Эффективность использования смазочно-охлаждающих жидкостей
Реферат
Выпускная квалификационная работа 105 с., 12 рис., 25
табл., 42 источника, 1 прил.
Ключевые слова: смазочно-охлаждающая жидкость,
окисляемость, испаряемость, вязкость, плотность, кислотное число, присадки.
Объектом исследования являются 3 образца различных
марок смазочно-охдаждающих жидкостей.
Цель работы - повысить эффективность использования
смазочно-охлаждающих жидкостей за счет организации контроля раздельного влияния
процессов окисления и температурной деструкции на противоизносные свойства.
В процессе исследования проводились термостатирование
образцов и анализ полученных результатов.
В результате исследования были представлены выводы по
результатам анализа образцов смазочно-охлаждающих жидкостей.
Область применения: металлообработка.
В будущем планируется проведение дополнительных
исследований по предмету с целью углубления анализа и повышения эффективности
использования смазочно-охлаждающих жидкостей.
Содержание
Введение
1. Основные теоритические положения
1.1 Классификация СОЖ и присадок
.2 Область использования СОЖ
.3 Свойства масляных СОЖ и методы их оценки
.3.1 Физико-химические свойства СОЖ
.3.2 Краткие сведения о важнейших физико-химических свойствах масляных
СОЖ
.4 Проблемы, возникающие в процессе эксплуатации СОЖ
.4.1 Старение масел
.5 Математическое описание процесса окисления смазочно-охлаждающих
жидкостей
. Объект и методы исследования
.1 Основные характеристики исследуемых смазочно-охлаждающих жидкостей
.2 Методы исследования и средства измерения
.2.1 Методика определения плотности и вязкости образцов
.2.2 Определение содержания серы37
.2.3 Описание технического средства для термостатирования образцов38
.2.4 Определение кислотного числа
.2.5 Расчет индекса вязкости
.2.6 Определение термоокислительной стабильности
. Экспериментально-практическая часть
. Финансовый менеджмент
. Социальная ответственность
Список литературы
Приложение
Введение
При сверлении глубоких отверстий применяют масляные
смазочно-охлаждающие жидкости, которые под действием кислорода воздуха и
температуры окисляются. В результате изменяется их цвет, вязкость, кислотное
число и др. параметры и, как следствие, уменьшаются сроки эксплуатации
жидкости. В основном предельное состояние масел устанавливается
заводами-изготовителями, но это не обеспечивает эффективность их использования,
так как не учитывает индивидуальных условий и режимов эксплуатации,
технического состояния оборудования и системы доливов. Эту проблему можно
решать только за счет организации текущего контроля состояния
смазочно-охлаждающих жидкостей, системы фильтрации с помощью экспрессивных
средств измерения и установления предельных значений. Основные функции масел -
снижение коэффициента трения, поглощение теплоты, выделяемой при трении, и
удаление частиц износа.
Ресурс смазочно-охлаждающих жидкостей зависит от их
правильного выбора по степени нагруженности оборудования для металлообработки.
Качество масел определяется комплексом эксплуатационных свойств, к которым
относятся моюще-диспергирующие, антиокислительные, противоизносные,
антикоррозионные и вязкостно-температурные. Улучшение этих свойств
обеспечивается введением комплекта полярно-активных присадок, повышающих
температурные пределы работоспособности, так как масла нефтяного происхождения
работоспособны до температуры ≈ 200 °С.
Действие процессов окисления на свойства масел
оценивается стандартами и многочисленными инструментальными методами,
позволяющими термоокислительную стабильность определять по изменению вязкости,
кислотности, оптических свойств, коррозионной активности, количества отложений,
летучести и др. показателей. Однако влияние этих показателей на противоизносные
свойства окисленных масел изучено недостаточно. Процессы окисления и
температурной деструкции протекают одновременно, но с различной интенсивностью.
Актуальность работы. Процессы, протекающие в ходе
сверления глубоких отверстий, определяются механическими, термоокислительными,
температурными и химическими воздействиями. Смазочный материал как элемент этой
системы оказывает существенное влияние на её надежность. В связи с тем, что эти
процессы протекают одновременно, то исследование раздельного влияния продуктов
окисления и температурной деструкции на противоизносные свойства является
актуальной задачей, решение которой позволит разработать мероприятия по
уменьшению скорости окисления и повышению температуры начала деструкции базовой
основы и присадок.
Объект исследования. Смазочно-охлаждающие жидкости
трех марок.
Предмет исследования. Процессы окисления и
температурной деструкции и их влияние на противоизносные свойства.
Задачи исследования. Исследовать процессы окисления и
температурной деструкции смазочно-охлаждающих жидкостей различных классов
вязкости, групп эксплуатационных свойств и базовых основ. Выполнить анализ
состояния масел с применением диагностических средств контроля и использованием
в комплексной методике.
Цель исследования. Повысить эффективность
использования смазочно-охлаждающих жидкостей за счет контроля влияния процессов
окисления и температурной деструкции на противоизносные свойства.
Научная новизна результатов, полученных лично автором.
Методика контроля процессов окисления и температурной деструкции позволяет
оценивать противоизносные свойства моторных масел, предварительно окисленных
при температуре 95 ºС и термостатированных в диапазоне температур от 20 до
95 ºС.
Практическая значимость работы. На базе теоретических
и экспериментальных исследований разработаны практические рекомендации,
включающие технологии контроля: влияния продуктов окисления и температурной
деструкции на противоизносные свойства масел; доминирующего влияния продуктов
окисления и температурной деструкции на противоизносные свойства.
Результаты исследований использованы в учебном
процессе Национального исследовательского Томского политехнического
университета.
1. Основные теоритические положения
Смазочно-охлаждающие жидкости - смазочные жидкости для
металлообработки являются технологическим вспомогательными веществами, которые,
с одной стороны, сводят к минимуму износ инструмента и, с другой стороны,
обеспечивают требуемое качество поверхности и точность размеров изготавливаемых
деталей. К смазочно-охлаждающим жидкостям (общепринятое сокращение - СОЖ)
относятся многокомпонентные вещества, которые предназначены в основном для
уменьшения силы трения, охлаждения и смазки инструментов, узлов и отдельных
деталей, увеличения срока службы различных механизмов.
Смазочно-охлаждающие жидкости выполняют ряд функций,
которые призваны значительно усовершенствовать процесс обработки металлов: СОЖ
удаляет стружку, грязь, пыль и другие загрязнения с места контакта инструмента
и металла, что препятствует нарушению структуры металла под воздействием
высоких температур; диспергирование обрабатываемых металлов, в результате
данной операции их поверхность разрушается, поэтому на выполнение работ затрачивается
меньше энергии; смазывание поверхностей, которое происходит в зоне контакта
заготовки и инструмента, за счет чего оборудование уже не испытывает столь
высоких нагрузок и возрастает срок его эксплуатации; охлаждающая функция.
Качество масел определяется комплексом
эксплуатационных свойств, к которым относятся моюще-диспергирующие,
антиокислительные, противоизносные, антикоррозионные и вязкостно-температурные.
Улучшение этих свойств обеспечивается введением комплекта полярно-активных
присадок, повышающих температурные пределы работоспособности, так как масла
нефтяного происхождения работоспособны до температуры ≈ 200 °С. Однако их
температурная стойкость не указывается ни в одном сертификате качества
нефтепродукта, хотя существует стандарт по определению этого показателя (ГОСТ
23.221-84).
Действие процессов окисления на свойства масел
оценивается стандартами и многочисленными инструментальными методами,
позволяющими термоокислительную стабильность определять по изменению вязкости,
кислотности, оптических свойств, коррозионной активности, количества отложений,
летучести и др. показателей. Кроме того, при исследовании термоокислительной
стабильности и температурной стойкости выявлено, что масла термостатируются.
Так как качество накапливаемой в системе энергии конечно, то необходим
стандартный или периодический сброс избыточной энергии в виде продуктов
окисления или температурной деструкции, которые оказывают основное влияние на
эксплуатационные и противоизносные свойства масел. Процессы окисления и температурной
деструкции протекают одновременно, но с различной интенсивностью.
1.1 Классификация СОЖ и присадок
Основная классификация базовых масел производится по
вязкости, поэтому их условно разделяют на маловязкие (3-4 сСт), средневязкие
(4-6 сСт) и вязкие (8-9 сСт и выше при T=100 °С). Единой нормативно-технической
документации на базовые масла не существует [1,2]. На отдельные типы масел
разработаны и действуют технические условия. Нефтеперерабатывающие заводы
России базовые масла выпускают по внутризаводским стандартам или техническим
условиям.
Смазочно-охлаждающие жидкости, исходя из их состава,
подразделяются на три типа:
•безводные (на основе различных минеральных масел) -
эти жидкости содержат не разбавленные водой минеральные масла, а для получения
более высокого эксплуатационного результата в них добавляют специальные
присадки. Это способствует снижению образования накипи, повышению коррозийной
стойкости обрабатываемого материала, а также используемых деталей и
инструмента;
•на основе нефтепродуктов (газойль, керосин и пр.) -
применяются в основном при абразивной обработке металлов, что способствует
уменьшению износа механизмов и инструмента. С целью улучшения технологических
характеристик в нефтепродукты добавляют специальные поверхностно-активные компоненты
или смесь из нескольких видов нефтяных масел;
•эмульсолы (смесь масел и эмульгатора) - самый
распространенный вид СОЖ, применяемый преимущественно в металлообработке. Такие
жидкости при соответствии нормативам ГОСТ или ТУ имеют высокие качественные показатели,
они удобны в эксплуатации, безопасны для человека и окружающей среды.
Большую роль на характеристики смазочно-охлаждающих
жидкостей также оказывают присадки, поэтому следует выделить и их основные
виды:
•антикоррозийные присадки, предназначенные для защиты
поверхности металлов во время их обработки под воздействием экстремальных
нагрузок;
•противоизносные присадки позволяют уменьшить износ и
старение инструментов, а также отдельных деталей и узлов станков при тяжелых
условиях эксплуатации, тем самым продлевая срок службы оборудования;
•противозадирные присадки предотвращают повреждение
поверхностей инструмента во время обработки металлов;
•антитуманные присадки противодействуют появлению
тумана от масляных СОЖ, который негативно сказывается на работе станков и
вызывает заболевания дыхательной системы работающих;
•антипенные присадки продлевают срок службы самих
смазочно-охлаждающих жидкостей, оберегая их от образования пены, губительно
влияющей на свойства СОЖ.
1.2 Область использования СОЖ
В большинстве случаев СОЖ используются с целью
обеспечения бесперебойного рабочего процесса, уменьшения износа оборудования,
снижения количества отходов в производстве. Они незаменимы при обработке
различных материалов (чаще металлов).
Применяются смазочно-охлаждающие жидкости и в других
областях. С их помощью работают:
•двигатели внутреннего сгорания;
•промышленные теплообменники;
•радиоэлектронная аппаратура;
•системы отопления;
•различные установки, функционирующие при
отрицательных температурах.
В связи с этим, основными требованиями, предъявляемыми
к смазочно-охлаждающим жидкостям и их эксплуатационным свойствам, являются:
высокие моющие и диспергирующе-стабилизирубщие свойства; высокая термическая и
термоокислительная стабильность; высокие противоизносные свойства; отсутствие
коррозионного воздействия на детали оборудования; стойкость к старению;
пологость вязкостно-температурной характеристики; совместимость с материалами
уплотнений; высокая стабильность при транспортировании и хранении; малая
вспениваемость при высокой и низкой температурах; малая летучесть и низкий
расход на угар.
1.3 Свойства масляных СОЖ и методы их
оценки
Свойства масляных СОЖ условно разделяют на пять групп:
физико-химические и функциональные свойства; химическая активность; эксплуатационные
и экологические свойства.
1.3.1 Физико-химические свойства СОЖ
Физико-химические свойства СОЖ характеризуют такие
показатели как плотность, вязкость, теплоемкость, стабильность, цвет и запах и
др. Химические свойства характеризует коррозионное воздействие на металлы,
окисляемость, растворимость и др.
Физико-химические свойства разделяются на три группы:
• которые не изменяются в процессе хранения,
транспортирования и эксплуатации (плотность, вязкость, температура вспышки,
содержание активных элементов, температура застывания, и др.);
• которые изменяются в процессе хранения,
транспортирования и эксплуатации (кислотное число, запах, цвет, коррозионное
воздействие на металлы и др.);
• свойства, контролирующие чистоту продукта, такие как
внешний вид, содержание воды и механических примесей, запах.
смазочный охлаждающий жидкость масло
1.3.2 Краткие сведения о важнейших
физико-химических свойствах масляных СОЖ
Внешний вид
Внешний вид является одним из важнейших источников
информации о состоянии продукта. Он характеризует консистенцию, однородность,
цвет и прозрачность СОЖ. Обычно, СОЖ представляет собой прозрачную маслянистую
жидкость от светло-желтого до темно-коричневого цвета.
При эксплуатации под влиянием процессов окисления и
загрязнений СОЖ темнеет, теряет прозрачность, а иногда и однородность. Темный
цвет СОЖ и ее неоднородность недопустимы. Быстрое и сильное потемнение жидкости
указывает на её перегрев, окисление и загрязнение.
Внешний вид определяют визуально. Для этого ее
наливают в цилиндр объемом 50 или 100 мл и оценивают в проходящем свете.
Запах
Запах может характеризовать изменение качества в
процессе эксплуатации СОЖ и зависит от компонентного состава. Масляные СОЖ
практически все имеют специфический запах нефтяного масла, который является
основой. При применении СОЖ загрязняется, смешивается с другими смазочными
материалами и поражается микроорганизмами. В результате ее запах изменяется.
СОЖ с устойчивым неприятным запахом даже при высоких основных эксплуатационных
свойствах (способности продлевать срок службы инструмента и улучшать качество
обрабатываемых изделий) неприемлема для применения и должна быть заменена.
Определяют запах СОЖ органолептически.
Плотность
Плотность СОЖ характеризуется отношением ее массы к
объему и выражается в кг/м3. Плотности всех масляных СОЖ для обработки металлов
резанием укладываются в пределы от 850 до 1020 кг/м3.
По значению плотности СОЖ можно определить химическую
природу нефтяного масла, используемого в качестве основы жидкости. Из трех
основных групп углеводородов (с примерно одинаковой молекулярной массой),
имеющихся в нефтяном масле, наибольшей плотностью обладают ароматические
углеводороды, самой меньшей - парафиновые. Нафтеновые углеводороды занимают
промежуточное значение. Смолы и асфальтены имеют плотность обычно больше 1000
кг/м3.
Плотность имеет важное значение при расчете массы СОЖ.
По плотности можно в ряде случаев также сделать предварительный вывод о том,
какова вязкость СОЖ (низкая или высокая).
Определение плотности производят ареометром (нефтеден-симетром),
взвешиванием или пикнометром.
Вязкость
Вязкость - одно из важнейших свойств масляных
смазочно-охлаждающих жидкостей, характеризующих внутреннее трение в жидкости,
возникающее между ее молекулами при их перемещении под влиянием внешней силы.
Существует три вида вязкости: динамическая, кинематическая и условная.
Динамическая вязкость представляет собой силу
сопротивления взаимному перемещению двух слоев жидкости площадью 1 см², находящихся друг от друга на
расстоянии 1 см и перемещающихся со скоростью 1 см/с. Единицей динамической
вязкости является, пуаз, которая равна 1 дин-с/см².
Кинематической вязкостью (ν) или коэффициентом внутреннего трения
называется отношение динамической вязкости к плотности жидкости при той же
температуре:
ν = η ⁄ ρ
где: η - динамическая вязкость; ρ - плотность жидкости.
Единицей кинематической вязкости является стоке (Ст),
сотая часть стокса называется сантистоксом (сСс). Размерность кинематической
вязкости - мм²/с (сСт).
Условной вязкостью - это отношение времени истечения
испытуемой жидкости из вискозиметра типа ВУ 200 мл испытуемой при заданной
температуре ко времени истечения 200 мл дистиллированной воды при температуре
20 °С, являющемуся постоянной прибора (водным числом). Условная вязкость
выражается в условных градусах.
Для перевода одних единиц вязкости в другие существуют
формулы, таблицы и графики.
Величина вязкости масляных СОЖ выражается в единицах
кинематической вязкости.
Кинематическая вязкость СОЖ определяется с помощью
капиллярных стеклянных вискозиметров.
Чем меньше меняет СОЖ свою вязкость при изменениях
температуры, тем выше она по качеству. Изменение вязкости нефтяных масел с
изменением температуры принято характеризовать индексом вязкости (ИВ). Для
определения ИВ необходимо сравнивать вязкости исследуемого масла при
температурах 40 °С и 100 °С с вязкостью двух эталонных масел с известными
индексами вязкости. У масел с высоким ИВ (более 100) при изменении температуры
изменение вязкости относительно небольшое; у масел с низким (менее 60) ИВ -
значительное. ИВ современных масляных СОЖ часто превышает 100. ИВ зависит от
химического состава нефтяного масла, природы и концентрации присадок, входящих
в состав СОЖ.
Высокое значение ИВ позволяет сохранять достаточную
вязкость, чтобы обеспечить надежную смазку горячих трущихся поверхностей
инструмента. При низких температурах вязкость у СОЖ с высоким ИВ будет не
настолько высокой, чтобы оказывать сопротивление при прокачке по каналам
системы СОЖ. Однако ИВ не полностью характеризует вязкостно-температурные свойства
при низких температурах. Поэтому для зимних условий приходится определять
вязкость масляных СОЖ при минусовых температурах.
Масляные СОЖ, имеющие высокие вязкость и индекс
вязкости, обеспечивают лучшее смазывающее действие. В то же время высокая вязкость
СОЖ ухудшает охлаждающее и моющее действия, препятствует быстрому осаждению
шлама из жидкости при ее отстаивании и очистке. Поэтому все это необходимо
учитывать при выборе оптимальной вязкости смазочно-охлаждающей жидкости.
Температуры вспышки, воспламенения и
самовоспламенения
Масляные СОЖ являются огнеопасными веществами. При
определенных условиях они могут загораться при соприкосновении пламенем, а
также самопроизвольно.
Если нефтепродукт нагреть, то наступит момент, когда
его пары образуют с воздухом смесь, воспламеняющуюся при поднесении пламени.
Температурой вспышки называется температура, при которой происходит
воспламенение паров.
Температура вспышки косвенно является характеристикой
испаряемости СОЖ. Чем ниже температура вспышки, тем больше ее испаряемость.
Температура вспышки, если известна вязкость, позволяет судить о фракционном
составе нефтяной основы СОЖ, о преимущественном наличии в ней отдельных групп
углеводородов. Температура кипения, а следовательно, и температура вспышки
жидкости при данной вязкости выше всего у парафиновых углеводородов, затем идут
нафтеновые и ароматические углеводороды.
Для определения температуры вспышки используют два
типа приборов: открытый (Маркуссона, Бренкена) и закрытый (Мартенс-Пенского). В
приборе открытого типа температура вспышки всегда бывает на 20-30 °С выше, чем
в закрытом, за счет рассеивания части паров.
Температурой воспламенения называется та температура,
при которой вспыхивает сама жидкость, не только пары. Температура
самовоспламенения - та температура, при которой СОЖ загорается без источника
пламени, произвольно. Для каждой СОЖ существует нижний и верхний пределы
воспламенения, определяемые наименьшим и наибольшим содержанием паров ее в
смеси с воздухом, при котором происходит вспышка.
Температура застывания
Температура, при которой подвижность СОЖ снижена
окончательно, называется температурой застывания. Температура застывания также
является важным свойством СОЖ. Если СОЖ имеет высокую температуру застывания,
например плюс 10 °С, то она малопригодна для применения не только в зимнее
время, но и во многих районах страны в летний период. Застывшая СОЖ
представляет собой мазеобразную массу, сходную по консистенции с вазелином.
Температура застывания масляных СОЖ не превышает минус
10 °С и зависит от химической природы масла и присадок. Для снижения
температуры застывания применяются специальные присадки (депрессаторы).
Существующий метод определения температуры застывания
СОЖ простой, но не отличается совершенством. Пробу продукта наливают в
стандартную пробирку, которую помещают вертикально в охлаждающую смесь, имеющую
определенную температуру, на 5 мин. По истечении указанного времени пробирку
помещают в охлаждающую смесь на 1 мин и наклоняют под углом 45°. Затем пробирку
вынимают и наклоняют. Если уровень СОЖ не сместился, то данную температуру
считают температурой застывания.
Окисляемость
Окисляемость тесно связана со многими свойствами СОЖ.
От нее в значительной степени зависит качество СОЖ. При вступлении в реакции с
кислородом воздуха, молекулы химических веществ способствуют «старению» СОЖ, т
е постепенному разрушению. Это ведет в образованию новых соединений -
гидропероксидов, пероксидов, кислот, спиртов, смол и т. д. Продукты окисления,
накапливаясь в жидкости, внешний вид, изменяют ее цвет, эксплуатационные и
другие свойства. СОЖ приобретает более темный цвет, у нее увеличивается
вязкость и возрастает кислотное число. Часть продуктов окисления растворяется в
СОЖ, а часть нерастворима и выпадает из нее в виде осадка. Окисление СОЖ
приводит к повышению ее токсичности.
Окисляемость масляных СОЖ зависит от многих факторов:
времени эксплуатации, химической природы нефтяного масла, наличия веществ,
ускоряющих или замедляющих процесс окисления, температуры,
Устойчивость углеводородов к окислению, входящих в
состав нефтяного масла, различна. Наиболее стойкими к окислению являются
парафиновые углеводороды, наименее- нафтеновые. Продуктами окисления нафтеновых
углеводородов являются преимущественно кислоты и гидроксикислоты. Ароматические
углеводороды менее склонны к окислению, чем нафтеновые. Они в смеси с
нафтеновыми углеводородами могут увеличивать стойкость последних к окислению.
Уже при хранении СОЖ (при невысоких температурах)
наблюдается окисление, что подтверждается потемнением и увеличением кислотности
жидкости. Окисление в этом случае протекает за счет кислорода, растворенного в
СОЖ. В процессе эксплуатации температура жидкости в емкостях системы охлаждения
достигает 60°С. В этих условиях окисление продукта может протекать достаточно
заметно. Особенно интенсивно окисляется СОЖ в зоне резания, где имеют место
высокие температуры и давления. Свидетельством этому могут служить лакообразные
отложения и нагар на нагретых до высоких температур поверхностях
обрабатываемого изделия и стружки.
О катализирующем влиянии металлов на процесс окисления
масел известно давно. Такие металлы, как, например, медь, свинец, марганец,
хром, наиболее активно ускоряют окислительный процесс. При окислении нефтяных
масел в присутствии парных катализаторов (железо - медь) процесс ускоряется в
большей степени, чем при использовании тех же катализаторов в отдельности.
Окисление масел ускоряют также органические соли металлов. Ускорению процессов
окисления масляных СОЖ способствуют влага, различные примеси, солнечные лучи,
электрические поля и облучение УФ-лучами.
Для повышения устойчивости СОЖ к окислению в процессе
хранения и эксплуатации к ним добавляют антиокислительные присадки (ингибиторы
окисления).
Стабильность СОЖ против окисления характеризуется
изменением во время ее окисления кислотного числа, числа омыления и вязкости,
содержанием нерастворимого осадка и другими показателями. При определении
стабильности используются приборы различных конструкций.
Кислотное число
Кислотное число характеризует количество содержащихся
в СОЖ свободных органических кислот и других кислых соединений в пересчете на
количество КОН, нейтрализующее их. За кислотное число принимают количество
едкого кали в миллиграммах, израсходованного на нейтрализацию кислых
соединений, содержащихся в 1 г анализируемого продукта.
По величине кислотного числа можно ориентировочно
судить, насколько состарилась СОЖ в процессе эксплуатации или хранения. В то же
время кислотное число характеризует состав жидкости, так как добавляемые
присадки повышают ее общую кислотность.
Определяется кислотное число СОЖ потенциометрическим
или объемным титрованием раствором едкого кали навески продукта, растворенного
в спиртобензольной смеси.
Щелочное число
Как уже указывалось выше, в процессе окисления в
масляных СОЖ образуются кислые продукты. С целью нейтрализации кислых продуктов
в состав некоторых СОЖ вводят щелочные моющие присадки. Наиболее часто для этой
цели используются зольные моющие присадки, имеющие большой запас щелочности.
Контроль содержания щелочных присадок в композициях СОЖ осуществляется оценкой
щелочного числа.
За щелочное число (щелочность или щелочное число)
принимают количество едкого кали в миллиграммах, эквивалентное количеству
соляной кислоты, израсходованной на нейтрализацию всех щелочных соединений,
содержащихся в 1 г анализируемого продукта. Сущность метода определения
щелочного числа заключается в растворении навески СОЖ в растворителе с
последующим потенциометрическим титрованием полученного раствора соляной
кислотой.
Число омыления
Числом омыления называется количество миллиграммов
КОН, необходимое для омыления всех свободных и связанных органических кислот,
содержащихся в 1 г исследуемого продукта. Так как композиции масляных СОЖ могут
содержать в своих составах растительные и животные жиры, жирные кислоты и их
сложные эфиры, то число омыления кроме старения жидкости косвенно характеризует
и ее состав.
Метод определения числа омыления заключается в
растворении навески масла в спиртовом растворе КОН, кипячении полученного
раствора с последующим титрованием раствором соляной кислоты непрореагировавшей
щелочи.
Содержание хлора, серы и фосфора
Наиболее распространенными противоизносными и
противозадирными присадками, улучшающими смазывающие свойства масляных СОЖ,
являются органические соединения, содержащие хлор, серу или фосфор, или два,
или все три активных элемента одновременно. Наличие в СОЖ указанных присадок
характеризуется содержанием активных элементов.
Содержание воды
Масляные СОЖ обладают гигроскопичностью, которая
зависит от температуры жидкости и окружающей воздушной среды. При 20 °С в
масляных СОЖ растворяется примерно 0,003% (масс.) воды. С изменением
температуры воздуха и температуры СОЖ может происходить конденсация водяных
паров, находящихся в воздухе. В результате влага попадает в СОЖ. Кроме того, в
СОЖ в зависимости от ее температуры всегда есть небольшое количество
растворенного воздуха, содержащего влагу. В небольших количествах вода в СОЖ
может находиться и в виде эмульсии.
Большое содержание воды в СОЖ вызывает коррозию
деталей и износ режущего инструмента. Вода при производстве или регенерации
смазочно-охлаждающих жидкостей может вызвать вспенивание или выброс жидкости
при нагреве в отстойниках и отстойниках до температуры.
Качественное определение наличия воды в СОЖ производят
по методу "потрескивания". Для этого в чистую сухую пробирку наливают
СОЖ (3А объема пробирки). Пробирку закрывают пробкой с отверстием, куда
вставляют термометр так, чтобы он не касался стенок пробирки, а его шарик
находился на расстоянии 20-30 мм от дна пробирки (удобнее пользоваться
пробиркой диаметром 8 мм). Пробирку с помощью держателя помещают в химический
стакан с нагретым до 170±5°С глицерином. За СОЖ в пробирке наблюдают до тех
пор, пока ее температура не достигнет 150 °С. В случае присутствия влаги СОЖ в
верхнем слое пенится и слышится треск. Наличие воды считается установленным,
если слышится явственный треск не менее двух раз. Треск масла похож на треск
разрываемой ткани.
Количественное определение содержания воды в СОЖ
производят путем ее отгонки по способу Дина и Старка. Способ заключается в
растворении навески испытуемого продукта в растворителе и отгонке воды вместе с
растворителем. Испарившиеся частицы воды конденсируются в холодильнике и
собираются в приемнике-ловушке. Количество воды в ловушке меньше 0,03 мм
считается следами.
Содержание механических примесей
В процессе эксплуатации происходит интенсивное
окисление углеводородов и в СОЖ накапливаются кислоты, асфальто-смолистые
соединения, сажа, кокс, различные соли, а также металлическая пыль, песок и стружка,
волокнистые вещества обтирочных материалов.
Механические примеси влияют отрицательно почти на все
эксплуатационные свойства СОЖ. Определяют механические примеси в СОЖ путем
растворения навески продукта в бензине, фильтрования полученного раствора через
высушенный бумажный фильтр, взвешивания фильтра после промывки его бензином и
сушки.
Коррозионное воздействие на металлы. Под коррозией
металлов понимается их разрушение вследствие протекания химических или э
При отсутствии воды в СОЖ коррозия металлов будет
определяться наличием в жидкости коррозионно-агрессивных веществ, способных
взаимодействовать с металлами. Такая коррозия называется химической. Она
протекает по реакциям, подчиняющимся химическим законам. Примером химической
коррозии является коррозия меди, вызываемая элементной серой, входящей в состав
СОЖ активного ряда.
В случае наличия воды в СОЖ коррозия металлов
развивается преимущественно по электрохимическому механизму. По характеру и
условиям протекания процесса, а также по внешнему проявлению коррозию
подразделяют на сплошную, местную, язвенную, точечную и др. Все указанные виды
коррозии, их механизм, особенности и способы защиты от них достаточно подробно
описаны в соответствующей литературе.
Метод оценки коррозионного воздействия СОЖ на металлы
заключается в выдерживании металлической пластинки из стали, чугуна, меди или
латуни в испытуемом продукте при температуре 100 °С в течение 3 ч. Образец
выдержал испытание, если на больших поверхностях пластинки отсутствуют точки
или пятна, заметные невооруженным глазом. Коррозионное воздействие продукта на
пластинках из меди и медных сплавов оценивают в баллах сравнением внешнего вида
пластинок с эталонами коррозии.
Стабильность при хранении
Метод определения стабильности СОЖ при хранении
заключается в переменном воздействии на продукт высоких и низких температур,
последующем центрифугировании и определении степени его расслоения
При выборе СОЖ учитывают следующее: объём (количество)
баков (эмульсоварок) для СОЖ; наличие аэрации; наличие (тип) фильтрующих
устройств; конструкционные особенности системы циркуляции СОЖ (автоматические
линии, станки с индивидуальным охлаждением, наличие застойных зон и т.д.,
расстояние от программирующих устройств до рабочей зоны); наличие склада для
хранения нефтепродуктов; температуру хранения в зимний и летний периоды;
наличие ёмкости для хранения биоцидных присадок и моюще-дезинфицирующих средств
(МДС); марку лакокрасочного покрытия оборудования, контактирующего с раствором
и аэрозолем СОЖ; марку резины в уплотнениях, контактирующих с СОЖ; марку
гидравлических масел; жесткость воды для приготовления эмульсий в зимний и
летний периоды; ориентировочный срок (условия) хранения деталей после
металлообработки; марку металла; вид металлообработки; необходимый и фактический
срок службы водосмешиваемых СОЖ; мероприятия по улучшению эксплуатационных
свойств СОЖ (наличие моющих средств, биоцидов, физические методы борьбы с
биоповреждением СОЖ - циркуляция эмульсии, пастеризация и др.); принятые на
предприятии основные показатели СОЖ для слива на утилизацию (рН, коррозия,
запах, плёнкообразование, расслоение и т.д); наличие устройств утилизации
отработанных растворов; годовую потребность предприятия в водосмешиваемых СОЖ
(эмульсионных, синтетических, полусинтетических, масляных); полезный фонд
рабочего времени оборудования (количество работы в сутки) и т.д.
При длительном циркулировании водосмешиваемых СОЖ
изменяются показатели их эксплуатационных свойств, уменьшается концентрация
компонентов и повышается загрязнённость систем. Например, в системах СОЖ,
содержащих нитрит натрия как ингибитор коррозии, его концентрация постепенно
снижается. При этом скорость уменьшения концентрации зависит от степени
"старения" рабочей эмульсии и от типа применяемого бактерицида. Так,
скорость уменьшения концентрации ингибитора коррозии (скорость его
"срабатывания") значительно больше в рабочей эмульсии, в которой
произведена корректировка концентрации компонентов и её свойств добавлением
концентрата или пакета присадок, по сравнению с тем же показателем в
свежеприготовленной эмульсии.
В процессе эксплуатации уменьшается концентрация и
других компонентов СОЖ: эмульгаторов - в результате их экстракции
"инородным" маслом, аминов - из-за их взаимодействия с солями
жёсткости воды, многих компонентов СОЖ - в результате постепенного объединения
их в кинетически неустойчивые агрегаты с последующим выпадением в осадок. Из-за
необратимых изменений в сбалансированной (первоначально) системе СОЖ происходит
изменение эксплуатационных свойств ("старение" системы), и она
перестаёт выполнять свои технологические функции.
Замедление процесса "старения" эмульсий и
растворов СОЖ достигается своевременной корректировкой показателей их качества
(эксплуатационных свойств) на основе данных текущего контроля свойств. От
эксплуатационных свойств СОЖ, условий их применения и организации выполнения
необходимых мероприятий для поддержания показателей этих свойств в допустимых
пределах и рационального использования рабочей эмульсии зависит время, в
течении которого значения физико-химических и технологических характеристик
рабочих эмульсий не выходят за допустимые пределы - срок службы СОЖ на
конкретном предприятии.
1.4 Проблемы, возникающие в процессе
эксплуатации СОЖ
Проблемы при неправильной эксплуатации жидкости и
отсутствия контроля над основными физико-химическими показателями могут
возникать отклонения в качестве обрабатываемой поверхности (задиры, высокая
шероховатость и т.д.), антикоррозионной защите, износе и стойкости инструмента.
Изменение органолептических и гигиенических свойств
жидкости может проявляться возникновением сильного неприятного запаха
сероводорода, изменением цвета жидкости, появлением негативного воздействия на
оператора (раздражение кожи и слизистых оболочек).
Кроме того может наблюдаться расслоение и пенообразование
СОЖ, бактериальное поражение. Это также может быть обусловлено и рядом других
причин:
•слабые эмульгаторы и стабилизаторы СОЖ, вызывающие ее
разделение на отдельные слои;
•нехватка биоцидных компонентов в СОЖ, и как
следствие, рост бактерий и грибов, которые практически невозможно вывести из
системы.
Что будет, если не побороть эти явления:
•увеличение расходов на СОЖ;
•коррозия станков и отдельных узлов и механизмов;
•выход из строя фильтров и насосов для подачи СОЖ.
1.4.1 Старение масел
При эксплуатации машин и агрегатов смазочные масла
подвергаются старению. В результате этого процесса изменяются стандартные
показатели качества: температура вспышки, вязкость, кислотное число, плотность,
оптические свойства, т.е. физическое состояние и химический состав. Для
определения и прогнозирования ресурса необходимо знать механизм старения,
математическое описание и обоснованные допустимые значения показателей
качества. Масло при эксплуатации подвергается механическим, термоокислительным,
температурным и химическим воздействиям в присутствии контактирующих материалов
(металлы, полимеры, вода, воздух, кислоты), многие из которых ускоряют его
старение. Постоянно воздействующим фактором является тепловая (иногда
радиационная и электрическая) энергия, которая определяет статические процессы
старения. Механическая энергия возникает при дросселировании, сжатии и
разрежении, вибрациях, перемешивании в граничном слое, разделяющем поверхности
трения. Термоокислительные и температурные воздействия вызывают окисление и
деструкцию не только базовой основы масла, но и присадок. В результате внешних
воздействий происходит комплекс физико-химических изменений, которые можно
разделить на 3 группы [4]:
. Изменения физического характера - испарение
компонентов масла, накопление продуктов изнашивания и коррозии, растворение
газов, воды и компонентов эластомеров.
. Изменение количественного состава присадок за счет
температурной деструкции и образования сорбционных пленок на поверхностях
трения.
. Изменения химического характера - окисление
углеводородов базового масла, реакции гидролиза базового масла и присадок
вследствие присутствия воды и водных растворов.
Под воздействием высоких температур в присутствии
кислорода воздуха масла разлагаются, окисляются и полимеризуются. Кроме того,
на процесс старения оказывает влияние контактное окисление на поверхностях
трения. Механизм окисления масел исследовался Н.И. Черножуковым и С.Б. Крейном
[17-23]. Авторами установлено, что окисление масел происходит по двум
направлениям с образованием кислых и нейтральных продуктов [4, 19]. Кислые
продукты усиливают коррозию металлов и интенсифицируют коррозионно-механическое
изнашивание, а нейтральные - загрязняют масляную систему.
На основе анализа современных методов оценки
эксплуатационных свойств смазочно-охлаждающих жидкостей установлено, что они
изменяются в результате действия температурной деструкции, а также
механических, термоокислительных и химических процессов, протекающих в основном
на поверхностях трения и нагретых деталях. Основными из них являются
термоокислительные процессы и температурная деструкция, так как увеличение
механических воздействий приводит к росту температуры, которая ускоряет
химические реакции, окислительные процессы в целом и температурную деструкцию.
В этой связи в данной работе определены основные задачи по исследованию
процессов окисления и температурной деструкции масел и оценки влияния их
продуктов на противоизносные свойства.
1.5 Математическое описание процесса
окисления смазочно-охлаждающих жидкостей
Как было отмечено, процесс окисления протекает
многостадийно, поэтому некоторыми авторами [4, 7-11] кислотное число
принимается за основной показатель, характеризующий интенсивность окислительных
процессов и ресурс работоспособности смазочных масел. Цепная реакция
автоокисления значительно замедляется при наличии в маслах антиокислительных
присадок, роль которых сводится к её прерыванию и превращению активных
радикалов и гидроперекисей в стабильные продукты [4]. Математическое описание
процесса окисления масла из-за разнообразия химической структуры присадок и
различия характера их взаимодействия с поверхностью металлов и продуктами
окисления связано со значительными трудностями [12, 13]. Принято считать, что
большая часть процесса окисления углеводородов относится к химическим реакциям
первого порядка, описываемым кинематическим уравнением
i = ki ci, (1.1)
где ki - константа скорости реакции, ci
- концентрация вещества.
Решение этого уравнения приводит к зависимости
изменения концентрации от времени реакции
ci = c0i ekit. (1.2)
Обычно изменения концентрации i c компонентов
окисления оценивают одним интегральным критерием, например кислотным числом.
Кинематические кривые процесса окисления могут описываться уравнением
= y0 exn, (1.3)
где y0- начальное значение показателя;
x=kt; n - показатель степени (n=1, иногда 0…2,0). Время достижения одинаковых
величин показателя при разных скоро- стях реакции k определяется соотношением k1t1=k2t2.
Константу скорости процесса окисления k определяют по уравнению Арениуса
k = Ae -U/ RT,(1.4)
где A - постоянная, 1/с; U - энергия активации,
Дж/моль; R - универсальная газовая постоянная равная 8,313, Дж/(моль °С).
Постоянная A характеризует индивидуальные особенности нефтепродукта. Однако
формула (1.4) справедлива при умеренных (докритических) температурах испытания,
поэтому при описании процесса старения масла константа скорости химической
реакции k и энергия активации приобретают обобщенный характер, интегрально
отражая множество происходящих процессов. При форсировании температурного
режима испытания смазочного масла возможно изменение закономерности процесса
окисления начиная с некоторого времени tx. Это может быть вызвано
разложением антиокислительной присадки при высоких температурах или
образованием новых соединений, каталитически действующих на процесс окисления.
Поэтому ускоренные испытания масел обычно проводят при температуре не выше tx,
которую устанавливают экспериментально. Для учета процесса старения и
расходования органических присадок на формирование граничных защитных пленок на
поверхностях трения используют формулу [4]
= y1 ekt+ 2 y2 / (e mkt + e - mkt ), (1.5)
где y1 и y2 - исходная величина
кислотного числа базового масла и соответственно присадок; m - коэффициент; mk
- константа скорости расходования присадок; k - константа скорости окисления
базового масла. Принято считать, что закономерности старения масел имеют
одинаковый характер [4, 14, 15]. В начале работы двигателя на свежем масле
интенсивно возрастает концентрация механических примесей органического и неорганического
происхождения, кислотное число и одновременно снижается щелочность. По
истечению некоторого времени процесс стабилизируется в основном из-за работы
фильтров тонкой очистки масла и доливов свежего масла в процессе эксплуатации
двигателя [16]. Явление стабилизации не означает прекращения процесса
окисления, а характеризует протекание его с меньшей интенсивностью. Так,
срабатываемость щелочного запаса может быть описана уравнением первого порядка
= x0 e -kt, (1.6)
где x0- начальная концентрация присадки; x-
текущее значение концентрации присадки. При отсутствии угара и долива масла в
картер двигателя время срабатывания присадки t определяется выражением:
= k-1 ln(x0/x). (1.7)
Изменение концентрации присадки в масле с учетом
непрерывного угара и долива можно представить в виде выражения для допустимого
времени срабатывания присадки
 ,(1.8)
,(1.8)
где
Gm - масса масла; Qy,Qg - скорость
соответственно угара и долива мас- ла; xg - концентрация присадки в
доливаемом масле. Выражение 1.8 справедливо при условии
 .
.
Авторы [16] предлагают осуществлять доливы маслом,
обогащённым присадкой, которая рассчитывается по формуле:
 . (1.9)
. (1.9)
Использование уравнений (1.4), (1.6), (1.9) в практике
эксплуатации техники затруднено по причине необходимости определения скоростей
угара и долива, текущей концентрации присадки и скорости её срабатывания. Более
того, если учитывать влияние металлов, доливов и продуктов неполного сгорания
топлива на процессы старения масел, то проблема их аналитического описания
становится невозможной
Однако, несмотря на улучшения процесса протекания
механической обработки при применении СОЖ, имеется ряд негативных факторов.
Современные СОЖ представляют собой сложные многокомпонентные системы,
содержащие присадки различного назначения, причем некоторые из них могут быть
токсичными для рабочих [1, 2]. Отдельные химические соединения, не обладающие
выраженными токсичными свойствами, могут их приобретать в результате
взаимодействия или синергического эффекта различных химических составляющих
СОЖ, обрабатываемых и инструментальных материалов. Как уже говорилось ранее, в
процессе механической обработки поверхностей деталей из-за высоких температур
СОЖ может переходить в газообразное состояние, образуя при этом аэродисперсные
системы на основе аэрозолей СОЖ [4]. При этом современные СОЖ содержат
компоненты, имеющие малые температуры вспышки. Анализируя опыт развития
технологий, направленных на минимизацию использования СОЖ, можно выделить три
основных направления развития [3, 5]:
· развитие технических решений, позволяющих полностью
отказаться от СОЖ в процессе механической обработки;
· замена СОЖ на экологически чистые и безопасные для
человека и окружающей среды материалы;
· осуществление механической обработки с минимальной
подачей СОЖ.
Как показывает опыт западного машиностроения [3, 6],
по мере усиления законодательства и налоговых санкций, направленных на защиту
окружающей среды, подобные технологии, позволяющие минимизировать использование
СОЖ, становятся все более востребованными.
2. Объект и методы исследования
.1 Основные характеристики
исследуемых смазочно-охлаждающих жидкостей
Объектом исследования являлись образцы
смазочно-охлаждающих жидкостей трех различных марок:
1. Garia 601 M-22 фирмы Houghton Deutschland (Германия).
2. МР-3 фирмы ЗАО НПО «Промэкология» (Россия,
Омск) по ТУ 0258-082-23763315-2010.
. МР-7 фирмы ЗАО НПО «Промэкология» (Россия,
Омск) по ОСТ 38.01445-88 с изм. №1.
Серия Garia
- это целая линейка профессиональных современных средств от мирового лидера Houghton. Технологические продукты серии
представляют собой активные СОЖ на масляной основе. Активная среда средств Garia значительно повышает эффективность
их применения при самых тяжелых операциях, связанных с глубинным сверлением или
шлифованием труднодоступных участков и проходящих при низких скоростных
значениях. Продукция широко используется в ходе таких процессов как:
шевингование, сверление, хонингование, шлифование, резание.
СОЖ марки МР-7 - это смесь высококачественных
минеральных масел различной вязкости с высокоэффективными противозадирными,
антифрикционными и антикоррозионными присадками. Применяется при протягивании
углеродистых, легированных, нержавеющих и жаропрочных сталей на операциях
точения, фрезерования, сверления, нарезания резьбы, а так же на
станках-автоматах. Обеспечивает отличную износостойкость инструмента и высокое
качество обрабатываемых деталей, обладает хорошими смазывающими и
противозадирными свойствами и имеет высокие антикоррозионные характеристики.
Смазочно-охлаждающая жидкость марки МР-3 -
средневязкая масляная СОЖ активного типа, содержащая жировые добавки,
противоизносные, противозадирные и антикоррозионные присадки. Не содержит хлор
и азот. Используется в качестве СОЖ при обработке резанием легированных и
нержавеющих сталей и сплавов на операциях сверления, глубокого сверления
отверстий диаметром до 300 мм, растачивания, резьбы и зубошлифования.
Увеличивает стойкость режущего инструмента и снижает шероховатость
обрабатываемой поверхности; хорошо транспортирует стружку из зоны резания.
2.2 Методы исследования и средства
измерения
В исследовании применяли химико-аналитические методы,
для чего использовали следующие средства измерений: 1) термостат жидкостный (с
механической мешалкой) для исследования нефтепродуктов мод. ВИС-Т-08-4 ООО
Термэкс (Россия); 2) спектрометр рентгенофлуоресцентный мод. Спектроскан S НПО Спектрон (Россия); 3)
лабораторные аналитические весы I класса точности мод. Ohaus Pioneer PA-214C
фирмы Ohaus (США); 4) ареометр стеклянный для
нефти мод. АН ОАО Стеклоприбор (Украина); 5) вискозиметр Штабингера SVM
3000 фирмы Anton Paar GMBH (Австрия).
Методики химико-аналитических исследований
предусматривали термостатирование СОЖ при температурах 20, 30, 50, 75 и 95 °С в
течение 8 часов. Далее, термостатирование при 95 °С в течение 200 часов. Для
этого пробу СОЖ объёмом 200 мл заливали в термостойкий стакан и устанавливали в
термостат, заполненный силиконовым маслом марки ПМС-100 по ГОСТ 13032-77.
Термостатирование осуществляли при атмосферном давлении и перемешивании СОЖ
механической мешалкой, вращающейся с частотой 300 мин-1. Температуру
во время испытания устанавливали дискретно и поддерживали постоянной
автоматически с помощью терморегулятора.
Перед нагревом и после пробы СОЖ взвешивали и
рассчитывали испаряемость жидкостей. Затем отбирали пробы для определения
вязкости, плотности, кислотного числа, содержания серы и коэффициента
пропускания.
2.2.1 Методика определения плотности
и вязкости образцов
Определение плотности и вязкости производилось с
помощью вискозиметра Штабингера SVM3000 (фирма Anton Paar GMBH). Определение
кинематической вязкости нефтепродуктов проводится в соответствии с ГОСТом
33-2000 (ISO 3104-94). Основа метода - измерение времени истечения
определенного объема жидкости под действием силы тяжести через калиброванный
стеклянный капиллярный вискозиметр. ГОСТ. Этот же ГОСТ предусматривает и
вычисление по полученным результатам динамической вязкости. Технические характеристики
прибора приведены ниже (табл. 2.1)
Таблица 2.1 - Технические характеристики вискозиметра
Штабингера
|
Диапазон измерения
|
динамическая вязкость, мПа*с
|
0,2...104
|
|
кинематическая вязкость, мм2/с
|
0,2...104
|
|
плотность, кг/м3
|
650...2000
|
|
Предел допускаемой относительной погрешности измерения
|
вязкость, %
|
±0,35
|
|
Пределы допускаемой абсолютной погрешности измерения
|
плотность, кг/м3
|
±0,5
|
|
температура, °C
|
±0,02
|
|
Диапазон рабочих температур, °C
|
0...100 (от -40...100 при подключении дополнительного охладителя)
|
|
Объем образца (только для измерения динамической вязкости),
мл, не менее
|
1,5
|
|
Объем образца, мл, не менее
|
3,0
|
2.2.2 Определение содержания серы
Для определения содержания серы в образцах был
использован анализатор рентгеновский энергодисперсионный серы в нефти и
нефтепродуктах «СПЕКТРОСКАН S» в соответствии с ГОСТ Р 51947-2002, ASTM D
4294-98. Метод определения основан на энергодисперсионном канале со
спектральными фильтрами и пропорциальным датчиком.
Нижний предел обнаружения серы составляет 5 ppm
(мг/кг). Нижний предел количественного определения серы 0.002%. Аппаратурная
погрешность анализатора не превышает 0,5 относительных процентов. На измерение
двух параллельных проб (1 образец) требуется от 2 минут, при этом время
экспозиции одной пробы составляет от 10 до 100 секунд.
2.2.3 Техническое средство для
термостатирования образцов
Термостатирование образцов СОЖ производилось с помощью
термостата жидкостного (с механической мешалкой) для исследования
нефтепродуктов мод. ВИС-Т-08-4 ООО Термэкс (Россия); Данная модель
предназначена для поддержания заданной температуры при проведении измерений
вязкости нефтепродуктов с помощью стеклянных вискозиметров в соответствии с
ГОСТ Р 53708, ГОСТ 33, ASTM D445, IP 71, ISO 3104 и DIN 51366. Диапазон
регулирования температуры ВИС-Т-08-4 от +20 до +100 °С.
Нестабильность поддержания установленной температуры
±0.01 °С.
2.2.4 Определение кислотного числа
Определение кислотного числа производилось по ГОСТ
5985-79. Нефтепродукты. Метод определения кислотности и кислотного числа.
Сущность метода заключается в титровании кислых
соединений испытуемого продукта спиртовым раствором гидроокиси калия в
присутствии цветного индикатора и определении для масел и смазок кислотного
числа, выраженного в мг KOH/г.
 (2.1)
(2.1)
где  объем 0,05 моль/дм^3 спиртового раствора гидроокиси калия,
израсходованного на титрование, см^3,
объем 0,05 моль/дм^3 спиртового раствора гидроокиси калия,
израсходованного на титрование, см^3,
 титр 0,05 моль/дм^3 спиртового
раствора гидроокиси калия, мг/см^3,
титр 0,05 моль/дм^3 спиртового
раствора гидроокиси калия, мг/см^3,
 масса пробы, г.
масса пробы, г.
2.2.5 Расчет индекса вязкости
Расчет проводится согласно ГОСТ 25371-97.
Нефтепродукты. Расчет индекса вязкости по кинематической вязкости.
 (2.2)
(2.2)
где  кинематическая вязкость при 40 °С нефтепродукта, индекс
вязкости которого требуется определить, мм2/с,
кинематическая вязкость при 40 °С нефтепродукта, индекс
вязкости которого требуется определить, мм2/с,
 - кинематическая вязкость при 40 °С
нефтепродукта с индексом вязкости 0, обладающего той же кинематической
вязкостью при 100 °С, что и испытуемый нефтепродукт, мм2/с,
- кинематическая вязкость при 40 °С
нефтепродукта с индексом вязкости 0, обладающего той же кинематической
вязкостью при 100 °С, что и испытуемый нефтепродукт, мм2/с,
 (2.3)
(2.3)
где  кинематическая вязкость при 40 °С нефтепродукта с индексом
вязкости 100, обладающего той же кинематической вязкостью при 100 °С, что и
испытуемый нефтепродукт, мм2/с.
кинематическая вязкость при 40 °С нефтепродукта с индексом
вязкости 100, обладающего той же кинематической вязкостью при 100 °С, что и
испытуемый нефтепродукт, мм2/с.
2.2.6 Определение термоокислительной
стабильности
Способ определения термоокислительной стабильности
товарных смазочных материалов заключается в том, что пробу масла постоянного
объема нагревают до температуры в зависимости от базовой основы и перемешивают
с воздухом с помощью механического устройства. Температура масла в процессе
испытания поддерживается постоянной (± 1 °С). Через равные промежутки времени
отбирают пробу термостатированного масла для фотометрирования и определения
коэффициента поглощения светового потока Kп и вязкости µ. Испытание
прекращают по достижению коэффициентом Kп значений, приблизительно
равных 0,75-0,8 ед. По полученным результатам анализа определяют коэффициент
термоокислительной стабильности ТОС пμ0 μисх K = K /, (1.17) где Kп - коэффициент
поглощения светового потока окисленного масла за время испытания; µо и µисх. -
соответственно вязкость окислительного и исходного смазочного масла, сСт. По
полученным значениям строят графическую зависимость коэффициента
термоокислительной стабильности от коэффициента поглощения светового потока Kп,
которая имеет два линейных участка с точкой перегиба. На первом участке при
небольших значениях коэффициентов Ктос и Kп происходят
процессы окисления с образованием промежуточных продуктов (перекиси
углеводородов). Второй участок зависимости Ктос=f(Kп)
после точки перегиба характеризуется более интенсивным увеличением коэффициента
Kтос за счёт образования конечных продуктов (гидроперекиси) и более
интенсивного 39 увеличения вязкости. В этой связи для оценки термоокислительной
стабильности смазочных масел предложено три показателя. Тангенс угла наклона
зависимости Kтос=f(Kп) к оси абсцисс до точки перегиба
определяет скорость образования промежуточных продуктов окисления, а тангенс
угла наклона зависимости Kтос=f(Kп) после точки перегиба
- скорость образования конечных продуктов окисления и влияние их на увеличение
вязкости испытуемого масла. Значение коэффициента Kп при продлении
зависимости Kтос=f(Kп) после точки перегиба определяет
начало образования конечных продуктов окисления. Данный метод позволяет
усовершенствовать систему классификации смазочных масел по группам
эксплуатационных свойств и определить их потенциальный ресурс.
3. Экспериментально-практическая
часть
Объектом исследования в рамках данной научной работы
являются образцы смазочно-охлаждающих жидкостей трех фирм производителей:
1. Garia 601 M-22 фирмы Houghton Deutschland (Германия);
2. МР-3 фирмы ЗАО НПО «Промэкология» (Россия,
Омск);
. МР-7 фирмы ЗАО НПО «Промэкология» (Россия,
Омск).
В исследовании применяли химико-аналитические методы с
целью изучения процесса окисления смазочно-охлаждающих жидкостей при длительной
эксплуатации.
На первом этапе, методики химико-аналитических
исследований предусматривали термостатирование СОЖ при температурах 20, 30, 50,
75 и 95°С в течение 8 часов. Для этого пробу СОЖ объёмом 200 мл заливали в
термостойкий стакан и устанавливали в термостат, заполненный силиконовым маслом
марки ПМС-100 по ГОСТ 13032-77. Термостатирование осуществляли при атмосферном
давлении и перемешивании СОЖ механической мешалкой, вращающейся с частотой 300
мин-1. Температуру во время испытания устанавливали дискретно и
поддерживали постоянной автоматически с помощью терморегулятора.
Перед нагревом и после пробы СОЖ взвешивали и
рассчитывали испаряемость жидкостей. Затем отбирали пробы для определения
вязкости, плотности, кислотного числа, содержания серы и коэффициента
пропускания.
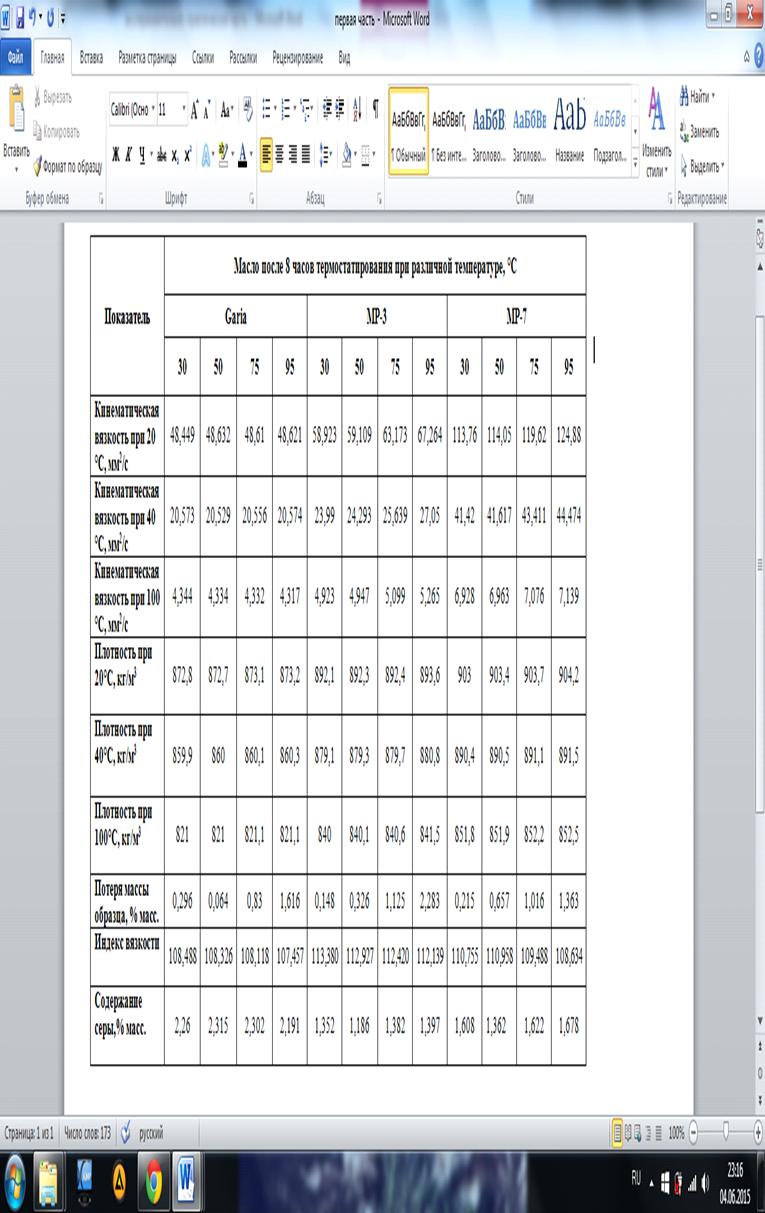
После первого этапа исследования, т. е.
термостатирования предоставленных образцов СОЖ в течение 8 часов при различных
температурах, при их исследовании были получены следующие результаты (таблица
3.1):
По полученным результатам анализа были получены
следующие зависимости и оформлены графически.
Результаты исследования показали, что с увеличением
температуры термостатирования в диапазоне 20…95 °С:
. Кинематическая вязкость СОЖ марки М-22
постоянна, а СОЖ марок МР-3 и МР-7 увеличивается на 17,6 и 10,3%
соответственно. При этом заметное увеличение вязкости СОЖ начинается после 60
°С, что происходит в результате полимеризации жидкостей (рисунок 3.1).
. Все три марки СОЖ подвергаются испарению,
которое при температуре 95 °С достигает максимума и составляет для СОЖ марок
М-22 - 1,62; МР-3 - 2,28 и МР-7 - 1,36 % (масс.) (рисунок 3.3).
. Плотность СОЖ марки М-22 постоянна, а марок
МР-3 и МР-7 слабо увеличивается на 0,17 и 0,13 % соответственно.
. Содержание серы у всех трёх марок СОЖ практически
не изменяется.
. Кислотное число СОЖ марки М-22 постоянно, а
марок МР-3 и МР-7 увеличивается в результате окисления на 16,2 и 31,6 %
соответственно (рисунок 3.2).
Рисунок 3. 1 - Зависимость кинематической вязкости от
температуры термостатирования
Рисунок 3.2 - Зависимость индекса вязкости от
температуры термостатирования
Рисунок 3.3 - Зависимость испаряемости от температуры
термостатирования
При использовании метода оптической спектроскопии
определяли спектры пропускания масляных СОЖ тех же марок. Измерения проводили
спектрофотометрами в диапазоне длин волн λ=350-1750 нм с разрешением 0,5 нм. Пробы СОЖ
заливали в прямоугольные кюветы, изготовленные из стекла марки К10, с длиной
оптического пути 10 мм и объёмом заполнения 3 мл.
Полученные спектры пропускания трёх марок СОЖ имеют
идентичный вид (рис. 2). Для анализа этих спектров были взяты три полосы
поглощения на длинах волн λ=916, 1200, 1385 нм. Из них наиболее
информативной оказалась длина волны λ=916 нм, относящаяся к третьему и
четвёртому обертонам валентных колебаний атомов метиленовых (-СН2) и
метильных (-СН3) групп [4].

Рисунок 3.4 - Спектры пропускания исследуемых СОЖ
Из зависимости, полученной на длине волны λ=916 нм следует, что с увеличением
температуры термостатирования в диапазоне 20…95 °С (рис. 3.4):
. Коэффициент пропускания Т СОЖ марки М-22 не
изменяется.
.Термостатирование СОЖ марок МР-3 и МР-7 при
температуре 30 °С вызывает увеличение коэффициента пропускания Т, а при
дальнейшем росте температуры термостатирования - его уменьшение. Это
объясняется тем, что в этих жидкостях изначально имелись коллоидные частицы и
гидроксильная группа -ОН (вода), хорошо поглощающая свет на длине волны λ=970 нм. Термостатирование этих жидкостей
при температуре 50 °С вызвало выпадение коллоидных частиц в осадок, что при
дальнейшем росте температуры привело к уменьшению коэффициента пропускания.
Таким образом, выполненное исследование показало, что
из указанных жидкостей СОЖ марки М-22 обладает наибольшей стабильностью против
окисления, а, соответственно, и большим эксплуатационным ресурсом. Наиболее
точно и оперативно это можно установить с помощью метода оптической
спектроскопии.
После термостатирования при 95°С в течение 200 часов и
дальнейшем анализе полученных проб, были получены следующие результаты, которые
были сведены в одну таблицу (таблица 3.1).
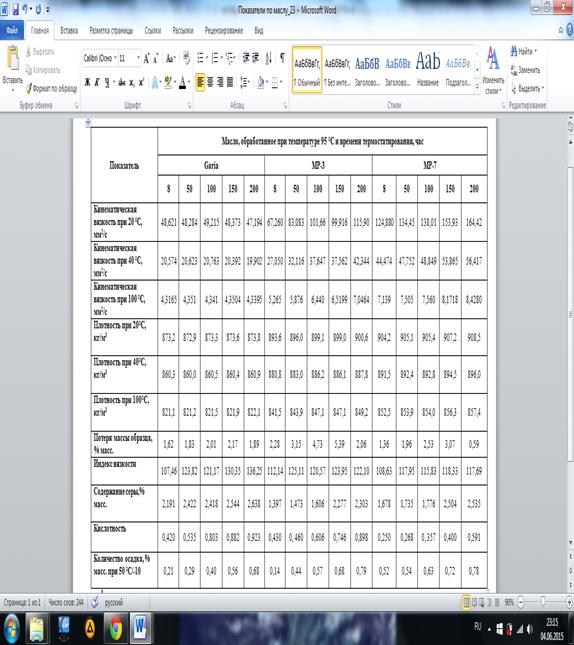
Рисунок 3.5 - Зависимость кинематической вязкости от
времени термостатирования

Рисунок 3.6 - Зависимость кислотности от времени
термостатирования
На графиках показано изменение вязкости и кислотности
в течение времени термостатирования 3-х образцов СОЖ. С течением времени
кислотное число и вязкость образцов возрастают, как известно из литературы, при
эксплуатации СОЖ окисляются кислородом воздуха с образованием новых продуктов,
таких как пероксиды, гидропероксиды, кислоты, спирты, смолы и др. Которые, в
свою очередь, накапливаясь, и изменяют цвет, внешний вид, вязкость и кислотное
число.
Рисунок 3.7 - Зависимость индекса вязкости от времени
термостатирования
На рисунке 3.7 показана зависимость изменения индекса
вязкости 3-х образцов СОЖ в течении 200 часов термостатирования про 95⁰С. Индекс вязкости с течением времени
незначительно возрастает у всех образцов, из чего можно сделать вывод о том,
что с течением времени эксплуатации СОЖ их вязкость будет немного сильнее
зависеть от изменения температуры, нежели в начале использования.
Рисунок 3.8 - Зависимость плотности при 20 °С от
времени термостатирования
Плотность характеризует концентрацию этиленгликоля и
присадок, используемых в СОЖ. Плотность изменятся незначительно, но возрастает,
это говорит о том, что концентрация присадок возрастает, за счет потери массы
образцов (испаряемости), а этиленгликоля - не изменяется, потому что он не
образуется при окислении СОЖ кислородом воздуха при 95⁰С, для этого нужны другие условия.
Рисунок 3.9 - Зависимость количества осадка от времени
термостатирования
Рисунок 3.10 - Зависимость содержания серы от времени
термостатирования
В процессе эксплуатации СОЖ окисляются, образуя
продукты окисления, часть которых растворяется в смазочно-охлаждающей жидкости,
а другая часть выпадает в осадок. На графике показано, что чем больше СОЖ
эксплуатируется, тем больше окисляется, следовательно, количество осадка
возрастает.
Результаты проведенной работы характеризуют различную
сопротивляемость масел температурным воздействиям при их окислении и
температурной деструкции. На основании показателей, характеризующих
термоокислительную стабильность смазочно-охлаждающих жидкостей, можно сделать
вывод, что СОЖ фирмы Houghton Deutschland
является более стабильной и менее подвержена температурной деструкции, чем СОЖ
отечественного производителя, а, следовательно, имеет больший эксплуатационный
ресурс.
4. Финансовый менеджмент
Предпроектный анализ
Смазочно-охлаждающие технологические средства (СОТС),
подавляющее большинство которых составляют смазочно-охлаждающие жидкости (СОЖ),
являются неотъемлемым элементом технологических процессов современных
металлообрабатывающих производств. Правильный выбор СОЖ позволяет существенно
снизить экономические затраты на производство за счет увеличения
производительности обработки, улучшения качества продукции, повышения стойкости
инструментов, уменьшения энергозатрат на механическую обработку, а также
повысить безопасность технологических процессов.
В данной работе проводилось исследование трех образцов
смазочно- охлаждающих жидкостей различных марок.
Целью планирования НИР является обеспечение
рационального ведения научно-исследовательской работы, ее четкой организации и
правильной расстановки кадров.
Любую научно-исследовательскую работу можно разделить
на три этапа:
) подготовительный;
) экспериментальный;
) заключительный.
Каждый этап разработки связан с определенными
трудовыми затратами на его выполнение. Уровень трудовых затрат определяет трудоемкость
НИР.
Потенциальные потребители результатов
исследования
Потенциальными потребителями результатов НИР являются
металлообрабатывающие предприятия, металлургические заводы, НИПИ.
Отрасль применения: металлургия.
Основными сегментами данного рынка являются крупные и
мелкие компании металлообработки.
Анализ конкурентных технических
решений с позиции ресурсоэффективности и ресурсосбережения
Анализ конкурентных технических решений с позиции
ресурсоэффективности и ресурсосбережения позволяет провести оценку
сравнительной эффективности научной разработки и определить направления для ее
будущего повышения. Для этого составлена оценочная карта, приведенная в таблице
4.1.
Таблица 4.1 - Оценочная карта для сравнения
конкурентных технических разработок
|
Критерии оценки
|
Вес критерия
|
Баллы
|
Конкуренто-способность
|
|
|
|
     
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
|
Технические критерии оценки ресурсоэффективности
|
|
|
1 Повышение производительности труда пользователя
|
0,18
|
4
|
2
|
3
|
0,72
|
0,36
|
0,52
|
|
|
2 Удобство в эксплуатации (соответствует требованиям
потребителей)
|
0,14
|
5
|
4
|
0,70
|
0,42
|
0,56
|
|
|
3 Энергоэкономичность
|
0,07
|
4
|
4
|
2
|
0,28
|
0,28
|
0,14
|
|
|
Экономические критерии оценки эффективности
|
|
1 Конкурентоспособность продукта
|
0,09
|
5
|
3
|
3
|
0,45
|
0,24
|
0,24
|
|
2 Уровень проникновения на рынок
|
0,06
|
3
|
5
|
5
|
0,18
|
0,30
|
0,30
|
|
3 Цена
|
0,07
|
5
|
3
|
4
|
0,35
|
0,21
|
0,28
|
|
4 Предполагаемый срок эксплуатации
|
0,08
|
4
|
3
|
3
|
0,32
|
0,24
|
0,24
|
|
6 Финансирование научной разработки
|
0,04
|
4
|
4
|
5
|
0,16
|
0,16
|
0,20
|
|
7 Срок выхода на рынок
|
0,03
|
5
|
3
|
3
|
0,15
|
0,12
|
0,12
|
|
8 Финансирование научной разработки
|
0,05
|
4
|
3
|
5
|
0,20
|
0,15
|
0,25
|
|
Итого
|
1
|
58
|
47
|
51
|
4,46
|
3,38
|
3,75
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализ конкурентных технических решений определяется
по формуле:
 ,
,
где К - конкурентоспособность научной разработки или
конкурента; Bi - вес показателя (в долях единицы);
Бi - балл i-го показателя.
Таким образом, конкурентоспособность разработки
составила 4,46, в то время как двух других аналогов 3,38 и 3,75 соответственно.
Результаты показывают, что данная научно-исследовательская разработка является
конкурентоспособной и имеет преимущества по таким показателям, как удобство в
эксплуатации, надежность, цена, предполагаемый срок эксплуатации.
SWOT-анализ- Strengths (сильные стороны),
Weaknesses (слабые стороны), Opportunities (возможности) и Threats (угрозы) -
представляет собой комплексный анализ научно-исследовательского проекта.
SWOT-анализ применяют для исследования внешней и внутренней среды проекта.
Таблица 4.2 - Матрица SWOT
|
Сильные стороны научно-исследовательского проекта: С1. Заявленная экономичность и
надежность технологии С2. Более низкая стоимость производства по сравнению с
другими технологиями. С3. Более низкая стоимость производства по сравнению с
другими технологиями.
|
Слабые стороны научно-исследовательского проекта: Сл1. Большое количество конкурентов
Сл2. Отсутствие у потенциальных потребителей квалифицированных кадров по
работе с научной разработкой
|
|
Возможности: В1. Использование инновационной инфраструктуры ТПУ В2.
Повышение стоимости конкурентных разработок В4. Переход нефтехимической
отрасли на ресурсосберегающие технологии В4. Появление дополнительного спроса
на новый продукт
|
1. Исследование окисляемости смазочно-охлаждающих жидкостей
позволяет вывести определенные закономерности, которые улучшают качество
металлообработки.
|
1. Повышение квалификации кадров 2. Привлечение новых
заказчиков
|
|
Угрозы: У1. Отсутствие спроса на новые технологии производства У2.
Развитая конкуренция технологий производства У3. Переход на альтернативное
топливо У4. Исчерпание природных ресурсов
|
1. Продвижение новой технологии с целью появления спроса 2.
Применение технологии к альтернативным источникам
|
1. Данные результаты НИР, можно применять и для других
нефтепродуктов, что дает большое пространство для дальнейших исследований.
|
Оценка готовности проекта к
коммерциализации
На какой бы стадии жизненного цикла не находилась
научная разработка полезно оценить степень ее готовности к коммерциализации и
выяснить уровень собственных знаний для ее проведения (или завершения). На
таблице 19 показано оценки степени готовности научного проекта к
коммерциализации.
Таблица 4.3 - Оценки степени готовности научного
проекта к коммерциализации
|
Наименование
|
Степень проработанности научного проекта
|
Уровень имеющихся знаний у разработчика
|
|
Определен имеющийся научно-технический задел
|
4
|
4
|
|
Определены перспективные направления коммерциализации
научно-технического задела
|
5
|
4
|
|
Определены отрасли и технологии (товары, услуги) для
предложения на рынке
|
5
|
4
|
|
Определена товарная форма научно-технического задела для
представления на рынок
|
4
|
3
|
|
Определены авторы и осуществлена охрана их прав
|
5
|
4
|
|
Проведена оценка стоимости интеллектуальной собственности
|
5
|
4
|
|
Проведены маркетинговые исследования рынков сбыта
|
5
|
4
|
|
Разработан бизнес-план коммерциализации научной разработки
|
5
|
4
|
|
Определены пути продвижения научной разработки на рынок
|
5
|
4
|
|
Разработана стратегия (форма) реализации научной разработки
|
5
|
4
|
|
Проработаны вопросы международного сотрудничества и выхода
на зарубежный рынок
|
4
|
4
|
|
Проработаны вопросы использования услуг инфраструктуры
поддержки, получения льгот
|
4
|
4
|
|
Проработаны вопросы финансирования коммерциализации научной
разработки
|
4
|
4
|
|
Имеется команда для коммерциализации научной разработки
|
5
|
5
|
|
Проработан механизм реализации научного проекта
|
4
|
3
|
|
ИТОГО БАЛЛОВ
|
69
|
59
|
Оценка готовности научного проекта к коммерциализации
(или уровень имеющихся знаний у разработчика) определяется по формуле:
 , (9)
, (9)
где Бсум - суммарное количество баллов по
каждому направлению; Бi
- балл по i-му показателю.
Значение Бсум позволяет говорить о мере
готовности научной разработки и ее разработчика к коммерциализации. Разработка
считается перспективной так как значение и знания разработчика достаточными для
успешной ее коммерциализации.
Расчет затрат на НИР
Трудоемкость выполнения НИОКР оценивается экспертным
путем в человеко-днях и носит вероятностный характер, т.к. зависит от множества
трудно учитываемых факторов. Для определения ожидаемого (среднего) значения
трудоемкости работ 1оя используется следующая формула:
 ,
чел.-дн.,
,
чел.-дн.,
где tожi- ожидаемая трудоемкость выполнения i-ой работы чел.-дн.;
tmini - минимально возможная трудоемкость
выполнения заданной i-ой работы
(оптимистическая оценка), чел.-дн.;
tmaxi - максимально возможная трудоемкость
выполнения заданной i-ой работы
(пессимистическая оценка), чел.-дн.
Исходя из ожидаемой трудоемкости работ, определяется
продолжительность каждой работы в рабочих днях Тр, учитывающая
параллельность выполнения работ несколькими исполнителями. Такое вычисление
необходимо для обоснованного расчета заработной платы, так как удельный вес
зарплаты в общей сметной стоимости научных исследований составляет около 65 %.
 ,
,
где Tpi - продолжительность одной работы, раб.дн.;
tожi - ожидаемая трудоемкость выполнения одной работы, чел.-дн.:
Ч i-
численность исполнителей, выполняющих одновременно одну и ту же работу на
данном этапе, чел.
Удельное значение каждой работы в общей
продолжительности работ:
 ,
,
где
Уi- удельное значение каждой работы в %;
Tpi -
продолжительность одной работы, раб.дн.;
Тр-
суммарная продолжительность темы, раб.дн.
Разработка
календарного плана работ
В данном случае наиболее удобным является построение
ленточного графика проведения НИР в форме диаграмм Ганга.
Для построения календарного план-графика, длительность
этапов в рабочих днях переводится в календарные дни и рассчитывается по
следующей формуле:
 ,
кал.дн.,
,
кал.дн.,
где
TKi - продолжительность выполнения одной работы в
календарных днях;
Трi- продолжительность одной
работы в рабочих днях;
k -
коэффициенткалендарности, предназначенный для перевода рабочего времени в
календарное.
Коэффициент
календарности рассчитывается по формуле:
 ,
,
где
Ткг - количество календарных дней в году;
Твд
- количество выходных дней в году;
Тпд
- количество праздничных дней в году.
Следует
учесть, что расчетную величину продолжительности работ Тк нужно
округлить до целых чисел. Расчетные данные сводим в табл.1, на основании
которой можно построить календарный план-график.
Календарный
план-график в виде диаграммы Ганта
Диаграмма
Ганта - горизонтальный ленточный график, на котором работы по теме
представляются протяженными во времени отрезками, характеризующимися датами
начала и окончания выполнения данных работ.
График
строится с разбивкой по месяцам и декадам (10 дней) за период времени дипломирования.
При этом работы на графике выделяются различной штриховкой в зависимости от
исполнителей, ответственных за ту или иную работу.
Таблица
4.4 - Календарный план-график проведения НИР по теме
|
Название
|
Время, дни
|
Дата начала работ
|
Дата окончания работ
|
Состав участников
|
|
Изучение литературы, составление литературного обзора
|
45
|
15.01
|
12.03
|
Семенцова Мария Александровна, Кривцова Надежда Игоревна
|
|
Эксперимент
|
10
|
10.01
|
05.04
|
Семенцова Мария Александровна, Кривцова Надежда Игоревна
|
|
Обсуждение полученных результатов
|
10
|
05.04
|
20.04
|
Семенцова Мария Александровна, Кривцова Надежда Игоревна
|
|
Оформление выводов
|
20
|
05.04
|
25.04
|
Семенцова Мария Александровна, Кривцова Надежда Игоревна
|
|
Оформление пояснительной записки
|
45
|
15.04
|
31.05
|
Семенцова Мария Александровна, Кривцова Надежда Игоревна
|
|
Итого:
|
130
|
15.01
|
31.05
|
|
Таблица 4.5 - Календарный план-график проведения НИОКР
по теме
|
Вид работ
|
Исполнители
|
Тк, кал,дн.
|
Продолжительность выполнения работ
|
|
|
|
янв
|
февр
|
март
|
апрель
|
май
|
|
|
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
|
Изучение литературы, составление литературного обзора
|
Магистрант, руководитель
|
45
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Эксперимент
|
Магистрант, руководитель
|
15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обсуждение полученных результатов
|
Магистрант, руководитель
|
11
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оформление выводов
|
Магистрант, руководитель
|
20
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оформление пояснительной записки
|
Магистрант, руководитель
|
45
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определение плановой себестоимости
проведения НИР. Состав затрат, включаемых в себестоимость НИР.
На данном этапе проводится определение затрат на выполнение
НИР. Калькуляция затрат является основным документом, на основании которого
осуществляется планирование и учет затрат на научные исследования.
Калькуляция плановой себестоимости проведения НИР
составляется по следующим статьям затрат:
1. Материалы.
. Затраты на оплату труда работников,
непосредственно участвующих в НИОКР.
. Уплата страхового взноса.
. Прочие прямые расходы.
. Накладные расходы.
Статьи 1-4 относятся к прямым затратам, величину
прямых затрат, как правило, следует определять прямым счетом, это затраты,
связанные непосредственно с выполнением конкретной НИОКР, остальные затраты
рассчитываются косвенным способом, это затраты на содержание аппарата
управления, общетехнических и общехозяйственных служб, они объединяются в
статье «Накладные расходы».
Стоимость материалов формируется исходя из цены их
приобретения и платы за транспортировку, осуществляемую сторонними
организациями. В том случае, если расходы, связанные с доставкой материальных
ресурсов для конкретной НИОКР, незначительны, то их можно опустить. Расчет
затрат на материалы производится по форме приведенной в таблице 4.6
Таблица 4.6 - Материалы, комплектующие изделия и
покупные полуфабрикаты
|
Наименование
|
Марка, размер
|
Количество
|
Цена за единицу, руб.
|
Сумма, руб.
|
|
Термостат
|
ВИС-Т-09-4
<#"862770.files/image038.gif">
где
Зосн - основная заработная плата работника; Тр-
продолжительность работ, выполняемых научно-техническим работником, раб. дн.; Здн-
среднедневная заработная плата работника, руб.
Среднедневная
заработная плата рассчитывается по формуле:

где Зм - месячный должностной оклад
работника, руб.; М - количество месяцев работы без отпуска в течение года: при
отпуске в 24 раб.дня за полгода М =4,7 месяца, 5-дневная неделя; Fд - действительный годовой фонд рабочего времени
научно-технического персонала, раб. дн.
Таблица 4.8- Баланс рабочего времени
|
Показатели рабочего времени
|
Руководитель
|
Магистрант
|
|
Календарное число дней
|
126
|
126
|
|
Количество нерабочих дней -выходные дни -праздничные дни
|
36 5
|
36 5
|
|
Потери рабочего времени -отпуск -невыходы по болезни
|
24
|
-
|
|
Действительный годовой фонд рабочего времени
|
61
|
85
|
Месячный должностной оклад работника:
 , ,
где
Зб - базовый оклад, руб.; kр - районный коэффициент, равный 1,3 (для Томска).
Таблица
4.9 - Расчёт основной заработной платы
|
Зб, руб.
|
kр
|
Зм, руб.
|
Здн, руб.
|
Трраб. дн.
|
Зосн,руб.
|
|
Руководитель
|
23264,86
|
1,3
|
30244,32
|
2330,30
|
61
|
142148,30
|
|
Студент
|
2416,70
|
-
|
-
|
-
|
85
|
12083,50
|
Ниже приведен расчет по статье «Отчисления во
внебюджетные фонды», то есть отчисления в пенсионный фонд, фонд обязательного
медицинского страхования и пр.

где
kвнеб -
коэффициент отчислений на уплату во внебюджетные фонды равный 30,5%.
Таблица
4.10 - Отчисления на социальные нужды
|
Руководитель
|
Магистрант
|
|
Зарплата
|
142148,30
|
12083,50
|
|
Отчисления на соц. нужды
|
43355,23
|
-
|
Дополнительная заработная платавключает оплату за
непроработанное время (очередной и учебный отпуск, выполнение государственных
обязанностей, выплата вознаграждений за выслугу лег и т.п.) и рассчитывается
исходя из 10-15% от основной заработной платы, работников, непосредственно
участвующих в выполнение темы:
Здоп = к доп · З осн
где Здоп - дополнительная заработная плата,
руб.;
кдоп - коэффициент дополнительной зарплаты;
Зосн - основная заработная плата, руб.
В табл. 7 приведен расчёт основной и дополнительной
заработной платы.
Таблица 4.11 - Заработная плата исполнителей НИОКР
|
Заработная плата
|
Руководитель
|
|
Основная зарплата
|
154231,8
|
|
Дополнительная зарплата(15% выслуга)
|
23134.77
|
|
Итого по статье Сзп
|
177366,57
|
Накладные расходы
В данную статью входят расходы на содержание аппарата
управления и общехозяйственных (общеуниверситетских) служб, которые в равной
степени относятся ко всем выполняемым НИОКР. По этой статье учитываются оплата
труда административно-управленческого персонала, содержание зданий, оргтехники
и хоз. инвентаря, амортизация имущества, расходы по охране труда и подготовке
кадров.
Накладные расходы лаборатории 2 корпуса НИ ТПУ
составляют 25-35% от суммы основной и дополнительной заработной платы,
работников, непосредственно участвующих в выполнение темы. Расчет накладных
расходов ведется по следующей формуле;
С накл = к накл · (З осн
+ З доп),
где к накл - коэффициент накладных
расходов.
С накл = 33% · 177366,57=58530,97
Таблица 4.12 - Калькуляции плановой себестоимости НИР
|
Наименование статей затрат
|
Сумма, руб.
|
|
1. Материалы
|
1107462,88
|
|
2. Затраты на оплату труда работников, непосредственно
занятых созданием НИОКР
|
154231,8
|
|
3. Страховой взнос
|
43355,23
|
|
4. Электроэнергия
|
1067,88
|
|
5. Накладные расходы
|
58530,97
|
|
Итого себестоимость НИР
|
1364648,76
|
Оценка научно-технического уровня НИР
Для итоговой оценки результатов НИР определяется научно-технический
уровень объекта исследования. Оценка научно-технического уровня НИР проводится
балльно-индексным методом. Балльная оценка заключается в том, что каждому
фактору по принятой шкале присваивается определенное количество баллов.
Обобщенная оценка НТУ рассчитывается по формуле:
где КНУ - показатель научно-технического
уровня:
n - количество факторов;
КДУi - коэффициент значимости i-гo фактора;
di- значимость i-гo фактора.
По каждому из факторов экспертным путем
устанавливаются численные значения коэффициента значимости, и проставляется
балльная оценка.
Таблица 4.13− Оценка научно - технического
уровня разработки.
|
Показатели
|
Значимость показателя
|
Достигнутый уровень
|
Значение i-го
фактора
|
|
di
|
КДУi
|
КДУi* di
|
|
1. Новизна полученных или предполагаемых результатов
|
0,3
|
0,3
|
0,9
|
|
2. Перспективность использования результатов
|
0,4
|
0,3
|
0,12
|
|
3. Завершенность полученных результатов
|
0,2
|
0,7
|
0,14
|
|
4. Масштаб возможной реализации полученных результатов
|
0,1
|
0,1
|
0,01
|
|
Результативность
|
КНУ=
|
Σ=1,17
|
Значение коэффициента научно-технического уровня
достаточно высок, что подтверждает экономическую эффективность деятельности.
Определение ресурсной
(ресурсосберегающей), финансовой, бюджетной, социальной и экономической
эффективности исследования
Таблица 4.14- Критерии социальной эффективности
|
ДО
|
ПОСЛЕ
|
|
Использование материалов зарубежных производителей
|
Собственное производство, по технологии разработчика
|
|
Высокие цены на полуфабрикат, за счет больших затрат на
транспортировку и ряда субподрядчиков
|
Снижение себестоимости продукции, за счет собственного
производства на основе недорогих источников местного сырья
|
Таблица 4.15 - Сравнительная оценка характеристик
вариантов исполнения проекта
|
ПО
|
Весовой коэффициент параметра
|
Текущий проект
|
Аналог 1 (Garia)
|
Аналог 2 (МР-3)
|
|
1. Сложность технологии
|
0,10
|
3
|
3
|
3
|
|
2. Эксплуатационные свойства
|
0,25
|
5
|
5
|
4
|
|
3. Термоустойчивость
|
0,15
|
4
|
3
|
3
|
|
4. Энергосбережение
|
0,25
|
5
|
5
|
5
|
|
5. Материалоемкость
|
0,25
|
5
|
2
|
2
|
|
ИТОГО
|
1
|
|
|
|
|
|
|
|
|
|
|
тп=3*0,1+5*0,25+4*0,15+5*0,25+5*0,25=4.65
Аналог 1=3*0,1+5*0,25+3*0,15+5*0,25+2*0,25=3,75
Аналог 2=3*0,1+4*0,25+3*0,15+5*0,25+2*0,25=3,5
Из приведенных расчетов выявлено, что текущий проект
по интегральному показателю ресурсоэффективности вариантов является выгодным и
превосходит аналоги. Так как данный проект является только научной разработкой
и началом исследования, то интегральный финансовый показатель разработки
рассчитать не представляется возможным. В целом, данный проект является
перспективным с точки зрения ресурсопотребления, так как в отличие от аналогов
в проекте предусмотрены меньшие затраты на себестоимость будущей продукции за
счет использования местных недорогих сырьевых материалов и возможное достижение
требуемых характеристик.
5. Социальная ответственность
Анализ вредных факторов
Под идентификацией потенциально вредных и (или)
опасных производственных факторов понимаются сопоставление и установление
совпадения имеющихся на рабочих местах факторов производственной среды и
трудового процесса с факторами производственной среды и трудового процесса,
предусмотренными классификатором вредных и (или) опасных производственных
факторов, утвержденным федеральным органом исполнительной власти,
осуществляющим функции по выработке и реализации государственной политики и
нормативно-правовому регулированию в сфере труда, с учетом мнения Российской
трехсторонней комиссии по регулированию социально-трудовых отношений [2].
Вредные вещества
В лаборатории проводятся работы со смазочно-
охлаждающими жидкостями, которые обладают небольшим показателем летучести, но
при проведении работ над образцами с целью изучения их физико-химических
свойств используются высоколетучие вещества, такие как ацетон, этиловый спирт и
др. Характеристики данных веществ приведены в таблице [3].
Таблица 5. 1 Характеристика вредных веществ,
используемых при работе с СОЖ
|
№№ п/п
|
Наименование вещества
|
№ СAS
|
Формула
|
Величина ПДК, мг/м3
|
Преимущественное агрегатное состояние в воздухе в условиях
производства
|
|
1
|
Масла минеральные нефтяные
|
8042-47-5
|
|
5
|
a
|
|
2
|
Пропан-2-он
|
67-64-1
|
С3Н6О
|
800/200
|
п
|
|
3
|
Этанол
|
64-17-5
|
С2Н6О
|
2000/1000
|
п
|
Производственные метеоусловия
Согласно Конституции РФ, каждый имеет право на труд в
условиях, отвечающих требованиям безопасности и гигиены [3]. Санитарные правила
устанавливают гигиенические требования к показателям микроклимата рабочих мест
производственных помещений с учетом интенсивности энергозатрат работающих,
времени выполнения работы, периодов года и содержат требования к методам
измерения и контроля микроклиматических условий.
Показателями, характеризующими микроклимат в
производственных помещениях, являются:
температура воздуха;
температура поверхностей;
относительная влажность воздуха;
скорость движения воздуха;
интенсивность теплового облучения.
Оптимальные параметры микроклимата должны
соответствовать значениям, приведенным в таблице [3]. Работу в лаборатории
причисляем в категории Iб.
Таблица 5.2 Оптимальные величины показателей
микроклимата на рабочих местах производственных помещений
|
Период года
|
Категория работ по уровню энергозатрат, Вт
|
Температура воздуха, °С
|
Температура поверхностей, °С
|
Относительная влажность воздуха, %
|
Скорость движения воздуха, м/с
|
|
Холодный
|
Iб (140-174)
|
21-23
|
20-24
|
60-40
|
0,1
|
|
Тёплый
|
Iб (140-174)
|
22-24
|
21-25
|
60-40
|
0,1
|
«ˣ» При температурах воздуха 25 ⁰C и выше максимальные величины
относительной влажности воздуха не должны выходить за пределы:
% - при температуре воздуха 25 ⁰C; 65% - при температуре воздуха 26 ⁰C
% - при температуре воздуха 27 ⁰C; 65% - при температуре воздуха 28 ⁰C
Для категории работ Iб допустимые значения показателей
микроклимата в теплое и холодное время года приведены в таблице.
Таблица 5.3 Допустимые нормы микроклимата в рабочей
зоне производственных помещений
|
Сезон года
|
Категория тяжести выполняемых работ
|
Температура, С0
|
Относительная влажность, %
|
Скорость движения воздуха, м/сек
|
|
|
Фактич. значение
|
Допустим.значение
|
Фактич. значение
|
Допустим.значение
|
Фактич. значение
|
Допустим.значение
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Теплый
|
Iб
|
20,0-21,9
|
24,1-28,0
|
19,0-29,0
|
15-75
|
0,1
|
0,3
|
|
Холодный
|
Iб
|
19,0-20,9
|
23,1-24,0
|
|
|
0,1
|
0,2
|
Необходимо предпринимать всевозможные меры для
поддержания оптимальных условий работы, такие как рациональное размещение и
слежение за нормальным функционированием отопительных и вентиляционных систем,
а так же устройства кондиционирования.
Шум на рабочем месте
Характеристикой постоянного шума на рабочих местах
являются уровни звукового давления L в дБ в октавных полосах со среднегеометрическими частотами 31,5, 63,
125, 250, 500, 1000, 2000, 4000, 8000 Гц, определяемые по формуле
 ,(5.1) ,(5.1)
где p -
среднее квадратическое значение звукового давления, Па;0 - исходное
значение звукового давления в воздухе р0 = 2*10-5 Па.
Предельно допустимым уровнем звука для легкой
физической нагрузки и напряженности средней степени является значение в 75дБА.
Уровни звукового давления в составных полосах со
среднегеометрическими частотами, уровни звука и эквивалентные уровни звука
приведены ниже (таблица 5.4) [4].
Таблица 5.4- Значение предельно допустимого звукового
давления
|
Вид трудовой деятельности, рабочие места
|
Уровни звукового давления, дБ, в составных полосах со
среднегеометрическими частотами, Гц
|
Уровни звука и эквивалентные уровни звука, ДБА
|
|
31,5
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
|
Химическая лаборатория
|
103
|
91
|
83
|
77
|
73
|
70
|
68
|
66
|
64
|
75
|
При длительной работе в данном помещении может
возникать дискомфорт. Для уменьшения воздействия шума рекомендуется
воспользоваться СИЗ (наушники, беруши).
Производственное освещение
Важным условием для выполнения работы является качественное освещение.
Отсутствие достаточной освещенности снижает остроту восприятия и увеличивает
риск несчастных случаев.
Согласно СНиП 23-05-95 производственное освещение
подразделяют на естественное и искусственное. Помещения с постоянным
пребыванием людей должны иметь, как правило, естественное освещение.
Нормированные значения КЕО, еN, для зданий, располагаемых в
различных районах (приложение Д) следует определять по формуле
еN
= еH mN(5.2)
где N -
номер группы обеспеченности естественным светом;
еH
- значение КЕО;
тN - коэффициент светового климата.
Таблица 5.5 - Нормы освещенности рабочей зоны.
|
Рабочая поверхность и плоскость нормирования КЕО и
освещенности Высота плоскости над полом, м Естественное освещение, КЕО, % при
верхнем или комбинированном освещении при боковом освещении Совмещенное
освещение, КЕО, % при верхнем или комбинированном освещении при боковом
освещении Искусственное освещение Освещенность при комбинированном освещении
Всего, лк от общего, лк Освещенность при общем освещении, лк
|
Горизонтальная 0,8 3,5 1,2 2,1 0,7 500 300 400
|
Анализ опасных факторов
Электробезопасность
Химическая лаборатория обеспечивается трехфазным
переенным током (напряжением 220 В) и постоянным током и является зоной повышенной
электороопасности из-за наличия агрессивной среды, влияющей на изоляцию.
В целях безопасности используются коллективные и
индивидуальные средства защиты. Под коллективными средствами защиты
подразумевается изоляция проводов, защитное заземление, зануление, защитное
отключение, предупреждающие плакаты и указатели напряжения.
Для предотвращения аварийных ситуаций требуется
проведение первичного инструктажа и соблюдения правил техники безопасности.
Перед проведением работ с использованием электрооборудования (нагревательные
приборы, перемешивающие устройства, весы, насосы, компрессоры, роторные
испарители, сушильные шкафы, холодильные установки и оргтехника) следует
внимательно проверить целостность изоляции, а также используемых розеток. При
проведении работ не перекручивать и не располагать возле нагревательных
приборов провода электропитания. При появлении признаков неисправности
электроприборов или проводов электропитания необходимо обесточить электроприбор
или полностью рабочую зону, воспользоваться предупреждающими знаками и вызвать
электрика.
Пожарная безопасность
В целях защиты жизни, здоровья, имущества граждан и
юридических лиц, государственного и муниципального имущества от пожаров,
Федеральным законом определены основные положения технического регулирования в
области пожарной безопасности и устанавливлены общие требования пожарной
безопасности к объектам защиты (продукции), в том числе к зданиям, сооружениям
и строениям, промышленным объектам, пожарно-технической продукции и продукции
общего назначения [5].
Химическая лаборатория является пожаровзрывобезопасным
помещением категории А, ниже в таблице приведены используемые при работе
легковоспламеняющиеся жидкости.
Таблица 5.6 - Используемые ЛВЖ
|
Наименование вещества
|
Температура кипения, ˚С
|
Температура вспышки, ˚С
|
Температура самовоспламенения, ˚С
|
|
Ацетон
|
56
|
-18
|
540
|
|
Этанол
|
78,39
|
13
|
363
|
Легковоспламеняющиеся жидкости являются источником
возникновения аварийных ситуаций, поэтому необходимо следовать правилам
пользования с ЛВЖ:
не оставлять открытыми емкости с ЛВЖ;
закрытую посуду с ЛВЖ не оставлять вблизи
нагревательных поверхностей;
при возникновении пожара воспользоваться средствами
пожаротушения: огнетушителями, асбестовым одеялом, песком.
Охрана окружающей среды.
В ходе выполнения экспериментальной части диссертации
были использованы вещества, образующие аэрозоли и пары, загрязняющие рабочую
зону и окружающее воздушное пространство. Для уменьшения выбросов требуется
следить за герметичностью установок и емкостей для хранения. В лаборатории
установления приточно-вытяжная вентиляция, на выходе из которой расположены
фильтры, предотвращающие выбросы в атмосферу.
Отработанные органические растворители для более
рационального использования подвергались перегонке и повторно участвовали в
экспериментах.
Безопасность в ЧС
Для защиты жизни и Здоровья населения в ЧС следует
применять следующие основные мероприятия гражданской обороны, являющиеся
составной частью мероприятий РСЧС [10] :
укрытие людей в приспособленных под нужды защиты
населения помещениях производственных, общественных и жилых зданий, а также в
специальных защитных сооружениях;
эвакуацию населения из зон ЧС;
использование средств индивидуальной защиты органов
дыхания и кожных покровов;
проведение мероприятий медицинской защиты;
проведение аварийно-спасательных и других неотложных
работ в зонах ЧС.
Для обеспечения безопасности в ЧС был разработан план
эвакуации (рисунок 5.1).

Рисунок 5.1- План эвакуации в случае ЧС
Организационные мероприятия
Все работники лаборатории обязаны пройи инструктаж по
технике безопасности: знать меры при возникновении ЧС, расположение первичных
средств пожаротушения, план эвакуации и нахождение кнопок оповещения.
Существуют некоторые правила, которые необходимо
соблюдать работнику лаборатории [12]:
к работе не допускаются лица, не прошедшие инструктаж
(периодичность для студентов- 2 раза в год);
продолжительность работы в лаборатории составляет не
более 8 часов в день (перерывы через каждые 45-50 минут);
работа с химическими веществами запрещена беременным
женщинам и несовершеннолетним;
периодичность медосмотров- раз в год.
Заключение
. Исследование СОЖ, включающее определение вязкости,
плотности, термоокислительной стабильности, температурной стойкости, прямое
фотометрирование, позволяет получить дополнительную информацию о влиянии
продуктов окисления и температурной деструкции на изнашивание.
. Проведение анализа процессов окисления и
температурной деструкции масел различной базовой основы, позволило
характеризовать сопротивляемость масел температурным воздействиям при их
окислении и температурной деструкции.
. Применение данной методики и средств контроля для
оценки текущего состояния работающих масел позволяет получить дополнительную
информацию в процессе эксплуатации техники - скорость старения масел, изменение
вязкости и противоизносных свойств, которая даст возможность корректировать
сроки замены масел в зависимости от их состояния и системы фильтрации. Это
снижает эксплуатационные затраты, повышает эффективность использования
смазочно-охлаждающих жидкостей.
. Результаты данной работы можно применять для
определения оптимальных условий эксплуатации для смазочно-охлаждающих
жидкостей, выбранных для исследования марок производителей.
Список публикаций
1. Семенцова М.А. Исследование влияния температуры на окисляемость
смазочно-охлаждающих жидкостей//Всероссийская научно-практическая конференция,
посвященная 75-летию со дня рождения Заслуженного деятеля науки РФ, профессора
А.В. Кравцова «Современные технологии и моделирование процессов переработки
углеводородного сырья. - Т.:ТПУ.- 2013. - С. 54-57.
. Семенцова М.А. Исследование окисляемости смазочно-охлаждающих
жидкостей//XV Международная научно-практическая конференция студентов и молодых
ученых имени Л.П. Кулёва «Химия и химическая технология в XXI веке». - Т:ТПУ. -
2015 (в печати).
Список литературы
1. Смазочные материалы, технические жидкости. Ассортимент и применение:
Справочник/И.Г. Анисимов, К.М. Бадыштова, С.А. Бнатов и др. Под ред. В.М.
Школьникова. 2-е изд. перераб. и доп. - М: Издательский центр «Техинформ», 1999
- 596 с.
. Ковальский Б.И. Методы и средства повышения эффективности использования
смазочных материалов/Б.И. Ковальский. - Новосибирск: Наука, 2005. - 341 с.
. Эмануель Н.М. Окисление углеводородов в жидкой фазе / Н.М. Эмануель. -
М.: Изд-во акад. наук, 1959. - 334 с.
. Кондаков Л.А. Рабочие жидкости и уплотнения гидравлических систем/Л.А.
Кондаков. - М.: Машиностроение, 1982. - 216 с.
. ГОСТ 20457-75 Масла моторные. Метод оценки антиокислительных свойств на
установке ИКМ.
. ГОСТ 11063-77 Масла моторные с присадками. Метод определения
стабильности по индукционному периоду осадкообразования.
. Резников В.Д. Моторные масла правильный выбор для спецтехники / В.Д.
Резников // Спецтехника. - 2001. - С. 8-9.
. Оганесова Э.Ю. Влияние условий жидкофазного высокотемпературного
окисления гексадекана на механизм процесса / Э.Ю. Оганесова, Е.Г. Бордубанова,
З.В. Попова и др. // Нефтехимия. - 2004. - Т. 44. - № 2. - С. 119-126.
. Лашхи В.Л. Исследование эффективности действия антифрикционных присадок
и моторным маслам /В.Л. Лашхи, А.Б. Вуппер, И.А. Буяновский и др. // Трение и
износ. - 1982. - Т. 3. - c. 988-993.
. Матвеевский Р.М. Оценка энергии активации процесса химического
модифицирования поверхности трения в условиях граничной смазки / Р.М.
Матвеевский, И.А. Буяновский и др. // ХТТМ. - 1976. - № 3. - С. 50-52. 145
. Пинчук Л.С. О некоторых возможностях поляризации пар трения / Л.С.
Пинчук, А.С. Неверов, В.А. Гольдаде // Трение и износ. - 1980. - Т. 1. - № 6. -
С. 1089-1092.
. Коваленко В.П. Загрязнения и очистка нефтяных масел / В.П. Коваленко. -
М.: Химия. 1978. - 320 с.
. Мышкин Н.К. К определению температурной стойкости граничных слоев /
Н.К. Мышкин, В.В. Кончиц // Трение и износ. - 1981. - Т. 11. - № 4. - С. 725-728.
146
. Матвеевский Р.М. Противозадирная стойкость смазочных средств при трении
в режиме граничной смазки / Р.М. Матвеевский, И.Я. Буяновский, О.В. Лазовская.
- М.: Наука.1978 - 192 с.
. А.С. 1525576 СССР: МПК G01N 33/30 / Способ определения термической
стабильности смазочного масла / П.Ф. Григорьев, О.А. Лебедев; заявитель и
патентообладатель государственный научно-исследовательский институт гражданской
авиации. − № 4089717 от 07.07.1986; опубл. 30.11.1989. Бюл. №44
. Ковальский Б.И. Влияние доливов на процессы окисления моторных масел /
Б.И. Ковальский, Ю.Н. Безбородов, Н.Н. Малышева, М.М. Рунда, В.Г. Шрам //
Вестник Кузбасского ГТУ, №4 (88), 2011. - С. 58-63.
. Кончиц В.В. Смазочные свойства органических отложений на поверх- ностях
трения при повышенной температуре / В.В. Кончиц, С.В. Короткевич, С.Д. Саутин
// Трение и износ. - 2002. № 2. - С. 170-175.
. Пат. 2318286 Российской Федерации: МПК G01N 25/00 / Способ опре-
деления термоокислительной стабильности смазочных материалов / Б.И. Ко-
вальский, В.С. Даниленко, Н.Н. Малышева, Ю.Н.Безбородов; заявитель и
патентообладатель Федеральное государственное образовательное учрежде- ние
высшего профессионального образования "Орловский государственный аграрный
университет" (ФГОУ ВПО ОрелГАУ) (RU). − № 2006146512/09 от
25.12.2006; опубл. 27.02.2008. Бюл. №27.
. Малиновский Т.Г. Масляные смазочно-охлаждающие жидкости для
обработки металлов резанием. Свойства и применение. - М.: Химия, 1993. - 160 с.
. Манг Т., Дрезель У. Смазки. Производство, применение, свойства:
справочник. - СПб.: ЦОП «Профессия», 2010.- 944 с.
. Козлов В.К., Валиуллина Д.М., Гарифуллин М.Ш. Методы и средства
диагностики изоляционных масел. Аналитический обзор.- Казань: «ИЦ
Энергопрогресс», 2003. -144 с.
. Смазочно-охлаждающие технологические средства для обработки металлов
резанием: справочник / под общей ред. С. Г. Энтелиса, Э. М. Берлинера. 2-е
изд., перераб. и доп. М.: Машиностроение, 1995. 496 с.: ил. 2. Ящерицын П. И.,
Фельдштейн Е. Э., Корниевич М. А. Теория резания: учеб. 2-е изд., испр. и доп.
Минск.: Новое знание, 2006. 512 с.: ил.
. Смазочно-охлаждающие жидкости для обработки металлов резанием:
рекомендации по применению / Л. В. Худобин, Ю. В. Полянсков, Е. А. Карев и др.;
под ред. М. И. Клушина. М.: НИИмаш, 1979. 95 с.
. Методы испытаний свойств СОЖ и способы их применения на металлорежущем
оборудовании: тез. докл. науч.-техн. совещ. 28-30 марта / науч. ред.: Л. В.
Худобин, Е. Г. Бердичевский. Ульяновск: УлПИ, 1972. 120 с.
. Сравнительные исследования эффективности различных СОЖ / Г. И. Смагин,
Г. А. Коновалов, Н. Д. Яковлев, А. Б. Цюпко, Е. В. Карпов, С. Н. Чердаков //
Научная дискуссия: вопросы технических наук: сб. ст. по материалам 21-й
Междунар. заоч. науч.-практ. конф. М.: Международный центр науки и образования.
2014. № 4 (17). С. 45-51.
. Худобин Л. В. СОЖ при обработке резанием // Наукоемкие технологии
размерной обработки в произ- водстве деталей машин. М., 1992. С. 23-25.
27. Генеральное соглашение
между общероссийскими объединениями профсоюзов, общероссийскими объединениями
работодателей и Правительством Российской Федерации на 2014 - 2016 годы от 25
декабря 2013 г. [Электронный ресурс]: - Режим доступа www.URL:
<#"862770.files/image045.gif">
:= Intensity of Friction Heat Source=
Friction Force= Sliding Velocity= Plastic Contact Length= Cutting Widthstrain
occurs when there is a break-down in the lubrication regime. Localized areas
that experience undesired solid-to-solid contact experience a spike in
friction. This may cause the material to undergo some amount of strain,
damaging either the tool or workpiece. Metalworking fluids (MWFs) are carefully
designed to effectively lubricate the workpiece by anticipating the temperature
and pressure environment that they experience in a given metal forming
operation.
Corrosion is a natural process where the surface of a
substance, typically a metal, deteriorates due to a reaction that occurs within
its environment. A corrosion inhibitor is added in small concentrations to the
environment in order to control the rate or eliminate corrosion. In MWFs they
are added to protect the untreated, exposed surface formed during the machining
operation. To learn more about corrosion inhibitors please visit IHS's learn
more page for rust preventives and corrosion inhibitors
<http://www.globalspec.com/learnmore/materials_chemicals_adhesives/industrial_oils_fluids/rust_preventives_corrosion_inhibitors>.
Types
Metalworking lubricants, coolants,
and fluids include various types of fluids used in metalworking operations that
are illustrated by the following table:
|
Electrical Discharge Machining
(EDM) Fluids
|
EDM fluids are dielectric fluids
that provide specific voltage and amperage characteristics in EDM operations.
They serve two functions, to stabilize a fixed spark gap ionization potential
and to remove eroded debris.
|
|
Flood or Mist Coolants
|
Flood or mist coolants are heat
transfer fluids used to dissipate heat that is generated at the tool chip
interface. They allow for heavier cuts, faster cutting speeds, and improved
surface finishes in almost all machining operations.
|
|
Grinding Fluids
|
Grinding fluids are coolants that
may also include extreme pressure or chemically-active additives. They are
used to improve and protect surface finishes and may also be used to disperse
abrasive powders.
|
|
Metal Cutting Fluids
|
Metal cutting fluids are used in
metal machining to improve tool life (reduce wear), increase lubrication,
reduce workpiece thermal deformation, improve surface finish, and flush away
chips from the cutting zone.
|
|
Metal Forming Fluids
|
Metal forming oils, greases, and
fluids are designed to enhance lubrication during extrusion, wire drawing,
stamping, bending, swaging, rolling, embossing, and other deformation
processes.
|
|
Mold Releases and Release Agents
<http://www.globalspec.com/learnmore/materials_chemicals_adhesives/industrial_oils_fluids/mold_releases_release_agents>Mold
releases and release agents are film-forming lubricating oils, solid
lubricants, waxes, fluids, or coatings that prevent other materials from
sticking or adhering to an underlying surface.
|
|
|
Quenching Oils and Heat Treatment
Fluids
<http://www.globalspec.com/learnmore/materials_chemicals_adhesives/industrial_oils_fluids/quenching_oils_heat_treatment_fluids>Quenching
oils and heat treatment fluids provide rapid or controlled cooling of metallic
parts. They are used to temper, harden, or treat the material to achieve
desired physical properties.
|
|
working using highly productive
machinery with high cutting speeds requires large flows of coolant, and also
produces a lot of swarf. Metal-working also generates oil mist which is a
health risk to employees and a burden on the environment. Microscopic oil drops
can affect sensitive electronics that govern machinery, which can result in
sudden operational stoppages. Solving these problems by using effective coolant
filtering, swarf management and air filtration systems opens up major
opportunities for reduced costs and increased revenues.recycling
• Improved productivity and product
quality through rational coolant handling and constant filtration reduces
stoppages for changes
• Reusing coolants = improved
profitability, less environmental constraint Swarf and coolant management
• Better price for refined swarf
metals
• Less need for storage space,
handling and storage of voluminous turnings
• Recycling of coolants that are
filtered and returned to production Oil mist extraction/filtration
• Less sick leave due to less oil
mist
• Less risk of affecting electronics
• Cleaner premises - less cleaning
Cutting Fluid Selection Criteria
The principal criteria for selection
of a cutting fluid for a given machining operation are:
· Process performance
· Heat transfer performance
· Lubrication performance
· Chip flushing
· Fluid mist generation
· Fluid carry-off in chips
· Corrosion inhibition
· Fluid stability (for emulsions)
· Environmental Performance
· Health Hazard Performance
Product Form
Industrial lubricants include low
viscosity oils, high viscosity oils, greases, and solid lubricants.
Low viscosity oils offer the least
resistance to movement. The reduced shear stress minimizes friction. Load
bearing capabilities and fluid film thickness are also reduced. Low viscosity
oils may contain additives to prevent lubrication failure during periods of
high load or at low speeds.
High viscosity oils exhibit higher shear
stresses and thicker fluid films. The thicker fluid film is able to support
greater loads and function at lower speeds, although their resistance to flow
increases the amount of friction between the mating surfaces.
Greases are semi-solids formed by the
dispersion of a thickening agent in a base fluid. The thickening agent serves
as a matrix that holds the lubricant in place, while supplying some amount of
ingress protection. The oil or base fluid is the active lubricating agent.
Solid, or dry film lubricants, disperse
a coating that excludes moisture and reduces friction. Solid lubricants may
also contain corrosion inhibitors and are generally used in high temperature
applications where liquid lubricants break down.are three basic product forms
of MWFs: fluids, greases, and solid lubricants or dry film lubricants.
· Fluids are water-based
liquids, oils, or fluids supplied in liquid form.
· Greases, gels, and
lubricating pastes are thick, high viscosity products that do not run or flow
off surfaces. Greases often consist of oil thickened with a sodium or calcium
soap complex or non-soap thickener.
· Solid lubricants or dry
film lubricants are compounds such as hexagonal flake graphite, boron nitride
(BN), molybdenum disulfide, or polytetrafluoroethylene (PTFE) powders.
Composition
Metalworking lubricants, coolants,
and fluids vary widely in terms of chemical composition. They may be classified
as being either petroleum or mineral oil-based, or synthetic or
semi-synthetic.or mineral oilsand mineral oil products are functional fluids
derived from petroleum. They include a broad range of hydrocarbon-based
substances of varying chemical compositions and a wide variety of physical
properties. Specific constituents present include aromatic, naphthenic, and
paraffinic fluids.or semi-synthetic fluids include fluids with a base of glycol
or polyglycol, ester or diester, or silicone-based fluids. They exhibit
outstanding thermal and dielectric properties. The characteristics, cost, and
heat transfer performance of semi-synthetic fluids fall between those of
synthetic and soluble oil fluids.specialized fluids include high water content
fluids (HWCF), lithium complexes, aluminum complexes, waxes such as paraffin
and stearate, and halogenated hydrocarbons including chlorofluorocarbon (CFC),
halogenated fluorocarbon (HFC), halogenated chlorofluorocarbon (HCFC), and
perfluorocarbon (PFC).
Performance Specifications
Important properties for metalworking
lubricants, coolants, and fluids include concentration, flash point, and
autogenous ignition temperature (AIT).
· Concentration is measured
after dilution of the fluid solution on a volumetric basis.
· Flash point is the lowest
temperature at which a liquid can give off sufficient vapors to form an
ignitable mixture in air near the surface of the liquid.
· Autogenous ignition
temperature (AIT) is the temperature at which ignition occurs spontaneously.
General properties of a lubricating
oil viscosity
· This indicates the
resistance of a liquid to flow.
· There are several units
for measuring viscosity. Formerly, the unit commonly used in America was
Saybolt Universal Second (SSU), measured at 100°F or 210°F. In Europe, the
former widely used unit was Redwood I second (RWI), measured at 100°F or 210°F.
At present, most countries have switched over to the metric system that employs
the unit Centistokes (cSt), measured at 40°C or 100°C.
· Oil with higher viscosity
can stand greater pressure without being squeezed out of the lubricating
surfaces. However, the high internal friction of the oil may offer greater
resistance to the movement of the lubricating parts. An oil of lower viscosity
offers less resistance to the moving parts but the oil can be easily squeezed
out of the lubricating surfaces. It is therefore important to select a
lubricating oil of appropriate viscosity to achieve optimum lubrication effect.
· Viscosity changes with
temperature. Hence, the measuring temperature must be specified whenever the
viscosity of a liquid is stated. When temperature rises, a liquid becomes less
viscous. Similarly, a liquid becomes thicker when temperature drops.
· Viscosity Index (VI) is an
indication of how the viscosity of a liquid varies with temperature. A high VI
means the liquid does not thin out so much when temperature rises. VI improver
additives that are usually high molecular weight polymers can increase the VI
of lubricating oil.
· Increase in oil viscosity
achieved by addition of polymers can be partially lost again through
degradation of the polymer molecules by shear stress such as heavily loaded
gears. Oil that can resist viscosity change due to shear are said to have high
shear stability.
Pour Point
· Indicates flow
characteristic at low temperature.
· Depends on the wax content
of the oil.
Flash Point
· Measures the readiness of
the oil to ignite momentarily in air and is a consideration regarding the fire
hazard of the oil. Oxidation Stability
· Oxidation of oil will
produce resins and sludge that may plug filters and oil passages.
· Oxidation can also produce
soluble organic acids that may cause corrosion of machine parts.
· A good lubricating oil
should resist oxidation.
Acidity and Alkalinity (Total Acid
Number and Total Base Number)
· High acidic oil may cause
corrosion of machine parts
· Most engine oils show some
alkalinity due to the addition of detergent type additives and this helps to
neutralize any acid formed in the oil by oxidation.
· After prolong usage,
lubricating oil may contain organic acids formed by oxidation. Therefore, a
measurement of the acidity of an oil can reflects its degree of oxidation.
Detergency
· Most engine oils contain
detergent and dispersant additives to prevent dirty particular produced by
incomplete combustion from accumulating and plating metal surface.
Anti-rust Property
· Water may seep into the
lubricating system and cause rusting of machine parts.
· Rust particles can act as
catalyst to accelerate the oxidation of the oil.
· Anti-rust additives can be
absorbed onto metal surface and prevent moisture from coming into contact with
the metal, thus preventing rusting.
Corrosion Inhibition
· Acidic materials in oil
can cause corrosion of machine parts.
· Corrosion can be minimized
by the additives of corrosion inhibitor that reacts with metal to form a
protective layer separating the acidic materials and the metal.
Anti-foaming Property
· Foaming reduces the
lubricity of oil because the air bubbles in the foam will create a barrier
between the oil and the metal surface.
· Foam can also produce
resistance to the movement of machine parts.
· In a hydraulic system,
foam will reduce the cohesive power of the oil and cause the hydraulic pressure
to drop.
· Good lubricating oil will
not foam easily and can disperse foam quickly. Anti-foam additives can help to
reduce the foaming tendency of oil.
Emulsification and Demulsification
· Emulsification is the
homogenous mixing of oil and water.
· Some oil requires high
emulsibility so that it can mix with water easily, for example, some metal
cutting oils.
· The emulsibility of oil
can be improved by the addition of emulsifying agent that has strong affinity
for both oil and water, thus holding the oil and water molecules together.
· Some other lubricants
require good demulsibility so that water can be separated from the oil easily,
e.g. Turbine oil. The demulsibility of oil can be achieved by good refining
technique.
Anti-wear Property
· Some lubricating
conditions may call for extremely light oil, an oil of lower viscosity than the
load-speed relationship of the machine may indicate. Under such condition, wear
of the metal surfaces may occur. Anti-wear additive forms a protective coating
on the metal surfaces, allowing the surfaces to slide on each other with a
minimum loss of metal.
Extreme Pressure Loading Property
(EP)
· Heavy loading, extreme
pressure and intense heat may cause machine moving parts to melt and weld
together, hence interfering motion.
· The extreme-pressure
additive in oil can react with the metal to form a compound with low melting
point. The intense heat developed due to the extreme-pressure loading will be
dissipated in the melting of the compound instead of welding the two metallic
parts.
· EP properties are usually
measured by Timken method (ASTM D 2782) or FZG Gear Machine (IP 334). In the
Timken method, a steel cup rotates against a steel block in a lubricant bath.
The maximum load that will not cause scoring is the OK load. In the FZG Gear
Machine, special gear wheels are run in the lubricants under test. The loading
is increasing by stages and the stages at which gear damages occur is reported
as the FZG loading stage of the lubricant.
Tackiness
· Tacky oil contain
tackiness agent and will stick to the lubricating surface for a long time
without being spattered. Lubricants used in textile machinery and wire ropes
usually require tackiness property.is a semi-solid formed by the dispersion of
a thickening agent in a liquid lubricants (base oil). Other ingredients
imparting special properties may be included. Greases have advantage over oil
in some applications because greases stay at the point of lubrication and will
hardly be squeezed out. Sometimes, greases can also be used to seal up machine
parts to prevent the entry of moisture and dust. Base oil viscosity,
hydrocarbon type, and volatility can influence the structure stability,
lubricating quality, low and high temperature performance, and cost of grease.
The thickener is the principal factor controlling water resistance, high
temperature qualities, resistance to breakdown through continued use, and
ability to stay in place. To a large extend, grease cost is determined by the
type of thickener and other additives. Thickener can be divided into several
categories; soap-type, inorganic type and synthetic organic type.
Penetration
· This indicates the
consistency (hardness or softness) of grease. It is measured by dropping a
pointed cone into the grease and sees how far the cone penetrates into the
sample. Different ranges of penetration are identified by the following
National Lubricating Grease Institute (NLGI) Grade Numbers: 000, 00, 0, 1, 2,
3, 4, 5, and 6. Grade
000 is the softest while Grade 6 is the hardest.
· Most grease thickened with
soaps become softer with increase in temperature, but some greases become
progressively harder upon exposure to high temperature. Non-soap thickeners, as
a whole, show very little change in consistency with temperature rise.
Water Resistance
· Greases with thickeners
soluble in water will emulsify and fluidize if come into contact with
relatively large amount of water. In general, calcium, lithium and aluminium
soaps are highly water resistance while sodium soap greases are soluble in
water.
Oxidation Stability
· Oxidation will cause the
grease to harden, form varnish like films and eventually carbonize. Additives
can improve the oxidation stability of grease.
Lubricating Properties
· Both the oil and the
thickener in soap type grease have lubricating properties. Inorganic non-soap
thickener generally does not contribute to the lubricating of grease. The
lubricating capability of the oil depends on its viscosity and viscosity index.
Anti-wear Characteristic
· Additives may be included
in a grease to promote its anti-wear properties.
Extreme Pressure Capability (EP)
· Some grease contains
special additives to fortify its load carrying capability so that welding and
scoring of metal can be minimized.
Dropping Point
· It is the temperature at
which the grease is fluid enough to drip. Grease with a dropping point below
the operating temperature would not provide proper lubricant. However, the
converse is not necessarily true; a dropping point above operating temperature
is no guarantee of adequate lubrication since there may be change in
consistency and deterioration in chemical properties of the grease at high
temperatures.Europe, as well as in the US, regulations and laws have been
enacted in the recent years which greatly affect the formulation of metalworking
fluids. The industry using these fluids is continuously searching for
better-performing cutting fluids, which have to be formulated using a certain
amount of many different additives. On the other side, industry, employee
unions and government enforce the trends for a healthy and safe work
environment, as well as disposal aspects influencing the global environment.
These trends have already affected the formulation of cutting fluids in Europe
and the US as follows: removal of nitrite; replacing diethanolamine and
replacing short chain chlorinated paraffins. This is already happening in
Europe and may happen in the future in the US. All these removals and
replacements have to be realized with the goal not to affect adversely the
performance of the metalworking fluids.
Environment and health
aspects:components
The following groups of substances
belong to the problematic components which may have been contained in cutting
fluids in the past.
•Nitrosamines
(N-Nitrosodiethanolamines)
•Formaldehyde-condensate materials
•Organic chlorine-containing
substances (Chlorinated paraffins and polychlorinated biphenyls)
•Organic phosphorous-containing
substances
•Polycyclic aromatic hydrocarbons,
such as benzo(a)pyrene
•Others, such as boron- and
lead-containing substancestheir cancerous potential, the substances may be
ranked as follows.
Formulation of cutting fluids
In order to realize the lubricating
process of cutting fluids water miscible and non-watermiscible metalworking
fluids have to be carefully formulated. These will be discussed
separately.Water Miscible Cutting Fluidsgeneral composition of non-water
miscible cutting fluids can be characterized as follows.
Base oil + Extreme pressure/Antiwear
additives + Other additives
The most important components of
these fluids are base oil (mostly mineral oils, in certain cases esters and
polyalphaolefines), "lubricating" additives (antiwear and extreme
pressure additives), oil fog reducing additives, corrosion inhibitors (only in
specific cases) and oxidation inhibitors.lubrication improving additives,
mostly defined as antiwear additives, are fatty oils (animal and plant oils)
and synthetic fatty acid esters or fatty alcohols. The most important extreme
pressure additives belong organic chlorine, phosphorous and sulfur compounds.Chlorine-Containing
Substancesthey are highly effective and relatively cheap, chlorinated paraffins
were widely used as antiwear and extreme pressure additives.1986 German law on
the use and disposal of wastes divides used oils into three categories which
have to be collected separately. The regulation contains the following limiting
data for used oils which are suitable for recycling.
.2 % total halogenes; 4 ppm
polychlorinatcd biphenylsoils containing higher amounts of halogens, especially
chlorine are treated as special waste causing extremely high costs of
disposal.older to reduce the risk of nitrosamine generation, the
"Technical Regulation for Dangerous Products (TRGS/611)," released in
April 1993, specifics the following.
•Metalworking fluids must not contain
nitrosamine generating components. This applies to nitrites as corrosion
inhibitors as well as to a few organic nitrogen-containing components used as
biocides.
•Secondary amines like
diethanolamines as corrosion inhibitors must not be used any longer.
•This ban does not apply if by
selecting special amines oreffective inhibitors, it is impossible, for
carcinogenic nitrosamines to form.
•The content of secondary amines
brought in as by-products with other components must not exceed 0.2 %. A result
of the production process, mono- and triethanolamines may contain small amounts
of diethanolamines.Phosphorous-Containing Substancesphosphorous containing
substances, such as tricresylphophate, are used as antiwear and extreme
pressure additives. For toxicological reasons, one should take care that the
tricresylphosphate is free of O-cresol.Substancescontaining components were
used as antiwear and extreme pressure additives, and boron containing
components are currently in use as corrosion inhibitors.
•Lead containing
componentsnaphthenates have been used in the past for some special
applications, but in coolants only as an exception. Due to their long term
effect of increasing the lead content in blood, lead based lubricants are
hardly used any more.
•Boron containing componentsacid
esters, as well as boric acid alkonolamine condensation products have gained
certain importance as corrosion inhibitors, because they are biologically
stable.property can result in certain disadvantageous effects as far as the
disposal of coolants is concerned. As boron impairs the growth of certain
plants, some countries released regulations that define maximum boron concentrations
in waste water.addition to technical requirements, aspects of toxicology and
industrial medicine will continue to exert an important influence on the
development and formulation of cutting fluids. Higher fluid disposal costs will
dictate a greater emphasis upon fluid maintenance, and the use of products with
longer service life and consistent long term performance.will become more and
more difficult to find a balance between economic possibilities and ecological
requirements. Of course, toxicologically and ecologically questionable products
must be excluded from further use in metalworking fluids, if they pose any
significant health risk under the conditions of application. On the other hand,
it has to be taken into account that if unnecessary restrictions are,
legislated, the technological performance of metalworking fluids will decrease.
Today's formulations exhibit a good example to prove a reasonable balance
between economic needs and ecological requirements.
Похожие работы на - Эффективность использования смазочно-охлаждающих жидкостей
|