Рабочее место токаря, работающего на универсальном токарно-винторезном станке SV-18-RA
Содержание
Введение
1. Назначение и характеристика рабочего места
1.1 Классификация
рабочего места
1.2 Характеристика
основного технологического оборудования
. Оснащение рабочего места
.1 Основное технологическое оборудование
2.2 Технологическая
оснастка и инструмент
2.3 Организационное
оборудование
2.4 Вспомогательное
оборудование
2.5 Средства
малой механизации и подъемно-транспортные средства
. Пространственная организация рабочего места
. Организация обслуживания рабочего места, способы и средства связи со
службами обслуживания и управления
4.1 Организация
обслуживания рабочего места
4.2 Средства
связи
. Условия труда на рабочем месте
5.1 Санитарно-гигиенические
характеристики
5.2 Освещение
рабочего места
5.3 Эстетические
условия труда
6. Требования
производственной безопасности и охраны труда
Список использованной литературы
Введение
Среди различных способов изготовления деталей для
машин, механизмов, приборов и других изделий широко применяется обработка
резанием, например:
- фрезерование,
- сверление,
- точение,
- шлифование.
Токарной обработкой (точением) можно получить детали,
имеющие различные поверхности:
- цилиндрические,
- конические,
- фасонные,
- торцовые
В судостроении используется огромное количество
деталей, проходящих обработку на различных токарных станках: от простых до
специализированных:
- токарно-винторезные,
- карусельные,
- револьверные,
- многорезцовые полуавтоматы,
- токарные автоматы.
Токарные станки предназначены для получения из
заготовок различных деталей, имеющих форму тел вращения. Если на станке имеется
устройство для нарезания резьбы, то такой станок называется
токарно-винторезным.
Цель данной курсовой работы - разработка рабочего
места токаря, работающего на универсальном токарно-винторезном станке SV-18-RA.
1. Назначение и характеристика
рабочего места
Под рабочим местом понимается ограниченная зона
производственной площади, предназначенная для выполнения определенного круга
операций производственного процесса и оснащенная необходимыми
материально-техническими средствами труда.
.1 Классификация рабочего места
Под классификацией рабочих мест понимают их
группировку по однородным признакам, зависящим от характера трудовых функций и
различного сочетания в трудовом процессе рабочей силы, орудий и предметов труда.
Рабочее место токаря, работающего на универсальном
токарно-винторезном станке SV-18-RA является:
· по функции исполнителя - место
основного рабочего;
· по типу производства - серийное;
· по степени специализации -
универсальное;
· по числу обслуживаемых станков -
одностаночное;
· по степени механизации -
механизированное;
· по местонахождению - в закрытом
помещении;
· по расположению - стационарное;
· по количеству работающих -
индивидуальное;
· по основной рабочей позе исполнителя
трудового процесса - стоя.
1.2 Характеристика основного
технологического оборудования
Таблица 1
|
№
|
Параметр
|
Значение
|
|
1
|
Наибольший диаметр
обработки над закаленными направляющими станины
|
380 мм
|
|
2
|
Расстояние между центрами
|
500 750-1000-1250 мм
|
|
3
|
Диаметр обработки над суппортом
|
215 мм
|
|
4
|
Диаметр отверстия шпинделя
|
41 мм
|
|
5
|
50
|
|
6
|
Пределы чисел оборотов
шпинделя
|
14-2800 об/мин
|
|
7
|
Подачи суппорта: пределы
продольной
|
0,02-5,6 мм/об
|
|
8
|
Подачи суппорта: пределы
поперечной
|
0,01-2,8 мм/об
|
|
9
|
Шаг ходового винта
|
4 витка на 1 дюйм
|
|
10
|
Мощность главного
электродвигателя
|
6 кВт
|
|
11
|
Число оборотов главного
электродвигателя
|
2900 об/мин
|
|
12
|
Ширина станины
|
340 мм
|
|
13
|
Габариты станка: ширина
|
950 мм
|
|
14
|
Габариты станка: длина
|
2270 мм
|
|
15
|
Вес станка с нормальными
принадлежностями
|
1660 кг
|
2. Оснащение рабочего места
Материально-техническое оснащение рабочего места
станочника характеризуется совокупностью следующих функционально
взаимосвязанных элементов:
· Основного производственного
технологического оборудования (станка);
· Вспомогательного нестандартного и
подъемно-транспортного оборудования (эл. талей, тележек);
· Технологической оснастки, т.е.
технологических приспособлений и инструмента;
· Организационной оснастки
(инструментального шкафчика, стеллажа, подставки для чтения чертежей, приемного
столика, различной тары и т.д.)
2.1 Основное технологическое
оборудование
На универсальном токарно-винторезном
станке SV-18-RA можно выполнять следующие операции:
- наружная обточка гладких, ступенчатых и фигурных деталей, типа валы
(собственно валы, валики, оси, штоки, шпиндели, цапфы, пальцы, штыри и др.);
- сверление, расточка и развертка сквозных и глухих отверстий типа втулки
(втулки, буксы, стаканы, вкладыши, гильзы, муфты, гайки и др.)
- обработка торцов, канавок, фасок;
- нарезание внутренней и наружной резьбы различных профилей;
- обработка плоских деталей вращения: диски, кольца, фланцы, моховики,
звездочки, шкивы, клиноременных передач и др.
- обработка эксцентриковых деталей, деталей вращения с пересекающимися осями,
эксцентриковых валиков, длинных винтов с ленточной резьбой для механизмов
передачи движения и червячные колеса для червячных передач.
Рис. 1
Таблица 2
|
Модель
|
TOS SV 18RA
|
|
Диаметр обточки над
станиной, мм
|
380
|
|
Длина обточки при
применении конусной линейки, мм
|
350
|
|
Диаметр обточки над
суппортом, мм
|
215
|
|
Отверстие в шпинделе, мм
|
41
|
|
Конус шпинделя
|
Метрич. 50
|
|
Конус центров
|
Морзе 4
|
|
Передний конец шпинделя
|
М68
|
|
Наибольший диаметр обточки
в неподвижном и неподвижном люнете, мм
|
100
|
|
Ширина станины, мм
|
340
|
|
Диаметр планшайбы, мм
|
360
|
|
Диаметр поводкового диска,
мм
|
220
|
160-250
|
|
Расстояние между сторонами
четырехрезцовой головки внутреннее/наружное, мм
|
80/125
|
|
Наибольшее сечение резца,
мм
|
22 х 22
|
|
Ход пиноли задней бабки, мм
|
120
|
|
Наибольший вес
обрабатываемой детали, кг
|
300
|
|
Скорости шпинделя: 21
ступень в диапазоне, об/мин
|
14/2800
|
|
Подачи, мм/об Диапазон
продольных Диапазон поперечных
|
0,02-5,6 0,01-2,8
|
|
Резьба: Диапазон
метрических шаг в мм Диапазон дюймовых, количество ниток на один дюйм
Диапазон модульных, модуль Диапазон диаметраль-питчевых, д. П.
|
0,2 - 140 1/5 - 140 0,2 -
70 1 - 224
|
|
Число оборотов
электромотора, об/мин
|
2800
|
|
Число оборотов
электромотора насоса охлаждающей жидкости, об/мин
|
2800
|
|
Мощность электромотора, квт
|
6
|
|
Мощность электромотора
насоса для охлаждающей жидкости, квт
|
0,185
|
|
Расстояние между центрами,
мм
|
1250
|
|
Вес станка, кг:
|
1850
|
|
Габаритные размеры, мм:
длина, мм ширина, мм
|
3020 950
|
|
Завод изготовитель:
|
Чехия, TOS
|
2.2 Технологическая оснастка и
инструмент
Для обработки металлов применяют быстрорежущие
твердосплавные, минералокерамические и алмазные резцы.
На универсальном токарно-винторезном станке SV-18-RA в основном применяются (таб. № 3):
Таблица 3
|
Наименование инструмента
|
ГОСТ
|
Кол-во в работе, шт.
|
Кол-во в запасе, шт.
|
Всего, шт.
|
|
Режущий инструмент: резец
токарный с пластинами из твердого сплава, резцы токарные проходные прямые,
резцы токарные проходные упорные, резцы токарные подрезные отогнутые, резцы
токарные расточные для обработки сквозных отверстий, резцы токарные расточные
для обработки глухих отверстий, резцы отрезные, резцы резьбовые для наружной
и внутренней резьб, резцы фасонные
|
18877-73 18878-73
18879-73 18880-73 18882-73 18883-73 18884-73 18885-73 18881-73
|
2 2 2 1 1 1 1 1 2
|
1 1 1 1 1 - - - -
|
3 3 3 2 2 1 1 1 2
|
|
Сверла с цилиндрическим
хвостовиком
|
10902-77
|
Набор
|
-
|
Набор
|
|
Сверла с коническим
хвостовиком
|
10903-77
|
Набор
|
-
|
Набор
|
|
Мерительный инструмент:
штангенциркуль ШЦ-1, микрометр гладкий, микрометрический нутромер, индикатор
часового типа, калибры, шаблоны резьбовые, радиусные, микрометр рычажный,
микрометр со вставками, радиусомер, плашка, развертка.
|
166-89 ТУ 6507-90 ТУ 10-88
ТУ 4126-66 9742-71 101-89 ТУ 4381-87 ТУ 4380-93 ТУ 427-75 9740-71 7722-77
|
1 1 1 1 набор набор 1 1 1
набор набор
|
- - - - - - - - - - -
|
1 1 1 1 набор набор 1 1 1
набор набор
|
|
Вспомогательный инструмент:
втулки переходные для крепления инструмента с коническим хвостовиком: с
конусом Морзе, метрические метчик гаечный, самосхватывающиеся хомутики,
оправки цельные, оправки раздвижные.
|
13598-85 13598-85
13598-85 1604-71
|
4 2 набор 1 2 2
|
- - - - - -
|
4 2 набор 1 2 2
|
|
Оснастка: патрон
самоцентрирующий трехкулачковый, патрон самоцентрирующий четырехкулачковый с
независимым перемещением кулачков, центр станочный вращающийся, патрон
сверловочный с ключом конусный.
|
2675-80 3890-82 8742-75
8522-70
|
1 1 2 1
|
- - 1 -
|
1 1 3 1
|
2.3 Организационное оборудование
токарь станок рабочий технологический
|
№
|
Описание
|
Кол-во
|
|
1
|
Тумбочка инструментальная с
поворотными полками для хранения технологической оснастки и инструмента
|
1
|
|
3
|
Настил деревянный под ноги
|
1
|
|
4
|
Приемный столик
|
1
|
|
5
|
Планшет для технической
документации
|
1
|
2.4 Вспомогательное оборудование
Передвижной контейнер для транспортировки заготовок и
готовых деталей.
Заготовки, техническая документация и инструмент
подаются на рабочие места специальной службой.
Мелкие и средние заготовки хранятся у станков на
приемных столиках или в таре. Крупные заготовки - на поддонах.
Для подъемно-транспортных работ, выполняемых у
станков, могут быть использованы консольные поворотные краны, управляемые с
пола и расположенные так, чтобы можно было обслуживать два станка и более.
2.5 Средства малой механизации и
подъемно-транспортные средства
Для транспортирования и доставки в
производственные помещения и на рабочие места тяжелых и громоздких заготовок,
деталей должны быть предусмотрены подъемно-транспортные средства.
· Тали электрические канатные
Таль электрическая предназначена для подъема,
опускания и горизонтального перемещения груза, подвешенного на крюк, причем в
горизонтальном направлении груз перемещается вдоль монорельсового пути, по
которому движется электроталь.
· Тележка платформенная незаменима при транспортировке небольших
легких грузов в помещениях.
3. Пространственная организация
рабочего места
Правильная организация рабочего места - это такое
содержание станка, такой порядок расположения приспособлений, инструмента,
заготовок и готовых деталей, при котором достигается наивысшая
производительность труда при минимальных затратах физической, нервной и
умственной энергии рабочего. На рабочем месте не должно быть ничего лишнего, т.
е. не используемого в работе. Все используемые при работе предметы должны иметь
постоянные места хранения, а те предметы, которые используются чаще, должны
располагаться ближе и в более удобных местах. Создание условий, обеспечивающих
возможность рационального использования станка, его оснащения, рабочего
времени, производственных навыков и творческих способностей рабочего, является
основной задачей научной организации труда на рабочем месте токаря.
Правильная организация рабочего места оказывает
заметное влияние на сокращение вспомогательного времени, затрачиваемого на
выполнение отдельных операций. Удобное расположение необходимых для работы
инструментов и приспособлений обеспечивает производительную работу станочника
при меньшей его утомляемости.
В инструментальной тумбочке расположены ящики для
инструмента, полки для хранения документации, небольших принадлежностей,
приспособлений, масленок, обтирочного материала. Выдвижные ящики легко
перемещаются по направляющим на роликах и имеют ограничитель хода. В ящиках
могут устанавливаться перегородки, образующие ячейки нужного размера. Для размещения
длинномерного инструмента в полости дверки предусмотрены спец.держатели. На
тумбочке может стационарно крепится планшет для документации.
Приемный столик предназначен для транспортировки
мелких заготовок и хранения готовых изделий.
При планировке рабочего места учитывается, что по
существующим нормам на каждого работающего должно приходиться не менее 4,5 кв.
м. производственной площади при высоте помещения 3,2м.
На рисунке 2 представлена схема расположения всех
материальных элементов и угол обзора на рабочем месте.
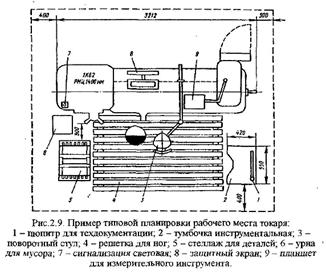
Рис. 2
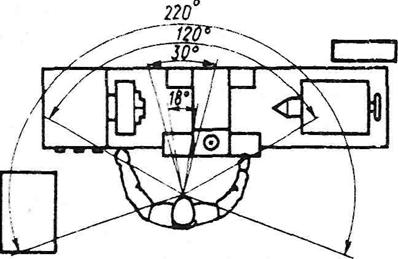
Рис. 3
Существуют требования к способам выполнения трудовых
приемов рабочими - станочниками при работе на металлорежущих станках:
· Рациональная рабочая поза (устойчивое
расположение ног, минимальный наклон и поворот корпуса и головы, положение рук,
обеспечивающее минимальное статическое напряжение, местонахождение рабочего у
станка, обеспечивающее минимальное количество передвижений);
· Рациональный способ держать рукоятки
станка, инструменты, детали (расположение пальцев, обеспечивающее равномерное
распределение и наиболее выгодное приложение усилий, быстроту хватания и
перехватов; положение кисти, обеспечивающее минимальное статическое
напряжение);
· Рациональные движения (оптимально
короткий дугообразный путь движения; участие кинематических звеньев,
обеспечивающее минимальные затраты энергии; оптимальная быстрота движений;
минимально необходимые усилия; точность и быстрота движений);
· Рациональные сочетания движений
(отсутствие лишних, ошибочных движений; отсутствие пауз; совмещение приемов и
их элементов; естественная, удобная координация движений; отсутствие остановок,
торможений, резких изменений направления движения и т.д.);
· Рациональные контрольные действия
(наблюдение за процессом обработки и работой механизмов, станков);
· Рациональные расчетно-аналитические
действия (точность, быстрота и простота расчетов).
4. Организация обслуживания рабочего
места, способы и средства связи со службами обслуживания и управления
.1 Организация обслуживания рабочего
места
Сохранность и готовность оборудования к безотказной и
производительной работе обеспечиваются повседневным уходом за рабочим местом.
Предупредительное обслуживание (мелкий ремонт,
настройка и т.п.) производится различными службами предприятия.
Большое значение для длительной и бесперебойной работы
станка имеет своевременная и правильная его смазка в соответствии с
требованиями, изложенными в руководстве по эксплуатации. Смазка станка является
прямой обязанностью токаря.
Периодически токарь должен производить проверку
точности работы станка и его регулировку в соответствии с указаниями
руководства по эксплуатации.
Рабочее место токарь должен содержать в чистоте.
Данные об обслуживании рабочего места приведены в
таблице 5.
Таблица 5
|
Виды обслуживания рабочих
мест
|
Способы обслуживания
|
Режим обслуживания
|
|
Конвейер, транспортер, др.
устройств
|
Вспомогательными рабочими
|
Самим рабочим
|
|
|
1. Доставка материалов,
полуфабрикатов, заготовок
|
|
|
|
периодически
|
|
2. Доставка инструмента
|
|
|
|
периодически
|
|
3. Заточка инструмента
|
|
|
|
периодически
|
|
4. Транспортировка готовой
продукции
|
|
|
|
периодически
|
|
5. Уборка отходов
|
|
|
|
периодически
|
|
6. Наладка оборудования
|
|
|
|
периодически
|
|
7. Смазка оборудования
|
|
|
|
периодически
|
|
|
|
периодически
|
4.2 Средства связи
Средства сигнализации и связи должны обеспечивать в
течение рабочего дня постоянный и надежный обмен информацией рабочего со
службами обслуживания и управления.
Телефонная связь. Её применение целесообразно в тех
случаях, когда рабочему постоянно требуются дополнительная информация,
инструкция.
Радиосвязь. Обеспечивает постоянную двустороннюю
связь дежурных электриков, наладчиков и других работников системы обслуживания
с диспетчером цеха.
Звуковая сигнализация. Действует на рабочем месте, она не
должна вызывать резких слуховых ощущений и в то же время должна выделяться на
общем звуковом фоне. Поэтому звуковой сигнал на 10 дБ выше общего шумового фона
на рабочем месте.
Средства сигнализации и связи, установленные на
рабочем месте, должна удовлетворять следующие основные требования:
время на передачу сигнала должно быть минимальны;
содержание сигнала должно указывать причину,
адрес вызова и быть предельно понятным принимающему;
система сигнализации должна обеспечивать
возможность одновременного вызова нескольких лиц;
сигнал вызова должен сохраняться до тех пор,
пока вызываемое лицо его не примет.
5. Условия труда на рабочем месте
.1 Санитарно-гигиенические
характеристики
Рабочее место токаря, работающего на станке SV-18-RA, расположено на площади 4,6 м2 и характеризуется
следующими условиями:
· температура - 18-200 С,
· влажность - 12-15%,
· движение воздуха - 3 балла,
· загазованность - 0 мг/л,
· концентрация пыли - 0 мг/м3,
· вибрация - 0-0,1 мм,
· шум - 80 дб,
· освещенность - 150 лк,
· тепловое излучение - 4 балла,
· загроможденность проходов - 4 балла.
5.2 Освещение рабочего места
Средства освещения, применяемые на рабочем месте,
подразделяются на светильник и местного освещения. Большое значение для обеспечения
качества освещения имеет выбор источника света. При системе общего освещения в
помещении, где выполняются работы 1-5 и 7 разрядов, следует использовать, как
правило, газоразрядные лампы (люминесцентные, лампы ДРЛ и ДРИ). При выполнении
работ следует применять систему комбинированного освещения, т.е. сочетать общее
освещение интерьера с местным (источник света на рабочем месте). При устройстве
освещения нужно помнить, что оно нормируется не только по уровню освещенности,
но и по показателям ослепленности и яркости рабочей поверхности.
Уровень производственных излучений нормируется
«Основными санитарными правилами работы с радиоактивными веществами и другими
источниками ионизирующих излучений» - ОСП - 72.
Механический цех - лампы накаливания - комбинированное
освещение (лк)
общее и местное 1500,
общее 150,
коэффициент запаса 1,3
газоразрядные лампы - комбинированное освещение (лк)
общее и местное 2000,
общее 200,
коэффициент запаса 1,5.
Рациональное и гигиеничное освещение создает
благоприятные условия для работы, предупреждает зрительное и общее утомление,
обеспечивает безопасность труда, способствует повышению производительности и
качества работы.
.3 Эстетические условия труда
В производственной обстановке цвет имеет важнейшее
функциональное значение, обеспечивая оптимальные психофизические условия на
каждом рабочем месте и одновременно являясь средством ориентации в
производственной среде.
Цвет технологического оборудования выбирается в
соответствии с характером производимых операций, цветом обрабатываемого
материала, размером станка и т.д.
Особое внимание в рабочей зоне уделяется органам
управления станком. Для хорошей различимости цвет панелей, на которых
смонтированы органы управления, может быть гораздо светлее или темнее основных
цветов, применяемых в окраске рабочего места. Этот цвет должен контрастировать
с цветом кнопок и рукояток управления. Другие органы управления, зрительно
воспринимающиеся на фоне корпуса станка, необходимо окрашивать в цвет,
контрастный цвету корпуса, или выполнять в контрастном по цвету материале
(цветные пластмассы).
Корпус станка целесообразно окрашивать в спокойные
тона (светло-зеленый, салатный, бежевый, голубовато-серый, серый). На таком
фоне хорошо различаются неокрашиваемые металлические органы станка (вальцы,
ножи, сверло с головками).
Цвет, фон для обрабатываемых деталей и материалов.
Цветовой тон фона рекомендуется выбирать как дополнительный к цветовому тону
объекта или как контрастный тон, близкий к дополнительному. Фон должен быть
однородным и равномерным. Поверхности, обладающие высокой глянцевитостью, не
годятся для применения в качестве фона.
Цвет для окраски инструмента должен быть ярким,
«броским» - желтым, зеленым, синим, голубым, оранжевым. Однако необходимо
учитывать, что он не должен быть аналогичным цвету, используемому для
сигнально-предупредительных целей.
Основная задача цвета подъемно-транспортных средств -
выделить, сделать более заметным на фоне окружающей среды это оборудование.
Лучше всего использовать яркие насыщенные тона: синие, голубые, желтые,
оранжевые, розовые и т.д.
Наилучший эффект цветового решения всех предметов
рабочего места достигается в том случае, если для некоторых элементов
оргоснастки используют цвет основного технологического оборудования, но чуть
светлее или темнее его. Внутренние поверхности шкафов и инструментальных
тумбочек для поддержания чистоты и порядка следует окрашивать в светлые цвета
желтых, голубых, бежевых оттенков.
6. Требования производственной
безопасности и охраны труда
Во избежание травм необходимо пользоваться только
исправным режущим и измерительным инструментом.
При работе на токарном станке необходимо соблюдать
требования по технике безопасности:
. Рабочий-станочник должен быть одет в
специальную одежду (халат или комбинезон). Манжеты рукавов должны быть
застегнуты.
. На голове должен быть берет или косынка.
. Для защиты глаз от летящей стружки и СОЖ
необходимо пользоваться защитными очками.
. Станок должен быть заземлен и оснащен
защитным щитком.
. Для удаления стружки из зоны резания
необходимо пользоваться специальным крючком.
. Рабочий во время работы на станке должен
стоять на специальной деревянной подставке.
Плохая организация рабочего места, загроможденность
рабочего места и проходов, неисправность станка и приспособлений, недостаточное
знание рабочим устройства станка и правил его эксплуатации, неисправность
электрооборудования и электропроводки, отсутствие ограждений и
предохранительных устройств, работа неисправным инструментом, загрязненность
станка и подножной решетки могут привести к несчастным случаям.
В процессе работы токарь должен быть предельно
внимательным, так как станок является объектом повышенной опасности. Для
безопасной работы необходимо знать устройство всех сборочных единиц (узлов) и
механизмов станка, правильно назначать режим резания, надежно крепить
заготовку, применять исправный инструмент со стружколомами, защитные устройства
и т. д.
В каждом цехе имеются специальные инструкции, в
которых кроме общих требований техники безопасности приведены специфические
требования, характерные для цеха, в котором установлен станок. Инструктаж по
правилам безопасности на каждом рабочем месте проводит мастер в соответствии с
цеховым графиком. Рациональная организация рабочего места, выполнение правил
эксплуатации станка и соблюдение правил безопасности являются важнейшими
условиями высокопроизводительного труда.
Используемая литература
1. Лобанов Н.А., Справочное пособие, Нормирование и научная
организация труда, Лениздат, 1978
. Соколов И.В., Прикот С.Я., Научная организация и нормирование
труда. Организация рабочего места, Методические указания к курсовой работе,
Ленинград, ЛКИ, 1980
. Захаров В.И., Технология токарной обработки, Лениздат, 1968
. Пугачев С.И., Справочная книга мастера, Лениздат, 1979
. ГОСТы системы стандартов
. Московский станкостроительный завод «Красный Пролетарий» им.
А.И. Ефремова, Руководство по эксплуатации модели 16К20Ф3С32
. Санамова Ю.А., Экономика организация и планирование
промышленного производства, Москва «Высшая школа», 1985
. Фатхутдинов Р.А., Производственный менеджмент, учебник,
Издательско-торговая корпорация «Дашков и К0», Москва,2002