|
Название чертежа
|
Обозначение
|
Формат
|
|
Продольный разрез ГТУ
|
141122.62 311122 001 01
|
А0
|
|
Подшипник опорный
|
141122.62 311122 001 02
|
А1
|
|
Тепловая схема
|
141122.62 311122 001 03
|
А1
|
|
Чертеж по спецтеме
|
141122.62 311122 001 04
|
А1
|
Исходные данные для расчета
Температура газа перед ГТУ: Тг=1220 К.
Мощность ГТУ: Ne= 23,9 МВт.
Степень повышения давления компрессора: πк=8,2
Температура атмосферного воздуха: Тв=288 К.
Давление атмосферного воздуха: Рв=0,1013 МПа.
Введение
На сегодняшний день газовые турбины получили широкое распространение в
самых разнообразных областях техники.
Развивается высокими темпами и транспорт газа. Ежегодно возрастает
суммарная протяженность магистральных газопроводов, сооружаются новые ГКС,
реконструируются старые. Это объясняется тем, что потребность газа во всем мире
увеличивается, а у нас в стране имеются значительные запасы природного газа.
Газотурбинные ГКС являются преобладающим видом ГКС, а газотурбинные
газоперекачивающие агрегаты - наиболее важное и сложное оборудование этих
станций.
В связи с этим необходимо внедрять на ГКС высокопроизводительные,
автоматизированные блочные установки подготовки газа, повышать в оптимальных
пределах единичные мощности машин при одновременном уменьшении их размеров и
энергопотребления и снижении себестоимости на единицу полезного эффекта.
Развитие блочности конструкции является одним из главных направлений
усовершенствования конструкции газотурбинной установки. Блочная конструкция ГТУ
уменьшает время монтажа и ремонта, что значительно снимает затраты и
трудоемкость на монтаж и ремонт. Для привода нагнетателя природного газа обычно
используют ГТУ со свободной силовой турбиной и несколькими регулирующими
параметрами, что позволяет легко приспосабливаться к переменным условиям работы
газопровода. Для изменения параметров и режимов работы ГТУ используют
регулируемый входной направляющий аппарат в компрессоре и регулируемый сопловой
аппарат в турбине. Для обеспечения надежной работы ГТУ на пусковых и частичных
режимах применяется РВНА, который обеспечивает работу компрессора вдали от зоны
неустойчивых режимов и помпажа. Приводные ГТУ снабжаются РСА силовой турбины,
который позволяет: во-первых, повысить теплоперепад на турбине привода компрессора
при запуске и, тем самым, уменьшить мощность пускового двигателя и увеличить
коэффициент устойчивости до уровня, при котором можно обойтись без
антипомпажных клапанов в компрессоре; во-вторых, приспособить ГТУ к местным
климатическим условиям. Возможно не постоянное, а периодическое регулирование
соплового аппарата свободной турбины, то есть переустановка направляющих
лопаток силовой турбины в зависимости от времени года, режима работы
газопровода и местных условий.
Экономичность газоперекачивающих агрегатов важна для эффективной
транспортировки газа.
В данном дипломном проекте в качестве прототипа выбрана газотурбинная
установка ГТК-25И.
В данной квалификационной работе был использован ряд литературных
источников, список которых прилагается в конце пояснительной записки. При
расчете тепловой схемы ГТУ были использованы "Методические указания по
выполнению курсовых и работ", в которых изложена методика теплового
расчета схем приводных ГТУ, включающая определение оптимальной степени сжатия,
уточненный расчет тепловой схемы и построение характеристик двухвальной ГТУ.
При газодинамическом расчете газовой турбины были использованы источники с
методикой расчета, включающей в себя определение размеров ступеней и расчет
закрутки рабочих лопаток.
Перечень условных обозначений, индексов и сокращений
Условные обозначения:
N
- мощность (вид определяется индексом);
η - коэффициент полезного действия
(КПД);
πк(πТ) - степень повышения (понижения) давления;
G - массовый расход;
n - частота вращения;
rт - термодинамическаястепень реактивности;
rкин - термодинамическаястепень реактивности;- температура;
Р -
давление;
K -
показатель адиабаты;
Ср - удельная теплоёмкость при постоянном давлении;
с, w, u - абсолютная, относительная и окружная
скорости;
a -
критическая скорость (скорость звука);
сu - окружная проекция абсолютной скорости;
са - осевая проекция абсолютной скорости;
α, β - уголы направления потока;
H -
изоэнтропийный тепловой перепад турбины;
В -
ширина лопатки в турбине;
φ - коэффициент скорости в соплах;
ψ - коэффициент скорости в соплах;
σ - напряжение материала;з -
коэффициент запаса;
h -
изоэнтропийный тепловой перепад ступени.
Индексы:
0 -
на входе в ступень;
1 -
на выходе из соплового аппарата, на входе в рабочие лопатки;
2 -
на выходе из рабочих лопаток;
т -
параметры в турбине (ТВД, СТ);
к -
параметры в компрессоре;
кс -
параметры в камере сгорания;
сл -
сопловая лопатка;
рл -
рабочая лопатка;
ад
- адиабатический;
ст -
ступень;
е
- эффективный.
Сокращения:
РЛ
- рабочие лопатки;
СА
- сопловой аппарат;
ОК
- осевой компрессор;
ГТУ
- газотурбинная установка;
ГГ
- газогенератор;
ТВД - турбина высокого давления;
ТНД
- турбина низкого давления.
1. Тепловой расчет цикла ГТУ
1.1 Выбор оптимальной степени повышения давления в цикле ГТУ
В данном проекте принята двухвальная схема газотурбинной установки для
привода центробежного компрессора природного газа. Принципиальная схема
двухвальной ГТУ представлена на рис. 1.1.
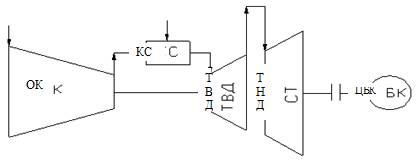
ОК-осевой компрессор; ТВД - турбина высокого давления (турбина
газогенератора); ТНД-турбина низкого давления (силовая турбина); КС - камера
сгорания; ЦБК-центробежный компрессор.
Рисунок 1.1 - Принципиальная схема двухвальной ГТУ
Для выбора расчетной степени повышения давления в цикле ГТУ проводится
расчет тепловой схемы с заданными коэффициентами.
Исходные данные для этого расчета приведены в таблице 1.1
Таблица 1.1 - Исходные данные для расчета.
|
Величина
|
Обозначение
|
Источник
|
Размерность
|
Значение
|
|
Эффективная мощность агрегата
|
Nе
|
Задано
|
кВт
|
23900
|
|
Давление атмосферного воздуха
|
Р1
|
Задаемся
|
Па
|
101300
|
|
Температура атмосферного воздуха
|
Тв
|
Задано
|
К
|
288
|
|
Температура продуктов сгорания перед турбиной
|
Тг
|
Задано
|
К
|
1220
|
|
Гидравлическое сопротивление по тракту
|
тр
|
Задаемся
|
|
0,05
|
|
Удельная теплоемкость воздуха в компрессоре
|
срк
|
Задаемся
|
кДж/кг.К
|
1,01
|
|
Удельная теплоемкость продуктов сгорания в турбине
|
срт
|
Задаемся
|
кДж/кг.К
|
1,23
|
|
Удельная теплоемкость воздуха перед камерой сгорания
|
срв
|
Задаемся
|
кДж/кг.К
|
1,05
|
|
Удельная теплоемкость продуктов сгорания в камере сгорания
|
сркс
|
Задаемся
|
кДж/кг.К
|
1,15
|
|
КПД ТВД
|
ηТВД
|
Задано
|
|
0,900
|
|
КПД ТНД (СТ)
|
ηТНД
|
Задано
|
|
0,890
|
|
КПД компрессора
|
к
|
Задаемся
|
|
0,880
|
|
КПД камеры сгорания
|
кс
|
Задаемся
|
|
0,985
|
|
КПД механический
|
мех
|
Задаемся
|
|
0,990
|
|
Расход охлаждающего воздуха
|
qохл
|
Задаемся
|
|
0,011
|
|
Расход утечек воздуха через уплотнения
|
qут
|
Задаемся
|
|
0,015
|
|
Коэффициент расхода ТВД
|
1
|
Задаемся
|
|
0,96
|
|
Коэффициент расхода СТ
|
2
|
Задаемся
|
|
1,00
|
|
Показатель адиабаты для воздуха
|
kв
|
Задаемся
|
|
1,4
|
|
Показатель адиабаты для продуктов сгорания
|
kг
|
Задаемся
|
|
1,33
|
Расчеты проводятся по методике, изложенной в [1], результаты расчета
сведены в таблицу 1.2. По результатам приближенного расчета тепловой схемы ГТУ
построены зависимости Не=f( ) и
) и  =f() (рис. 1.2). Выбираем πк=8,2 для того, чтобы использовать штатный компрессор
ГТК-25И в качестве модельного.
=f() (рис. 1.2). Выбираем πк=8,2 для того, чтобы использовать штатный компрессор
ГТК-25И в качестве модельного.
Таблица 1.2- Выбор расчетной степени сжатия
|
№п/п
|
Обозначение
|
Формула
|
Размерность
|
Варианты
|
Принимаем опт)
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
|
1
|

|
Задаемся
|
-
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
8,2
|
|
2
|

|

|
-
|
0,219
|
0,369
|
0,486
|
0,584
|
0,669
|
0,744
|
0,811
|
0,873
|
0,931
|
0,824
|
|
3
|

|

|
кДж/кг
|
72,4
|
121,9
|
160,6
|
193,0
|
221,0
|
245,8
|
268,2
|
288,7
|
307,6
|
272,5
|
|
4
|

|

|
К
|
359,7
|
408,7
|
447,1
|
479,1
|
506,8
|
531,4
|
553,6
|
573,9
|
592,6
|
557,8
|
|
5
|

|

|
-
|
1,94
|
2,91
|
3,88
|
4,85
|
5,82
|
6,79
|
7,76
|
8,73
|
9,70
|
7,95
|
|
6
|

|

|
кДж/кг
|
76,6
|
128,9
|
169,9
|
204,1
|
233,7
|
259,9
|
283,7
|
305,3
|
325,3
|
288,1
|
|
7
|

|

|
К
|
1153,4
|
1107,9
|
1072,3
|
1042,5
|
1016,8
|
994,0
|
973,3
|
954,5
|
937,1
|
969,4
|
|
8
|

|

|
-
|
1,31
|
1,58
|
1,86
|
2,13
|
2,40
|
2,68
|
2,97
|
3,27
|
3,58
|
3,03
|
|
9
|

|

|
-
|
1,48
|
1,84
|
2,09
|
2,28
|
2,42
|
2,53
|
2,61
|
2,71
|
2,62
|
|
10
|

|

|
кДж/кг
|
107,8
|
155,2
|
179,5
|
193,0
|
200,7
|
204,7
|
206,4
|
206,5
|
205,4
|
206,5
|
|
11
|

|

|
кДж/кг
|
106,7
|
153,6
|
177,7
|
191,1
|
198,7
|
202,7
|
204,4
|
204,4
|
203,3
|
204,5
|
|
12
|

|

|
К
|
1060,6
|
974,3
|
917,8
|
876,3
|
844,0
|
817,7
|
795,7
|
776,8
|
760,3
|
791,6
|
|
13
|

|

|
кДж/кг
|
324,2
|
368,3
|
402,9
|
431,8
|
456,7
|
478,9
|
498,9
|
517,2
|
534,1
|
502,7
|
|
14
|

|

|
кДж/кг
|
894,6
|
850,4
|
815,8
|
787,0
|
762,0
|
739,9
|
719,9
|
701,6
|
684,7
|
716,1
|
|
15
|
|

|
-
|
0,129
|
0,131
|
0,268
|
0,273
|
0,281
|
0,294
|
0,316
|
0,318
|
0,324
|
0,318
|
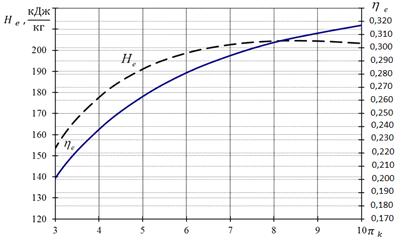
Рисунок 1.2 - График зависимости Не и ηе от πк.
1.2
Уточненный тепловой расчет схемы на номинальном режиме
По результатам теплового расчета схемы на переменный режим работы,
представленном в пункте 1.1, принимается номинальное значение pк0=18,0. Уточнение теплофизических
характеристик рабочих тел турбомашин: воздуха для компрессора и продуктов
сгорания для турбин, - производится по средней температуре в начале и в конце
процесса.
Расчет ведется в следующей последовательности:
. Удельная работа сжатия воздуха в компрессоре:
где срк=1,01 кДж/кгК, Тв=288 К, hк=0,883, k=1,4.

2. Температура воздуха за компрессором:

3. Средняя температура процесса сжатия воздуха в компрессоре:

4. Уточняются теплофизические свойства воздуха по средней температуре
процесса сжатия приa=¥ по диаграммам [1] (уточненным величинам присваивается индекс
‘):
по диаграммам [1] (уточненным величинам присваивается индекс
‘):

5. Уточненное значение удельной работы сжатия компрессора:

6. Уточненное значение температуры воздуха за компрессором:
7. Уточненное значение средней температуры процесса сжатия в компрессоре:
Ввиду незначительного изменения средней температуры процесса сжатия
воздуха в компрессоре дальнейшего уточнения теплофизических параметров воздуха
не требуется.
. Определяется коэффициент избытка воздуха продуктов сгорания:
9. Степень расширения продуктов сгорания в турбинах ГТУ:


10. Удельная работа расширения турбины компрессора:

11. Температура продуктов сгорания за турбиной компрессора:
12. Средняя температура процесса расширения продуктов сгорания в турбине
компрессора:

13. Уточняются теплофизические свойства продуктов сгорания при средней
температуре процесса расширения и коэффициенте избытка воздуха a=4,2:

14. Уточняется температура продуктов сгорания за турбиной компрессора и
средняя температура процесса расширения в турбине компрессора:
15. Степень расширения продуктов сгорания в турбине компрессора:
16. Степень расширения продуктов сгорания в силовой турбине:


17. Уточняются теплофизические свойства продуктов сгорания при средней
температуре процесса расширения и коэффициенте избытка воздуха a=4,2:

18. Удельная работа расширения силовой турбины:

19. Температура продуктов сгорания за силовой турбиной:
20. Средняя температура процесса расширения продуктов сгорания в силовой
турбине:

21. Уточняются теплофизические свойства продуктов сгорания при средней
температуре процесса расширения и коэффициенте избытка воздуха a = 4,2:
Удельная работа расширения силовой турбины (уточненное значение):


22. Температура продуктов сгорания за силовой турбиной (уточненное
значение):
23. Средняя температура процесса расширения продуктов сгорания в силовой
турбине (уточненное значение):

24. Уточняются теплофизические свойства продуктов сгорания при средней
температуре процесса расширения и коэффициенте избытка воздуха a=4,2:
Поскольку изменений в теплофизических свойствах продуктов сгорания нет,
то уточнять теплофизические параметры нет смысла.
. Удельная полезная работа ГТУ:


26. Уточняются теплофизические свойства воздуха при температуре Тк’
и a=¥:
срm’=1,02
кДж/(кг.К).
. Количество теплоты воздуха, поступающего в камеру сгорания:
Qв = срmТк’(1-qохл-qут), кДж/кг,
Qв = 1,04.601,4.(1-0,015-0,011)=491,77
кДж/кг.
. Теплофизические свойства продуктов сгорания при процессе подвода
теплоты в камере сгорания при температуре Тг и a=¥:
срm’=1,15
кДж/(кг.К).
29. Количество теплоты, подведенное в камере сгорания:


30. Эффективный КПД газотурбинной установки:

31. Расход воздуха в цикле, обеспечивающий номинальную мощность:


32. Расходы рабочего тела для турбин ГТУ:



По полученным расходам рабочего тела на турбины и компрессор, и
адиабатным теплоперепадам осуществляем моделирование компрессора и расчет
проточной части турбин.
2. Моделирование осевого
компрессора
Осевой компрессор при нормальных атмосферных условиях ( ) должен обеспечивать следующие
характеристики работы в расчетном режиме:
) должен обеспечивать следующие
характеристики работы в расчетном режиме:  - массовый расход воздуха;
- массовый расход воздуха;
 - степень повышения давления;
- степень повышения давления;
 - адиабатический КПД;
- адиабатический КПД;
Т= 288К- температура воздуха перед ОК.
Моделирование осевого компрессора проектируемого двигателя можно провести
двумя Осевой компрессор должен работать в диапазоне изменения приведенного
расхода в пределах 0,8…1,1 от расчетного значения.
Для создания проточной части осевого компрессора в качестве модели
используем проточную часть осевого компрессора газотурбинной установки ГТК-25И,
обеспечивающей степень сжатия πк=11,3.
Определяем
коэффициент моделирования:
 1,01, где
1,01, где
 -кг/с -расход воздуха через натурный компрессор;
-кг/с -расход воздуха через натурный компрессор;
 -кг/с -расход воздуха через модельный компрессор;
-кг/с -расход воздуха через модельный компрессор;
 К-температура
воздуха на входе в
натурный компрессор;
К-температура
воздуха на входе в
натурный компрессор;
 К-температура
воздуха на входе в модельный
компрессор;
К-температура
воздуха на входе в модельный
компрессор;
 Па -давление
воздуха на входе внатурный
компрессор;
Па -давление
воздуха на входе внатурный
компрессор;
 Па -давление
воздуха на входе вмодельный
компрессор;
Па -давление
воздуха на входе вмодельный
компрессор;
 об/мин-частота
вращения модельного компрессора.
об/мин-частота
вращения модельного компрессора.
Вычислим частоту вращения натурного компрессора:
 =5000об/мин.
=5000об/мин.
Следовательно, принимаем  об/мин, расчетная степень повышения давления равная 8,2,
следовательно nтвд= 5000,0 об/мин.
об/мин, расчетная степень повышения давления равная 8,2,
следовательно nтвд= 5000,0 об/мин.
3. Газодинамический расчет турбин
.1 Газодинамический расчет ступеней по среднему диаметру
Расчет производим по методике, изложенной в [2]. Материал для лопаток
принимаем в соответствии с [3]. Схемы проточных частей турбин принимаем Dк=const,
используя рекомендации [4]. Также считаем заданными следующие величины: j=0,97, y=0,95, R=289
Дж/кгК. Прочностные характеристики (предел длительной прочности) принимаются в
соответствии с [5].
Исходные данные взятые из уточнённого расчёта тепловой схемы:
Частота вращения ротора ТВД п=5000 об/мин.
Частота вращения ротора ТНД п = 3000 об/мин.
Расход рабочего тела через ТВДGтвд=114,5кг/с.
Расход рабочего тела через ТНДGтнд=119,3кг/с.
Теплофизические параметры берём как средние для турбин:
Показатель адиабаты для ТВД k'T1= 1,33.
Показатель адиабаты для ТНД k'T2 = 1,33.
Средняя теплоёмкость ТВД С'рТ1=1,17кДж / кг.
Средняя теплоёмкость ТНД С'рТ2=1,18кДж / кг.
Газовая постоянная R=0,289кДж/кг.
Степень расширения в ТВД πт1= 2,995.
Степень расширения в ТНД πт2=2,656.
Адиабатический теплоперепад на турбину компрессора:
 , кДж/кг
, кДж/кг
 кДж/кг
кДж/кг
Адиабатический теплоперепад на силовую турбину:
 , кДж/кг
, кДж/кг
 кДж/кг
кДж/кг
Определим корневой диаметр ступени ТНД:
Ометаемая площадь на выходе из РЛ:
 м2, где w = pn/30 =523,6рад/с,
м2, где w = pn/30 =523,6рад/с,
rл=7960 для
материала 20Х13Ш;t =180 МПа; =90 МПа, при запасе прочности nз=2,0.
=90 МПа, при запасе прочности nз=2,0.
Оптимальная характеристика:
Окружная скорость:
Средний диаметр ступени:
Высота рабочей лопатки:
Корневой диаметр ступени: Dк= .
.
Округленный корневой диаметр ступени: Dк=1,200м
Параметры ступеней ТВД и ТНД сведены в таблице 3.1.1
Таблица 3.1.1 - Основные геометрические и термодинамические параметры
ступеней
|
Величина
|
Обозначение
|
Ступени
|
|
|
1ТВД
|
2 ТВД
|
3 ТНД
|
|
Угол выхода потока из соплового аппарата
|

|
16
|
19,0
|
22,0
|
|
Термодинамическая степень реактивности на среднем диаметре
|

|
0,25
|
0,325
|
0,400
|
|
Осевая проекция абсолютной скорости на выходе ступени
|
с2a,i
|
170
|
184,6
|
199,1
|
Дальнейший расчет сведен в табл.3.1.2.
Таблица 3.1.2 - Газодинамический расчет ступеней по среднему диаметру
|
Наименование величины
|
Обозна-чение
|
Формула
|
Размер-ность
|
ТВД
|
ТНД
|
|
|
|
|
1-я ступень
|
2-я ступень
|
1-я ступень
|
|
Адиабатический теплоперепад ступени
|
hстад
|
задаемся
|
кДж/кг
|
213,8
|
184,7
|
184,7
|
|
Средняя теплоемкость
|
ср
|
задаемся
|
кДж/кгК
|
1,195
|
1,152
|
1,150
|
|
КПД ступени
|
hст
|
задаемся
|
-
|
0,890
|
0,895
|
0,885
|
|
Полная температура за ступенью
|
Т2*
|

|
К
|
1062,5
|
919,8
|
775,3
|
|
Полное давление за ступенью
|
Р2*
|

|
МПа
|
0,428
|
0,222
|
0,107
|
|
Степень реактивности
|
cp
|
принимается
|
-
|
0,250
|
0,325
|
0,400
|
|
Адиабатическийтеплоперепад в СА
|
hсад
|

|
кДж/кг
|
160,4
|
124,7
|
110,8
|
|
Скорость газа на выходе из сопел
|
С1
|

|
м/с
|
543,7
|
479,3
|
451,9
|
|
Угол выхода потока из сопел
|
1
|
принимается
|
градус
|
16,0
|
19,0
|
22,0
|
|
Осевая составляющая скорости за СА
|
C1а
|

|
м/с
|
149,9
|
156,1
|
169,3
|
|
Осевая составляющая скорости за РЛ
|
С2а
|
принимается
|
м/с
|
170,0
|
184,6
|
199,1
|
|
Статическая температура за РЛ
|
Т2
|

|
1050,4
|
905,1
|
758,1
|
|
Статическое давление за РЛ
|
Р2
|

|
МПа
|
0,406
|
0,207
|
0,097
|
|
Удельный объём РЛ
|
2
|

|
м3/кг
|
0,745
|
1,262
|
2,249
|
|
Ометаемая площадь на выходе из РЛ
|
F2а
|

|
м2
|
0,200
|
0,311
|
0,514
|
|
Высота РЛ
|
lр
|

|
м
|
0,050
|
0,077
|
0,123
|
|
Веерность ступени
|

|

|
-
|
25,0
|
16,7
|
10,8
|
|
Окружная скорость на среднем диаметре РЛ
|
u2
|

|
м/с
|
330,0
|
337,0
|
349,0
|
|
Статическая температура за СА
|
Т1
|

|
К
|
1096,3
|
962,8
|
831,0
|
|
Статическое давление за СА
|
Р1
|

|
Па
|
0,508
|
0,278
|
0,145
|
|
Удельный объём за СА
|
u1
|

|
м3/кг
|
0,622
|
0,998
|
1,646
|
|
Ометаемая площадь на выходе из СА
|
F1a
|

|
м2
|
0,189
|
0,291
|
0,443
|
|
Высота сопловой лопатки
|
lc
|

|
м
|
0,048
|
0,072
|
0,107
|
|
Окружная скорость на среднем диаметре СА
|
u1
|
|
м/с
|
329,3
|
335,7
|
344,8
|
|
Коэффициент расхода для СА
|

|

|
-
|
0,455
|
0,465
|
0,491
|
|
Окружная проекция абсолютной скорости
|
С1u
|

|
м/с
|
522,6
|
453,2
|
419,0
|
|
Окружная проекция относительной скорости
|
W1u
|

|
м/с
|
193,3
|
117,5
|
74,2
|
|
Угол входа потока на РЛ
|
|

|
градус
|
37,8
|
53,0
|
66,3
|
|
Скорость выхода потока на РЛ
|
W1
|

|
м/с
|
244,6
|
195,4
|
184,8
|
|
Скорость выхода потока из РЛ
|
W2
|
|
м/с
|
396,1
|
385,8
|
413,7
|
|
Угол выхода потока из РЛ
|
|

|
градус
|
25,4
|
28,6
|
28,8
|
|
Окружная проекция относительной скорости
|
W2u
|

|
м/с
|
357,8
|
338,8
|
362,7
|
|
Окружная проекция абсолютной скорости
|
C2u
|

|
м/с
|
27,8
|
1,8
|
13,7
|
|
Угол выхода потока за РЛ
|
|

|
градус
|
80,7
|
89,4
|
86,1
|
|
Скорость выхода потока
|
C2
|

|
м/с
|
172,3
|
184,6
|
199,6
|
|
Скорость звука в потоке за РЛ
|
a2
|

|
м/с
|
631,9
|
588,3
|
542,9
|
|
Число Маха за РЛ
|
Mc2
|

|
-
|
0,273
|
0,314
|
0,368
|
|
Скорость звука на выходе из СА
|
a1
|

|
м/с
|
645,6
|
606,8
|
568,4
|
|
Число Маха на выходе из СА
|
Mc1
|

|
-
|
0,842
|
0,790
|
0,795
|
|
Температура заторможенного потока на РЛ
|
T1w*
|

|
К
|
1121,3
|
979,4
|
845,9
|
|
Предел длительной прочности
|
t
|
Принимаем по [3]
|
МПа
|
220
|
200
|
180
|
|
Напряжения растяжения в корне РЛ
|
р
|

|
МПа
|
34,17
|
53,32
|
88,10
|
|
Коэффициент запаса
|
n
|

|
-
|
6,4
|
3,8
|
2,0
|
|
Материал
|
-
|
Принимаем по [3]
|
-
|
ЭП80ВД
|
ЭИ572
|
20Х13Ш
|
|
Ширина РЛ на среднем диаметре
|
Bpcp
|
Принимаем по [4]
|
мм
|
17,6
|
27,0
|
43,0
|
|
Передний осевой зазор
|
S1
|
Принимаем по [4]
|
мм
|
7,1
|
10,8
|
17,2
|
|
Ширина сопел на среднем диаметре
|
Bccp
|
Принимаем по [4]
|
мм
|
17,6
|
27,0
|
43,0
|
|
Задний осевой зазор
|
S2
|
Принимаем по [4]
|
мм
|
12,7
|
-
|
31,0
|
|
Погрешность определения статической температуры за РЛ (ТНД)
|
DTz
|

|
%
|
2,2
|
|
Погрешность определения статического давления за РЛ (ТНД)
|
DPz
|

|
%
|
-0,45
|
|
Погрешность определения ометаемой площади на выходе из РЛ
(ТНД)
|
DFz
|

|
%
|
0,74
|
3.2 Расчет
закона закрутки первой ступени ТВД
В первой ступени турбины компрессора принимаем обратный закон закрутки rtgα1=const,
hu(r)=const. Целью этого
закона является пропуск большего расхода у корня для снижения градиента
реактивности по радиусу и уменьшение диапазона изменения угла β1, что важно при проектировании охлаждаемых рабочих
лопаток.
Расчет сведен в таблице 3.2.
Таблица 3.2 - Расчет закона закрутки первой ступени ТВД
|
Наименование величины
|
Формула
|
Обозна-чение
|
Размер-ность
|
Сечение
|
|
|
|
|
Корн
|
Средн
|
Периф
|
|
Радиус сечения
|
r
|

|
м
|
0,605
|
0,630
|
0,655
|
|
Относительный радиус
|

|

|
-
|
0,960
|
1,000
|
1,040
|
|
Угол выхода потока из сопел
|

|
1
|
градус
|
16,6
|
16,0
|
15,4
|
|
Осевая составляющая скорости за СА
|

|
C1a
|
м/с
|
161,6
|
149,9
|
139,4
|
|
Окружная проекция абсолютной скорости
|

|
C1u
|
м/с
|
540,9
|
522,6
|
505,4
|
|
Скорость газа на выходе из сопел
|

|
C1
|
м/с
|
564,5
|
543,7
|
524,3
|
|
Осевая составляющая скорости за РЛ
|

|
C2a
|
м/с
|
170,0
|
170,0
|
170,0
|
|
Окружная скорость
|

|
U1
|
м/с
|
316,1
|
329,3
|
342,5
|
|
Окружная скорость
|

|
U2
|
м/с
|
316,8
|
330,0
|
343,2
|
|
Адиабатическийтеплоперепад в соплах
|

|
hcад
|
кДж/кг
|
172,9
|
160,4
|
|
Термодинамическая степень реактивности
|

|
т
|
-
|
0,191
|
0,250
|
0,303
|
|
Угол входа потока на РЛ
|

|
1
|
градус
|
35,7
|
37,8
|
40,5
|
|
Скорость входа потока на РЛ
|

|
W1
|
м/с
|
276,8
|
244,6
|
214,4
|
|
Скорость выхода потока из РЛ
|

|
W2
|
м/с
|
386,2
|
396,1
|
406,2
|
|
Угол выхода потока из РЛ
|

|
2
|
градус
|
26,1
|
25,4
|
24,7
|
|
Окружная проекция относительной скорости
|

|
W2u
|
м/с
|
346,7
|
357,8
|
368,9
|
|
Окружная проекция абсолютной скорости
|
|
C2u
|
м/с
|
29,9
|
27,8
|
25,7
|
|
Угол выхода потока за РЛ
|

|
2
|
градус
|
80,0
|
80,7
|
81,4
|
|
Кинематическая степень реактивности
|

|
кин
|
-
|
0,192
|
0,249
|
0,300
|
|
Удельная работа на ободе
|

|
hн
|
кДж/кг
|
180,9
|
181,6
|
182,3
|
|
Скорость выхода потока
|

|
C2
|
м/с
|
172,6
|
172,3
|
171,9
|
|
Статическая температура за СА
|
|
T1
|
К
|
1086,7
|
1096,3
|
1105,0
|
|
Статическое давление за СА
|

|
P1
|
МПа
|
0,4879
|
0,5076
|
0,5258
|
|
Температура заторможенного потока за РЛ
|
|
T1w*
|
К
|
1118,7
|
1121,3
|
1124,2
|
|
Скорость звука на выходе из СА
|
|
a1
|
м/с
|
642,7
|
645,6
|
648,1
|
|
Число Маха на выходе из СА
|
с1/а1
|
Mc1
|
-
|
0,678
|
0,642
|
0,609
|
|
Число Маха на входе в РК
|
w1/a1
|
M1w
|
-
|
0,431
|
0,379
|
0,331
|
По результатам расчета закона закрутки построены треугольники скоростей
(рисунок 3.2.1) и графики изменения углов, реактивности и скоростей потока по
радиусу ступени (рисунок 3.2.2 - 3.2.4).
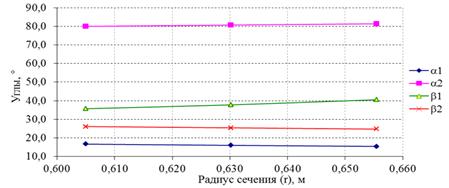
Рисунок 3.2.2 - Изменение по радиусу углов для 1 ступени ТВД
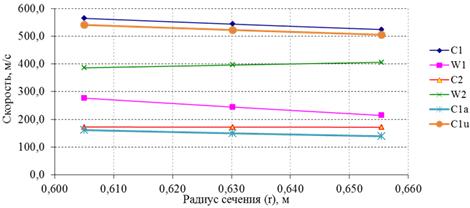
Рисунок 3.2.3 - Изменение по радиусу скоростей для 1 ступени ТВД
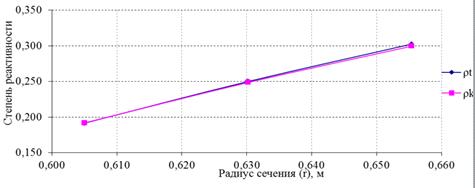
Рисунок 3.2.4 - Изменение по радиусу скоростей для 1 ступени ТВД
.3 Расчет
закона закрутки второй ступени ТВД
Во второй ступени турбины компрессора принимаем второй закон закрутки a1(r)=const.
Расчет сведен в таблицу 3.3
Таблица 3.3 - Расчет закона закрутки второй ступени ТВД
|
Наименование величины
|
Формула
|
Обозна-чение
|
Размер-ность
|
Сечение
|
|
|
|
|
Корн.
|
Средн.
|
Периф.
|
|
Радиус сечения
|
r
|
|
м
|
0,605
|
0,644
|
0,682
|
|
Относительный радиус
|
|
|
-
|
0,940
|
1,000
|
1,060
|
|
Угол выхода потока из сопел
|
|
1
|
градус
|
19,0
|
19,0
|
19,0
|
|
Осевая составляющая скорости за СА
|

|
C1a
|
м/с
|
164,2
|
156,1
|
148,8
|
|
Окружная проекция абсолютной скорости
|
|
C1u
|
м/с
|
476,9
|
453,2
|
432,0
|
|
Скорость газа на выходе из сопел
|
|
C1
|
м/с
|
504,4
|
479,3
|
456,9
|
|
Осевая составляющая скорости за РЛ
|
|
C2a
|
м/с
|
184,6
|
184,6
|
184,6
|
|
Окружная скорость
|
|
U1
|
м/с
|
315,6
|
335,7
|
355,8
|
|
Окружная скорость
|
|
U2
|
м/с
|
316,8
|
337,0
|
357,1
|
|
Адиабатический теплоперепад в соплах
|
|
hcад
|
кДж/кг
|
138,0
|
124,7
|
113,3
|
|
Термодинамическая степень реактивности
|
|
т
|
-
|
0,253
|
0,325
|
0,387
|
|
Угол входа потока на РЛ
|
|
1
|
градус
|
45,5
|
53,0
|
62,9
|
|
Скорость входа потока на РЛ
|
|
W1
|
м/с
|
230,1
|
195,4
|
167,2
|
|
Скорость выхода потока из РЛ
|

|
W2
|
м/с
|
371,0
|
385,8
|
400,8
|
|
Угол выхода потока из РЛ
|

|
2
|
градус
|
29,8
|
28,6
|
27,4
|
|
Окружная проекция относительной скорости
|
|
W2u
|
м/с
|
321,9
|
338,8
|
355,8
|
|
Окружная проекция абсолютной скорости
|
|
C2u
|
м/с
|
5,1
|
4,8
|
2,7
|
|
Угол выхода потока за РЛ
|

|
2
|
градус
|
88,4
|
88,5
|
89,2
|
|
Кинематическая степень реактивности
|

|
кин
|
-
|
0,253
|
0,332
|
0,397
|
|
Удельная работа на ободе
|
|
hн
|
кДж/кг
|
152,7
|
154,4
|
155,3
|
|
Скорость выхода потока
|
|
C2
|
м/с
|
184,6
|
184,6
|
184,6
|
|
Статическая температура за СА
|

|
T1
|
К
|
952,1
|
962,8
|
971,9
|
|
Статическое давление за СА
|
|
P1
|
МПа
|
0,26462
|
0,27790
|
0,28964
|
|
Температура заторможенного потока за РЛ
|

|
T1w*
|
К
|
975,1
|
979,4
|
984,0
|
|
Скорость звука на выходе из СА
|
|
a1
|
м/с
|
603,5
|
606,8
|
609,7
|
|
Число Маха на выходе из СА
|
с1/а1
|
Mc1
|
-
|
0,636
|
0,590
|
0,549
|
|
Число Маха на входе в РК
|
w1/a1
|
M1w
|
-
|
0,381
|
0,322
|
0,274
|
По результатам расчета закона закрутки построены треугольники скоростей
(рисунок 3.3.1) и графики изменения реактивности, углов и скоростей потока по
радиусу ступени (рисунок 3.3.2-3.3.4).
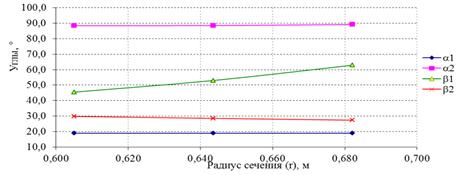
Рисунок 3.3.2 - Изменение по радиусу углов для 2 ступени ТВД
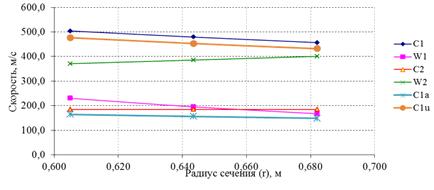
Рисунок 3.3.3 - Изменение по радиусу углов для 2 ступени ТВД
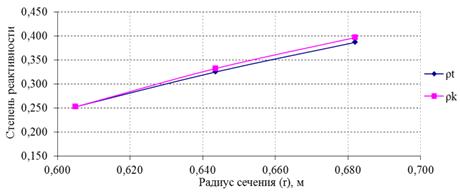
Рисунок 3.3.4- Изменение по радиусу углов для 2 ступени ТВД
.4 Расчет закона закрутки первой ступени ТНД
Для первой ступени турбины низкого давления выбираем так же второй закон
закрутки a1(r)=const. Расчет сведен в таблицу 3.4.
Таблица 3.4 - Расчет закона закрутки первой ступени ТНД
|
Наименование величины
|
Формула
|
Обозна-чение
|
Размер-ность
|
Сечение
|
|
|
|
|
Корн.
|
Средн.
|
Периф.
|
|
Радиус сечения
|
r
|

|
м
|
0,605
|
0,666
|
|
Относительный радиус
|

|
|
-
|
0,908
|
1,000
|
1,092
|
|
Угол выхода потока из сопел
|

|
1
|
градус
|
22,0
|
22,0
|
22,0
|
|
Осевая составляющая скорости за СА
|

|
C1a
|
м/с
|
182,8
|
169,3
|
157,9
|
|
Окружная проекция абсолютной скорости
|

|
C1u
|
м/с
|
452,4
|
419,0
|
390,7
|
|
Скорость газа на выходе из сопел
|

|
C1
|
м/с
|
487,9
|
451,9
|
421,4
|
|
Осевая составляющая скорости за РЛ
|
|
C2a
|
м/с
|
199,1
|
199,1
|
199,1
|
|
Окружная скорость
|
|
U1
|
м/с
|
313,0
|
344,8
|
376,6
|
|
Окружная скорость
|
|
U2
|
м/с
|
316,8
|
349,0
|
381,2
|
|
Адиабатическийтеплоперепад в соплах
|

|
hcад
|
кДж/кг
|
129,2
|
110,8
|
96,4
|
|
Термодинамическая степень реактивности
|

|
т
|
-
|
0,301
|
0,400
|
0,478
|
|
Угол входа потока на РЛ
|

|
1
|
градус
|
52,7
|
66,3
|
84,9
|
|
Скорость входа потока на РЛ
|

|
W1
|
м/с
|
229,9
|
184,8
|
158,5
|
|
Скорость выхода потока из РЛ
|
|
W2
|
м/с
|
392,7
|
413,7
|
435,7
|
|
|
Угол выхода потока из РЛ
|
|
2
|
градус
|
30,5
|
28,8
|
27,2
|
|
|
Окружная проекция относительной скорости
|
|
W2u
|
м/с
|
338,4
|
362,7
|
387,6
|
|
|
Окружная проекция абсолютной скорости
|
|
C2u
|
м/с
|
21,6
|
13,7
|
6,4
|
|
|
Угол выхода потока за РЛ
|

|
2
|
градус
|
83,8
|
86,1
|
88,2
|
|
|
Кинематическая степень реактивности
|

|
кин
|
-
|
0,312
|
0,412
|
0,490
|
|
|
Удельная работа на ободе
|
|
hн
|
кДж/кг
|
150,2
|
151,0
|
151,4
|
|
|
Скорость выхода потока
|
|
C2
|
м/с
|
200,3
|
199,6
|
199,2
|
|
|
Статическая температура за СА
|

|
T1
|
К
|
816,3
|
831,0
|
842,6
|
|
|
Статическое давление за СА
|

|
P1
|
МПа
|
0,135
|
0,145
|
0,154
|
|
|
Температура заторможенного потока за РЛ
|

|
T1w*
|
К
|
839,3
|
845,9
|
853,6
|
|
|
Скорость звука на выходе из СА
|

|
a1
|
м/с
|
563,4
|
568,4
|
572,4
|
|
|
Число Маха на выходе из СА
|
с1/а1
|
Mc1
|
-
|
0,666
|
0,595
|
0,536
|
|
|
Число Маха на входе в РК
|
w1/a1
|
M1w
|
-
|
0,408
|
0,325
|
0,277
|
|
По результатам расчета закона закрутки построены треугольники скоростей
(рис.3.4.1) и графики изменения углов, скоростей, реактивности потока по
радиусу ступени, (рис. 3.4.2 - 3.4.4).
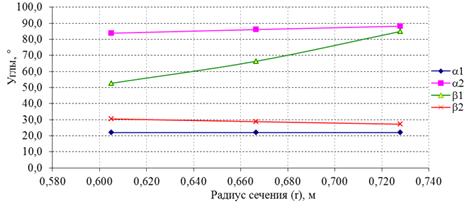
Рисунок 3.4.2 - Изменение по радиусу скоростей для 1 ступени ТНД
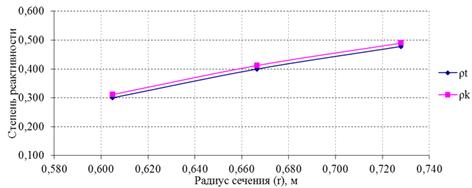
Рисунок 3.4.3 - Изменение по радиусу скоростей для 1 ступени ТНД
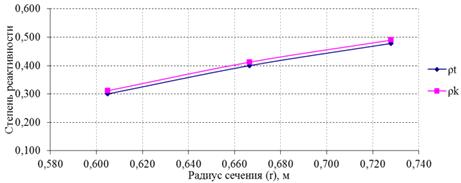
Рисунок 3.4.4 - Изменение по радиусу скоростей для 1 ступени ТНД
3.5 Расчёт потерь энергии, КПД и мощности турбин
После выполнения расчета закрутки и учета особенностей конструкции
произведен приближенный расчет потерь энергии по принятым значениям
коэффициентовjcиyр. В общие потери энергии входят профильные потери, вторичные
потери, потери от перетекания в радиальном зазоре. Профильные потери энергии
были определены для средних сечений венцов. Результаты расчёта сведены в
таблицу 3.5.
Таблица 3.5 Расчёт потерь энергии, КПД и мощности турбин
|
Наименование величины
|
Формула
|
Обнзнач-ение
|
Размер-ность
|
ТВД
|
ТНД
|
|
|
|
|
1ст.
|
2ст.
|
1ст.
|
|
Профильные потери в СА
|

|
hcпр
|
кДж/кг
|
12,57
|
9,77
|
8,69
|
|
Профильные потери в РК
|

|
hpпр
|
кДж/кг
|
4,93
|
4,68
|
5,38
|
|
Концевые потери в СА
|

|
hcконц
|
кДж/кг
|
2,77
|
2,58
|
2,84
|
|
Концевые потери в РК
|

|
hpконц
|
кДж/кг
|
1,01
|
1,26
|
1,56
|
|
Потери от перетеканий в рад.зазоре РЛ
|

|
hpзаз
|
кДж/кг
|
0,00
|
0,00
|
0,00
|
|
Потери от перетеканий в рад.зазоре СА
|

|
hсзаз
|
кДж/кг
|
1,06
|
0,86
|
0,90
|
|
Общие потери на ободе в ступени
|
|
h
|
кДж/кг
|
22,34
|
19,14
|
19,37
|
|
Использованный теплоперепад в ступени
|

|
hи
|
кДж/кг
|
191,5
|
165,5
|
165,3
|
|
Внутренний КПД ступени на ободе
|

|
|
-
|
0,896
|
0,896
|
0,895
|
|
Суммарный теплоперепад
|

|
Hu
|
кДж/кг
|
522,35
|
|
КПД турбины без потерь на трение
|

|
uт
|
-
|
0,905
|
|
Потери на трение
|
принимается
|
тр
|
-
|
0,99
|
|
Внутренний КПД турбины
|

|
т
|
-
|
0,896
|
|
Общая мощность турбины
|

|
Nт
|
кВт
|
23,9
|
|
Эффективная мощность
|
 NекВт NекВт
|
7,77
|
|
|
4. Расчет основных размеров опорного подшипника
Подшипники турбомашин служат опорами роторов. Опорные подшипники
воспринимают массу роторов и усилия, возникающие при их изгибных колебаниях.
Упорные подшипники воспринимают осевые усилия, возникающие от газодинамических
сил на лопаточном аппарате и от перепадов давления на торцевых плоскостях
роторов. Подшипники, жестко закрепленные в корпусе турбомашины, определяют
положение роторов относительно статора в радиальном и осевом направлениях. Это
обеспечивает заданные радиальные и осевые зазоры в проточной части турбины, а
также в их уплотнениях. Для расчета подшипников необходимо знать массу пакетов
лопаток всех ступеней, а также массу ротора. Все расчеты приведены в таблице 4.
Таблица 4.- Определение основных размеров подшипников ТНД
|
№
|
Наименование величины
|
Обозначение
|
Формула
|
Размерность
|
Значение
|
|
1
|
Масса лопатки
|
m
|
ИЗ приложения Б
|
кг
|
1,5
|
|
2
|
Число лопаток в решетке
|
Z
|
Из профилирования ступени
|
шт
|
85
|
|
3
|
Масса пакета РЛ
|
M
|
Z*m
|
кг
|
127,5
|
|
4
|
Масса всех лопаток
|
Mл
|
M
|
кг
|
127,5
|
|
6
|
Плотность материала ротора
|
ρр
|
Принимаем
|
кг/м3
|
8500
|
|
7
|
Масса ротора
|
Mр
|
ИЗ приложения А
|
кг
|
3154,8
|
|
8
|
Масса облапаченного ротора
|
Mр
|
Ме+Мл
|
кг
|
3282,3
|
|
9
|
Вес ротора
|
Gp
|
Мр*рр
|
Н
|
32823
|
|
10
|
P
|
Gp/2
|
H
|
16 412
|
|
11
|
Частота вращения ротора
|
n
|
Задано
|
об/мин
|
3000
|
|
12
|
Вязкость масла Т-22
|
υ
|
Принимаем
|
H/мм2
|
0,02
|
|
13
|
Отношение
|
l/d
|
Принимаем
|
-
|
0,8
|
|
14
|
Диаметр подшипника
|
d
|
|
мм
|
132,8
|
|
15
|
Принятый диаметр шейки
|
d
|
Округляется
|
мм
|
130
|
|
16
|
Длина шейки ротора
|
l
|
0,8*d
|
мм
|
104
|
|
17
|
Принятая длина шейки
|
l
|
Округляется
|
мм
|
100
|
5. Оценка размеров диффузора, входного и выходного патрубков
Входной патрубок обеспечивает подвод рабочего тела к первой ступени
турбины. Поток поворачивает в нем и разгоняется от скорости Спатр до скорости
Со. Главное требование к нему - ускорение потока, поворот без
вихрееобразований, равномерный подвод среды по окружности и по радиусу как по
величине, так и направлению скорости. Расчет входного патрубка представлен в
таблице 5.
Таблица 5 - Определение размеров входного патрубка
|
№
|
Наименование величины
|
Обозначе-ние
|
Формула
|
Размерность
|
Значение
|
|
1
|
Скорость потока в патрубке
|

|
Принимаем
|
м/с
|
80
|
|
2
|
Полная температура газа перед турбиной
|

|
Задаемся
|
К
|
1220
|
|
3
|
Полное давление газа перед турбиной
|

|
Задаемся
|
МПа
|
0,428
|
|
4
|
Газовая постоянная
|

|
Из газодинамического расчета
|
Дж/кгК
|
288
|
|
5
|
Плотность газа перед турбиной
|

|
Принимаем
|
кг/м ³
|
1,240
|
|
6
|
Теплоемкость газа
|

|
Из газодинамического расчета
|
Дж/кгК
|
1,150
|
|
7
|
Статическая температура газа перед турбиной
|

|

|
К
|
1217,2
|
|
8
|
Статическое давление газа перед турбиной
|

|

|
МПа
|
0,42
|
|
9
|
Плостность газа перед турбиной (уточненная)
|

|

|
кг/м ³
|
1,210
|
|
10
|
Расход газа через турбину
|

|
Из предварительного расчета
|
кг/с
|
114,50
|
|
11
|
Диаметр входного патрубка(округленный по нормальному ряду
размеров)
|

|

|
мм
|
1,227
|
За последней ступенью турбины устанавливают диффузор осерадиального типа
с поворотным коленом на выходе для уменьшения потерь с выходной скоростью за
счет преобразования кинетической энергии потока в давление и увеличения
теплоперепада на турбину.
Расчет диффузора представлен в таблице 5.1.
Таблица 5.1 - Расчет диффузора
|
№
|
Наименование величины
|
Обозначение
|
Формула
|
Размерность
|
Значение
|
|
1
|
Корневой диаметр
|

|
Из газодинамического расчета
|
м
|
1,200
|
|
2
|
Плотность газа за турбиной
|

|
Из газодинамического расчета
|
кг/м³
|
0,410
|
|
3
|
Скорость газа на выходе из ступени
|

|
Из газодинамического расчета
|
м/с
|
199
|
|
4
|
скорость газа на входе в патрубок
|

|
Из газодинамического расчета
|
м/с
|
90
|
|
5
|
Ометаемая площадь за последней ступенью
|

|
Из газодинамического расчета
|
м²
|
0,514
|
|
6
|
Ометаемая площадь диффузора на выходе
|

|

|
м²
|
1,137
|
|
7
|
Высота РЛ ТВД
|

|
Из газодинамического расчета
|
м
|
0,123
|
|
8
|
Высота канала диффузора на выходе
|

|

|
м
|
0,250
|
|
9
|
Угол раскрытия диффузора4
|

|
Принимаем
|
град
|
14
|
|
10
|
Длина диффузора(округленная)
|

|

|
мм
|
1,032
|
Выходной патрубок предназначен для отвода отработавшего рабочего тела из
турбины. Он должен обеспечивать нужную пропускную способность. Расчет выходного
патрубка представлен в таблице5.2.
Таблица 5.2 - Расчет выходного патрубка
|
№
|
Наименование величины
|
Обозначение
|
Формула
|
Размерность
|
Значение
|
|
1
|
Ширина выходного патрубка
|

|
конструктивно
|
м
|
2,2
|
|
2
|
Расход газа через турбину
|

|
Из газодинамического расчета
|
кг/с
|
119,30
|
|
3
|
Плотность газа за турбиной
|

|
Из газодинамического расчета
|
кг/м³
|
0,413
|
|
4
|
Скорость газа на входе в патрубок
|
|
Принимаем
|
м/с
|
90
|
|
5
|
Длина выходного патрубка
|
|

|
м
|
1,460
|
|
6
|
Площадь выходного патрубка
|

|

|
м²
|
3,213
|
6. Расчет на прочность элементов турбины
Расчет ротора
Расчет ротора ограничивается расчетом на прочность диска турбины.
Напряженное состояние диска зависит от многих показателей, в том числе от
частоты вращения, материала диска, его формы и размера, распределения
температуры по радиусу диска, конструкции ротора и др.
Расчет распределения напряжений по диску производится с помощью ЭВМ,
программа ANSYS.
В основу расчета положены допущения о постоянстве температуры на одном
радиусе по ширине диска. Разница между температурой на внешнем и внутреннем
радиусах диска t c учетом охлаждения принимается равной
100 0C. Температура
наружного радиуса диска принимается равной температуре заторможенного потока
перед рабочими лопатками в корневом сечении T*w1.
Изменение температуры по радиусу диска задано в виде степенной функции:
t = tв + (tв +tн)[(r - rв)/(rн - rв)]2,
где tн = T*w1 - 273,2 =839,3-273= 566,3 - температура на наружном
радиусе диска;
tв = tн - t =
566,3-100= 466,30C-
температура на внутреннем радиусе диска;
rн = 0,6 м - наружный радиус диска;
rв = 0 м внутренний радиус диска.
Для изготовления диска применяется Сталь ЭИ 612, её механические свойства
описаны в таблице 6.1.
Разбиение диска по радиусам представлен на рисунке 6.
Таблица 6.1 - Механические свойства
Для проведения расчёта необходимо задаться шириной диска, распределением
модуля упругости, коэффициента линейного расширения по радиусу диска
соответственно изменению температуры, а также граничными условиями.
По полученным данным рассчитываются суммарные напряжения каждого участка,
тангенциальная деформация и радиальное перемещение точек диска.
Расчёт сведён в таблице 6.2.
Таблица 6.2 - Расчет суммарных напряжений
Анализ режимов работы диска (по четвертой теории прочности)
Эквивалентные напряжения рассчитываются по четвёртой теории прочности:
 .
.
Оценка коэффициента запаса прочности производится в таблице 6.3.
Таблица 6.3 - Распределение коэффициента запаса прочности по радиусу
диска.
|
№
|
Rср, м
|
σmax, Мпа
|
σt02, Мпа
|
nз
|
|
R0
|
0,00
|
266,94
|
589,22
|
2,21
|
|
1
|
0,06
|
260,39
|
589,52
|
2,26
|
|
2
|
0,12
|
248,69
|
589,42
|
2,37
|
|
3
|
0,18
|
234,66
|
589,42
|
2,51
|
|
4
|
0,24
|
226,58
|
589,32
|
2,60
|
|
5
|
0,30
|
208,77
|
589,12
|
2,82
|
|
6
|
0,36
|
185,74
|
588,92
|
3,17
|
|
7
|
0,42
|
154,71
|
588,72
|
3,81
|
|
8
|
0,48
|
121,71
|
588,52
|
4,84
|
|
9
|
0,54
|
78,58
|
588,22
|
7,49
|
|
10 Rоб
|
0,60
|
30,25
|
587,92
|
19,43
|
7. Спецтема
Жаропрочные покрытия
Длительная эксплуатация лопаточного аппарата турбины ГТД возможна лишь
при условии изготовления рабочих лопаток из жаропрочных сплавов на никелевой
или кобальтовой основе. Работая в составе двигателя, лопатки подвергаются
действию повышенных механических нагрузок, высоких температур и агрессивных
сред. Результатом такого комплексного воздействия на деталь является ее быстрый
выход из строя, что не обеспечивает требуемого ресурса изделия в целом.
Стойкость лопатки турбины современных ГТД в значительной степени определяются
возможностями защиты от воздействия высоких температур и агрессивных сред.
Охлаждение лопатки воздухом, продуваемым через внутреннюю полость, обеспечивает
ее работоспособность в условиях высоких (1000-1200°С) температур металла.
Однако дальнейшее повышение температур газа при использовании таких лопаток
затруднительно, поскольку оно ведет к увеличению теплового потока, подводимого
к этим лопаткам, а улучшение их внутреннего охлаждения трудно осуществимо и
ведет к повышению температурного перепада по толщине стенки. Это негативно
сказывается на термоциклическом ресурсе лопатки Для решения проблемы повышения
работоспособности лопаток турбины используются различные эффективные защитные
покрытия.
Практически для всех типов защитных покрытий, используемых для лопаток
турбин, установлены следующие требования:
высокая жаростойкость, определяемая способностью материала покрытия
образовывать тонкую поверхностную оксидную пленку с хорошей адгезией к подложке
и минимальной диффузионной проницаемостью;
высокая структурно-фазовая стабильность, зависящая от скорости
диффузионного взаимодействия покрытия с защищаемым сплавом, от стабильности
покрытия по толщине в течение всего срока эксплуатации;
оптимальная прочность, вязкость и пластичность защитного слоя,
определяющие вероятность разрушения деталей в условиях циклических изменений
нагрузки и температуры;
хорошая технологичность и ремонтопригодность, характеризуемые
возможностью нанесения покрытия на поверхность деталей сложной формы заданной
толщины и химического состава, наличием минимального количества технологических
дефектов, а также позволяющие осуществлять их восстановление и на стадии
производства, и при проведении ремонтных работ в процессе эксплуатации.
В настоящее время доказано, что для создания эффективной защиты лопаток
турбины из сплавов на никелевой и/или кобальтовой основе целесообразно
рассматривать три элемента: Cr, Al и Si. Данные элементы при
высокотемпературном окислении образуют оксиды Cr2O3, Al2O3 и SiO2, обладающие
высокой термостабильностью. Эффективность оксидов как диффузионных барьеров
распределяется следующим образом: SiO2 > Al2O3 > Cr2O3. В данном случае
эффективность SiO2 связана с его аморфной структурой. Однако в силу недостаточной
адгезионной прочности диоксида кремния к металлической подложке покрытия,
формирующие при эксплуатации пленку из SiO2, широкого распространения в
промышленности не получили. В свою очередь оксид Al2O3 обладает лучшими
защитными свойствами, чем оксид Cr2O3, поскольку скорость диффузии катионов
через оксид алюминия меньше, чем через оксид хрома. Данный факт является
причиной того, что практически все покрытия для лопаток газовых турбин основаны
на алюминидных системах, модифицированных различными методами с целью улучшения
защитных свойств: адгезии, стабильности, пластиности, вязкости, прочности и др.
Свойства алюминидных покрытий определяются в основном их толщиной,
концентрацией алюминия и присутствием легирующих элементов. Для определенных
условий эксплуатации возможным является подбор алюминидного покрытия с
определенным набором указанных характеристик.
В мировой практике принято различать диффузионные, конденсационные
(покровные) и комбинированные покрытия.
Диффузионные покрытия
Формирование на поверхности лопаток турбины покрытий диффузионным методом
основано на протекании трех основных стадий: доставка насыщающего вещества
покрытия, адсорбция и реакционная диффузия. В зависимости от реализации первой
и частично второй стадий различают порошковый, шликерный и
газово-циркуляционный методы нанесения жаростойких диффузионных покрытий. Общим
признаком всех трех методов является необходимость их проведения при высокой
температуре (950…1050°С) в вакуумной среде при остаточном давлении ~ 10-3 мм
рт. ст., либо в инертной среде при избыточном давлении аргона.
Порошковый метод состоит в том, что лопатку, на поверхности пера которой
создается покрытие, помещают в контейнер, засыпают порошкообразной смесью и
подвергают нагреву и выдержке при определенной температуре. В зарубежной
практике порошковый метод часто называют "цементацией" в контейнере
(Pack cementation).
Порошковые смеси состоят из активной составляющей, инертного наполнителя
и активатора. Так, для получения алюминидных покрытий в качестве активной
составляющей используют порошок алюминия или сплавы алюминия с железом, хромом
и другими элементами. В качестве инертного наполнителя применяют оксиды
алюминия, которые предназначены для предотвращения спекания активной
составляющей. В роли активаторов выступают различные галоидные соли, например
NH4Cl, NH4F, NH4J, NH4Br, NaF, KF и др.
При нагревании контейнера, содержащего насыщающую смесь и лопатки, в нем
начинается процесс разложения активатора. Продукты разложения вступают в
реакцию с алюминием и образуют газообразные соединения, которые переносят
алюминий к поверхности лопатки. В результате реакций диспропорционирования на
поверхности жаропрочного сплава происходит образование соответствующих
алюминидов и галогенидов высшей валентности. Сказанное можно пояснить следующими
реакциями:
1. NH4Cl = NH3 + HCl;
. 6HCl + 2Al = 2AlCl3 + 3H2;
. 2AlCl3 + Al = 3AlCl2;
. AlCl3 + 2Al = 3AlCl;
5. 3AlCl2 + n Ni = 2AlCl3 + NinAl;
. 3AlCl + 2n Ni = AlCl3 + 2NinAl.
Образовавшиеся галогениды высшей валентности поступают в насыщающую смесь,
где вновь взаимодействуют с алюминием. В результате процесс насыщения
поверхности алюминием не связан с расходом хлоридов.
Большое значение на результаты насыщения (толщина покрытия, его состав и
микротвердость) оказывает количество вводимого галогенного активатора, а также
состав активной и инертной составляющей. Оптимальная концентрация активатора в
порошковой смеси, обеспечивающая получение покрытий наибольшей толщины при
незначительном обеднении смеси, составляет 1…3%. Другой основной характеристикой
смесей является их активность, определяемая количеством алюминия, поставляемого
к поверхности данной смесью. Условно все смеси делят на смеси высокой, средней
и малой активности.
Смеси высокой активности состоят обычно из алюминиевого порошка и инертного
наполнителя. С увеличением содержания свободного алюминия увеличивается
активность смеси, и, как следствие, толщина покрытия. Концентрация алюминия во
внешней зоне таких покрытий больше 40%. Насыщение жаропрочных сплавов в таких
смесях можно проводить при 900°С, а при увеличении содержания в смеси алюминия
до 98% температура процесса может быть понижена до 500…600°С.
Смеси средней активности характеризуются снижением доли свободного
алюминия в смеси до 50%. В данном случае для повышения защитных свойств
покрытия в состав смеси совместно с алюминием вводят железо, хром, никель,
кобальт и другие элементы. В результате активность смеси понижается, что влечет
закономерное уменьшение толщины покрытия. Для получения требуемой толщины
покрытия процесс алитирования рекомендуется проводить при температурах ~
1000°С. Внешняя зона покрытий, сформированных в смесях со средней активностью,
имеет концентрацию алюминия 30…36%.
Смеси с низкой активностью составляются, как правило, на основе сплавов
Al-Fe, Al-Cr, Al-Ni, Al-Si и др. Исходное содержание алюминия в таких смесях ̴
40%. Процесс формирования покрытия в смесях с низкой активностью проводится при
температурах ~ 1100…1200°С. Концентрация алюминия во внешней зоне покрытия в
этом случае не превышает 30%. В то же время высокое содержание в смеси второго
компонента (хрома, железа, никеля, кремния и др.) обусловливает легирование
покрытия этими элементами, что приводит к возрастанию защитных свойств подобных
алюминидных покрытий.
В России и за рубежом известно достаточно большое количество различных
смесей, используемых для получения алюминидных покрытий на деталях из
жаропрочных сплавов. Ко всем насыщающим смесям предъявляют единые требования.
Они должны обеспечивать стабильное получение покрытий с необходимым составом и
толщиной, возможность многократного использования при стабильном качестве
покрытий, сохранение исходного класса чистоты поверхности насыщаемых лопаток.
Решение поставленных задач осуществляется: а) правильным подбором насыщающей
смеси, температуры процесса и времени выдержки; б) жестко регламентированной
подготовкой всех составляющих смеси; в) точным исполнением технологии
подготовки поверхности лопаток под нанесение покрытия, включая очистку от
оксидов и загрязнений путем обдувки электрокорундом и обезжириванием в
органических растворителях;
г) равномерным расположением лопаток в контейнере для насыщения;
д) соблюдением регламента по замене насыщающей смеси или дополнению в
отработанную смесь некоторого количества смеси исходного состава.
Порошковый способ получения покрытия на лопатках ГТД является достаточно
простым, не требует сложных приспособлений и оборудования, позволяет получать
высококачественные, равномерные покрытия без пор и отслаиваний, в том числе на
деталях достаточно сложной конфигурации.
К недостаткам, которыми обладает порошковый метод, следует отнести
высокую трудоемкость процесса и сложность его механизации, сложность
предохранения определенных поверхностей от насыщения (например, замка лопатки
турбины), засорение каналов охлаждения лопаток насыщающей смесью, медленное
охлаждение деталей после насыщения из-за низкой теплопроводности порошковой
смеси.
Шликерный метод состоит в том, что материал для покрытия на поверхность
лопаток наносится в виде шликера - концентрированной суспензии порошков
металлов, оксидов или других соединений, а затем обжигается при высокой
температуре. Шликер приготавливают из порошков насыщающих элементов - Al,
Al-Si, Al-Cr и др. с размером частиц ̴ 40 мкм (активная металлическая
составляющая шликера) и органического связующего. В качестве органического
связующего применяют раствор коллоксилина в амилацетате, раствор коллодия в
бутилацетате, n-ксилол и полистирол и др. В любом случае связующий раствор
должен обеспечивать поддержание металлической составляющей во взвешенном
состоянии, быстро высыхать, обеспечивать равномерность слоя на насыщаемой
поверхности, обладать необходимой технологической прочностью, обеспечивать
нанесение шликера окунанием, окраской кистью, пульверизацией, в процессе
высокотемпературного отжига достаточно полно выгорать или улетучиваться и не
оказывать вредного воздействия на сплав и формирующееся покрытие.
При достижении в печи температуры, близкой к температуре плавления
алюминия, активная составляющая шликера расплавляется и растекается по
насыщаемой поверхности. Жидкая фаза состоит из эвтектики Al-NiAl3, которая
способствует растворению твердых частиц и адсорбции насыщающих элементов по
всей поверхности сплава. Процесс растворения твердой фазы в жидкой прекращается
при достижении в расплаве такой концентрации элементов, при которой возможно образование
твердых тугоплавких соединений. Такие соединения зарождаются на границе
металл-расплав и со временем происходит кристаллизация всего объема жидкой
фазы. При дальнейшей выдержке деталей в печи диффузионные процессы продолжаются
уже в твердой фазе, хотя и с меньшей скоростью. Образование диффузионного
покрытия шликерным методом происходит в течение 10-15 мин высокотемпературного
отжига, а дальнейшая выдержка необходима для формирования требуемой толщины и
структуры покрытия.
Шликерный метод обладает существенными достоинствами:
а) возможность местного нанесения покрытий на часть детали, например при
ремонте лопаток; б) высокая технологичность процесса; в) возможность
сравнительно простого получения сложных многокомпонентных покрытий; г)
возможность совмещения процесса нанесения покрытия с восстановлением перегретой
структуры деталей в процессе эксплуатации путем подбора соответствующего режима
термической обработки; д) достаточная экономичность метода.
Несмотря на очевидные преимущества, шликерный метод обладает рядом
технологических и других недостатков: а) трудность обеспечения равномерных по
толщине диффузионных слоев; б) невозможность покрыть внутренние поверхности
полых деталей; в) необходимость использования высокодисперсных порошков для
получения развитой поверхности;
г) сильная зависимость качества покрытия от квалификации оператора;
д) наличие несплошностей и засоров, возникающих во время сушки и
выгорания органической составляющей шликера.
Газово-циркуляционный метод нанесения жаростойких алюминидных покрытий
основан на явлении переноса диффундирующих элементов в замкнутом объеме при
систематическом восстановлении газа-переносчика в результате обратимых
химических реакций. Для осуществления процесса алитирования в хлоридной или
иодидной среде ведущими реакциями, ответственными за процесс, будут обратимые
реакции диспропорционирования, генерирующие атомарный алюминий:
В случае выполнения процесса хромалитирования в иодидной среде
генерирование алюминия осуществляется по реакции диспропорционирования, а
образование атомарного хрома возможно в результате термической диссоциации
иодида хрома:
Как правило, в рабочей камере установки предусматривается раздельное
расположение деталей и материала, содержащего диффундирующий элемент, и
организация циркулирующего газового потока, содержащего галогениды
диффундирующих элементов. В этом случае имеется возможность повышения
температуры испарения насыщающей смеси. В то же время поверхность деталей будет
несколько ниже, что создает благоприятные условия для конденсации паров и
формирования осадка. Структура осадка и прочность сцепления с подложкой в
значительной мере зависят от температуры и давления газового потока. При
невысокой температуре образуются мелкозернистые осадки со слабым сцеплением с
подложкой, а при более высокой температуре наблюдается формирование
крупнокристаллических осадков с хорошим сцеплением с подложкой. При очень
высоких температурах формирующееся соединение может быть малостабильным. В этом
случае образуются порошкообразные и плохо сцепленные с основой осадки. Для
устранения такого эффекта необходимо снизить температуру, либо снизить давление
газовой среды.
К преимуществам газово-циркуляционного метода можно отнести следующие: а)
высокая производительность процесса; б) получение диффузионных покрытий на
деталях сложного профиля, например, на внутренних поверхностях лопаток без
засора каналов и отверстий охлаждения; в) покрытия характеризуются
"нулевой" пористостью и абсолютной прочностью сцепления, так как
такие покрытия представляют собой поверхностно легированную диффузионную зону;
г) метод характеризуется значительной экономией электроэнергии и исходных
материалов по сравнению с порошковым методом; д) метод обладает высокой
экологичностью.
Недостаткам данного метода является технологическая сложность полного
предотвращения конденсации коррозионно-активных галогенидов металлов на
"холодных" частях газовой системы установки (трубопроводах, вентилях
и др.), трудность полной эвакуации отработанных газов, а также зависимость
толщины образующегося покрытия от положения насыщаемой поверхности по отношению
к направлению движения потока галогенидов.
Конденсационные покрытия
Конденсационные покрытия в отличие от диффузионных характеризуются тем,
что при их нанесении изменяется размер детали. Диффузионная зона ограничивается
узкой областью, при этом на границе раздела покрытие-сплав происходит
скачкообразное изменение химического состава. Такое свойство конденсационных
покрытий позволяет при соответствующей адгезии создавать покрытия, кардинально
отличающиеся по своим коррозионным и жаростойким свойствам от подложки.
Как правило, все конденсационные покрытия наносятся с использованием
плазмы. В практике авиадвигателестроения и энерготурбостроения конденсационные
покрытия наносят с помощью атмосферной (APS) или вакуумной плазмы (VPS).
Покрытия, наносимые методом APS, относительно дешевы, не требуют значительных
затрат на создание вакуума, хорошо поддаются управлению с использованием ЭВМ.
Метод VPS - дорогой и сложный процесс, хотя качество наносимых покрытий
высокое. VPS-покрытия имеют хорошую прочность сцепления, высокую плотность,
малое содержание оксидов. Рассмотрим указанные методы более подробно.
В отечественной практике метод APS называют газотермическим напылением. К
методам газотермического напыления относят следующие:
газопламенный (с использованием проволоки или порошка);
электродуговой;
плазменный;
детонационный;
высокоскоростной (газопламенный, электродуговой, плазменный).
Технологии газопламенного нанесения покрытий базируются на горении газообразных
углеводородов (ацетилен, пропан, природный газ) в кислороде.
Конденсированные покрытия, наносимые с использованием вакуумной плазмы
(VPS-покрытия), характеризуются низкой пористостью и являются более
качественными с точки зрения последующей эксплуатации. На практике такие
покрытия наносят в основном двумя способами: электронно-лучевым и
электродуговым.
Электронно-лучевой способ нанесения конденсированных покрытий основан на
испарении сплава специального состава вследствие его бомбардировки ускоренным
потоком электронов, образовании парового облака и конденсации пара на
подогретой поверхности детали. Процесс проводится на специальных установках, в
рабочей камере которых создается вакуумная среда (остаточное давление обычно
составляет 5´10-5…1´10-4 мм рт. ст.). Электронный луч
формируется специальным генератором - электронно-лучевой пушкой. Скорость, с
которой "летят" электроны по направлению к мишени достигает 595 км/с.
При достижении электронами мишени происходит их торможение. В результате
торможения кинетическая энергия ускоренных электронов преобразуется в тепловую,
что вызывает разогрев тонкого поверхностного слоя мишени. Так, при ускоряющем
напряжении 15…20 кВ глубина проникновения электронов в металлической мишени
составляет 1…2 мкм. Испарившийся материал мишени конденсируется на поверхности
лопаток. Для формирования равномерного по толщине покрытия с заданной
структурой и с требуемой адгезионной прочностью лопатки подвергают вращению и
непрерывному нагреву (до 800…1000°С). Покрытие формируется из парового потока,
состоящего из нейтральных атомов. При нанесении жаростойких покрытий на лопатки
турбины скорость конденсации составляет 2…5 мкм/мин. Основные сплавы,
используемые для электронно-лучевого нанесения покрытий, представлены в
таблице. 7.1.
К достоинствам способам следует отнести: а) высокую прочность сцепления,
близкую к прочности основного металла; б) получение плотного покрытия за счет
финишных операций; в) получение покрытий с низкой шероховатостью (не хуже Ra
1,25 мкм); г) возможность нанесения покрытий широкого диапазона из
металлокерамики, металлов и керамики; д) возможность получения покрытий с
чередующимися слоями.
Т а б л и ц а 7.1- Химический состав сплавов, используемых для
электронно-лучевых покрытий в России и за рубежом
|
Марка покрытия
|
Химический состав, % масс
|
|
Ni
|
Co
|
Cr
|
Al
|
Y
|
Si
|
|
Отечественные сплавы
|
|
СДП-1
|
осн.
|
18…20
|
18…22
|
11…13
|
0,3…0,6
|
-
|
|
СДП-2
|
осн.
|
-
|
18…22
|
11…13
|
0,3…0,6
|
-
|
|
СДП-3
|
-
|
осн.
|
18…22
|
11…13
|
0,2…0,6
|
-
|
|
СДП-3А
|
-
|
осн.
|
22…24
|
11…13
|
0,2…0,5
|
-
|
|
СДП-4
|
осн.
|
6…10
|
18…22
|
11…13
|
0,2…0,6
|
-
|
|
СДП-6
|
6…10
|
осн.
|
22…24
|
11…13
|
0,3…0,6
|
-
|
|
СДП-7
|
0…2
|
осн.
|
28…32
|
-
|
0,3
|
Fe- 8…12
|
|
СДП-8
|
0…2
|
осн.
|
25…28
|
3…11
|
0,2…0,5
|
-
|
|
СДП-10
|
25…30
|
осн.
|
24…27
|
4,5…6,0
|
0,2…0,4
|
-
|
|
СДП-11
|
0…2
|
осн.
|
28…32
|
4,5…6,0
|
0,3…0,5
|
-
|
|
СДП-12
|
20…25
|
осн.
|
22…24
|
11…13
|
0,3…0,5
|
|
|
СДП-13
|
-
|
18…22
|
38…42
|
4…6
|
0,2…0,5
|
Fe - осн.
|
|
Зарубежные сплавы
|
|
АТД-1
|
|
-
|
|
|
0,35
|
-
|
|
АТД-2
|
-
|
|
23…24
|
12…13
|
0,35
|
-
|
|
АТД-4
|
-
|
|
|
12,0…12,3
|
0,35
|
-
|
|
АТД-5
|
-
|
|
|
|
0,4
|
-
|
|
АТД-6
|
-
|
|
|
9,0…9,5
|
0,5
|
-
|
|
АТД-7
|
|
|
|
12,5
|
0,3
|
-
|
|
АТД-9
|
|
|
|
|
0,4
|
-
|
|
АТД-10
|
|
-
|
|
11,5
|
0,65
|
-
|
|
АТД-11
|
|
-
|
|
|
0,35
|
-
|
|
АТД-12
|
-
|
|
|
11…12
|
0,3
|
-
|
|
Т а б л и ц а 7.1- Химический состав сплавов, используемых
для электронно-лучевых покрытий в России и за рубежом. Окончание таблицы
|
|
АТД-13
|
|
-
|
|
-
|
0,1
|
1…4
|
|
АТД-14
|
-
|
|
|
|
0,4
|
-
|
|
АТД-15
|
|
-
|
|
|
0,4
|
-
|
Недостатками способа являются: а) высокая стоимость оборудования; б)
необходимость использования больших производственных площадей; в) необходимость
введения операции полирования исходной поверхности под покрытие; г) применение
дополнительных финишных операций после нанесения покрытия; д) возможно
нанесения покрытий только на наружные поверхности деталей; е) невозможность
нанесения покрытия на подложки сплавов, подверженных структурным изменениям в
процессе нанесения покрытий; ж) возможно появление в покрытии дефектов роста
(каналов, пор, столбчатой структуры).
Электродуговой способ нанесения покрытий может быть реализован двумя
методами: катодным и плазменно-дуговым распылением.
Катодное распыление осуществляется бомбардировкой отрицательно заряженной
мишени, изготовленной из материала покрытия, положительно заряженными ионами
нейтрального газа, например аргона. Ионизация аргона осуществляется потоком
электронов. При бомбардировке мишени происходит ее распыление и конденсация
частиц на поверхности покрываемых деталей, на которые подается положительный
заряд. При нанесении покрытий необходимо поддерживать температуру деталей
700…800°С. При такой температуре формируются защитные покрытия с мелкозернистой
структурой, а благодаря операции ионной очистки достигается его высокая адгезия
к подложке. Скорость нанесения покрытия составляет 2 мкм/мин. Скорость
формирования осадка может быть увеличена за счет использования магнетронной
системы распыления, благодаря которой происходит полная ионизация нейтрального
газа. Кроме того, для повышения производительности магнетронных установок
рекомендуется нагревать катод-мишень до жидкофазного состояния. В этом случае
ионное распыление дополняется процессом испарения материала покрытия.
Достоинствами способа являются: а) получение плотных покрытий с отличной
адгезией к подложке; б) в процессе напыления химический состав конденсата не
претерпевает изменений, что позволяет формировать многокомпонентные покрытия
сложного состава; в) за счет регулирования многих параметров технологического
процесса покрытия получаются равномерными по толщине и с заданной структурой.
Недостатками способа являются: а) низкая производительность; б)
необходимость регулирования большого количества параметров технологического
процесса; в) необходимость создания электронного потока для ионизации
нейтрального газа; г) необходимость интенсивного охлаждения водой
обрабатываемых деталей при магнетронном распылении с целью устранения перегрева
и оплавления их поверхности; д) необходимость изготовления тиглей для
жидкофазной мишени из немагнитного, тугоплавкого и электропроводного материала.
Плазменно-дуговое катодное распыление осуществляется путем наложения
вакуумного дугового разряда. Часто покрытия, получаемые таким способом,
называют ионно-плазменными.
Генерация плазмы осаждаемого вещества в установке осуществляется в
вакуумном дуговом разряде с внешней поверхности катода, изготовленного из
материала покрытия. Катод эродирует под действием катодных пятен вакуумной
дуги. Пятна являются источниками потоков сильно ионизованной металлической
плазмы, в которых присутствуют микрокапли материала покрытия. Степень ионизации
плазмы и доля в потоке микрочастиц определяются как теплофизическими свойствами
материала катода, так и условиями горения вакуумной дуги на его поверхности -
температурой поверхности, наличием загрязнений в материале катода, составом и
давлением остаточных газов в вакуумной камере и др. Плазма фокусируется в поток
и ускоряется к поверхности, где в зависимости от уровня энергии ионов протекает
либо преимущественно процесс ионной очистки, либо осаждение покрытия на
термоактивированную и очищенную ионной бомбардировкой поверхность. Формирование
покрытия происходит в процессе конденсации продуктов катода на поверхности
подложки.
При реализации плазменно-дугового распыления возможно формирование как
конденсированных, так и диффузионных покрытий. При формировании диффузионных
покрытий после процесса напыления на поверхности деталей наблюдается
рентгеноаморфный осадок. Последующий диффузионный отжиг приводит к созданию
покрытия, по структуре и свойствам похожего на диффузионные покрытия,
получаемые порошковым, шликерным или газово-циркуляционным методом.
Для реализации процесса напыления в зависимости от конструктивных
особенностей установок используются цилиндрические или плоские катоды. Катоды
для нанесения жаростойких покрытий на лопатки турбины изготавливаются из
специальных слитков, химический состав которых представлен в таблица. 7.2.
Кроме того, для напыления указанным методом могут быть успешно использованы
отечественные сплавы, представленные в таблица. 7.1.
Таблица 7.2- Химический состав катодов для вакуумного плазменно-дугового
напыления жаростойких покрытий
|
Марка покрытия
|
Химический состав, % масс
|
|
Ni
|
Cr
|
Al
|
Si
|
Y
|
В
|
|
ВСДП-5
|
осн.
|
18…22
|
12,0…13,5
|
-
|
-
|
0,1…0,2
|
|
ВСДП-7
|
осн.
|
18…22
|
12,0…13,5
|
0,5…1,5
|
0,2…0,6
|
С-0,05…0,2
|
|
ВСДП-11
|
-
|
-
|
осн.
|
4,5…5,5
|
1,1…1,8
|
-
|
|
ВСДП-13
|
4…8
|
-
|
осн.
|
5…9
|
-
|
0,5…1,5
|
|
ВСДП-15
|
-
|
1,5…2,5
|
осн.
|
6…10
|
1,1…1,8
|
-
|
Достоинствами способа плазменно-дугового распыления являются: а) широкие
технологические возможности (нанесение различных функциональных покрытий,
нанесение заданной толщины специальных припоев для высокотемпературной пайки,
нанесение восстанавливающих геометрию слоев до 120 мкм); б) высокая адгезия и
отсутствие пористости нанесенных покрытий; в) стабильная воспроизводимость
параметров процесса и характеристик покрытия (химический состав, толщина,
структура, адгезия); г) полное соответствие состава осадка материалу катода.
Недостатками способа являются: а) наличие в потоке плазмы микрокапельной
фазы, приводящей к снижению шероховатости поверхности покрытия на 1…2 класса;
б) необходимость использования дорогостоящего оборудования; в) возможно
проявление дугового разряда на деталях, приводящего к наличию следов на
обрабатываемой поверхности; г) неравномерный износ катодов, приводящий к
повышенному расходу материалов.
Комбинированные покрытия
Данный класс жаростойких покрытий для лопаток турбины активно
разрабатывается в последние годы. Такие покрытия называют еще комплексными или
градиентными.
Как правило, комбинированные покрытия состоят из нескольких слоев,
получаемых с использованием различных технологий. Подобное вызвано тем, что для
деталей, имеющих сложные поверхности, включая и внутренние полости, требуется
обеспечить их работоспособность из условия различной повреждаемости указанных
поверхностей. В результате возникает задача конструирования защитных покрытий,
способных обеспечить требуемую эксплуатационную надежность деталей.
Вышесказанное целесообразно пояснить примером. Так, согласно данным
авторов работы, для лопаток турбины с развитой системой охлаждения необходимо
обеспечить не только защиту внешней трактовой поверхности от газового потока,
содержащего продукты сгорания топлива, но и внутреннюю полость и перфорационные
отверстия, поверхность которых подвержена активному окислению. Различия условий
работы защитных покрытий на наружной поверхности пера лопаток и во внутренней
полости накладывают определенные условия на принципы конструирования защитных
покрытия для лопаток турбины из жаропрочных сплавов. Температура внешней и
внутренней поверхностей лопаток турбин при современном уровне тепловых потоков
в двигателе отличается на 200…250°С, а внешняя трактовая поверхность лопаток
работает при температурах до 1250°С. Защита поверхности внутренней полости и
перфорационных отверстий охлаждаемых лопаток турбины имеет очень важное
значение, так как в большинстве случаев разрушение лопаток начинается с
зарождения микротрещин на этих поверхностях.
При конструировании комбинированных жаростойких покрытий всегда следует
иметь в виду, что некоторые методы позволяют наносить покрытия как на внешнюю,
так и на внутреннюю поверхность сложнопрофильных деталей. Другие же методы
позволяют покрывать только внешние поверхности. При нанесении покрытий следует
также учитывать совместимость различных покрытий и возможность использования
технологических приемов при наличии на поверхности определенного типа покрытия.
Например, некоторые типы покрытий требуют проведения высокотемпературного
отжига, а некоторые этого не требуют. Немаловажное значение имеет и температура
такого отжига, которая может колебаться от 950 до 1100°С. газотурбинный компрессор
диффузор патрубок
Исходя из высказанных положений для защиты от высокотемпературной газовой
коррозии внутренней полости и внешней трактовой поверхности лопаток турбин из
жаропрочного никелевого сплава ЖС36ВИ разработали комплексное градиентное
покрытие, состоящее из трех слоев: CrAl + Ni-Cr-Al-Ta-Re-Y + Al-Ni-Cr-Y. Первый
слой наносится с использованием газово-циркуляционного метода, а два
последующих - с применением ионно-плазменной технологии. Такое покрытие
предназначено для защиты лопаток турбины двигателей с температурой газа на
входе в турбину 1550°С. В данном покрытии градиент концентрации по алюминию на
межслойных границах стабилизирует структурное и фазовое состояние всего
покрытия в целом, а легирование внутреннего слоя рением и танталом значительно
повышает термостабильность за счет снижения диффузионной проницаемости.
Рассмотренный пример наглядно показывает необходимость применения
комбинированного покрытия в сложных условиях работы лопаток. Так, диффузионное
хромалитирование требуется как для защиты внутренней полости, так и для
создания подслоя перед нанесением ионно-плазменных покрытий. Наличие двойного
слоя ионно-плазменных покрытий связано, во-первых, с необходимостью создания
барьерного слоя на пути диффузии элементов покрытия между слоями, а во-вторых,
с необходимостью повышения в верхних слоях покрытия большего запаса алюминия,
который будет расходоваться на формирование защитной оксидной пленки при
высоких температурах в процессе эксплуатации.
На основе ионно-имплантационных и ионно-плазменных методов, были
разработаны технологии получения жаростойких покрытий повышенной стабильности
для защиты лопаток турбомашин от высокотемпературной коррозии.
. Способ получения жаростойкого покрытия. Способ включает
ионно-имплантационную обработку поверхности лопатки, вакуумно-плазменное
нанесение на лопатку жаростойкого слоя и последующую термообработку покрытия.
Ионно-имплантационную обработку поверхности лопатки проводят ионами по крайней
мере одного из элементов N, Pd, Ag, Nb, Pt, Yb, Y, La, Hf, Cr, Si. Жаростойкий
слой наносят из сплава состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al -
остальное, в среде азота в вакууме при периодической имплантации ионами по
крайней мере одного из элементов Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, с
получением жаростойких микро- и нанослоев, разделенных имплантированными микро-
и нанослоями. Технический результат - повышение жаростойкости покрытия при
одновременном повышении выносливости и циклической прочности деталей с
покрытием 2. Способ получения покрытий состоит в следующем. Лопатки размещают в
вакуумной камере, проводят подготовку их поверхности и осуществляют
вакуумно-плазменное нанесение жаростойкого покрытия состава Cr 18-30%, Al
5-13%, Y 0,2-0,65%, Ni - остальное при подаче в вакуумную камеру установки бора
или смеси бора с азотом, или смеси бора с углеродом, в концентрации,
достаточной для образования в формируемом слое соответственно боридов или их комплексных
соединений с металлами. Нанесение жаростойкого слоя чередуют с периодической
имплантацией ионами одного или нескольких элементов Nb, Pt,Yb, Y, La, Hf, Cr,
Si, Pd, Ag, N, С, B, W, V, Ti, Zr, которую каждый раз проводят до образования
микро- или нанослоя, обеспечивая разделение всего жаростойкого слоя на микро-
или нанослои, образованные как в результате имплантации ионов, так и в
результате нанесения материала жаростойкого слоя без имплантации ионов.
Обеспечивается повышение жаростойкости покрытия при одновременном повышении
выносливости и циклической прочности лопаток 3. Технология предназначена для
нанесения жаростойких или теплозащитных покрытий на лопатки энергетических и
транспортных турбин, в особенности, газовых турбин авиадвигателей. Лопатки
размещают в вакуумной камере, подготавливают поверхность лопатки под нанесение
покрытия и осуществляют вакуумно-плазменное нанесение жаростойкого покрытия
состава Si 4,0-4,5%, Y 1,6-2,0%, Аl - остальное или Si 4,0-12,0%, Y 1,6-2,0%,
Аl - остальное, или Si 4,0-12,0%, Y1,6-2,0%, Аl - остальное, при подаче в
вакуумную камеру бора или смеси бора с азотом, или смеси бора с углеродом, в
концентрации, достаточной для образования в формируемом слое соответственно
боридов или их комплексных соединений с металлами, обеспечивающих торможение
диффузионных процессов в покрытии при эксплуатации лопатки. Нанесение
жаростойкого слоя чередуют с периодической имплантацией ионами одного или
нескольких элементов Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, N, С, B, W, Ti, Zr,
которую каждый раз проводят до образования микро- или нанослоя, обеспечивая
разделение всего жаростойкого слоя на микро- или нанослои, образованные как в
результате имплантации ионов, так и в результате нанесения материала
жаростойкого слоя без импланатции ионов. Обеспечивается повышение жаростойкости
покрытия при одновременном повышении выносливости и циклической прочности
лопаток 4. Технология относится к методам нанесения защитных покрытий на
лопатки энергетических и транспортных турбин, в частности газовых турбин
авиадвигателей. Технический результат - повышение жаростойкости покрытия при
одновременном повышении его выносливости и циклической прочности деталей с
покрытием. Способ включает ионно-имплантационную обработку поверхности лопатки,
формирование внутреннего жаростойкого слоя и нанесение внешнего жаростойкого
слоя с его ионной имплантацией. Ионно-имплатационную обработку поверхности
лопатки производят ионами одного или нескольких элементов Nb, Pt, Yb, Y, La,Hf,
Cr, Si. При этом в качестве материала для формирования внутреннего жаростойкого
слоя используют сплав состава: Cr - 18 до 30%, Al - 5 до 13%, Y - от 0,2 до
0,65%, Ni - остальное. В качестве материала для формирования внешнего
жаростойкого слоя используют сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до
2,0%; Al - остальное. Причем нанесение внешнего жаростойкого слоя чередуют с
периодической имплантацией ионами одного или нескольких элементов Nb, Pt,Yb, Y,
La, Hf, Cr, Si, с формированием внешнего жаростойкого слоя в виде микрослоев,
разделенных имплантированными микро- или нанослоями
Теплозащитные покрытия
Теплозащитные покрытия (ТЗП), обеспечивают снижение теплопритока к
основному материалу лопатки. К типичным покрытиям, применяемым для защиты
деталей ГТД, работающих в условиях повышенных температур, относятся
теплозащитные покрытия (ТЗП) состоящие из жаростойкого (ЖС) и термобарьерного
(ТБ) слоев (рисунок. 7.1). В этом случае жаростойкие покрытия называют также
"подслоем" (bond coat),поскольку непосредственно на него, как
правило, наносится керамический ТБ слой. Жаростойкий слой служит для защиты
детали от окисления, а термобарьерный слой - для защиты от высокой температуры.
Поэтому в практике высокотемпературной защиты деталей под TBC понимают
композицию "ЖС+TБ". Стойкость лопатки зависит как от свойств ЖС, так
и от ТБ слоев. Лопатки турбин ГТД, в зависимости от назначения и ряда
специфических условий эксплуатации, в процессе работы подвергаются различным
разрушающим факторам.
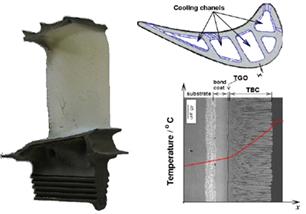
Рисунок
7.1 - Типичное теплозащитное покрытие лопатки
турбины высокого давления производства Rolls-Royce: вверху
показана система
каналов охлаждения ("cooling chanels"); TBC (Thermal Barrier Coating)
- термобарьерный слой на лопатке турбины
высокого давления и характер изменения температуры (temperatura) по толщине покрытия;
TGO (Thermally Grown Oxide) - термически растущий оксид; Substrate - основной материал лопатки ("основа",
"субстрат")
Нижеприведенная таблица (таблица 7.3) позволяет сравнить условия работы
поверхности деталей газовых турбин.
Таблица 7.3- условия работы поверхности деталей газовых турбин.
|
Разрушающие факторы
|
|
Область использования
|
Окисление
|
Горячая коррозия
|
Диффузионный обмен
|
Термоусталость
|
|
Авиационные двигатели
|
жесткие
|
умеренные
|
жесткие
|
жесткие
|
|
Энергетические генераторы наземного базирования
|
умеренные
|
жесткие
|
умеренные
|
легкие
|
Различие в условиях эксплуатации лопаток ГТД привело к многообразию
применяющихся составов и технологий формирования ТЗП. Однако наличие
окислительной среды и высокой температуры требует обеспечения во всех случаях
эксплуатации высокой жаростойкости покрытий, наряду с такими свойствами как
например стойкость к сульфидной коррозии, высокой адгезии слоев, высокой
химической стабильности покрытия, минимального отрицательного влияния на
длительную прочность деталей и ряда других характеристик. В погоне за более
высокими прочностными характеристиками деталей часто достаточно сильно изменяют
составы жаропрочных сплавов. Например, последнее поколение суперсплавов для
монокристаллических лопаток содержат относительно высокий процент тугоплавких
элементов, таких как Ta, W или Re, которые повышают высокотемпературные
механические свойства. Однако это приводит к снижению содержания таких
химических элементов как Cr и Al, отвечающих за обеспечение жаростойкости
детали, что может привести даже к большим их разрушениям. Поэтому роль покрытий
в обеспечении защиты деталей турбины ГТД возрастает. Применительно к лопаткам,
проблемы защиты от окисления и коррозионная стойкость решаются за счет
совершенствования техники и технологии получения защитных покрытий. Одним из
направлений повышения защиты является увеличение толщины слоя, стойкого к
окислению. Механизм защиты заключается в образовании различных окислов, в
основном таких, как α-Al2O3 (менее предпочтительными являются
оксиды Cr). Такие составы обладают достаточно высокими защитными свойствами и
отличаются дешевизной. Однако композиции жаростойких слоев в покрытии должны
выбираться очень осторожно, исходя из условий обеспечения роста окисла α-Al2O3.
Известны два типа
наиболее широко используемых жаростойких подслоя под ТЗП- это алюминиды (NiAl
или Ni2Al3) и MеCrAlY (где Mе является Fe и/или Cr). Они могут быть получены
диффузионным насыщением поверхности, плазменным напылением или
электроннолучевым испарением и конденсацией в вакууме (EB PVD). При низком
содержании Al в покрытии может образовываться оксид, отличный от α-Al2O3 природы, состав которого зависит от
состава покрытия.
Рисунок 7.2. Oптимальные композиции покрытий относительно окисления и
сопротивления горячей коррозии
Алюминиды. Хотя защитные свойства алюминидных покрытии и ограничены, тем
не менее они еще находят достаточно широкое применение. Диффузионные
алюминидные покрытия основаны на интерметаллидной композиции β-NiAl (рис. 7.3). Несмотря на то, что
существуют различные процессы их формирования, химико-термическая обработка в
контейнере является наиболее широко используемой, поскольку в результате
применения этого процесса получают дешевые и качественные покрытия для
малогабаритных деталей.
Рисунок- 7.3 Фазовая диаграмма Al-Ni
Химико-термическая обработка в контейнере подпадает под категорию CVD
(chemical vapour deposition). В этом процессе покрываемые детали кладут в порошок,
содержащий Al2O3 и частички алюминия, (процесс проводят при температуре
800-1000°C в среде аргона или водорода). Активность алюминия поддерживается на
поверхности основного материала детали, устанавливая два типа механизма
формирования покрытия: низкой и высокой активности, направляя процессы диффузии
извне и вовнутрь соответственно (рисунок 7.4). При химико-термической обработке
в процессе с высоким содержанием AL (высокоактивный - внутрь), покрытие
формируется главным образом диффузией алюминия вовнутрь, в результате чего
формируется Ni2Al3 и, возможно, β-NiAl. Температура - более низкая
(700-950°C).
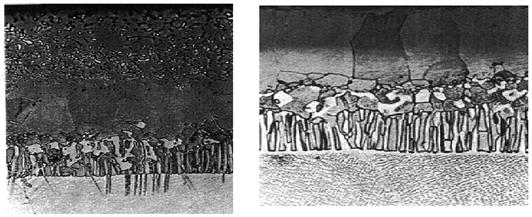
Рисунок 7.4- Микроструктура двух видов алюминидных покрытий на
суперсплавах: а - высокоактивный - "диффузия внутрь"; б -
низкоактивный - "диффузия наружу"
Структура и состав покрытий зависит также от структуры состава основного
материала детали. Покрытие должно быть "приспособлено" под
покрываемый сплав. Одними из недостатков алюминидных покрытий являются:
недостаток пластичности при температурах ниже 750°C и низкая термомеханическая
усталость. Структура и свойства основного материала детали, также как процесс
формирования покрытия, оказывает достаточно сильное влияние на конечную
структуру и свойства системы "покрытие-основа". В низкоактивных
("диффузия наружу") покрытиях металлы, находящиеся в основном
материале детали, также будут диффундировать в слои покрытия, ограничиваясь их
растворимостью. Типичная микроструктура низкоактивного алюминидного покрытия
приведена на рисуноке 7.5. Внешняя зона представляет собой типичную зону Al,
обогащенную β-NiAl, в то время как внутренняя зона обогащена Ni.
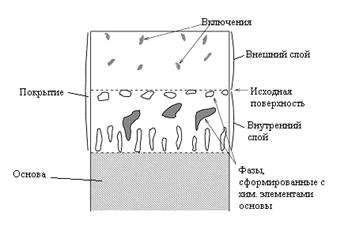
Рисунок 7.5- Схематическая иллюстрация алюминидного покрытия, полученного
низкоактивным диффузионным насыщением
В высокоактивных ("диффузия внутрь") покрытиях (рисунок 7.6)
они формируются, внедряясь в материал основы, MеCrAlY покрытия представляют
двухфазную микроструктуру β+γ. Присутствие γ-фазы увеличивает пластичность
покрытий, таким образом улучшая термоусталостное сопротивление.
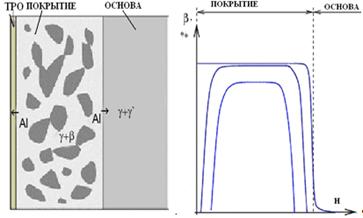
Рисунок 7.6- Схематическая иллюстрация алюминидного покрытия, полученного
высокоактивным диффузионным насыщением:nа - схема, иллюстрирующая микроструктуру MеCrAlY; ТРО - термически
растущий оксид; б - диффузия Al в слой оксида и основной материал детали в
результате исчерпания содержания β-фазы
Так, для покрытий β-NiAl в результате воздействия высокой
температуры происходит расход Al как за счет температурного роста оксида (TGO -
thermally grown oxide), так и за счет диффузии в основу. Так как количество Al
уменьшается, то β-фаза имеет тенденцию к постепенному уменьшению. По
этой причине это часто характеризуется как хранилище алюминия, и ресурс
покрытия часто определяется сроком исчерпания β-фазы. В высокоактивных покрытиях
такие химические элементы как Ti, находящиеся в сплаве, отрицательно влияют на
жаростойкость покрытия за счет образования кристаллического
Легирующие элементые - в системе MеCrAlY, в зависимости от основного
материала детали, используется либо Ni, либо Co, либо их комбинация
(применительно к деталям из сталей это может быть также Fe). Покрытия на основе
Co являются лучшими для защиты от коррозии.- обеспечивает защиту от
высокотемпературной коррозии, но его содержание в покрытии ограничивается
эффектом воздействия на подложку и формированием богатой хромом фазы в
покрытии.- обычное содержание в покрытии около 10-12 весовых процентов.
Поскольку окисление существенным образом контролируется содержанием Al, то
возникает соблазн увеличения содержания алюминия в покрытии. Однако такое
увеличение алюминия приводит к снижению пластичности покрытия.
Подслой ТЗП состава MеСrAlY также обычно содержит 1 весовой процент
иттрия (Y), который повышает адгезию окисного слоя. Иттрий помогает формировать
в оксиде стерженьки, связывающие за счет "анкерного" эффекта слой
оксида с покрытием. Однако основной эффект использования иттрия заключается в
том, что он образует соединение с серой, которое не допускает отделения
окисного слоя. Подобный эффект также может быть получен за счет использования
добавок гафния (Hf) .
Было обнаружено, что кремний (Si) значительно улучшает сопротивление
циклическому окислению, однако это также снижает температуру плавления
покрытия. Так, например, 5 весовых процентов кремния достаточно, чтобы снизить
температуру плавления до 1140°C. Поэтому для условий циклического окисления при
1000°C, оптимальным является содержание кремния 2,5 весовых процентов. Добавки
рения (Re) показали, что происходит улучшение сопротивления изотермическому или
циклическому окислению, а также термоциклической усталости. Добавки тантала
(Ta) также повышает сопротивление окислению.
Использование подслоя платины. Одним из недостатков алюминидных покрытий
является то, что NiAl покрытия испытывают существенные интердиффузионные
процессы, в результате чего β-фаза преобразуется в γ'-фазу. Идея диффузионного барьера
привела к созданию платино-алюминидных покрытий (рисунок 7.7), процесс
формирования которых аналогичен процессу получения алюминидных покрытий, с той
лишь разницей, что перед нанесением алюминидного покрытия на основу
гальваническим методом наносят слой платины. Слой платины составляет 5-10 мкм.
Хотя и стоимость платины достаточно высока, тем не менее, она окупается, поскольку
ресурс лопатки увеличивается более чем в 3 раза. При этом платина не только
создает диффузионный барьер для титана, но и усиливает диффузию алюминия. В
процессе эксплуатации платина проявляется в основном материале из никелевого
сплава в виде PtAl2. Способ формирования связующего подслоя, содержащего
платину и алюминий, описан также в патенте США № 5856027. Слой платины
формируют на подложке из специального сплава путем электроосаждения перед
нанесением алюминия путем химического осаждения из паровой фазы, при
необходимости - с вводом реакционноспособных элементов. Получаемый подслой
представляет зону внутренней диффузии, в которой присутствует никель в
результате диффузии из подложки.
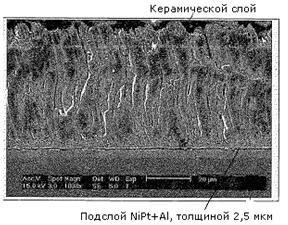
Рисунок 7.7- Керамическое теплозащитное покрытие с подслоем, содержащим
платину (Пат. США № 7311981. "Gas turbine part provided with a protective
coating" /SNECMA/2007)
В покрытии платина ведет себя подобно иттрию в покрытиях системы MеCrAlY.
В этих покрытиях иттрий взаимодействует с серой, что значительно повышает
ресурс покрытий. Покрытия, получаемые испарением и конденсацией материалов в
вакууме, отличаются от шликерных технологией формирования и возможностями
модифицирования. К типичным составам таких покрытий также относятся покрытия
составов MеСrAlY (Mе=Fe, Co или Ni) и содержащих по крайней мере четыре
химических элемента. При этом использование хрома придает этим покрытиям
хорошие коррозионные и жаростойкие свойства.
Для получения подслоя под ТЗП возможно также использование технологий
нанесения покрытий, основанных на методе атмосферно-плазменного или плазменного
напыления низкого давления.
Термобарьерные слои. Функцией термобарьерных покрытий является
обеспечение термической изоляции лопатки. Покрытие около 200 мкм может снизить
температуру лопатки более чем на 200°C.
Использование современных теплозащитных покрытий позволяет достигнуть
следующих эффектов:
снижения требований к охлаждению лопатки (около 36%), при сохранении той
же самой жаропрочности.
значительного увеличения жаропрочности лопатки при сохранении режима
работы двигателя (т.е. позволить лопатке работать при более низкой температуре
при сохранении температуры на входе в турбину).
Материалы TBC. Материалы для ТВС должны выдерживать воздействие
напряжений при термоциклах и обладать достаточно низким коэффициентом
теплопроводности. Для этих целей широко используется такое покрытие как ZrO2 -
стабилизированный Y2O3 (YSZ). Добавки 5-15% Y2O3 стабилизирует ZrO2 в
высокотемпературной кристаллической форме. ZrO2 имеет коэффициент термического
расширения 11−13×10-6 K-1 и коэффициент теплопроводности
около 2.3 W/(m.K) на 1000°C.
ТВС могут быть получены, например, методами электроннолучевого испарения
и конденсации в вакууме или газотермическим плазменным напылением
В патенте приводится вариант ТЗП для лопаток ГТД (рисунок 7.8). ТЗП имеет
жаростойкий подслой 3, нанесенный на лопатку 2 любым применяемым для этого
методом.
Рисунок 7.8- Теплозащитное покрытие для лопатки турбины ГТД: 1 - ТЗП; 2 -
лопатка; 3 - связующее покрытие; 4 - первый (жаростойкий) слой; 5 - второй
(теплозащитный) слой [15]
Подслой 3 можно нанести из коррозионностойкого и стойкого против
окисления алюминиевого сплава типа MеCrAlY (где М обозначает никель и/или
кобальт, и/или железо) или из никель- либо кобальталюминида, возможно,
модифицированного добавкой хрома и/или одного или нескольких благородных
металлов, выбранных из платины, палладия, рутения, иридия, осмия и родия.
Керамическое ТЗП состоит в основном из диоксида циркония, а также оксида
диспрозия, предназначенного для стабилизации диоксида циркония и уменьшения
теплопроводности керамики. Для дальнейшего снижения теплопроводности керамики в
состав покрытия можно дополнительно включить оксид металла, содержащий четырехвалентный
ион металла, имеющий атомную массу, превышающую атомную массу ионов циркония.
Четырехвалентным ионом металла может служить церий, гафний или уран.
Керамическое ТЗП состоит из двух отдельных слоев, имеющих, по существу,
одинаковый химический состав. Первый слой 4 нанесен на связующее покрытие 3, а
второй - наружный - слой 5 нанесен на первый слой. Первый слой 4, который
обладает относительно большей плотностью и поэтому хорошей адгезией к
связующему покрытию, имеет и более высокую механическую прочность, чем второй
слой 5.
Второй слой 5 по сравнению с первым слоем 4 имеет более открытую,
пористую структуру. Благодаря своей пористой структуре второй слой имеет более
низкую теплопроводность, чем первый слой. При этом из-за более высокой
теплопроводности второго слоя его термостойкость значительно ниже, чем у
первого слоя 4.
Имеющие различную микроструктуру первый и второй слои дополняют друг
друга и по-разному влияют на механическую прочность и теплопроводность
покрытия.
Структура первого порошка определяется свойствами керамики, которая
образует первый слой 4, а структура второго порошка - свойствами керамики,
которая образует второй слой 5.
Керамическое ТЗП наносят путем плазменного напыления.
Первый слой 4 формируется на лопатке 2 или нанесенном на нее связующем
покрытии 3 путем подачи в плазменную струю относительно плотных, предварительно
спеченных частиц наносимого порошка. Частицы порошка, используемые для
получения первого слоя 4, получают, в частности, методом агломерации и
спеканием.
Частицы для образования первого слоя или по меньшей мере их существенная,
предпочтительно преобладающая, часть полностью или почти полностью плавятся до
удара о подложку 2 или связующее покрытие 3 и образуют плотный, не имеющий пор
слой 4. Плотным считается слой, пористость которого, измеренная на оптическом
микроскопе с 200-кратным увеличением, не превышает 5%.
Затем формируют второй слой 5 нанесением на первый слой частиц порошка с
микроструктурой, отличающейся от микроструктуры первого порошка. Частицы
порошка для получения второго слоя имеют пористую, более открытую структуру,
чем частицы порошка для получения первого слоя. Для изготовления частиц порошка
для получения второго слоя предпочтительно использовать описанные выше широко
известные методы, т.е. агломерацию и HOSP-процесс (от англ. "Homogeneous
Oven Spherical Powder" - процесс получения гомогенного сферического
порошка сжиганием).
Частицы порошка для получения второго слоя 5 только частично
расплавляются до удара о первый или любой промежуточный слой. Плазменная струя
расплавляет в основном только образовавшуюся на агломерированных частицах
порошка оболочку. В результате на первом слое покрытия образуется пористый
второй слой 5, пористость которого является слоистой, а поры уплотнены в
плоскости, по существу, параллельной плоскости расположенных ниже слоев 2, 3,
4. Пористость второго слоя превышает 5%, в отличие от первого слоя, у которого
она не превышает 5%.
При нанесении покрытия должны использоваться оптимальные параметры
технологического процесса. К таким параметрам относятся сила тока (напряжение),
расход газа и расход, температура, скорость и размер частиц порошка, а также
расположение места подачи порошка (относительно плазменной струи и расстояния
до подложки) и температура подложки.
Указанные параметры определяют такие свойства покрытия, как
микроструктура, твердость, прочность, остаточные напряжения и т.д., которые, в
свою очередь, влияют на надежность и долговечность деталей ГТД.
Приведены следующие варианты получения ТЗП на лопатках турбины ГТД. Согласно
первому варианту, на поверхность лопатки наносят на вакуумной плазменной
установке при токе на детали 8А и напряжении 30В первый металлический слой из
сплава на никелевой основе: Ni - основа, Cr 15%, Al 8%, W 4%, Re 2,1%, Та 1,5%,
Hf 2,0%, Si0,8%, Y 0,6% толщиной 30 мкм. Затем лопатки подвергают алитированию
при температуре 1000°С в течение 4 ч., после этого проводят тепловую обработку
в газостате (газостатирование) при 1000°С в течение 3 ч. и напыляют второй слой
металлического сплава на основе Al: Al - основа, Si 11%, Y 1,8%. Затем проводят
диффузионный отжиг при 1000°С. Далее в вакууме на электронно-лучевой установке
напыляют слой керамики ZrO2·(6-9)%Y2O3 толщиной 160 мкм и получают керамическое
покрытие со столбчатой структурой. Для его упрочнения, на поверхность этого
слоя напыляют электронно-лучевым способом три слоя керамики
[ZrO2·(6-9)%Y2O3]·20%Al2О3 толщиной каждого слоя 1-3 мкм.
Согласно другому варианту, на поверхность охлаждаемой лопатки газовой
турбины наносят способом электродугового катодного распыления металлический
слой на никелевой основе: Ni - основа, Cr 18%; Al 8%; Та 10%; Hf 2,0%; Si 1,2%,
Yb 0,8%; Се 0,6% толщиной 40 мкм. Затем лопатки подвергают хромоалитированию
при температуре 1080°С в течение 4 ч. для осаждения слоя диффузионного покрытия
на внешней поверхности, а также в полости и каналах. После хромоалитирования на
электронно-лучевой установке осаждают пять слоев керамики [ZrO2·(6-9)%
Y2O3]·20%Al2О3 толщиной каждого слоя 1-3 мкм для упрочнения и снижения
кислородной проницаемости керамики на детали.
Еще способ, который заключается в формировании электролитическим путем на
подложке из специального сплава на основе никеля слоя из платины и затем
выполнении алюминирования из паровой фазы при температуре выше 1000°С.
Выделяемый подложкой никель диффундирует внутрь связующего подслоя. Под
действием термической обработки на поверхности связующего подслоя формируется
пленка оксида алюминия перед формированием наружного керамического слоя,
например, из сложного диоксида циркония и иттрия, получаемого физическим
осаждением из паровой фазы. Реакционноспособный элемент может быть введен в
связующий подслой в ходе этапа алюминирования из паровой фазы.
В патенте США (Пат. США № 5328752) описан способ, состоящий в
формировании на подложке из специального сплава связующего подслоя из
интерметаллического соединения, а именно - соединения алюминия и платины.
Связующий подслой формируют посредством диффузионного насыщения в форме при
температуре выше 985°С с получением слоя толщиной более 25 мкм. Пленка оксида
алюминия формируется посредством оксидирования на поверхности связующего
подслоя перед формированием наружного керамического слоя, например, на основе
сложного диоксида циркония и иттрия, получаемого физическим осаждением из
паровой фазы.
В европейском патентном документе ЕР 0985744 описан способ, который
предусматривает нанесение слоя платины на подложку из специального сплава на
основе никеля путем электроосаждения или химического осаждения из паровой фазы
и далее осаждение слоя алюминия, который формируется из газообразного
галогенида и проникает в слой платины в результате диффузии. После каждого
осаждения производится десульфурация посредством термической обработки при
температуре выше 1050ºС и поверхностная обдирка для удаления нежелательной
серы с пленки оксида алюминия, которая формируется на поверхности получаемого
связующего подслоя. При температуре выше 1050ºС происходит диффузия элементов
подложки в связующий подслой.
Одним из наиболее перспективных типов ТЗП являются покрытия на основе
диоксида циркония (ZrO2), нанесенного на жаростойкую подложку, препятствующую
окислению основного материала лопатки.
При нанесении покрытия электронно-лучевым способом материал покрытия
испаряется в вакуумной камере электронным лучом и осаждается на разогретую
поверхность. При этом на ней образуется покрытие в виде столбчатых, не
связанных между собой волокон, по всей толщине покрытия. Нанесенное таким
способом покрытие обеспечивает хорошую теплозащиту, поскольку тепло
распространяется вдоль относительно длинных волокон (l=100...150 мкм) малого
поперечного сечения (d=1..3 мкм). Для улучшения теплозащиты ведутся работы по
повышению толщины покрытия до 250..300 мкм. Волокна имеют сечение неправильной
формы. Покрытие, состоящее из отдельных столбчатых волокон, гораздо лучше
работает в условиях термоциклических нагрузок. Однако оно обладает существенным
недостатком: в условиях действия центробежной или вибрационной нагрузки,
направление которой будет перпендикулярно оси столбчатых волокон, на них будет
действовать изгибающая нагрузка, существенно превышающая предел прочности для
керамики, причем она будет тем больше, чем выше волокно, а, следовательно, чем
толще покрытие.
Использование многослойного высокотемпературного теплозащитного
керамического покрытия, состоящего из двух или более керамических слоев,
разделенных металлическими слоями, позволяет повысить стойкость теплозащитного
покрытия к термическим и механическим нагрузкам. При этом материалы слоев,
соединяющих керамические слои, выбирают таким образом, чтобы материал, имеющий
меньший коэффициент теплового расширения, располагался в зоне действия более
высоких температур, а материал, имеющий больший коэффициент теплового
расширения, находился в зоне действия меньших температур. Керамические слои
образованы столбчатыми керамическими волокнами, высота которых не превышает его
двадцати максимальных характерных поперечных размеров.
Ограничение толщины керамического слоя и нанесение поверх него
металлического слоя снижает изгибающий момент, действующий на керамические
волокна, поскольку волокно из "балки с консольной заделкой"
превращается в "балку с защемленными концами". Толщина керамического
слоя ТЗП или, другими словами, длина столбчатых волокон определяется из условия
неразрушения волокна под действием изгибающей силы от центробежной нагрузки при
рабочих температурах. Из условия снижения напряжений в основании столбчатых
волокон высота волокна ограничивается соотношением 20d, где d - средний диаметр
волокон рассматриваемого слоя, условно имеющих круглое сечение. В зависимости
от времени и режимов нанесения покрытия d может меняться в широких пределах.
Необходимый уровень теплового сопротивления обеспечивается увеличением числа
керамических слоев, чередующихся с металлическими. Практически таким образом
может быть получено покрытие любой толщины.
Поскольку температура по толщине материала будет существенно меняться для
предотвращения возникновения термических напряжений, материалы металлических
слоев должны подбираться с учетом их коэффициента температурного расширения
(КТР). Материал, находящийся в зоне действия большей температуры, должен иметь
КТР меньший, чем материал слоя, находящегося в условиях действия меньшей
температуры.
При создании шестислойного покрытия на основе ZrO2, с использованием
применяемых в настоящее время для жаростойких покрытий в качестве металлических
слоев, жаропрочные материалы целесообразно размещать в следующей
последовательности, учитывая их КТР: верхний слой ZrO2: слой Co-22Cr-13Al-1Y (α=16·10-6 °C-1), 2-й слойZrO2: слой Co-26Cr-9Al-1Y
(α=16·10-6 °C-1), 3-й слой ZrO2: слой
Со-32Сr-3Al-1Y. Основной материал.
Многослойное покрытие, нанесенное на поверхность лопатки 1 (рисунок 7.9),
состоит из слоев 2 столбчатых волокон из двуокиси циркония, разделенных слоями
3, 4, 5, жаростойких материалов, причем КТР материала 3 ниже, чем у материала
слоя 4, а у материала слоя 4 ниже, чем у материала слоя 5. Столбчатое волокно
слоя 2 имеет размер d поперечного сечения.
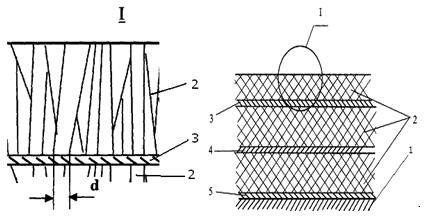
Рисунок 7.9 - Многослойное керамическое теплозащитное покрытие: а - схема
конструкции покрытия; б - фрагмент I покрытия: керамический слой 2 покрытия с
промежуточным жаростойким слоем 3;1 - лопатка; 2 - слои столбчатых волокон из
двуокиси циркония; 3, 4, 5 - слои жаростойких материалов; d - размер поперечного
сечения столбчатого волокна слоя 2
С целью повышения эксплуатационных свойств лопаток, были разработаны
технологии получения ряда теплозащитных покрытий, использующие новые эффекты,
позволяющие повысить эксплуатационную адгезионную прочность на границе
"подслой-керамика" в теплозащитном покрытии.
) Способ включает формирование на защищаемой поверхности лопатки
металлического подслоя, переходного металлокерамического слоя и внешнего
керамического слоя. Переходный металлокерамический слой по его толщине
формируют с пошаговым изменением соотношения содержания металла к керамике от 1
до 20 весовых процентов на шаг, с уменьшением количества металла по толщине
переходного слоя от 100 до 0%, при толщине переходного слоя от 8 до 100 мкм.
Переходный металлокерамический слой формируют газотермическим напылением или
его формируют вакуумными ионно-плазменными методами или магнетронными методами,
или электроннолучевым испарением и конденсацией в вакууме. В результате
получают покрытие с высокими эксплуатационными характеристиками (Пат. РФ №
2423550, МПК C23C28/00. Теплозащитое покрытие для лопаток турбин и способ его
получения / А. В. Новиков, А. Д. Мингажев, А. М. Смыслов и др., Бюл. № 19,
2011).
) Технология предназначена для нанесения теплозащитных покрытий на
лопатки энергетических и транспортных турбин и в особенности газовых турбин
авиадвигателей. Способ включает формирование подслоя путем последовательного
нанесения жаростойкого, переходного и внешнего керамического слоев с
последующим диффузионным отжигом. При этом в качестве состава переходного слоя
используется смесь материала керамического слоя и составляющих жаростойкого
сплава, образующих при диффузионном отжиге вначале жидкую легкоплавкую фазу,
обеспечивающую смачивание керамической составляющей переходного слоя, а затем
образующих тугоплавкое жаростойкое химическое соединение. Переходные и
теплозащитные слои наносятся газотермическим методом, а в качестве наносимого
материала для переходного слоя используется порошковая смесь, состоящая из
материала керамического слоя от 1 до 99%; составляющих жаростойкого сплава -
остальное, а для теплозащитного слоя - ZrO2-Y2O3. Перед нанесением жаростойкого
слоя производят ионно-имплантационную обработку поверхности лопатки ионами Nb,
Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием, причем ионную имплантацию проводят
при энергии ионов от 0,2 до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020
ион/см2 (Пат. РФ № 2423551, МПК C23C28/00. Способ фомирования теплозащитного
покрытия / А. М. Смыслов, М. К. Смыслова, А. Д. Мингажев и др., Бюл. № 19,
2011).
) Технология нанесения защитных покрытий на лопатки энергетических и
транспортных турбин. Способ формирования теплозащитного покрытия на лопатке
турбины из жаропрочного никелевого сплава включает подготовку поверхности пера лопатки,
ионно-имплантационную обработку поверхности лопатки, формирование на ней
первого жаростойкого слоя, нанесение второго жаростойкого слоя и нанесение
внешнего теплозащитного слоя ZrO2-Y2O3. Ионно-имплантационную обработку
производят ионами, выбранными из одного из следующих элементов: Nb, Pt, Yb, Y,
La, Hf, Cr, Si или их сочетанием при энергии ионов от 0,2 до 30 кэВ и дозе
имплантации ионов от 1010 до 5·1020 ион/см2. Формирование первого жаростойкого
слоя осуществляют из сплава, весовой процент: Si - от 4,0 до 12,0, Y - от 1,0
до 2,0, Al - остальное, толщиной от 10 до 70 мкм с последующим диффузионным
отжигом в вакууме, нанесение второго жаростойкого слоя осуществляют из сплава,
весовой процент: Cr от 18 до 30, Al от 5 до 13, Y от 0,2 до 0,65,Ni − остальное,
толщиной от 8 до 60 мкм, подвергают отжигу в вакууме, затем наносят
дополнительный подслой из сплава, весовой процент: Cr от 18 до 30, Al от 5 до
13, Y от 0,2 до 0,65, Ni - остальное, толщиной от 5 до 20 мкм газотермическим
методом, теплозащитный слой наносят из сплава, весовой процент: Y2O3 от 5 до 9,
ZrO2 - остальное, толщиной от 50 до 300 мкм газотермическим методом. Далее
лопатку подвергают отжигу. Технический результат - повышение жаростойкости
подслоя при одновременном повышении выносливости и циклической прочности
деталей (Пат. РФ № 2423551, МПК C23C14/06. Способ формирования теплозащитного
покрытия на лопатке турбины из жаропрочных никелевых сплавов / А. М. Смыслов,
М. К. Смыслова, А. Д. Мингажев и др., Бюл. № 23, 2011).
) Способ включает формирование на защищаемой поверхности лопатки
металлического подслоя из жаростойкого сплава, переходного металлокерамического
слоя и внешнего керамического слоя из ZrO2, стабилизированного Y2O3. Сначала
наносят металлический подслой. На него наносят слой высокотемпературного
припоя, на который наносят керамический слой. После этого выполняют
диффузионный отжиг при температуре, обеспечивающей получение жидкой фазы
металла подслоя. Формируют переходный металлокерамический слой за счет
смачивания керамического слоя металлом нижележащего высокотемпературного припоя
на глубину, равную толщине переходного слоя. В результате повышается
эксплуатационная прочность сцепления на границе переходный слой - внешний
керамический слой при одновременном повышении выносливости и циклической
прочности деталей с защитными покрытиями (Пат. РФ № 2426819, МПК C23C28/00.
Теплозащитое покрытие и способ его получения / А. В. Новиков, А. Д. Мингажев,
М. К. Смыслова и др., Бюл. № 23, 2011).
) Технология предназначена для нанесения теплозащитных покрытий на
лопатки энергетических и транспортных турбин, в особенности газовых турбин
авиадвигателей. На рабочие лопатки турбин газотурбинных двигателей и
энергетических установок наносят жаростойкий подслой, затем формируют
армированный керамический слой. При этом армированный керамический слой
формируют поэтапно в следующей последовательности: дискретный слой
керамического материала в виде островковых участков на поверхности подслоя,
оставляя открытыми от 4 до 98% от общей поверхности подслоя, по крайней мере
один сплошной металлический слой из жаростойкого материала толщиной от 1 до 12
мкм и внешний сплошной керамический слой. Дискретный слой формируют из круглых,
овальных или сотовых островковых участков размерами от 0,02 до 5 мм. В качестве
материала дискретного керамического слоя и материала внешнего керамического
слоя используют ZrO2-Y2O3 в соотношении Y2O3 - 5-9 весового процента, ZrO2 -
остальное. Обеспечивается повышение эксплуатационных свойств защитного
покрытия, снижение трудоемкости изготовления лопаток при одновременном
повышении выносливости и циклической прочности(Пат. РФ № 2441099, МПК
C23C30/00. Способ получения металлокерамического теплозащитного покрытия / А.
Д. Мингажев, М. К. Смыслова, А. В. Новиков, А. А. Мингажева, А. А. Быбин, Бюл.
№ 3, 2012).
) Технология относится к методам нанесения защитных покрытий на лопатки
энергетических и транспортных турбин, в частности газовых турбин
авиадвигателей. Технический результат - повышение жаростойкости покрытия при
одновременном повышении выносливости и циклической прочности деталей с
покрытием. Способ включает ионно-имплантационную обработку поверхности лопатки,
формирование подслоя путем нанесения жаростойкого слоя с его ионной
имплантацией и переходного слоя, и нанесение внешнего керамического слоя на
основе ZrO2, стабилизированного Y2O3. Ионно-имплантационную обработку
поверхности лопатки производят ионами одного или нескольких элементов Nb, Pt,
Yb, Y, La, Hf, Cr, Si. В качестве материала для формирования жаростойкого слоя
используют сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al -
остальное. При этом нанесение жаростойкого слоя чередуют с периодической
имплантацией ионами одного или нескольких элементов Nb, Pt, Yb, Y, La, Hf, Cr,
Si с формированием жаростойкого слоя в виде микрослоев, разделенных
имплантированными микро- или нанослоями. В качестве материала для нанесения
переходного слоя используют сплав состава Cr - от 18 до 34%, Al - от 3 до 16%,
Y - от 0,2 до 0,7%, Ni - остальное или состава Cr - от 18 до 34%, Al - от 3 до
16%, Y - от 0,2 до 0,7%, Со - от 16 до 30%, Ni - остальное(Пат. РФ № 2441103,
МПК C23C30/00. Способ получения теплозащитного покрытия / А. М. Смыслов, М. К.
Смыслова, А. Д. Мингажев и др., Бюл. № 3, 2012).
Заключение
В данном дипломном проекте был спроектирован газоперекачивающий агрегат
полезной мощностью 25 МВт.
Разработанная газотурбинная установка имеет следующие характеристики:
- полезная мощность, МВт 23,9
- эффективный КПД, % 32.1
- расход воздуха через компрессор, кг/с 119,3
- степень сжатия в компрессоре 8,2
- температура газа перед ТВД, К 1220
- частота вращения ротора газогенератора, об/мин 5000
- частота вращения ротора турбины низкого давления, об/мин 3000
В заключение по спецтеме могу сказать, что актуальность и перспективность
развития технологий жаропрочных покрытий и ТЗП в частности трудно переоценить.
Для наглядности возьмем и нанесем на лопатки взятой в данной выпускной
квалификационной работе турбины ТЗП- первый жаростойкий слой осуществляют из
сплава, весовой процент: Si - от 4,0 до 12,0, Y - от 1,0 до 2,0, Al -
остальное, толщиной от 10 до 70 мкм; второй жаростойкий слой из сплава, весовой
процент: Cr от 18 до 30, Al от 5 до 13, Y от 0,2 до 0,65,Ni − остальное,
толщиной от 8 до 60 мкм; дополнительный подслой из сплава, весовой процент: Cr
от 18 до 30, Al от 5 до 13, Y от 0,2 до 0,65, Ni - остальное, толщиной от 5 до
20 мкм; теплозащитный слой наносят из сплава, весовой процент: Y2O3 от 5 до 9,
ZrO2 - остальное, толщиной от 50 до 300 мкм. По примерным данным данное ТЗП
даст нам возможность прибавить около 100°C.
Даже если мы не будем повышать πк и оставим его на уровне 8,2 , при
подаче на турбину рабочего тела с температурой 1320°К вместо 1220°К, КПД нашей
турбины возрастет с отметки 32.1% до 34,1%, что, по моему мнению, является
достойным результатом. С дальнейшим развитием технологий производства и
нанесения в сторону удешевления покрытий такого типа, они станут гораздо более
привлекательны экономически, и как следствие более распространеными.
Библиографический список
1
Тепловой расчёт
схем приводных ГТУ на номинальный и переменный режимы работы: Учебное пособие
/Б.С. Ревзин, А.В. Тарасов, В.М. Марковский. Екатеринбург: ГОУ ВПО УГТУ-УПИ,
2001.
2
Газодинамический
расчет многоступенчатой газовой турбины: Методические указания к выполнению
курсового проекта по дисциплине "Энергетические машины. Часть 3"/ А.
В. Тарасов, В.М. Марковский. Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2004, 34с.
3
Стали и сплавы.
Марочник: Справ.изд./ В.Г. Сорокин и др.; Науч. С77 ред. В.Г. Сорокин, М.А.
Гервасьев - М.6 "Интермет Инжиниринг", 2001. -608 с.: ил.
4
Газодинамический
расчет ступени газовой турбины: Методические указания к курсовому и дипломному
проектированию/ И. Д. Ларионов. Свердловск: УПИ, 1989, 37с.
5
Стационарные
газотурбинные установки/ Л.В. Арсеньев, В.Г. Тырышкин, И.А. Богов и др.; Под
ред. Л.В. Арсеньева и В.Г. Тырышкина.- Л.: Машиностроение Ленингр. отд-ние,
1989. - 543 с.
6
Прочность лопаток
турбин: Учебное пособие / И.Д. Ларионов. Екатеринбург: УГТУ-УПИ, 2000.
7
СанПиН
2.2.2/2.4.1340-03. Санитарно-эпидемиологические правила и нормативы. М.:
Информационно-издательский центр Госкомсанэпиднадзора России, 2003г.
9. Материалы сайта ОАО НПО "ЦНИИТМАШ". Институт
технологии поверхности и наноматериалов, отдел покрытий и оборудования. Режим
доступа: http://coatings-pvd.ru/nanoarc.php.
. Материалы сайта НПФ "ПЛАЗМАЦЕНТР".
Санкт-Петербург, Россия.
. Материалы сайта "Серматек инт. корп."
(www.sermatech.com).
. Пат. РФ № 2325467, МПКC23C 4/10. Способ получения
создающего термический барьер покрытия / Я. Вигрен, М. Ханссон. Вольво аэро
корп., 2008.
. Пат. РФ № 2305034, МПК C23C 14/16 . Способ получения
защитного покрытия на деталях / Ю. С. Елисеев, Н. В. Абраимов, Ю. П. Шкретов,
А. М. Терехин. ФГУП "ММПП "САЛЮТ", 2007.
. Пат. РФ № 2287609, МПК C23C 14/14. Способ изготовления на
подложке из специального сплава защитного покрытия, образующего тепловой барьер
/ С. Р. Бертран, Н. Джон. Снекма моторс, 2003.
. Абраимов Н. В. Высокотемпературные материалы и защитные
покрытия для газовых турбин / Н. В. Абраимов. М.: Машиностроение, 1993.
. Пат. РФ № 2261334, МПК F01D5/08. Многослойное
высокотемпературное теплозащитное покрытие / Н. Г. Бычков, А. В. Першин. ФГУП
"ЦИАМ им. П.И. Баранова", 2005.
. Елисеев Ю. С. Химико-термическая обработка и защитные
покрытия в авиадвигателестроении / Ю. С. Елисеев, Н. В. Абраимов, В. В. Крымов.
М.: "Высшая школа", 1999 .
Приложение А
Массовые характеристики: Ротор ТНД
Конфигурация: По умолчанию
Система координат: -- по умолчанию --
Плотность = 8500.00 килограммов на кубический метр
Масса = 3154,8 килограммов
Объем = 0.41 кубические метры
Площадь поверхности = 5.61 квадратные метры
Центр тяжести: ( метры )= 43.80= 10.15= 0.00
Основные оси инерции и основные моменты инерции: ( килограммов *
квадратные метры )
центр тяжести
Ix =
(1.00, 0.00, 0.00) Px = 177.31
Iy =
(0.00, 0.00, -1.00) Py = 1264.25
Iz =
(0.00, 1.00, 0.00) Pz = 1264.25
Моменты инерции: ( килограммов * квадратные метры )
Определяются в центре тяжести и выравниваются относительно системы
координат вывода.
= 177.31Lxy = 0.00Lxz = 0.00= 0.00Lyy = 1264.25Lyz = 0.00= 0.00Lzy =
0.00Lzz = 1264.25
Моменты инерции: ( килограммов * квадратные метры )
Вычисляется с помощью системы координат вывода.
= 362185.41Ixy = 1566694.92Ixz = -0.00= 1566694.91Iyy = 6781610.26Iyz =
-0.00= -0.00Izy = -0.00Izz = 7143418.36