|
Флокеночувствительность:
|
чувствительна.
|
|
Склонность
к отпускной хрупкости:
|
склонна.
|
Физические свойства:
• T - Температура, при которой получены
данные свойства, [Град]
• E - Модуль упругости первого рода,
[МПа]
• a - Коэффициент температурного
(линейного) расширения (диапазон 20o - T ) , [1/Град]
• l - Коэффициент теплопроводности
(теплоемкость материала) , [Вт/(м·град)]
• r - Плотность материала , [кг/м3]
• C - Удельная теплоемкость материала
(диапазон 20o - T ), [Дж/(кг·град)]
• R - Удельное электросопротивление,
[Ом·м]
.2 Выбор и обоснование вида заготовки
Заготовкой для Детали "Палец" является
прокат горячекатаный.
.3 Выбор технологических баз
Выбор технологических баз решается одновременно
с выбором метода получения заготовки. Первые операции - создание чистовых баз
для чего в заготовке предусматриваются черновые поверхности.
Выбор схемы базирования зависит от
конструкторских и технологических требований. Выбранная схема в значительной
степени предопределяет последовательность обработки, конструкцию
приспособления, достижение заданной точности, производительность.
При разработке технологического процесса для
каждой операции выбирается исходные (определенные) базы и проставляются
исходные, (операционные) размеры. Это наиболее ответственный этап разработки
технологического процесса и проектирования приспособлений.
При выборе баз руководствуются следующими
рекомендациями: соблюдение принципа единства баз, т.е. по возможности
обеспечивать совмещение технологической и конструкторской баз. Это значит
задавать положение обрабатываемой поверхности по возможности теми же размерами,
которые проставлены на чертеже детали.
Отступление от этих правил приводит к
ужесточению допусков на исходные размеры, так как вместо конструкторских
размеров приходится вводить технологические размеры, на которые назначаются
меньшие допуски. Во-вторых, технологическая база, по возможности, должна
обеспечивать неизменность положения заготовки в процессе её обработки, т.е.
должна быть постоянной.
Способ базирования заготовки (детали)
определяется, в основном, её формой. Используются типовые способы базирования
заготовок, включающие в себя поверхности или совокупность поверхностей трех
видов: плоскость, цилиндрическое отверстие и цилиндрическая наружная
поверхность,
.4 Технологический процесс, технологический
маршрут
Важным условием получения точности размеров и
взаимного расположения поверхностей детали является правильный выбор
технологических баз. Технологической базой называют поверхность определяющую
положение детали или сборочной единицы в процессе их изготовления. Различают
установочные и измерительные базы. Установочной базой называется одна или
одновременно несколько поверхностей заготовки, по которым она устанавливается в
приспособление Поверхности от которых производятся отсчет размеров при обработки
детали называются измерительными базами. Такие базы обычно предусматриваются
простановкой размеров на чертеже соответственно предполагаемой
последовательности обработки поверхности детали.
Базы могут быть черновые (необработанные) и
чистовые (обработанные) Принятые установочные базы должны обеспечить правильное
взаимное расположение поверхностей детали и надежное закрепление ее в процессе
обработки.
Окончательную обработки поверхностей с точным
взаимным расположением следует вести от одной и той же единой установочной базы
согласно этому правилу обработку указанных поверхностей можно вести за одну или
несколько установок, но обязательно от одной установочной базы. Установочная
база должна обеспечить постоянное продольное положение .
Установочные базы- поверхности, а также линии и
точки, служащие для установки заготовки на станке и ориентирующие ее
относительно режущего инструмента.
Основные установочные базы- это поверхности,
которые ориентируют заготовки (обрабатываемые детали) на станке и определяют положение
готовых деталей в машине относительно других сопрягаемых деталей при ее работе.
Вспомогательные установочные базы- это
поверхности, которые ориентируют заготовки деталей на станке; они не имеют
особого значения для работы машины.
Измерительные базы- поверхности, линия или
точка, от которых производят отсчет размеров.
При выборе черновых установочных баз
руководствуются следующими правилами: базовые поверхности должны быть по
возможности ровными и чистыми, базовые поверхности не должны изменяться относительно
других поверхностей, за базы рекомендуется принимать или вообще не подвергаемые
обработке.
В качестве чистовых установочных баз следует
выбирать основные базы, что обеспечивает большую точность обработки, которую
необходимо вести с соблюдением принципа постоянства баз, при этом стремится
совмещать установочные и измерительные базы.
Технологический процесс обработки детали
"Палец"
Установ А
Установить заготовку в 3-х кулачковый патрон и
закрепить её.
• Подрезать торец /Резец проходной
отогнутый ,ВК-8
• Точить ø26±0.02
на
L=92
Резец проходной прямой,Т15К10,ШЦ-1
• Точить ø20JS6,на
L=40(30+13-3)=40
Резец проходной прямой,Т5К10, гладкая калибр
скоба
Резец проходной отогнутый ВК-8, ШЦ-1
• Точить канавку 1) ø13,5
, L=3 2) ø19, L=3
Резец канавочный, ВК8, ШЦ - 1
• Отрезать деталь , L=92
Резец отрезной , Т5К10,ШЦ-1
• Точить фаску 1,6х45°
Резец проходной с отогнутой головкой ВК8
• Нарезать резьбу на ø13,5-М16х1,5
Плашка , резьбомер
Установ Б
Переставить деталь в 3-х кулачковый патрон и
закрепить её
• Точить торец ø26,
L=87±0,02
Резец проходной отогнутый , ШЦ-2
• Точить ø26, L=34
Резец проходной прямой , Т5К10, ШЦ-2
• Точить ø20JS6 на
L=13
Резец проходной прямой, Т5К10, ШЦ-1
• Точить канавку ø18,
L=3, выдерживая
размер 19
Резей канавочный , Т5К10, калибр-скоба
• Точить фаску : 1х45°, 0,6х45°
Резец проходной отогнутый Т15К10
• Отрезать деталь на L=87±0.02
Резец отрезной Т5К10, ШЦ-2
Установ С
Установить деталь на вертикально-фрезерный
станок в делительную головку и закрепить ее
• Фрезеровать шпоночный паз, на ø16,
h=2, L=13
Фреза концевая, Р6М5, калибр-скоба
• Контроль: Проверить все размеры детали
на их соотношениях по чертежу.
2.5 Выбор
оборудования
Обработка детали "Палец" ведется на
оборудовании: ТВС 16К20 и вертикально - фрезерном станок 675П
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 относится к
группе токарных-лоботокарных, подгруппе токарно-винторезных.
Станок токарный универсальный 16К20
Станок производился с 1973 года на Московском
станкостроительном заводе "Красный
пролетарий". Основной универсальный токарно-винторезный станок
машиностроения. Предназначен для выполнения разнообразных токарных работ, в том
числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и
архимедовой спирали. Станки 16К20 выпускаются на многих станкостроительных
заводах и широко используются в промышленности стран бывшего СССР.

Рис.2.4 Токарный станок 16К20
Технические характеристики станка
Наибольший диаметр обрабатываемой заготовки над
станиной 400 мм
Наибольший диаметр точения над поперечным
суппортом 220 мм
Наибольший диаметр обрабатываемого прутка 50 мм
Наибольшая длина обрабатываемого изделия 710,
1000, 1400, 2000 мм
Предел числа оборотов шпинделя 12,5-1600 об/мин
Пределы подач - продольных 0,05-2,8 мм/об -
поперечных 0,025-1,4 мм/об
Наибольшее усилие, допускаемое механизмом подач
на упоре - продольное 800 кгс - поперечное 460 кгс
Наибольшее усилие, допускаемое механизмом подач
на резце - продольное 600кгс - поперечное 360 кгс
Мощность электродвигателя главного движения 11
кВт
Габариты станка - длина 2505, 2795, 3195, 3795
мм - ширина 1190 мм - высота 1500 мм
Масса станка - 2835, 3005, 3225, 368
Применения универсального фрезерного станка 675П
Инструментальный широкоуниверсальный фрезерный
станок повышенной точности модели 675П предназначен для фрезерования деталей
цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального
шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального
шпинделя, который при необходимости может быть повернут под углом.
Обрабатываемая деталь может быть установлена на
основном столе с вертикальной рабочей плоскостью или на угловом столе с
горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь
может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут
быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную
головки и комплект вспомогательного инструмента, можно выполнять на станке
расточные, сверлильные и долбежные работы. Подробное описание этих устройств
приводится ниже.
К станку прилагается удобный для пользования
инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть
значительно расширены применением принадлежностей и приспособлений,
поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и
расточных работ с высокой точностью, которая может быть достигнута, если станок
установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%,
если вблизи станка нет источников тепла и вибрации. На станке можно выполнять,
также, сверление и рассверливание, долбление, центрование, цекование,
зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и
поворотного вертикального, а также большого количества принадлежностей к
станку, делает его широкоуниверсальным и удобным для работы в инструментальных
цехах машиностроительных заводов при изготовлении приспособлений, инструмента,
рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач,
наличие механических подач и быстрых перемещений обеспечивают экономичную
обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном
производстве в инструментальных и механических цехах машиностроительных
предприятий.
Класс точности станка П.
Преимущества использования широкоуниверсального
фрезерного станка 675П:

Рис.2.5 Фрезерный станок 675П
Технические характеристики:
Станки модели 675П предназначены для
горизонтального и вертикального фрезерования цилиндрическими, дисковыми,
фасонными, торцевыми, концевыми и другими фрезами. Применяется в
инструментальных и экспериментальных цехах крупносерийного производства, а
также в мелкосерийном и единичном производстве
Класс точности по гост8-71 и н70-11 П
Расстояние от оси горизонтального шпинделя до
рабочей поверхности углового горизонтального стола наименьшее/наибольшее 80/380
Расстояние от торца вертикального шпинделя до
рабочей поверхности углового горизонтального стола наименьшее/наибольшее 0/380
Расстояние от торца станины до оси вертикального
шпинделя наименьшее/наибольшее 130/330
Расстояние от торца горизонтального шпинделя до
торца серьги 210
Вес станка без принадлежностей 770
СУППОРТ
Наибольшее перемещение продольное/вертикальное
320/300
Цена одного деления лимба 0,05
Перемещение на один оборот лимба
продольное/вертикальное 0,5/2,5
СТОЛ
Рабочая поверхность 500х200
Число т-образных пазов 2
Ширина т-образных пазов 14
Расстояние между т-образными пазами 100
УГЛОВОЙ СТОЛ
Рабочая поверхность 630х200
Число т-образных пазов 3
Ширина т-образных пазов 14
Расстояние между т-образными пазами 50
ШПИНДЕЛЬНАЯ БАБКА
Наибольшее перемещение 200
Цена одного деления лимба 0,05
Перемещение на один оборот лимба 5
.6
Выбор
режущего инструмента
Для достижения требуемых размеров, формы и
точности изделия с заготовки снимаются (последовательно срезаются) слои
материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в
результате относительного перемещения контактируют друг с другом, происходит
врезание рабочего элемента резца в слой материала и последующее его срезание в
виде "стружки. Рабочий элемент резца
представляет собой острую, который врезается в слой материала и деформирует
его, после чего сжатый элемент материала скалывается и сдвигается передней
поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении
резца процесс скалывания повторяется и из отдельных элементов образуется
стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки,
материала заготовки, относительного расположения резца и заготовки,
использования "СОЖ и других причин.
В процессе работы резцы подвержены )"износу (режущие кромки притупляются, а у
резцов с твердосплавными пластинками наблюдается выкрашивание режущей части),
поэтому осуществляют их "переточку.
Для изготовления детали "Палец"
применяется следующий режущий инструмент:
• Резец проходной упорный - для обработки
размеров
• ø20. ø26. ø20

Рис.2,6 Резец
проходной упорный
• Резец проходной отогнутый - для
обработки размеров
• 87. 31. 30

Рис. 2.7 Резец
проходной с отогнутой головкой
.Сверло центровочное-для центрованные детали

Рис.2.7 Центровочное
сверло
.Резец отрезной- для обработки размеров
2. 3ø19. 3ø19. ø3. ø18.
ø18. ø13,5
.Резец резьбовой-для нарезания наружной резьбе
.М161,5

Рис. 2.8 Резец
для нарезания резьбе
.Фреза- для обработки размеров
. 5. 14.

Рис. 2.9.Фреза
концевая

Рис. 2.10
Точение канавки
выбор мерительного инструмента
Для контроля размеров детали "ПАЛЕЦ"
были применеены следующие мерительные инструменты:
ШЦ-I - штангенциркуль с двусторонним
расположением губок для измерения наружных и внутренних размеров и с линейкой
для измерения глубин.

Рис. 2.11 Штангенциркуль
Микрометр - служит для измерения наружных
размеров точно обработанных изделий. Точность измерения микрометром составляет
0,01 мм. Микрометры выпускаются с верхними пределами измерений: 0-25; 25-50;
75-100; 125-150; 175-200; 225; 275; 300; 400; 600; 700; 800; 900; 1000; 1200;
1400; 1600 мм. Увеличение пределов измерений у микрометров свыше 300 мм
достигается с помощью сменных или регулируемых пяток. Действие микрометра
основано на перемещении винтовой пары (винт-гайка).

Рис. 2.12 Микрометр
Калибр кольцо - Рабочие резьбовые калибры для
цилиндрических резьб поставляются комплектом и состоят из двух штук:
"проходной" ПР и "непроходной" НЕ.
ПР- контролирует наибольший средний диаметр
(приведенный средний диаметр) и, одновременно, наибольший внутренний диаметр
резьбы;
НЕ - контролирует наименьший средний диаметр
резьбы. Допускается навинчивание калибра до двух оборотов.
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
При изготовлении детали "Палец"
применяется вспомогательный инструмент для установки заготовки и режущих
инструментов:
трехкулачковый патрон
центр вращающийся
УДГ - универсально - делительная головка
На токарных станках применяют двух-, трех- и
четыре кулачковые патроны с ручным и механизированным приводом зажима. В двух
кулачковых самоцентрирующихся патронах закрепляют различные фасонные отливки и
поковки; кулачки таких патронов, как правило, предназначены для закрепления
только одной детали. В трехкулачковых самоцентрирующих патронах закрепляют
заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В
четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного
сечения, а в патронах с индивидуальной регулировкой кулачков - детали прямоугольной
или несимметричной формы. Наиболее широко
применяют трехкулачковый самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и
3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого
диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены
нижние выступы кулачков, а на другой - нарезано коническое зубчатое колесо,
сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом
одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается
и посредством спирали перемещает одновременно и равномерно все три кулачка по
пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки
приближаются к центру патрона или удаляются от него, зажимая или освобождая
деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения
износостойкости закаливают. Различают кулачки крепления заготовок по внутренней
и наружной поверхностям; при креплении по внутренней поверхности заготовка
должна иметь отверстие, в котором могут разместиться кулачки.
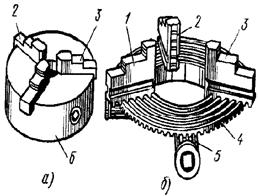
Рис.2.13 Трех
кулачковый патрон -для зажима круглых деталей
Изобретение относится к машиностроению, в
частности к приспособлениям для обработки полых изделий, и может быть
использовано при установке и закреплении по внутреннему диаметру тяжелых полых
цилиндров и труб при наружной обработке и отрезке.

Рис.2.14
Вращающийся центр
Горизонтальное, станочное приспособление,
является важной принадлежностью фрезерных и координатно станков. Применяется
для периодического поворота заготовки (деление) на равные или неравные углы,
например нарезание зубьев, фрезерования многогранников, впадин между зубьями
колёс, канавок режущих инструментов; для более точного перемещения стола (например
при изготовлении зубчатых реек) и т. п., а также для беспрерывного вращения
заготовки согласованно с продольной (осевой) подачей (например, при нарезании
спиральных канавок у свёрл, зенкеров и т. п.,или при фрезеровании косозубых
зубчатых колёс). Заготовки закрепляются в патроне, длинные - с упором центра
задней бабки и использованием люнета.

3. Расчетная часть
.1 Расчёт полей допусков
В соединении двух деталей, входящих одна в
другую, различают охватывающую и охватываемую поверхности соединения. Если
охватывающая и охватываемая поверхности являются круглыми цилиндрическими
поверхностями, то соединение называется гладким цилиндрическим. Если
охватывающая и охватываемая поверхности образованы двумя параллельными
плоскостями каждая, то соединение называется плоским с параллельными
плоскостями. У цилиндрических соединений охватывающая поверхность носит общее
название отверстие, а охватываемая вал. Номинальным размером называется
основной размер, определенный исходя из функционального назначения детали и
служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих
соединение, номинальный размер называется номинальным размером соединения.
Действительным размером называется размер, полученный в результате измерения с
допустимой погрешностью.
Предельными размерами называются два предельных
значения размера, между которыми должен находиться действительный размер.
Большее из них называется наибольшим предельным размером, меньшее - наименьшим
предельным размером.
Схема расположения полей допусков
Отклонением размера называется алгебраическая
разность между размером и его номинальным значением. Отклонение является
положительным, если размер больше номинального, и отрицательным, если размер
меньше номинального.
Действительным отклонением называется
алгебраическая разность между действительным и номинальным размерами.
Верхним предельным отклонением называется
алгебраическая разность между наибольшим предельным размером и номинальным, а
нижним предельным отклонением - алгебраическая разность между наименьшим
предельным размером и номинальным.
Допуском размера называется разность между
наибольшим и наименьшим предельными размерами.
Нулевой линией называется линия, соответствующая
номинальному размеру, от которой откладываются отклонения размеров при
графическом изображении допусков и посадок. Положительные отклонения
откладываются вверх от нулевой линии, отрицательные - вниз.
Полем допуска называется интервал значений
размеров, ограниченный предельными размерами; оно определяется величиной
допуска и его расположением относительно номинального размера. На схеме поле
допуска изображается зоной между линиями, соответствующими верхнему и нижнему
предельным отклонения.
Посадкой называется характер соединения деталей,
определяемый величиной получающихся в нем зазоров или натягов. Посадка
характеризует большую или меньшую свободу относительного перемещения
соединяемых деталей или степень сопротивления их взаимному смещению. Зазором
называется положительная разность между размерами отверстия и вала (размер
отверстия больше размера вала).
Натягом называется положительная разность между
размерами вала и отверстия до сборки деталей (размер вала больше размера отверстия.
20js6=20 ±0,065 max -
20.065- 19.93520= 0.013
±0.02 max
- 87.02- 86.9887= 0.04
±0.02 max
- 26.02- 25.9826= 0.04
±0.02
max - 14.02- 13.9814= 0.04
-0,2
Nom=17
max=17=16,8
D =0,2
.2 Расчёт режима резания
Палец
• Материал : Ст 18хг
Ст 18хг - конструкционная качественная сталь
содержащая хрома до 1% , марганца 1% и углерода 0,18% .
• Определение глубины резания
D=d+h=26+4,0=30, мм=26+3,5=29,5=30, мм=3,5,мм
-
припуск1=1,5 i2=0,5 - количество проходов, S=0,4мм/об-
размер черновой обработки , мм- размер чистовой обработки , мм
А.
Токарная обработка размера Ø30-0.052 1.Расчет
глубины резания

-глубина
резания в мм.
L1=1,5мм. L2=0,5мм. L- количество
переходов
ST= 0,4-0,5 ST- подача по
таблице Sn=0,4об/мин
2.скорость резания по таблице
Vt=176 м/мин Vt -скорость
подачи табличная 3. Расчёт скорости резания
p= Vt
∙ K1∙ K2 ∙ K3 ∙ K4
∙ K5 К61=1,3 K2=1 K3=0,81 K4=0,8 K5=0,8
К6=1,20
K1-характеризует
группу обрабатываемого материала
K2-коэффициент
станка обрабатываемой поверхности
K3-коэффициент,
зависимости от угла в плане
K4-стойкость
режущего инструмента
K5- отношение
малого диаметра d к большому D во время
поперечного сечения, отрезания и точения кольцевых канавок
Vp=176∙1.3∙1∙0,81∙0,8∙0,8
1,20=142м/хв.
Np= 
nn=800об/хв
Vp= =
= =63м/мин.
=63м/мин.
Расчёт потребления мощности станка
= квт
квт
z-сила
резания кгс V-действительная
скорость резания, м/мин
Pz=
K∙t∙S
K=178м/с.
К-коэффициент силы резания
z=
178∙1,75∙0,4=124,6 N= p=8
p=8 n=28%
n=28% 
Вывод : для обработки ø26
мощность
станка используется на 28%
Таблица 3.1. Режимы резания на фрезерном станке
|
Обработываемый
материал
|
Ширина
фрезерования
|
Подача
Sz
|
Глубина
фрезерования t=мм
|
скорость
v-м(мин.)
|
частота
вращения шпинделя h-об/мм
|
мощность
N, квт
|
|
18
ХГ
|
5
|
0,04
|
2
|
48
|
650
|
0,8
|
В= 5 ммz= 0,04 мм/зуб= 2мм= 48м/мин
4. Охрана труда
1. Требования безопасности перед началом работы
.1. Проверить наличие и исправность ограждений в
опасных местах, а также заземление и зануление станков.
.2. Проверить наличие необходимого инструмента,
приспособлений, их исправность.
.3. Проверить станки на холостом ходу, при этом убедиться
в исправности:
.3.1. органов управления электрических кнопочных
устройств, тормозов, фиксации рычагов включения и переключения, исключающих
возможность самопроизвольного переключения с холостого хода на рабочий;
2.3.2. убедиться в том, что системы смазки и
охлаждения работают бесперебойно.
.4. При установке режущего и сверлильного
инструмента проверить:
2.4.1. правильность заточки инструмента для
обработки данного материала;
.4.2. прочность крепления оправки и фрезы;
.4.3. крепление сверла в патроне и правильность
центрирования его с осью шпинделя станка. Применять сверла с правильной
заточкой.
2.5. Надежно и прочно закреплять обрабатываемые
материалы и заготовки на станках, пользуясь при этом безопасными
приспособлениями.
.6. Перед началом работы станочник обязан:
.6.1. проверить исправность станка, инструментов
и вспомогательных приспособлений;
.6.2. проверить наличие и исправность
ограждений, заземляющих и зануляющих устройств.
3. Требования
безопасности во время работы
.1. Во время работы станка следить за
надежностью крепления оградительных и предохранительных устройств и не снимать
их. 3.2. Если на металлических частях станка обнаружено напряжение (ощущение
тока), электродвигатель работает на две фазы (гудит), заземляющий провод
оборван или обнаружены другие неисправности электрооборудования, немедленно
остановить станок и доложить мастеру или начальнику цеха о неисправностях; без
его указаний к работе не приступать.
.3. Не брать и не подавать через работающие
станки какие-либо инструменты.
.4. Снимать и одевать ремни на шкивы только
после полной остановки станков.
.5. Перемещение ремней по ступенчатым шкивам и
на ходу допускается только с применением переводок.
.6. При захвате обтирочного материала
вращающимися частями станка или деталями не пытаться их вытянуть, а остановить
станок и освободить захваченные предметы, поворачивая при этом патрон вручную,
если это возможно.
.7. Обязательно остановить станок и выключить
электродвигатель:
3.7.1. при уходе от станка даже на короткое
время;
.7.2. при временном прекращении работы;
.7.3. при уборке, смазке, чистке станков;
.7.4. при перерыве в подаче электроэнергии;
.7.5. при обнаружении какой-либо неисправности в
оборудовании;
3.7.6. при подтягивании болтов, гаек и других
соединительных деталей станка.
.8. Не допускается класть на станки инструменты,
заготовки, так как они могут упасть и травмировать рабочего.
.9. Меры безопасности на токарных станках:
.9.1. Устанавливать на станок только исправный
инструмент, надежно и правильно закреплять его, чтобы во время работы он не мог
вырваться.
3.9.2. Аккуратно обращаться с твердосплавными
резцами при заточке и процессе резания, а также предохранять резцы от ударов,
так как твердые сплавы обладают повышенной хрупкостью.
.9.3. Резец должен устанавливаться по центру
обрабатываемой детали. Установка (навинчивание), снятие (свинчивание) патрона
или планшайбы со шпинделя производится при ручном вращении патрона. Не
свинчивать патрон (планшайбу) внезапным торможением шпинделя.
.9.4. Не пользоваться зажимными приспособлениями,
если изношены рабочие плоскости кулачков или губок.
.9.5. При закреплении деталей в центрах:
протереть и смазать центровые отверстия;
не применять центры с изношенными или забитыми
конусами; - следить за тем, чтобы размеры токарных центров соответствовали
отверстиям обрабатываемой детали;
не затягивать туго задний центр, надежно
закреплять заднюю бабку и пиноль.
3.9.6. При обработке длинных и тонких деталей в
центрах (более 10-12 диаметров), необходимо пользоваться люнетом.
.9.7. При обработке пруткового материала конец
прутка, выступающий из шпинделя, ограждать на всю длину. Ограждение должно быть
прочным, устойчивым и обеспечивать бесшумную работу.
.9.8. При нарезании резьбы плашками придерживать
клупп суппортом, а не руками.
.9.9. Во избежание травм из-за поломки
инструмента необходимо соблюдать следующее: - включать сначала вращение
шпинделя, а затем подачу, при этом обрабатываемую деталь следует привести во
вращение до соприкосновения ее с резцом, врезание производить плавно и без
ударов;
перед остановкой станка сначала отвести от
обрабатываемой детали режущий инструмент, выключив при этом подачу, а затем
выключить вращение шпинделя.
.9.10. Отводить инструмент на безопасное
расстояние при выполнении следующих операций;
центрировании деталей на станке;
зачистке, шлифовании деталей наждачным полотном;
- опиловке, шабровке, измерении деталей. При смене патрона и детали отводить
подальше заднюю бабку.
.9.11. Не тормозить вращение шпинделя, нажимая
рукой на вращающиеся части станка или детали.
.9.12. При отрезании тяжелых частей деталей или
заготовок не придерживать отрезаемый конец детали руками.
.9.13. При опиловке, зачистке и шлифовке
обрабатываемых деталей на станке: - не прикасаться руками или одеждой к
обрабатываемой детали; - стоять лицом к патрону, держать ручку напильника левой
рукой, не перенося правую руку за деталь;
запрещается пользоваться напильниками, шаберами
и другими инструментами, не имеющими деревянных ручек.
.10. Меры безопасности при работе на фрезерных
станках.
.10.1. Перед включением автоматической подачи
(самохода) подвести фрезу без ударов к материалу от руки и немного в него
врезать, затем включить самоход.
.10.2. Не останавливать станок без полного
выхода режущего инструмента с обрабатываемой детали.
.10.3. Запрещается на ходу станка:
проверка рукой чистоты обрабатываемой
поверхности детали и остроты режущих кромок фрезы;
удаление с режущей грани и из-под фрезы стружки;
измерение обрабатываемых деталей;
охлаждение фрезы мокрыми тряпками, придерживая
их рукой; - смазка и чистка станка;
подвод трубопровода эмульсионного охлаждения к
фрезе и его крепление.
.10.4. При смене фрезы или по окончании работы,
выбивая фрезу, придерживать ее рукой сбоку, а не с торца.
3.10.5. Сборные
фрезы должны иметь устройства, предотвращающие вылет вставных зубьев во время
работы фрезы.
.10.6. Вращающаяся головка затяжного винта
(шомпола) у горизонтально-фрезерного станка опасна, особенно при небольших
расстояниях между станками, так как она может захватить одежду рабочего.
Поэтому надо быть осторожным, когда обходишь работающий станок сзади.
.10.7. Запрещается применять тиски со
сработанной насечкой губок.
3.11. Меры безопасности при работе на
сверлильных станках.
.11.1. Для замены обрабатываемых изделий без
остановки станка нужно пользоваться специальными приспособлениями - поворотными
столами, кондукторами, обеспечивающими безопасную работу.
.11.2. Во избежание захвата вращающимися частями
сверлильного станка запрещается: - надевать ремни передач при включенном
электродвигателе; - пользоваться патронами, инструментами и приспособлениями,
установленными в шпинделе станка и имеющими выступающие части; - поправлять
патрон и сверло, а также снимать с них стружку и прикасаться к ним руками во
время вращения.
.11.3. Сверление тонких планок, полос производить
с применением, соответствующих упоров, подкладок из дерева, или в машинных
тисках. При сверлении мелких деталей необходимо удерживать их ручными тисками.
3.11.4. Во избежание поломки сверла и ранения
рабочего осколками необходимо: - сверло к обрабатываемому изделию подводить
только после включения станка, так, чтобы оно слегка коснулось поверхности
обрабатываемого изделия; перед сверлением центр отверстия наметить керном; -
при сверлении глубоких отверстий для удаления стружки, не останавливая станка,
периодически выводить сверло из сверлильного отверстия; - при сверлении
сквозных отверстий, когда сверло подходит к выходу, необходимо выключить
механическую подачу и досверливать отверстие с замедленной ручной подачей.
.11.5. Удалять стружку из просверленных
отверстий необходимо крючком, щеткой или магнитом после остановки станка и
отвода инструмента.
.11.6. При обработке деталей на сверлильном
станке не допускается: - придерживать обрабатываемую деталь руками;
тормозить станок нажимом руки на шпиндель или
патрон;
работать в рукавицах или перчатках;
проверять пальцем выход сверла снизу детали;
сдувать стружку со стола станка.
.11.7. При работе на сверлильном станке с
применением охлаждающей жидкости следует наносить ее на обрабатываемую деталь
специальной кисточкой.
.12. Меры безопасности при работе на строгальных
станках.
3.12.1. При работе на станке устанавливать
передвижные ограждения на всю длину хода стола.
.12.2. В процессе работы следить за исправностью
концевых переключателей (кулачков переключения), ограничивающих ход станка.
3.12.3. Во время работы на строгальном станке не
допускается: - входить в зону движения ползуна или стола;
складировать в зоне движения ползуна или стола
заготовки, готовые изделия, посторонние предметы;
вручную подавать суппорт поперечно-строгального
станка во время хода ползуна; - производить регулировку величины хода стола и
наладку кулачков переключения; - крепить деталь в тисках при расположении
зажимных губок параллельно ходу ползуна;
оставлять на столе станка инструмент, детали и
др.
.13. Меры безопасности при работе на
шлифовальных и заточных станках.
.13.1. Установка абразивных кругов на станках
должна производиться только специально проинструктированными наладчиками.
.13.2. Перед установкой круг тщательно
осматривается на отсутствие трещин. Пользоваться кругами, имеющими трещины или
выбоины, запрещается.
3.13.3. Круги абразивные должны иметь штамп или
наклейку об испытании - порядковый номер круга и подпись лица, ответственного
за испытание. Использование кругов без отметки об испытании запрещается. Данные
об испытании каждого круга записываются в журнал испытаний круга. 3.13.4. У
каждого заточного станка вывешивают табличку с указанием лица, ответственного
за эксплуатацию станка.
.13.5. У каждого станка вывешивают табличку с
указанием допускаемой работы окружной скорости используемых кругов и частоты
вращения шпинделя станка в минуту.
.13.6. Крепление круга при установке на шпиндель
разрешается производить только при помощи двух зажимных фланцев одинакового
диаметра. Диаметр зажимных фланцев должен быть не менее 1/3 диаметра круга.
Выступающая часть круга под фланцами не менее 10-12 мм.
3.13.7. Между фланцами и кругом с обеих сторон
необходимо устанавливать прокладки из эластичного материала (плотного картона,
резины и т.п.), толщиной от 0,1 до 1 мм в зависимости от диаметра круга.
.13.8. Затягивание гаек шпинделя производится
только гаечными ключами. Применение зубила и молотка для затягивания гаек
запрещается.
3.13.9. Перекатка испытываемых кругов по полу
запрещается.
.13.10. Вращающийся абразивный круг, выступающие
концы шпинделя и крепёжные детали ограждают защитными кожухами.
.13.11. Подручники должны иметь достаточную по
величине площадку для устойчивого положения обрабатываемого изделия. Зазор
между краем подручника и рабочей поверхностью шлифовального круга должен быть
не более 3 мм.
.13.12. При заточке инструмента не становиться
против вращающегося круга. Стоять разрешается вне опасности вращения круга
(камня)
3.13.13. При работе на станке подводить деталь
необходимо плавно, не допускать ударов детали о круг.
При обнаружении биения круга необходимо
остановить станок и установить неисправность.
.13.14. Работа боковыми (торцовыми)
поверхностями кругов допускается только в том случае, если эти круги специально
предназначены для данного вида работ.
.13.15. При заточке инструмент надежно держать в
руках, чтобы не допустить заклинивания его между подручниками и кругом.
.13.16. Во время работы заточных станков не
допускается:
зачищать круг и касаться его руками;
пользоваться неисправными и неиспытанными
кругами;
открывать защитные кожухи круга, вала, шпинделя,
шкива, ремня;
надевать, снимать и переводить ролики;
работать без подручника, защитного экрана или
очков, если станок не заземлен и не оборудован установкой для отсоса абразивной
пыли.
.13.17. Время испытания кругов должно быть
следующее: для кругов диаметром до 400 мм -не менее 2 минут, при работе с
кругом диаметром более 400 мм - не менее 5 минут.
Заключение
Выключить станок и электродвигатель. Привести в
порядок рабочее место: убрать стружку со станка, инструмент и приспособления,
сложить в отведенное место, аккуратно
Литература
1. Справочник молодого токаря,
- Зайцев Б.Г., Завгороднев П.И., Шевченко А.С. Издательство: Москва
"Высшая школа"-1977
. Токарь: Технология
обработки. 2-е изд., Автор: Багдасарова Т.А, Издательство: ИЦ Академия, 2010г.,
. Основы токарного дела -
Оглоблин А.Н, Издательство: Москва , 1967
. Технология механической обработки
на металлорежущих станках,- Г.М.Стискин, М.П.Ревнивцев, В.В.Томашенко,
М.М.Березко-Киев, Техника, 2005
. Современные инструментальные
материалы-В.В.Балацкий, А.М.Гуржий, В.П.Щербаков-К.Техника, 1999
. Френкель С.Ш. Справочник молодого
фрезеровщика, М. Высшая школа, 1978
. Сенькин Е.Н. и др. Основы теории и
практики фрезерования материалов, Л.Машиностроение, 1989
. Усачев П.А. Справочник
фрезеровщика- К. Техника