|
№
п/п
|
Наименование
и тип элемента принципиальной схемы
|
Количество
в схеме, шт.
|
λi,
час-1
|
|
1
2 3 4 5
|
Конденсатор
К10-17
Резистор
С2-29В
Светодиод
АП307БМ Контроллер PIC12F629
Стабилизатор KIA7805A
|
5
6 25 1 1
|
10-4 0,6·10-4
0,1·10-4 0,6·10-4 0,5·10-4
|
Λср
= 1/5·(1+0,6+0,1+0,6+0,5)·10-4 1/ч = 0,56·10-4 1/ч
Тср = 1/(0,056·10-4) =
17857 ч
Ориентировочный расчет на надежность показал,
что средняя наработка схемы часов на отказ превышает заданный ориентировочный
цикл работы в 1,7 раза и составляет 17857 часов (приблизительно 2 года
непрерывной работы).
Правильный выбор элементной базы во многом
определяет качественные показатели изделия, а так же показатели с точки зрения
надежности. Выбор производится из ряда возможных, с предъявления к ним
технических требований, параметров и условий эксплуатации данного устройства.
6.1 Выбор резисторов
Для изготовления блока берутся резисторы типа
С2-33Н, С2-29В предназначенные для работы в цепях постоянного, переменного и
импульсного тока. Резисторы выбирается с мощностью 0,125 и 0,062 Вт, так как
при этой мощности резистор имеет малый уровень собственных шумов и имеет
наименьшие габариты, так же при этой мощности рассеивания обеспечивается
оптимальный коэффициент нагрузки на резистор. Так же данный тип резисторов был
выбран исходя из параметров проектируемого устройства, которые удовлетворяют
условиям эксплуатации и его характеристикам. Основные размеры резисторов
представлены на рисунке 5.
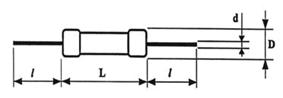
Рисунок 5 - Основные размеры резисторов
Рисунок 6 - Внешний вид резисторов С2-33Н
Таблица
2
Типовые характеристики резисторов С2-ЗЗН
|
Вид
резистора
|
Габаритные
размеры, мм
|
Масса,
г, не более
|
Минимальная
наработка, ч
|
|
L
|
D
|
l
|
d
|
|
|
|
Резисторы
С2-33Н, предназначенные для ручной сборки
|
|
С2-33Н-0,125
|
6,0-0,75
|
2,2-0,6
|
16+4
|
0,6±0,1
|
0,15
|
30
000
|
|
С2-33Н-0,75И
|
10,8-1,1
|
4,2-0,75
|
25+5
|
0,8±0,1
|
1,0
|
25
000
|
Основные технические параметры резисторов
приведены в перечне элементов.
Допустимая мощность рассеяния резисторов С2-33Н
в интервале температур окружающей среды от минус 60 до + 155°С (от 213 до
428°К) при нормальном давлении 84000…106700 Па (630…800 мм рт. ст.)
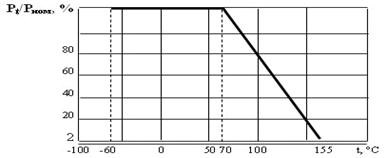
Рисунок 7 - Допустимая мощность рассеяния
резисторов в интервале температур
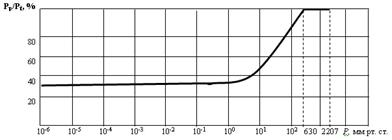
Рисунок 8 - Допустимая мощность рассеяния
резисторов в интервале давлений
Допустимая мощность рассеяния резисторов С2-33Н
в интервале давлений от 1,33*10-7 до 294 кПа (от 10-6 до
2280 мм рт. ст.) и интервале температур окружающей среды от минус 60 до +
155°С.
Допустимая перегрузка мощности резисторов С2-33Н
в импульсе относительно номинальной при длительности импульса не более 1000 мкс
для средней мощности рассеяния не более 1,0 Рном.

Рисунок 9 - Допустимая
перегрузка мощности резисторов
Типовые характеристики резисторов С2-29В:
Допустимая мощность рассеяния резисторов С2-29В
в интервале температур окружающей среды от минус 60 до + 155°С в зависимости от
необходимой длительности наработки, номинальной мощности рассеяния и
допускаемого отклонения сопротивления
Для резисторов С2-29В при наработке до 25 000 ч
- 0,125 Вт
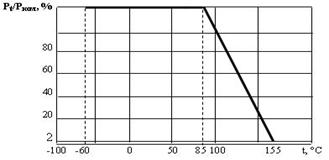
Рисунок 10 - Мощность рассеяния
резисторов С2-29В в интервале температур
Допустимая мощность рассеяния резисторов С2-29В
в интервале давлений от 1,33*10-7 до 294 кПа (от 10-6 до
2280 мм рт. ст.).
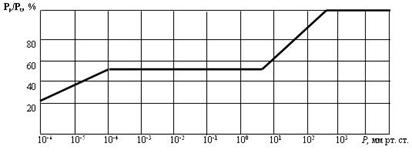
Рисунок 11 - Мощность рассеяния резисторов
С2-29В в интервале давлений
Резистор R1
создаёт положительный потенциал (логическая единица) на входе микроконтроллера
при отжатой кнопки SB1.
Резистор R2
создаёт положительный потенциал (логическая единица) на входе микроконтроллера
при отжатой кнопки SB2.
Резистор R3
создаёт положительный потенциал (логическая единица) на входе микроконтроллера
при отжатой кнопки SB3.
6.2 Выбор светодиодов
Для изготовления блока используются светодиоды
типа АП307БМ.
Данные типы светодиодов выбраны исходя из их
эксплуатационных данных, основных технических параметров устройства.
Конструкция классического светодиода показана на
рисунке ниже.
Свечение в светодиодах возникает при
рекомбинации электронов и дырок в области p-n-перехода. Внутренний квантовый
выход в самом p-n-переходе, внешний определяется для LED-прибора
в общем, с учётом рассеивания. Внутренний квантовый выход для хороших
кристаллов может достигать 100%.

Рисунок 12 - Конструкция классического
светодиода
Цвет свечения светодиода зависит от ширины
запрещенной зоны, в которой рекомбинируют электроны и дырки. Другими словами от
материала полупроводника, и от легирующих примесей. Для получения белого света
от светодиодов применяют либо смешивание цветов по технологии RGB, когда на
одной матрице размещаются красные, голубые и зеленые светодиоды, излучение
которых смешивается при помощи оптической системы; либо на поверхность
светодиода, излучающего в ультрафиолетовом диапазоне, наносится три люминофора,
излучающих голубой, зеленый и красный свет; либо желто-зеленый или зеленый плюс
красный люминофор наносят на голубой светодиод, так что два или три излучения
смешиваются, образуя белый свет.
6.3 Выбор контроллера
Для изготовления часов используется контроллер
типа PIC16F628A
Расположение выводов показано на рисунке 13
Характеристика микроконтроллера:
· Тактовая частота от DC до 20МГц
· Поддержка прерываний
· 8-уровневый аппаратный стек
· Прямая, косвенная и относительная
адресация
· 35 однословных команд, все команды
выполняются за один машинный цикл, кроме команд ветвления и условия с истинным
результатом
Рисунок 13 - Расположение выводов
микроконтроллера PIC16F628A
· Внешний и внутренний режимы тактового генератора
- Прецизионный внутренний генератор 4МГц,нестабильность +/- 1% -
Энергосберегающий внутренний генератор 37кГц- Режим внешнего генератора для
подключения кварцевого или керамического резонатора
· Режим энергосбережения SLEEP
· Программируемые подтягивающие
резисторы на входах PORTB
· Сторожевой таймер WDT с отдельным
генератором
· Режим низковольтного программирования
· Программирование на плате через
последовательный порт (ICSP) (с использованием двух выводов)
· Защита кода программы
· Сброс по снижению напряжения питания
BOR
· Сброс по включению питания POR
· Таймер включения питания PWRT и
таймер запуска генератора OST
· Широкий диапазон напряжения питания
от 2.0В до 5.5В
· Промышленный и расширенный
температурный диапазон
· Высокая выносливость ячеек
FLASH/EEPROM - 100 000 циклов стирания /записи FLASH памяти программ - 1 000
000 циклов стирания /записи EEPROM памяти данных - Период хранения данных
FLASH/EEPROM памяти > 100 лет
Характеристики пониженного
энергопотребления:
· Режим энергосбережения:- 100нА @ 2.0В (тип.)
· Режимы работы:- 12мкА @ 32кГц, 2.0В
(тип.)- 120мкА @ 1МГц, 2.0В (тип.)
· Генератор таймера TMR1: - 1.2мкА,
32кГц, 2.0В (тип.)
· Сторожевой таймер:- 1мкА @ 2.0В
(тип.)
· Двухскоростной внутренний
генератор:- Выбор скорости старта 4МГц или 37кГц- Время выхода из SLEEP режима
3мкс @ 3.0В (тип.)
Периферия:
· 16 каналов ввода/вывода с индивидуальными битами
направления
· Сильноточные схемы портов
сток/исток, допускающих непосредственное подключение светодиодов
· Модуль аналоговых компараторов:- Два
аналоговых компаратора- Внутренний программируемый источник опорного
напряжения- Внутренний или внешний источник опорного напряжения- Выходы
компараторов могут быть подключены на выводы микроконтроллера
· TMR0: 8-разрядный таймер/счетчик с
программируемым предделителем
· TMR1: 16-разрядный таймер/счетчик с
внешним генератором
· TMR2: 8-разрядный таймер/счетчик с
программируемым предделителем и постделителем
· CCP модуль:- разрешение захвата 16
бит- разрешение сравнения 16 бит- 10-разрядный ШИМ
7. Описание конструкции
Для упрощения монтажа электроэлементов было
принято решение изготовить плату печатную в домашних условиях. Это обусловлено
тем, что при первоначальном монтаже элементов на подходящую плату от другого
устройства, были трудности с формовкой и с соединением элементов посредством
проводков-перемычек. Соединительные провода во многом усложняли процесс монтажа
тем, что могли привести к случайному замыканию, способному вывести из строя
электроэлементы и блок в целом. Также затруднен поиск несправного
соединительного провода.
Ниже приводится описание технологии изготовления
печатных плат в домашних условиях.
Суть метода изготовления печатных плат в том,
что на фольгированный текстолит наносится защитный рисунок, который
предотвращает травление меди. В результате, после травления, на плате остаются
дорожки проводников. Способов нанесения защитных рисунков много. Раньше их
рисовали нитрокраской, посредством стеклянной трубочки, потом стали наносить
водостойкими маркерами или даже вырезать из скотча и наклеивать на плату. Также
для любительского применения стал доступен фоторезист, который наносится на
плату, а потом засвечивается. Засвеченные участки становятся растворимы в
щелочи и смываются. Но по простоте применения, дешевизне и скорости
изготовления все эти методы сильно проигрывают лазеро-утюжному методу (далее
ЛУТ).
Метод ЛУТ основан на том, что защитный рисунок
образуется тонером, который посредством нагревания переносится на текстолит.
Для этого я воспользовался лазерным принтером.
Дальше я нарисовал рисунок платы в программе
Sprint Layout. Sprint Layout - это простая программа для разработки как
односторонних, так и двухсторонних печатных плат. После того как плата
нарисована, необходимо вывести её на печать. Лучший результат достигается при
печати на глянцевой фотобумаге для струйных принтеров. Печатать нужно в
зеркальном отображении, чтобы после переноса картинка соответствовала
действительности. После печати картинку с напечатанной стороны ни в коем случае
нельзя трогать руками и желательно беречь от пыли, чтобы ничто не мешало
соприкосновению тонера и меди.
Теперь на очереди текстолит. Для начала
фольгированную сторону необходимо тщательно зашкурить. Это позволит тонеру
лучше приклеиться к поверхности платы. После этого плату надо тщательно
обезжирить. Для этого применялся технический ацетон.
Далее предварительно разогрев утюг на максимальной
температуре, я наложил рисунок на плату, придерживая бумагу пальцем, прижал и
прогладил одну половину. Необходимо чтобы тонер прилип к меди. Не допуская
сдвижения бумаги, надавливая на утюг, прогладил всю поверхность. И так
тщательно прогладил всю плату в течение двух минут. После, дав плате немного
остыть, смыл бумагу под струей теплой воды.
После того, как фотобумага будет смыта с платы,
ее можно начинать травить. Для этого я погрузил её в раствор хлорного железа на
один час. Когда вся медь стравилась, необходимо аккуратно вынуть плату и
промыть под струей воды. Далее я смыл тонер с помощью ацетона.
Для лужения платы я смазал дорожки глицерином. И
далее с помощью паяльника нанёс припой на медные дорожки.
8. Технологическая часть
В технологической части дипломного проекта
приведена пошаговая инструкция по прошивке PIC-контроллера.
Для прошивки PIC-контроллера
потребуется программатор. Программатор - аппаратно-программное устройство,
предназначенное для записи/считывания информации в постоянное запоминающее
устройство
<#"863392.files/image014.jpg">
Рисунок 14 - Окно настроек программы IC-PROG
Проверьте установки, выберите используемый вами
COM-порт, нажмите "Ok". Далее, "Настройки" >>
"Опции" >> выберите вкладку "Общие" >>
установите "галочку" на пункте "Вкл. NT/2000/XP драйвер"
>> Нажмите "Ok" >> если драйвер до этого не был
установлен в системе, в появившемся окне "Confirm" нажмите
"Ok". Драйвер установится, и оболочка программатора перезапустится.
Примечание: Для очень "быстрых" компьютеров возможно потребуется
увеличить параметр "Задержка Ввода/Вывода". Увеличение этого
параметра увеличивает надёжность программирования, однако, увеличивается и
время, затрачиваемое на программирование микросхемы.
"Настройки" >> "Опции"
>> выберите вкладку "I2C" >> установите
"галочки" на пунктах:
"Включить MCLR как VCC" и
"Включить запись блоками". Нажмите "Ok". Программа готова к
работе.
После того, как программа установлена, вставляем
микросхему в панель программатора, соблюдая положение ключа. Подключаем шнур
удлинителя, включаем питание, запускаем программу IC-PROG. В выпадающем списке
выбираем контроллер PIC16F628A.

Рисунок 15 - Список контроллеров PIC
Если нет файла с прошивкой - подготовьте его:
¾ откройте стандартную программу
"Блокнот";
¾ вставьте в документ текст прошивки;
¾ сохраните под любым именем,
например, prohivka.txt (расширение *.txt или *.hex).
Далее в IC-PROG Файл >> Открыть файл
>> найти наш файл с прошивкой. Окошко "Программного кода"
должно заполнится информацией. Нажимаем кнопку "Программировать
микросхему" -  (загорается
красный светодиод). Ожидаем завершения программирования (около 30 сек.). Для
контроля нажимаем "Сравнить микросхему с буфером" -
(загорается
красный светодиод). Ожидаем завершения программирования (около 30 сек.). Для
контроля нажимаем "Сравнить микросхему с буфером" -  .
.
После всех операций приведенных выше контроллер
прошит.
часы светодиодный резистор
контроллер
9. Техника безопасности и охрана
окружающей среды
9.1 Общие требования техники
безопасности
Работники предприятия обязаны соблюдать
требования по охране труда и противопожарной безопасности. Невыполнение
указанных требований является нарушением трудовой дисциплины.
К работе на предприятии допускаются лица,
прошедшие медицинское освидетельствование и проинструктированные по действующим
нормативным документам по технике безопасности.
До начала работы каждый работник обязан отметить
свой приход на работу, а по окончании рабочего дня - уход с работы у
непосредственного руководителя.
На непрерывных работах запрещается оставлять
рабочее место до прихода сменяющего работника. В случае неявки сменяющегося
работник заявляет об этом старшему по работе.
Невыполнение требований инструкций по охране
труда, нарушение правил техники безопасности является нарушением трудовой
дисциплины, так как работник обязан соблюдать требования охраны труда,
установленные законами и иными нормативными правовыми актами, а также правилами
и инструкциями по охране труда.
Работники, которые допускают любые, даже мелкие,
отклонения от установленных правил и норм техники безопасности, нарушают
трудовую и технологическую дисциплину и несут дисциплинарную и материальную
ответственность.
Выполнять только ту работу, которая указана в
должностной инструкции или поручена руководителем.
Бережно и внимательно относиться к спецодежде,
обуви, средствам индивидуальной защиты.
Следить за исправным состоянием инструмента,
оборудования, приспособлений.
Выполнять требования предупреждающих,
запрещающих, разрешающих и напоминающих плакатов, знаков, надписей и сигналов.
При получении травмы, даже самой незначительной,
немедленно известить об этом начальника участка, а в его отсутствие - товарищей
по работе и немедленно обратится за помощью в здравпункт.
О каждом несчастном случае на производстве
пострадавший или очевидец несчастного случая немедленно должен известить
непосредственного начальника, организовать первую помощь, доставку в
медсанчасть, сохранить до расследования обстановку на рабочем месте в момент
происшествия (если это не угрожает жизни и здоровью окружающих работников и не
приведет к аварии).
9.2 Характеристика
электромеханического производства
¾ Нефрас - для промывочных работ и
обезжиривания деталей и узлов. Нефрас относится к легковоспламеняющимся
продуктам первой категории. Запрещается использовать бензин для очистки
оборудования и мытья рук. Помещение, в котором проводятся работы с нефрасом,
должно быть снабжено приточно-вытяжной вентиляцией. При разливе нефраса в помещениях
его необходимо собрать в отдельную тару и вынести из помещения, место разлива
протереть сухой хлопчатобумажной тряпкой. При обливе нефрасом больших участков
спецодежды рабочего ее необходимо сменить. При загорании применимы все средства
пожаротушения.
¾ Спирт - для обезжиривания деталей и
узлов, для промывки шарикоподшипников и других деталей. Этиловый технический
спирт - легковоспламеняющаяся бесцветная жидкость с характерным запахом,
относится к сильнодействующим наркотикам, вызывающим сначала возбуждение, а
затем паралич нервной системы. Работы с этиловым спиртом производятся в
помещениях с приточно-вытяжной вентиляцией.
¾ Ацетон - для промывочных работ, при
демонтаже и разборке приборов. Ацетон - прозрачная бесцветная
легковоспламеняющаяся жидкость с характерным запахом, относится к
сильнодействующим наркотикам, вызывающим возбуждение, раздражает слизистые
оболочки глаз и верхних дыхательных путей, действует на центральную нервную
систему, накапливается в организме. При работе с ацетоном должна быть обеспечена
приточно-вытяжная вентиляция.
¾ Клеи, эмали, лак, краски - для
проведения монтажных, сборочных и малярных работ. Клеи, лаки и эмали -
токсичные, горючие, не взрывоопасные вещества. Компоненты данных веществ
оказывают вредное воздействие на органы дыхания, органы зрения и незащищенные
кожные покровы работающих. При попадании на кожу удалить сухим тампоном и
вымыть кожу горячей водой с мылом. При попадании на слизистую оболочку глаз их
необходимо тщательно промыть большим количеством воды и немедленно обратиться к
врачу. Высушенное покрытие не оказывает токсического действия на организм
человека. Помещения необходимо оснащать приточно-вытяжной вентиляцией. Не
допускается применять открытый огонь при использовании клеев, лаков и эмалей.
¾ Припои типа ПОС-61, ПСр, ПОСК50-18,
ПОС-40 и флюсы типа ФКСП, ФКТ № 6, ЛТИ-120 - для проведения монтажных работ.
Процессы пайки (лужения) оловянно-свинцовыми припоями могут сопровождаться
выделением токсичных веществ свинца. Свинец вызывает патологические изменения в
организме, особенно нервной системы, крови, сердечно-сосудистой системы,
желудочно-кишечного тракта, при длительном воздействии припой может вызвать
поражение печени и селезёнки.
Рабочее место должно быть оборудовано локальной
вытяжной вентиляцией.
¾ Электрический ток широко
используется в промышленности, техники, быту. Поражение электрическим током
может произойти при прикосновении к токоведущим частям, находящимся под
напряжением, отключенным токоведущим частям, на которых остался заряд или
появилось напряжение в результате случайного включения в сеть, к не токоведущим
частям, выполненным из проводящего электрический ток материала, после перехода
на них напряжения с токоведущих частей.
¾ Источниками пожаро- и
взрывоопасности являются легковоспламеняющиеся и горючие вещества, взрывчатые и
пожароопасные вещества.
¾ Источником термоопасности являются
электропаяльники, электроплитки, обжигалки, электрооборудование, применяемые на
всех стадиях производственного процесса.
¾ Источником химических ожогов
являются агрессивные химические вещества: кислота азотная, кислота серная,
кислота щавелевая, применяемые при изготовлении плат тонкопленочной технологии.
¾ Источником химического отравления
являются все химические вещества, реактивы и кислоты при попадании внутрь организма
или вдыхании их паров или пыли, а также при вдыхании паров, образующихся при
пайке припоями.
9.3 Требования техники безопасности
до начала работ при сборке блока для реверсной обкатки шаговых двигателей
Повесить в шкаф свою верхнюю одежду.
Одеть спецодежду и вторую обувь.
Проверить состояние спецодежды, спецобуви,
средств защиты и предохранительных приспособлений.
Обо всех выявленных недостатках сообщить своему
непосредственному руководителю и действовать согласно его указаниям.
Перед началом работы проверить:
¾ чистоту рабочего места;
¾ исправность оборудования,
ограждений;
¾ наличие и исправность заземления;
¾ наличие и исправность инструмента,
инвентаря, приспособлений;
¾ исправность и достаточность
освещения;
¾ состояние технологического процесса
(опросом сдающего смену и личной проверкой);
¾ наличие необходимых средств
пожаротушения;
¾ наличие необходимых инструкций и
схем;
¾ состояние путей эвакуации.
9.4 Требования техники безопасности
во время работы
Не допускать на свое рабочее место посторонних и
не заходить без надобности на другие рабочие места.
Не включать оборудование, не входящее в состав
рабочего места.
Не дотрагиваться руками или одеждой до
вращающихся частей, т.к. при этом неизбежны тяжелые несчастные случаи.
Быть осторожным с остро-режущими предметами
(лезвие, скальпель, и т.п.), не класть их в карман халата.
Не перекатывать тележки и пульты через лежащие
на полу кабели, при этом возможно поражение электротоком и выход аппаратуры из
строя.
Не брать голыми руками химреактивы, не пробовать
их на запах и вкус, так как при этом возможны тяжелые отравления, заболевания и
ожоги.
Не устранять самому неисправность в
электрооборудовании, для устранения неисправности вызвать специалиста.
Не присаживаться на агрегаты, насосы,
электродвигатели и другое оборудование.
Перед включением вновь смонтированных приборов
убедиться в правильности монтажа и соответствии предохранительных устройств.
Не производить измерение сопротивления изоляции
приборов, находящихся под напряжением.
Применять в работе электроинструменты (дрель,
паяльник и т.п.) напряжением не выше 42В; штепсельные соединения, применяемые
на напряжения 42В, по конструктивному исполнению должны отличаться от
соединений, предназначенных для напряжения 220В, и исключать возможность включения
вилок 42В в розетки 110В и 220В, или иметь обозначения напряжений.
Не производить монтаж и сборку приборов,
находящихся под напряжением.
Приборы и устройства подключать только к щитам,
имеющим предохранители, право доступа в щиты имеет только электрик.
9.5 Требования техники безопасности
при аварийной ситуации
Остановить работу при возникновении следующих
ситуаций:
¾ возникновение неисправности в
оборудовании;
¾ поломка ограждений опасных зон;
¾ возникновение нарушений в заземлении
оборудования;
¾ при несчастном случае;
¾ появление дыма или пламени, а также
запаха гари;
¾ при получении травмы кем-нибудь из
работников необходимо оказать ему первую помощь, вызвать врача или машину
скорой помощи и сообщить руководителю о происшедшем случае.
9.6 Требования техники безопасности
по окончании работ
Перед сдачей смены или по окончании рабочего дня
необходимо:
¾ произвести тщательную уборку
рабочего места;
¾ по окончании рабочего дня обесточить
оборудование,
¾ отключить щит питания, перекрыть
технологическую воду и воздух;
¾ при уходе из помещения сделать
запись в рабочем журнале и выключить освещение;
¾ об окончании работ или сдаче смены
доложить руководителю.
9.7 Требования противопожарной
безопасности
Проходы между оборудованием и выходы из
помещений запрещено загромождать предметами и оборудованием.
Все двери эвакуационных выходов должны быть
свободными и открываться в направлении выхода из здания.
Запрещается производить перепланировку
производственных и служебных помещений без предварительной планировки, согласованной
с пожарной частью и утвержденной администрацией предприятия.
При изменении техпроцессов производства и при
реконструкции помещений, правила пожарной безопасности должны пересматриваться
с внесением соответствующих дополнений и изменений.
За всеми производственными и служебными
помещениями должны быть закреплены ответственные лица за пожарную безопасность,
таблички с фамилиями ответственных вывешены на дверях соответствующих
помещений.
В производственных помещениях запрещается
хранить горючие и легко воспламеняющиеся жидкости (ГЖ и ЛВЖ); при проведении
ремонтных работ можно хранить только сменную норму ГЖ и ЛВЖ, остальное
количество должно храниться в металлических ящиках за пределами рабочих
помещений.
Использованные протирочные материалы необходимо
убирать в металлические ящики и, по мере накопления, удалять из помещения.
Промасленная спецодежда должна своевременно
подвергаться стирке или замене.
Курение допускается только в специально
отведенных местах, где должен висеть плакат: «Место для курения».
Любые работы, связанные с привлечением газо- и
электросварки должны проводиться только после согласования с пожарной охраной.
Баллоны со сжатыми горючими газами необходимо
устанавливать вне здания в металлических, проветриваемых шкафах.
В подразделении запрещается:
- уборка помещений с привлечением ГЖ и ЛВЖ;
- отогревание труб или узлов систем, а
также определение утечки газов с применением открытого огня;
- покраска и подкраска работающего
оборудования;
- использование в качестве
теплоизоляторов сгораемых материалов;
- использование противопожарного
оборудования и инвентаря для нужд, не связанных с тушением пожара,
воспрещается.
Каждый работник, обнаруживший пожар обязан:
- немедленно сообщить о пожаре и месте его
возникновения в пожарную часть по телефону 01 и энергодиспетчеру предприятия;
- принять меры к эвакуации людей и
материальных ценностей из помещения, где произошло возгорание, и соседних с
ним;
- обесточить при необходимости приборы
и оборудование, отключить вентиляцию, сжатый воздух;
- принять меры по вызову к месту
пожара руководителя подразделения и встрече пожарного расчета;
- приступить к тушению очага пожара
имеющимися в подразделении или на рабочем месте средствами пожаротушения
(огнетушители, внутренние пожарные краны).
9.8 Требования по охране окружающей
среды
В процессе изготовления деталей, сборки, наладки
испытания радиосредств используются различные технологии связанные с
применением вредных веществ, а также оказывающие вредное воздействие на
здоровье человека.
Радиоэлектронное производство не в меньшей
степени, чем другие сопряженные с наличием целого ряда факторов, оказывает
вредное воздействие. Многие из этих факторов могут быть ослаблены и даже
исключены путем совершенствования технологий и применением мер по защите.
Воздействие вредных производственных факторов проявляется,
прежде всего, на людях, непосредственно участвующих в технологических
процессах, а так же на других работниках, находящихся в одном помещении или на
территории предприятия. Однако большинство вредных воздействующих факторов
распространяются далеко за территорию предприятия и представляют экологическую
опасность для окружающего мира. Это загрязнение атмосферы пылевыми частицами,
вредными парами и газами, загрязнение водных стоков дисперсными частицами,
различными химическими веществами, наличие отходов материалов и реакторов, не
перерабатываемых предприятиями.
Эти обстоятельства в современном мире перешли в
угрожающие существованию биологических существ, экологические проблемы.
Для решения этих проблем требуется, прежде
всего, глубокая научно - техническая проработка многих вопросов, выработка
определенной концепции, системы требований подлежащих выполнению. Их,
безусловно, нужно учитывать при модернизации, реконструкции существующих
предприятий и в строительстве новых более современных.
Мерами, направленными на уменьшение вредного
воздействия на человека и окружающую среду являются:
¾ установка очистных сооружений для
вентиляционных выбросов в атмосферу отходов производства;
¾ использование промышленной воды в
замкнутом цикле при обязательной очистке;
¾ регенерация и повторное
использование некоторых материалов и реактивов;
¾ перерабатывание отходов и
организация безотходного производства.
10. Экономическая часть
В соответствии с заданными требованиями нужно
определить себестоимость устройства.
10.1 Определение затрат труда
Затраты труда на изготовление устройства «Табло
цифровое электронное» примем по фактическим затратам времени и поместим в
таблицу 10.1
Таблица
10.1
Фактические затраты времени
|
Наименование
работы
|
Время
(часы)
|
|
1.
Получение задания
|
1
|
|
2.
Анализ ТЗ
|
1
|
|
3.
Разработка схемы электрической принципиальной
|
2
|
|
4.
Выбор ЭРЭ
|
2
|
|
5.
Разработка печатной платы
|
3
|
|
6.
Сборка печатной платы
|
1
|
|
7.
Изготовление корпуса
|
1
|
|
8.
Сборка устройства
|
2
|
|
9.
Тестирование устройства
|
1
|
|
Итого
|
15
|
10.2 Расчет себестоимости
Для того чтобы определить себестоимость изделия,
необходимо составить нормативную калькуляцию. В её состав входят затраты на
материальные и трудовые ресурсы, величина которых определяется по нормам
расходов. Расчет произведем по калькуляционным статьям.
Статья 1 основные материалы:
Занесу основные материалы, использующиеся в
цифровом электронном табло в таблицу 10.2.
Таблица
10.2
Основные материалы
|
Наименование
материала
|
Единица
измерения
|
Кол-во
|
Цена
за ед., руб.
|
Сумма,
руб.
|
|
Стекло
|
М2
|
0,5
|
76
|
38
|
|
Итого:
|
|
|
|
38
|
Статья 2 Вспомогательные материалы:
В таблице 10.3 находятся вспомогательные
материалы.
Таблица10.3
Вспомогательные материалы