Разработка технологии экспортных поставок пакетированных пиломатериалов через ООО 'Порт Выборгский'
Разработка
технологии экспортных поставок пакетированных пиломатериалов через ООО
"Порт "Выборгский"
Оглавление
лиственница пиломатериал экспорт порт
Введение
. Обзор по
предприятию
. Технология
переработки лиственницы
. Технология
поставки пиломатериалов на экспорт
. Экология
.
Безопасность жизнедеятельности
.
Экономический раздел
Список
использованных источников
Введение
Объектом данной работы является разработка деревообрабатывающего участка
для производства террасной доски из лиственницы и технологии последующей
отгрузки готовой продукции в порту "Выборгский".
Цель работы - создание современного высокотехнологичного производства
пиломатериалов, удовлетворение высокого спроса иностранных потребителей на
пиломатериалы экспортного качества.
В настоящее время мировой рынок древесины показывает значительный рост.
Россия является ведущим поставщиком мирового рынка древесины.
На территории РФ расположено почти 25% мирового леса, общий запас
древесины составляет 82 млрд. куб. м при ежегодном допустимом объеме рубки в
размере около 0,5 млрд. кубов, из которых используются сегодня менее чем
четверть. В сфере внешнеэкономической деятельности Россия обеспечивает 40%
мирового экспорта круглого леса хвойных пород и 30% экспорта круглого леса
лиственных пород.
Поэтапным повышением экспортных пошлин на круглый лес государство
пытается стимулировать переработку древесины внутри страны. Одновременно
отменены экспортные пошлины на большинство видов продукции лесопереработки (340
видов).
В России в настоящее время проходит стадия реструктуризации всего
лесопильного производства. На смену промышленности, которая уже существенно
устарела, так как была введена еще в СССР, приходят современные технологии.
Происходит замена "отживших" мощностей на новые высокопроизводительные
линии. Реструктуризация наглядно показывает свои преимущества и выгодность для
вложения инвестиций.
Поставщики связывают свои перспективы с заграницей. Уже сейчас на экспорт
поставляется около 78% хвойных пиломатериалов и приблизительно 70% другой
древесины. Больше всех пока закупают страны СНГ - порядка 25%. Далее следует
Китай (20%) и государства Юго-Востока Азии - 19%. А вот Европа пока не слишком
охвачена. Туда поставляется меньше 18% экспорта. С каждым годом эти цифры
растут, но достаточно медленно. Россия имеет гигантский потенциал для
увеличения экспорта пиломатериалов на мировой рынок древесины. В Европе имеются
сильные конкуренты, которые отправляют свои лесоматериалы в разные страны мира.
Например, пиломатериалы, производимые финнами и шведами, считаются элитными
среди европейских потребителей. Главным преимуществом РФ в борьбе с ними в этом
сегменте может стать более доступная стоимость.
Еще одним существенным конкурентным преимуществом России является
возможность поставки на мировой рынок, и, в частности, в страны ЕС изделий из
уникальной по своим свойствам древесины из сибирской лиственницы.
1. Обзор по предприятию
Проектируемое предприятия предполагает производство террасной доски из
лиственницы и поставку ее на экспорт в страны Западной Европы.
Древесина лиственницы как в виде круглых лесоматериалов, так и в виде
пиломатериала пользуется устойчивым спросом на рынке Западной Европы. Причем
цены на лиственничную древесину практически не подвергаются сезонным колебаниям
и остаются стабильно высокими.
На сегодняшний день в нашей стране лиственница обоснованно претендует на
господствующее положение среди всех прочих пород, имеющих промышленное
значение. В России лиственница занимает самые большие территории 274 млн. га,
что составляет около 40% общей площади наших лесов, где сосредоточено 33% всех
запасов деловой древесины. Несмотря на то, что это дерево встречается в
большинстве регионов России, более всего ценится древесина лиственницы
сибирской (Larix sibirica). Это крупное хвойное летнезеленое дерево из
семейства сосновых. Диаметр ствола у комля может доходить до 2,5 м, а высота
достигать 50 м.
Одним из ключевых свойств лиственницы является высокая долговечность
дерева, даже при экстремальных условиях эксплуатации изделий из него. Причина
такой живучести - камедь, в большом количестве присутствующая в древесине и
защищающая ее от гниения. В соответствии с европейским стандартом EN 350-2:1994
лиственница относится к группе очень стойких к гниению пород, причем
биостойкость увеличивается с возрастом дерева, а самая биостойкая древесина
находится в комлевой части ствола. Сопротивляемость к гниению древесины любой
породы оценивается по отношению к биостойкости липы, которая принята за
единицу. Ядро лиственницы имеет показатель биостойкости 9,1 - самый высокий
среди пород, произрастающих на территории России. Сразу за лиственницей с
большим отрывом следует дуб - биостойкость 5,2.
Рассмотрим основные физические и механические свойства лиственницы.
Пористость. Для ранней древесины лиственницы пористость составляет 75,3%,
для поздней - 46,7%.
Влажность. В растущей лиственнице распределение влаги по периметру и
высоте ствола различно, особенно в заболонной и ядровой части древесины.
Содержание влаги уменьшается от заболони к ядру, что связано с анатомическим
строением лиственницы. Теоретическая максимально возможная влажность древесины
лиственницы - 114-139%, но практически древесина лиственницы никогда не
достигнет такой влажности, даже если долгое время пролежит в воде. Это связано
с наличием в ее макро и микрокапиллярах воздуха.
Объемный вес. Объемный вес древесины лиственницы колеблется в широких
пределах - от 0,49 до 0,56 г/см3, в значительной степени он зависит
от содержания поздней древесины: чем больше поздней древесины, тем больше
объемный вес. Соотношение ранней и поздней древесины по объемному весу говорит
о неравномерности строения древесины лиственницы, что вызывает ряд технических
сложностей ее обработки.
Гигроскопичность. Гигроскопичность ранней и поздней зон древесины
лиственницы почти одинакова, но период, в течение которого поздняя древесина
достигает предела гигроскопичности, в 1,5-2 раза больше. В начальный период
интенсивнее поглощает влагу из воздуха древесина с меньшим объемным весом.
Усушка и набухание. В явлениях усушки и набухания наиболее сильно
проявляется анизотропия свойств древесины лиственницы. Наибольшая усушка
наблюдается в тангенциальном направлении, меньше - в радиальном, а минимальная
- вдоль волокон. Помимо этого, поздняя древесина усыхает меньше ранней. Усушка и
набухание древесины лиственницы происходят не при любом изменении влажности, а
только в пределах гигроскопичности. При усушке массивной древесины суммарная
усушка в разных направления и зонах годичных колец выравнивается, но такое
выравнивание вызывает в древесине сложную систему внутренних напряжений:
растяжения, сжатия и скалывания на границах годовых слоев. Предотвратить эти
напряжения не удается, они снимаются сами собой спустя длительное время после
сушки.
Электрические свойства. Древесина лиственницы часто используется для
изготовления столбов линий связи, а также в качестве электроизоляционного
материала, так как обладает высокой биостойкостью и прочностью,
электропроводностью и диэлектрической проницаемостью.
Электропроводность. Древесина лиственницы является проводником
электрического тока во влажном состоянии и электроизолятором - в сухом. С
увеличением температуры и влажности электропроводность сильно повышается.
Электропроводность лиственницы вдоль волокон в 3-5 раз выше, чем поперек
волокон.
Диэлектрическая проницаемость лиственницы вдоль волокон выше, чем поперек
них, а в радиальном направлении выше, чем в тангенциальном.
Плотность. Древесина лиственницы плотнее сосновой на 25%, еловой - на
30%, пихтовой - на 45%, но она на 6-9% менее плотная, чем древесина бука, дуба
и ясеня. Таким образом, древесина лиственницы по плотности близка к древесине
твердолиственных пород и значительно превосходит древесину основных хвойных
пород. Плотность древесины повышается с увеличением доли поздней древесины. Ширина
годичных слоев как таковая не является признаком, определяющим плотность
древесины лиственницы.
Если рассматривать все породы, лиственница относится, пожалуй, к породам
средней плотности, ее плотность обычно 665 кг/м3, но при содержании
большого количества влаги в древесине плотность достигает максимального
значения и может увеличиться на 26-30%. При высыхании древесина склонна к
короблению и растрескиванию. При доведении влажности до 12% усушка древесины
лиственницы может составлять примерно 9% от первоначального объема ствола.
Прочность. Лиственничная древесина по сравнению с сосновой более прочная
при статическом изгибе, сдвиге, более износостойкая и твердая. По сжатию и
растяжению вдоль волокон лиственница превосходит сосну на 40%. Но сжатие поперек
волокон и местное смятие выдерживает хуже сосны. В среднеплотном насаждении
лиственница хорошо очищается от сучьев
Торцовая, радиальная и тангенциальная твердости лиственницы выше, чем у
основных хвойных пород, произрастающих на территории Российской Федерации, -
ели и сосны, но ниже, чем у дуба и ясеня.
Древесина лиственницы отличается высокой стойкостью к механическим
повреждениям и прочностью; по этим свойствам она сопоставима с дубом. В
конструкциях, работающих при значительных нагрузках, лиственница надежнее, чем
другие распространенные хвойные породы, и может конкурировать с
твердолиственными породами. Использование лиственницы в конструкциях и
сооружениях, где важным условием является не только прочность, но и масса
древесины, требует анализа имеющихся данных с учетом массы древесины, и в этом
случае приобретает значимость такой показатель, как прочность, приведенная к
плотности.
При сравнении средних значений качества древесины можно определить, что
при всех основных видах нагрузок у лиственницы и сосны показатели одинаковые, а
по торцовой твердости лиственница превосходит сосну на 15%. Таким образом, в
ответственных конструкциях можно использовать детали из древесины лиственницы,
если по массе они не отличаются от деталей из пихты, ели и сосны. Но, учитывая
высокую плотность древесины лиственницы, можно изготавливать детали меньшего
сечения, что дает значительную экономию древесины.
Механические свойства древесины обычно определяются при действии на нее
таких нагрузок, как растяжение, сжатие, сдвиг, изгиб, кручение.
Растяжение. При испытании древесины лиственницы на растяжение поперек
волокон выявляется ее незначительное сопротивление, оно во много раз меньше,
чем сопротивление при растяжении вдоль волокон. В радиальном направлении
прочность древесины лиственницы немного выше, чем при растяжении в
тангенциальном, что можно объяснить дополнительным сопротивлением, которое
оказывают сердцевинные лучи.
Сжатие. Хуже всего древесина лиственницы сопротивляется сжатию поперек
волокон в радиальном направлении. Сжатию вдоль волокон лиственница
сопротивляется лучше всего. Прочность на сжатие поперек волокон в
тангенциальном направлении у нее выше, чем в радиальном, что объясняется резкой
неоднородностью годичного слоя. На сопротивление сжатию вдоль волокон большое
влияние оказывает влажность.
Сдвиг. У лиственницы весьма невысокие показатели сопротивления скалыванию
вдоль волокон. При скалывании нет выраженного различия в прочности при действии
сил в радиальном и тангенциальном направлениях.
Раскалывание. У лиственницы невысокие показатели сопротивления
раскалыванию вдоль волокон, их значения почти одинаковы при раскалывании
древесины в радиальной и тангенциальной плоскостях, что отличает лиственницу от
других пород.
Изгиб. Древесина лиственницы хорошо сопротивляется изгибу. В разных зонах
годичного слоя наблюдается очень большое различие сопротивления на изгиб, что
обусловлено разным строением ранней и поздней зон древесины. Прочность на изгиб
в сухом состоянии в поздней части годичного слоя древесины в несколько раз
больше, чем в ранней. С повышением влажности прочность древесины снижается, и
разница между сопротивлением поздней и ранней зон годичного слоя уменьшается.
Прочность древесины лиственницы на статический изгиб в тангенциальном
направлении выше, чем в радиальном.
Ударный изгиб. Древесина лиственницы по сравнению с другими основными
хвойными породами обладает значительно более высокой прочностью и большим
сопротивлением на ударный изгиб.
Твердость. Твердость поздней древесины лиственницы значительно выше твердости
ранней. Статическая твердость лиственницы в торцовом направлении в 1,3 раза
больше, чем в радиальном и тангенциальном. Твердость древесины лиственницы по
Бринелю составляет 3,2 против 3,9 у дуба, а у сосны этот показатель не
превышает 2. Несмотря на то, что лиственница несколько мягче дуба, она, тем не
менее, превосходит его по механической прочности за счет плотной
"упаковки" годичных колец. Во многих случаях расстояние между темными
"зимними" и светлыми "летними" кольцами не превышает 1 мм.
Модуль упругости. У лиственницы очень высокий модуль упругости древесины
в сравнении с древесиной других хвойных, кроме того, по этому показателю она
превосходит многие лиственные породы.
Еще одно свойство лиственницы - относительно малая для дерева горючесть.
По данным исследований, проведенных специалистами МГУ леса, огнестойкость
лиственницы в два раза выше, чем у древесины сосны.
К другим достоинствам лиственницы следует отнести высокую ровность
ствола. Прямоствольность дерева имеет большое значение при переработке
древесины: более высок процент выхода качественных прямослойных пиломатериалов
при минимальных отходах.
Также древесина лиственницы обладает целебными свойствами. Фитонциды,
выделяемые древесиной, оказывают благотворное воздействие при астме, аллергии,
заболеваниях органов системы пищеварения.
Дерево не гниет, и подобно мореному дубу имеет свойство приобретать
дополнительную прочность в воде, поэтому изделия из лиственницы можно
использовать при отделке фасадов домов и открытых веранд, сооружении заборов,
мощении садовых дорожек и, как конструкционный материал для строительства дома.
По сопротивляемости истиранию лиственница превосходит дуб, что позволяет
изготавливать из нее различные материалы для напольных покрытий: половую доску,
паркет, плинтусы.
Лиственница имеет целый ряд особенностей, которые необходимо знать при ее
обработке. С одной стороны, высоко очищающиеся от веток стволы сибирской и
даурской лиственницы дают заметно больший выход деловой древесины, чем другие
хвойные породы. Объем древесины (ствол) составляет 77-82% всей биомассы дерева,
а ветви - всего 6-8% (для сосны: ствол- 65-77%, ветви- 8-10%; для дуба: ствол -
60-75%, ветви - 20%). Поэтому и сучковатость лиственницы заметно ниже, чем у
других пород. С другой стороны, лиственница часто бывает поражена комлевой
гнилью (в некоторых местах до 75% деревьев). Однако гниль распространяется на
высоту не более двух метров. Это снижает выход первоклассной древесины.
Снижение сортности пиловочника в основном происходит за счет сучков,
выходящих на поверхность, к тому же большей частью несросшихся. Для бревен
диаметром 18-22 см примерно у 80% сортиментов снижается сортность из-за сучков.
Наибольший процент бессучковых бревен (до 50%) встречается для более крупных
сортиментов- от 32 до 50 см. По причине стволовой гнили отбраковывается 7-8%.
По остальным порокам еще меньше.
Заготовители первыми сталкиваются с тем, что при обработке лиственницы
инструмент (бензомоторные пилы) засмаливается. Для того чтобы избежать этого
применяют пильные цепи особого профиля. Имеется в виду соотношение высот
скалывающих и подрезающих зубьев. Толщина срезаемой стружки при этом остается
приблизительно такой же, как и у сосны.
В наибольшей степени с засмаливанием инструмента сталкиваются те, кто
занимается распиловкой. Главной неприятностью при этом является образование на
зубьях пил плотных "брикетов", которые существенно затрудняют резание
древесины. Они состоят на 66-67% из опилок, остальное: 32-33% - гумми (камедь)
и 1-2% - смола. Большая часть налета на пиле - та же камедь. Но гумми легко
растворяется в воде, поэтому в процессе работы на поверхность пил распыляют
воду. Чаще всего это простое устройство, располагаемое на передних воротах
пилорамы и состоящее из нескольких форсунок, через которые сжатым воздухом
распыляется вода с небольшой добавкой моющего средства (1-2%).
При обработке сухой древесины лиственницы на станках для определения сил
резания используют поправочные коэффициенты для учета особенностей той или иной
породы. Для сосны он принят равным 1,0, а для лиственницы - 1,1. Для сравнения:
дуб - 1,55; береза - 1,25; липа - 0,8. То есть особых трудностей при обработке
лиственницы не возникает. Она шлифуется так же, как и сосна. Засмаливание
инструмента при обработке сухой древесины лиственницы остается, но уже существенно
меньше, чем на этапе распиловки.
Как уже было отмечено выше, одним из основных направлений использования
древесины лиственницы является ее применение в качестве напольных покрытий, в
частности, в качестве материала для изготовления террасной доски. Основным
назначением террасной доски является обустройство садовых дорожек, открытых
террас, помещений с большой влажностью и территорий вокруг бассейнов. Пол из
такой террасной доски не подвержен гниению, его не портят насекомые, он
устойчив к механическим повреждениям и воздействию воды. Лиственница имеет
несколько оттенков, поэтому подобрать террасную доску необходимого цвета можно
для любого интерьера.
Террасную доску выпускают с двумя типами поверхности - гладкой и
рифленой. Все их характеристики, кроме внешнего вида, идентичны. В повседневном
использовании чаще всего встречается первый. Уличная доска с рифленой
поверхностью более прочная и препятствует скольжению.
Для проектируемого производства предполагается выпуск как гладкой, так и
рифленой доски, в зависимости от текущего спроса. Тип выпускаемой доски будет
определяться количеством и конфигурацией фрез на используемом четырехстороннем
станке.
Планируемый к выпуску размер террасной доски по сечению 27x143 мм. Длина
доски - в диапазоне 1500-3000 мм.
В проектируемом предприятии предполагается наличие двух участков:
). Участок производства террасной доски. На этом участке производится
прием и складирование исходного сырья - обрезной доски из лиственницы, сушка
сырья, фрезеровка и расторцовка с получением террасной доски, пакетирование
готовой продукции.
). Участок отгрузки готовой продукции в порту. На этом участке
производится прием и складирование готовой продукции и ее погрузка на суда для
отправки на экспорт.
Основным сырьем для производства террасной доски является обрезная доска
из лиственницы, закупаемая на одном из лесозаготовительных предприятий Сибири.
Для производства террасной доски используются электроэнергия и газ как
источник тепловой энергии. Других энергоресурсов для технологии не требуется.
Отходы в производстве деревянных конструкций - стружка, щепа и опилки. По
предлагаемой технологии на первом этапе они будут подвергаться пиролизу, а
полученное тепло использоваться для отопления производственных площадей,
сушильных камер.
Производственные мощности предполагается разместить на территории
Выборгского района Ленинградской области. Предполагается аренда готовой
площадки, не требующей больших вложений на капитальное строительство, имеющей
подъездные пути и подводку энергоносителей (электричество, газ). Площадь
предоставляются на правах аренды с последующим выкупом.
В помещении должны находиться: производственный цех, склад сырья, склад
готовой продукции, ремонтный цех, кабинет руководства и инженерно-технических
работников, гардеробная, комната отдыха, душевая, туалет.
Работа управленческого персонала и рабочих планируется в одну смену.
На участке отгрузки готовой продукции в порту Выборгский предполагается
создание специализированного терминала экспортных лесоматериалов. Создание
такого терминала может быть осуществлено в рамках реконструкции порта с
привлечением средств самого порта, а также других участников
внешнеэкономической деятельности в области экспорта лесоматериалов. Терминал
будет осуществлять комплекс услуг по приему, временному хранению, таможенному
оформлению и отгрузке продукции.
. Технология переработки лиственницы
Производственный процесс включает в себя следующие основные операции:
разгрузку исходного сырья (обрезной доски естественной влажности) с
укладкой в запас или непосредственной передачей в производство;
сушку обрезных пиломатериалов в конвективной сушильной камере до
требуемой влажности;
обработку на четырехстороннем и торцовочном станках с получением готовой
продукции;
укладку готовой продукции на промежуточный склад с последующей отгрузкой
для доставки на портовой склад.
Для перевозки заготовок и деталей внутри цеха используют
электропогрузчики и транспортные тележки.
Основным сырьем для производства будут доски обрезные из лиственницы 1-3
сортов в соответствии с требованиями ГОСТ 8486-86 "Пиломатериалы хвойных
пород. Технические условия" длиной 6 метров. В соответствии с планируемым
сечением производимой террасной доски, доски обрезные будут меть сечение 32х150
мм. Спецификация для заказа: "Доска - 2 - лиственница - 32 х 150 - ГОСТ
8486-86".
В соответствии с требованиями ГОСТа, параметр шероховатости поверхности
доски не должен 1600 мкм по ГОСТ 7016-82, непараллельность пластей и кромок в
обрезных пиломатериалах, а также пластей в необрезных пиломатериалах допускается
в пределах отклонений от номинальных размеров, установленных ГОСТ 24454-80.
Кроме того, в поставляемой доске должны быть соблюдены нормы ограничения
пороков (сучки, трещины, пороки строения древесины, грибные и биологические
повреждения, инородные включения, механические повреждения и пороки обработки).
Для того, чтобы изготовить более качественную и дорогостоящую
строительную или отделочную конструкцию, доска будет сушится принудительно в
специальных сушильных камерах. В зависимости от назначения пиломатериала
влажность, достигаемая в процессе камерной сушки, может колебаться в пределах
6-14%. Качественная сушка проводится в строгом соответствии с ГОСТом 19773-84
"Пиломатериалы. Режимы сушки в камерах периодического действия".
Сушка пиломатериалов происходит при определенном температурном и
влажностном режиме, под которым понимают закономерное чередование процессов
температурного и влажностного воздействия на древесину в соответствии с ее
влажностью и сроками сушки.
В процессе сушки в камере постепенно повышается (по ступеням) температура
воздуха и понижается относительная влажность сушильного агента. Режимы сушки
назначают с учетом породы древесины, толщины пиломатериалов, конечной
влажности, категории качества высушиваемых материалов и конструкций (типа)
камер.
Таблица
1. Категории качества высушенной древесины
|
Категория качества
|
Назначение высушенной древесины
|
|
1-я высококачественная
|
Точное машино- и приборостроение, производство моделей,
авиационных деталей, лыж, музыкальных инструментов и т.п.
|
|
2-я повышенного качества
|
Производство мебели и т.п.
|
|
3-я среднего качества
|
Производство окон и дверей, фрезерованных деталей - досок
для покрытия полов, наличников, плинтусов
|
|
4-я рядовая
|
Производство деталей и изделий малоэтажных домов и
комплектов деталей для домов со стенами из местных материалов, строительных
конструкций и т.п.
|
Режимы сушки пиломатериалов хвойных и лиственных пород в камерах
периодического действия регламентированы ГОСТ 19773.
Режимами сушки в зависимости от назначения пиломатериалов, предусматриваются
два процесса - низкотемпературный и высокотемпературный. При низкотемпературных
режимах в качестве сушильного агента на первой ступени сушки применяют влажный
воздух с температурой менее 100°С.
В зависимости от требований, предъявляемых к пиломатериалам, режимы
делятся на:
мягкие М, при мягких режимах получается бездефектная сушка с сохранением
физико-механических свойств древесины и цвета;
нормальные Н, при нормальных режимах получается бездефектная сушка с
возможным небольшим изменением цвета у хвойной древесины, но с сохранением
прочности;
форсированные Ф, при форсированных режимах сушки получается древесина с
сохранением прочности на изгиб, растяжение и сжатие, но со снижением прочности
на скалывание и раскалывание на 15-20% и с возможным потемнением древесины.
Режимы сушки выбирают по таблице в соответствии с требованиями ГОСТ 19773.
Режимы низкотемпературного процесса сушки даны в таблице ГОСТ 19773. По
этим режимам предусмотрено трехступенчатое изменение параметров агента сушки,
причем переход с каждой ступени режима на последующую можно производить лишь по
достижении материалом определенной влажности, предусмотренной по режиму.
Режимы высокотемпературного процесса сушки для камер периодического
действия приведены в таблице ГОСТ 19773.
По этим режимам предусматривается двухступенчатое изменение параметров
сушильного агента, причем переход с первой ступени на вторую производится при
достижении древесиной влажности (переходной) 20%. Определяют
высокотемпературный режим в зависимости от породы и толщины пиломатериалов по
таблице ГОСТ 19773.
Высокотемпературные режимы допускается применять для сушки древесины,
идущей на изготовление ненесущих элементов строительных конструкций, в которых
допускается снижение прочности и потемнение древесины.
До проведения процесса сушки по выбранному режиму древесину прогревают
паром, подаваемым через увлажнительные трубы, при включенных обогревательным
приборах, работающих вентиляторах и закрытых приторно-вытяжных каналах. В
начале прогрева температура агента сушки должна быть на 5°С выше первой ступени
режима, но не более 100°С. Степень насыщенности среды должна быть для древесины
с начальной влажностью более 25% в пределах 0,98-1, а для древесины с
влажностью менее 25% - 0,9-0,92.
После прогрева параметры агента сушки доводят до первой ступени режима и
затем приступают к сушке пиломатериалов, соблюдая установленный режим.
Температуру и влажность воздуха регулируют вентилями на паропроводах и шиберами
приторно-вытяжных каналов.
В процессе сушки в древесине возникают остаточные внутренние напряжения,
для их устранения проводят промежуточную и конечную влаготеплообработку в среде
повышенной температуры и влажности. При этом обработке подвергаются
пиломатериалы, высушиваемые до эксплуатационной влажности и подлежащие в
дальнейшем механической обработке.
Промежуточная влаготеплообработка производится при переходе со второй на
третью ступень или с первой на вторую при сушке по высокотемпературным режимам.
Влаготеплообработке подвергают пиломатериалы хвойных пород толщиной от 60 мм и
выше и лиственных пород (в зависимости от породы) толщиной от 30 мм и выше. В
процессе тепловлагообработки температура среды должна быть на 8°С выше
температуры второй ступени, но не более 100°С, при степени насыщенности
0,95-0,97.
Конечную влаготеплообработку проводят лишь по достижении древесиной
требуемой конечной средней влажности. В процессе конечной термовлагообработки
температуру среды поддерживают на 8°С выше последней ступени режима, но не
более 100°С. По окончании конечной влаготеплообработки пиломатериалы, прошедшие
сушку, выдерживают в камерах в течение 2-3 ч при параметрах, предусмотренных
последней ступенью режима, после чего камеры останавливают.
Для условий проектируемого производства выбираем низкотемпературный
нормальный режим сушки 3-ей категории качества.
Параметрами сушильного агента, характеризующими режимы сушки
пиломатериалов, являются его температура t, степень насыщенности φ и психрометрическая разность
Δt = t - tм,
где tм - температура смоченного термометра психрометра.
В соответствии с данными таблицы 2 "Режимы низкотемпературного
процесса сушки пиломатериалов из древесины лиственницы" из ГОСТ 19773, для
досок из лиственницы толщиной 32 мм нормальный режим сушки характеризуется
следующими параметрами:
Таблица
2. Параметры режима сушки
|
Средняя влажность пиломатериалов, %
|
Параметры режима
|
Значения
|
|
>35
|
t
|
70
|
|
Δt
|
6
|
|
φ
|
0,76
|
|
25…35
|
t
|
75
|
|
Δt
|
15
|
|
φ
|
0,49
|
|
<25
|
t
|
80
|
|
Δt
|
25
|
|
φ
|
0,30
|
При сушке древесины учитывают все возможные факторы, окружающую среду,
где будет использоваться готовое изделие, внешние факторы, такие как место
использования, а также усушка или наоборот разбухание. Поэтому данная операция,
как сушка древесных пород, выполняется в специально предназначенных сушильных
камерах.
Сами камеры для сушки подразделяют на несколько разновидностей.
Наиболее часто применяющиеся сушильные камеры - это камеры конвективного
режима обработки древесины. Принцип их действия заключается в круговороте
горячих струй воздушного потока вокруг обрабатываемой поверхности, что дает в
итоге нужный процент испарения влаги из древесных пород. Другими словами,
действие конвекции передает материалу необходимую энергию для высушивания. Сами
же конвекционные сушильные камеры подразделяются еще на такие виды как:
камеры для сушки древесины непрерывного воздействия - в этих камерах
действие происходит по принципу движения материала из одного конца камеры
(мокрого) в другой конец (сухой), иными словами, загружается пиломатериал в
мокром конце, а выгрузка уже высушенной древесины происходит в сухом конце.
Однако сушка в таких камерах предполагает только испарение влажности для
транспортировки материала. Данные сушильные камеры, как правило, устанавливают
на огромных производственных предприятиях. Такие камеры еще называют
туннельными или канальными камерами.
сушильные камеры для древесины периодического воздействия - работают по
принципу поддержки обязательных параметров, эти камеры заполняют и опустошают
только с одной стороны, в одну дверцу. Сушка в этих камерах предполагает
различную степень удаления влаги, до любого уровня, но перерасход
энергоресурсов в случае такого типа высушки имеет около 20-30%, чем при сушке
туннельным способом.
Другой разновидностью сушильных камер являются камеры конденсационного
типа. Отличие их от предыдущего типа заключается в том, что вначале происходит
скопление влаги на специальных охладителях, а затем уже происходит ее сброс в
канализацию. Сам процесс такой сушки древесины довольно таки длителен, но при
этом и результат более продуктивен. Однако сами теплонасосы не вырабатывают
достаточной мощности для того чтобы поддерживать высокий температурный уровень,
поэтому большие партии древесины невозможно просушить одновременно. Этот вид
высушивания больше всего является подходящим для сушки маленьких объемов и
таких пород дерева, как то: бук, дуб или ясень, поскольку они являются наиболее
плотными породами.
Довольно-таки редко, но, тем не менее, периодически встречающийся тип
сушильных камер - это камеры вакуумного принципа действия. Действия в данных
камерах производятся при помощи вакуума, который искусственно создают для более
ускоренного процесса высыхания древесины. Но такой вид сушки плох тем, что
требует довольно трудоемкой работы по загрузке и выгрузке материла, поскольку
процесс еще не автоматизирован для такого типа камер, да и высушка пород
происходит неравномерно.
Так же довольно таки редкий тип сушильных камер - это тип микроволнового
действия, который воздействует на древесину подобно микроволновой печи.
Применяются также индукционные камеры, или как их еще называют
электромагнитные, принцип работы таких камер состоит в том, что передача тепла
древесине передается от ферромагнитных прокладок, которые располагаются внутри
штабеля, и нагреваются посредством подачи индуктивного тока. Конечно камеры
микроволнового типа, индукционные и вакуумные отличаются новизной и технической
экзотичностью, но не нашли большого отклика в производстве, поскольку являются
дорогостоящими, довольно сложными в обслуживании и выдают материал низкого
качества.
Выбираем сушильную камеру конвективного типа серии ГЕЛИОС модель
"СКВ-50ТА" объемом 50 м3. Общий вид камеры представлен на
рис. 1.

Рисунок
1. Сушильная камера модели "СКВ-50ТА"
Технические параметры сушильной камеры представлены в таблице 3.
Таблица
3. Технические параметры сушильной камеры "СКВ-50ТА"
|
Параметр
|
Значение
|
|
1. Объем загрузки пиломатериала ,м³
-толщиной 25 мм
-толщиной 40 мм -толщиной 50 мм
|
44 50 55
|
|
2. Транспортировка штабеля
|
тележкой
|
|
3. Теплоноситель
|
горячая вода
|
|
4. Температура теплоносителя, °С
|
до 95
|
|
5. Точность поддержания температуры теплоносителя, °С
|
± 1
|
|
6. Количество внутрикамерных вентиляторов, шт.
|
6
|
|
7. Установленная мощность электродвигателей вентиляторов,
кВт
|
18
|
|
8.Номинальная тепловая мощность энергетической установки,
кВт
|
250
|
|
9. Продолжительность сушки пиломатериалов хвойных пород
толщиной 20-50мм, сутки - до влажности 18-22 % - до влажности 6-8 %
|
2-6 (летом) / 3-6 зимой 3,5-10 (летом) / 5-14 зимой
|
|
10.Габаритные размеры, м - длина - ширина - высота
|
13,5 5,1 4,2
|
|
12. Масса (без энергетической установки), кг
|
15000
|
Основные достоинства выбранной камеры следующие:
· Удобно сконструированная дверь установки изготовлена в виде
щита с уплотнительной прокладкой из особой термостойкой резины, которая придает
высокую герметичность в притворе, высокую механическую прочность, а также
высокую паро- и теплоизоляцию в течение всего срока эксплуатирования камеры и
удобство при его обслуживании.
· Алюминиевые реверсивные осевые вентиляторы имеют привод от
термовлагостойких двигателей (класс изоляции "Н"). Двигатели способны
работать в экстремальных условиях при температуре до 120°С, а также влажностью
до 98%.
· Лопасти вентилятора (6 шт.) выполнены из особого алюминиевого
сплава, качественно отбалансирована (статически и динамически). Крыльчатка
устанавливается на вал двигателя методом конусной посадки (без зазора). За счет
этих факторов станку обеспечивается защищенность от коррозии на очень долгий
срок эксплуатации, а также значительное увеличение возможного ресурса функционирования
подшипников в двигателе на 75% (за счет балансировки и специальной беззазорной
посадки). Стоит отметить также высокую производительность вентилятора, которая
достигает 35000 м3/ч.
· Мощность двигателей и диаметр вентиляторов высчитывается
отдельно под определенный объем камеры. При сушке обеспечивается высочайшая
производительность и минимуме энергетических затрат.
· Калориферы обеспечивают большую теплоотдачу благодаря своему
биметаллическому строению, своей алюминиевой ребристости, а также защите от
воздействия различных агрессивных сред изнутри (повышенная кислотность,
влажность, температура). При условии отсутствия гальванической пары
обеспечивается долговечная эксплуатация элемента, а также высокая его стойкость
к коррозии.
· Воздухообменные патрубки совместно с шиберами (заслонками),
сделанных из алюминия и индивидуальным электроприводом от серводвигателей
("BELLIMO" - Швейцария) организуют очень гибкое и высокоточное
регулирование различных параметров влажности в камере. Это происходит благодаря
сбросу избыточной влаги в атмосферу, а подачи воздуха уже с низким содержанием
влаги. Тем самым имеется возможность получения высококачественных
пиломатериалов из-за точнейшей выдержки специальных технологических режимов
сушки при помощи системы приточно-вытяжной вентиляции.
· Система увлажнения агрегата оснащается специальными
нержавеющими трубами и нержавеющими щелевыми форсунками с функцией
автоматической очистки и электромагнитным клапаном фирмы "BUSCHJOST"
(Германия). Система увлажнения производит повышенное влагосодержание в воздухе
на последнем этапе сушильного режима для снятия из древесины внутреннего
напряжения. Эта система позволяет получать готовые материалы высочайшего
качества без каких-либо трещин, короблению, внутренних напряжений и поверхностных
растрескиваний.
· Система не подвергается коррозии и различным загрязнениям
форсунок, а это обеспечивает камере надёжность и долговечность эксплуатации.
· Трёхходовой клапан фирмы "HONEYWELL" (США),
установленный в системе нагревания калорифера имеет электронное управление и
электропривод. Клапан регулирует температуру теплоносителя при помощи
специального контроллера "DELFI" (Италия) Также осуществляется
автоматизированное управление всем циклом сушки.
· Автоматизированная система управления всем циклом сушки с
использованием современного контроллера "DELFI" (Италия) управляет
всеми исполнительными механизмами агрегата и осуществляет обратную связь
показаний датчиков с мгновенным обновлением в непрерывном режиме. Также
обеспечивается очень точная выдержка всех заданных параметров при осуществлении
сушки, и выполняются все операции, включая, и промежуточную влагообработку, и
теплообработку. Там самым, достигается качественная высушивание пиломатериалов,
а также простота и удобство в техническом обслуживании. Имеется возможность
получать все детальные отчеты процесса сушки (в том числе в печатном виде). При
помощи этой системы снижается расход тепло- и электроэнергии, а также
наблюдается значительное повышение производительности сушильной камеры.
Как будет рассчитано ниже, расчетная производительность проектируемого
участка составляет 50 тыс. м3 по входящей обрезной доске.
Принимаем, что максимальный срок сушки древесины в сушильной камере
составит 6 дней.
Рассчитаем объем загрузки досок в сушильную камеру:
Длина камеры равна 6,6 м, в длину помещается одна доска (длиной 6
метров);
Исходя из ширины камеры 4,4 м и ширины доски 0,15 м, в ширину помещается
равна
,4:0,15 = 29,3 доски.
Принимаем 29 досок.
Для определения высоты загружаемых досок необходимо учесть применение
прокладок между рядами укладываемых досок. При формировании штабеля штучным
способом между рядами досок укладывают сухие (влажностью не более 18%)
калиброванные прокладки хвойных и лиственных пород сечением 25 х 40 мм и длиной
равной ширине штабеля. Прокладки по высоте штабеля необходимо укладывать
перпендикулярно доскам и строго вертикально одну над другой. При толщине
высушиваемого пиломатериала 32 мм и длине штабеля 6 метров для лиственницы
количество пкокладок должно составлять 8 шт. С учетом высоту прокладки высота
1-го ряда досок составит
32+25=57 мм.
При высоте камеры 2,8 м количество рядов досок составит
,8 : 0,057 = 49 шт.
Таким образом, загрузка одной камеры составит
х 29 х 49 = 1421 доски.
При объеме одной доски
,032 х 0,150 х 6 = 0,0288 м3
объем загрузки камеры составит
* 0,0288 = 40,9 м3.
Принимаем, что максимальное время просушки одной загрузки камеры составит
6 суток. Тогда производительность одной камеры составит
,9 : 6 = 6,8 м3 в сутки
или 6,8 х 365 = 2482 м3 в год.
С учетом коэффициента использования оборудования 0,9 количество
необходимых камер просушки составит:
: 2482 : 0,9 = 22,4 штуки.
Принимаем 24 штуки.
Для обеспечения сушильных камер тепловой энергией необходима закупка
водогрейных котлов. Принимаем для наших нужд закупку котлов марки Vesp G-1,0Г,
работающих на природном газе. Автоматизированный стальной водогрейный
котлоагрегат серии "Vesp G" (газовый котел), оборудованный
газогорелочным блоком с автоматикой безопасности и регулирования, предназначен
для теплоснабжения с избыточным давлением воды в системе теплоснабжения не выше
0,6 МПа (6,0 кгс/см2) и максимальной температурой воды на выходе из
котла 115°С.
Процесс сжигания топлива в котле осуществляется в автоматическом режиме
при позиционном регулировании тепловой мощности котла с переходом от 40% до
100% номинального значения мощности, и наоборот.
Безопасность работы горелки и котлоагрегата обеспечивается автоматикой
управления, как при пуске, так и при работе в автоматическом режиме. Технические
характеристики котла представлены в таблице 4:
Таблица
4. Технические параметры котла Vesp G-1,0Г
|
Параметр
|
Значение
|
|
Тип котла
|
стальной водогрейный
|
|
Газогорелочный блок
|
ГБЛ-1,2
|
|
Номинальная тепловая мощность, МВт
|
1,0
|
|
Диапазон регулирования тепловой мощности, %
|
40…100
|
|
Коэффициент полезного действия, %, не менее
|
92
|
|
Потребление электроэнергии, кВт
|
1,5
|
|
Топливо
|
природный газ ГОСТ 5542-87 с теплотой сгорания 33 МДж/м3
при 20°С и 760 мм рт. ст.
|
|
Расход газа при номинальной тепловой мощности, м3/ч
|
115
|
|
Присоединительное давление газа, кПа
|
8
|
|
Расход воды при dt=25/45 С, т/ч
|
34/19
|
|
Гидравлическое сопротивление при расчетном перепаде
температур воды 25 С/45 С, кПа
|
60/19
|
|
Температура воды на выходе из котла, С, не выше
|
115
|
|
Температура воды на входе в котел, С, не ниже
|
60
|
|
Температура уходящих газов, С, не ниже
|
160
|
|
Коэффициент избытка воздуха за котлом
|
1,15
|
|
Габаритные размеры котла, мм, не более: · длина без
горелки/с горелкой · ширина · высота
|
2870/3760 1420 2630
|
|
Масса котла без горелки, кг, не более
|
2300
|
Исходя из суммарной тепловой мощности сушильных камер
х 24 = 6000 кВт
и номинальной тепловой мощности 1-го котла 1000 кВт принимаем количество
требуемых котлов 6 штук.
После сушки, сырье будет поступать на деревообрабатывающие станки. При
выборе оборудования участка предпочтение отдается станкам производства России.
Преимуществом оборудования из России является относительно доступная стоимость.
При поломке какой-либо детали осуществляется гарантийный ремонт. Незначительные
неисправности могут быть устранены своими силами. Другим фактором, делающим
привлекательным отечественное оборудование и станки ближнего зарубежья,
является возможность использования на нем импортного инструмента.
Основной единицей оборудования при производстве будет являться четырехсторонний
станок. Следовательно, все остальное оборудование следует подбирать,
ориентируясь на производительность этого станка.
Четырехсторонние станки, как понятно из названия, имеют отличительную
способность по обработке заготовки сразу с четырёх сторон за один проход. При
этом не теряется скорость обработки и производительность остаётся на должном
уровне, чего нельзя добиться при поэтапной обработке четырёх сторон в
последовательном режиме. Четырехсторонние станки используются для производства
бруса, досок для пола и других деревянных изделий, требующих равномерной
многосторонней обработки. Станки этого типа могут оказывать как плоское, так и
профильное воздействие на заготовку.
Конструкция четырехстороннего станка может выполнять сразу несколько
функций: фрезерование, фугование, рейсмусование и профилирование. Поэтому
конструкция станка сложная.
Станки применяют для изготовления пиломатериала с плоской поверхностью и
профилем. Отличительная особенность заключается в том, что все эти операции
можно выполнить за один проход. Так как обработка происходит сразу с 4-х
сторон, то и минимальное количество узлов 4-е и работают они одновременно.
Рабочими инструментами выступают режущие головки или фрезы.
На оборудование можно производить работы по дереву: профилированный или
клееный брус, паркетную и половую доску, вагонку, плинтуса, имитацию бруса и
любые оконные и погонажные элементы. Четырехстороннее оборудование это один из
видов продольно-фрезеровальной техники. Поэтому все 4-х сторонние агрегаты
условно можно разделить на:
· Рейсмусовый строгальный.
· Продольно фрезерный.
Рейсмусовый деревообрабатывающий станок используется для строгания
заготовки одновременно с двух сторон на заданную толщину. Рейсмусовый
четырехсторонний деревообрабатывающий станок в первую очередь строгальный и уже
во вторую способен профилировать. Профилирование рейсмусовый аппарат выполняет
неглубокое с несложной конструкцией замка бруса не большого сечения.
Продольно фрезерный станок в первую очередь разрезает материал по длине
на заданный размер. Профилирование такой техникой может выполнять сложное. В
зависимости от толщины строгаемого бруса нижний ножевой вал перемещается в
вертикальном направлении вместе со столом.
Одновременная обработка по дереву сразу с 4-х сторон значительно
сокращает затрату времени, а значит повышает рентабельность любого
производства.
Все 4-х сторонние модели станков можно квалифицировать в зависимости от
признаков:
· Нагрузка;
· Функциональность;
· Подача материала различным способом.
-х сторонний станок состоит из следующих основных узлов:
Чугунная станина, является основанием станка поглощает часть вибрации во
время работы и из-за большего веса практически сводит ее к минимуму. Для
загрузки сырья важен материал, из которого изготовлен загрузочный стол. Для
корректной работы на столе могут располагаться дополнительные элементы:
линейка, прижимные ролики и т.д.
Рабочие инструменты. Количество шпинделей в 4-х стороннем станке по
дереву может быть: 4, 5, 6, 7, 8 и т.д. Все они в зависимости от модели
включены в различные рабочие узлы с независимыми двигателями. Крепятся шпиндели
консольно. Количество шпинделей зависит от потребностей при обработке, толщины
съема древесины и сложности профиля. В четырехсторонний продольно фрезерный
станок входят рабочие валы, которые подразделяют на: нижние и верхние, левые и
правые. Базирующими в конструкции являются валы со шпинделями расположенные
справа вертикально и снизу горизонтально. От того какое количество
строгально-коллеровочных узлов предусмотрено в станке зависит его класс, производительность
и мощность.
В линейке различных производителей четырехсторонних станков есть
универсальные модели с узлом, который может заменить любой из горизонтальных
или вертикальных валов. Они могут обрабатывать деталь под углом, т.е. выполнять
роль наклонного шпинделя.
На многие модели есть возможность установки пильного вала. Пильный вал
может раскраивать широкую заготовку по длине, что дает возможность изготовить
материал нужного сечения и с правильной геометрической формой.
Система подачи. Выгрузка, подача и протяжка заготовок в четырехстороннем
станке приводная. Вся работа осуществляется при помощи зубчатых и прижимных
обрезиненных роликов. Данная система может управляться с пульта управления.
Система безопасности и управления. Защитный кожух не только способен
снизить шум при обработке, но и защищает оператора от всевозможных повреждений.
Смотровое окно может быть с дополнительной подсветкой. Четырехсторонний станок
управляется с панели управления. В зависимости от модели станка с панели управления
можно осуществить ряд действий: задача размеров обрабатываемого материала,
скорость подачи к инструментам, выставляется положение шпинделей относительно
детали и диаметра головки (если система полностью автоматическая), остановка и
запуск.
При выборе модели четырехстороннего деревообрабатывающего станка по
дереву необходимо рассматривать следующие основные характеристики оборудования:
количество шпинделей;
скорость подачи заготовки, м/сек;
максимальное сечение обрабатываемой заготовки, мм;
мощность станка, кВт;
масса станка, кг;
цена четырехстороннего станка.
Одним из ведущих предприятий России по выпуску деревообрабатывающего
оборудования является ООО "Боровичский завод деревообрабатывающих
станков".
Для проектируемого участка выбираем четырёхсторонний станок модели
С16-42. Общий вид станка показан на рис. 2.

Рисунок
2. Четырёхсторонний станок модели С16-42
Станок предназначен для производства различных погонажных изделий. На
этом станке производится обработка заготовки с четырёх сторон за один проход.
Станок оснащён четырьмя фрезерными шпинделями.
В станке применён механизм подачи рассредоточенного типа с верхними и
нижними приводными роликами.
Верхние подающие ролики с рифлением "волчий зуб" обеспечивают
надёжную протяжку любых заготовок, в том числе заготовок естественной
влажности.
Механические прижимы верхних подающих роликов обеспечивают равномерное
усилие и плавность прохождения заготовки через зоны резания, а также позволяют
работать при низких температурах.
В приводе нижних роликов применены карданные передачи, не требующие
ухода.
Передние и задние прижимы полностью устраняют "вырывы" на входе
и выходе заготовки из зоны резания и оснащены направляющим элементом,
обеспечивающим точное их базирование и простоту настройки.
Основные характеристики станка представлены в таблице 5.
Таблица
5. Технические характеристики станка С16-42
|
Параметр
|
Значение
|
|
Ширина обработки, мм
|
30-160
|
|
Высота обработки, мм
|
10-100
|
|
Минимальная длина заготовки при обработке в потоке, мм
|
400
|
|
Минимальная длина одиночной заготовки, мм
|
700
|
|
Максимальный припуск при обработке цилиндрическими фрезами,
мм:
|
|
|
- для нижней фрезы
|
5
|
|
- для верхней и вертикальных
|
8
|
|
Количество шпинделей, шт
|
4
|
|
Частота вращения шпинделей, об/мин
|
6000
|
|
Посадочные размеры горизонтальных шпинделей, длина x
диаметр, мм
|
170 x 40h6
|
|
Посадочные размеры вертикальных шпинделей, длина x диаметр,
мм
|
110 x 40h6
|
|
Диаметр вертикальных профильных фрез, мм
|
110-160
|
|
Диаметр верхней горизонтальной профильной фрезы, мм
|
110-160
|
|
Диаметр цилиндрических фрез, мм (на нижний шпиндель
возможно установить фрезу max O144мм)
|
125-140
|
|
Скорость подачи (два диапазона, регулируется частотным
преобразователем), м/мин
|
3…14; 6…26
|
|
Масса станка, кг, не более
|
2000
|
|
Габариты станка, длина х ширина х высота, мм
|
2455 х 1250 х 1400
|
|
Род тока питающей сети
|
Переменный, трехфазный
|
|
Частота тока, Гц
|
50
|
|
Напряжение, В
|
380
|
|
Количество электродвигателей на станке
|
5
|
|
Суммарная мощность, кВт
|
17,5
|
Расчет сменной производительности 4-х стороннего станка ведём по формуле:

Где
U - скорость подачи, м/мин;
Км
- коэффициент использования машинного времени;
Кт.н.
- коэффициент технического использования станка;
Тс
- продолжительность смены, мин;- длина заготовки, м;- межторцевой интервал, м
Скорость
подачи принимаем исходя из технических характеристик станка равной 16 м/мин.
Коэффициент
использования машинного времени Км принимаем равным 0,9.
Длина
заготовки равна 6 метрам, величину межторцевого интервала принимаем 0,5 метра.
Продолжительность
смены равна 8х60 = 480 мин.
Где
tпл.пр - сумма планируемых простоев цеха (смена инструмента, отдых персонала
и.т.д.), принимаем равным 24 мин.сл.пр - сумма случайных простоев станка,
принимаем равной 24 мин.сл.прсм - сумма случайных простоев смежных участков,
принимаем равной 48 мин.
Δн - коэффициент наложенных потерь времени смежных участков на работу
станка, когда частота возникновения неполадок и среднее время простоя для их
устранения одинаковы, принимаем равным 0,96.з - случайные простои при загрузке
станка, принимаем равным 24 мин.
Таким
образом, коэффициент технического использования станка равен:

Производительность в смену станка составит:
 досок
досок
Количество
смен в году определим по формуле:

Где
365 - количество дней в году;
,
7, 5 - количество выходных и праздничных дней;
-
количество смен в сутки;
Годовая
производительность одного станка в штуках составит:
х
498 = 441228 досок в год
Объем
одной доски составляет
,032
х 0,150 х 6 = 0,0288 м3.
Годовая
производительность одного станка по объему составит:
х
0,0288 = 12707 м3 в год.
Принимаем,
что на участке будет работать 4 четырехсторонних станка.
Тогда
производительность участка составит:
х
4 = 50828 м3 ~ 50 тыс. м3.
После обработки досок на четырехстороннем станке они будут подаваться на
торцовочные станки.
Торцовочные станки разделяются на несколько групп. Самыми
распространенными в деревообработке считаются однопильные устройства с ручной
подачей, двухпильные, а также многопильные, подача у которых может быть как
ручной, так и механической.
В однопильных торцовках по дереву заготовка подается кареткой, которая по
сути является платформой на подставке, передвигающейся на роликах. На каретке
имеется направляющая линейка, передвижной упор, а также зажим.
Двухпильные станки торцуют изделие сразу с двух концов. Расстояние между
пилами регулируется за счет подвижности одной из пил, таким образом, устройство
может работать с заготовками различных длин.
Чтобы распиливать деталь вдоль, поперек и под заданным углом,
используются универсальные круглопильные станки.
Маятниковые торцовки по дереву используются для отпиливания торцов у
деталей, а также их поперечного раскроя. Аналогичное применение и у
торцовочного балансирного станка.
Широкое распространение получили и торцовки с прямолинейным надвиганием
пилы на заготовку. Эта большая группа включается шарнирные и суппортные станки.
Для нашего участка выбираем торцовочный станок с нижним расположением
пилы модели TK-18T. Станок предназначен для торцовки заготовок в размер, а
также для выборки дефектных мест. Основные отличительные особенности данной
модели следующие:
· Управление станком при помощи педали;
· Удобный пульт управления станком, расположен справа на
передней части;
· Вывод пильного диска производится пневмоцилиндром. Сигнал
подается посредством нажатия педали;
· Блок подготовки воздуха предназначен для регулирования
давления, снабжен маслоотделителем, что позволяет подавать не подготовленный
воздух напрямую с ресивера компрессора, увеличивает срок работы пневмоцилиндра;
· Удобное расположение стопора вала для замены пильных дисков
позволяет тратить минимум времени на переустановку инструмента;
· Привод вала от двигателя мощностью 5,5 кВт осуществляется
через клиноременную передачу.
· Надежную фиксацию заготовки обеспечивает механический прижим.
Также служит защитой от попадания оператора под пильный диск, так как он
полностью прячется в кожух прижима. Конструкция прижима исключает образование
сколов на поверхности заготовки;
· Комплект поставки включает в себя приставные рольганги по 2
метра с правой и левой стороны;
· Предусмотрен выход под аспирацию для подключения
пылеулавливающего агрегата, что позволяет убирать из зоны резания пыль, опилки.
Общий вид станка представлен на рис. 3.

Рисунок
3. Торцовочный станок модели TK-18T
Основные технические характеристики станка представлены в таблице 6.
Таблица
6. Технические характеристики станка TK-18T
|
Параметр
|
Значение
|
|
Максимальная толщина детали, мм
|
105
|
|
Диаметр устанавливаемой пилы, мм
|
400
|
|
Диаметр посадочного отверстия пилы, мм
|
30
|
|
Ход пневмоцилиндра, наибольший, мм
|
250
|
|
Рабочее давление, МПа
|
>0.6
|
|
Частота вращения пилы, об/мин
|
3340
|
|
Мощность электродвигателя, кВт
|
5,5
|
|
Габаритные размеры станка, мм
|
5000х800х1250
|
|
Масса, кг
|
250
|
Поскольку торцовочный станок является оборудованием с цикловой обработкой,
для расчета его производительности воспользуемся формулой:

Где
Км - коэффициент использования машинного времени, принимаем как для
четырехстороннего станка 0,9;
Кт.н.
- коэффициент технического использования станка, принимаем как для
четырехстороннего станка 0,834;
Тс
- продолжительность смены, мин;
Тц
- время цикла для обработки одной 6-метровой доски.
Из
одной 6-метровой доски получается две террасной доски, т.е. необходимо
произвести 3 пропила. Принимаем, что в среднем для обработки одной доски время
цикла составит 0,4 минуты.
Производительность
в смену станка составит:
 досок
досок
Годовая производительность одного станка в штуках составит:
х 498 = 448200 досок в год
Годовая производительность одного станка по объему составит:
х 0,0288 = 12908 м3 в год.
При годовом объеме производства по входящей обрезной доске 50 тыс. м3,
необходимое количество станков составит:
: 12908 = 3,9 ~ 4 станка.
Последующим этапом обработки террасной доски является покрытие
поверхности деревянных деталей антисептическим составом с целью исключения
влияния на древесину внешних факторов при дальнейшей эксплуатации. Для
выполнения данной операции предусмотрено применение станка для пропитки
(импрегнации) погонажных изделий марки PERLINA. (см. рис. 4).
Отличительными особенностями данного станка являются:
· Станок полностью автоматизирован;
· Немедленное складирование/упаковка обработанных деталей;
· Высокая производительность со скоростью до 1000 м/час;
· Малые габариты;
· Передвижная конструкция (не требует подъёмных устройств);
· Простота в эксплуатации.

Рисунок
4. Станок для пропитки (импрегнации) погонажных изделий PERLINA
Конструктивные особенности станка:
· Хромированные вальцы обеспечивают равномерную подачу
заготовок в зону распыления антисептика.
· Регулировка по ширине осуществляется вручную (все узлы
настраиваются одновременно одной рукояткой).
· Пропитка (антисептик) подается на деталь с помощью 10
регулируемых форсунок. Деталь обливается со всех сторон. Лишняя жидкость
сливается обратно в ёмкость и вновь подаётся на форсунки насосом через концевой
фильтр.
· Равномерное распределение антисептика и его проникновение в
поры древесины обеспечивается вращающимися щётками.
· Для качественной обработки боковых граней погонажа
используются дополнительные щётки.
· С целью удаления остатков антисептика из пазов заготовки,
проводится обдув с помощью форсунок, расположенных сверху и снизу (запитаны от
местного вентилятора, не требуют компрессора).
· Для снятия излишков антисептика после распыления
(импрегнации) с поверхностей заготовок, используются губчатые валы.
· Щеточные валы предназначены для чистового удаления остатков
влаги с поверхности детали.
· Система обдува с двух сторон окончательно высушивает
погонажные изделия после проведённой импрегнации.
· Детали могут немедленно складироваться или упаковываться, или
поступать на дальнейшую обработку.
Технические характеристики станка для пропитки погонажных изделий PERLINA
представлены в таблице 7:
Таблица
7. Технические характеристики станка для пропитки погонажных изделий PERLINA
|
Параметр
|
Значение
|
|
Максимальная ширина обработки, мм
|
100
|
|
Максимальная толщина заготовки (шпунтованные доски), мм
|
220(250)
|
|
Скорость подачи, м/мин
|
16
|
|
Количество форсунок для обдува, шт.
|
10
|
|
Напряжение, В
|
220
|
|
Потребляемая мощность, кВт
|
1,25
|
|
Габаритные размеры, мм
|
1960х820х1120
|
|
Масса, кг
|
190
|
Как видно из технических характеристик станка, скорость подачи изделий в
него составляет 16 м/мин, что равняется принятой скорости подачи сырья на
четырёхсторонний станок. Поэтому, расчет производительности, выполненный для
четырехстороннего станка будет справедлив и для станка для пропитки.
Поэтому, количество станков для пропитки принимаем также 4 штуки.
Заключительной операцией на участке производства террасной доски является
упаковка готовой продукции в пакеты.
Для данной операции выбираем упаковочная линию УМ-1 "Лайн".
Общий вид линии показан на рис. 5.

Рисунок
5. Упаковочная линия мод. УМ-1 Лайн автоматическая
Данная линия предназначена для полуавтоматической упаковки в
термоусадочную ПЭ пленку длинномерных изделий, к числу которых относятся
различного рода пиломатериалы: вагонка, брус, плинтуса, доска, карнизы и пр.
Оборудование надежно и просто в эксплуатации, легко монтируется и
демонтируется, имеет высокую ремонтопригодность.
Технические характеристики линии представлены в таблице 8.
Таблица
8. Технические характеристики линии мод. УМ-1 Лайн
|
Параметр
|
Значение
|
|
Максимальные размеры упаковки, мм
|
150 х 150 х 4000
|
|
Температура нагрева воздуха в камере, град
|
150 - 170
|
|
Используемая пленка
|
ПЭ термоусад. от 60 до 120 мкм
|
|
Потребляемая мощность, кВт
|
не более 13
|
|
Габариты, мм
|
3000х700х1700
|
|
Масса, кг
|
250
|
|
Производительность, м3/час
|
15…18
|
Из данных таблицы принимаем производительность линии 15 м3/час.
Тогда сменная производительность линии с учетом коэффициента
использования машинного времени и коэффициента технического использования
станка составит:
х 0,9 х 0,834 х 480 = 5400 м3/см
Или в год:
,54 х 498 = 2689 тыс. м3.
Данная производительность превышает с большим запасом производительность
участка.
Поэтому принимаем для участка одну упаковочную линию. При этом работать
она будет в одну смену.
Рассчитаем годовую производительность цеха по готовой доске.
При установлении нормы расхода пиломатериалов необходимо учитывать:
потери при сушке (усушке и брак материала при сушке);
опилки при распиливании;
концевые отходы при поперечном раскрое;
потери, связанные с качеством древесины (трещины, сучки, гниль и т.д.);
припуски на механическую обработку (стружка).
Значения норм расхода пиломатериалов будут различны и находятся в прямой
зависимости от характера обработки, породы, сортности и размеров
пиломатериалов, от размеров деталей и чистоты их обработки, применяемого
оборудования и т.п.
Для проектируемого участка габариты получаемой на обработку обрезной
доски из лиственницы составляют
х 150 х 6000 мм.
Принимаем, что размер выпускаемой террасной доски составит 27 х 143 х
2800 мм. При принятых размерах из одной исходной доски можно произвести 2
террасных доски. Или, из
,035 х 0,15 х 6 = 0,0288 м3
исходной доски получиться
,027 х 0,143 х 2,8 х 2 = 0,0216 м3 готовой продукции.
Коэффициент использования исходного материала для производства террасной
доски из обрезной доски составит 0,0216 : 0,0288 = 0,75.
Тогда, производительность участка по готовой продукции составит:
х 0,75 = 37500 м3 в год, или:
: 0,0216 ~ 1736 тыс. террасных досок в год
Все перечисленное оборудование должно быть размещено на производственной
площадке с учетом требований ГОСТ 12.3.042-88, СНиП 31-03-2001.
При проектировании цеха и планировке размещения оборудования
предусмотрены следующие требования:
расстояние между двумя соседними станками должно быть не менее
трехкратной длины, наиболее крупных деталей обрабатываемых на них;
станки и рабочие места в цехе расположены так, что оставлен центральный
проезд вдоль всего цеха шириной 3 м;
ширина прохода между единицей оборудования и элементами зданий - не менее
1,1 м.
ширина рабочей зоны у оборудования и рабочих мест - не менее 900 мм.
На участке будут трудиться рабочие следующих специальностей:
станочники по деревообработке - 32 чел;
водители автопогрузчика - 6 чел;
слесари - 6 чел;
сторожа, вспомогательные рабочие без специальной квалификации - 10 чел;
ИТР - 6 чел.
. Технология
поставки пиломатериалов на экспорт
Порт Выборгский является универсальным малым портом с пропускной
способностью до 3 млн тонн грузов в год.
Порт специализируется на перевалке широкой номенклатуры генеральных,
навалочных грузов (минеральные удобрения, уголь, руда, чугун, металлолом),
пищевых и химических наливных грузов.
В летнюю навигацию в Порту также осуществляет прием пассажирских судов.
Порт Выборгский расположен в северо-восточной части Финского залива в 134
км от Санкт-Петербурга и в 10 км от границы с Финляндией. Северная гавань порта
соединяется Сайменским каналом с озером Сайма, расположенным на территории
Финляндии.
Навигация в порту - круглогодичная; режим работы - круглосуточный. Грузы
поступают в порт морскими и речными судами, автомобильным и железнодорожным транспортом.
В границах порта расположены 13 универсальных причалов с общей
протяжённостью причальной линии - 1490 м.
Порт принимает суда длиной до 135 м и осадкой до 6,5 м.
Общая площадь порта - 17 га (ПЗТК), в том числе открытые складские
площади - 35500 кв.м, крытые - 4937 кв. м.
Услуги по перегрузке, складированию и хранению грузов:
погрузочно-разгрузочные работы (включая работы, проводимые под
руководством судовой администрации, штивку, сепарирование,
крепление/раскрепление груза, за исключением грузов на палубе судна, также
сухую зачистку трюмов и твиндеков "под лопату" после выгрузки)
заходящих судов в порт, транспортно-экспедиторские и складские операции с
грузами, перевалку на морской/речной транспорт грузов с других видов транспорта
и обратно, перегрузку наливных, негабаритных и тяжеловесных грузов;
выгрузка судов с рефрижераторными грузами, продовольственными грузами,
зерном насыпью и другими грузами, не подлежащими хранению в порту,
производится: полностью по прямому варианту;
опасные грузы перерабатываются портом по правилам ИМКО, МОПОГ по
предварительному согласованию с портом. Завоз грузов в порт производится по
подтверждению порта.
В настоящее время планируется реконструкция около 70 тыс. кв м портовой
площади и полное переоснащение существующего порта. Предполагается, что после
реконструкции порт будет специализироваться прежде всего на контейнерных,
генеральных и Ro-Ro грузах.
В настоящее время имеется тенденция создания специализированных
терминалов по отгрузке лесоматериалов. На официальном уровне, то есть в
нормативных правовых актах, понятие терминал не используется. Как правило, под
терминалами принято понимать склады временного хранения. В отношении вывозимых
(экспортируемых) российских товаров таможенное законодательство не требует их
помещения на временное хранение и, соответственно, нахождение на складах
временного хранения для экспортных грузов необязательно. Создание
специализированных терминалов призвано облегчить участникам внешнеэкономической
деятельности проведение таможенного оформления, т.к. часто имеет место
несовпадение мест подачи (проверки) таможенных деклараций и мест отгрузки
лесоматериалов. Кроме того, многие лесоэкспортеры не имеют постоянного места
отгрузки, оно становится им известно только при подаче грузовой таможенной декларации.
У мелкого участника ВЭД нет необходимой территории, достаточного количества
погрузочно-разгрузочного оборудования, дополнительных средств на
пересортировку.
Такие специализированные лесные терминалы оснащены автоматизированным
устройством по определению объемов круглого леса, средствами радиационного и
фитосанитарного контроля. Такие терминалы могут послужить базой размещения на
их территории таможенных постов, которые будут не только принимать и проверять
грузовые таможенные декларации, но и контролировать отгрузку экспортных
лесоматериалов. Сама идея появления лесных терминалов возникла при согласовании
вопроса размещения должностных лиц таможенных органов вне места расположения
таможенного поста (для осуществления контроля за фактической загрузкой
лесоматериалов).
Предполагается, что через такие специализированные терминалы можно будет
отправлять древесину на экспорт не отдельными вагонами, как при отгрузке с
тупиков, а в составе маршрутов. Что одновременно даст возможность
предпринимателям получить некоторые льготы по железнодорожному тарифу.
Ожидается также, что лесные терминалы позволят упорядочить экспорт
кругляка за счет его систематического досмотра и проверки законности
происхождения. Нахождение в непосредственной близости от терминалов представителей
государственных контролирующих органов будет способствовать ускорению получения
необходимых разрешительных документов.
Однако такие терминалы ориентированы прежде всего на отгрузку круглого
леса, который составляет основную долю российского экспорта лесоматериалов. В
то же время, поставка продукции с высокой добавленной стоимостью позволит
значительно повысить прибыль российских поставщиков лесоматериалов.
В рамках данной реконструкции нашим проектам предусмотрено выделение
одного из причалов для создания принципиально нового лесного терминала,
предназначенного для погрузки пакетированных лесоматериалов. Создание такого
терминала возможно в кооперации и при финансовом участии нескольких
деревообрабатывающих производств Ленинградской области. Строительство данного
терминала будет направлено на решение следующих задач:
· Консолидация участников - производителей лесопродукции с
высокой добавленной стоимостью с целью создания единого для всех участников
комплекса по таможенному оформлению и отгрузке материалов лесопереработки;
· Снижение времени нахождения готовой продукции на складе за
счет ускорения оформления необходимых таможенных документов и ускоренного
формирования пароходной партии для отгрузки.
На терминале предусмотрено внедрение современных систем
погрузки-разгрузки:
· системы контроля за работой автоматизированных кранов
(Automatic Crane Control);
· системы автоматических самоходных транспортных средств
(Automated Guided Vehicles);
· системы автоматических кранов-укладчиков (Automated Stacking
Cranes)
Внедрение автоматизированных или полуавтоматизированных систем такого
уровня будет способствовать высвобождению рабочих мест непосредственно с
погрузочно-разгрузочных работ в пользу контроля за внедренными системами.
Автоматизация алгоритмизируемых операций позволит повысить качество и скорость
работы и снизить производственный травматизм.
В терминале предусмотрено внедрение современных систем управления
движением грузов:
· система электронного документооборота, в том числе
таможенные, сертификационные и другие документы (Electronic Data Interchange);
· электронная идентификация груза (Cargo Card System);
· система онлайн-слежения и мониторинга перемещения груза в
порту (On-Line Tracking and Tracing System);
· система управления складскими помещениями (Warehouse System).
С внедрением этих систем ожидается повышение качества работы всего порта,
улучшение условий занятости персонала, снижение количества ошибок и
нерационального использования времени и пространства.
До начала погрузки на судно лесных грузов, перевозимых в заграничном
сообщении, грузоотправитель обязан представить порту отправления спецификацию
на весь подлежащий погрузке на данное судно лесной груз, на основании его
составляется грузовой план.
В спецификации должно быть указано:
а) точное наименование грузоотправителя и грузополучателя;
б) порт выгрузки лесного груза;
в) сорта лесных грузов с разбивкой по каждому коносаменту, с
указанием количества их и объема в установленных объемных единицах измерения;
г) какие партии груза необходимо погрузить в трюмы суд на и какие
могут быть погружены на палубу;
д) место погрузки в порту; причем, если она должна про изводиться у
двух или нескольких причалов, то не допускается погрузка одной коносаментной
партии у разных причалов.
Лесные грузы в заграничном сообщении перевозятся в соответствии с
существующими Правилами и условиями договора между судовладельцем и
фрахтователем.
Экспортные лесные грузы принимаются от грузоотправителя и выдаются
грузополучателю у борта судна.
Рассчитаем площадь складского помещения в порту, необходимую для
размещения пакетированной террасной доски.
Площадь склада F м2, рассчитывается по формуле:

где
A -недельная производительность цеха, шт./неделя;-время хранения,
неделя;-площадь, занимаемая одной доской, м2;-количество досок в
стопе, шт.;-коэффициент заполнения площади склада.
Недельная
производительность составит:
:
52 = 33,4 тыс. досок.
Максимальное
время хранения готовой продукции на складе порта принимаем 2 недели.
Площадь,
занимаемая одной террасной доской равна
,143
х 2,8 = 0,4 м2.
Количество
досок в стопе принимаем исходя из допустимой средней высоты укладки 4,5 метра:
,5
: 0,027 = 166 шт.
Принимаем,
что K1 = 0,3;
Тогда
 м2.
м2.
4. Экология
В процессе обработки пиломатериалов и их производных образуются отходы
двух видов по структуре и размерам:
сыпучие - опилки, стружка, древесная пыль;
кусковые - рейки, срезки досок, вырезки брака, короткомер.
С целью защиты воздушного бассейна от загрязнения выбросами
деревообрабатывающих цехов проектом должны предусматриваться следующие
мероприятия:
применение безотходных технологических процессов;
обеспечение нормативных условий эксплуатации технологического
оборудования;
устройство повременных эффективных сооружений для систем вытяжной
вентиляции;
контроль за эффективностью очистных сооружений и соблюдением нормы
предельно-допустимого выброса вредных веществ в атмосферу.
Технологическое оборудование, требующее устройства местного отсоса,
объемы удаляемого воздуха и количества отходов, образующихся в процессе
обработки древесины, необходимо определять по паспортным данным оборудования,
имеющимся отраслевым методикам по определению выбросов в атмосферу вредных
веществ от технологического оборудования.
Сыпучие отходы и пыль следует удалять от станков с помощью специальных
инженерных систем. Такими системами являются аспирационные установки.
Латинское слово аspiratio означает вдыхание, и, в данном случае, характеризует
принцип действия инженерных систем, состоящий в отсасывании воздуха от
технологического оборудования. В связи с тем, что удаление из воздушного потока
крупных частиц (стружки, опилок и пр.) не представляет собой сложной задачи,
основной функцией современных аспирационных установок является эффективное и
надежного обеспыливание воздуха в рабочей зоне производственных помещений и
охраны атмосферного воздуха от загрязнения пылевыми выбросами с минимальными
капитальными и эксплуатационными затратами.
Источниками выделения пыли (частиц с диаметром до 200 мкм) является
технологическое оборудование, при работе которого пыль, а также более крупные
частицы образуются в качестве отходов механической обработки древесных и других
материалов.
Задача предотвращения попадания пыли в объем производственных помещений
решается путем отсоса воздуха от режущих органов станков с возможно более
полным уносом измельченных отходов в момент их образования.
Все системы аспирации состоят из следующих основных частей:
трубопроводных сетей;
тягодутьевых машин;
пылеулавливающих аппаратов.
Основное требование к аспирационным установкам по качеству очистки
воздуха выполняют пылеулавливающие аппараты, которые, по конструктивному
исполнению подразделяются на следующие основные виды:
циклоны - аппараты, в которых отделение твердых частиц от воздуха
осуществляется за счет использования центробежной силы, развивающейся при
вращательно-поступательном движении материало-воздушного потока и прижимающей
частицы к стенке циклона. При этом частицы теряют кинетическую энергию потока и
под воздействием силы тяжести опускаются в направлении выгрузного отверстия. До
конца прошлого века циклоны были наиболее распространены в деревообрабатывающих
производствах, это было связано с простотой их изготовления и обслуживания, а
также небольшими капитальными затратами. Однако их существенные недостатки
(ограниченные возможности очистки, не отвечающие современным требованиям;
необходимость их монтажа вне производственных помещений, что приводит к удалению
теплого воздуха из помещений), значительно сузили область их применения в
настоящее время;
фильтры - пылеулавливающие аппараты, процесс очистки в которых
осуществляется за счет фильтрации, или осаждения твердых частиц, взвешенных в
воздушном потоке, на поверхности или в объеме пористых сред В настоящее в
деревообрабатывающих производствах индустриально развитых стран фильтры
являются основным видом пылеулавливающего оборудования аспирационных систем. Их
конструкция и материалы позволяют очищать воздух аспирационных систем от пыли
до величины пылесодержания менее 1 мг/м3, т.е. ниже величины предельно
допустимого санитарными нормами пылесодержания для приточного воздуха, что
позволяет, в большинстве случаев, возвращать в холодное время года очищенный
воздух в помещения и экономить за счет этого на расходах на отопление.
Для проектируемого участка аспирационная система имеет следующую
принципиальную конструкцию (рис. 6).

Рисунок
6. Аспирационная установка
Бункер 2 для временного хранения древесных частиц смонтирован на раме 1.
На крыше бункера установлен фильтр тонкой очистки с тканевыми рукавами 3, рамой
встряхивания с вибратором 4. Рядом смонтирован циклон 7 грубой очистки с
входным патрубком 9, нижним разгрузочным отверстием для древесных частиц и
верхним выходным отверстием 6 для воздушного потока. Отверстие 6 циклона
соединено воздуховодом 5 с входом в рукава фильтра. Фильтр двухступенчатой
очистки работает следующим образом. Станочная стружка и пыль воздушным потоком,
подается в циклон. Крупные древесные частицы под действием кинетической энергии
напора и центробежных сил вращаются в циклоне, прижимаясь к его конической
стенке, тормозятся и падают на дно бункера. Мелкая пылевоздушная смесь
устремляется вверх через широкое выходное отверстие 6 и попадает в тканевые
проходные рукава 3 фильтра. Отдельные частицы, пройдя через рукава, падают в
бункер, а воздух просачивается через стенки рукавов и попадает в пространство
между рукавами. Пыль оседает на внутренних стенках рукавов. Для удаления
осевшего слоя пыли периодически включают вибратор 4, рама встряхивания начинает
вибрировать и слой пыли, отваливаясь, падает в бункер. Очищенный воздух из
корпуса фильтра по трубе 8 возвращается в цех.
Кусковые отходы должны собираться в транспортные пакеты и вывозиться из
цеха на склад древесных отходов или с помощью подпольной системы ленточных
конвейеров удалять в дробильный участок либо на склад отходов.
Реализация отходов должна осуществляться на специализированные
предприятия, для которых исходным сырьем являются древесные отходы. К таким
предприятиям относятся целлюлозно-бумажные комбинаты и заводы, заводы
древесно-волокнистых и древесно-стружечных плит, гидролизные заводы, завод или
цехи древесной муки, применяющие энергохимический способ использования
древесных отходов.
При этом требуется только рассортировать отходы по видам (щепа, стружка и
т.п.) и по породам, а кусковые отходы сдавать в измельченном виде, согласно
государственных стандартов и технических условий на сырье.
Главным условием при поставке древесных отходов заводам-потребителям
должно явиться сохранение постоянства физико-механических показателей этих
отходов.
Еще одним путем утилизации отходов может быть их использование на самом
предприятии в качестве топлива для сушильных камер.
5. Безопасность жизнедеятельности
В процессах деревообработки возможно действие следующих опасных и вредных
производственных факторов:
движущихся машин и механизмов;
незащищенных подвижных элементов производственного оборудования, передвигающихся
изделий, заготовок, материалов;
повышенной запыленности и загазованности воздуха рабочей зоны;
повышенной или пониженной температуры воздуха рабочей зоны;
повышенной температуры поверхностей оборудования;
повышенного уровня шума на рабочем месте;
повышенного уровня вибрации;
повышенной влажности воздуха рабочей зоны;
опасного уровня напряжения в электрической цепи, замыкание которой может
произойти через тело человека;
недостаточной освещенности рабочей зоны.
Процессы деревообработки должны соответствовать требованиям ГОСТ
12.3.003-75 и ГОСТ 12.3.007-75.
Участки производственных помещений, пребывание на которых связано с
опасностью для работающих, а также оборудование, являющееся источником
опасности, должны быть окрашены в сигнальные цвета и иметь знаки по ГОСТ
15543-70.
Концентрация вредных веществ в воздухе рабочей зоны не должны превышать
ПДК, установленных ГОСТ 12.1.005-76.
Для уменьшения влияния из работающих вредных факторов производства
следует предусматривать:
размещение производств, выделяющих вредные реагенты, в изолированных
помещениях, если герметизация их невозможна или трудновыполнима;
оснащение рабочих мест, выполнение работ на которых сопровождается
выделением пыли, пылеулавливающими устройствами;
блокировку технологического оборудования с системой вентиляции,
исключающую возможность работы оборудования при отключении вентиляции и
соответствующую сигнализацию в помещениях и на рабочих местах, где выделяются
горючие пары и токсические вещества.
Технологическое, подъемно-транспортное оборудование, электросети КИП,
автоматика, устанавливаемые в цехе, должны отвечать требованиям " Правил
устройства электроустановок", а их эксплуатация - " Правилам
технической эксплуатации электроустановок потребителей" и " Правилам
техники безопасности при эксплуатации электроустановок потребителей".
Производство работ по деревообработке должно предусматриваться с учетом
требований ГОСТ 12.3.007-75.
Температура, относительная влажность и скорость движения воздуха в
помещениях цеха должны быть в пределах, установленных " Санитарными
нормами проектирования промышленных предприятий" и главой СНиП по
отоплению, вентиляции и кондиционированию воздуха.
Устройство освещения в помещениях цеха должно соответствовать требованиям
СНиП по естественному и искусственному освещению и СН "Санитарных норм
промышленных предприятий".
Для соблюдения безопасного функционирования проектируемых участков
переработки древесины необходимо строгое соблюдение требований правил техники
безопасности.
Под техникой безопасности подразумевается комплекс мероприятий
технического и организационного характера, направленных на создание безопасных
условий труда и предотвращение несчастных случаев на производстве. В целях
обеспечения охраны труда на предприятии принимаются меры к тому, чтобы труд работающих
был безопасным, и для осуществления этих целей выделяются большие средства. На
заводах имеется специальная служба безопасности, подчиненная главному инженеру
завода, разрабатывающая мероприятия, которые должны обеспечить рабочему
безопасные условия работы, контролирующая состояние техники безопасности на
производстве и следящая за тем, чтобы все поступающие на предприятие рабочие
были обучены безопасным приемам работы.
В рамках обеспечения охраны труда на предприятии на заводах
систематически проводятся мероприятия, обеспечивающие снижение травматизма и
устранение возможности возникновения несчастных случаев. Мероприятия эти
сводятся в основном к следующему:
· улучшение конструкции действующего оборудования с целью предохранения
работающих от ранений;
· устройство новых и улучшение конструкции действующих защитных
приспособлений к станкам, машинам и нагревательным установкам, устраняющим
возможность травматизма;
· улучшение условий работы: обеспечение достаточной
освещенности, хорошей вентиляции, отсосов пыли от мест обработки, своевременное
удаление отходов производства, поддержание нормальной температуры в цехах, на
рабочих местах и у теплоизлучающих агрегатов;
· устранение возможностей аварий при работе оборудования,
разрыва шлифовальных кругов, поломки быстро вращающихся дисковых пил,
разбрызгивания кислот, взрыва сосудов и магистралей, работающих под высоким
давлением, выброса пламени или расплавленных металлов и солей из нагревательных
устройств, внезапного включения электроустановок, поражения электрическим током
и т. п.;
· организованное ознакомление всех поступающих на работу с
правилами поведения на территории предприятия и основными правилами техники
безопасности, систематическое обучение и проверка знания работающими правил
безопасной работы;
· обеспечение работающих инструкциями по технике безопасности,
а рабочих участков плакатами, наглядно показывающими опасные места на
производстве и меры, предотвращающие несчастные случаи.
Однако в результате пренебрежительного отношения со стороны самих рабочих
к технике безопасности возможны несчастные случаи. Чтобы уберечься от
несчастного случая, нужно изучать правила техники безопасности и постоянно
соблюдать их.
Общие требования техники безопасности на производстве заключаются в
следующем:. При получении новой (незнакомой) работы требовать от мастера
дополнительного инструктажа по технике безопасности.
b. При выполнении работы нужно быть внимательным, не отвлекаться
посторонними делами и разговорами и не отвлекать других.. На территории завода
(во дворе, здании, на подъездных путях) выполнять следующие правила:
· не ходить без надобности по другим цехам предприятия;
· быть внимательным к сигналам, подаваемым крановщиками электро
кранов и водителями движущегося транспорта, выполнять их;
· обходить места погрузки и выгрузки и не находиться под
поднятым грузом;
· не проходить в местах, не предназначенных для прохода, не
подлезать под стоящий железнодорожный состав и не перебегать путь впереди
движущегося транспорта;
· не переходить в неустановленных местах через конвейеры и
рольганги и не подлезать под них, не заходить без разрешения за ограждения;
· не прикасаться к электрооборудованию, клеммам и
электропроводам, арматуре общего освещения и не открывать дверец электрошкафов;
· не включать и не останавливать (кроме аварийных случаев)
машин, станков и механизмов, работа на которых не поручена тебе администрацией
твоего цеха.
d. В случае травмирования или недомогания прекратить работу, известить об
этом мастера и обратиться в медпункт.
6. Экономический раздел
В основу расчета инвестиционной привлекательности проекта заложены
экономические методы, дисконтирующие денежные потоки и обеспечивающие наиболее
надежную связь между финансовым анализом проектов и предполагаемой целью -
максимизацией благосостояния акционеров. Важнейшими показателями расчета
инвестиционного проекта являются показатели чистой приведенной стоимости
проекта (NPV), внутренней нормы прибыли (IRR), дисконтированного срока
окупаемости инвестиций (DPP).
Метод чистого дисконтированного дохода (NPV - Net Present Value)
позволяет сравнивать текущую стоимость будущих доходов от капитальных вложений
с требуемыми сейчас затратами. То есть все будущие доходы от инвестиций
дисконтируются на настоящий момент времени и сравниваются с инвестиционными издержками.
Следовательно, чистый дисконтированный доход - это разница между текущей
стоимостью прибыли и затратами на инвестиции.
Показатель чистого дисконтированного дохода - NPV - рассчитывается по
формуле:

где-
годовые накопленные доходы;- норма дисконта;-первоначальная инвестиция;-
инвестиции в последующие годы (если имеются);- расчетный период, годы
Критерий
принятия решения в методе NPV одинаков для любых видов инвестиций и
организаций: если NPV положительный (то есть больше нуля), инвестиционный
проект следует принять (и наоборот). Положительный NPV означает, что текущая
стоимость доходов превышает текущую стоимость затрат, следовательно, можно
ожидать увеличения благосостояния инвесторов. Если NPV равен нулю,
инвестиционный проект становится малопривлекательным, поскольку нулевое
увеличение в благосостоянии - недостаточное вознаграждение за усилия, вложенные
в проект.
Внутренняя
норма прибыли (IRR) - это такое положительное число, что при норме дисконта,
равной его величине, чистая приведенная стоимость проекта обращается в ноль,
при всех больших значениях - отрицателен, при всех меньших значениях -
положителен. Другими словами, внутренняя норма прибыли - минимальная величина
рентабельности, при которой вложенные средства окупятся за планируемый срок
реализации проекта.
Данный
показатель рассчитывается из следующего условия:

Упрощенное
правило использования показателя IRR: в случае 100% финансирования проекта за
счет средств банка проект можно принять к реализации только в случае, если IRR
больше процентной ставки по кредиту.
Дисконтированный
срок окупаемости инвестиций (DPP - Discounted payback period). Метод DPP
дисконтирует ежегодные чистые денежные поступления по подходящей учетной ставке
и определяет, какое количество лет потребуется для этих дисконтированных
денежных потоков, чтобы они окупили первоначальные затраты на инвестиции.
Период
финансово-экономического анализа строительства и эксплуатации принят равным 10
годам с момента выхода на проектную мощность. Этот срок определяется физическим
и моральным износом установленного основного оборудования.
Срок
проектирования и строительства предприятия до момента начала ввода в эксплуатацию
принят 1 год. График ввода в эксплуатацию определен исходя из следующих
предпосылок: Весь процесс обработки обрезной доски после сушки и до упаковки
фактически будет состоять из 4-х параллельных линий в следующем составе:
четырехсторонний станок - торцовочный станок - станок для пропитки. Поэтому
выход производства на проектную мощность планируется осуществлять в четыре
этапа. Через 1 год после начала проектирования и строительства, в первом
квартале 2-го года расчетного периода предполагается запустить одну линию
производительностью 9375 м3 в год. Во втором квартале пускается в
производство вторая линия с доведением производительности до 18750 м3 в год, в
третьем квартале - еще одна линия с доведением производительности до 28125 м3
в год, и в четвертом квартале с пуском последней линии производство выйдет на
проектную мощность в объеме 37500 м3 в год.
Программа
выпуска продукции
Программа выпуска продукции рассчитана исходя из приведенного выше
графика выхода на проектную мощность.
Цена реализации террасной доски принята 600 евро за м3 на
условиях поставки FCA Инкотермс 2010. В пересчете на рубли по курсу на
01.06.2015 г. цена реализации составит 34800 руб/м3.
Программа выпуска и реализации продукции представлена в таблице 9.
Таблица
9. Выпуск и реализация продукции
|
№
|
Наименование
|
Ед. изм.
|
Годы расчетного периода
|
|
|
|
1
|
2
|
3 и последующие
|
|
|
|
|
1 кв
|
2 кв
|
3 кв
|
4 кв
|
|
|
1
|
Объем производства
|
м3
|
0
|
2343,75
|
4687,5
|
7031,25
|
9375
|
37500
|
|
2
|
Цена реализации
|
тыс.руб/ м3
|
34,8
|
34,8
|
34,8
|
34,8
|
34,8
|
|
3
|
Сумма реализации
|
тыс. руб
|
0
|
81 563
|
163 125
|
244 688
|
326 250
|
1 305 000
|
Издержки на
производство продукции
Основным сырьем для производства готовой продукции является обрезная
доска из лиственницы. Как было рассчитано раннее, ее годовой объем потребления
составит 50000 м3 или
/37500 = 1,33 м3/м3 террасной доски.
Цена закупки обрезной доски с учетом доставки принята 12000 руб/м3.
Расходы на вспомогательные материалы (пропиточный состав, упаковочная
пленка, запчасти и т.п.) приняты в размере 5000 руб/м3.
Годовой объем расхода силовой электроэнергии рассчитаем исходя из
имеющихся данных по установленной мощности электродвигателей оборудования,
коэффициента пересчета от установленной к потребляемой мощности 0,75 и времени
работы оборудования.
Для четырехстороннего, торцовочного и пропиточного станков, а также для
газоочистной установки время работы определим из коэффициента технического
использования (0,834), количества рабочих смен (498 смен в год) и
продолжительности смены (8 ч):
,834 х 498 х 8 = 3322 часа в год.
Для линии упаковки время работы определим исходя из ее часовой
производительности (15 м3 /ч):
: 15 = 2500 часа в год.
Для сушильных камер время работы определим исходя из среднего времени
сушки 3 суток (72 часа) и суммарного объема сушки в 24-х камерах
40,9 х24 = 981 м3:
: 981 х 72 = 3670 часов в год
Такое же время работы будет у водогрейных котлов.
Расчет расхода электроэнергии представлен в таблице 10.
Таблица
10. Расход электроэнергии оборудованием участка производства террасной доски
|
№
|
Оборудование
|
Колич., шт.
|
Установл. мощность единицы, кВт
|
Общая потребляемая мощность с учетом коэф. 0,75, кВт
|
Время работы, ч/год
|
Расход электроэнергии, кВт·ч/год
|
|
1
|
Сушильная камера модели "СКВ-50ТА"
|
24
|
18
|
324
|
3670
|
1 189 080
|
|
2
|
Котел водогрейный G-1,0Г
|
6
|
1,5
|
6,75
|
3670
|
24 773
|
|
3
|
Четырехсторонний станок модели С16-42
|
4
|
17,5
|
52,5
|
3322
|
174 405
|
|
4
|
Торцовочный станок модели TK-18T
|
4
|
5,5
|
16,5
|
3322
|
54 813
|
|
5
|
Станок для пропитки (импрегнации) погонажных изделий
PERLINA
|
4
|
1,25
|
3,75
|
3322
|
12 458
|
|
6
|
Упаковочная линия мод. УМ-1 Лайн
|
1
|
13
|
9,75
|
2500
|
24 375
|
|
7
|
Газоочистная установка
|
1
|
10
|
7,5
|
3322
|
24 915
|
|
Итого
|
|
|
|
|
1 504 818
|
Удельный расход электроэнергии составит:
504 808 : 37500 = 40,13 кВт·ч/м3.
Расход природного газа определим исходя из его расхода на водогрейных
котлах (15 м3/ч), их количества (6 шт.) и времени работы (3670
ч/год):
х 6 х 3670 = 330300 м3 в год.
Удельный расход природного газа составит:
300 : 37500 = 8,8 м3/м3
Фонд оплаты труда определим в соответствии с численностью персонала и
принятой месячной оплатой труда (таблица 11).
Таблица
11. Фонд оплаты труда
|
№
|
Персонал
|
Численность
|
Месячный оклад, руб
|
Годовой ФОТ, тыс. руб
|
ФОТ на 1 м3 продукции, руб
|
|
1
|
Основные рабочие
|
44
|
35000
|
18480
|
492,8
|
|
2
|
Вспомогательные рабочие
|
10
|
30000
|
3600
|
96
|
|
3
|
ИТР
|
6
|
50000
|
3600
|
96
|
|
|
ИТОГО
|
60
|
|
25680
|
684,8
|
Кроме того, в фонд оплаты труда входят страховые взносы в размере 30% и
страховой тариф от НС и ПЗ.
Величина накладных расходов рассчитывались на основе имеющихся
нормативов, опыта и практики действующих предприятий.
Затраты на ремонт и содержание основных средств приняты в размере 8% от
стоимости основных средств (стоимость основных средств будет рассчитана в
подпункте "Оценка капитальных затрат"). Налог на имущество рассчитан
исходя из стоимости оприходованных основных средств и величины налога 2,2%.
Прочие расходы определены в размере 50% от ФОТ.
Также в состав накладных издержек будут входить затраты на аренду
производственной площадки. На размещение проектируемого производства
потребуется площадка площадью 600 м2. Средний размер арендной платы
принимаем 200 рублей в месяц за квадратный метр. Тогда годовые затраты на
аренду составят:
х 200 х 12 = 1 440 000 руб,
В пересчете на 1 м3 готовой продукции:
440 000 : 37 500 = 38,4 руб/м3.
В составе внепроизводственных будут иметь место расходы на таможенные
процедуры. При экспорте лесоматериалов подлежат уплате следующие виды
таможенных платежей:
таможенные пошлины;
таможенный сбор за таможенное оформление.
Таможенные платежи уплачиваются в валюте РФ на момент подачи в таможенный
орган экспортной грузовой таможенной декларации. Их величина составит 500 руб.
на м3 готовой продукции.
Прочие внепроизводственные расходы определены в размере 5% от стоимости
сырья, энергозатрат и ФОТ.
Амортизационные отчисления определены прямолинейным методом по которому
годовая сумма амортизации определяется делением стоимости, которая
амортизируется, на срок полезного использования основных средств.
Поскольку принятый нами срок полезного использования составляет 10 лет,
величина амортизационных отчислений составит 10%.
Суммарные издержки на производство продукции представлены в таблице 12.
Таблица
12. Издержки на производство продукции
|
№
|
Статья затрат
|
Ед. изм.
|
Цена, руб
|
Расход на 1 м3
|
Издержки на 1 м3, руб
|
Годовые издержки, тыс. руб
|
|
1
|
Сырье и материалы
|
|
|
|
|
|
|
|
Необрезная доска
|
м3
|
12000
|
1,33
|
15960
|
598 500
|
|
|
Всмопогательные материалы
|
|
|
|
5000
|
187 500
|
|
2
|
Энергия и топливо
|
|
|
|
|
|
|
|
Электроэнергия
|
кВт·ч
|
4,8
|
40,1
|
192,48
|
7 218
|
|
|
Природный газ
|
м3
|
5,9
|
8,8
|
51,92
|
1 947
|
|
3
|
Трудозатраты
|
|
|
|
|
|
|
|
ФОТ
|
|
|
|
684,8
|
25 680
|
|
|
Страховые взносы и страховой тариф от НС и ПЗ
|
|
|
|
232,8
|
8 731
|
|
4
|
Накладные расходы
|
|
|
|
|
|
|
|
Затраты на ремонт и содержание оборудования
|
|
|
|
489,1
|
18 341
|
|
|
Прочие производственные расходы
|
|
|
|
458,8
|
17 206
|
|
|
Налог на имущество
|
|
|
|
134,5
|
5 044
|
|
|
Аренда площадки
|
|
|
|
38,4
|
1 440
|
|
|
Таможенные сборы
|
|
|
|
500,0
|
18 750
|
|
|
Прочие внепроизводственные расходы
|
|
|
|
1106,1
|
41 479
|
|
|
Итого, без амортизации
|
|
|
|
24848,9
|
931 835
|
|
5
|
Амортизация
|
|
|
|
611,4
|
22 926
|
|
|
Всего
|
|
|
|
25460,3
|
954 762
|
Структура издержек на производство представлена на рис. 7.

Рисунок
7. Структура издержек на производство
Как видно из диаграммы, основной статьей затрат на производство продукции
являются затраты на сырье и материалы.
Оценка
капитальных затрат
Капитальные затраты на организацию производства террасной доски из
лиственницы будут складываться из следующих составляющих:
. Затраты на возведение нового терминала отгрузки пакетированных
лесоматериалов в порту "Выборгский" (долевое участие). Величина
данных капитальных вложений определена в размере 50 млн. рублей.
. Закупка необходимого основного и вспомогательного оборудования.
Список оборудования и ориентировочные цены на него представлены в таблице 13;
. Затраты на монтаж и пуско-наладку оборудования. Данные затраты
приняты в размере 45% от стоимости оборудования;
. Затраты на электромонтажные работы. Приняты в размере 25% от
стоимости оборудования;
. Затраты на КИП и автоматику. Приняты в размере 20% от стоимости
оборудования.
. Проектные работы. Приняты в размере 5% от общих капитальных
затрат.
. Резерв средств на непредвиденные расходы. Приняты в размере 20%
от общих затрат.
Сводные капитальные затраты представлены в таблице 14.
Таблица
13. Оборудование участка производства террасной доски
|
№
|
Оборудование
|
Количество, шт.
|
Цена за единицу, руб
|
Общая цена, тыс. руб
|
|
1
|
Сушильная камера модели "СКВ-50ТА"
|
24
|
2 000 000
|
48 000
|
|
2
|
Котел водогрейный G-1,0Г
|
6
|
400 000
|
2 400
|
|
3
|
Четырехсторонний станок модели С16-42
|
4
|
600 000
|
2 400
|
|
4
|
Торцовочный станок модели TK-18T
|
4
|
350 000
|
1 400
|
|
5
|
Станок для пропитки (импрегнации) погонажных изделий
PERLINA
|
4
|
200 000
|
800
|
|
6
|
Упаковочная линия мод. УМ-1 Лайн
|
1
|
250 000
|
250
|
|
7
|
Газоочистная установка
|
1
|
1 500 000
|
1 500
|
|
8
|
Дизельный автопогрузчик
|
3
|
900 000
|
2 700
|
|
9
|
Вспомогательное оборудование
|
|
|
10 000
|
|
Итого
|
|
|
69 450
|
Таблица
14. Общие капитальные затраты
Статья затрат
|
Значение, тыс. руб
|
|
1
|
Строительно-монтажные работы в порту
|
50 000
|
|
2
|
Оборудование
|
69 450
|
|
3
|
Монтаж оборудования
|
31 253
|
|
4
|
Электромонтажные работы
|
17 363
|
|
5
|
КИП и автоматика
|
13 890
|
|
6
|
Проектные работы
|
9 098
|
|
7
|
Непредвиденные затраты
|
38 211
|
|
Итого
|
229 263
|
Структура капитальных затрат проиллюстрирована на рис. 8.
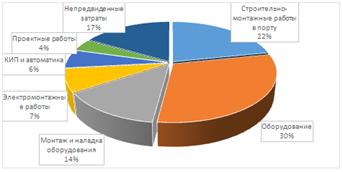
Рисунок
8. Структура капитальных затрат на создание производства террасной доски
Как видно из диаграммы, основная доля капитальных затрат приходится на
долю закупки необходимого оборудования.
Основную долю капитальных затрат, связанную с проведением проектных
работ, закупкой оборудования предполагается потратить в первый год расчетного
периода (80%). Оставшаяся доля (20%), связанная с монтажом и пуско-наладкой
оборудования предполагается к освоению во втором году расчетного периода.
Рабочий
капитал
В структуре инвестиционных затрат на создание нового производства важное
место занимают затраты на создание рабочего капитала. Рабочий капитал - это
разность между текущими активами и текущими обязательствами фирмы. Другое название
рабочего капитала - собственные оборотные средства.
При расчете рабочего капитала к оборотным активам отнесены:
· запасы сырья и материалов на складе исходя из недельной нормы
потребления;
· незавершенное производство в виде сырья, находящегося в сушильных
камерах, в процессе обработки на станках. Объем НЗП рассчитан, как 4-х дневная
норма расхода сырья.
· счета к получению по товарной продукции, исходя из времени
отсрочки платежа 15 дней.
· запасы готовой продукции на складе, равные 30-ти дневному объему
производства.
· запасы наличности в кассе, равные 2-х недельному ФОТ;
К оборотным пассивам отнесены:
· счета к оплате сырья, материалов, энергоресурсов, исходя из
времени отсрочки платежа 15 дней.
Расчет затрат на создание рабочего капитала по годам расчетного периода
представлен в таблице 15.
Таблица
15. Расчет величины рабочего капитала
|
№
|
Наименование
|
Оборот, дней
|
Значение, тыс. руб
|
|
1
|
Оборотные активы
|
|
|
|
запасы сырья и материалов на складе
|
7
|
15 074
|
|
незавершенное производство
|
4
|
8 614
|
|
счета к получению
|
15
|
53 630
|
|
запасы готовой продукции
|
30
|
107 260
|
|
запасы наличности
|
14
|
985
|
|
Итого, оборотные активы
|
|
185 563
|
|
2
|
Оборотные пассивы
|
|
|
|
счета к оплате
|
15
|
32 311
|
|
Итого, оборотные пассивы
|
|
32 311
|
|
3
|
Рабочий капитал
|
|
153 252
|
Общая величина вложений на создание рабочего капитала составит 153,3 млн.
рублей. Из этой суммы на долю первого года расчетного периода приходится 38,3
млн. рублей (25% от общей суммы). Эти запасы оборотных средств формируются
накануне пуска первой линии производства, мощность которой составляет четверть
от полной проектной мощности. Остальные 75% затрат на создание рабочего
капитала приходятся на второй год расчетного периода.
Отчет о
прибылях и убытках
Отчет о прибылях и убытках представлен в таблице 16.
Налог на прибыль в соответствии с Налоговым кодексом РФ принят 20%.
Как видно из таблицы, валовая прибыль проектируемого производства после
выхода на проектную мощность составит 350 млн. руб. в год, чистая прибыль - 280
млн. руб. в год.
Дополнительно рассчитана рентабельность продаж, которая определяется
отношением величины прибыли к величине выручки от реализации. Рентабельность
продаж по валовой прибыли составила 26,8%, по чистой прибыли - 21,5%.
Таблица
16. Отчет о прибылях и убытках
|
№
|
Наименование
|
Единица
|
|
Годы расчетного периода
|
|
|
|
|
измерен.
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
ВСЕГО
|
|
1
|
Выручка от реализации товарной продукции
|
млн.руб
|
0
|
816
|
1 305
|
1 305
|
1 305
|
1 305
|
1 305
|
1 305
|
1 305
|
1 305
|
1 305
|
12 561
|
|
2
|
Расходы на выпуск продукции (без амортизации)
|
млн.руб
|
0
|
582
|
932
|
932
|
932
|
932
|
932
|
932
|
932
|
932
|
932
|
8 969
|
|
3
|
Валовая прибыль, включая амортизацию
|
млн.руб
|
0
|
233
|
373
|
373
|
373
|
373
|
373
|
373
|
373
|
373
|
373
|
3 592
|
|
4
|
Амортизация
|
млн.руб
|
0
|
14
|
23
|
23
|
23
|
23
|
23
|
23
|
23
|
23
|
23
|
183
|
|
5
|
Прибыль до уплаты налога на прибыль
|
млн.руб
|
0
|
219
|
350
|
350
|
350
|
350
|
350
|
350
|
350
|
350
|
350
|
2 802
|
|
6
|
Налог на прибыль
|
млн.руб
|
0
|
44
|
70
|
70
|
70
|
70
|
70
|
70
|
70
|
70
|
70
|
560
|
|
7
|
Чистая прибыль
|
млн.руб
|
0
|
175
|
280
|
280
|
280
|
280
|
280
|
280
|
280
|
280
|
280
|
2 242
|
|
8
|
Рентабельность продаж среднегодовая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(Прибыль/Выручка от реализации)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.1.
|
По валовой прибыли
|
%
|
0,0%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
26,8%
|
|
|
8.2.
|
По чистой прибыли
|
%
|
0,0%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
21,5%
|
17,8%
|
Чистые
денежные потоки и показатели эффективности
Расчет чистых денежных потоков (без учета источников финансирования) от
реализации проекта представлен в таблице 17. Величина коэффициента
дисконтирования для данного проекта принята 20%.
График чистого дисконтрованного потока денежных средств накопительным
итогом показан на рис. 9.

Рисунок
9. Кумулятивный дисконтированный денежный поток
Также в таблице 17 приведен расчет основных показателей инвестиционной
привлекательности проекта:
· Чистая приведенная стоимость проекта (NPV) при ставке
дисконтирования 20% составила 984 млн. рублей.
· Внутренняя ставка доходности (IRR) составила 81%.
· Простой срок окупаемости составил 1,9 года.
· Дисконтированный срок окупаемости составил 2,9 года.
Рассчитанные величины показателей инвестиционной привлекательности
проекта позволяют сделать вывод о выгодности вложения средств в данный проект
от потенциального инвестора.
Таблица
17. Прогноз чистых денежных потоков и показатели эффективности
|
№
|
Наименование
|
Единица
|
|
Годы расчетного периода
|
|
|
|
измерен.
|
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
А
|
Чистый дисконтированный доход
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
Капитальные вложения
|
млн.руб
|
|
-183
|
-46
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
|
Рабочий капитал
|
млн.руб
|
|
-38
|
-115
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
2
|
Валовая прибыль + амортизация
|
млн.руб
|
|
0
|
233
|
373
|
373
|
373
|
373
|
373
|
373
|
373
|
373
|
|
3
|
Налоги, выплачиваемые из прибыли
|
млн.руб
|
|
0
|
-44
|
-70
|
-70
|
-70
|
-70
|
-70
|
-70
|
-70
|
-70
|
-70
|
|
4
|
Чистый поток наличности на общие капиталовложения:
|
млн.руб
|
|
-222
|
29
|
303
|
303
|
303
|
303
|
303
|
303
|
303
|
303
|
303
|
|
|
Коэфф. дисконтирования
|
ед.
|
20,0%
|
1,200
|
1,000
|
0,833
|
0,694
|
0,579
|
0,482
|
0,402
|
0,335
|
0,279
|
0,233
|
0,194
|
|
5
|
Дисконтированный чистый поток на общие капиталовложения:
|
млн.руб
|
|
-266
|
29
|
253
|
210
|
175
|
146
|
122
|
102
|
85
|
70
|
59
|
|
6
|
Чистый дисконтированный доход на общие капиталовложения
(NPV):
|
млн.руб
|
984
|
|
|
|
|
|
|
|
|
|
|
|
|
7
|
Дисконтированная сумма инвестиций
|
млн.руб
|
427
|
-266
|
-161
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
8
|
Индекс доходности без учета дисконтирования
|
|
7,6
|
|
|
|
|
|
|
|
|
|
|
|
|
9
|
Индекс доходности с учетом дисконтирования:
|
ед.
|
3,3
|
|
|
|
|
|
|
|
|
|
|
|
|
Б
|
Внутренняя норма доходности на общие капиталовложения
(IRR):
|
%
|
81,0%
|
|
|
|
|
|
|
|
|
|
|
|
|
В
|
Срок окупаемости
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
Чистый поток наличности нарастающим итогом:
|
тыс.USD
|
|
-222
|
29
|
332
|
635
|
938
|
1 241
|
1 544
|
1 847
|
2 150
|
2 454
|
2 757
|
|
2
|
Дисконтированный чистый поток наличности нарастающим
итогом:
|
тыс. USD
|
|
-266
|
-237
|
15
|
226
|
401
|
547
|
669
|
771
|
855
|
926
|
984
|
|
3
|
Срок окупаемости кап. вложений от начала эксплуатации
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
без учёта коэфф. дисконта (PP):
|
лет
|
1,9
|
1
|
-221,724
|
28,65666
|
|
|
|
|
|
|
|
|
|
|
при ставке дисконта (DPP):
|
20,0%
|
2,9
|
2
|
-237,412
|
15,1858
|
|
|
|
|
|
|
|
|
Анализ
чувствительности
Для определения устойчивости результирующих показателей проекта выполнен
анализ чувствительности с определением изменения величин основных финансовых
показателей - чистого дисконтированного дохода (NPV) и внутренней нормы
доходности (IRR) - при изменении базовых исходных данных в пределах -30…+30%.
Анализ проведен в графическом виде.
На рисунке 10 показано влияние на величины NPV и IRR цены реализации
террасной доски, на рисунке 11 - цены сырья и материалов; на рисунке 12 - цен
на энергию и топливо, на рисунке 13 - трудозатрат, на рисунке 14 - величины
капитальных затрат.

Рисунок
10. Чувствительность проекта к изменению цены реализации паркетной доски
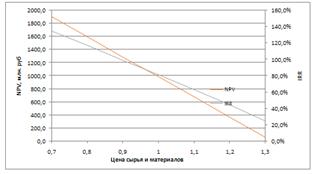
Рисунок
11. Чувствительность проекта к цене сырья и материалов

Рисунок
12. Чувствительность проекта к ценам на энергоресурсы

Рисунок
13. Чувствительность проекта к величине трудозатрат

Рисунок
14. Чувствительность проекта к величине капитальных затрат
Как видно из рисунков, инвестиционный проект отличается высокой
устойчивостью к изменению внешнего экономического окружения.
Наибольшее влияние на эффективность проекта оказывает цена реализации
террасной доски.
Только в случае снижения цены реализации террасной доски на 30% и более,
проект становится нерентабельным. При всех других изменениях исходных экономических
параметров в пределах минус 30…+30%, NPV остается положительным.
Наибольший риск проекта связан с уменьшением цены реализации паркетной
доски.
Список
использованных источников
1. В.И.
Онегин, Л.М. Сосна. Совершенствование техники и технологии механической
переработки древесины // Лесной журнал - 1997. - №6. - С. 121-130.
. Р.Е.
Калитеевский, А.М. Артеменков, А.А. Тамби, В.М. Торопов Технология
лесопильно-деревообрабатывающих производств, "Проектирование лесопильных
предприятий с пакетной отгрузкой пиломатериалов", Учебное пособие. СПб,
2007 г. - 63 с.
. ГОСТ
8486-86 Пиломатериалы хвойных пород. Технические условия. - М.: Изд-во
стандартов, 1994. - 13 с.
. ГОСТ
19773-84. Пиломатериалы хвойных и лиственных пород. Режимы сушки в камерах
периодического действия. - М.: Изд-во стандартов, 1988. - 15 с.
5. "Исследование
рынка заготовки, производства и реализации лесоматериалов (необработанный лес,
пиловочник, пиломатериалы, древесные плиты) в Российской Федерации" -
материал с сайта www.audit-it.ru <http://www.audit-it.ru>.
. Пиломатериалы из
лиственницы - статья с сайта http://stroy-land.net.
. Технология
деревообрабатывающего производства - статья с сайта http://www.wood.ru.
. Е. Карпова, А.
Кузнецов. На чем стоит Венеция? // ЛесПромИнформ - 2013. - №2 (92).
. Р.Е. Калитеевский
"Лесопиление в 21 веке" Технология, Оборудование, Менеджмент.
Учебник. СПб, 2008 г. - 480 с.
. Воякин А.С.
Фрезерные станки для обработки древесины - М.: Лесная промышленность, 1984. -
80 с.
. ОНТП 02-86
Общесоюзные нормы технологического проектирования предприятий машиностроения,
приборостроения и металлообработки. Деревообрабатывающие цехи. Москва, 1986.
. Методические
рекомендации по оценке эффективности инвестиционных проектов (вторая редакция).
- М.; Экономика, 2000. - 421 с.