|
Наименование оборудования
|
Производительность, т/час
|
|
по паспорту
|
фактическая
|
|
Грохот колосниковый
|
930
|
742
|
|
Дробилка щековая
|
930
|
742
|
|
Производство аглоруды
|
|
Грохот ГИТ-52М №1 ср. (фр.
0...350)
|
500
|
494
|
|
Дробилка ДМР №1
|
500
|
494
|
|
Грохот ГИТ-52М №2 ср. (фр.
0...350)
|
500
|
494
|
|
Дробилка ДМР №2
|
500
|
494
|
|
Грохот ГИТ-52М №1 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №1
|
250
|
234
|
|
Грохот ГИТ-52М №2 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №2
|
250
|
234
|
|
Грохот ГИТ-52М №3 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №3
|
250
|
234
|
|
Грохот ГИТ-52М №4 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №4
|
250
|
234
|
|
Грохот ГИТ-52М №5 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №5
|
250
|
234
|
|
Грохот ГИТ-52М №6 мел. (фр.
0...120)
|
250
|
234
|
|
Дробилка ДМРиЭ №6
|
250
|
234
|
|
Производство щебня,
кварцитов
|
|
Грохот ГИТ-53С №4 кон. (фр.
0...350)
|
720
|
454
|
|
Дробилка КСД-2200 №4
|
720
|
454
|
|
Грохот ГИТ-52М №3 кон. (фр.
0...70)
|
520
|
454
|
|
Дробилка КМД-2200 №3
|
520
|
454
|

Участок дробления осуществляет работы по дроблению железистых кварцитов и
транспортировку класса 15-0 мм на участок обогащения. Участок состоит из
следующих подразделений:
- Корпус крупного дробления (ККД);
- Корпус среднего и мелкого дробления (КСМД).
Корпус крупного дробления
Кварцитовая руда крупностью 0-1200 мм и влажностью до 3% подается из
карьера на ККД железнодорожным транспортом, где происходит ее выгрузка на
4-постах и дробление в 2-х конусных дробилках до крупности 350 - 0 мм. После
чего, дробленая руда по 2-м системам ленточных конвейеров КЛ-1 и КЛ-2 подается
на транспортерные ленты 1ПС-1 и 1ПС-2 и далее в Корпус среднего и мелкого
дробления.
Узлы выгрузки и пересыпки руды оборудованы местными отсосами с очисткой
ГВС от пыли в 2-х скоростных промывателях СИОТ (мокрая очистка газа).
Все просыпи руды с конвейеров, гидросмывом собираются в зумпфы, из
которых с помощью грейфера подается на конвейеры, для их повторной переработки,
а мелкие частицы (шлам) дренажными насосами сбрасываются в хвостохранилище.
Схема цепи аппаратов, корпуса крупного дробления

Корпус среднего и мелкого дробления (КСМД)
В корпусе производится дробление руды крупностью 0-350 мм до фракции 0-15
мм и последующая подача на участок обогащения.
Технологический процесс состоит из операций дробления руды на дробилках
(2 стадии), с последующим просеиванием (грохочение). Линия мелкого дробления
закольцована для повторного дробления до необходимой фракции.
Руда после крупного дробления (350-0 мм, влажностью 3%) ленточными
конвейерами 1ПС-1; 1ПС-2 поступает на передвижные реверсивные ленточные
конвейеры СМ-3; СМ-4 при помощи которых распределяется по бункерам (4 ед.)
среднего дробления емкостью 4 000 тонн.
Разгрузка бункеров производится электровибрационными питателями ПЭР 28*15
и ленточными питателями на конвейеры СМ-7, СМ-8, СМ-9, пластинчатыми питателями
2-15-30 на конвейеры СМ-10 и СМ-10А. Конвейерами руда транспортируется в
конусные дробилки среднего дробления (5 ед.), производительностью 800 - 1200
т/час. Дробленый продукт крупностью 80-0 мм подвергается грохочению на грохотах
ГИСТ-72 (2 ед.) и LF3060D (3 ед.).
Подрешетный продукт (готовая фракция 0-15 мм) по конвейеру СМ20 (СМ-20А,
СМ-20Б), 2ПС-1 и 2ПС-2 поступает на передвижные ленточные конвейеры ОБ-1, ОБ-2,
с помощью автостелл распределяются по параболическому бункеру корпуса
обогащения.
Надрешетный продукт (фракция более 15 мм) конвейерами СМ-19 (СМ-19А,
СМ-19Б), ЗПС-1 и ЗПС-2, 2ПУ1 и 2ПУ-2, СМ-1 и СМ-2, передвижными реверсивными
конвейерами СМ-5 и СМ-6 распределяются по бункерам (8 ед.) мелкого дробления
емкостью 8 000 тонн.
Руда из бункеров через реечные затворы поступает на ленточные конвейеры
СМ-11 - СМ-18 и далее в дробилки мелкого дробления (10 ед.), производительностью
до 1000 т/час, где производится дробление до фракции 0-30 мм.
Дробленый продукт крупностью 0-30 мм подвергается грохочению на грохотах
ГИСТ-72 (1 ед.) и LF3060D (9 ед.). Подрешетный продукт
(готовая фракция 0-15 мм) по конвейеру СМ20 (СМ-20А, СМ-20Б), 2ПС-1 и 2ПС-2
поступает на передвижные ленточные конвейеры ОБ-1, ОБ-2 и распределяется по
параболическому бункеру корпуса обогащения. Надрешетный продукт (фракция более
15 мм) по конвейерам трактов возврата СМ-19 (СМ-19А, СМ-19Б), ЗПС-1 и ЗПС-2,
2ПУ1 и 2ПУ-2, СМ-1 и СМ-2, повторно поступает на дробилки мелкого дробления.
Узлы пересыпки (перегрузки) руды оборудованы местными отсосами с очисткой
ГВС от пыли в установках мокрой очистки. Все просыпи руды с конвейеров,
гидросмывом собираются в зумпфы, из которых с помощью грейфера подается на
конвейеры, для их повторной переработки, а мелкие частицы (шлам) дренажными
насосами сбрасываются в хвостохранилище.

На участке производится измельчение и обогащение дробленой руды с
получением железорудного концентрата с содержанием железа 66,4%, крупностью до
1 мм, который отгружается в ж/д транспорт. Побочным продуктом обогащения
является щебень.
Основной принцип обогащения основан на различии в магнитных свойствах
железосодержащих минералов и вмещающих пород.
На участке используется сухая и мокрая магнитная сепарация.
Отходами производства являются хвосты: суспензия (пульпа), содержащая
4-5% твердого. Твердая составляющая используется в технологии складирования
отходов для намывки и складирования. Осветленная вода, является оборотной и
используется в технологии обогащения.
Технология обогащения состоит из следующих основных этапов:
мокрая магнитная сепарация:
3 стадии мокрого измельчения;
гидравлическую классификацию в классификаторах и
гидроциклонах;
5 стадий магнитной сепарации;
2 стадии обесшламливания;
уплотняющую магнитную сепарацию;
усреднение;
Обезвоживание на вакуум-фильтрах с получением конечного
продукта- концентрата.
сухая магнитная сепарация:
просеивание;
магнитное сепарирование;
В состав участка входят следующие отделения:
- 4 технологические секции;
- ремонтные площадки;
механическая мастерская;
Технологическая схема секций № 1-3
Технологическая схема мокрого обогащения на технологических секциях № 1-3
абсолютно аналогична и технология производства приведена для 1 секции.
Дробленая руда крупностью 15-0 мм из параболического бункера через
телескопические течки разгружается на конвейеры ОБ-3 - ОБ-11.
Дробленая руда из бункеров конвейерами транспортируется в мельницы МШЦУ
55´65 (2 ед.), работающие в замкнутом
цикле с двухспиральными классификаторами 2КСН 3,0´17,2. Слив спиральных классификаторов
самотеком поступает на магнитные сепараторы (5 ед.) 1-й стадии обогащения, которое
осуществляется в сепараторах ПБМ 120´300 и ПБМ 150´200 с противоточной ванной. Хвосты сепараторов поступают в
хвостовой лоток, а магнитный продукт (промпродукт) поступает в зумпф №2, откуда
насосами ГРТ 1250/71 подается на классификацию в гидроциклоны ГЦ-650 (16 ед.).
Пески гидроциклонов поступают во вторую стадию измельчения в мельницы МШЦ 55´65, а слив на 1-ю стадию
обесшламливания в дешламаторе МД-12.
Измельченный продукт 2-й стадии самотеком поступает на 3-ю стадию
обогащения в сепараторы ПБМ 120´300 (ПБМ 150х200) с полупротивоточной ванной. Промпродукт 3-й
стадии обогащения объединяется с концентратом 1-й стадии ММС в зумпфе №2 и
возвращается в цикл второй стадии измельчения, а хвосты самотеком направляются
в хвостовой лоток.
Сгущенный продукт после первой стадии обесшламливания насосами ГРК
1600/56 (зумпф №5) подается на четвертую стадию обогащения в барабанные
сепараторы ПБМ-ПП 120´300 и ПБМ-ПП 150´200.
Промпродукт 4-й стадии обогащения поступает в зумпф №3, откуда насосами
ГРТ 1250/71 подается на классификацию в гидроциклоны ГЦ-650. Пески
гидроциклонов поступают на 3-ю стадию измельчения в мельницы МШЦ 55´65, а слив на вторую стадию
обесшламливания в дешламаторы МД-12.
Продукт измельчения 3-й стадии самотеком поступает на 2-ю стадию мокрой
магнитной сепарации и после обогащения возвращается в зумпф №3, образуя
замкнутый цикл, откуда насосами ГРТ 1250/71 подается на классификацию в
гидроциклоны ГЦ-650.
Сгущенный продукт 2-й стадии обесшламливания насосами подается на 5-ю
стадию ММС в сепараторы ПБМ-ПП-120´300, ПБМ-ПП-150/200, концентрат которых является конечным
продуктом схемы обогащения. Хвосты 5-й стадии самотеком транспортируются в
хвостовой лоток.
Технологическая схема секции № 4
Дробленая руда крупностью 15-0 мм из бункера системой конвейеров ОБ-12,
ОБ-13, ОБ-14, ОБ-25, ОБ-26 поступает в мельницы 1-й стадии обогащения. Мельницы
МШЦУ 55х65А 1-й стадии измельчения, работают в замкнутом цикле с двухспиральным
классификатором 2КСН 3,0х17,2. Слив классификатора поступает на 1 стадию ММС в
магнитные сепараторы ПБМ-П-150/200 с противоточной ванной. Концентрат 1-й
стадии обогащения самотеком поступает в зумпфы № 1, и №4 откуда насосами
подается на вторую стадию классификации в гидроциклоны ГЦ 650 (с углом
конусности 12о), а хвосты самотеком направляются в сборный хвостовой
лоток.
Пески гидроциклонов поступают в мельницы 2-й стадии измельчения МШЦ
55х65. Измельченный продукт 2-й стадии измельчения поступает самотеком на 2-ю
стадию обогащения в сепараторы ПБМ-П-150/200 с противоточной ванной. Концентрат
2-й стадии обогащения самотеком поступает в зумпфы №2 и № 15, затем насосами
подается на 3-ю стадию классификации в ГЦ-650, объединенные в батареи из 5-и
гидроциклонов. Пески гидроциклонов возвращаются в цикл 2-й стадии измельчения.
Слив гидроциклонов 2-й и 3-й стадии классификации в ГЦ-650 самотеком
направляется в дешламаторы МД-12 для обесшламливания и сгущения.
Сгущенный продукт обесшламливания (пески) поступает в зумпфы № 5 и № 6,
откуда насосами ГРК 900/67 подается на 3-ю стадию обогащения в двухбарабанные
сепараторы ПБМ-ПП-150/200 с полупротивоточной ванной. Слив дешламаторов
самотеком направляется в сборный хвостовой лоток.
Концентрат 3-й стадии обогащения поступает в зумпф №7 и насосами
направляется на грохоты тонкого грохочения STАСK SIZER. Подрешетный продукт грохотов
поступает в зумпф № 12, откуда насосами подается на 4-ю стадию ММС в сепараторы
ПБМ-П-150/200, магнитный продукт которых поступает в зумпф № 10. Немагнитный
продукт самотеком направляется в зумпф № 9.
Надрешетный продукт грохотов поступает в зумпф № 11, откуда насосами
подается на сепараторы ПБМ-П-150/200 пятой стадии, исполняющие роль уплотняющих
агрегатов, магнитный продукт которых поступают в 3-ю стадию измельчения в
мельницу МШЦ 55х65, хвосты в сборный хвостовой лоток. Измельченный продукт 3-й
стадии измельчения самотеком поступает в зумпф №9, откуда насосами подаются в
гидроциклоны ГЦ-650, работающие в замкнутом цикле с мельницей 3-й стадии. производственный шахта рудоуправление фабрика
Слив гидроциклонов поступает на 2-ю стадию обесшламливания в дешламатор
МД-12, сгущенный продукт которого поступает в зумпф № 8 и насосами
транспортируется на 6-ю стадию ММС в сепараторы ПБМ-П-150/200. Магнитный
продукт 6-й стадии ММС самотеком поступает в зумпф № 10, где объединяется с
магнитным продуктом 4-й стадии ММС. Объединенный продукт является конечным
концентратом т.с. №4.
Технологическая схема обезвоживания, складирования и отгрузки концентрата
Концентрат секций № 1-4 насосами транспортируется на уплотнение в
сепараторы ПБМ-ПП-120´300, ПБМ-ПП-150/200, хвосты которых поступают в хвостовой лоток
технологических секций №1 и №2. Сгущенный концентрат после уплотнения поступает
в перемешиватели МП-15 для усреднения и насосами подается в пульподелители
вакуум-фильтров ДШ-100-2,5. Перелив вакуум-фильтров возвращается на уплотняющую
сепарацию, фильтрат возвращается в технологический процесс в зумпфы
технологической секции №1 и №2.
Товарный концентрат после обезвоживания поступает на склад концентрата
или на погрузку в ж/д транспорт.
Транспортировка концентрата на отгрузку осуществляется по двум трактам:
системой конвейеров непосредственно на загрузку в вагоны и системой конвейеров
со склада концентрата.
Отгрузка может производиться напрямую из отделения фильтрования и
одновременно со склада концентрата.
Система загрузки непосредственно в вагоны. Продукт с вакуумных фильтров
поступает на конвейеры Ф1-Ф6, далее концентрат перегружается на реверсивные
конвейеры Ф7, Ф8, которые могут работать на конвейер ПБ-1, транспортирующий
концентрат на пункт погрузки, и на конвейер СК-1, СК-2, транспортирующие
концентрат на закрытый склад концентрата. С конвейера ПБ-1 концентрат подается
на реверсивный конвейер ПБ-2, работающий на конвейеры ПБ-3 (путь №8) или ПБ-4
(путь №9).
Система загрузки со склада концентрата. С конвейеров СК-1, СК-2
концентрат поступает на реверсивные передвижные конвейеры СК-3, СК-4, с которых
концентрат ссыпается на площадку складирования. Со склада грейферными кранами
(2 ед. по 4 м3) концентрат загружается через бункеры СБ-2, СБ-3,
СБ-4 на конвейеры СК-5 концентрат транспортируется на конвейер ПБ-1 и далее на
погрузку в вагоны.

1.1.4 Цех хвостового хозяйства
Основной функцией цеха хвостового хозяйства ОАО "Стойленск ГОК"
является прием, складирование хвостов обогащения в хвостохранилище и
обеспечение обогатительной фабрики водой.
Хвостохранилище
Хвостохранилище предприятия является гидротехническим сооружением I класса ответственности. По
местоположению хвостохранилище относится к балочному типу, по способу возведения
ограждающих сооружений (плотин) к намывным. Длина хвостохранилища достигает 5
км, ширина до 2 км. Хвостохранилище разделено на 4 отсека: отсек у головной
плотины, промежуточный отсек, центральный прудковый отсек и отсек у плотины
защиты отвалов путем устройства дамб № 1, 2 ,3.
Хвосты от фабрики обогащения в виде пульпы при соотношении Т:Ж=1:23 в
самотечном и напорно-самотечном режимах поступают в хвостохранилище, где
производится их раскладка по площади и естественное осветление воды.
Раскладку хвостов в чаше хвостохранилища производят по комбинированной
схеме (от "плотин" и от "берегов") с целью уменьшения
фильтрационных потерь воды. Для заполнения мелкозернистыми фракциями хвостов
центральной части чаши и замыва хвостохранилища от "берегов"
используют железобетонные лотки и распределительные пульповоды. Часть хвостов,
преимущественно крупных фракций, используется для возведения ограждающих
сооружений.
Осветленная вода из хвостохранилища подается напорной системой в два
подъема на обогатительную фабрику для использования в технологических целях.
При этом качество оборотной воды удовлетворяет требованиям технологии.
Потери воды в хвостохранилище происходят преимущественно за счет
фильтрации через дно и ограждающие сооружения. Потери воды компенсируются путем
подачи в хвостохранилище шахтных вод дренажного комплекса карьера, возврата
воды, профильтровавшейся через ограждающие сооружения, а также за счет
использования поверхностного стока.
В пойменной части балки Чуфичева в нижнем бьефе головной плотины хвостохранилища,
в пределах границ земельного отвода, организован пруд-аккумулятор поверхностных
и дренажных вод, который является источником восполнения потерь воды в
хвостохранилище.
Хвостохранилище оборудовано наблюдательными скважинами для осуществления
мониторинга подземных вод. По данным выполненных инженерно-экологических
изысканий влияние инфильтрации воды из хвостохранилища на гидрохимический
состав подземных и поверхностных вод практически ограничивается пределами
контура хвостохранилища.
При получении железорудного концентрата на фабрике обогащения методом
мокрой магнитной сепарации не применяются какие-либо реагенты и добавки к
исходной руде, таким образом, хвосты представляют собой мелкозернистый
материал, содержащий около 90% фракций размером менее 0,1 мм. Химический состав
хвостов характеризуется наличием в них железа и его соединений (свыше 16%),
большим содержанием SiO2 (свыше 74%). В незначительных количествах
(от 0,1 до 3%) в хвостах содержатся MnO, CaO, Na2O, а также S и P по
0,1%.
С помощью регулируемых водоперепускных сооружений, на разделительных
дамбах хвостохранилища, поддерживается оптимальный уровень воды в отсеках.
Насосная станция оборотного водоснабжения 1-го, 2-го подъема
Станции 1 и 2-го подъемов предназначены для подачи оборотной воды на
обогатительную фабрику.
Насосная станция оборотного водоснабжения 1-го подъема
На станции установлено 9 насосов, общей производительностью 56 тыс. м3/час.

.1.5 Цех железнодорожного транспорта
Цех железнодорожного транспорта осуществляет: доставку
железорудного сырья из карьера на обогатительную фабрику, вывоз вскрыши из
карьера в отвалы; отправку готовой продукции потребителям, перевозку грузов.
Транспортировка горной массы из карьера осуществляется
локомотивосоставами, состоящими их тяговых агрегатов ОПЭ-1 , НП-1 и думпкаров 2
ВС, грузоподъемностью 105т.
С погрузочных площадок ст. "Кварцитная",
руда транспортируется через станции "Западная", "Стрелица",
"Атаманская" в бункер ККД обогатительной фабрики, расстояние
транспортировки составляет 13,6 км.
С забойных тупиков станций "Западная",
"Александровка" вскрышные породы транспортируются на отвалы.
Отправка концентрата ведется тепловозами со ст.
"Ямская", отправка аглоруды - со ст. "Рудная".
В состав цеха входят 8 служб:
. Служба движения - пост ЭЦ ст. Рудная, помещения
дежурных по станциям Атаманская, Стрелица, Западная, Александровка, Кварцитная,
Ямская, стрелочные посты Юрский, Восточный;
. Служба пути - участок механизации (блок ремонта
путевой техники), участок капитальных ремонтов пути, участки текущего
содержания пути;
. Служба эксплуатации ПС - два участка экипировки ж/д.
единиц и колесной техники, (ст. Атаманская, ст. Александровка);
. Служба ремонта подвижного состава (локомотивное депо
- РПС);
. Вагонная служба (вагонное депо, два ПТО ст.
Атаманская, ст. Александровка);
. Служба энергетического хозяйства - участок
контактной сети (блок ремонта контактной сети, участок СЦБ и связи);
.Служба эксплуатации и ремонта ГПМ и М;
. Грузовая служба
Служба пути выполняет текущее обслуживание и ремонт
железнодорожных путей.
На балансе службы находятся 126,3 км железнодорожных путей общей
протяженности, 267 единиц стрелочных переводов.
Для ремонта и обслуживания железнодорожных путей используют 13 единиц
путевых машин и 4 единицы тракторной техники.
В состав службы эксплуатации входят:
20 единиц тепловозов;
25 единиц тяговых агрегатов.
Транспортировку вскрыши из карьера в отвалы и руды на
переработку на ДОФ осуществляют в думпкарах 2ВС-105 тяговыми агрегатами ОПЭ-1 и
НП-1. Тяговые агрегаты оснащены электрической силовой установкой.
Рыхлую (глину, мергель, мел и песок) и скальную
(сланцы) вскрышу с участка ЖДВ Рудоуправления (ст. Западная) транспортируют в
смешанные отвалы участка ЖДО Рудоуправления (ст. Александровка).
Окисленные кварциты с участка перегрузки
Рудоуправления (ст. Кварцитная), транспортируют в специальный отвал участка ЖДО
Рудоуправления (ст. Александровка).
Неокисленные железистые кварциты с участка перегрузки
Рудоуправления (ст. Кварцитная), транспортируют к корпусу крупного дробления
обогатительной фабрики (ст. Атаманская).
Богатую руду и сланцы с участка перегрузки Рудоуправления (ст.
Кварцитная), транспортируют к складу №6 Рудоуправления расположенному вблизи
корпуса крупного дробления ДСУ.
Формировку составов с готовой продукцией осуществляют маневровыми
тепловозами на ст. Ямская и ст. Рудная. Концентрат вывозят заказчику со ст.
Ямская, аглоруду - со ст. Рудная.
Заправку тепловозов топливом, маслами и песком
осуществляют на пункте экипировки ст. Атаманская. Заправку тяговых агрегатов
песком осуществляют на пункте экипировки ст. Атаманская и на ст. Александровка.
В холодный период года с температурой окружающего воздуха ниже -10 °С с целью исключения примерзания
породы к кузову думпкара, перед погрузкой их обрабатывают антиобледенительным
средством на двух пунктах профилактики ст. Александровка.
Станция Атаманская
На пункте экипировки станции проводят контроль работы
силовых установок тепловозов по содержанию оксидов углерода и азота в
отработанных газах дизелей. Контроль выполняют после проведения ТО-2 (500
моточасов) и внеплановых ремонтов при выполнении ремонтных или регулировочных
работ элементов системы питания, влияющих на дымность отработавших газов
дизелей.
На пункте экипировки станции расположен склад ГСМ
На складе ГСМ осуществляют прием, хранение дизельного
топлива и масел.
Хранение дизельного топлива осуществляют в 4
заглубленных резервуарах объемом по 50 м3 каждый. Хранение масел осуществляют в
4-х заглубленных резервуарах объемом по 25 м3 каждый. Отработанные масла
сливают в заглубленную буферную емкость объемом 25 м3 и перекачивают на
временное хранение в два заглубленных резервуара объемом по 25 м3 каждый. На
пункте экипировки станции организована сушка песка.
Песок на пункт доставляют в думпкаре и разгружают на
площадку хранения. Для использования песка в системе тепловоза снижают его
влажность в барабанном сушиле.
Грейферным механизмом песок загружают в расходный
бункер и дозируют в барабанное сушило песка, работающее на дизельном топливе.
Просушенный песок самотеком поступает в выжимной бак,
откуда сжатым воздухом его транспортируют для хранения в емкостное хранилище.
Из силоса песок самотеком поступает в выжимной бак,
откуда сжатым воздухом его транспортируют в пескораздаточные бункера. Воздух с
избыточным давлением отводят в атмосферу через дыхательную арматуру бункеров.
При заправке тепловоза или тягового агрегата, песок самотеком поступает из
пескораздаточного бункера в бункер локомотива.
Станция Александровка
На пункте экипировки станции осуществляют заправку
локомотивов песком, для чего имеется следующее оборудование:
- выжимной бак - 1 ед.;
пескораздаточные бункеры - 2 ед.
Просушенный песок доставляют в хопперах-дозаторах со ст. Атаманская и
самотеком разгружают в выжимной бак.
Сжатым воздухом песок из выжимного бака транспортируют в пескораздаточные
бункера. Воздух с избыточным давлением отводят в атмосферу через дыхательную
арматуру. При заправке локомотива песок самотеком поступает из
пескораздаточного бункера в бункер локомотива.
На пункте профилактики думпкаров №1 обрабатывают поверхность кузова
думпкара антиобледенительным средством. Средство доставляют на пункт в
железнодорожных цистернах и насосом перекачивают для хранения запаса жидкости в
7 резервуаров объемом по 60 м3 каждый. Жидкость из резервуаров подают насосом
на четыре форсунки расположенные попарно с противоположных сторон
железнодорожного полотна. Форсунки направлены так, чтобы при прохождении
думпкаром зоны обработки жидкость наносилась на его борта и днище. Для
исключения влияния климатических параметров на процесс распыления с
противоположных сторон железнодорожного полотна в зоне расположения форсунок
установлены защитные экраны. Думпкары обрабатывают в процессе движения состава
через пункт профилактики со скоростью не более 5 км/ч.
1.1.6 Автотранспортный цех
Автотранспортный цех является связующим звеном при грузоперевозках между
структурными подразделениями комбината, между комбинатом и снабжающими
организациями, осуществляет автотранспортные операции и дорожные работы в
карьере, обеспечивает перевозку трудящихся комбината. Структурно
автотранспортный цех подразделяется на три гаража и имеет на балансе
автозаправочную станцию.
.1.7 Цех сетей подстанций и автоматизации
Цех сетей и подстанций (ЦСПиА) является вспомогательным подразделением
комбината, основными задачами которого является:
- бесперебойное электроснабжение всех подразделений комбината;
- ремонт основного и вспомогательного оборудования;
контроль качества получаемой электроэнергии;
ремонт и наладка цепей управления, защиты, автоматики,
сигнализации, средств измерений основного и вспомогательного оборудования
структурных подразделений;
наладка и испытание основного и вспомогательного оборудования,
испытание индивидуальных средств защиты от поражения электрическим током;
надзор за метрологическим обеспечением всей производственной
деятельности предприятия, состоянием и применением СИ, соблюдение требований
методик выполнения измерения. Ультразвуковой контроль деталей и узлов
оборудования, ремонт и настройка приборов безопасности грузоподъемных машин;
контроль технологических процессов с помощью источников
ионизирующего излучения, техническое обслуживание, хранение и транспортировка
РИП;
комплексная автоматизация, контроль, учет и регулирование
технологических процессов ОАО "Стойленский ГОК" на базе
математических моделей и объектов с применением ЭВМ для повышения качества
продукции и производительности труда;
разработка и внедрение программно-информационных комплексов
автоматизированных систем управления производством;
подготовка планов проектирования и внедрения
программно-информационных комплексов автоматизации систем управления
производством;
обеспечение устойчивой и бесперебойной связью структурных
подразделений комбината, а также качественная техническая эксплуатация и ремонт
всех средств и систем технической диспетчеризации и связи.
В состав ЦСПиА входят следующие структурные подразделения:
- служба эксплуатации сетей и подстанций (СЭСП);
- центральная комплексная лаборатория (ЦКЛ);
участок связи.
.1.8
Энергоцех
Основной задачей энергоцеха является: обеспечение производственных
помещений теплоэнергией, водоснабжение, канализирование, снабжение природных
газом, сжатым воздухом, кислородом, а также ремонт электрооборудования.
В состав энергоцеха входят:
- электроремонтный участок;
- котельная фабричной площадки;
котельная рудничной площадки;
котельная 3-го ствола;
участок газоснабжения;
участок водоподведения и канализирования (ВиК)
.1.9 Ремонтно-механический завод
Ремонтно-механический завод (РМЗ) является самостоятельным структурным
подразделением предприятия.
Основными задачами РМЗ является выполнение текущего и капитального
ремонта оборудования, ремонта отдельных узлов и деталей, ремонта и вулканизации
конвейерной ленты, изготовление запасных частей и нестандартного оборудования,
резинотехнических изделий.
В состав РМЗ входят следующие производственные цеха:
- ремонтно-механический цех (РМЦ);
- специализированный цех по ремонту оборудования обогатительной
фабрики (СЦРФ);
цех по ремонту горного оборудования (ЦРГО)
В ремонтно-механическом цехе (РМЦ), расположенный на фабричной площадке,
производится изготовление деталей и узлов горного, обогатительного
оборудования, выполняются текущий и капитальный ремонты насосов, вибраторов,
редукторов и других узлов и механизмов.
Режим работы цеха 2-х сменный, 365 рабочих дня.
В состав ремонтно-механического цеха входят следующие основные участки:
- Участок по механической обработке и ремонту насосов (УМО и РН) в
состав которого входят следующие отделения:
отделение по ремонту насосов;
отделение наплавки подшипников (баббит);
отделение механической обработки;
кузнечно-термическое отделение;
- Участок по металлоконструкциям и ремонту горного оборудования (УМ и
РГО) в состав которого входят следующие отделения:
отделение металлоконструкций;
отделение по ремонту горного оборудования;
- Участок по изготовлению пресс-форм, инструмента и оснастки (ИУ) в
состав которого входят следующие отделения:
отделение по изготовлению пресс-форм, инструмента и оснастки;
отделение по изготовлению резинотехнических изделий;
отделение по изготовлению грузозахватных канатных стропов;
отделение по испытанию гидроаппаратуры и пайки резцов;
отделение по испытанию газопламенной аппаратуры
В специализированном цехе по ремонту оборудования обогатительной фабрики
осуществляется текущие ремонты резинотканевых лент ленточных конвейеров,
стыковку лент с применением метода горячей вулканизации. Также на участке
выполняются работы по нанесению защитных полимерных покрытий на детали и узлы
оборудования.
Работы по вулканизации проводятся на местах разрыва и дефектов
конвейерных лент. Для ремонта используется сырая резина. Вулканизация
производится при помощи переносных вулканизационных прессов. Для обезжиривания
используется нефрас. Отходы (обрезки) транспортерной ленты учтены в отходах,
образующихся на Обогатительной фабрике.
Также планируется производить ремонт ленты с использованием технологии
холодной вулканизации. Холодная вулканизация производится при помощи
двухкомпонентного клея Cement SC 2000. Для обезжиривания поверхностей
транспортерной ленты используется чистящее средство ТТ.
В цехах обогатительной фабрики проводятся работы по нанесению защитного
полимерного покрытия на детали. Предварительно производится обработка деталей
грунтовкой PR-100. Приготовление полимерного
состава осуществляется на установке, в которой смешиваются 2 компонента: POLY и ISO. Далее под давление разогретая смесь наносится на
детали.
Цех по ремонту горного оборудования выполняет текущие и капитальные ремонты
горного (экскаваторы и др.) и дробильного оборудования (дробилки, грохота и
др.).
На участке подготовки производства (УПП) цеха по ремонту горного
оборудования производится ремонт узлов оборудования (редуктора, барабаны и др.)
и изготовление запасных частей. Для выполнения производственной программы
участок укомплектован необходимым заготовительным, станочным, сварочным и
кузнечно-термическим оборудованием.
.1.10 Ремонтно-стротельный цех
Ремонтно-строительный цех (РСЦ) осуществляет работы по строительству,
ремонту и эксплуатации зданий и сооружений ОАО "Стойленский ГОК".
РСЦ состоит из следующих подразделений:
Участок ЖБ и СИ:
- отделение железобетонных изделий;
- отделение столярных изделий;
Ремонтно-строительный участок
.1.11
Цех подготовки производства и складского хозяйства
ЦППиСХ осуществляет приемку, хранение и выдачу грузов, а также сбор
отдельных видов вторичного сырья от подразделений комбината с последующей
передачей сторонним организациям для использования или обезвреживания.
В состав цеха входят следующие подразделения:
- участок по стирке и ремонту спецодежды;
- склад горюче-смазочных материалов (ГСМ);
склад металлоконструкций;
склад оборудования;
склад металла;
гараж;
участок по переработке металлолома;
автозаправочная станция (АЗС-1).
.2 Перспектива развития предприятия
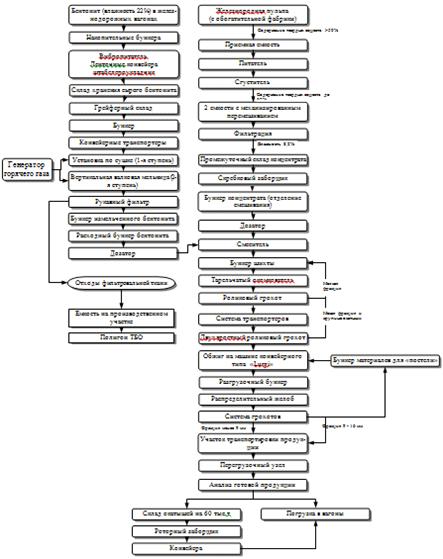
.2.1 Фабрика окомкования
С 2015 года в ОАО "Стойленский ГОК" планируется ввод в
эксплуатацию фабрики окомкования. Фабрика окомкования предназначена для
производства доменных окатышей. Технологический процесс производства доменных
окатышей состоит из следующих этапов:
1. Получение концентрата из пульпы приготовленной на
обогатительной фабрике;
2. Приготовление бентопорошка из комового бентонита поставщиков;
. Приготовление шихты (компонентами которой являются концентрат и
бентопорошок в заданной пропорции);
. Производство сырых окатышей;
. Обжиг сырых окатышей на обжиговой машине конвейерного типа;
. Складирование или отгрузка потребителям.
Целью технологического процесса фабрики окомкования является переработка
железорудного концентрата, поставляемого в виде пульпы с содержанием твердого
> 50 % (от веса) в окатыши, пригодные для дальнейшего использования в
доменном производстве.
Железорудная пульпа из обогатительной фабрики подается по трубопроводу в
емкость приемки, расположенную перед сгустителем. Оттуда пульпа подается в
питатель, расположенный в центре сгустителя. В сгустителе содержание твердой
фазы пульпы повышается до 67 %, что позволяет делать ее пригодной для следующей
стадии обезвоживания.
Сгущенная пульпа с помощью насосов перекачивается в две емкости с
механизмами перемешивания. Каждая емкость предназначена для усреднения и
хранения пульпы. Слив сгустителя используется как для фабрики окомкования, так
и для обогатительной фабрики.
Последующее удаление влаги из сгущенной пульпы производится при помощи
технологии фильтрации, содержание влаги при этом понижается до 8,2% (по весу).
Обезвоженный железорудный концентрат направляется конвейерным транспортом или
на промежуточный склад концентрата емкостью 20 тыс. тонн, или непосредственно в
бункера концентрата в отделении смешивания шихтовых материалов. Забор
концентрата со склада осуществляется скреперным заборщиком.
В качестве связующего компонента при производстве сырых окатышей
используется подсушенный и измельченный бентонит. Комовый бентонит поступает с
влагой максимум 22% (по весу) и требует сушки и измельчения.
Сырой бентонит поставляется в железнодорожных вагонах и разгружается
вагоноопрокидывателем. В холодное время года ж/д вагоны с бентонитом (при
необходимости) подвергаются размораживанию в специальном помещении.
Разгружаемый материал из накопительных бункеров под вагоноопрокидывателем
подается с помощью вибропитателей, ленточных конвейеров и штабелеукладчика на
склад хранения сырого бентонита. Забор материала из штабеля осуществляется
грейферным краном, который подает бентонит на бункер. Последующая
транспортировка бентонита к установке сушки и измельчения осуществляется
конвейерным транспортом.
Сушка бентонита с влагой до 22% (по весу) выполняется в два этапа.
Предварительная сушка до влажности около 12.0 % (по весу) производится в
соответствующей сушильной установке. Второй этап сушки до окончательного
содержания влажности 3.5% (по весу) производится в вертикальной валковой
мельнице и сопровождается размолом и распределением по размерам измельченного
продукта. Необходимый горячий воздух для сушильной установки и валковой
мельницы вырабатывается генератором горячего газа. Измельченный бентонит
разгружается с верхнего конца валковой мельницы воздушным потоком и
сепарируется в рукавном фильтре. Разгрузка из рукавного фильтра осуществляется
с помощью шнекового транспортёра в бункер измельченного бентонита. Оттуда сухой
и измельченный бентонит подается в расходные бункера бентонита, находящиеся в
отделении смешивания шихтовых материалов.
Участок смешивания включает в себя расходные бункера для концентрата,
измельченных связующих материалов / добавок, а также дозирующее оборудование и
смесители. Концентрат и связующий материал поступают посредством дозирующего
оборудования в смеситель для смешивания концентрата с бентонитом.
Измельченный бентонит подается в бункера на участке смешивания
посредством пневмотранспорта. Перемешанные шихтовые материалы поступают с
ленточного конвейера в расходные бункера шихты при помощи плужковых
сбрасывателей. Производство сырых окатышей происходит в тарельчатом
окомкователе. Сырые окатыши разгружаются из тарельчатых окомкователей на
роликовые грохота. Каждый тарельчатый окомкователь имеет индивидуальный
роликовый грохот, где отсеивается мелкий некондиционный класс окатышей и
возвращается в бункера шихты над тарельчатыми окомкователями. Далее сырые
окатыши транспортируются далее по роликовому грохоту. Такие окатыши, наряду с
окатышами более крупного класса, поступают на сборный конвейер и
транспортируются к двухъярусному роликовому грохоту перед обжиговой машиной.
Мелочь и крупные сырые окатыши с нижнего потока двухъярусного роликового
грохота, расположенного перед станцией загрузки обжиговой машины,
транспортируются совместно с мелочью от тарельчатых окомкователей обратно в
бункера шихты. Сырые окатыши подвергаются тепловой обработке и обжигаются на
машине конвейерного типа "Lurgi"
с полезной площадью 768 м² (ширина 4 м и длина эффективной площади 192 м).
Обжиговая машина состоит из непрерывной замкнутой ленты тележек, которые
постоянно перемещаются по замкнутому контуру. Для предотвращения резкого
теплового воздействия на металлоконструкции и колосники тележек (для
предотвращения их преждевременного износа) применяется донная и бортовая постель
из обожженных окатышей. Бортовая постель обеспечивает защиту бортов тележек и
помогает избежать так называемого "эффекта боковых стенок".
Накопительный бункер донной и боковой постели установлен в загрузочной части
обжиговой машины. Высота донной постели на обжиговых тележках регулируется с
помощью электроприводного донного шибера. Стандартная высота слоя донной
постели - 80 мм. Процесс обжига происходит посредством сжигания природного газа
в следующих технологических зонах обжиговой машины: сушка окатышей; подогрев;
обжиг; рекуперация; охлаждение. Обожженные и охлажденные окатыши разгружаются с
обжиговой машины в разгрузочный бункер, установленный на весовых датчиках,
откуда окатыши поступают на распределительный желоб транспортировки к системе
грохота.
Грохот состоит из 2 ярусов с ситами размером 9 и 16 мм. Ярус с ситом
размером 16 мм предохраняет окатыши находящиеся на нижнем ярусе от возможных
повреждений слипшимися комками. Фракция менее 9 мм транспортируется ленточным
конвейером на участок транспортировки продукции.
Материал донной и бортовой постели должен иметь равномерный
гранулометрический состав для улучшения проницаемости донной постели, что
снижает перепад давления и потребление электроэнергии. Фракция 9-16 мм наиболее
соответствует данным требованиям. Соответствующие окатыши с нижнего яруса
грохота направляются на перепускной желоб. Разгрузка с перепускного желоба
контролируется электроприводным шибером, расположенным непосредственно под
самим желобом.
Отгрохоченные окатыши для донной и бортовой постели транспортируются
ленточными конвейерами к бункеру постели на загрузочную часть обжиговой машины.
Уровень постели в бункере регулируется скоростью конвейера.
Избыточное количество окатышей фракции 9-16 мм, ненужных для
использования в качестве постели, направляется на ленточный конвейер продукта
на участок транспортировки продукции, где он смешивается с остальными товарными
окатышами. Весы, установленные на ленточных конвейерах продукта, определяют
общий вес готовых окатышей в час.
Для первоначального наполнения бункера постели устанавливается бункерный
питатель. Окатыши загружаются через данный питатель и по ленточным конвейерам
подаются в бункер постели.
Товарные окатыши подаются по ленточному конвейеру на перегрузочный узел,
где смонтирована автоматическая пробоотборная станция для окатышей.
Распределительное устройство, установленное на перегрузочном узле, позволяет
подавать поток товарных окатышей либо на склад окатышей емкостью 60 тыс. тонн,
либо непосредственно на станцию погрузки в вагоны. Подача товарных окатышей на
склад окатышей осуществляется ленточным конвейером c разгрузочной тележкой и
штабелеукладчиком. Забор окатышей из штабеля осуществляется стреловым роторным
заборщиком, который подает материал на конвейер и далее в бункер станции
отгрузки вагонов. Системы загрузки окатышей в вагоны оснащены дозирующими
бункерами для взвешивания материала. Под бункерами отгрузки вагонов установлены
железнодорожные платформенные весы. Система отгрузки позволяет производить
одновременную погрузку окатышей по одному вагону на каждом пути.
Технологическая
схема производства окатыша железорудного
Заключение
ОАО "Стойленский ГОК" является крупнейшим предприятием черной
металлургии: 12 % производства товарной руды по России. Акционером Стойленского
ГОКа является ОАО "Новолипецкий металлургический комбинат".
Стойленское месторождение разрабатывается открытым способом, вскрыто
группой траншей. Система разработки - с внешним отвалообразованием. Рыхлые
отложения разрабатываются роторным комплексом и экскаваторами цикличного
действия, скальная вскрыша, богатая руда и железистые кварциты добываются
экскаваторами цикличного действия с предварительным рыхлением буровзрывным
способом. Вывозка горной массы из карьера осуществляется автомобильным,
железнодорожным и конвейерным транспортом.
Технологическая схема переработки богатых руд включает три стадии
дробления и грохочения с выделением агломерационной руды, а обогащение
железистых кварцитов (магнетитовых) - три стадии дробления с замкнутым циклом в
последней стадии, трехстадиальное измельчение, магнитную сепарацию, дешламацию,
обезвоживание концентрата на вакуум-фильтрах. Гидротранспорт хвостов обогащения
- напорно-самотечный. Используется оборотное водоснабжение.
Железорудная продукция ОАО "Стойленский ГОК" предназначена для
переработки на металлургических предприятиях.
ОАО "Стойленский ГОК" успешно реализует проекты реновации и
технического перевооружения, что обеспечивает ежегодно повышение эффективности
производства.
Перспективным направлением развития предприятия является строительство
фабрики окомкования железорудного концентрата мощностью 6,0 млн. тонн в год.
Общий объем инвестиций в развитие Стойленского ГОКа, включая
строительство фабрики окомкования, в период с 2011 по 2015 г.г. составит 41
млрд руб.
Расширение производства железорудного сырья соответствует стратегии
компании направленной на обеспечение самообеспеченности в основных видах сырья.
Проектом предусматривается строительство фабрики и развитие отдельных объектов
инфраструктуры предприятия, обеспечивающих фабрику сырьем для получения
высококачественных окатышей с содержанием железа около 65%. Для обеспечения
фабрики окомкования сырьем в необходимом количестве, планируется на 30%
увеличить добычу руды на действующем карьере Стойленского ГОКа в сравнении с
объемами 2011 года.
Начиная с 2015 года среднегодовой объем производства товарного
железорудного сырья на Стойленском ГОКе составит: железная агломерационная руда
- 2 млн. т, железорудный концентрат - 11 млн. т, железорудные окатыши - 6 млн.
т, что полностью обеспечит потребности производственной площадки НЛМК в
железорудном сырье.