Изготовление пакетов, нанесение рисунков методом флексографской печати
Введение
Компания ООО "РосЯрпак"
зарегистрирована 28 июня 2002 года регистратором Администрация Переславского
муниципального округа. директор организации - Рожков Николай Юрьевич. Основным
видом деятельности является «Производство гофрированного картона, бумажной и
картонной тары». Организация также осуществляет деятельность по следующим
неосновным направлениям: «Изготовление печатных форм», «Прочая полиграфическая
деятельность», «Производство пластмассовых изделий для упаковывания товаров»,
«Оптовая торговля прочими промежуточными продуктами, кроме
сельскохозяйственных, не включенными в другие группировки», «Прочая оптовая
торговля». Основная отрасль компании - «Производство бумажной и картонной
тары».
Благодаря оперативному исполнению заказов,
продукция нашей фирмы пользуется повышенным спросом и широко представлена на
территории России от Калининграда до Алтая и Читы, также в Казахстане,
Белоруссии, Киргизии.
Разместив заказ у нас, Вы получите отличные
бумажные пакеты из высокосортной бумаги правильной геометрической формы, с
прочно склеенным дном и боковым швом, в количестве - от 5тысяч до 20миллионов.
Производим пакеты круглосуточно, 365 дней в
году!
Примечание - допускается изготовлять пакеты
других размеров по требованию заказчика, согласованному с изготовителем. Среди
нестандартных размеров следует выделить часто повторяющиеся: 180х120х190мм,
140х80х320мм, 120х85х330мм, 100х60х260мм.
Предельные отклонения от установленных размеров
по длине и ширине пакета +1мм, по высоте +5мм.
Требования к сырью
Для изготовления пакетов должны применяться для
наружного и одинарного пакета:
Бумага мешочная марки М-78В по ГОСТ
2228-81;
Бумага упаковочная влагопрочная марки
ВП-М по ГОСТ 5435-004-00278971-99;
Бумага для упаковывания пищевых
продуктов на автоматах марок Д, Е-1, Е-П по ГОСТ 7247-90;
Бумага небеленая крафт упаковочная
марок БУМ-70 Г, БУН-90 Г, БУМ-ЮО Г по ГОСТ 13-00279410-069-97;
Материал упаковочный в бабинах из
комбинированных материалов по ГОСТ 9572-037-11624078-99 (на основе материала
комбинированного на бумажной и картонной основе по ГОСТ 10 РСФСР 654-90);
Для внутреннего пакета:
Бумага обёрточная марок по ГОСТ
8273-75;
Бумага обёрточная марки Е по ГОСТ
5435-010-00278965-97;
Бумага небелёная крафт упаковочная
марок БУН-40, БУН-45 по ГОСТ 13-00279410-069-97:
Плёнка полипропиленовая
двухосноориентированная марок С. СЖ по ГОСТ 00204079, 164-79;
Плёнка полипропиленовая упаковочная
марок УП1,Э УГ12, Н, У по ГОСТ 2245-063-0203536-99.
Допускается изготовлять пакеты из других
материалов, обеспечивающих требования сохранности упаковываемой продукции. Для
склеивания пакетов должны применяться:
Дисперсия поливинил ацетатная
гомополимерная грубо дисперсная марок Д 5 ОН, Д 51С, Д 51В по ГОСТ 18992-80;
Дисперсия поливинилоцетатная
гомополимерная грубодисперсная пластифицированная марок ДД 50/5 Н, ДД 50/1 ОС,
ДД50/15С, ДД 50/15В, по ГОСТ 027-00203521-96.
Допускается применять другие клён, по качеству
ниже указанных. Для флексографской печати должны применяться краски
водорастворимые АССНЛА-ОЕМ НЗВ (АО «БАСФ. Лаки и Краски» Италия).
Допускается применять другие краски, по качеству
не ниже указанных. Материалы, используемые для изготовления пакетов, должны
быть допущены Министерством здравоохранения РФ для контакта с пищевыми
продуктами.
Упаковка, маркировка и транспортирование - по ТО
00205133-55-98.
1.
1. Технологическая часть
.1 Описание технологического процесса
Технологический процесс изготовления
пакетов состоит из следующих основных стадий:
подготовка сырья;
размотка рулонов основы и заправка
тракта машины «Полисвит-4» Флексографская печать на 4-х секционной ярусной
установке;
продольное нанесение клея;
поперечное нанесение клея (для варианта
изготовления двойного пакета);
прорезанные клапанов дна;
формирование рукава;
разрезание полотна рукава на определенные
отрезки;
изготовление прямоугольного дна;
приклеивание дна;
сбор пакетов в пачки и упаковка готовой
продукции.
Подготовка сырья
Подготовка бумаги производится
контролерами-визитажниками службы подготовки производства цеха ООО «РосЯрпак».
Рулоны электропогрузчиком доставляются к узлу размотки машины «Полисвит 4»
освобождаются от упаковки, визитируются, а при необходимости срезаются
дефектные витки бумаги.
В гильзу подготовленного рулона вставляется
штанга и электротельфером производится установка рулона на узел размотки машины
«Полисвит-4». Служба подготовки производства доставляет по заявке
мастера-технолога участка необходимое количество и ассортимент красок. Печатник
флексографской печати перед выполнением нового заказа должен ознакомиться с
технологической картой к техническому заданию, проверить номера и рецептуры,
красок.
Водоростворимые краски для флексографской печати
поступают в металлических бачках или ведрах вместимостью от 25 до 50 литров. В
случае использования смесевых красок, печатник по цветовому каталогу определяет
рецепт краски и производит необходимую дозировку. Перед применением каждая
краска доводится до рекомендуемого фирмой-производителем значения условной
вязкости путем разбавления питьевой водой. Например, рекомендованное значение
условной вязкости для красок 14 7М и 14 8М серии составляет 18-25 с., для
красок серии 16 5К и 16 КУК - 20-30 с. Разбавление водой не требуется в случае
соответствия вязкости краски рекомендованному изготовителем значению для
флексопечати. Разбавление производится в таре изготовителя (в бачках) при
перемешивании. В готовую краску вводится пеногаситель: этиловый спирт или
рекомендованный фирмой пеногаситель, около 1% от полученной массы краски.
Этиловый спирт одновременно является и ускорителем высыхания красок. Примерное
рецептурное соотношение при приготовлении краски: 1л. питьевой воды: 4кг
краски: 50мл этилового спирта. Для каждой краски это соотношение будет
индивидуальным, зависящим от её исходной вязкости. В некоторых случаях
появляется необходимость сокращения скорости высыхания краски (замедления).
Поэтому при разбавлении краски может добавляться замедлитель. Для краски серии
16 У8К и 16 МУК это пропиленгликоль или специальный замедлитель. Замедлитель
высыхания красок серии 929, 936 - этиленгликоль или глицерин до 1,5% от массы
краски. Рекомендуется по возможности сокращать ставку замедлителя. Изменение
условной вязкости по вискозиметру В3-4 проводит печатник, готовящий краску.
Готовую краску вручную заливают кружками в красочные ванны печатных секций на
«Полисвит-4», соблюдая правило: в первой секции - самая светлая краска, в
четвертой - самая темная. Важно: следует избегать смешивания красок разных
производителей, даже если эти краски предназначены для одной цели.
Если используется краска, оставшаяся от печати
предыдущих заказов, она должна быть тщательно профилирована.
Клей для продольного склеивания пакетов
(поливинил ацетатную дисперсию) заливают в бачки, расположенные наверху станины
клеевой секции. Клей для приклеивания клапанов дна (Адгезии А 10 К4 или высокая
поливинилацетатая дисперсия) загружается в бачок. Все бачки должны быть закрыты
крышками. Клей для поперечной склейки двойных пакетов заливается через желоб в
ванну клеевого узла. В процессе склеивания необходимо следить, чтобы уровень
клея в бачках не снижался менее 1/3 от высоты бачка.
Размотка рулонов основы и заправка тракта машины
«Полисвит-4».
Узел размотки предназначен для приема рулона
основы с максимальным диаметром 1000 мм и равномерной размотки бумаги в течение
всего процесса размотки. Оборудован двумя валами размотки с автоматической
регулировкой натяжения полотна. Нижний вал размотки используется в двух
вариантах:
при изготовлении одинарного пакета;
при изготовлении наружного пакета (для
двойного пакета)
Верхний вал размотки используется при
изготовлении внутреннего пакета (для двойного пакета). Рулоны основы надежно
закрепляются на валах размотки конусами, вставленными с двух сторон в гильзу
рулона. Внутренний диаметр гильзы должен составлять 76 мм. При изменении ширины
рулона необходимо перевести устройство перемещения рулона в среднее положение.
При смене рулона машина останавливается, полотно бумаги заканчивающегося рулона
отрезается вручную ножом под прямым углом. После замены рулона новым оба
полотна склеиваются с лицевой и обратной стороны встык полосками склеивающейся
ленты, дополнительно укрепляют склейку поперечной полосой склеивающей ленты и
включают машину, медленно увеличивая скорость.
Чтобы обеспечить примерно одинаковое усилие
натяжения полотна, необходимо осуществлять притормаживание рулона материала в
процессе разматывания. Для этого находящееся на валу размотки зубчатое колесо
посредством системы шестерен соединено с электромагнитным тормозом, создающим
момент торможения.
Схема заправки полотна основы по тракту машины
«Триумф-2Б» для изготовления двойного пакета с печатью приведена на чертеже
технологической схемы (Приложение Г). Четырех красочная флексографская печать
на установке «Алина-х-992». При необходимости художественного оформления
одинарного или наружного пакета полотно бумаги с узла размотки поступает на
флексопечатный узел машины - ярусную секционную установку «Алина-х-992». В ее
составе 4 самостоятельных печатно-красочных механизма одинаковой конструкции,
расположенные зеркально и симметрично по 2 механизма по обеим оторонам станины.
Наладка печати
Наладка печати производится следующим образом.
После того, как формные цилиндры установлены в зажимы печатных секций, между
растровым валом и формным цилиндром устанавливается зазор 3 мм с помощью специального
щупа, при этом формные цилиндры должны находиться в опущенном состоянии. Затем
аналогично устанавливается зазор 3 мм между печатным и формным цилиндрами.
После выставления требуемых зазоров производится наладка печати.
Нанос краски с погружного вала на растровый
осуществляется с помощью приводных рукояток. Затем с растрового вала
настраивается нанос краски на бумагу также с помощью приводных рукояток.
Настройка печати проводится для каждой печатной секции. Продольное нанесение
клея, запечатанное полотно, прошедшее все 4 секции флексопечатной установки
«Полисвит-4», поступает снизу в секцию для нанесения клея.
Продольное нанесение клея осуществляется
обогреваемыми клеевыми соплами. Клеевое сопло наносит полоску клея для
продольного шва наружного пакета (при изготовлении двойного пакета), а так же
используется при изготовлении одинарного пакета.
Клеевое сопло наносит клеевую полоску для
продольного шва внутреннего пакета, а в случае изготовления одинарного пакета -
не функционирует. Клеевые сопла имеют сменные пластины диаметром 6 и 8 мм.
Расположенные наверху станины клеевой секции закачки с клеем присоединены
шлангами к клеевым соплам.
Настройка и регулировка узла проводится вручную
регулирующими или фиксирующими винтами, ручками, маховиками, расположенными на
пульте узла и на самом клеевом сопле. С их помощью производится
открытие-закрытие сопла, подвод-отвод сопла к бумаге, регулируется количество
подаваемого клея, контактное давление между клеевым соплом и бумагой,
производится боковая настройка сопла.
Поперечное нанесение клея
Узел поперечного нанесения клея используется
только при производстве двойных пакетов.
Клей наносится на обратную сторону запечатанного
полотна наружного пакета. Нанесение поперечной полоски клея осуществляется с
помощью клеевого клипе, расположенного на сменном формном цилиндре. Клей
поступает по загрузочному желобу в ванну клея, имеющую защитный кожух.
Погружной вал, вращаясь, выносит слой клея на вал нанесения клея, связанный с
формным цилиндром.
Откидываемый клеевой вал прижимает полотно вала
к клеевому клипе, которая расположена на соответствующем формном цилиндре.
Прорезание клапана дна
С узла поперечного нанесения клея полотно бумаги
поступает на ножи продольной резки для выполнения надсечек клапанов дна.
Ножи сегментной формы, погружаясь в пазы
приемного вала, прорезают в полотне материала две пары прорезей, для
формирования клапанов дна согласно чертежу изготавливаемого пакета.
Длина прорезей накладки, которая располагается
на первоначально закрываемом (внутреннем) клапане дна делается меньше, чтобы
она перекрывалась противолежащей, большей по размеру (наружной) накладкой.
Нижнее прорезное устройство служит для
прорезания клапанов дна для наружного (или одинарного) пакета, верхнее - для
внутреннего пакета. Прорези проделываются спереди в направлении движения
полотна, ограничиваются выполненным позже поперечным отрезом рукава и могут
немного выходить за линию разреза, чтобы обеспечить точное отделение.
Настройка ножей осуществляется по металлической
шкале, расположенной на ножевом валу. Нулевая отметка шкалы соответствует по
своему положению середине пакета. Расстояние между пазами ножевого вала
составляет 2.5 мм. Предусмотрено боковое перемещение ножевого устройства
примерно + - 15 мм от исходной настройки по центру, корректива продольных
прорезей в направлении перемещения полотна и глубины прорезей при работающей
машине. Ножевое устройство позволяет также полностью вывести полотно материала
из зоны действия ножей.
Формирование рукава
Затем материал поступает на устройство
формирования рукава, сконструированное для быстрой смены
комплектно-подготовленных форматных деталей (оснастки).
Плоское полотно бумаги-основы освободится по
периметру форматного листа и формируется в рукав с боковыми складками до
перекрытия кромок полотна материала. При этом перекрытие обоих сводимых вместе
кромок полотна должно происходить не посередине ширины пакета, а на расстоянии
5-10 мм до наружной кромки со стороны оператора.
Приклеивание дна
Приклеивание клапанов дна пакета производится
посредством вращающего сегмента клише. Клей передается из бачка посредством
вала для нанесения клея на клише. Толщина пленки клея регулируется съёмником
клея (ракелем).
При остановке машины клеевой механизм
автоматически продолжает работать, при этом сегмент клише, приподнимаясь,
отводится от цилиндра изготовления дна и вала переднего клапана. После
нанесения клея производится укладка заднего, а затем и переднего клапана.
Удерживаемый захватами пакет проходит под прижимным валом и прижимной лентой, в
результате чего окончательно плоско раскатывается.
Сформированные плоские пакеты вращающимся
барабаном выкладываются вертикально на выпускной стол. Устройство счёта пакетов
позволяет приподнимать каждый 5-й пакет над стопой.
Укладчик-упаковщик снимает пачку из 25 пакетов и
визуально оценивает внешний вид и качество склейки. При наличии бракованных
пакетов - заменяем их годными. Пакет вкладывают на приемный стол в стопы по 50
штук, располагая в них пачки по 25 штук донышками в противоположные стороны.
По достижении количества стоп, требуемого для
упаковки, все отвизитированные стопы укладывают в ящик из гофрированного
картона, номер которого и количество пакетов в ящике устанавливается «Актом
закладки пакетов в ящики из гофрокартона».
Клапаны и ребра картонного ящика заклеивают
полосками клеевой ленты ЛКБ.
Принципиальная схема печатной секции машины
флексографской печати приведена на рисунке 1. В соответствии с рисунком 1
печатная секция имеет два валика и два цилиндра. Погружной вал, вращающийся в
красочном резервуаре (п.1), передает краску (п.2) на накатный (растровый) вал
(п.4), накатный вал передает краску на печатную форму (п.6), закрепленную на
формном цилиндре (п.3) с помощью двухсторонней липкой ленты для наклеивания
печатных форм. Красочное изображение передается с печатной формы на
запечатываемый материал (п.7) на печатном цилиндре (п.8).
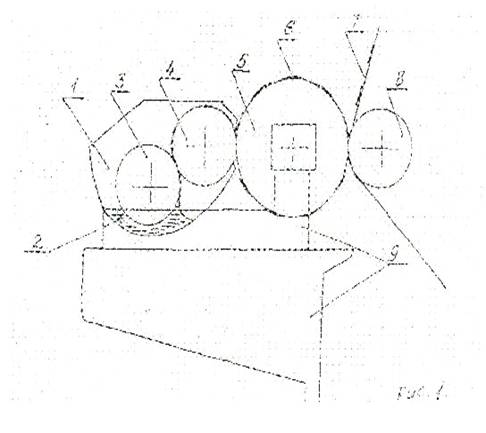
Рисунок 1 -Принципиальная схема печатной секции.
) красочная ванна;
) краска;
) погружной (дукторный) вал;
) накатный (растровый) вал;
) формный цилиндр;
) печатная форма;
) запечатываемый материал;
) печатный цилиндр (цилиндр
противодавления);
) оперы печатной секции.
Важнейшие элементы печатных секций погружной и
растровый валы (красящие валы) погружной вал переносит краску из ванны на
растровый вал. Погружной или дукторный вал представляет собой стальной вал,
покрытый резиной, поверхность которой отшлифована. Растровый вал имеет
поверхность, расчлененную на мельчайшие растровые ячейки.
.2 Технологическая карта
изготовление пакет технологический
сырье
Общая характеристика производства
Настоящая технологическая карта предназначена
для изготовления пакетов бумаг и комбинированных материалов.
Производство пакетов осуществляется на установке
для изготовления бумажных пакетов с прямоугольным дном «Полисвит-4» фирмы
«Виидмеллер и Хелыпер», Германия, в цехе ООО «РосЯрпак». Проектная мощность
производства 45 млн. пакетов в год.
Производство состоит из одной технологической
линии, включающей 4-х красочную флексографскую печать на ярусной секции
«Полисвит-4» формирование и склеивание (сваривание) продольных и донных
клапанов на установке «Полисвит-4». Технорабочий проект выполнен
проектно-технологическим отделом ООО «РосЯрпак». Разработчик технологического
процесса - отделение перспективных разработок ООО»РосЯрпак».
Характеристика производимой продукции.
Пакеты предназначены для упаковывания сыпучих
пищевых продуктов, сухих кормов для животных, семян, лекарственных трав,
ветеринарных средств, медицинских изделий
Пакеты должны изготовляться в соответствии с
требованиями ГОСТ 24370-80 по ТО 00205133-55-98 и настоящей технологической
картой.
Наружная поверхность пакетов может быть
художественно оформлена в соответствии с образцом, утвержденным в установленном
порядке. Типы и размеры пакетов должны изготовляться типа II
исполнения 11-1 по ГОСТ 24370-80 с прямоугольным дном и с расположением
продольного соединительного клапана по линии сгиба. Размеры пакетов должны
соответствовать указанным в таблице 2.1.
.3 Использование по назначению форзацного
печатного механизма
Машина предназначена для нанесения
флексографической печати на
различные материалы в упаковочной
промышленности. Форзацный печатный механизм MAPLEX
N1 может служить
дополнительным агрегатом, например, к машине для производства пакетов.
Обрабатываемые материалы приведены в разделе
Технические данные форзацных печатных механизмов MAPLEX
N1-(модель 3540)
могут использоваться только водорастворимые краски.
Данный печатный механизм не подходит для использования
с содержащими ратсворитель красками.
Для эффективной и производительной обработки
заказа могут использоваться до 6 красящих механизмов. Нанесение краски
осуществляется посредством ракельной камеры и расрового валика или погружного и
растрового валиков (в зависимости от исполнения красящих механизмов).
Формативные цилиндры могут быть выполнены с
применением быстросъемных втулок. Это позволяет в кротчайшее время произвести
переоборудование на следующий заказ.
Машина предназначена исключительно для нанесения
печати на различные материалы флексографическим методом. Другое или выходящее
за указанные пределы использования машины, например, для нанесения печати на
различные материалы другими методами печати, является использованием не по
назначению. За возникший в результате этого ущерб изготовитель/поставщик
ответственности не несет. Все риски ложатся непосредственно на пользователя.
Диапазоны рабочих параметров и обрабатываемые на
данной машине материалы приведены в главе Технические характеристики; выход за
из пределы запрещается. Максимально допустимое значение входного
пневматического давления необходимо контролировать и запрещается превышать.
Независимо от согласованных показателей производительность, эксплуатация
установки должна выполняться бережно и квалифицированно.
Обрабатываемые материалы и вспомогательные
средства должны соответствовать принятому торговому стандарту, чтобы
предохранить персонал и оборудование от ущерба и обеспечить необходимое
качество продукции. При этом должны учитываться рекомендации изготовителя
машины.
К использованию по назначению относится также
соблюдение положений руководства по эксплуатации и условий инспекционного
контроля и технического обслуживания. (УОМА-1.2.3)
Конструкция машины установки соответствует
современному уровню техники и принятым правилам техники безопасности. Однако
при ее эксплуатации возможны опасности для жизни и здоровья пользователя или
третьих лиц, а также ущерб самой машине и другим материальным ценностям.
(УОМА-1.2.1)
Эксплуатировать машину/установку разрешается
только надежному и прошедшему специальное обучение персоналу в соответствии с
инструкцией по эксплуатации. Следует обратить особое внимание на главу Общие
правила техники безопасности и охраны труда.
Машину /установку разрешается использовать
только в техническом исправном состоянии, в соответствии с назначением, а также
с учетом правил техники безопасности и факторов опасности при соблюдении
положений инструкции по эксплуатации! Неисправности, особенно те, которые могут
понизить безопасность машины, необходимо устранять сразу после их
возникновения! (УОМА-1.2.2) при появлении необычных сотрясений, вибраций или
шумов выяснить их причину (возможны дефекты). Если причину выявить не удается,
снизить скорость до значения, позволяющего избежать необычных явлений. В
противном случае возможен ущерб машину и связанные с ним опасности для
обслуживающего персонала.
Конструктивные изменения, неквалифицированное
проведение работ по ремонту и техобслуживанию, установка не специфицированных и
не поставленных изготовителем запасных частей потребителю запрещается.
Отклонения от любых из приведенных выученных условий исключают гарантийную
ответственность изготовителя.
Краткое описание форзацной печатной машины «soloflex»
Данный печатный механизм не подходит для
использования с содержащими растворитель красками.
Форзацная печатная машина представляет собой
многоцилиндровый (с цилиндрами противодавления) печатный механизм, используемый
в качестве дополнительного агрегата, например, к машине для производства пакетов.
Точное положение приведено на схеме расстановки оборудования и фундаментных
нагрузок. Красящие механизмы форзацной печатной машины MAPLEX
N1 выполнены в виде
агрегатов с погружным валиком либо с ракельной камерой (опция).
Привод печатно машины осуществляется от
асинхронного серводвигателя, оснащенного шкивом для зубчатого ремня. Привод
отдельных красящих механизмов осуществляется зубчатым ремнем.
В целях обеспечения эффективного управления
печатной машиной в защитном ограждении на стороне оператора установлена панель
управления.
На рисунке 2 дано устройство печатной секции:
) станина;
) консоль;
) погружной валик;
) растровый валик;
) форматный цилиндр (цилиндр клише);
) цилиндр противодавления;
) красильная ванна;
) маховичок грубой регулировки;
) маховичок точной регулировки
(растрового валика);
) маховичок точной регулировки
(форматного цилиндра);
) звездообразная рукоятка (точная
регулировка погружного вала);
) маховичок настройки продольного
регистра;
) панель управления.
На станине установлены консоли для красящих
механизмов. Каждый красящий механизм состоит из следующих узлов: погружной
валик, растровый валик, форматный цилиндр с втулкой, цилиндр противодавления и
красильная ванна.
Назначение цилиндра противодавления заключается
в том, чтобы направлять полотно материала и создавать противодавление между
полотном и форматным цилиндром/клише. Подвод и отвод опорных стоек красящих
механизмов при смене производится путем грубой регулировки маховичком. Точная
регулировка форматного цилиндра и растрового валика осуществляется маховичками.
Звездообразная рукоятка служит для регулировки погружного валика. Маховичком на
стороне оператора можно выполнять настройку продольного регистра. При настройке
продольного регистра происходит перемещение форматного цилиндра.
Коррекцию поперечного регистра можно выполнить
звездообразной рукояткой, расположенной на стороне привода. При коррекции
поперечного регистра форматный цилиндр перемещается как единое целое в
горизонтальном направлении. Окрашивание растрового валика осуществляется
посредством погружного валика с резиновым покрытием. Краска находится в
смонтированной под растровым и погружным валиками красильной ванне. Чтобы
предотвратить разбрызгивание краски, по бокам валиков имеются скребки, а между
ними установлены защитные щитки. Если главный привод включен, то растровый и
погружной валики приводятся в движение трехфазным двигателем (функция
«продолжение вращения»). Форматные цилиндры находятся в положении «отвод
печати».
При включенной функции продолжения вращения
растровые валики вращаются так же при открытых защитных дверях. Полотно
материала подается в первый красящий механизм устройством протяжки. После
прохождения через все требуемые красящие механизмы полотно выходит из печатной
машины.
Монтаж оборудования
После распаковки отдельных ящиков проверить
сохранность и не поврежденность содержания, согласно упаковочного листа. После
посадки нижней части, краном или другим подъемным устройством, устанавливаем
верхнюю часть машины и произведем закрепление болтами М 12х40. Правильность
установки проверяет стальной линейкой или угольником (проверяется
параллельность внутренней стенки корпуса). Правильная установка машины является
одним из основных условий нормальной работы машины. Машину можно устанавливать
на ровный бетонный пол при условии его достаточной несущей способности.
Корректировка горизонтальной установки производится при помощи ватерпаса и
установочных болтов фундаментной доски машины. Рекомендуется под установленные
болты подложить прокладки из стального листа (приблизительно 100х100х6 мм.) и
после произведенной корректировки залить фундаментную доску машины жидким
цементным раствором.
Для электропроводки предусмотрены
соответствующие канавки, которые после укладки труб для электропроводки
заливаются жидким цементным раствором. Корректировка установки машины
производится и в этом случае при помощи ватерпаса, установочных болтов и
стальных прокладок. Фундаментная доска машины заливается жидким цементным
раствором.
При включенной функции продолжения вращения
растровые валики вращаются также при открытых защитных дверях. Возможно
втягивание частей тела, одежды и предметов. Возможно травмирование. При
выполнении работ на оборудовании соблюдать осторожность. Категорически
запрещается вставлять приспособления.
Раз в неделю по окончании производства, перед
длительным простоем машины и перед сменой краски очищать все детали,
контактирующие с краской. Нерегулярная чистка приводит к потере функциональной
надежности механизма.
Данный печатный механизм не подходит для
использования с содержащими растворитель красками.
. Ремонтная часть
.1 Управление, ремонт и техническое обслуживание
Цилиндр противодавления
Общие сведения
Назначение цилиндра противодавления заключается
в том, чтобы направлять полотно материала и создавать противодавление между
полотном и форматным цилиндром/цилиндром клише.
Конструкция цилиндра
На цилиндре противодавления установлены
приводные шестерни печатного или красящего механизма. Цилиндр установлен на
подшипниках качения и имеет на стороне оператора расположенную центрально опору
для регулятора продольного регистра.
Поверхность цилиндра отшлифована и отличается
высокой точностью размеров и формы. Очень важно не допускать повреждения этой
поверхности, поскольку из-за этого резко ухудшится качество.. Принцип действия
и регулировка погружных и растровых валиков
Клише на форматном цилиндре снабжается краской
посредством погружного и растрового валиков и расположенной под ними красильной
ванны. Погружной валик имеет на своем стальном корпусе эластомерное покрытие, а
у растрового валика стальной корпус покрыт керамикой или хромом с нанесенной
растровой сеткой. Погружной валик который вращается медленнее растрового
валика, выполняет своего рода ракельную функцию, предотвращающую разбрызгивание
краски. С торцевых сторон обоих красящих валиков расположены скребки (поз. 5)
которые должны прилегать вплотную, чтобы предотвратить боковое выделение и
разбрызгивание краски.
Причины повреждения эластомерного покрытия
погружного валика:
Вращение всухую в прижатом состоянии
без краски;
Прижатие к растровому валике при
длительном простое машины или использование растворителей, не разрешенных для
предусмотренного качества эластомера.
Избыточный прижим погружного валика может
привести к повреждению самого погружного валика, так и привода красящего
механизма.
Регулировка прижима погружного валика к
растровому.
Очистку погружных валиков выполнять, пока краска
еще влажная. прижим погружного валика к растровому валику регулируется
вращением грибковых ручек. От силы прижима зависит съем краски и тем самым
толщина красочной пленки, переносимой с растрового валика на клише (на
форматный цилиндр). Регулировка равномерного нанесения краски по всей ширине
валика осуществляется независимыми друг от друга грибковыми ручками.
При длительных простоях машины погружной валик
необходимо отводить от растрового валика!
По завершении регулировки риска на установочном
кольце совмещается с риской на уголке с тем, чтобы при каждом начале работы
можно было проверять регулировку окрашивающего валика. Совмещение рисок
обеспечивает быстрое нахождение точки контакта резинового валика с растровым
валиком в начале печати.
Отвод погружного валика от растрового при
длительном простое машины осуществляется вращением обеих грибковых ручек.
Продолжение вращения погружных и растровых
валиков
При включенной функции продолжения вращения
погружные и растровые валики вращаются также при открытых защитных дверях!
Чтобы не допустить высыхания печатной краски при остановленной машине,
окрашивающие валики должны продолжать вращение с низкой скоростью. Следящее
устройство управления позволяет включить привод продолжения вращения только при
условии, что форматные цилиндры находятся в положении «отвод печати». Этим
предотвращается повреждение клише под действием вращающегося вхолостую
растрового валика.
Главный привод окрашивающих валиков
осуществляется от шестерни цилиндра противодавления через форматную шестерню на
шестерню привода растрового валика. Шестерня привода продолжения вращения
растрового валика находится в зацеплении с шестерней погружного валика.
В шестерне привода продолжения вращения
растрового валика установлена муфта свободного хода. В главном приводе
окрашивающих валиков приводится в действие шестерня привода растрового валика.
Шестерня привода продолжения вращения растрового валика не приводится (имеет
свободный ход).
Продолжение вращения при остановленной машине
осуществляется от редукторного двигателя с червячной шестерней на шестерню
привода продолжения вращения растрового валика.
Шестерня привода продолжения вращения растрового
валика находится в зацеплении с шестерней погружного валика.
.2 Очистка погружных и растровых
валиков
Содержание:
Защитные щитки и кожухи входной части
валиков;
Подъем и опускание красильной ванны;
Очистка погружных и растровых валиков;
Снятие и очистка скребков;
Снятие и очистка красильной ванны.
Общие сведения
Все красковедущие узлы должны быть подвергнуты
тщательной очистке. Используемые при этом очистные/моющие средства определяются
типом применяемой краски. Справку по этой теме можно получить в информационных
материалах изготовителей краски.
Предупреждение Зона сжатия между валиками. Чистку
окрашивающих валиков разрешается выполнять только при остановленной машине.
Если при чистке красковедущих узлов (красильных баков, насосов, шлангов и т.
п.) используется средство, содержащее растворитель или другие агрессивные
вещества, необходимо соблюдать указания/инструкции по технике безопасности
изготовителя, а также местные правила защиты окружающей среды применительно к
обращению с данными средствами, их утилизации и т.п.
Указание по технике безопасности: несмотря на
наличие защитных приспособлений (в местах нахождения валиков и шестерен) при
выполнении работ по техническому обслуживанию и чистке необходимо соблюдать
особую осторожность!
Защитные устройства после наладки красящего
механизма, проведения ремонта, а также перед включением машины привести в
безопасное положение!
При использовании горючих жидкостей соблюдать
соответствующие правила техники безопасности.
Обратившиеся после чистки остатки жидкости
неопределенного характера необходимо утилизировать в соответствии с местными
предписаниями по защите окружающей среды.
Красящий механизм защищен с торцевой стороны
поворотным щитком. Концевой выключатель, установленный на стороне оператора,
предотвращает (при откинутом щитке) случайный запуск машины. Поворотный щиток
удерживается в открытом и закрытом состояниях газовой пружиной.
Подача привода машины возможна также при
открытых поворотных щитках! Окрашивающие валики закрыты защитным щитком,
который служит в качестве брызговика и для предотвращения несчастных случаев
(опасность затягивания рук в валики).
Красящие механизмы с вращающимися навстречу друг
другу вверх валиками имеют на входе дополнительный защитный кожух, который
находится под защитным щитком на скребках.
2.3 Подъем и опускание красильной ванны
Красильная ванна опускается при помощи рычага.
Красильная ванна может находиться в одном из трех положений:
. - Красильная ванна в положении «вверху»
= положение печати;
. - Красильная ванна в положении
«посередине»= положение для очистки;
. - Красильная ванна в положении «внизу»
= положение для снятия/установки.
Положение для печати
В - положение для печати погружной валик
находится в печатной краске и может переносить ее на растровый валик с
одновременным съемом излишка.
При повороте рычага на 180° фиксатор выдвигается
и служит упором для опускания красильной ванны, посредством рычага красильная
ванна опускается в положение для очистки.
Положение для снятия/установки
Слегка приподнять красильную ванну рычагом.
Поворотом рычага на 180° отвести назад фиксатор. Опустить красильную ванну
рычагом в положение снятия/установки.
.4 Очистка погружных и растровых валиков
Перед очисткой погружных и растровых валиков
краска должна полностью стечь в красильные баки!
Не допускать затвердевания краски на погружных и
растровых валиках. Не очищать растровый валик твердыми предметами, например,
металлическими скребками. Твердые предметы повреждают растровые ячейки. В
результате растровый валик становится непригодным к эксплуатации. Опустить
красильную ванну в положение для очистки. Нанести из лейки на растровый и
погружной валики небольшое количество моющего средства. Включить привод
продолжения вращения. Примерно через 1 минуту включить привод продолжения
вращения. Выключить главный выключатель машины/установки и защитить от
несанкционированного выключения (навесным замком)! Смочить ветошь моющим
средством. Протереть растровые и погружные валики ветошью.
.5 Снятие и очистка скребков
При замене скребков обратить внимание на то,
чтобы она имели гладкие неповрежденные кромки!
Каждый скребок закреплен двумя винтами,
обеспечивающие его быстрое снятие для очистки и установку:
выкрутить оба винта;
снять защитный кожух, уложить в сторону
и очистить
выкрутить оба винта;
снять скребок, уложить в сторону и
очистить.
.6 Снятие и очистка красильной ванны
Перед снятием красильной ванны краска должна
полностью стечь в красильные баки!
.7 Система быстросъемных втулок форматного
цилиндра
Содержание:
конструкция системы быстросъемных
втулок форматного цилиндра;
выбор втулок форматного цилиндра;
подготовка втулок форматного цилиндра
(приклеивание клише);
установка втулки.
Общие сведения
Форматные цилиндры могут быть выполнены по
технологии быстросъемных втулок. Данная конструкция позволяет производить смену
формата в кротчайшее время. Форматный цилиндр состоит из пневматической оси
(основной корпус) и втулки. Конструкция системы быстросьемных втулок форматного
цилиндра состоит из : пневматической оси, втулки, пневматического цилиндра,
опоры форматного цилиндра, вставной ниппеля.
Пневматическая ось имеет на стороне привода
пневматический цилиндр, используемый для подъема оси на стороне оператора из
опор форматного цилиндра. По периметру пневматической оси располагаются
отверстия, в которые через вставной ниппель подается сжатый воздух, когда
необходима замена втулки форматного цилиндра.
Сжатый воздух создает воздушную подушку между
пневматической осью и втулкой форматного цилиндра. Такая подушка обеспечивает
легкую замену цилиндра втулки.
.8 Выбор втулок форматного цилиндра
Выбор форматного цилиндра для производственного
цикла определяется конкретными техническими параметрами, такими как длина
печати, толщина клише и т.д. на каждом форматном цилиндре имеется номер. По
данному номеру можно без труда подобрать правильный форматный цилиндр.
Обозначение форматного цилиндра располагается на противоположной стороне
фиксирующей канавки.
Подготовка втулок форматного цилиндра
(приклеивание клише)
После тщательной очистки поверхности форматного
цилиндра можно приступить к выполнению подготовительных работ, связанных с
производственным процессом (нанесение клише). На поверхности форматного
цилиндра имеется маркировочная линия. Это вспомогательная линия для наклеивания
клише.
Клише приклеивают прочной двусторонней клейкой
лентой к поверхности форматного цилиндра. Для этого форматный цилиндр
вставляется в специальное монтажное приспособление для установки клише.
.9 Установка втулки
Очистить поверхность пневматической
оси;
Использовать только безацетатные
средства очистки;
Вал очищать только матерчатой
салфеткой;
После очистки протереть поверхность
вала насухо;
Снять форматную шестерню;
Отсоединить муфту смазочной магистрали
от крышки подшипника;
Ослабив грибковую ручку на стороне
привода, открыть крышку подшипника;
Задействовать поворотный рычаг для
подъема пневматической оси. Пневматическая ось поднимается на стороне оператора
пневмоцилиндром.
При выполнении работ со сжатым воздухом
использовать защитные очки!
Подключить соединительную муфту к
вставному ниппелю оси.
Сжатый воздух создает воздушную подушку между
пневматической осью и втулкой форматного цилиндра.
.10 Регулировка опорных стоек красящего валика
Содержание:
грубая регулировка опорных стоек
красящего валика;
точная регулировка опорных стоек
красящего валика;
перемещение красящих механизмов из
нулевой позиции в позицию печати.
Грубая регулировка опорных стоек красящего
валика
Перед изменением положения красящих механизмов
маховичком или угловой отверткой (опция) муфта должна быть включена. Подвод и
отвод опорных стоек красящего механизма при смене формата и настройке печати
производится путем грубой регулировки маховичком.
Точная регулировка опорных стоек красящего
валика
Точная регулировка производится вращением
расположенных с двух сторон маховичков.
Точная регулировка растрового валика
относительно форматного цилиндра: ослабить зажимной болт. Вращением маховичка
отрегулировать растровый валик относительно форматного цилиндра. Затянуть
зажимной болт.
Точная регулировка форматного цилиндра
относительно цилиндра противодавления: ослабить зажимной болт.
3. Техника безопасности
Производство изготовления упаковочных материалов
является пожароопасным. Возможными опасностями данного производства являются:
опасность пожара при появлении искры
или открытого огня, т.к. применяемое сырье легко воспламеняется. Искра может
возникнуть при ударе, трении стальных предметов, а так же при движении
жидкостей по плохо заземленным трубопроводам и оборудованию (вследствие
возникновения статического электричества);
опасность получения травм;
возможность поражения электрическим
током.
Основным требованием для безопасной эксплуатации
производства является ведение технологического процесса в соответствии с
регламентом, а также обязательными для данного производства инструкциями.
Основные правила и мероприятия, обеспечивающие
безопасную работу
Во избежание возникновения пожаров и отравлений
необходимо соблюдать следующие условия ведения процесса:
к ведению работ на технологическом
оборудовании допускаются лица, прошедшие инструктаж по технике безопасности
непосредственно на рабочем месте, а также обучении и проверку знаний по
программе технического минимума в квалификационной комиссии и умеющие
удостоверение на право самостоятельной работы; строгое соблюдение рецептур,
технологических регламентов, производственных инструкций по технике
безопасности, пожарной безопасности и промсанитарии;
работать только на исправном
оборудовании; перед началом работы оборудование должно быть проверено на
холостом ходу;
Во избежание травмирования персонала
все движущиеся и вращающиеся части должны иметь ограждения;
должны пересматриваться блокировки,
исключающие включение оборудования при открытых заграждениях;
все работы должны проводиться только
исправным инструментом, отвечающим требованиям ГОСТа. С целью недопущения
искрообразования запрещается использовать стальной инструмент при работе с ЛВЖ.
Список литературы
1. Воронкин
Ю.Н. Поздняков Н.В. Методы профилактики и ремонта промышленного оборудования
Москва 2012;
. Технологический
регламент 2012;
. Фарамазов
С.А. Ремонт и монтаж оборудования химических и нефтеперерабатывающих заводов
Химия 1988.