Процесс выплавки стали в дуговых печах
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
К КУРСОВОЙ
РАБОТЕ
по курсу
«Электротехнологические процессы»
на тему:
Процесс выплавки стали в дуговых печах
1. Задание для расчёта
Таблица 1
Химический состав выплавляемой стали и элементов
шихты
|
Предназначение
|
Марка
|
Содержание,
%
|
|
|
С
|
Si
|
Mn
|
S
|
P
|
Cr
|
Ni
|
Ti
|
|
Выплавляемая
сталь
|
1Х18Н9Т
|
≤0,12
|
≤0,8
|
1,00-2,00
|
не
более
|
17,0-19,0
|
8,0-9,5
|
0.7
|
|
|
|
|
|
≤0.020
|
≤0.035
|
|
|
|
|
Шихта
|
50Х
|
0.46-0.54
|
0.17-0.37
|
0.5-0.8
|
0.035
|
0.035
|
0.8-1.1
|
≤0.3
|
___
|
|
1Х13
|
0.09-0.15
|
≤0.60
|
≤0.60
|
≤0.025
|
≤0.030
|
12.0-14.0
|
≤0.60
|
___
|
Ёмкость печи 25 тонн, количество печей - 3.
2. Введение
Применение электрической
энергии в качестве источника тепла вместо энергии сжигаемого топлива,
обусловливающее возможность получения при этом высокой температуры, определяет
теплотехнические, конструктивные и производственно-технические преимущества
электропечей.
При использовании
электрического тока представляется возможность вести концентрированный нагрев.
В этом случае исключаются потери, связанные с передачей тепла от топлива,
сгорающего в закрытом пространстве, отпадают затраты энергии на нагрев топлива
до температуры сгорания, снижаются потери с отходящими газами.
Нагревание электрическим током
позволяет легче осуществлять быстрый подъем температуры, точнее регулировать
нагрев. То обстоятельство, что при электронагреве тепло выделяется в самом
нагреваемом теле или в непосредственно соприкасающейся с ним среде, позволяет
вести процессы нагрева в различной атмосфере, при любом давлении.
Новая техника XX
в. - техника высоких давлений и температур, больших скоростей и сильных
химических воздействий - потребовала новых материалов для машин, аппаратов и
других металлических изделий. Такими материалами и явились высококачественные и
специальные стали и сплавы.
Высококачественной называется
сталь с низким содержанием серы, фосфора, кислорода и других вредных или
нежелательных примесей, обладающая высокими механическими и физическими
свойствами.
Особое место среди
высококачественных сталей занимают специальные легированные стали, которые
содержат легирующие элементы (хром, никель, вольфрам, марганец, кремний,
молибден, ванадий, титан, кобальт, цирконий, бор и др.) и благодаря этому
обладают особыми свойствами.
Электрическая печь имеет ряд
существенных преимуществ перед другими сталеплавильными агрегатами, поэтому
высоколегированные инструментальные стали, нержавеющие, жаростойкие и
жаропрочные, а также многие конструкционные стали выплавляют только в
электрических печах.
В электропечи можно получать
сталь с низким содержанием серы и фосфора, можно полнее раскислить металл,
обеспечив низкое содержание в стали неметаллических включений. В электропечи
значительно меньше потери легирующих элементов, вводимых в виде ферросплавов,
значительно выше использование ценных составляющих, вносимых отходами
легированных сталей. В электропечи легко осуществить быстрый подъем и точное
регулирование температуры металлической ванны в узких пределах. В ней можно
проводить все металлургические процессы, создавая окислительную,
восстановительную или нейтральную атмосферу, можно выплавлять сталь любого
состава.
Развитие производства стали
требовало одновременного роста производства ферросплавов. Специальные добавки
(марганец, хром, кремний, вольфрам и др.) вводят в сталь для легирования и
раскисления в виде сплавов с железом, называемых ферросплавами. Объясняется это
тем, что производство чистого марганца, кремния или хрома сопряжено с большими
затратами и трудностями; получать же ферромарганец, ферросилиций, феррохром и
другие сплавы с железом проще и дешевле.
3. Общие
характеристики и расчёт
3.1 Свойства и виды
термообработки заданной марки металла
Свойства элементов входящие в сталь:
1. Основные свойства железа. Железо
является главным элементом, составляющим основу металлической фазы в процессе
плавки и готовой стали. Содержание железа в металлической фазе по ходу плавки
обычно повышается, но относительно незначительно - менее чем на 10%, тогда как
содержание других примесей изменяется в несколько раз. Переход железа из
металлической фазы в другие связан с рядом его физических и химических свойств.
Физико-химические свойства железа определяют основные параметры процессов
плавки стали температурный режим, режим окислительного рафинирования и т. д.,
поэтому в общей физико-химической характеристике сталеплавильных процессов
важное место занимают данные о свойствах железа и его поведении во время
плавки.
Основные физические свойства
железа. Температура плавления химически чистого железа составляет 1539°С.
Техническое железо, полученное окислительным рафинированием и имеющее высокое
содержание кислорода, плавится примерно при 1530°С. Температура плавления стали
всегда ниже, чем железа, и зависит от содержания примесей. Металлы (Mn,
Cr, Ni,
Co, Мо, V
и др.) незначительно снижают температуру плавления железа: на 1-3°С при
введении 1%, а металлоиды (С, О, S,
Р и др.) на 30-80 °С. В процессе плавки температура плавления металла
изменяется главным образом в результате изменения содержания углерода. В целом
температура плавления металла в начале плавки минимальна, обычно незначительно
превышает температуры плавления чугуна (1120-1150°С), а в конце плавки
максимальна и при низком содержании углерода составляет 1520-1525°С. Перегрев
металла выше температуры плавления в начале плавки для нормального проведения
процессов рафинирования необходим не менее 30-50 °С, а в конце плавки, чтобы
обеспечить нормальное проведение процессов раскисления-легирования и разливки,
этот перегрев обычно требуется в пределах 70-150 °С. В связи с этим температура
нагрева металла уже в начале плавки должна быть не менее 1350-1400 °С, а в
конце до 1600-1650 °С, иногда и выше.
Теплота плавления железа, по
данным В. И. Явойского, 15200 Дж/моль, или 271,7 кДж/кг. Температура кипения
железа составляет 2735 °С, а теплота испарения его ~ 352,5 кДж/моль, или 6300
кДж/кг.
Вязкость (динамическая) жидкого
железа обычно колеблется в пределах 0,01-0,05 Па×с
и зависит от температуры и содержания примесей. Чем выше температура, тем
меньше вязкость.
Плотность жидкого железа при
1550-1650 °С равна 6,7-6,8 г/см3, при температуре кристаллизации ~ 6,85 г/см3,
плотность твердого железа при температуре кристаллизации ~ 7,45 г/см3 (усадка
при кристаллизации ~ 8,7%), при комнатной ~ 7,8 г/смэ (общая усадка 14%). Из
обычных примесей наибольшее влияние на плотность железа оказывают углерод и
кремний, снижая ее, поэтому обычный жидкий чугун имеет плотность 6,2-6,4 г/см3,
твердый при комнатной температуре 7,0-7,2 г/см3. Плотность жидкой и твердой
стали, занимающей промежуточное положение между железом и чугуном, соответственно
6,5-6,6 и 7,5- 7,6 г/см3.
Теплоемкость и энтальпия.
Удельная теплоемкость жидкой металлической фазы практически не зависит от
температуры и составляет для чугуна 0,88 кДж/(кг×К)
и металла конца окислительного рафинирования 0,84 кДж/(кг×К).
А для твердых материалов она зависит от температуры, но в приближенных расчетах
можно принимать средние значения, равные для чугуна 0,745 кДж/(кг×К)
и стали 0,7 кДж/(кг×К).
На 1 т выплавляемой стали
обычно выход шлака составляет 100-150 кг, газов 50-100 кг, поэтому расход тепла
на нагрев всех трех продуктов плавки (металла, шлака и газов) обычно изменяется
в пределах 1700-1900 МДж/т. Кроме того, дополнительно расходуется тепло на
разложение загружаемых в ванну оксидов железа и карбонатов, а также на
компенсацию неизбежных тепловых потерь.
Поверхностное натяжение (на
границе металл - газ) жидкой металлической фазы зависит от температуры и
химического состава (содержания углерода и других поверхностно-активных
примесей) и обычно колеблется в пределах 1000-1800 кДж/м2. Поверхностное
натяжение железа максимально при ~ 1550°С, в области более низких и высоких
температур оно снижается, что отличает железо от большинства металлов, для
которых характерно снижение поверхностного натяжения при повышении температуры.
С повышением содержания углерода и кислорода поверхностное натяжение снижается,
особенно в области концентраций менее 0,3-0,5% [С] и 0,05-0,08% [О]. При более
высоких содержаниях их влияние незначительно.
Растворяющая способность жидкого железа.
Теоретически (термодинамически) жидкое железо в той или иной степени способно
растворять все металлы и металлоиды, но растворимость некоторых элементов в
железе настолько незначительна, что ею можно пренебречь. Такой пренебрежимо
малой растворимостью в жидком железе обладают металлы, стоящие в начале каждого
периода Периодической системы элементов Д. И. Менделеева, имеющие большие
атомные радиусы и рыхлую электронную оболочку: щелочные металлы (Li,
Na, К, Rb,
Cs) и
щелочноземельные металлы (Mg,
Ca, Sr,
Ba). Кроме того,
практически нерастворимыми являются Ag,
Cd, Bi.
Другие металлы в жидком железе растворяются полностью (неограниченно) или
частично (ограниченно). К числу металлов, имеющих неограниченную растворимость,
относятся Mn, Ni,
Co, Си, Al,
Sb, Се (все
редкоземельные элементы) и др. Ограниченную растворимость имеют металлы: Сг, V,
Mo, W,
Ti, Zr,
Pb, Sn,
Pt и др. Но при
высоких температурах все металлы, кроме Рb
и Sn, имеют
неограниченную растворимость. Металлоиды имеют ограниченную растворимость в
жидком железе и, как правило, образуют с железом химические соединения.
Основные химические свойства
железа и его поведение в сталеплавильных процессах. Окисление и восстановление
железа, как и любого другого элемента, образующего оксид, означает
распределение его между металлической и шлаковой фазами. Но распределение
железа отличается от распределения примесей, содержащихся в нем: в
металлической фазе активность железа близка к единице, а примесей всегда
значительно меньше, поэтому описание закономерностей окисления железа несколько
проще. Железо образует три оксида: Fe2O3,
Fe3O4
и FeO.
Оксид Fe3O4
не является самостоятельным (по валентным связям), а представляет собой
соединение оксидов FeO
и Fe2O3
и называется ферритом железа. В жидких шлаках, особенно в основных, образование
ферритов других элементов более вероятно, чем ферритов железа, поэтому
целесообразно рассмотреть существование только двух оксидов: FeO
и Fe2O3,
в которых железо двух- и трехвалентно.
Наличие шлаковой фазы,
способной растворять оксиды железа, создает термодинамически благоприятные
условия для окисления железа, так как переход оксидов в раствор повышает их
устойчивость. Вследствие этого примеси металла, образующие оксиды, на поведение
железа влияют следующим образом: 1) способствуя образованию шлаковой фазы, облегчают
протекание процесса окисления железа и перехода его в шлак; 2) имея большее
химическое сродство к кислороду, чем железо, препятствуют его окислению
(поступающий в ванну кислород расходуется главным образом на окисление
примесей). Это влияние примесей сказывается лишь до тех пор, пока не достигнуто
равновесие реакций их окисления. Таким образом, примеси, содержащиеся в металле
и образующие оксиды, более прочные, чем FeO,
в период окисления защищают железо от окисления, но не предотвращают этого
процесса, так как для формирования шлака расходуется некоторое количество
оксидов железа.
Углерод обладает большей
способностью защищать железо от окисления, чем другие примеси. Это объясняется
следующим: 1) концентрация углерода в металле по ходу плавки выше равновесной и
углерод непрерывно окисляется, забирая поступающий в ванну кислород; 2) в
результате окисления углерода образуются газообразные оксиды, причем главный
продукт реакции СО является хорошим восстановителем.
В реальной сталеплавильной
ванне неизбежно присутствует некоторое количество шлаковой фазы, образующейся
или только в результате окисления примесей металла и разрушения футеровки
(кислые процессы), или еще дополнительно в результате участия флюсов (основные
процессы). В связи с этим протекание процесса частичного окисления железа и
переход его оксидов в шлак в период окислительного рафинирования неизбежны даже
в условиях защитного действия (непрерывного окисления) углерода. Содержание
оксидов железа в шлаке зависит от большого числа факторов, главными из которых
являются окислительное действие газовой фазы и восстановительное действие
примесей металлической фазы. В результате окислительного действия газовой фазы
и восстановительного действия примесей металла по ходу плавки наблюдается
обычно стабильное для каждого периода содержание оксидов железа в шлаке,
которое неравновесно ни с газовой, ни с металлической фазами, но связано с
содержанием углерода в металле.
В период окислительного
рафинирования неизбежны окисление железа металлической фазы и переход его в
шлак, а также восстановление оксидов железа, введенных в ванну. Эти реакции
протекают до тех пор, пока не будет достигнуто стабильное содержание оксидов
железа в шлаке, характерное для конкретных условий ведения плавки.
Температура ванны существенно
влияет на содержание оксидов железа в шлаке лишь в области перегревов над
температурой плавления металла менее 40-60°С; в области более высокого
перегрева это влияние незначительно, если основность шлака оптимальна. В том и
другом случае чем выше температура, тем ниже содержание оксидов железа в шлаке,
если другие факторы остаются неизменными. В условиях низких температур начала
плавки, когда шлак еще гетерогенный и неблагоприятны кинетические условия
окисления примесей металла кислородом оксидов шлака, содержание оксидов железа
высокое даже при значительных содержаниях. Вследствие восстановительного
действия углерода металла железо в шлаке находится главным образом в виде
низшего оксида FeO.
Соотношение FeO и Fe2O3
в шлаке главным образом зависит от окислительного потенциала газовой фазы и
основности шлака. Чем больше окислительный потенциал газовой фазы и основность
шлака, тем больше содержание Fe2O3.
2. Углерод. Является важнейшей примесью
металла, играющей огромную положительную роль в процессах производства стали.
Этот элемент присутствует в сталях большинства марок. Расширяя область
температур устойчивого состояния γ-Fe
и улучшая свойства железа, углерод позволяет получать сталь с широким
диапазоном механических свойств. В сталях очень немногих марок специального
назначения (электротехнических, коррозионностойких, жаропрочных и т. п.)
углерод является нежелательной примесью. Углерод является главным потребителем
кислорода, подводимого в ванну для окисления примесей.
Перемешивание (кипение) ванны обусловлено
выделением газообразных продуктов реакции окисления углерода. При окислении
углерода образуются СО и СО2, объем которых в тысячи раз превышает объем
металла. Выделение такого количества газа обеспечивает интенсивное
перемешивание металла и шлака, облегчает массо- и теплопередачу, создавая
условия для ускорения других физико-химических и физических процессов и
форсирования плавки в целом. Пузыри СО, проходя через жидкий металл, также
способствуют удалению из него газов и неметаллических включений в процессе
плавки (особенно в подовых процессах) и во время вакуумирования.
Углерод имеет ограниченную
растворимость в жидком железе, но она в несколько раз выше, чем даже в δ-Fe.
Растворимость углерода при 1600°С [С]maх
= 5,75%. Такое содержание может наблюдаться только тогда, когда углерод
является единственной примесью железа. Присутствие других примесей изменяет
растворимость углерода. Карбидообразующие примеси (Мn,
Сr и др.)
способствуют повышению [С]max,
а примеси, образующие соединения с жидким железом (Si,
Р и др.), уменьшают [С]max,
поэтому в чугунах и ферросплавах содержание углерода различно, если даже в
процессе их производства происходит насыщение металла углеродом (жидкий металл
находится в постоянном контакте с твердым углеродом - коксом).
На свойства готовой стали
большое влияние оказывает растворимость углерода в твердом железе, которая
существенно изменяется в зависимости от модификации железа и температуры.
Растворимость углерода в γ-Fe
при 1130°С составляет ~2 %, в α-Fe
при 723 °С 0,03-0,04 %, при комнатной температуре <0,01 %. Растворимость
углерода в твердом железе, как и в жидком, изменяется в присутствии ряда
примесей.
Углерод, концентрация которого в конструкционных
сталях достигает 0.8 %, оказывает определённое влияние на их свойства. Степень
её влияния зависит от структурного состояния стали, её термической обработки.
После отжига углеродистые конструкционные стали имеют ферритно-перлитную
структуру, состоящую из фаз - феррита и цементита. Количество цементита,
который отличается высокой твёрдостью и хрупкостью, увеличивается
пропорционально концентрации углерода. В связи с этим, по мере повышения
содержания углерода, увеличиваются прочность и твёрдость, но снижаются
пластичность и вязкость стали. Кроме снижения ударной вязкости углерод заметно
повышает верхний порог хладноломкости (рис.1), расширяя тем самым температурный
интервал перехода стали в хрупкое состояние. Каждая 0.1 % С повышает верхнюю
границу этого перехода примерно на 20 °С. При содержании
0.4 % С порог хладноломкости равен 0 °С. При большей
концентрации углерода температура хрупкости достигает 20 °С;
сталь становится менее надёжной в работе.

Влияние углерода ещё более значительно при
неравномерной структуре стали. После закалки на мартенсит временное
сопротивление легированных сталей интенсивно растёт по мере увеличения
содержания углерода и достигает максимума при 0.4 % С. При большей концентрации
углерода прочность σв становится
нестабильным из-за хрупкого разрушения стали (рис.2). При низком отпуске
механические свойства полностью определяются концентрацией углерода в твёрдом
растворе.
Углерод изменяет и физические свойства стали (рис.3).
При увеличении его содержания снижается способность сталей деформироваться в
горячем и особенно в холодном состояниях, затрудняется свариваемость.
. Кремний. Имеет следующие
физико-химические свойства: атомную массу 28,06; плотность 2,4 г/см3; температуру
плавления 1414°С; температуру кипения 2287°С; теплоту плавления 39,76 кДж/моль.
В жидком железе кремний имеет неограниченную растворимость, в твердом -
ограниченную (до 14%). С железом кремний образует несколько соединений - Fe3Si2,
FeSi и FeSi5
но в жидком железе устойчивым является только силицид FeSi
(33,3% Si).
Кислородным соединением кремния, устойчивым в сталеплавильных ваннах, является SiО2
(температура плавления 1710°С).
Кремний является одним из
наиболее распространенных в природе и занимает второе место после кислорода (в
земной коре 26 % Si).
Вследствие высокого химического сродства к кислороду и большой доступности
кремний при производстве стали прежде всего используется в качестве
раскислителя. Кроме того, кремний вводят в металл для его легирования. Для
раскисления кремний вводят в спокойную сталь обычно в количестве 0,15-0,35%, в
полуспокойную сталь - до 0,10-0,12 %. В кипящей стали кремний является
нежелательной примесью, ухудшающей кипение металла в изложнице и строение
слитка, поэтому содержание кремния в кипящей стали не должно превышать
0,02-0,03%. Кремний как легирующий элемент в сталях содержится в количестве
0,5-0,6 % и более. Сталь, легированная кремнием, обладает более высокими
значениями предела текучести, упругости, ударного сопротивления, небольшим
остаточным магнетизмом, хорошей прокаливаемостью, жароупорностью, способностью
в закаленном состоянии сохранять твердость при относительно высоких
температурах и другими полезными свойствами. Кремнием легируют стали различного
назначения: конструкционные (0,8-1,5% Si),
инструментальные (1,2-1,6% Si);
пружинно-рессорные (1,3-2,0% Si),
жаро- и окалиностойкие (2,0-3,0% 51), динамно-трансформаторные (2,5-4,5 % Si)
и др. Обычно сталь легируют кремнием в сочетании с другими примесями, чаще
всего в сочетании с хромом и марганцем.
Кремний, содержащийся в
металлической шихте, хотя во время плавки окисляется и теряется практически
полностью, но на ход процесса, как правило, влияет положительно. Это выражается
в улучшении теплового баланса плавки, поскольку среди обычных примесей
металлической шихты кремний окисляется с выделением наибольшего количества
тепла.
В любых сталеплавильных шлаках
кремнезем является одним из важнейших компонентов. Кремнезем, получающийся в
результате окисления кремния в ванне, активнее вносимого в готовом виде и
ускоряет процесс формирования шлака. В этом смысле кремний металлической шихты
также положительно влияет на ход плавки.
Однако кремнезем, образующийся
при окислении кремния металла, оказывает разрушающее действие на основную
футеровку. Кроме того, при очень высоком содержании кремния образуется большое
количество шлака, которое не всегда является желательным, поэтому обычно
устанавливаются пределы содержания кремния в чугуне.
4. Марганец. Имеет следующие физико-химические
свойства: атомную массу 54,93; плотность 7,42 г/см3; температуру плавления
1244°С; температуру кипения 2150°С; теплоту плавления 14700 Дж/моль. При 1600
°С pMn = 3,7 кПа, тогда
как упругость пара железа при этой температуре составляет всего 20 Па, поэтому
в испарениях металла обычно марганец содержится в значительных количествах,
хотя его содержание в самом металле во много раз меньше содержания железа. В
связи с этим в сталеплавильных процессах иногда приходится учитывать
возможность испарения марганца, например, во время выпуска плавки с высоким
содержанием марганца, при вакуумировании, особенно при различных способах
переплава с использованием вакуума. Металлический марганец очень хрупок,
поэтому он в чистом виде имеет ограниченное применение, в основном используется
для получения различных сплавов, важнейшим из которых является сталь.
Марганец в жидком железе имеет
неограниченную растворимость, и это растворение протекает без теплового эффекта
(без химического взаимодействия), так как марганец является ближайшим соседом
железа в Периодической системе элементов Д. И. Менделеева. В α-Fe
марганец имеет ограниченную растворимость, в γ-Fe
может растворяться марганца до >60%. При 1200°С в γ
-Fe марганец
растворяется неограниченно. С примесями металла марганец может образовывать
различные химические соединения, наиболее важными из которых являются MnO,
MnS и Mn3С.
Марганец в готовой стали в большинстве случаев является полезной примесью,
служащей для раскисления и легирования.
Марганец как раскислитель в
количестве 0.25-0.50 % содержится в кипящей, полуспокойной и спокойной
углеродистой стали почти всех марок, причем в кипящей стали марганец обычно
является единственным раскислителем. Раскислительная способность марганца
относительно невысока, но обычно бывает достаточной для раскисления кипящей
стали. Основное положительное влияние марганца на свойства стали состоит в
уменьшении вредного влияния серы. Марганец, имея высокое химическое сродство к
сере, легко образует сульфид MnS,
который при кристаллизации металла выделяется в виде твердых, случайно
расположенных включений, приносящих во много раз меньше вреда, чем FeS.
Для выделения серы в виде менее вредных твердых включений необходимо иметь в
стали следующее отношение содержания марганца и серы: [Mn]/[S]
≥ 20¸22.
Марганец расширяет область γ-Fe,
т.е. повышает устойчивость аустенита и увеличивает степень его переохлаждения.
Благодаря этому марганец резко уменьшает критическую скорость закалки, поэтому
марганцовистая сталь прокаливается значительно глубже, чем простая
углеродистая. Растворяясь в феррите, марганец повышает прочность стали (пределы
прочности и текучести), особенно в области содержаний 0,1-0,5 % С, но несколько
снижает пластичность стали (относительное удлинение и ударную вязкость).
Марганец также повышает износостойкость и упругость стали, широко применяется
для легирования конструкционных, пружиннорессорных, износостойких и других
сталей.
Чаще всего применяют стали
низко- (0,8-1,8 % Mn)
и высоколегированные (10-15% Mn),
в которых в качестве легирующих элементов могут быть также хром, никель и др.
Марганец в легированных сталях часто является заменителем более дорогого и
дефицитного никеля.
Марганец вследствие образования
прочных карбидов несколько снижает пластичность стали, особенно при обычной
температуре, поэтому в низкоуглеродистой стали, используемой для глубокой
штамповки без нагрева (автомобильные кузова и др.), желательно низкое
содержание (0,2-0,3%) марганца. Примерно такими же пределами ограничивается его
содержание в углеродистой инструментальной стали, так как при более высоких
содержаниях ухудшаются режущие свойства стали. Но при легировании
инструментальной стали марганцем (1,0-1,5% Mn)
ее качество повышается благодаря улучшению прокаливаемости.
Повышение технологических и
эксплуатационных свойств стали в результате легирования ее марганцем, так же
как и многими другими элементами, оказывается существенным обычно лишь тогда,
когда сталь подвергается соответствующей термической обработке. Применение
легированной стали без термической обработки часто не дает желаемого эффекта:
затраты, связанные с легированием стали не в полной мере компенсируются
улучшением качества стали.
5. Сера. Является самой вредной примесью,
снижающей механическую прочность и свариваемость стали, а также ухудшающей ее
электротехнические, антикоррозионные и другие свойства. Отрицательное влияние
серы на свойства стали обычно сказывается уже при содержании 0,005- 0,010%, в
некоторых случаях при 0,002-0,003% и связано с рядом свойств, которыми обладают
сера и ее соединения. Сера имеет неограниченную растворимость в жидком железе
(до 38 % при содержании ее в FeS
36,5 %), а растворимость в твердом железе ограниченная: в γ-Fe
при 1365°С ~0,055%, в α-Fe
при 900°С £ 0,015% и при нормальной температуре
0,001-0,002%. Если не принимать меры, например, не раскислять металл, то во
время кристаллизации и при дальнейшем охлаждении металла весь избыток серы выше
указанных пределов выделяется в виде сульфида железа FeS
совместно с FeO, поскольку
в нераскисленном металле всегда содержится кислород в количествах, значительно
превышающих его растворимость в твердом железе. Чистый сульфид железа имеет
температуру плавления 1190°С, а оксисульфидный расплав имеет эвтектику с
температурой затвердевания ~985°С, т. е. значительно ниже температуры плавления
металла (обычно ~1500°С). Это при кристаллизации металла приводит к выделению
сульфида и оксисульфида железа в жидком виде. Поскольку они хорошо смачивают
твердый металл, выделяющиеся неметаллические включения располагаются по
границам зерен в виде тонких пленок, занимающих большие площади. Образование
таких пленок резко снижает прочность металла при температурах красного каления
(>1000°С), поскольку они при этих температурах, находясь в жидком или
размягченном состоянии, ослабляют межзеренную связь в металле. Это явление
называют красноломкостью стали. Красноломкость вызывает: 1) образование так
называемых горячих трещин на слитках, литых заготовках и изделиях (деталях); 2)
появление рванин, трещин и других поверхностных дефектов на прокате; 3) плохое
сваривание внутренних усадочных пустот металла во время прокатки, вследствие
чего головная обрезь от слитков возрастает при повышении содержания серы, т. е.
наблюдается увеличение расхода металла на прокате. Таким образом,
красноломкость, вызываемая повышенным содержанием серы, резко снижает все
основные технологические свойства стали.
Не меньшее отрицательное влияние сера оказывает
на служебные, прежде всего на прочностные свойства стали, особенно при низких
температурах < (-30 °С). Следовательно, повышенное содержание серы вызывает
и красноломкость, и хладноломкость стали. Снижение прочностных свойств стали с
повышением содержания серы связано с тем, что выделяющие из металла сульфидные
и оксисульфидные включения нарушают сплошность металла, а сами включения имеют
незначительную прочность, являются хрупкими, особенно при низких температурах.
Сульфидные и оксисульфидные включения во время прокатки легко деформируются и
вытягиваются вдоль проката. Это приводит к анизотропии свойств металла вдоль и поперек
проката: в поперечных образцах некоторые прочностные свойства стали оказываются
в несколько раз ниже, чем в продольных.
Сера раскисленная алюминием, которая имеет
гораздо большее химическое сродство к сере, чем железо и марганец, и
способствует образованию более тугоплавких и менее деформируемых сульфидных и
оксисульфидных включений. В этом случае отрицательное влияние серы на свойства
стали в значительной степени подавлено. В других случаях это отрицательное
влияние может быть гораздо больше. Некоторое ослабление отрицательного влияния
серы на свойства, особенно на красноломкость, оказывает марганец, который, имея
большее химическое сродство к сере, чем железо, способствует выделению
сульфидов и оксисульфидов марганца, обладающих более высокой температурой
плавления (MnS плавится
при 1640 °С) и меньшей деформируемостью, чем сульфиды и оксисульфиды железа. Но
это положительное влияние марганца заметно лишь при отношении в готовой стали [Mn]/[S]
≥ 20¸22.
Наибольшее подавление
отрицательного влияния на свойства стали серы, а также кислорода наблюдается
при раскислении ее кальцием, поскольку при этом образуются практически не
растворимые в жидком железе сульфиды и оксиды кальция, из которых формируется
(часто с участием А12О3) сложный оксисульфидный расплав, имеющий низкую
температуру плавления (<1450°С) и практически не смачивающий металл.
Благодаря этому, во-первых, значительная часть включений удаляется из металла,
т. е. наблюдается снижение общего содержания серы и кислорода в металле;
во-вторых, оставшиеся в металле включения образуют мелкие, равномерно
распределенные в объеме металла глобули и слабо деформируемые при обработке
давлением. Хорошие результаты по снижению отрицательного влияния серы на
свойства стали также достигаются при раскислении-легировании стали
редкоземельными металлами (РЗМ, лантаноиды), благодаря образованию тугоплавких
и трудно деформируемых сульфидов и оксидов типа Ce2S3
и Се2Оз.
В целом для уменьшения отрицательного влияния
серы на свойства стали необходимо всегда стремиться получать возможно низкое
содержание ее в готовом металле и обеспечивать выделение сульфидных и
оксисульфидных включений, имеющих преимущественно форму глобулей и практически
не деформирующихся во время обработки давлением. Теоретически содержание серы в
стали должно быть снижено до £ 0,005%. в
некоторых случаях до £ 0,002 % (растворимость серы в α-Fe
при нормальной температуре). Существование настоящих норм, допускающих
содержание серы во многих сталях массового назначения до 0,03-0,04 % и выше, не
означает, что такие содержания не вызывают снижения свойств этих сталей.
Принятие таких норм является вынужденным и вызвано ограниченностью возможностей
проведения более глубокой десульфурации металла в условиях производства стали
массового назначения. В связи с этим к числу наиболее, сложных и неотложных
задач сталеплавильного производства относится обеспечение дальнейшего снижения
содержания серы в стали. Сера является химически активным элементом и образует
различные соединения, устойчивые при высоких температурах сталеплавильных
процессов и способных переходить и в газовую, и в шлаковую фазы.
6. Фосфор. В рудах фосфор всегда
сопутствует железу, часто в больших количествах. В процессе восстановительной
плавки рудного материала фосфор восстанавливается одновременно с железом и в
одинаковой степени, поэтому практически весь фосфор шихты переходит в чугун.
Минимальное содержание фосфора в чугуне составляет 0,1-0,2 %, максимальное
2-2,5 %. Фосфор отрицательно влияет на многие свойства стали уже при
содержаниях более 0,005-0,010%. В связи с этим в процессе плавки стали
необходима обязательная дефосфорация металла (снижение концентрации фосфора в
металле в ≥ 100 раз).
Отрицательное влияние фосфора
на свойства стали связано в первую очередь с тем, что он имеет неограниченную
растворимость в жидком железе, но плохо растворяется в твердом железе, особенно
в аустените (γ-Fe).
При кристаллизации и дальнейшем охлаждении стали фосфор выделяется в виде
фосфидов, которые, имея температуру плавления ниже температуры кристаллизации
стали и обладая свойством смачивать металл, располагаются преимущественно по
границам зерен. Фосфиды, которые выделяются в межосных пространствах дендритов
в твердом железе при температурах 650-680 °С и выше, обладают склонностью
перераспределяться и также переходить к границам зерен. В результате снижается
пластичность металла, особенно ударная вязкость при низких температурах, т. е.
фосфор вызывает хладноломкость стали. В связи с этим устанавливают особо
строгие пределы содержания фосфора в сталях, предназначенных для работы в
низкотемпературных условиях. Повышенное содержание фосфора также ухудшает
свариваемость стали. Это может привести, например, к плохому завариванию пустот
в слитках и литых заготовках при обработке давлением, в связи с чем могут увеличиваться
отходы (головная обрезь) от слитков, наблюдаться расслой металла в готовом
прокате и т. п. Фосфор совместно с серой и кислородом повышает анизотропию
прочностных свойств проката: низкая прочность проката в поперечном направлении
по сравнению с прочностью в продольном направлении нежелательна для емкостей,
работающих под давлением, например, газопроводов, где металл испытывает
растяжение в основном в поперечном направлении. Сталь с высоким содержанием
фосфора обладает и так называемой синеломкостью, т. е. хрупкостью при
температурах 500-600 °С.
Предпринимались многочисленные
попытки использовать фосфор в качестве легирующей примеси. Эти попытки были
основаны на том, что фосфор повышает предел текучести и временное сопротивление
разрыву. Оказалось, что это положительное влияние незначительно по сравнению с
отрицательным, заключающимся в резком снижении пластичности. Кроме того, было
установлено, что отрицательное влияние фосфора возрастает в присутствии
углерода (> 0,1 %), поэтому от идеи использования фосфора в качестве
полезной примеси в сталях отказались.
Исключение составляют некоторые
конструкционные стали, обрабатываемые резанием на станках-автоматах - так
называемые автоматные стали, используемые для производства болтов, гаек и
некоторых других деталей неответственного назначения.
Чистый (белый) фосфор имеет
температуру плавления 44 °С, температуру кипения 280 °С. С железом фосфор
образует фосфиды Fе3Р, Fе2Р,
FeP и FeP2,
из которых в жидком железе устойчивым является Fe2P
(температура плавления 1365°С), в затвердевшем металле может находиться и Fe3P
(~ 1170°С).
Из постоянных примесей стали
фосфор образует соединение только с марганцем - фосфид марганца Мn5Р2,
имеющий температуру плавления 1370 °С и обладающий способностью смачивать
металл, поэтому присутствие марганца и других постоянных примесей заметно не
уменьшает отрицательного влияния фосфора на свойства стали. При содержании
остаточного алюминия 0,05-0,1 % и более образуется фосфид алюминия АlР,
который имеет температуру плавления ~ 1700°С и выделяется в виде случайных
неметаллических включений. Это улучшает свойства стали, содержащей 0,04-0,06 %
Р и более.
Установлено, что ванадий
препятствует диффузии фосфидов в твердом железе. Если это влияние существенно,
то оно также может быть использовано для некоторого ослабления вредного влияния
фосфора на свойства стали.
С кислородом фосфор образует
ряд соединений, но характерным для сталеплавильных процессов является
пентаоксид Р2О5 (фосфорный ангидрид). Температура плавления Р2О5 569°С,
температура кипения 590°С. Вследствие низкой температуры кипения фосфора и
фосфорного ангидрида в жидком металле фосфор и в жидком шлаке Р2О5 могут
находиться только в виде соединений, имеющих температуру кипения выше
температуры ванны. Такими соединениями являются в металле фосфиды железа, а в
шлаке - фосфаты кальция и железа.
7. Хром. Имеет температуру плавления
1825°С, неограниченную растворимость как в жидком, так и в твердом железе,
причем не образует с железом прочных соединений, поэтому смешение жидкого хрома
с жидким железом происходит практически без выделения тепла. Хром, растворенный
в твердом железе, существенно изменяет его физические, механические, химические
и технологические свойства.
Хром широко используется в
качестве легирующей примеси, особенно в сочетании с никелем и некоторыми
другими элементами: более 80 % марок легированных сталей в том или ином
количестве (от 1-2 % в низколегированных до 25-30 % в высоколегированных)
содержат хром. Однако в некоторых сталях хром является нежелательной примесью,
и его содержание обычно ограничивают пределами 0,15-0,2%. В канатной стали
содержание хрома должно быть не более 0,05-0,1 %, так как при более высоких
содержаниях наблюдается ухудшение пластичности стали, что приводит к уменьшению
срока службы канатов.
Хром, обладая сравнительно
высоким химическим сродством к кислороду, в сталеплавильных ваннах окисляется
довольно интенсивно, особенно при умеренно низких температурах начала плавки.
Оксиды хрома и их соединения имеют высокую температуру плавления (1800-2000 °С)
и ограниченную растворимость в сталеплавильных шлаках, поэтому при значительном
содержании хрома в исходной металлической шихте (чугуне или ломе) получаются
гетерогенные, малоподвижные, склонные к пенообразованию шлаки, резко ухудшающие
условия ведения плавки. В связи с этим имеются пределы допустимого содержания
хрома в исходной шихте не только в случае производства стали, в которой хром
является нежелательной примесью, но и при производстве легированной хромом
стали. Эти пределы зависят от конкретных условий ведения плавки.
8.
9. Никель. Достаточно легко получить в
очень чистом виде (99.99 % Ni);
иногда в него вводят специальные легирующие присадки (кремний, марганец и др.).
К положительным свойствам никеля можно отнести достаточную механическую
прочность после отжига. Легко поддается механической обработке: ковке,
штамповке, прессовке и т. п. Наиболее ценный и в то же время наиболее
дефицитный легирующий элемент. Его вводят в количестве от 1 до 5 %. Никель
понижет порог хладноломкости, хотя при полностью вязком разрушении, т. е. выше
порога хладноломкости он как и другие элементы понижает пластичность. Никель, в
отличии от других элементов, одновременно углубляет прокаливаемость.
Высокие механические свойства при улучшении
возможны лишь при обеспечении требуемой прокаливаемости. Кроме прокаливаемости
важно получить мелкое зерно и не допустить развития отпускной хрупкости.
Механические свойства определяются температурой отпуска, так как в зависимости
от легирования разупрочнение при отпуске одних сталей идёт быстрее, других -
медленнее.
Хромоникелевые стали 40ХН, 45ХН, 50ХН
обеспечивают высокий комплекс механических свойств в деталях сечением 40 - 50
мм. Из-за присутствия никеля эти стали в отличие от хромистых, имеют более
высокий температурный запас вязкости и меньшую склонность к хрупкому
разрушению. Валки рельсобалочных и крупносортных станов для горячей прокатки
металла. Улучшаемые легированные стали применяют для большой группы не только
при статических, но и в условиях циклических и ударных нагрузок, концентрации
деталей машин, работающих и напряжений, а в некоторых случаях и при пониженных
температурах.
.Титан.В металлурги титан применяют для
легирования, раскисления и дегазации стали и сплавов. При выплавке нержавеющей
и жаропрочной стали титан используют как стабилизатор, Связывая углерод в
прочные карбиды и препятствуя образованию карбидов хрома, титан уменьшает
интеркристаллитную коррозию и улучшает свариемость нержавеющих хромникелевых
сталей. Свойства титана приведены ниже:
Атомный номер ……………..22
Атомная масса ..……………..47,90
Плотность, кг/м3……………..4,51
Температура, К:
плавления……………..1941
кипения……………….3533
Теплота, кДж/г-атом:
плавления ……………7.37
испарения…………….114.80
сублимации…………...130.01
С кислородом титан образует следующие оксиды: TiO2-амфотерный
оксид (температура плавления 2128 К, температура кипения 3200 К, при 3200
разлагается с образованием Ti2O5);
Ti2O5-
плавится при 2450 К и кипит при 3600 К; Ti2O3-
плавится при 2400 К и кипит при 3300 К; TiO
- плавится при 2010 К. Все эти оксиды образуют ряд кристаллических модификаций.
Термически устойчивыми оксидами являются: TiO,
Ti3O5
(при высоких температурах) и Ti2O3.
В природе в наиболее чистом виде встречается
оксид Ti2O,
который образует три минерала: рутил, брукит, анатаз. Основное количество
титана в природе находится вместе с оксидами железа.
Титан легко окисляется, поэтому
ферротитан вводят в ванну перед выпуском плавки из печи - за 3-8 мин. Он имеет
меньшую плотность, чем жидкая сталь, и плавает на поверхности '('частично или
полностью). Угар титана доходит до 50%. Титан дают и в ковш в виде 70%-ного
ферротитана.
3.2 Выбор вида
процесса выплавки заданной марки металла
На основе сопоставления состава заданной марки
металла и состава сталей, входящих в шихту, я выбираю основной процесс с
частичным окислением по нескольким причинам:
1. Шихтовые материалы содержат большее
количество серы и фосфора, чем в выплавляемой стали, поэтому выбираем основной
процесс. В основной печи легко регулировать состав стали, а серу и фосфор
удалять до заданного уровня.
2. Требуется получить легированную сталь с
большим содержанием марганца, а в основной печи при выплавке легированных
сталей меньше расход ферросплавов и особенно ферромарганца.
. Качество ряда высоколегированных
сталей, полученных в основных печах, выше, чем при плавке в кислых печах.
. Так как шихта состоит из отходов
легированных сталей, близких по химсоставу к заданной марке, то экономии
ферросплавов и сокращения периода продолжительности плавки выбирают процесс с
частичным окислением газообразным кислородом( что наиболее характерно для
многих нержавеющих сталей). Поэтому для данных составов сталей плавку ведут с
частичным окислением.
3.3 Этапы
технологического процесса
1) ПОДГОТОВКА ШИХТОВЫХ
МАТЕРИАЛОВ К ПЛАВКЕ
Материалы в печь загружают в
мульдах; мульды имеют отверстия для лучшего удаления испаряющейся влаги.
Прогрев металла длится около 2 ч. Более производительным является прокаливание
во вращающихся трубчатых печах, где материал перемешивается. Дробление и размол
в настоящее время сосредоточивают в специальных отделениях подготовки
материалов. Здесь дробят доломит для заправки, ферросилиций, старые
магнезитовые блоки, отходы кирпича (магнезит, динас, шамот), мелят
ферросилиций, кокс и отходы огнеупоров.
В бадьи шихту загружают
магнитным краном.
При погрузке не разрешается
грузить закрытые баллоны коробки и т. п.; наличие в последних воды или снега
может вызвать взрыв при нагреве в печи.
Для загрузки крупных печей
шихта подается в цех в контейнерах объемом до 14 м3 на железнодорожных
платформах. Из контейнеров скрап выгружается прямо в бадьи. Это намного
ускоряет загрузку шихты в бадьи.
Очень важной операцией является
точное взвешивание шихты. Неточное взвешивание приводит к непопаданию плавки в
анализ; количество жидкого металла в ковше может оказаться недостаточным для
заполнения последнего сифонного куста, слитки получатся без прибылей
(недоливки) или с низкими прибылями. При избытке металла при выпуске сталь и
шлак могут не поместиться в ковше, шлак сольется через его края; обнаженный
металл будет охлаждаться. Избыток или недостаток металла по сравнению с
установленным весом плавки приводит к снижению выхода годного, к увеличенному
расходу ферросплавов и повышенному удельному расходу электроэнергии.
В шихте используем легированную
сталь 1Х13 и для уменьшения процентного содержания легирующего элемента хрома
используем 10 - 30% мягкого железа. Он содержит от 0.01 до 0.15% С и не выше
0.020% P.
2) ЗАПРАВКА ПЕЧИ
Процесс плавки проходит с
жидкоподвижными нагретыми до высокой температуры химически активными шлаками,
которые изнашивают откосы печи на уровне шлака. Футеровка подины может быть
повреждена при загрузке, когда тяжелые куски шихты врезаются в подину, не
защищенную подстилкой из мелкой шихты. В подине могут образоваться ямы.
До заправки необходимо удалить
с подины и откосов шлак, а также металл, если он остался в ямках подины. Шлак
удаляют во избежание зарастания подины, приводящего к уменьшению емкости ванны
и приближению зеркала ванны своду, а следовательно, к ускорению износа свода.
Остатки металла на подине
недопустимы, когда приходится менять марку выплавляемой стали; из-за остатка
металла предыдущей плавки следующая плавка может не соответствовать заданному
составу.
Кроме того, не удаленный из
ямки металл не позволит доброкачественно заправить, выровнять ямку. Если
магнезитовый порошок насыпать поверх металлической скрапины, то магнезит
заправки не приварится к набойке. Во время плавки металл под слоем заправки
расплавится, заправка всплывет. Это приводит к увеличению размеров ямы и к
повышению содержания магнезии в шлаке, т. е. к нежелательному загущению шлака.
Работа по очистке ванны
упрощается, если шлак перед выпуском достаточно жидкоподвижен; такой шлак
практически полностью сойдет в ковш при выпуске.
Шлак и металл в печи быстро
застывают, поэтому операцию чистки подины стараются выполнить в кратчайшее
время; высокая температура печи необходима также для приваривания заправочного
материала. Для сохранения тепла заправку можно производить при опущенных
электродах.
На поврежденные места подины и
откосов забрасывают сухой магнезитовый порошок, а в случае значительного
повреждения подины - порошок, смоченный жидким стеклом или пеком, используют
также хромомагнезитовый бой доломит.
Зарастание пода печи также
нежелательно. Кроме ускоренного износа свода и стен, в этом случае есть
опасность прорыва металла через откосы или порог загрузочного окна.
3) ЗАГРУЗКА ШИХТЫ В ПЕЧЬ
Для быстрого расплавления садки
большое значение имеет соотношение мелкого, крупного и среднего по габаритности
лома и порядок загрузки.
Оптимальным соотношениям
различных видов лома по габаритности для печи большой емкости можно считать
следующее: 15% мелочи, 40% крупного лома и 45% среднего.
Порядок завалки рекомендуется
следующим. На подину загружают половину мелочи для защиты ее от ударов тяжелой
шихты. В центр печи под электроды загружают крупную шихту; ближе к откосам и на
крупный лом загружают лом средней величины и на самый верх вторую половину
мелочи. При таком расположении материалов более устойчивое горение дуг
При загрузке шихты бадьями
следует опускать бадью возможно I
ниже, чтобы уменьшить силу удара шихты о подину. Чтобы ослабить ударное
действие падающих кусков рекомендуется предварительно загрузить на подину 2-3
мульды мелочи. Для совмещения удаления фосфора с плавлением шихты рекомендуется
присаживать в печь одновременно с завалкой металлической шихты 2-3% извести.
При загрузке бадьей известь
следует загрузить в бадью на металлический лом. Если из-за легковесности лома
шихту подгружают после оседания и частичного проплавления первой завалки, то
известь, железную руду или окалину загружают в печь перед подвалкой шихты.
4) Плавление шихты
После окончания завалки
электроды опускают вниз и включают ток. Под действием высокой температуры дуг
шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в
центральной, наиболее низкой части подины. Электроды опускаются, прорезая в
шихте колодцы, диаметр которых на 30-40% больше диаметра электродов. Обычно
через 30 мин после включения тока электроды достигают самого нижнего положения
и останавливаются на некотором расстоянии от жидкого металла, определяемом
величиной вторичного напряжения. Ещё при опускании электродов из присаженной
извести и внесённых шихтой окалины и ржавчины на поверхности металла образуется
шлак. При наличии на металле шлакового покрова дуги горят спокойнее.
Металл стараются покрыть шлаком
для того, чтобы предохранить его от охлаждения, насыщения газами,
науглероживания электродами.
Продолжительность периода
плавления зависит в первую очередь от мощности трансформатора, а также от
параметров печи, размещения шихты в печи. Продолжительность плавления тем
меньше, чем выше полезная мощность трансформатора и чем ниже тепловые потери
печи
Другим важным фактором является
электрический режим плавления. Чем выше применяемое напряжение, тем длиннее
дуги и соответственно меньше ток, тем меньше электрические потери,
пропорциональные квадрату силы тока, и тем выше электрический к. п. д. Чем
длиннее дуга, тем на большую площадь распространяется ее излучение. Поэтому
наиболее выгодной является работа на самой высокой ступени напряжения
трансформатора.
Длинные мощные дуги не опасны
для футеровки в этот период, так как они закрыты шихтой. Футеровка печи,
остывшая за время загрузки, может принять значительное количество тепла без
опасности перегрева. Поэтому оптимальным является следующий ступенчатый
электрический режим: первые 8-10 мин плавка идет на более низкой (второй или
третьей) ступени напряжения, пока дуги не скроются в колодцах, затем на первой,
самой высоткой ступени напряжения в течение приблизительно 1,25 ч, снова на
второй ступени около 30 мин, и заканчивают расплавление на третьей ступени.
Быстрая загрузка печи сокращает
продолжительность плавления и снижает расход энергии, так как печь меньше
теряет тепла.
Неравномерность нагрева шихты
связана с охлаждающим влиянием окон, большим охлаждением стенки,
противоположной стойкам, и неравномерной отдачей мощности электродами разных
фаз.
Длительность плавления
сокращают путем вдувания кислорода в жидкий металл после расплавления части
шихты. Окисление железа, фосфора, кремния, углерода и других элементов,
содержащихся в шихте, протекает с большим выделением тепла; вдуванием кислорода
продолжительность расплавления можно уменьшить на 10-20 мин. Реакции окисления
элементов
[Fe]
+ [O] = {FeO},
2[Fe]
+ 3[O] = {Fe2O3},
[P]
+ 5[O] = {P2O5},
[Si] + 2[O]
= {SiO2},
[C]
+ [O] = {CO},
2[Cr] + 3[O]
= {Cr2O3},
[Mn]
+ [O] = {MnO}.
Во время плавления кремний,
фосфор и марганец окисляются. Одним из путей интенсификации процесса
электроплавки является совмещение дефосфорации с плавлением.
Уже во второй период плавления
часть шлака спускают самотеком и наводят новый шлак присадками извести и руды.
В конце плавления в результате
продувки газообразным кислородом окисляется 0,20- 0,25% С. Кипение ванны
ускоряет нагрев металла, перемешивание ванны благоприятствует дефосфорации и
дегазации. В процессе продувки кислородом шлак должен сходить из печи
самотеком.
После расплавления всей шихты
ошлакованной ложкой берут пробу металла для определения экспресс-анализом
содержания С, Мn, Р, Сr,
Ni, Сu.
Отбором первой пробы металла
заканчивается плавление шихты и начинается восстановительный период плавки.
5) восстановительный
период плавки
Задачами восстановительного
периода плавки в основной электропечи являются: а) раскисление металла; б)
удаление серы; в) доведение химического состава стали до заданного; г)
регулирование температуры ванны; д) подготовка жидкоподвижного высокоосновного
хорошо раскисленного шлака для обработки металла во время выпуска из печи в
ковш.
Раскисление ванны
Раскисление металла
осуществляется двумя методами: присадкой раскислителей непосредственно в металл
и присадкой их на шлак с целью раскисления его.
При присадке в ванну раскислителей
(ферромарганца, ферросилиция, алюминия и др.) в виде кусков реакции раскисления
протекают в металле на большей или меньшей глубине, которая зависит от
удельного веса раскислителя и размеров кусков его (глубинное раскисление).
Процесс раскисления в этом случае непродолжителен, но имеет тот недостаток, что
продукты реакции могут оставаться в металле в виде неметаллических включений.
При втором, так называемом диффузионном, методе
раскисления добиваются раскисления металла через шлак. При этом методе
используется закон распределения кислорода между двумя соприкасающимися
несмешивающимися жидкостями - металлом и шлаком, по которому в условиях
равновесия отношение концентрации закиси железа в шлаке к концентрации
кислорода в металле для данной температуры и основности шлака является
величиной постоянной.
При диффузионном раскислении реакции идут
преимущественно в шлаке и на поверхности раздела металл-шлак, загрязнение
металла включениями - продуктами реакций раскисления - уменьшается (особенно
при раскислении шлака углеродом). Отрицательной стороной диффузионного
раскисления является его продолжительность.
Т. к. процесс без окисления, то содержание
кислорода в жидкой фазе незначительная. Тем не менее, раскисление может
происходить следующими элементами
Ø Раскисление
углеродом
Протекает по реакции [C]
+ x×[O]
= COxг.
Константа равновесия и
зависимость константы равновесия от температуры:

 .
.
Ø Раскисление
кремнием
Основными реакциями в
восстановительный период определяющими поведение кремния в сталеплавильных
ваннах являются SiO2т
= [Si] + 2[O],
FeO×SiO2т
= [Si] + 3[O]
+ Feж.
Константа равновесия и
зависимость константы равновесия от температуры для первого уравнения:

 .
.
Константа равновесия и
зависимость константы равновесия от температуры для второго уравнения:

 .
.
Ø Раскисление
марганцем
Раскисление марганцем в восстановительный
период может протекать по реакциям МnОт
= [Мn] + [О].
Константа равновесия и
зависимость константы равновесия от температуры

металл плавка печь
шихта
Ø Раскисление хромом
Раскисление в восстановительный
период может протекать по реакции
Сr2О3т
= 2[Сr] + 3[О], [CrO]
+ Сr2О3т = 3[Сr]
+ 4[О], 0.5FeO×Сr2О3т
= 0.5Feж + [Сr]
+ 2[О].
Константа равновесия и
зависимость константы равновесия от температуры для первого уравнения

 .
.
Константа равновесия и зависимость
константы равновесия от температуры для второго уравнения
 .
.
Константа равновесия и зависимость
константы равновесия от температуры для третьего уравнения

 .
.
Ø Раскисление
алюминием
Протекает по реакции FeO×Al2O3
= 2[Al] + 4[O]
+ Feж
Константа равновесия и
зависимость константы равновесия от температуры

 .
.
Десульфурация.
На удаление серы из металла в
электропечи влияют раскисленность металла и шлака, основность шлака, содержание
углерода в металле, кратность шлака, температура, перемешивание металла и
шлака, выдержка металла под восстановительным шлаком, вторичное напряжение,
содержание серы в извести и других шлакообразующих материалах.
На скорость и полноту десульфурации
влияет основность шлака. Чем выше основность шлака, тем больше полнота
десульфурации и тем выше скорость перехода серы из металла в шлак. По закону
действующих масс повышение концентрации CaS в шлаке
уменьшает полноту реакций десульфурации. С этой точки зрения желательно было бы
иметь большой объем шлака. С другой стороны, толстый слой шлака затрудняет
нагрев металла, ведет к увеличению продолжительности плавки и расхода
электроэнергии.
Благоприятные условия для
удаления серы создаются при высоком нагреве металла и шлака и активном
перемешивании ванны.
На скорость удаления серы
влияет напряжение, при котором восстановительный процесс. данным. При низком
напряжении шлак находится в движении, он раздувается дугой; новые слои шлака
постоянно приходят в химически активную зону. Следовательно, предпочтение надо
отдать низкой ступени напряжения.
В дуговой электропечи в
восстановительный период плавки сера может быть внесена коксом, применяемом для
раскисления шлака, известью, плавиковым шпатом и ферросплавами. При выплавке
сплавов и сталей с весьма низким содержанием серы поступление серы со
шлакообразующими материалами следует свести до минимума. Для этого вместо
каменноугольного кокса следует применять нефтяной. Плавиковый шпат должен быть
отборным - без сернистых включений (пирита).
Упрощенно перенос серы из металла в шлак можно
осуществляться с помощью сульфида железа или марганца по реакциям:
[FeS] + (MnO) = (MnS) + (FeO);
[FeS] + (CaO) = (CaS) + (FeO).
Если считать коэффициенты
активности реагентов равными 1, то константа равновесия второй реакции
записывается следующим образом
 .
.
Технология восстановительного
периода
После наведения белого или
известково-глиноземистого шлака его раскисляют силикохромом или ферросилицием,
затем дают алюминий на штанге и легируют металл хромом, никелем, молибденом.
Перед введением хрома шлак на 40% убирают. Во время проплавления феррохрома на
шлак дают порошок ферросилиция, после расплавления феррохрома, шлак полностью
скачивают, присаживают необходимое количество феррохрома, никеля, молибдена и
марганца и наводят новый шлак из извести и плавикового .шпата..
Свежеобожженная известь (СаО)
является наиболее важной составной частью шлаковых смесей в основной печи. Для
удаления из металла вредных элементов - фосфора и серы - необходима высокая
концентрация в шлаке окиси кальция. Известь получается из известняка путем
обжига при 800-1000° С в шахтных или трубчатых печах.
Обожженная известь имеет следующий
химический состав: 88-93% СаО; 2% MgO; 2% SiO2; 3% (Fe2O3 + А12О3);
не более 0,10% S. Чем выше содержание окиси кальция
и ниже содержание кремнезема и серы, тем выше качество извести.
Как правило, высококачественная
сталь должна содержать мало серы - 0,005-0,008%. Чтобы удалить из металла серу
до столь низкого содержания, известь должна содержать возможно меньше серы, во
всяком случае не выше 0,10%.
Обожженная известь жадно поглощает
влагу из воздуха. При хранении на воздухе известь рассыпается в порошок -
гасится по реакции СаО + Н2О = Са(ОН)2. Применение пылеватой извести -
«пушонки» - совершенно недопустимо при выплавке высококачественной стали,
потому что влага, внесенная известью, вызывает обогащение стали водородом,
являясь причиной пороков в стали, в частности образования флокенов.
Для плавки в электропечах следует применять
только свежеобожженную известь; ее необходимо транспортировать и хранить в
железных герметичных контейнерах. Не рекомендуется создавать запасов извести в
электросталеплавильном цехе.
Плавиковый шпат состоит в основном из фтористого
кальция (85-95% CaF2).
Плавиковый шпат при электроплавке стали применяется для снижения температуры
плавления высокоосновных шлаков. Для удаления фосфора и серы содержание СаО в
шлаках электропечи поднимают до 50-60 %. Шлаки должны быть активными,
жидкоподвижными, чтобы способствовать быстрому протеканию реакций между
металлом и шлаком; присадка плавикового шпата разжижает шлак.
Кварцит содержит 96-97% SiO2,
используется в кусках размером до 50 мм.
Приблизительный состав шлака начала
восстановительного периода приведён в таблице 2.
Таблица 2
Состав шлака конструкционной стали дуговой
электропечи в начале восстановительного периода
|
Содержание, %
|
|
СаО
|
SiO2
|
А12О3
|
Fe2O3
|
|
52
|
50
|
35
|
0,75
|
Шлак раскисляют присадками молотого ферросилиция
с коксом в несколько приёмов. Возможно за 15-20 мин до выпуска проводить
раскисление стали 75 % -ым ферросилицием.
Изменение содержания азота и
водорода в металле
Источниками поступления газов в
металл в восстановительный период плавки являются атмосферный воздух, влага
извести, плавикового шпата и кокса, азот кокса, древесного угля, азот и водород
легирующих металлов.
Молотые углеродистые материалы
могут содержать значительное количество влаги. Только электродный бой может без
ущерба для качества храниться в течение нескольких дней в молотом виде. Обычно
применяемый для раскисления шлака молотый кокс следует употреблять вскоре после
сушки и размола.
Высокая температура электрических дуг
способствует диссоциации молекул газов на атомы и растворению их в металле.
В восстановительный период
плавки ванна не кипит, металл относительно спокоен, следовательно, отсутствует
основной фактор, благоприятствующий удалению газов. Естественно ожидать
поэтому, что в восстановительный период содержание водорода и азота в дуговой
печи будет возрастать. В этом отношении исключительно важно предотвратить попадание
в печь влаги со шлакообразующими материалами и легирующими добавками и держать
охлаждающие устройства печи в полной исправности. Основные шлаки проницаемы для
водорода и способны растворять водяные пары.
Содержание водорода в металле основной дуговой
печи в результате углеродного кипения уменьшается до 2,4 см3/100 г, при
наведении восстановительного шлака повышается на 1-3 см3/100 г. Выдержка
металла в основной печи в течение 30 мин после присадки ферросилиция и
ферромарганца сопровождалась повышением содержания водорода на 3- 6 см3/100 г.
Порядок введения легирующих
металлов
Никель практически не
окисляется. Основную часть его дают в конце окислительного периода в жидкий
металл и корректируют его содержание в рафинировочный период.
Усвоение никеля металлом при
выплавке малолегированной стали можно считать равным 100%.
Кремний и марганец. Легирование кремния и
марганца производят ферросилицием марки ФС18 и силикомарганцем марки СМн10 за
10-20 мин до выпуска плавки.
Доводка плавки до заданного
химического состава
В начале восстановительного
периода, как только на металле образуется шлаковый покрова берут пробу металла
и проверяют в экспресс-лаборатории содержание углерода, марганца, хрома и
никеля. Ферромарганец присаживают из расчета получения в металле среднего
содержания марганца для заданной марки стали.
Содержание углерода в стали
проверяют во время восстановительного периода несколько раз, имея в виду, что
металл науглероживают электроды, восстановительный шлак и легирующие добавки.
Содержание никеля, можно
откорректировать в начале восстановительного периода. По никелю можно проверить
массу садки, так как никель не окисляется. Для этого сопоставляют содержание
никеля в стали до и после корректировочной присадки, а разницу сверяют с
расчетной.
В восстановительный период
перед выпуском плавки проверяют содержание FeO
и СаО в шлаке.
Тепловой и электрический режимы
восстановительного периода
Одной из задач
восстановительного периода является поддержание оптимальной температуры,
обеспечивающей, эффективное раскисление металла, выделение неметаллических
включений - продуктов раскисления, десульфурация, возможность хорошо разлить
сталь по изложницам. Загрузка большого количества шлакообразующих и
ферросплавов также требует тепла на расплавление. Чтобы не затрачивать времени
специально на подогрев металла для выпуска, сталевар и мастер должны
внимательно следить за температурой металла в течение всей плавки.
Нагрев металла контролируют
термопарами погружения.
Регулирование размеров зерна
аустенита
Установлено, что качество стали
сильно зависит от величины первичного зерна. Для физических свойств величина
зерна столь же важна, как и состав стали; особенно это относится к ударной
вязкости.
Сталь с крупным первичным
зерном при термической обработке прокаливается глубоко, зерна аустенита при
нагреве испытывают большой рост. Мелкозернистая сталь более устойчива против
роста зерна при температурах термической обработки и прокаливается меньше,
сохраняя высокую вязкость сердцевины.
Размер зерна регулируют
введением в предварительно раскисленную ванну алюминия в количестве,
достаточном для полного раскисления металла. Сверх этого в мелкозернистой стали
должно присутствовать 0,02-0,05% А1.
В крупнозернистой стали,
раскисленной кремнием, включения состоят из силикатов; величина зерна 1-2
балла. Если в стали остались следы металлического алюминия, то получают
смешанное зерно аустенита (1-4 балла). Включения в этом случае состоят из
силикатов и глинозема. Если в стали имеется 0,02- 0,05% металлического
алюминия, зерно стали оценивается баллом 7-8, включения преимущественно
глиноземные.
На основании практических
данных для получения мелкозернистой стали в конструкционную сталь вводят около
0,5-0,8 кг/т алюминия. Алюминий дают перед легированием металла кремнием, за 15
мин до слива плавки.
Если ввести алюминий в
недостаточно раскисленную ванну, получится сталь со смешанным зерном, которую
трудно использовать.
Конечное раскисление
Конечное раскисление алюминием
производят в ковше, куда алюминий дают на штангах. Металл и шлак выпускают
одной сильной струей.
6) ПУТИ СОКРАЩЕНИЯ
ВОССТАНОВИТЕЛЬНОГО ПЕРИОДА
Для сокращения
продолжительности восстановительного периода рекомендуется провести ряд
мероприятий: подготовка шлакообразующих и ферросплавов, механизация загрузки в
печь, механизация перемешивания металла, обработка металла газами.
Образование шлаков ускоряется,
если шлакообразующие материалы подавать в печь в дробленом и предварительно
перемешанном виде.
Наведение восстановительного
шлака требует присадки большого количества плавикового шпата и извести.
Забрасывание такого количества шлака осуществляется в крупных печах
бросательными машинами ленточного типа.
Перемешивание металла аргоном
увеличивает скорость удаления серы и кислорода, быстрее растворяются легирующие
добавки, лучше выравниваются температура и состав ванны. Перемешивающее
устройство облегчает работу по скачиванию шлака. Продолжительность плавки
сокращается .
7) ОБРАБОТКА МЕТАЛЛА
АРГОНОМ
Достаточно простым, недорогим и
весьма эффективным средством повышения чистоты стали и ее свойств является
продувка металла аргоном в процессе выплавки или в ковше после выпуска стали из
печи.
При продувке металла газом
через пористую пробку или пористую подину ковша в металл попадает поток мелко
распыленных пузырей нейтрального газа. Процессы дегазации лимитируются
диффузией газа из металла в атмосферу. Ускоряя перемешивание металла, внося в
металл готовые поверхности раздела, а следовательно, снимая тормозящее влияние
процесса образования пузырей в объеме металла, мы значительно ускоряем
дегазацию стали. Кроме того, поднимающиеся пузырьки газа усиливают процессы
флотации неметаллических включений. Таким образом, продувка металла в ковше
аргоном может обеспечивать получение следующих преимуществ:
а) выравнивается
химический состав металла и происходит усреднение его температуры; при обычной
разливке градиент температуры в ковше может достигать 50-100°;
б) повышается степень
удаления водорода на 15% при обработке высоколегированных сталей или на 40%
-среднелегированных (30ХГСНА, ШХ15);
в) температура разливки
стали снижается на 30-70° С без ухудшения характеристик разливки;
г) повышается плотность
металла;
д) повышаются некоторые
механические свойства стали.
Скорость продувки регулируют
редуктором. При продувке на поверхности ковша возникают пузыри барботирующего
газа. Интенсивность продувки контролируют как по расходу газа, так и визуально.
Расход аргона составляет до 1 м3/т при давлении 2-4 ат.
4 Расчёт
угара и необходимого количества ферросплавов
Углерод в шихте определяется химсоставом заданной
марки стали и видом технологического процесса.
При плавке с частичным окислением содержание
углерода в шихте должно быть на 0.15-0.25% выше нижнего предела заданной марки
стали, т. е. содержание углерода в шихте должно быть: 0.01+0.2=0.21% C
Исходя из этих соображений шихту составляем из
стали 1Х13 (С=0.1%), наиболее близкой по составу к выплавляемой стали.
Исключаем из состава шихты сталь 50Х (С=0.5%),
т. к. она не вносит никаких дополнительных легирующих элементов, и ее состав
близок стали 1Х13.
Для того чтобы полученная сталь имела заданный
химический состав, доля каждого легирующего элемента в шихте должно находиться
в определенных пределах.
Наибольшее допустимое содержание легирующего
элемента в шихте См должно удовлетворять соотношению:

 i
i , (2)
, (2)
где mi - масса
стали с содержанием Ci легирующего элемента;
Ky - угар
элемента при плавке.
Выбирая состав шихты, каждый
легирующий элемент проверяем по соотношению (2) и в случае
необходимости корректируем состав шихты:
. Для кремния:
. Для марганца:
.Для хрома:

. Для никеля:
Для правильного расчета необходимого
состава ферросплавов нужно знать степень окисления (угар) легирующих элементов
в ходе плавки, а также угар при введении их соответствующими ферросплавами
непосредственно в ванну.
Если содержание элемента в шихте
перед началом плавки составляет Сш , а угар данного элемента в ходе плавки - Ку
, то содержание элемента в ванне к концу плавки
 , (3)
, (3)
Определим содержание элемента в
шихте перед началом плавки Сш:
Сш Si =0.6%
Сш Mn=0.6%
Сш Cr=14%
Сш Ni=0.6%
Определим содержание элемента в
шихте в конце плавки Св :
Св Si =
Св Mn=
Св Cr=
Св Ni=
При заданном среднем значении
элемента в готовом металле С′м необходимо внести в ванну на каждые 100
кг. готовой стали определенную часть каждого элемента (в кг.):
тэ= С′м - Св , (4)
тэ Si=0.6-0.09=0.51
кг.
тэ Mn=1,5-0.24=1.26
кг.
тэ Cr=18-11.9=6.1
кг.
тэ Ni=8-0.59=7.41
кг.
Металлический никель тэ Ni=7.41 кг.
вносится в конце окислительного периода в жидкий металл. Его содержание
корректируют в рафинировочный период.
Остальные легирующие элементы и
раскислители вносятся в виде ферросплавов.
Расход ферросплава на 100 кг. стали
с учетом угара при легировании определяется по формуле:
 , (5)
, (5)
где Сфс - содержание элемента в
ферросплаве,% ;
уэ - угар элемента при введении
ферросплава в жидкий металл
Подберем марки ферросплавов с учетом
того, что углеродистые ферросплавы дешевле, однако содержат больше примесей,
чем рафинированные. Поэтому после ориентировочного выбора марок ферросплавов и
их количества необходимо подсчитать по формуле(6) содержание примесей (в первую
очередь углерода), вносимых каждым ферросплавом, и общее содержание примесей,
внесенными всеми ферросплавами.
 , (6)
, (6)
где Спр - содержание примесей в
данном сплаве.
Таблица 3:
Химический состав ферросплавов:
|
Марка
ферросплава
|
Si,%
|
Cr,%
|
P,%
|
S,%
|
Al,%
|
Ti,%
|
C,%
|
|
ФХ001
|
―
|
―
|
68,0
|
0.02
|
0.02
|
―
|
―
|
 0,01 0,01
|
|
ФС75
|
74-80
|
0.3
|
0.2
|
0.03
|
0.02
|
1.3
|
0.2
|
1.0
|
|
ФМн0,5
|
2
|
85.0
|
―
|
0.3
|
0.03
|
―
|
―
|
0,5
|
|
1
|
2
|
―
|
40-50
|
0,020,035-730-400,05
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расход ферросплавов на 100 кг. с учетом угара:
ФХ001 :  , кг.
, кг.
ФС75 :  , кг.
, кг.
ФМн0,5:  , кг.
, кг.
:  , кг.
, кг.
Содержание примесей в ферросплавах,
кг.
ФХ001 : (С) 
(S) 
(P)
ФС75 : (С) 
(S) 
(P) 
ФМн0,5: (C) 
(S) 
(P) 
: (C) 
(S)
(P)
Таблица 4:
Общее содержание примесей, вносимых
всеми ферросплавами на 100 кг. готовой стали с учетом угара.
|
Марка
ферросплава
|
тфс,,кг.
|
тпр
S , кг.
|
тпр
P , кг.
|
тпр
C, кг.
|
|
ФХ001
|
11,57
|
0,002
|
0,002
|
0,001
|
|
ФС75
|
0,83
|
0,00017
|
0,00026
|
0,0085
|
|
ФМн0,5
|
1,91
|
0,00057
|
0,0057
|
0,0096
|
|
1
|
3,3
|
0,0003
|
0,0003
|
0,0003
|
|
∑
|
17,61
|
0,003
|
0,0083
|
0,0194
|
|
|
|
|
|
|
|
|
Таблица 5
Содержание элементов в выплавляемой стали и в
шихте для выплавки стали 1Х18Н9Т в количестве 25 тонн
|
Хим.
состав
|
Содержание,
%
|
|
Сшихты
|
Сшихты
с учетом угара
|
Сугар
легирующих эл в ферросплаве.
|
Св
выплавляемой стали
|
|
С
|
0.08
|
---
|
0.06
|
0.08
|
|
Si
|
0.6
|
0,09
|
0.129
|
0.6
|
|
Mn
|
0.6
|
0,24
|
0.36
|
1.5
|
|
Cr
|
14
|
6,1
|
1.77
|
18
|
|
Ni
|
0.6
|
7,41
|
---
|
8
|
Вывод: С учетом анализа таблиц 4 и 5 определяем,
что содержание примесей (C,
P, S),
внесенных всеми ферросплавами, вполне допустимо.
3.4 Определение размеров ванны дуговой
сталеплавильной печи
Размеры ванны дуговой сталеплавильной печи
(рис.6) определяют по массе жидкого металла. Объём жидкого металла

где  м³/т - удельный
объём жидкой стали.
м³/т - удельный
объём жидкой стали.
Тогда

Полный объём ванны до порога
рабочего окна
где  - доля
шлака;
- доля
шлака;
 т/м³ - плотность
жидкого шлака;
т/м³ - плотность
жидкого шлака;
 - доля дополнительного объёма.
- доля дополнительного объёма.
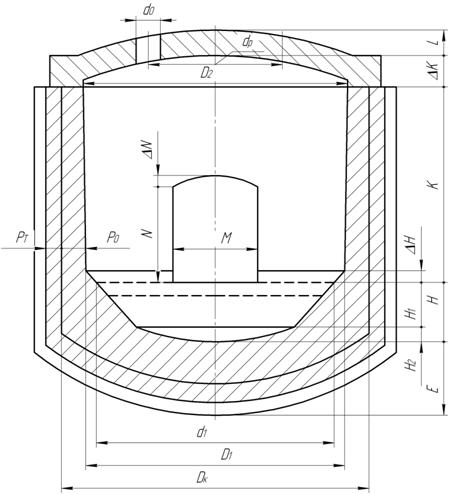
Рис.6. Ванна дуговой сталеплавильной
печи
Тогда

Полная высота ванны до уровня порога
рабочего окна

Где А = 0.345.
Тогда

Высота: - конусной части ванны

сферической части ванны

Диаметр ванны на уровне порога
рабочего окна

Диаметр плавильного пространства на
уровне откосов

где 
Тогда

Высота плавильного пространства от
уровня откосов до верха стены


Ширина рабочего окна

где  .
.
Тогда

Высота рабочего окна  стрела его
арки
стрела его
арки 


Толщина подины


Из этого на теплоизоляционный слой
обычно приходится 220-250 мм. Остальное приходится на слой огнеупорного кирпича
и набивную часть подины.
Своды большинства дуговых
сталеплавильных печей выкладываются огнеупорными кирпичами без тепловой
изоляции. Толщина футеровки свода  м. Футеровка стен может иметь
небольшой по толщине слой тепловой изоляции между огнеупорной кладкой и кожухом
печи. Толщина огнеупорного слоя
м. Футеровка стен может иметь
небольшой по толщине слой тепловой изоляции между огнеупорной кладкой и кожухом
печи. Толщина огнеупорного слоя  и теплоизоляция
и теплоизоляция  .
.
Размеры ванны дуговой печи занесены в таблицу
10.
Таблица 6
Расчетные геометрические параметры дуговой
сталеплавильной печи
|
V, м3
|
V1, м3
|
H, м
|
H1, м
|
H2, м
|
d1, м
|
D1, м
|
K, м
|
M, м
|
E, м
|
L, м
|
po, м
|
pт, м
|
|
3,5
|
4,6
|
0,77
|
0,62
|
0,15
|
2,89
|
3,1
|
1,3
|
0,87
|
0,68
|
0,28
|
0,35
|
0,18
|
.5 Расчёт тепловых потерь
Полный энергетический баланс дуговой
сталеплавильной печи включает расход и приход энергии.
Расход энергии:
1. На нагрев, расплавление и перегрев
металла и шлака (полезное тепло на весь цикл) Qпц.

где Gм
- масса загружаемого печь скрапа;
Gш1,
Gш2 - массы шлаков
окислительного и восстановительного периодов;
gм,
gш - удельные
энергии, необходимая для нагрева, расплавления и перегрева до заданной
температуры I кг металла или
шлака.
– Масса загружаемого в
печь скрапа с учетом угара части металла
где G - масса
получаемого жидкого металла;
Kуг -
коэффициент угара (Kуг = 5-6 %).
Тогда
– Масса шлака
окислительного и восстановительного периода
– Gш1=0,кг.(плавка
с частичным окислением)
– Gш2=(0,03-0,04)G= кг.
кг.
– Удельная энергия,
необходимая для нагрева, расплавления и перегрева до заданной температуры I
кг металла

где СТср - средняя теплоемкость
материала (СТср = 0.195 Вт×ч/кг);
СЖср - средняя теплоемкость металла
(СЖср = 0.23 Вт×ч/кг);
DHф - скрытая теплота плавления (DHф = 75 Вт×ч/кг);
Tпер -
температура перегрева (Tпер = 1610 °С);
Tпл -
температура плавления .
Температура плавления для заданной
марки стали

где TFe -
температура плавления чистого железа (TFe = 1539 °С);
DT - снижение температуры плавления
при введении 1 % элемента (DTС =81, DTSi = 9.7, DTMn = 4.9, DTСr = 1.6, DTNi = 3.9);
X -
концентрация элемента.
Тогда


– Удельная энергия,
необходимая для нагрева, расплавления и перегрева до заданной температуры I
кг шлака определяется по формуле

где m - процентное
содержание в шлаке вещества 
 ;
;
- удельная энергия, необходимая для
нагрева, расплавления и перегрева этого вещества
( ).
).
То удельная энергия шлака

Тогда полезное тепло за весь цикл

3.6 Потери тепла:
3.6.1 С теплоотдающей поверхности печи Qтп
Тепловые потери через футеровку дуговой печи
рассчитать раздельно для свода, стен и подины. Поскольку боковая стенка имеет
по высоте участки с различной толщиной, потери рассчитывают раздельно для
каждого участка. Вначале определяют удельные тепловые потери на 1 м²,
затем
эти потери умножают на соответствующие площади внешней поверхностей футеровки.
Теплопроводность огнеупоров зависит от температуры по закону, близкому к
линейному
Тепловое поле в установившемся
режиме внутри плоской стенки описываются дифференциальным уравнением
Плотность теплового потока
Удельный тепловой поток от натужней
поверхности футеровки в окружающую среду
Коэффициент теплоотдачи a зависит от температур стенки
и окружающей среды Т0. Эта зависимость для стенки, охлаждаемой воздухом, при
естественной конвекции аппроксимирована формулой

где а = 8.8; в = 0.057 (при
температуре окружающей среды 20°С).
В установившемся режиме

Основываясь на выше написанные
данные производят расчеты удельного теплового потока при заданных температурах
на внутренней поверхности стенки и окружающей среды на ЭВМ.
Для многослойной футеровки
взаимосвязь между температурой на внутренней поверхности футеровки и удельным
тепловым потоком удобнее находить расчётом перепадов температур на тепловых
сопротивлениях многослойной стенки при заданном тепловом потоке.
Расчеты для плоской двухслойной
стенки проводят с помощью ЭВМ.
Потери с теплоотдающей поверхности

где Pтп -
мощность потерь с теплоотдающей поверхности;
tп
- продолжительность плавки (tп
= 5 ч).
3.7 Потери через свод
Свод однослойный из термостойкого кирпича,
теплопроводность которого зависит от температуры зависимостью

Таблица 7
Данные свода и среды для расчёта тепловых потерь
через свод
|
Теплопроводность
l, Вт/(м×°С)
|
Коэффициент
k, (°С)־¹
|
Температура
печи начальная tн,°С
|
Температура
печи конечная tк,°С
|
Температура
среды tо,°С
|
|
4,07
|
-0,000271
|
500
|
1650
|
20
|
|
Шаг
по температуре печи, °С
|
а,
Вт/(м²×°С)
|
в,
Вт/м²
|
Толщина
h, м
|
|
105
|
8,8
|
0,057
|
0,28
|
|
|
|
|
|
|
Таблица 8
Данные параметров теплопередачи через свод
|
Температура
печи (T2)
|
Поток
(R)
|
Температура
стенки (T4)
|
Коэффициент
теплоотдачи (M)
|
Тепловое
сопротивление (Q9)
|
|
500
|
3863,00
|
206,12
|
20,76
|
0,076075
|
|
605
|
4781,91
|
233,84
|
22,36
|
0,077618
|
|
710
|
5694,49
|
259,03
|
23,82
|
0,079195
|
|
815
|
6594,66
|
282,09
|
25,16
|
0,080809
|
|
920
|
7477,92
|
303,33
|
26,39
|
0,082466
|
|
1025
|
8340,84
|
322,96
|
27,53
|
0,084169
|
|
1130
|
9180,73
|
341,15
|
28,59
|
0,085924
|
|
1235
|
9995,44
|
358,06
|
29,57
|
0,087734
|
|
1340
|
10783,21
|
373,79
|
30,48
|
0,089604
|
|
1445
|
11542,60
|
388,43
|
31,33
|
0,091536
|
|
1550
|
12272,38
|
402,08
|
32,12
|
0,093537
|
Рис. 7. Зависимость удельных потерь в наружной
поверхности свода от температуры на внутренней поверхности свода
Площадь наружной поверхности свода
мощность потерь со свода

Потери через свод

3.8 Потери через стенку
Стенка двухслойная: первый слой
(теплоизоляционный слой) - из шамотного кирпича, теплопроводность которого
зависит от температуры зависимостью

второй слой (огнеупорный слой) - из
магнезитового кирпича, теплопроводность которого зависит от температуры
зависимостью

Подбираем диапазон удельного
теплового потока добиваясь того, чтобы температура печи Т3 менялась от 500 до
1650°С .
Таблица 9
Данные стенки и среды для расчёта тепловых
потерь через стенку
|
Начальный
поток Qн, Вт
|
Конечный
поток Qк, Вт
|
Температура
среды tо,°С
|
а,
Вт/(м²°С)
|
в,
Вт/м²
|
Толщина
первого слоя h1, м
|
|
4001
|
5000
|
20
|
8,8
|
0,057
|
0,18
|
|
Шаг
по потоку, Вт
|
Теплопроводность
первого слоя, Вт/(м²°С)
|
Коэффициент
k1, (°С)־¹
|
Теплопроводность
второго слоя 2, Вт/(м²°С)
|
Коэффициент
k2, (°С)־¹
|
Толщина
второго слоя h2, м
|
|
50
|
0,837
|
0,000695
|
4,65
|
-0,000375
|
0,35
|
Таблица 10
Данные параметров теплопередачи через стенку
|
Q
|
T1
|
T2
|
T3
|
|
4001
|
211,73
|
841,60
|
1353,38
|
|
4051
|
213,29
|
849,51
|
1372,12
|
|
4101
|
214,85
|
857,38
|
1391,04
|
|
4151
|
216,40
|
865,22
|
1410,14
|
|
4201
|
217,95
|
873,03
|
1429,45
|
|
4251
|
219,48
|
880,81
|
1448,97
|
|
4301
|
221,01
|
888,56
|
1468,71
|
|
4351
|
222,52
|
896,28
|
1488,69
|
|
4401
|
224,03
|
903,97
|
1508,91
|
|
4451
|
225,54
|
911,62
|
1529,39
|
|
4501
|
227,03
|
919,25
|
1550,15
|

Рис. 8. Зависимость удельных потерь в наружной
поверхности стенки от температуры на внутренней поверхности стенки
Площадь наружной поверхности стенки

мощность потерь через стенку

Потери через стенку

3.9 Потери через подину
Подина двухслойная: первый слой
(теплоизоляционный слой) - из шамотного кирпича, второй слой (огнеупорный слой)
- из магнезитового кирпича.
Подбираем диапазон удельного теплового потока
добиваясь того, чтобы температура печи Т3 менялась от 500 до 1650°С .
Таблица 11
Данные стенки и среды для расчёта тепловых
потерь через подину
|
Начальный
поток Qн, Вт
|
Конечный
поток Qк, Вт
|
Температура
среды tо,°С
|
а,
Вт/(м²°С)
|
в,
Вт/м²
|
Толщина
первого слоя h1, м
|
|
3137
|
4000
|
20
|
8,8
|
0,057
|
0,2
|
|
Шаг
по потоку, Вт
|
Теплопроводность
первого слоя, Вт/(м²°С)
|
Коэффициент
k1, (°С)־¹
|
Теплопроводность
второго слоя 2, Вт/(м²°С)
|
Коэффициент
k2, (°С)־¹
|
Толщина
второго слоя h2, м
|
|
50
|
0,837
|
0,000695
|
4,65
|
-0,000375
|
0,475
|
Таблица 12
Данные параметров теплопередачи через подину
|
Q
|
T1
|
T2
|
T3
|
|
3234
|
186,46
|
766,92
|
1307,56
|
|
3284
|
188,18
|
775,96
|
1330,39
|
|
3334
|
189,89
|
784,96
|
1353,49
|
|
3384
|
191,59
|
793,92
|
1376,87
|
|
3434
|
193,28
|
802,84
|
1400,57
|
|
3484
|
194,96
|
811,71
|
1424,58
|
|
3534
|
196,63
|
820,54
|
1448,95
|
|
3584
|
198,29
|
829,33
|
1473,68
|
|
3634
|
199,93
|
838,09
|
1498,81
|
|
3684
|
201,57
|
846,80
|
1524,36
|
|
3734
|
203,20
|
855,47
|
1550,36
|
Рис. 9. Зависимость удельных потерь в наружной
поверхности подины от температуры на внутренней поверхности подины
Площадь наружной поверхности подины
мощность потерь через подину

Потери через подину

Потери тепла с теплоотдающей поверхности печи


3.10 Излучением через рабочее окно Qо
Мощность потерь через рабочее окно

где q - плотность
потока (q = 410 Вт/м ²);
F -
поверхность окна (F »
(N+DN)×M - DN ² = (0.587 +
0.117)×0,87 - 0.12 ² = 0,6 м ²).
Тогда

Потери тепла через рабочее окно

где tп - продолжительность плавки
(tп = 3,5 ч).
Тогда

Открытым рабочим пространством во время завалки,
подвалки и механизированной заправки Qпр.
Потери межплавочного простоя

где Kнп -
коэффициент неудачных потерь (Kнп = 1.15);
tпр
- время межплавочного простоя (tпр
= 0.5 ч).
Тогда

С охлаждающей водой Qвод.
Qвод составляют 3-5
% общего тепла плавки

С охлаждающими газами Qгаз.
Qгаз составляют 2-6
% общего тепла плавки

Активные электрические потери в источнике
питания и токоподводе - Wэл.пот.
Определяется через электрический КПД hэл,
составляющий 0.85-0.95

где Wэл -
активная электроэнергия.
Тепло, аккумулированное футеровкой
или отданное ею в рабочее пространство Qак, входит в
расходную или приходную часть баланса соответственно. Его нужно учитывать при
длительных простоях печи. При круглосуточной работе печи и незначительных
межплавочных простоях это тепло при составлении теплового баланса можно не
учитывать. Принимаем это допущение.
Приход энергии:
1. Тепло химических реакций, приходящих
в ванне (разность тепловых эффектов экзотермических и эндотермических реакций

– Тепло экзотермических реакций
где goi
- тепловые эффекты реакции окисления (табл. 17);
moi - масса
окисленного i-го элемента (табл.
9).
Таблица 13
Тепловые эффекты реакции окисления и массы
окисленных элементов
|
Реакция
|
Тепловой
эффект на 1 кг окисленного элемента, кВт×ч
|
|
 2,37 2,37
|
|
|
 7.47-8.9 7.47-8.9
|
|
|
 1.95-2.05 1.95-2.05
|
|
|
 3.00 3.00
|
|
|
 1,18-1,39 1,18-1,39
|
|
Таким образом

– Тепло эндотермических реакций составляет
(0.3÷0.6)×Qэкз.
Тогда
 или
или

2. Физическое тепло шихтовых
материалов, подаваемых в печь Qш.
При работе печи на твёрдой завалке физическое
тепло шихтовых материалов составляет незначительную долю общего тепла цикла и в
этом случае Qш можно пренебречь.
3. Активная электроэнергия Wэл
 ,
,
где 
 коэффициенты,
учитывающие потери тепла с охлаждающей водой и отходящими газами. Тогда
коэффициенты,
учитывающие потери тепла с охлаждающей водой и отходящими газами. Тогда

Таким образом, активные
электрические потери в источнике питания и токоподводе

Тепло дополнительных источников
энергии Qдоп.
Принимаем допущение о незначительном влиянии
тепловых источников энергии, т. е. Qдоп
= 0.
Уравнение энергетического баланса для всего
цикла в общем виде:




т. е. энергетический баланс для
всего цикла сходится.
Тепловой КПД печи

 .
.
Общий КПД печи

 .
.
Данные энергетического баланса
приведены в таблице 14
Таблица 14
Данные энергетического баланса
|
|
кВтч
|
%
|
|
Расход
энергии
|
Qпц
|
10889,144
|
69,94
|
|
Qтп
СВОД
|
322,150
|
4,10
|
|
Qтп
СТЕНКА
|
852,264
|
6,76
|
|
Qтп
ПОДИНА
|
178,213
|
1,39
|
|
Qо
|
0,861
|
0,01
|
|
Qпр
|
222,358
|
2,25
|
|
Qвоз
|
411,065
|
2,80
|
|
Qгаз
|
411,065
|
2,80
|
|
Wэл.пот
|
1388,651
|
9,96
|
|
Приход
энергии
|
Wэл
|
13886,51
|
96,02
|
|
Qхим
|
1337,273
|
3,98
|
|
Энергия
всего цикла
|
Qц
расход
|
14675,77
|
100
|
|
Qц
приход
|
15339,65
|
100
|
|
КПД
|
hт
|
|
78
|
|
hобщ
|
|
71
|
Увеличить КПД печи и общее КПД можно за счет
уменьшения потерь. Анализируя данные энергетического баланса, можно сделать
некоторые замечания. На активные электрические потери можно повлиять
незначительно. Например, добиваться того, чтобы уменьшить длину токоподвода
если это возможно. Уменьшить потери через наружную поверхность свода, стенки и
подины путём изменения материала теплоизоляции или характера теплоизоляционного
слоя. Например, в теплоизоляционном слое использовать два материала с
различными свойствами, добиваясь того, чтобы удельный тепловой поток из
наружной части уменьшился. Соответственно уменьшатся потри через теплоотдающую
поверхность печи. Нужно стремится, уменьшить потери простоя за счёт
согласованной работы персонала сопровождающие процесс выплавки стали.
3.11 Выбор источника питания печи
Мощность печного трансформатора определяют по
условиям расплавления, во время которого потребляемая печью мощность максимальная.
Средняя активная мощность Pср
периода расплавления определяется расходом электроэнергии и продолжительность
этого периода (tр= 2.75 ч)

где Wэл -
суммарный расход электроэнергии в период расплавления.
Упрощенный энергетический баланс периода
расплавления при отсутствии дополнительных источников тепла

где Qпр
- тепло на нагрев, расплавление и перегрев металла и шлака во время
расплавления.
Полезное тепло периода расплавления

где Gм,
Gш - масса металла и
шлака в период расплавления.
Таким образом



Удельный расход электроэнергии на расплавление
твёрдой завалки

Полная номинальная мощность печного
трансформатора

где Kисп
- коэффициент использования мощности печного трансформатора в период
расплавления (Kисп =0.85);
cos
j - средний коэффициент мощности электропечной
установки в период расплавления находящийся в пределах 0.68-0.72.
Тогда 
Выбираем печной трансформатор
номинальной мощностью S = 25000 кВ×А.
4.
Описание основного оборудования цеха
Планировка цеха, показанного на стр. , и
организация в нем основных работ характерны для многих строившихся ранее
отечественных ЭСПЦ. Характерные особенности цеха следующие: разливка стали в
изложницы, подача в цех всех материалов через шихтовой пролет, расположение
печей на границе печного и разливочного пролетов.
Цех состоит из трех пролетов: шихтового А―Б,
печного Б―В и разливочного В―Г.
В некоторых цехах, выплавляющих стали сложного электропечного сортамента,
дополнительно имеются пролеты термической обработки или обдирки слитков.
В печном пролете, перекрытом рабочей площадкой
25, между колоннами ряда В размещены электропечи 15 на двух железобетонных
опорах каждая и рядом с ними на рабочей площадке - печные подстанции 14 и
пульты управления 31. Расположение печей обеспечивает выпуск стали в
разливочный пролет и вместе с тем возможность замены свода и обслуживания
ремонта печей кранами печного пролета. Рабочая площадка печного пролета
выступает в шихтовой пролет, образуя балкон 24, на котором имеются стеллажи 11 для
мульд, площадки для установки переносных контейнеров с сыпучими материалами и
газовые печи 10 для прокаливания ферросплавов. В торце печного пролета на
нулевой отметке расположен участок 7 наборки сводов. Печной пролет оборудован
мостовыми завалочными кранами 27 и крановыми завалочными машинами 26.
В шихтовом пролете установлены мостовые краны
22, оборудованы грейферами, электромагнитами, мульдовыми захватами.
Разливочный пролет оборудован разливочными
кранами 30; в нем имеются разливочные площадки 19 и пути 20, шлаковый путь 21,
ямы 18 для ремонта ковшей, участки 17 наборки и сушки стопоров, стенды для
сталеразливочных и шлаковых ковшей.
Организация основных работ в цехе следующая.
Стальной лом и чушковый чугун привозят в шихтовой пролет в железнодорожных
вагонах на путь 1 и разгружают магнитным краном 22 в ямные бункера 2. Отсюда их
магнитным краном загружают в корзины, находящихся на самоходных тележках на
стендах 6, оборудованных платформенными весами. После заполнения корзины
тележка транспортирует ее по поперечному ширококолейному пути 9 в печной
пролет, где корзину краном 27 поднимают через проем 16 в рабочей площадке и
доставляют к печи для загрузки. Корзину опускают краном сверху в открываемое
рабочее пространство печи и размыкают створки днища. Опорожненную корзину тем
же путем возвращают в шихтовой пролет.
Сыпучие материалы привозят на путь 4 и
разгружают из вагонов в ямные бункера 3, где хранится их запас. Далее сыпучие
материалы грейферным краном загружают в переносные бункера, снабженные внизу
секторными затворами; бункера поднимают краном шихтового пролета и
устанавливают на балкон 24. Открывая затвор, высыпают порцию материалов мульду,
которую подают под бункер с помощью крановой завалочной машины 26. Далее машина
загружает из мульды в печь через рабочее окно или высыпает материалы на рабочую
площадку у печи. Часть материалов из ямных бункеров загружают в мульды, которые
подают на стеллажи 11 балкона. Некоторые материалы доставляют в полет также в
снабженных снизу затворами контейнерах, которые сразу ставят на балкон 24.
Ферросплавы привозят в саморазгружающихся
контейнерах и иногда на платформах россыпью и разгружают в наземные бункера 12
с оградительными стенками (закромами) или в подвесные стационарные бункера 8,
снабженные внизу затворами для выдачи материалов. Часть ферросплавов из
привозимых саморазгружающихся контейнеров выгружают непосредственно в мульды,
установленные на стеллажах 13 пола шихтового пролета. Из закромов 12 и
подвесных бункеров 8 ферросплавы загружают в мульды, которые устанавливают на
стеллажах 13.
Затем мульды краном поднимают и устанавливают на
стеллажи 11 балкона, откуда их потом забирают завалочной машиной 26 и
устанавливают в печь 10. После прокаливания ферросплавы машиной 26 загружают в
электропечь.
В шихтовом пролете установлена сушильная
барабанная печь 5, дробилка для измельчения ферросплавов, бегуны для помола
кокоса, весы. В торце пролета расположен склад электродов.
Сталь выпускают в ковш, удерживаемый под желобом
печи крюками сталеразливочного крана 30, и далее ковш транспортируется к
разливочным площадкам. Шлак из печи во время плавки сливают в ковш самоходной
тележки, установленной под рабочим окном печи. После заполнения ковша тележка
по перечным путям под печью выезжает в разливочный пролет, где ковши со шлаком
с помощью разливочных кранов 30 переставляют на шлаковозы, вывозящие их из цеха
по пути 21.
В разливочном пролете готовую сталь разливают в
изложницы, которые при разливке находятся на тележках. Чистка, установка на
поддоны, продувка и смазка изложниц проводится в цехах или отделениях
подготовки составов. Вдоль стены разливочного пролета имеются разливочные
площадки, на которых находится персонал, ведущий разливку. Их располагают на
уровне верха изложниц, стоящих на тележках, т.е. на высоте около 2,5-3,3 м.;
ширина площадки 1,5-3,0 м. Длина площадки должна быть не мене длины
разливочного состава.
СПЕЦИФИКАЦИЯ
|
А-Б
|
Шихтовой
пролет
|
|
Б-В
|
|
В-Г
|
Разливочный
пролет
|
|
1
|
Шихтовой
путь для лома и чугуна
|
|
2
|
Ямные
бункера с ломом и чугуном
|
|
3
|
Ямные
бункера с сыпучими материалами
|
|
4
|
Шихтовой
путь для сыпучих материалов
|
|
5
|
Сушильная
барабанная печь
|
|
6
|
Стенды
с самоходными тележками
|
|
7
|
Участок
наборки сводов
|
|
8
|
Подвесные
стационарные бункера с ферросплавами
|
|
9
|
Поперечный
путь для самоходных тележек
|
|
10
|
Печь
для прокаливания ферросплавов
|
|
11
|
Стеллажи
балкона
|
|
12
|
Закрома
с ферросплавами
|
|
13
|
Стеллажи
пола шихтового пролета
|
|
14
|
Печные
подстанции
|
|
15
|
Электропечи
|
|
16
|
Проем
в рабочей площадке
|
|
17
|
Участки
наборки и сушки стопоров
|
|
18
|
Ямы
для ремонта ковшей
|
|
19
|
Разливочные
площадки
|
|
20
|
Пути
разливочного пролета
|
|
21
|
Шлаковый
путь
|
|
22
|
Мостовые
краны шихтового пролета
|
|
23
|
Загрузочные
корзины
|
|
24
|
Балкон
|
|
25
|
Рабочая
площадка
|
|
26
|
Крановая
завалочная машина
|
|
27
|
Мостовой
завалочный кран
|
|
28
|
Ковш
самоходной тележки
|
|
29
|
Железобетонные
опоры
|
|
30
|
Сталеразливочный
кран
|
|
31
|
Пультовые
помещения
|
Заключение
В электропечи можно получать
сталь с низким содержанием серы и фосфора, можно полнее раскислить металл,
обеспечив низкое содержание в стали неметаллических включений. В электропечи
значительно меньше потери легирующих элементов, вводимых в виде ферросплавов,
значительно выше использование ценных составляющих, вносимых отходами
легированных сталей. В электропечи легко осуществить быстрый подъем и точное
регулирование температуры металлической ванны в узких пределах. В ней можно
проводить все металлургические процессы, создавая окислительную,
восстановительную или нейтральную атмосферу, можно выплавлять сталь любого
состава.
Развитие производства стали
требовало одновременного роста производства ферросплавов. Специальные добавки
(марганец, хром, кремний, вольфрам и др.) вводят в сталь для легирования и
раскисления в виде сплавов с железом, называемых ферросплавами. Объясняется это
тем, что производство чистого марганца, кремния или хрома сопряжено с большими
затратами и трудностями; получать же ферромарганец, ферросилиций, феррохром и
другие сплавы с железом проще и дешевле.
Рассматривается процесс выплавки нержавеющей
стали марки1Х18Н9Т. В работе подробно описывается: свойства элементов, входящие
в состав стали и изменение свойств стали в зависимости от содержания
определённого элемента; термическая обработка стали марки 1Х18Н9Т; выбор
процесса плавки; этапы технологического процесса плавки (подготовка шихтовых
материалов к плавке, заправка печи, плавление шихты, восстановительный период
плавки, пути сокращения восстановительного периода, обработка металла аргоном);
определение содержания элементов в шихте и количество вносимых ферросплавов;
расчёт геометрических размеров ванны; расчёт тепловых потерь, теплового баланса
за весь период плавки и за период расплавления; планировка цеха.
Список используемой температуры
1. Филинов
С.А. , Фиргер И.В. Справочник термиста. Л.: Машиностроение, 1975. 236 с.
2. Могилев
В. К., Лев О.И. Справочник литейщика. М.: Машиностроение, 1988, 272 с
. Электрометаллургия
стали и ферросплавов / Под ред. Д. Я. Половецкого. М.: Металлургия, 2010. 487
с.
. Крамаров
А.Д., Соколов А.Н. Электрометаллургия стали и ферросплавов. М.: Металлургия,
1976. 357 с.
. Еднерал
Ф.П. Электрометаллургия стали и ферросплавов. М.: Металлургия, 1977. 487 с.
. Материаловедение:
Учебник для высших технических учебных заведений. Под ред. Б.Н. Арзамасова. 2-е
изд. М.: Машиностроение,1986. 384 с.
. Емлин
Б.И., Гасик М.И. Справочник по электротермическим процессам. М.: Металлургия,
2008. 268 с.
. Электрические
промышленные печи: Дуговые установки специального нагрева / Под ред. А.Е.
Слуходского. М.: Энергоиздат, 1981. 296 с.
. Установки
индукционного нагрева / Под. ред. А.Е. Слуходского. Л.: Энергоиздат, 1981. 328
с.
. Смоляренко
В.Д. , Кузнецов А.Н. Энергетический баланс дуговой сталеплавильной печи. М.:
Энергия, 2010. 88 с.
. Сидоренко
М.Ф. Теория и технология электроплавки стали. М.: Металлургия,1985
с.
12. Бигеев
А.М. Математическое описание и расчеты сталеплавильных процессов. М.:
Металлургия,
1982.158 с.
13. Кацевич
Л.С. Теория теплопередачи тепловые расчеты электрических печей. М.:
Энергия,1977. 304 с.
14. Ойкс
Г.Н. ,Иоффе Х.М. Производство стали. М.: Металлургия,1975. 480 с.
. Фомин
Н.И. , Затуловский Л.М. Электрические печи и установки индукционного нагрева.
М.: 1979. 240 с.
. Якушев
А.М. Проектирование сталеплавильных и доменных цехов. М.: Металлургия. 1984.
216 с.
Приложение
