|
№
п/п
|
Наименование
оборудования
|
Количество
оборудования, шт.
|
Габаритные
размеры, м.
|
Fоб, м2
|
Руст,
квт
|
Примечание
|
|
1
|
Стенд
для демонтажа и монтажа шин легковых автомобилей Ш-501М Ш-50 1М
|
1
|
400х1150
|
0.46
|
1.6
|
Передвиж-
ной
|
|
2
|
Шлифовальная
машинка с гибким шлангом ИЭ-8201
|
1
|
_____
|
1.8
|
Переносной
инструмент
|
|
3
|
Моечная
установка
1151
|
1
|
730х1100
|
0.8
|
2.4
|
|
|
4
|
Сушильный
шкаф СНРЛ-35
|
1
|
600х900
|
0.54
|
2
|
|
|
5
|
Аргонодуговая
сварка УДГ-301
|
1
|
750х880
|
0.66
|
38.0
|
|
|
Слесарный
верстак 22. 1-5-G
|
1
|
1600х800
|
1.28
|
|
|
|
ИТОГО
|
3.74
|
45.8
|
|
1.6 Расчет потребных
производственных площадей
Предварительно площадь производственных участков
рассчитывается исходя из площади, занимаемой оборудованием. Кроме того
учитывается площадь, занимаемая автомобилем, если технологическим процессом
ремонта предусмотрено его нахождение на участке.
Предварительная площадь производственного
участка:
Площадь занимаемая автомобилем ВАЗ-2105; 6.714 м2

F=(3.74+6.714)5.5=57.5
м2
Где Fоб
- площадь, занимаемая оборудованием, Fавт
- площадь, занимаемая автомобилем (автомобилями), Kп
-
коэффициент плотности, учитывает принятую плотность расстановки оборудования.
Значения Kп
берутся из таблицы 63, приложение 7.
Площадь необходимая для участка по ремонту
дисков колес с учётом занимаемой площади оборудования и автомобиля 57.5 м2
Принимаем площадь 57.5 м2 для
участка, как 9.5х6=57 м2.
Толщина стены 500 мм.
Перекрытия стандартные с пролётом - 6000 мм.
Окна- деревянные с габаритными размерами:
ширина-1800мм
высота- 1600мм
Расстояние от пола до подоконника -1100мм.
Двери- деревянные. Размеры:
ширина- 900мм
высота- 2050мм
Ворота металлические утеплённые с габаритными
размерами:
ширина- 2800мм
высота- 2050мм
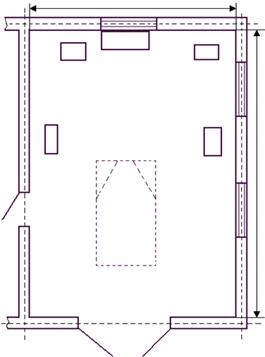
На рисунке 1 обозначены: 1)
аргонодуговая сварка УДГ-301; 2) слесарный верстак 22. 1-5-G;
3) сушильный шкаф СНРЛ-35; 4) моечная установка 1151; 5) cтенд для демонтажа и
монтажа шин легковых автомобилей Ш-50 1М.
.7 Расчет режимов обработки и норм времени
При ручной дуговой сварке: to
= 60 Q / (aн
I), где Q
- масса наплавленного металла, г, aн
= 7…11 г/(А ч) - коэффициент наплавки, I
- сварочный ток, А;
to
=60х30/(7х150)=1.71 мин.
Расчет норм времени
Вспомогательное время
tвс = tву
+ tвп + tвз
где tву
- вспомогательное время на установку и снятие детали (зависит от массы и
конфигурации изделия, конструкции приспособления, характера и точности установки
на станке), tвп -
вспомогательное время, связанное с каждым переходом (время на подвод-отвод
режущего инструмента, включение и выключение станка, переключение подач и
передач), tвз -
вспомогательное время, связанное с замерами обрабатываемого изделия.
Аргонодуговой сварки:
tвс= 1.3+ 0.7 +0 =2
мин
Оперативное время - это сумма основного и
вспомогательного времени:
tоп= tо
+ tвс
Аргонодуговой сварки:
tоп= 1.71 + 2 =3.71
мин
Дополнительное время.
tд = tоп
К1 / 100
Аргонодуговой сварки:
tд =3.71 х 8/100=
0.29 мин
Штучное время:
Тшт = tо
+ tвс + tд
Аргонодуговой сварки:
Тшт=1.71 + 2 +0.29 =4 мин
Штучно-калькуляционное время
Тн = Тшт + tпз
/ nпр
где tпз
- подготовительно-заключительное время; nпр
- число деталей в партии.
Аргонодуговой сварки:
Тшт=4 мин, tпз=1.5
мин, nпр=1шт.
Тн=4 +1.5 /1=5.5 мин
Приведенные нормы времени были подобраны из
интернета: www. autocar.
ru. "Нормы
времени". Штучно-калькуляционное время на снятие и установку колеса,
демонтаж и монтаж шины с диска, мойку, сушку диска, механическую обработку
ручной шлифмашинкой взяты из справочника "Нормы времени ВАЗ" и
интернета (www. autocar.
ru. "Нормы
времени")
Снятие и установка колеса:
Тн=6.4 мин.
Демонтаж и монтаж шины:
Тн=14.8 мин.
Мойка диска:
Тн=3.2 мин.
Сушка диска:
Тн=10 мин.
Механическая обработка ручной
шлифмашинкой:
Тн=3.84х2=7.68 мин.
Норма времени на выполнение полного процесса
ремонта диска колеса складывается из указанных выше норм времени:
Тн.Дет=5.5+6.4+14.8+3.2+10+7.68=47.58 мин. н/час
2. Техника безопасности
На рабочем месте сварщика
устанавливают сварочный стол. На расстоянии 3...4 м от сварочного стола
монтируют рампу с кислородным и ацетиленовым редукторами и шкаф для хранения
шлангов. Ацетиленовый генератор, а также баллоны с кислородом и ацетиленом
хранятся в отдельных помещениях.
К электрогазосварочным и
наплавочным работам допускаются рабочие не моложе 18 лет, прошедшие медицинское
освидетельствование и специальное обучение, имеющие удостоверение на право
выполнения указанных работ. Все сварщики, выполняющие дуговую и газовую сварку,
должны ежегодно проходить проверку знаний.
Рабочий пост сварщика должен
быть оборудован местной вытяжной вентиляцией для отсоса вредных паров, газов и
аэрозолей, состоящих из окислов металлов и продуктов сгорания обмазок и флюсов.
Правильное и рациональное размещение рабочего
места сварщика имеет большое значение в повышении безопасности сварочных работ,
производительности труда и качества сварки. В целях защиты сварщиков, подсобных
и вспомогательных рабочих от лучистой энергии, горящих поблизости сварочных дуг
в постоянных местах сварки для каждого сварщика устраивают отдельные кабины
площадью (2 х 2)...(2 х 3) м (не считая площади, занятой оборудованием) и
высотой 1,8...2 м. Для улучшения вентиляции стены кабины не доводят до пола на
15...20 см. Материалом стен кабин может служить тонкое железо, фанера, брезент,
покрытые огнестойким составом, или другие огнестойкие материалы. Дверной проем,
как правило, закрывается брезентовым занавесом на кольцах. Стены окрашивают в
светлые матовые тона. Полы должны иметь ровную нескользкую поверхность, без
выбоин и порогов. В помещениях с холодными полами, например, цементными на рабочих
местах под ноги укладывают деревянные решетки или настилы.
При слесарной обработки работник должен
соблюдать требования инструкции по охране труда, разработанных с учетом
требований, изложенных в типовых инструкциях по охране труда:
при вывешивании автомобиля и работе под ним;
при снятии и установке колес автомобиля;
при передвижении по территории и
производственным помещениям автотранспортного предприятия;
по предупреждению пожаров и предотвращению
ожогов. Заметив нарушение требований безопасности другим работником, слесарь
должен предупредить его о необходимости их соблюдения.
Работник должен выполнять также указания
представителя совместного комитета (комиссии) по охране труда или
уполномоченного (доверенного) лица по охране труда профсоюзного комитета.
Работник должен знать и уметь оказывать до
врачебную помощь пострадавшему в соответствии с типовой инструкцией по оказанию
до врачебной помощи при несчастных случаях.
Работник не должен приступать к выполнению
разовых работ, не связанных с прямыми обязанностями по специальности без
получения целевого инструктажа.
Работник при выполнении работ по снятию и
установке колес автомобиля должен:
соблюдать требования инструкции по охране труда,
а также инструкции, разработанной с учетом требований, изложенных в типовой
инструкции по охране труда для монтировщика шин;
знать и уметь оказывать доврачебную помощь
пострадавшему в соответствии с типовой инструкцией по оказанию доврачебной
помощи при несчастных случаях;
выполнять также указания представителя совместного
комитета (комиссии) по охране труда иди уполномоченного (доверенного) лица по
охране труда профсоюзного комитета.
Заметив нарушение требований безопасности другим
работником, предупредить его о необходимости их соблюдения.
ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
К самостоятельной работе по снятию и установке
колес автомобиля допускаются лица, получившие вводный инструктаж и первичный
инструктаж на рабочем месте по охране труда и обученные безопасным методам
работы.
Работник, не прошедший своевременно повторный инструктаж
по охране труда (не реже 1 раза в 3 месяца) не должен приступать к работе.
При выполнении работ по снятию и установке колес
автомобиля необходимо знать и помнить, что несчастные случаи наиболее часто
могут происходить при:
вывешивании автомобиля для замены колес;
отворачивании гаек и футорок колеса вручную;
снятии и перемещении колеса вручную без
применения специальной тележки;
накачивании или подкачивании снятых с автомобиля
шин;
применении неисправного инструмента и
приспособлений.
Запрещается пользоваться инструментом и
приспособлениями, обращению с которыми работник не обучен и не
проинструктирован.
Работник, выполняющий работы по снятию и
установке колес автомобиля, должен соблюдать правила личной гигиены. После
окончания работы, перед приемом пиши или курением мыть руки с мылом.
За невыполнение требований инструкции,
разработанной на основе данной типовой инструкции работник, выполняющий работы
по снятию и установке колес автомобиля несет ответственность согласно
действующему законодательству.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД
НАЧАЛОМ РАБОТ
Перед началом работ по снятию и установке колес
автомобиля работник должен:
Осмотреть и подготовить свое рабочее место.
Проверить наличие и исправность инструмента и
приспособлений.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ
РАБОТЫ
Снятие и установку колес следует производить на
предназначенном для этой цели участке, оснащенном необходимым оборудованием и
приспособлениями.
При установке автомобиля на специальный
подъемник для снятия колес необходимо следить, чтобы все лапы-подхваты были
надежно установлены под автомобиль и при подъеме не возникало перекосов.
Отворачивать и заворачивать гайки и футорки
крепления колес грузовых автомобилей (автобусов) следует с помощью гайковерта.
При отворачивании их вручную необходимо занять устойчивое положение и надежно
наложить ключ на грани гайки.
Запрещается: наращивать гаечные ключи трубой или
другими предметами; отворачивать гайки рывком.
Колеса грузового автомобиля (автобуса)
необходимо снимать и перемещать с помощью специальной тележки.
Перемещать колеса грузовых автомобилей и
автобусов вручную путем перекатывания в предприятии запрещается.
При снятии колес вне предприятия необходимо
остановить двигатель, затормозить автомобиль стояночным тормозом (при
вывешивании передних колес), удалить людей из салона (кузова), кабины, закрыть
двери, установить под не поднимаемые колеса специальные противооткатные упоры
(башмаки) в распор не менее двух и вывесить автомобиль домкратом.
При вывешивании автомобиля на грунтовой
поверхности необходимо предварительно выровнять место установки домкрата,
положить прочную подкладку достаточных размеров и установить на нее домкрат.
При вывешивании автобуса с помощью домкрата
необходимо сначала вывесить кузов, затем установить под него специальную
подставку (коз елок) и только после этого установить домкрат под специальное
место на переднем или заднем мосту и вывесить колесо.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ
СИТУАЦИЯХ
О каждом несчастном случае, очевидцем которого
он был, работник должен немедленно сообщить администрации предприятия, а
пострадавшему оказать первую доврачебную помощь, вызвать врача, помочь
доставить пострадавшего я здравпункт или ближайшее медицинское учреждение.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ
РАБОТ
По окончании работы:
Привести в порядок рабочее место. Убрать
приспособления, инструмент в отведенное для него место.
Вымыть руки с мылом.
О всех недостатках, обнаруженных во время работы
известить своего непосредственного руководителя.
Выводы и рекомендации
Детали и агрегаты автомобиля, к основным
дефектам, которых относится - трещины, чаще всего восстанавливают сваркой. Для
восстановления деталей, как показали расчеты проведенные в раздели 2.2, более
экономически выгодным, оказался способ восстановления аргонодуговой сваркой ( в
сравнении с газовой сваркой ). Аргонодуговая сварка, также наиболее приемлема
для деталей автомобиля в плане их материала конструктивных параметров.
На примере ремонта дисков колес автомобиля был
составлен инструкционно-технологический процесс восстановления подобранно
необходимое оборудование и спроектирован участок по ремонту.
Расчеты необходимого количества оборудования
показали, что оборудование будет простаивать. Однако данное оборудование, в
частности аргонодуговая сварка, как было сказано выше применимо не только для
восстановления дисков колес автомобиля, но и для других деталей и агрегатов.
Поэтому, я считаю, что участок по восстановлению, является необходимым для АТП.
Список используемой литературы
1. Ремонт
автомобилей и двигателей, В.В. Петросов, "Академия", 2005г
. Ремонт
автомобилей, И.Е. Дюмин, Г.Г. Трегуб, "Транспорт", 1995г
3. Техническое
обслуживание автомобилей, Ю.И. Боровских, В.М. Никифоров, А.А. Сабинин,
"Высшая школа", 1978г
. Шлифовальные
работы, С.А. Попов, "Высшая школа", 1987г
. Руководство для
подготовки шлифовальщиков, М.С. Наерман, Я.М. Наерман, "Высшая
школа", 1989г
6. Справочник
технолога- машиностроителя, част 1 и 2, ред. Косилова А.Г., Мещеряков Р.К.,
Москва, "Машиностроение", 1985г.
7. Организация
капитального ремонта автомобилей, В.В. Беднарский, Ростов Н.Д.,
"Феникс" 2005г.
8. Методические указания по
выполнению курсовой работы, Кузин П. К. 2008