в смазочном материале
присутствуют высокомолекулярные соединения меди и непредельные жирные кислоты.
Проведенные исследования по влиянию медьсодержащей
присадки к смазочным материалам на процессы трения и изнашивания подвижных
сопряжений позволили разработать концентрат медьсодержащей присадки МКФ-18 ,а
различные организации наладили ее производство
В работе представлены результаты
опытно-промышленных испытаний по влиянию медьсодержащей присадки типа МКФ-18 к
смазочным материалам на процессы трения и изнашивания главного двигателя,
редукторов, подшипников и других трибосопряжений судов, находящихся в
эксплуатации. Установлено, что медьсодержащая присадка оказывает положительное
влияние на пусковые качества дизеля за счет снижения потерь на трение.
Большое значение, в повышении срока службы
подвижных сопряжений двигателя внутреннего сгорания, имеет процесс приработки.
На основании анализа современных направлений интенсификации процесса приработки
авторы работы приходят к выводу, что наиболее перспектинным методом приработки
подвижных сопряжений двигателя является формирование мягкой металлсодержащей
пленки .Выполненные эксперименты, как в лабораторных, так и в стендовых
испытаниях медьсодержащей присадки «Гритерин» к моторным маслам подтвердили ее
эффективность.
Проведенные стендовые испытания на
износостойкость пары кольцо гильза двигателей внутреннего сгорания в моторных
маслах с медьсодержащей присадкой «Валена» показали, что введение ее в
дизельное моторное масло обеспечивает повышение износостойкости металлических
пар, а также снижает потери на трение
Изучение влияния меди на механизм эффекта
безызносности показало, что способность обеспечивать высокую износостойкость
подвижных сопряжений и низкий коэффициент трения не является исключительно
заслугой только миди. Экспериментальное изучение процессов трения и изнашивания
стальных пар в глицерине с присадкой ряда соединений металлов свидетельствуют,
что наряду с медью эффективно влияют на противоизносные показатели алюминий,
олово и другие элементы
Была рассмотрена возможность применения
неорганических солей металлов переменной валентности в качестве присадок к
смазочным материалам для улучшения их триботехнических характеристик. С целью
получения присадок, которые хорошо растворяются в минеральных маслах, подбирают
органические соединения. Этим требованиям хорошо отвечают алифатические спирты.
Эксперименты показали, что смазочные материалы с присадками хлоридов меди и
олова обеспечивают повышение износостойкости и снижение потерь на трение
металлических пар по сравнению с триботехническими характеристиками в базовом
смазочном материале
На основании использования хлоридов олова авторы
работы предложили смазочные композиции к моторным маслам для использования в
процессе приработки двигателей внутреннего сгорания.
Защитные покрытия из антифрикционных материалов
широко используются в качестве твердых смазочных материалов при трении.
Сочетание твердой подложки, обладающей высоким сопротивлением нормальным
нагрузкам, и мягкой пленки с малым сопротивлением сдвигу лежит в основе
механизма смазочного действия металлических покрытий.
На основе эффекта безызносности разработаны
новые триботехнологии: финишная антифрикционная безабразивная обработка (ФАБО)
и безразборное восстановление технических характеристик машин и оборудования.
Процесс ФАБО, предложенный Гаркуновым Д.Н. и Лозовским В.Н., состоит в том, что
стальные и чугунные детали перед сборкой покрывают тонким слоем
антифрикционного металла, который предохраняет от схватывания и улучшает
процесс приработки
В настоящее время применительно к двигателям
внутреннего сгорания работы по ФАБО ведутся в следующих направлениях: способы
нанесения антифрикционных покрытий составы, содержащие антифрикционный металл
устройства для нанесения антифрикционных покрытий
Работы по использованию процесса ФАБО для
улучшения приработки подвижных сопряжений двигателей внутреннего сгорания
проводятся как в нашей стране так и за рубежом. Нанесение антифрикционных
покрытий методом ФАБО на подвижные сопряжения цилиндропоршневой группы
двигателей внутреннего сгорания позволяет снизить их износ, а также сократить
расход топлива.
Процесс безразборного восстановления
трибосопряжений (без разборки узлов) подразумевает проведение технических или
технологических мероприятий, направленных на изменение - либо их геометрических
размеров до номинальных, либо работоспособности до нормативных показателей.
безразборного восстановления
В настоящее время композиции для подвижных
сопряжений двигателей внутреннего сгорания можно разделить на следующие группы:
металлоплакирующие, полимеризующиеся композиции, кондиционеры металла, слоистые
добавки- модификаторы .
В нашей стране разработаны и производятся металлсодержащие
смазочные композиции для безразборного восстановления технических характеристик
двигателей внутреннего сгорания
Из зарубежных металлсодержащих смазочных
композиций для безразборного восстановления подвижных сопряжений двигателей
внутреннего сгорания наиболее известны «Metal-5», «ЕSКА», «Lubrifilm metal»
Зарубежные смазочные композиции содержат в своем
составе частицы меди, цинка, свинца, серебра, которые обеспечивают формирование
на поверхностях трения металлсодержащих пленок.
Таким образом, для повышения срока службы
трибосопряжений двигателей внутреннего сгорания используют различные смазочные
композиции. Однако применение финишной антифрикционной обработки подвижных
сопряжений не обеспечивает компенсацию износа, а используется только в процессе
приработки. Использование смазочных композиций для безразборного восстановления
требует каждый раз со сменой моторного масла проводить восстановительные
процедуры. Разработанные металлсодержащие композиции на основе меди не
обеспечивают формирование антифрикционной пленки при различном сочетании
материалов и внешнего трения, а их эффективность ограничивается одним
конкретным узлом трения.
Поэтому актуальным исследованием в деле
повышения срока службы трибосопряжений двигателей внутреннего сгорания является
разработка маслорастворимой металлсодержащей смазочной композиции к моторным
маслам, которая обеспечит формирование металлсодержащей пленки при различном
сочетании материалов и внешнего трения, а также проведение экспериментов по
оценке ее триботехнической эффективности.
Глава 2.
Методика исследования процессов трения и изнашивания металлических пар в
моторных маслах
Эффективность технических решений - повышение
срока службы узлов трения деталей машин - во многом предопределяется
лабораторными испытаниями на трение и изнашивание. Это объясняется тем, что
натурные испытания узлов трения машин являются дорогостоящими, сложными. Они не
позволяют широко варьировать режимными параметрами, а также требуют длительного
периода времени. По этой причине в настоящее время определение антифрикционных
свойств и износостойкости материалов проводят в три этапа:
а) лабораторные испытания с целью исследования
влияния нагрузки, скорости скольжения, окружающей среды на антифрикционные
свойства и износостойкость материалов;
б) стендовые испытания для конструктивного
оформления узла трения; в) промышленные (натуральные) испытания, которые служат
для оценки эксплуатационных свойств узла трения.
По результатам третьего этапа судят о
долговечности узла трения, в котором используется новый конструкционный или
смазочный материал.
Методика исследования контактной выносливости
тел качения в смазочных материалах
Ведущим видом изнашивания тел качения является
усталостное разрушение, которое зависит от сложного напряженного состояния
активных объемов металла у поверхности трения и свойств поверхностного слоя при
повторно-переменных нагрузках, вызывающих пластическое течение металла.
Усталостные повреждения зарождаются в области дислокационных несовершенств
кристаллической решетки и других концентраторов напряжений.
Свойства смазочного материала влияют на
возникновение и развитие усталостных разрушений как в сторону повышения срока
службы узла трения, так и снижения работоспособности тел качения.
Выбор установки для исследования влияния
металлосодержащих смазочных материалов на контактную выносливость тел качения
при статическом нагружении производился по принципу физического моделирования,
предполагающего возможность создания высоких контактных напряжений, а также
воспроизведение ведущего вида изнашивания.
Моделирование условий, существующих в
высоконагруженных узлах трения, легко осуществляется на четырехшариковых
машинах трения. Использование в качестве образцов стандартных шаров,
изготовленных с высокой точностью, дает возможность значительно уменьшить
разброс получаемых данных, который имеет место при усталостных испытаниях, что
позволяет сократить число необходимых экспериментов. Кроме того, в узле трения
четырехшариковой машины можно создать высокие контактные напряжения. Перечисленные
преимущества, которые имеет четырехшариковая машина трения, объясняет выбор ее
для испытаний по оценке влияния смазочных материалов на контактную выносливость
шаров из стали ШХ-15.
На основании вышеизложенного, нами выбрана
четырехшариковая машина «Plint» (США), узел трения которой представлен на рис.
2.1.
Эксперименты по влиянию смазочных материалов на
контактную выносливость шаров на четырехшариковой машине трения
"Plint" выполняли в соответствии с инструкцией в следующей
последовательности:
а) включали подачу воздуха к смазочному агрегату
и проверяли скорость потока жидкости через смотровое окно;
б) до включения машины трения смазочный агрегат
работал менее 15 мин;
в) подключали датчик вибрации, включали
двигатель машин трения
и при 10000 об/мин шпинделя двигатель работал на
холостом ходу 15 мин с целью прогрева;
г) промывали оправку и высушивали шары;
д) устанавливали шар в цанговый патрон, а затем
цангу с шаром в конус шпинделя;
е) устанавливали три чистых шара в оправку,
заливали испытуемым смазочным материалом (10 мл); оправку с шарами помещали
между упорным шарикоподшипником и верхним шаром;
ж) включали двигатель; частоту вращения
устанавливали равную 10000 об/мин, через 30с начинали нагружение узла трения;
включали часы;
з) в течение эксперимента производили
корректировку числа оборотов
шпинделя; при наступлении питтинга вибродатчик
автоматически отключал двигатель и часы
и) время до наступления питтинга фиксировали в
журнале; вынимали оправку с шарами, а также верхний шар, которые промывали,
высушивали и изучали;
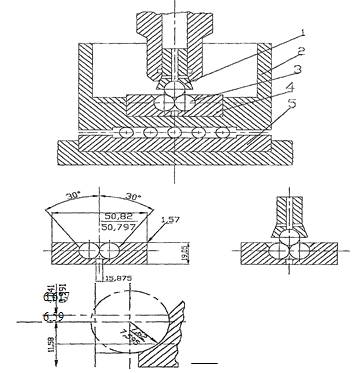
Рис.2.1. Схема четырехшариковой машины «Plint»
(США)
к) если питтинг на верхнем шаре не образовался,
то эксперимент повторяли.
Датчик вибраций отключает испытательную
установку после начала усталостных разрушений поверхностного слоя шара, а на
световом табло отмечается время работы узла трения качения.
Испытательная машина «Plint» рассчитана на такое
осевое нагружение, которое дает возможность максимально снизить износостойкость
шаров в режиме качения даже для смазочных материалов высшего качества.
Под нагрузкой машина трения может работать
непрерывно 10 мин, если за это время усталостные разрушения тел качения не
наступили, то необходимо увеличить нагрузку.
Проведенные нами методические эксперименты
показали, что исследуемые в работе смазочные материалы при испытании в режиме
трения качения шаров при частоте вращения шпинделя 10000 об/мин и осевой
нагрузке 600 Н удовлетворяют требованиям по продолжительности эксперимента.
Влияние смазочных материалов на контактную выносливость тел качения оценивалось
нами числом циклов нагружения до усталостных разрушений.
Обработку результатов экспериментов проводили
согласно методике фирмы «Plint». С каждым смазочным материалом мы провели 24
эксперимента. Полученные значения количества циклов нагружения до усталостного
выкрашивания на дорожке качения верхнего шара наносили на логарифмическую
бумагу. Затем строили кривую, средние значения которой соответствовали
значениям числа циклов до наступления усталостного выкрашивания на дорожке
качения верхнего шара с 50%-ной вероятностыо достоверности (рис. 2.2).
Рис. 2.2 Схема определения контактной
выносливости тел качения в смазочных материалах
Методика стендовых испытаний цилиндро-поршневых
групп двигателей внутреннего сгорания
В настоящем исследовании нами были проведены
стендовые испытания влияния смазочных материалов на триботехнические
характеристики пары кольцо-гильза двигателей внутреннего сгорания.
Кинематическая схема машины трения представлена
на рис. 2.3.
В испытываемых парах образец с меньшей
поверхностью трения, имитирующий поршневое кольцо (рис. 2.4), является
неподвижным, и к нему прикладывается нагрузка. Этот образец вырезали из
реального поршневого кольца ø 110 мм.
Подвижный образец (рис. 2.7), вырезанный из чугунной гильзы цилиндра диаметром
120 мм с большой поверхностью трения, имитирует гильзу. Он совершает
возвратно-поступательное движение относительно неподвижного образца со средней
скоростью скольжения 0,19 м/с. Различие диаметров колец и гильз обеспечивает
контакт кольца с гильзой в середине рабочей поверхности. Материал
компрессионных колец - сталь 50 ХФА с покрытием хромом, материал гильзы
цилиндра- чугун СЧ24.
Каждая рабочая позиция машины оснащена
устройством для измерения силы трения. Сила трения измеряется при помощи
тензометрической системы, где она воспринимается упругим элементом (балочкой) с
наклеенными на нее тензодатчиками. Тензодатчики преобразуют упругую деформацию
балочки в электрический сигнал пропорционально приложенной силе, который
усиливается с помощью усилителя «Топаз» и снимается со шкалы цифрового
вольтметра Щ1314 или записывается самописцем. Коэффициент трения рассчитывали
как отношение силы трения к силе нормального давления.
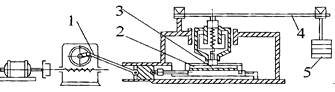
Рис. 2.3 Схема восьмипозиционной машины трения
возвратно-поступательного движения
Рис. 2.4 Образец-кольцо

Рис. 2.5 Образец-гильза
Перед испытаниями пары трения прирабатывали при
нагрузках 2÷5 МПа и течение 7-ми
часов. Испытания проводили в ванночках с испытываемыми маслами при полном
погружении рабочих поверхностей в смазочные материалы. После приработки и
работы при каждом давлении образцы снимали, промывали в бензине и просушивали.
На образцах - кольцах с помощью светового микроскопа измеряли длину и ширину
площади контакта, образовавшейся при трении.
Для определения сравнительных триботехнических
характеристик масел пары трения испытывали при ступенчато повышаемых давлениях:
с 10 до 60 МПа через 5 МПа, а с 60 до 140 МПа через 10 МПа - в течение 3,5
часов на каждом из них. Предельно допустимые давления для каждого из испытываемых
масел определяли по повышению значений коэффициентов трения, повышению износов
или по появлению вибраций и скрипов.
Образцы для исследований вырезали из материала
реальных деталей. В качестве критерия износостойкости была принята
интенсивность изнашивания:

где: h -величина изношенного слоя за
путь трения L.
.1 Методы изучения защитных
металлсодержащих пленок на поверхностях трения
Физико-химическое состояние зоны
трения подвижных сопряжений является одним из основных факторов, определяющих
эксплуатационные характеристики трибосопряжений машин и оборудования. При
трении поверхностей, которые состоят из множества выступов и впадин, на
выступах микронеровностей возникают напряжения. В результате такого взаимодействия
микровыступов имеет место интенсивное их разрушение, а также пластическое
деформирование тонкого поверхностного слоя.
В процессе трения контактирующих
поверхностей происходит формирование новых поверхностных микронеровностей,
отличных от первоначальных. Поверхностно-активные вещества смазочного материала
взаимодействуют с металлом и формируют защитные пленки. Наличие в смазочном
материале антифрикционного металла ведет к формированию на поверхностях трения
трибосопряжений металлсодержащих пленок, которые заполняют микронеровности
поверхностного слоя, способствуя повышению качества его характеристик
микронеровностей.
В работе были выполнены исследования
по влиянию смазочных материалов на изменение характеристик микрогеометрии зоны
трения образцов с привлечением профилографа-профилометра завода «Калибр», а
также приборов «Цензор» и «Тейлеронд».
Кроме химического состава
поверхностных пленок, сформировавшихся в процессе взаимодействия триады трения,
большой интерес представляют исследования органических соединений, находящихся
в зоне трения подвижных сопряжений. Метод позволяет изучать послойно элементный
состав и химическое состояние аморфных и кристаллических материалов. Анализ
электронного положения линий ЭСХА, зависящего от валентного состояния соответствующего
атома, дает информацию о характере химической связи в молекулах.
При изучении распределения элементов
по глубине образцов, изношенных в моторном масле М14В2 с присадкой «Валена», а
также с оловосодержащей смазочной композицией использовали ионную аргоновую
пушка (энергия 4 кВ, ток 20 мкА). Скорость травления, примерно, составляла 1 им
за 2 секунды.
При расчете количества содержания
элементов в поверхностном слое образцов использовали относительные
чувствительности по Скофилду (а длины свободного пробега электронов определяли
по формуле Яблонского,Оба подхода использовали в программе количественного
расчета MultiQuant(M. Mohai XPS MultiQuant: Multimodel XPS Quantification
Softwш·e, Surf. Interface Anal. 36, 828 (2004).
Глава 3.
Исследование процессов трения и изнашивания подвижных сопряжений в моторных
маслах
Влияние удельной нагрузки на процессы трения и
изнашивания металлических пар в смазочных материалах
Нагрузочно-скоростной режим при изнашивании
трибосопряжений оказывает важное влияние на характер и интенсивность протекания
механо физико-химических процессов на контакте. В связи с дискретностью
контакта основным параметром условий трения и изнашивания подвижных сопряжений
является удельное давление. Увеличение удельного давления ведет к возрастанию
глубины поверхностного слоя материала, который участвует в процессе трения, что
оказывает важное влияние на триботехнические характеристики трибосопряжений.
Влияние моторных масел на трение и изнашивание
пары алюминиевый сплав-сталь от удельной нагрузки оценивали на пути трения 2000
м, при скорости скольжения 1 м/с, в диапазоне 5÷20
МПа. В качестве объектов исследований были взяты следующие смазочные материалы:
масло моторное М14В2; масло моторное М14В2 с медьсодержащей присадкой «Валена»,
которое, в соответствии с рекомендациями, представленными в работе , вводили в
количестве 0,1% от объема; масло «Shell Helix Super», а также масло М14В2 с
оловосодержащей смазочной композицией.
Предварительными методическими экспериментами
было установлено, что оптимальное содержание оловосодержащей смазочной
композиции в моторном масле М14В2 составляет 2÷4%
от объема. В экспериментальных исследованиях оловосодержащую смазочную
композицию вводили в моторное масло в количестве 2,5% от объема.
На рис. 3.1 представлены данные по влиянию
удельной нагрузки на коэффициент трения пары алюминиевый сплав (АО20-1,
R01-0,30 мкм)-сталь (40ХН, Ra=0,60 мкм, НRС 55) в моторных маслах. Следует
отметить, что при удельной нагрузке 5 МПа и скорости скольжения 1м/с на пути
трения 2000м. во всех исследованных в работе смазочных материалах коэффициент
трения составлял порядка 0,01.

Рис. 3.1 Влияние удельной нагрузки на
коэффициент трения пары алюминиевый сплав-сталь в моторных маслах
масло моторное М14В2;
масло моторное М14В2+0, 1% медьсодержащей
присадки;
Масло Shell Helix Super;
масло моторное М14В2+2,5%оловосодержащей
смазочной композиции
При изнашивании пары колодка-ролик в моторном
масле М14В2 повышение удельной нагрузки от 5 до 20 МПа ведет к значительному
увеличению коэффициента трения. Если при удельной нагрузке 10 МПа коэффициент
трения пары алюминиевый сплав-сталь имел значение 0,04, то при удельной
нагрузке 20 МПа его величина повысилась в 3 раза. Как видно из представленных
данных введение в моторное масло М14В2 0,1% от объема медьсодержащей присадки
обеспечивает снижение коэффициента трения пары алюминиевый сплав-сталь в 1,3÷1,4
раза в диапазоне удельных нагрузок 10÷20
МПа по сравнению с работой узла трения в базовом моторном масле. Коэффициент
трения пары колодка-ролик, работавших в моторном масле «Shell Helix Super», в
диапазоне удельных нагрузок 10÷20
МПа имеет более низкие величины по сравнению с его значениями, полученными при
изнашивании образцов, как в базовом моторном масле, так и в масле с
медьсодержащей присадкой. При изнашивании пары алюминиевый сплав-сталь в
моторном масле М14В2 с 2,5% оловосодержащей смазочной композиции в диапазоне
удельных нагрузок 5÷15 МПа
коэффициент трения имеет величину 0,009. Дальнейшее повышение удельной нагрузки
до 20 МПа ведет к увеличению коэффициента трения до 0,02.
Результаты исследований интенсивности
изнашивания пары алюминиевый сплав-сталь в моторных маслах представлены на рис.
3.2.
Анализ полученных данных свидетельствует о том,
что повышение удельной нагрузки от 5 до 20 МПа во всех исследованных смазочных
материалах ведет к увеличению интенсивности изнашивания пары колодка- ролик.
Выполненные эксперименты показали, что наибольшей интенсивностью изнашивания
характеризуется пара алюминиевый сплав сталь, работавшая в базовом моторном
масле М14В2 масло моторное M14B2+2,5% оловосодержащей смазочной композиции

Рис. 3.2 Изменение интенсивности изнашивания
пары алюминиевый сплав-сталь от удельной нагрузки в смазочных материалах
- масло моторное M14B2;
- масло моторное M14B2+0,1% медьсодержащей
присадки;
-масло Shell Helix Super;
Наличие в моторном масле медьсодержащей присадки
способствует снижению интенсивности изнашивания пары колодка-ролик в 1,4 и
более раза в исследованном диапазоне изменения удельных нагрузок.
Интенсивность изнашивания пары алюминиевый
сплав-сталь в масле
«Shell Helix Super» имеет более низкие значения
по сравнению с величинами, полученными при работе пары колодка-ролик в базовом
моторном масле М14В2 и в масле с медьсодержащей присадкой.
3.2 Изменение триботехнических характеристик
металлических пар от скорости скольжения
В работе проведены исследования по влиянию
скорости скольжения на коэффициент трения и интенсивность изнашивания пары
алюминиевый сплав-сталь при удельной нагрузке 10 МПа. Можно отметить, что во
всех исследованных смазочных материалах эти зависимости характеризуются 3- мя
зонами:
зона снижения коэффициента трения и
интенсивности изнашивания;
зона, где триботехнические характеристики пары
практически не изменяются; и с повышением скорости скольжения с 2÷3
м/с;
зона увеличения значений коэффициента трения и
интенсивности изнашивания с повышением скорости скольжения с 2÷3
м/с.
На рис. 3.3 представлены данные по влиянию
скорости скольжения на коэффициент трения пары алюминиевый сплав (АО20-1,
Ra=0,30 мкм}-сталь (40ХН, Ra=0,60 мкм, НRС 55) в моторных маслах. При изнашивании
пары колодка-ролик в моторном масле М14В2 повышение скорости скольжения от 0,5
до 4.м/с ведет к значительному увеличению коэффициента трения. Если при
скорости скольжения 0,5 м/с коэффициент трения пары алюминиевый сплав-сталь
имел значение 0,045, то при скорости скольжения 4 м/с его величина повысилась в
1,5 раза.
Как видно из представленных данных, введение в
моторное масло М14В2 0,1% от объема медьсодержащей присадки обеспечивает
снижение коэффициента трения пары алюминиевый сплав-сталь в 1,5÷1,6
раза в диапазоне скоростей скольжения 0,5÷4 м/с,
по сравнению с работой узла трения в базовом моторном масле. Коэффициент трения
пары колодка ролик, работавших в моторном масле «Shell Helix Super», в
диапазоне скоростей скольжения 0,5÷4 м/с,
имеет более низкие величины по сравнению с его значениями, полученными при
изнашивании образцов, как в базовом моторном масле, так и в масле с
медьсодержащей присадкой. При изнашивании пары алюминиевый сплав-сталь в
моторном масле М14В2 с 2,5% оловосодержащей смазочной композиции в диапазоне
скоростей скольжения 0,5÷3 м/с
коэффициент трения имеет величину 0,009, а затем при 4 м/с увеличивается до
значения 0,017. Результаты исследований интенсивности изнашивания пары
алюминиевый сплав-сталь в моторных маслах представлены на рис. 3.4.
Анализ полученных данных свидетельствует о том,
что повышение скорости скольжения от 0,5 до 4 м/с во всех исследованных
смазочных материалах, ведет к увеличению интенсивности изнашивания пары колодка
ролик. Выполненные исследования показали, что наибольшей интенсивностью
изнашивания характеризуется пара алюминиевый сплав сталь, работавшая в базовом
моторном масле М14В2 • Наличие в моторном масле медьсодержащей присадки
способствует снижению интенсивности изнашивания пары колодка-ролик в 2 раза в
исследованном диапазоне изменения удельных нагрузок.

Рис. 3.3 Влияние скорости скольжения на
коэффициент трения пары алюминиевый сплав-сталь в моторных маслах
масло моторное М14В2 ;
масло моторное М14В2+0,1% медьсодержащей
присадки;
масло Shell Helix Super;
масло моторное М14В2 +2,5%оловосодержащей
смазочной композиции
Интенсивность изнашивания пары алюминиевый
сплав-сталь в масле
«Shell Helix Super» имеет более низкие значения
по сравнению с величинами, полученными при работе пары колодка-ролик в базовом
моторном масле М14В2 и в масле с медьсодержащей присадкой. Из данных,
представленных на рис. 3.4 видно, что введение в моторное масло оловосодержащей
смазочной композиции способствует повышению износостойкости пары алюминиевый
сплав-сталь. Интенсивность изнашивания пары колодка- ролик в масле М14В2 с 2,5%
оловосодержащей смазочной композиции в диапазоне скоростей скольжения 0,5÷4
м/с
значительно ниже, чем в других смазочных материалах.

Рис. 3.4. Изменение интенсивности изнашивания
пары алюминиевый сплав сталь от скорости скольжения в моторных маслах
-масло моторное М14В2;
масло моторное М14В2+0, 1% медьсодержащей
присадки;
масло Shell Helix Super;
масло моторное М14В2 +2,5%оловосодержащей
смазочной композиции
Влияние вязкости смазочного материала на
триботехнические характеристики подвижных сопряжений
Эксперименты по влиянию вязкости смазочного
материала на процессы трения и изнашивания пары шейка вала-вкладыш выполняли на
машине трения СМЦ-2 по схеме колодка-ролик. В качестве смазочных материалов
использовали вакуумные масла ВМ-1, ВМ-3, ВМ-4, ВМ-6 со значениями
кинематической вязкости при 50°С 70, 10, 52, и 40 мм2/с соответственно.
На рис. 3.5 представлены данные по влиянию
вязкости смазочного материала на коэффициент трения пары алюминиевый сплав
(АО20-1, Ra=0,30 мкм)-сталь (40:ХН, Ra=0,60 мкм, НRС55) в моторных маслах.
Эксперименты проводили при удельной нагрузке 8 МПа, скорости скольжения 1м/с, на
пути трения 2000м.
На триботехнические характеристики пары
алюминиевый сплав-сталь вязкость базового смазочного материала оказывает
большое значение.
При изнашивании пары колодка-ролик в вакуумном
масле ВМ-3 (кинематическая вязкость при 50°С составляет 10 мм2/с) коэффициент
трения составляет 0,045, а при изнашивании в этом же смазочном материале с
добавлением 2,5 % оловосодержащей смазочной композиции коэффициент трения имеет
значение 0,013. Повышение вязкости вакуумного масла от 10 до 70 мм2/с ведет к значительному
снижению коэффициента трения.
Как видно из представленных данных введение в
вакуумное масло 2,5% от объема оловосодержащей смазочной композиции
обеспечивает снижение коэффициента трения пары алюминиевый сплав-сталь в
исследуемом диапазоне вязкости со значения 0,013 до 0,009.
Результаты исследований интенсивности
изнашивания пары алюминиевый сплав-сталь в вакуумных маслах различной вязкости
представлены на рис. 3.6.
Рис.3.5 Изменение коэффициента трения пары
алюминиевый сплав-сталь от вязкости смазочного материала
масло вакуумное;
масло вакуумное+2,5%оловосодержащей смазочной
композиции
Анализ полученных данных свидетельствует о том,
что повышение вязкости смазочного материала от 10 до 70 мм2/с во всех исследованных
вакуумных маслах ведет к снижению интенсивности изнашивания пары колодка-ролик.
Выполненные исследования показали, что наибольшей интенсивностью изнашивания
характеризуется пара алюминиевый сплав сталь, работавшая в базовом вакуумном
масле.

Рис. 3.6. Влияние вязкости смазочного материала
на интенсивность изнашивания пары алюминиевый сплав-сталь
масло вакуумное;
масло вакуумное+2,5%оловосодержащей смазочной
композиции
Из данных, представленных на рис. 3.6 видно, что
введение в вакуумное масло оловосодержащей смазочной композиции способствует
повышению износостойкости пары алюминиевый сплав-сталь.
Интенсивность изнашивания пары колодка-ролик в
вакуумном масле с 2,5% оловосодержащей смазочной композиции в диапазоне
исследуемых вязкостей значительно ниже, чем в базовом вакуумном масле.
.1 Влияние твердости стального образца на
процессы трения и изнашивания пары алюминиевый сплав-сталь в моторных маслах
Эксперименты по влиянию твердости стального
образца на процессы трения и изнашивания пары шейка вала-вкладыш выполняли на
машине трения СМЦ-2 по схеме колодка-ролик. Исследуемые диапазоны твердости
ролика ограничивались значениями 20, 32, 47, 55НRС.
На рис. 3.7 представлены данные по влиянию
твердости стального образца на коэффициент трения пары алюминиевый сплав
(АО20-1, Ra=0,30 мкм)-сталь (40:ХН, Rа=О,бО мкм) в моторных маслах.
Эксперименты проводились при удельной нагрузке 1О МПа, скорости скольжения 1м/с
на пути трения 2000м.
При изнашивании пары колодка-ролик в моторном
масле М14В2 повышение твердости стального образца от 20 до 55НRС ведет к
уменьшению коэффициента трения. Если при твердости стального образца 20НRС
коэффициент трения пары алюминиевый сплав-сталь имел значение 0,048, то при
твердости стального образца 55НRС его величина понизилась до значения 0,034.
Как видно из представленных данных введение в
моторное масло М14В2 0,1% от объема медьсодержащей присадки обеспечивает
снижение коэффициента трения пары алюминиевый сплав-сталь со значения 0,035 до
0,028 в диапазоне твердости стального образца 20-7-55НRС по сравнению с работой
узла трения в базовом моторном масле. Коэффициент трения пары колодка-ролик,
работавших в моторном масле «Shell Helix Super», в диапазоне твердости
стального образца 20÷55НRС имеет
более низкие величины по сравнению с его значениями, полученными при
изнашивании образцов, как в базовом моторном масле, так и в масле с
медьсодержащей присадкой. При изнашивании пары алюминиевый сплав-сталь в
моторном масле М14В2 с 2,5% оловосодержащей смазочной композиции в диапазоне
твердости стального образца 20-7-55НRС коэффициент трения имеет величину 0,009.

Рис.3.7. Влияние твердости стального образца на
коэффициент трения пары алюминиевый сплав-сталь в смазочных материалах
-масло моторное Ml4B2;
- масло моторное Ml4B2+0,1% медьсодержащей
присадки;
-масло Shell Helix Super;
-масло моторное Ml4B2+2,5%оловосодержащей
смазочной композиции
Результаты исследований интенсивности
изнашивания пары алюминиевый сплав-сталь в моторных маслах представлены на рис.
3.8, анализ которых свидетельствует о том, что повышение твердости стального
образца от 20 до 55НRС во всех исследованных смазочных материалах ведет к
увеличению интенсивности изнашивания пары колодка-ролик.
Рис.3.8. Зависимость интенсивности изнашивания
пары алюминиевый сплав сталь от твердости стального образца в моторных маслах
-масло моторное М14В2;
- масло моторное М14В2+0,1% медьсодержащей
присадки;
-масло Shell Helix Super;
- масло моторное М14В2 +2,5%оловосодержащей
смазочной композиции
Выполненные исследования показали, что
наибольшей интенсивностью изнашивания характеризуется пара алюминиевый сплав
сталь, работавшая в базовом моторном масле М14В2 • Наличие в моторном масле
медьсодержащей присадки способствует снижению интенсивности изнашивания пары
колодка-ролик в 1,5 в исследованном диапазоне твердости стального образца.
Интенсивность изнашивания пары алюминиевый сплав сталь в масле «Shell Helix
Super» имеет более низкие значения по сравнению с величинами, полученными при
работе пары колодка-ролик в базовом моторном масле Ml4B2 и в масле с
медьсодержащей присадкой.
Из данных, представленных на рис. 3.8 видно, что
введение в моторное масло оловосодержащей смазочной композиции способствует
повышению износостойкости пары алюминиевый сплав-сталь.
Интенсивность изнашивания пары колодка-ролик в
масле Ml4B2 с 2,5% оловосодержащей смазочной композиции в диапазоне твердости
стального образца 20+55НRС значительно ниже, чем в других смазочных материалах.
При изнашивании пары алюминиевый сплав-сталь в моторном масле с оловосодержащей
смазочной композицией изменение твердости стального образца мало влияет на
триботехнические характеристики узла трения.
.2 Исследование контактной выносливости тел
качения в моторных маслах с различными физико-химическими свойствами
Изнашивание кулачков и толкателей приводит к
сокращению фаз газораспределения, в результате чего снижаются мощностные и
экономические показатели двигателя внутреннего сгорания. Трибосопряжение
работает при высоких контактных нагрузках, а ведущим видом изнашивания является
усталоствые выкрашивания поверхностного слоя деталей.
В работе [73] показано, что в результате
модифицирования поверхностных слоев тел качения различными соединениями, а
также мягкими металлами может быть получен устойчивый видоизмененный слой
материала на рабочей поверхности. Нанесенный слой, прочно связанный с основным
материалом детали, обеспечивает высокие антифрикционны и противоизносные свойства.
Влияние смазочных материалов на контактную выносливость тел качения, в
основном, оценивают на 4-х шариковых машинах трения, которые обеспечивают
проведение экспериментов при высоких контактных напряжениях.
Исследования контактной выносливости тел качения
в моторных маслах проводили на 4-х шариковый машине трения «Plint» (США). В
качестве объектов исследований были приняты моторное масло Ml4B2, которое
используется в тепловозах и судовых дизелях, а также масло «Shell Helix Super»,
кинематическая вязкость которого соответствует маслу М14В2• Кроме того, были
использованы медьсодержащая присадка «Валена», а также разработанная нами
маслорастворимая оловосодержащая смазочная композиция, основу которой
составляет эфир С6, соединение олова и другие компоненты.
Эксперименты проводили при нагрузке на шпиндель
машины 4000 Н, частоте вращения верхнего шара 10·103 об\мин. В качестве
критерия влияния моторных масел на контактную выносливость шаров из стали ШХ-15
диаметром 12,7 мм принято число циклов нагружений до появления питrинга на
дорожке качения верхнего шара. Время наступления усталостных разрушений
фиксировалось на световом табло, а машина трения автоматически отключалась.
На рис. 3.9 представлены данные о влиянии
смазочных материалов на контактную выносливость тел качения. Можно отметить,
что из исследованных в работе моторных маслах, наименьшей контактной
выносливостью характеризуются тела качения, работавшие в масле М14В2 . Введение
в масло М14В2 медьсодержащей присадки «Валена» в количестве 0, 1% от объема
способствует повышению числа циклов нагружений до усталостных разрушений на
дорожке качения верхнего шара с 90·103 циклов до 102·103 циклов. Эксперименты
показали, что масло «Shell Helix Super» способствует увеличению контактной
выносливости шаров из стали ШХ-15 по сравнению с моторным маслом М14В2 с
присадкой «Валена», а число циклов нагружений до усталостных разрушений
составило 125·103 циклов.
Из данных, представленных на рис. 3.9 видно, что
введение в моторное масло М14В2 2,5% от объема оловосодержащей смазочной
композиции обеспечивает повышение контактной выносливости в 1,4 раза по
сравнению с работоспособностью узла трения в базовом моторном масле.
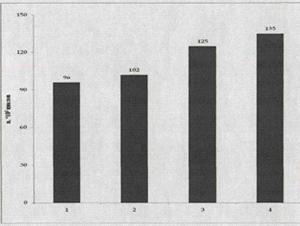
Рис. 3.9 Влияние моторных масел на контактную
выносливость тел качения. 1-масло моторное M14B2;
-масло Shell Helix Super;
-масло моторное M14B2 +2,5% оловосодержащей
смазочной композиции
Выполненные экспериментальные исследования по
влиянию удельной нагрузки, скорости скольжения, вязкости смазочного материала,
твердости стального образца на процессы трения и изнашивания пары
антифрикционный сплав-сталь показали, что введение в моторное масло
оловосодержащей смазочной композиции ведет к значительному снижению коэффициента
трения и интенсивности изнашивания по сравнению с другими исследованными
смазочными материалами. Кроме того, наличие в моторном масле оловосодержащей
смазочной композиции ведет к повышению контактной выносливости тел качения.
Низкие триботехнические характеристики подвижных
сопряжений в моторном масле с оловосодержащей смазочной композицией
обеспечиваются за счет формирования на поверхностях трения металлсодержащей
антифрикционной и противоизносной пленки.
Глава 4.
Взаимодействие поверхностей трения подвижных сопряжений в моторных маслах
Влияние смазочных материалов на изменение
микрогеометрии поверхностного слоя пары колодка-ролик
В процессе взаимодействия триады трения на
контактирующих поверхностях происходят сложные механо-физико-химические процессы.
Контактное взаимодействие подвижных сопряжений определяет фактическую площадь
касания, контактную жесткость, адгезию смазочных материалов, которые оказывают
значительное влияние на процессы трения и изнашивания подвижных сопряжений. При
этом на вид контактного взаимодействия существенное влияние оказывает
микрогеометрия поверхностей трения.
При скольжении подвижных сопряжений в начале
имеет место процесс приработки, который сопровождается изменением характеристик
микрогеометрии поверхностного слоя контактирующих поверхностей. В процессе
приработки изменяются физико-механические свойства поверхностных слоев, так как
в зоне трения преобладают пластические деформации
Большое влияние на работоспособность
трибосопряжений оказывает шероховатость поверхностного слоя. Поверхности с
высокой начальной шероховатостью в течение короткого периода работы несколько
выглаживаются и приобретают так называемую эксплуатационную равновесную
шероховатость.
Поверхности с минимальной шероховатостью периода
работы приобретают повышенную после векоторого эксплуатационную шероховатость,
но уровень ее, при прочих равных условиях, как правило, ниже, чем
эксплуатационная шероховатость, получаемая в первом случае [73].
Триботехнические характеристики подвижных
сопряжений будут определяться показателями микрогеометрии контактирующих
поверхностей, физико-механическими свойствами материала, параметрами нагружения
и перемещения, а также свойствами смазочного материала.
В научно-исследовательской работе оценивалось
влияние моторных масел на формирование микрогеометрии поверхностного слоя
металлических пар. Эксперименты по изучению особенностей физико-химических
процессов в исследуемых смазочных материалах в режиме трения скольжения
изучались нами на образцах роликах из стали 40:ХН и колодок из алюминиевого
сплава АО20-1. Сравнительные данные об изменении микрогеометрии рабочих
поверхностей пары колодка-ролик на пути трения 2000м, при скорости скольжения
1м/с и удельной нагрузке 10МПа в различных смазочных материалах были получены с
использованием профилографа-профилометра завода «Калибр».
Микрогеометрия поверхностного слоя шаров из
стали ШХ-15, как до работы, так и изношенных в моторных маслах при частоте
вращения верхнего шара 10000 об/мин и удельной нагрузке на шпиндель машины
«Plint» (США) 4000 Н оценивалась использованием приборов "Тейлеронд"
и «Цензор» (Англия).
На рис. 4.1 представлены профилаграммы с
поверхностного слоя пары колодка-ролик до работы. Поверхностный слой колодки из
алюминиевого сплава АО20-1 характеризуется величиной среднего арифметического
отклонения неровностей профиля Rа=0,30 мкм, а поверхностный слой ролика из
стали 40ХН- Ra=0,60 мкм. После изнашивания пары алюминиевый сплав сталь в
моторном масле М14В2 величина оцениваемого параметра микрогеометрии несколько
уменыпилась и составила для образца колодки Ra=0,26 мкм, а для ролика Ra 0,54
мкм (рис. 4.2). Введение в моторное масло М14В2 медьсодержащей присадки
«Валена>> ведет к уменьшению величины среднего арифметического отклонения
неровностей профиля по сравнению со значениями, полученными для образцов
колодки и ролика, как до работы, так и изношенных в базовом моторном масле
М14В2. Профилограммы, полученные с зон трения образцов колодки и ролика,
изношенных в моторном масле М14В2 с медьсодержащей присадкой «Валена» на пути
трения 2000м. и удельной нагрузке 10 МПа при скорости скольжения 1м/с
представлены на рис. 4.3. Если после изнашивания пары алюминиевый сплав-сталь в
базовом моторном масле М14В2 поверхностный слой образца колодки имел величину
Ra=0,26 мкм, а зона трения образца ролика имела величину Ra-0,54 мкм, то после
изнашивания пары алюминиевый сплав сталь в смазочном материале с
медьсодержащей присадкой поверхностный слой колодки и ролика характеризуется
величинами Ra=0,22 мкм и Ra-0,47 мкм, соответственно.
На рис. 4.4 представлены профилограммы, снятые с
зон трения образцов колодки и ролика после изнашивания на машине трения СМЦ-2 в
моторном масле М14В2 с оловосодержащей смазочной композицией. После изнашивания
пары алюминиевый сплав-сталь в смазочном материале с металлсодержащей смазочной
композицией поверхностный слой колодки из алюминиевого сплава АО20-1 имеет
величину Ra=0,20 мкм, а зона трения образца ролика характеризуется значением
Ra=0,40 мкм.
В таблице 4.1 представлены данные о влиянии
смазочных материалов на изменение микрогеометрии зоны трения пары алюминиевый
сплав-сталь.
Из таблицы следует, что наименьшие величины
среднего арифметического отклонения неровностей профиля от средней линии имеют
место на поверхностях трения образцов, работавших в моторном масле
М14В2 с оловосодержащей смазочной композицией.
Наименьшие значения величин Ra связаны с образованием на поверхностях трения
пары алюминиевый сплав-сталь алюминийсодержащей защитной пленки.
Влияние смазочных материалов на изменение
микрогеометрии зоны трения пар колодка-ролик
Таблица 4.1
|
№
п/п
|
Смазочный
материал
|
ролик
Ra, мкм
|
колодка
Re, мкм
|
|
1.
|
До
работы
|
0,60
|
0,30
|
|
2.
|
Масло
моторное М14В2
|
0,54
|
0,26
|
|
3.
|
Масло
моторное М14В2+ медьсодержащая присадка «Валена»
|
0,47
|
0,22
|
|
4.
|
Масло
моторное М14В2+ оловосодержащая смазочная композиция
|
0,40
|
0,20
|
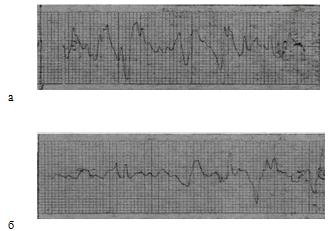
Рис. 4.1 Профилаграммы с поверхностного слоя
образцов до работы ОВУх10000,ГУх200)
а -колодка из алюминиевого сплава A020-l;
б -ролик из стали 40ХН
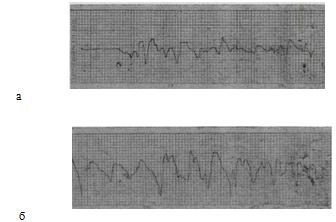
Рис.4. 2. Профилограммы зоны трения образцов,
изношенных в моторном масле M14B2 (ВУх10000, ГУх200)
а- колодка из алюминиевого сплава A020-l ;
б -ролик из стали 40ХН
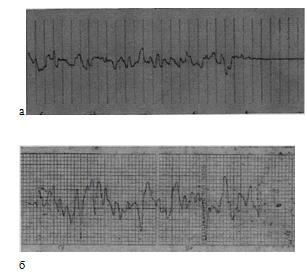
Рис. 4.3. Профилеграммы зоны трения колодки и
ролика, работавших в моторном масле с медьсодержащей присадкой «Валеюш
(ВУх10000, ГУх200)
а-колодка; б -ролик
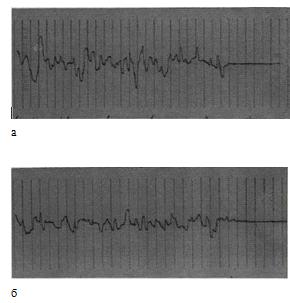
Рис. 4.4. Профилаграммы с поверхностного слоя
образцов, изношенных в моторном масле М14В2 с оловосодержащей смазочной
композицией (ВУхl 0000, ГУх200)
а -колодка из алюминиевого сплава АО20-1; б
-ролик из стали 40:ХН
4.1 Изучение характеристик мокрогеометрии зоны
трения тел качения, работавших в моторных маслах
Износостойкость подвижных сопряжений
определяется физико механическими и химическими свойствами поверхностных
слоев, а также свойствами смазочного материала. При качении, вследствие
пластических деформаций участки поверхностей тел качения непосредственно в
рабочей зоне приобретают форму, отличающуюся от исходной. Известно, что для
рабочих качеств круглых деталей кроме шероховатости и волнистости большое значение
имеет отклонение реальной поверхности от правильной, круговой. К таким
отклонениям относится гранность и овальность.
В режиме трения качения пластические деформации
способствуют формаизменениям поверхностного слоя сопряженных деталей, величина
которых будет зависеть от условий работы данной пары и, в первую очередь, от
твердости материала и контактных напряжений. Контактная прочность деталей машин
во многом зависит от свойств и состояния материала вблизи поверхности,
воспринимающей контактные нагрузки. Поэтому, анализируя разрушение рабочих
поверхностей, следует рассматривать микро- и макрогеометрию поверхности,
структуру и свойства поверхностных слоев материала.
В работе оценивали влияние смазочных материалов
с различными физико-химическими свойствами на формирование микрогеометрии
поверхностного слоя тел качения. Эксперименты по изучению особенностей
физико-химических процессов в исследуемых моторных маслах проводили на шарах
ШХ-15.
Сравнительные данные об изменении микрогеометрии
поверхностей трения тел качения при удельной нагрузке на шпиндель машины
«Plint» (США) 4000Н и частоте вращения верхнего шара 10000 об/мин в смазочных
материалах были получены с использованием приборов «Тейлеронд» и «Цензор»
(Англия).
Рис. 4.5 Круглограмма с поверхностного слоя шара
из стали lliX15
до работы (х20000)

Рис. 4.7 Круглограмма с зоны трения шара,
изношенного в моторном масле Ml4B2 с присадкой «Валена>> (xlOOO)
Рис. 4.8 Круглограмма с зоны трения шара,
изношенного в моторном масле Ml4B2 с оловосодержащей смазочной композицией (x
l000)
На рис. 4.5 представлена круглограмма,
полученная с поверхностного слоя шара из стали ШХ-15 до работы. Поверхностный
слой шара характеризуется волнистостью W=0,1 мм, граниостью P+V=0,1 мкм, а
шероховатость Ra имеет значение 0,13 мкм. После изнашивания шаров в смазочных
материалах с различными физико-химическими свойствами характеристики
микрогеометрии поверхностного слоя тел качения значительно изменяются. Так
после изнашивания шаров в базовом моторном масле М-14В2 волнистость
поверхностного слоя составляет величину 3 мкм (рис. 4.6), а некруглость и
шероховатость соответственно имеют 3 мкм и 0,370,5 мкм.
После изнашивания шаров в моторном масле М-14В2
с добавлением 0, 1% медьсодержащей присадки «Валена» волнистость поверхностного
слоя составляет величину 4 мкм (рис. 4.7), а некруглость и шероховатость
соответственно имеют 4 мкм и 0,270,23 мкм.
На рис. 4.8 представлена круглограмма с
поверхностного слоя шара из стали ШХ-15, работавшего в моторном масле М-14В2 с
оловосодержащей смазочной композицией. Как показали исследования поверхностного
слоя шара, величина волнистости имеет значение 1 мкм, гранность характеризуется
величиной 2 мкм, а шероховатость 0,25 мкм.
Введение в моторное масло М-14В2 2,5%
оловосодержащей смазочной композиции, как следует из экспериментов,
способствуют повышению контактной выносливости тел качения, а также снижению
величин микрогеометрии поверхностного слоя тел качения.
Анализ данных представленных в таблице 4.2
позволяет отметить, что введение в моторное масло М14-В2 оловосодержащей
присадки способствует снижению величин волнистости и гранности по сравнению с
характеристиками микрогеометрии поверхностного слоя тел качения, работавших в
базовом моторном масле.
Повышение качества поверхностного слоя тел
качения обеспечивается формированием оловосодержащей защитной пленки.
Влияние смазочных материалов на изменение
характеристик микрогеометрии поверхностного слоя тел качения
Таблица 4.2
|
№№
п\п
|
Смазочный
материал
|
Характеристики
микрогеометрии, мкм
|
|
|
Волнистость,
W
|
Некруглость,
P+V
|
Шерховатость,
|
|
1
|
До
работы
|
0,1
|
0,1
|
0,13
|
|
2
|
Масло
моторное М14В2
|
3,0
|
3,0
|
0,3-0,5
|
|
3
|
Масло
М14В2+0,1 % «Валена»
|
4,0
|
4,0
|
0,2-0,23
|
|
4
|
Масло
М14В2+2,5% оловосодержащей присадки
|
1,0
|
2,0
|
0,25
|
Выводы
Реализована трибомодификация поверхностного слоя
подвижных сопряжений формированием металлсодержащих защитных пленок в моторных
маслах при различном сочетании материалов и внешнего трения.
Установлено, что введение в смазочный материал
оловосодержащей композиции при изнашивании пары алюминиевый сплав-сталь на
поверхностях трения образуется алюминийсодержащая пленка, а при работе пар
сталь-сталь, чугун-сталь - оловосодержащая защитная пленка.
Показано, что наличие на поверхностях трения
трибосопряжений металлсодержащих пленок в моторных маслах обеспечивает снижение
коэффициента трения и повышение износостойкости подвижных сопряжений в широком
диапазоне удельных нагрузок, скоростей скольжения, вязкости смазочных
материалов, твердости образцов, а также увеличение контактной выносливости тел
качения.
Стендовые испытания износостойкости пары
кольцо-гильза показали, что при введении в моторное масло оловосодержащей
смазочной композиции на порядок уменьшается интенсивность изнашивания
металлических пар по сравнению с их работой в базовом смазочном материале, а
также снижается коэффициент трения в 2 раза.
Разработаны практически е рекомендации по
оптимальным эксплуатационным режимам, вязкости смазочного материала, твердости
подвижных сопряжений, обеспечивающих формирование металлсодержащих пленок на
поверхностях трения в моторных маслах, которые приняты рядом организаций для
использования в практической работе.
Литература
Андреева
А.Г., Бурумкулов Ф.Х., Толоконников В.И. и др. Финишная антифрикционная
безабразивная обработка как средство повышения срока службы машин и
оборудования. Долговечность трущихся деталей машин. Вып. 4. М.: Машиностроение,
1990, с. 34759.
Ахматов
А.С. Молекулярная физика граничного трения. М.: Гос. изд. физ. математ.
литер., 1963, 472 с.
Бабель
В.Г., Байрамуков М.Д. Об использовании композиций, содержащих галогениды
металов переменной валентности и исследовании механизма их смазочного действия.
Сб. Долговечность трущихся деталей машин. М.: Машиностроение, 1987, вьш. 2, с.
7-+-19.
Бабель
В.Г. Композиции, улучшающие антифрикционные свойства смазочных масел.
Автореферат доктор. диссер. Санкт-петербургский технологический институт, 1986,
47 с.
Багинский
В.В., Буяиовекий И.А., Землянекий Н.Н., Матвеевекий Р.М. Балабанов В.И.
Безразборное востановление трущихся соединений. М.: МГАУ им. В.П. Горячкина,
1999,72 с.
Балабанов
В.И., Беклемышев В.И., Гамидов А.Г. и др. Безразборный сервис автомобилей. М.:
Известия, 2007,272 с.
Балабанов
В.И. Безразборное восстановление технических характеристик ДВС. Эффект
безызносности и триботехнологии, 1999, N!!3, с. 33736.
Балабанов
В.И. Безразборное восстановление трущихся соединений автомобиля. Методы и
средства. М.: АСТ, 2002, 64 с.
Болденко
А.А., Щербинин В.М. Исследование процессов трения и изнашивания пары
алюминиевый сплав-сталь в моторных маслах. Управление качеством в нефтегазовом
комплексе, N 3, 2008, с. 57-+-59.
Болденко
А.А., Пичугин В.Ф. Трибомодификация поверхностей трения металлических пар в
моторных маслах. Ремонт, восстановление, модернизация,N28,2008,с.29733.
Болденко
А.А., Пичугин В.Ф., Лаптева В.Г. Улучшение триботехнических характеристик
подвижных сопряжений в моторных маслах. Проблемы машиностроения и надежности
машин, N24, 2009, с.56762.
Вольфович
А.Н. Повышение износостойкости подвижных сопряжений трибомодификацией
поверхностей трения. Диссер. на соиск. уч. степ. к.т.н., М.: 1999, 235 с.
Гаевик
Д.Т. Повышение работоспособности подвижных сопряжений автомобилей. М.: 2001,247
с.
Гаркунов
Д.Н., Крагельекий И.В., Поляков А.А. Изберательный перенос в узлах трения. М.:
Транспорт. 1969, 104 с.
Гольдштейн
Ш.И., Ньюбори Д.Е., Эхмин П. Растровая электронная микроскопия и рентгеновский
микроанализ. Перевод с англ. М.: Мир, 1984,т. 1, 303 с., т. 2, 348с.
Грибенюк
М.Н., Терегеря В.В. Повышение эффективности приработки двигателей путем
применеимя металлорганических соединений. Сб. Долговечность трущихсядеталей
машин. М.: Машиностроение, 1990, вып. 4, с. 97+-105.
Мамыкин
С.М., Лаптева В.Г., Куксенова л.и. Исследование триботехнической эффективности
металлоплакирующей присадки «Валена>> в разных смазочных средах. Проблемы
машиностроения и надежности машин, 2007, J\ГQ2, с. 56764.
Михин
Н.М. Эксперементальное исследование адсорбционно-коррозионно усталостной
природы изнашивания. В кн.: Влияние среды на взаимодействие твердых тел при трении.
Днепропетровск, 1981, с. 21731.
Нефедов
В.И., Черепин В.Т. Физические методы исследования поверхности твердых тел. М.:
Наука, 1983,296 с.
Не
уверен- не заливай, ч. 2, Автомеханик, 1997, J\ГQ6, с. 22723.
Носихин
П.И. Финишная антифрикционная безабразивная обработка отремонтированных гильз
цилиндров двигателей. Эффект безызносности и
триботехнологии.1997,J\ГQ1,с.49753.
Польцер
Г., Мюллер В., Рейнхольд Г.И., Ланде И. Новые результаты по латунированию
поверхностей трения стальных и чугунных деталей. Долговечность труrцихся
деталей машин. Вып.2.М.: Машиностроение, 1987, с. 81-:-85.
Прокопенко
А.К. Избирательный перенос в узлах трениях машин бытового назначения. М.:
Легпромбытиздат, 1987, 104 с.
Радин
Ю.А., Суслов П.Г. Безызносность деталей машин при трении. Л.: Машиностроение,
1989, 229 с.
Розенберг
Ю.А. Влияние смазочных масел на надежность и долговечность машин. М.:
Машиностроение, 1970,315 с.
.Санин
П.И. Химические аспекты граничной смазки. Трение и износ, 1980, т.1,N21
с.45-7-58.
Сорокин
Г.М. Трибология сталей и сплавов. М.: Недра, 2000. 317 с. 89.Сорокин Г.М.,
Ефремов А.П., Саакян Л.С. Корозионно-механическое изнашивание сталей сплавов.
М.: Нефть и газ, 2002, 424 с.
Сулима
А.М., Еветегнеев М.И. Качество поверхностного слоя и усталостпая прочность
деталей из жаропрочных и титановых сплавов. М.: Машиностроение, 1974,250 с.
Топлива,
смазочные материалы, технические жидкости. Справочное издание, под ред.
Школьникона В.М. М.: Химия, 1989,432 с.
Трение,
изнашивание и смазка. Справочник в 2-х кн. Кн. 1 под редакцией Крагельекого
И.В., Алисина В.В. М.: Машиностроение, 1978,400 с.
Трибополимерообразующие
смазочные материалы. Сб. под ред. Заславского Ю.С., М.: Наука, 1979, 72 с.
Фодор
Дж., Колимар Дж. Снижение износа и трения в двигателях внутреннего сгорания с
помощью улучшения очистки масла и воздуха и введение новых антифрикционных
присадок. В кн. Трение, износ и смазочные материалы. Труды Межд. научи. конф.
Тезисы докладов. Ташкент, 1985, с. 3447348.