Процесс Фишера-Тропша
РЕФЕРАТ
Процесс Фишера-Тропша
Введение
углеводород катализатор технологический
История знает немало примеров, когда в силу острой
необходимости рождались новые оригинальные подходы к решению давно существующих
жизненно важных проблем. Так, в предвоенной Германии, лишенной доступа к
нефтяным источникам, назревал жесткий дефицит топлива, необходимого для
функционирования мощной военной техники. Располагая значительными запасами
ископаемого угля, Германия была вынуждена искать пути его превращения в жидкое
топливо. Эта проблема была успешно решена усилиями превосходных химиков, из
которых, прежде всего, следует упомянуть Франца Фишера, директора Института
кайзера Вильгельма по изучению угля.
В 1926 году была опубликована работа Франца Фишера и Ганса
Тропша «О прямом синтезе нефтяных углеводородов при обыкновенном давлении» [1].
В ней сообщалось, что при восстановлении водородом монооксида углерода при
атмосферном давлении в присутствии различных катализаторов (железо-оксид цинка
или кобальт-оксид хрома) при 270ºС получаются жидкие и
даже твердые гомологи метана.
Так возник знаменитый синтез углеводородов из монооксида
углерода и водорода, называемый с тех пор синтезом Фишера-Тропша (ФТ). Смесь CO
и H2 в различных соотношениях, называемая синтез-газом, может быть
получена как из угля, так и из любого другого углеродсодержащего сырья. После
изобретения процесса германскими исследователями было сделано множество
усовершенствований и исправлений и название «Фишер-Тропш» сейчас применяется к
большому количеству сходных процессов.
Справедливости ради следует отметить, что синтез
Фишера-Тропша возник не на пустом месте - к тому времени существовали научные
предпосылки, которые базировались на достижениях органической химии и
гетерогенного катализа. Еще в 1902 году П. Сабатье и Ж. Сандеран впервые
получили метан из СО и H2. В 1908 году Е. Орлов открыл, что при
пропускании монооксида углерода и водорода над катализатором, состоящим из
никеля и палладия, нанесенных на уголь, образуется этилен [2].
Первый промышленный реактор был пущен в Германии в 1935 году,
использовался Co-Th осажденный катализатор. В 1930-40-е годы на основе
технологии Фишера-Тропша было налажено производство синтетического бензина
(когазин-I, или синтин) с октановым числом 40÷55,
синтетической
высококачественной дизельной фракции (когазин-II) с цетановым числом 75÷100 и твердого парафина. Сырьем для процесса служил уголь, из которого
газификацией получали синтез-газ, а из него углеводороды. Промышленность
искусственного жидкого топлива достигла наибольшего подъема в годы второй
мировой войны. К 1945 г. в мире имелось 15 заводов синтеза Фишера-Тропша (в
Германии, США, Китае и Японии) общей мощностью около 1 млн. т углеводородов в
год. Они выпускали в основном синтетические моторные топлива и смазочные масла.
В Германии синтетическое топливо почти полностью покрывало потребности немецкой
армии в авиационном бензине. Годовое производство синтетического топлива в этой
стране достигло более 124 000 баррелей в день, т.е. около 6,5 миллионов тонн в
1944 году [3].
После 1945 года в связи с бурным развитием нефтедобычи и
падением цен на нефть отпала необходимость синтеза жидких топлив из СО и Н2.
Наступил нефтехимический бум. Однако в 1973 году разразился нефтяной кризис -
нефтедобывающие страны ОПЕК (Organization of Petroleum Exporting Countries,
Организация стран-экспортеров нефти) резко повысили цены на сырую нефть, и
мировое сообщество вынуждено было осознать реальную угрозу истощения в
обозримые сроки дешевых и доступных нефтяных ресурсов. Энергетический шок 70-х
годов возродил интерес ученых и промышленников к использованию альтернативного
нефти сырья, и здесь первое место, бесспорно, принадлежит углю. Мировые запасы
угля огромны, они, по различным оценкам, более чем в 50 раз превосходят
нефтяные ресурсы, и их может хватить на сотни лет [2].
Кроме этого, в мире имеется значительное количество
источников углеводородных газов (как непосредственно залежи природного газа,
так и попутный нефтяной газ), которые по тем или иным причинам не используются
по экономическим причинам (значительная удаленность от потребителей и, как
следствие, большие затраты на транспортировку в газообразном состоянии). Однако
мировые запасы углеводородов иссякают, потребности в энергии растут, и в этих
условиях расточительное использование углеводородов недопустимо, о чем
свидетельствует неуклонный рост мировых цен на нефть с начала 21 века.
В этих условиях синтез Фишера-Тропша снова приобретает
актуальность.
1.
Химизм процесса
.1
Основные реакции образования углеводородов
Суммарные реакции синтеза углеводородов из оксидов углерода и
водорода в зависимости от катализатора и условий процесса можно представить
разными уравнениями, но все они сводятся к двум основным [1]. Первая основная
реакция - собственно синтез Фишера-Тропша:

 (1)
(1)
Вторая основная реакция - равновесие водяного газа. Этот
процесс особенно легко протекает на железных катализаторах как вторичный:

 (2)
(2)
С учетом этой вторичной реакции для ФТ-синтеза на железных
катализаторах получается суммарное уравнение:

 (3)
(3)
Реакции (1) и (3) при стехиометрическом, исчерпывающем
превращении позволяют получить максимальный выход 208,5 г углеводородов на 1 м3
смеси CO + Н2 при образовании только олефинов.
Реакция (2) может подавляться при низких температурах, малом
времени контакта, циркуляции синтез-газа и удалении воды из циркулирующего
газа, так что синтез может протекать частично по уравнению (1) с образованием
воды и частично по уравнению (3) с образованием СO2.
Из уравнения (1) при удвоенном превращении по уравнению (2)
получается суммарное уравнение синтеза углеводородов из СО и Н2O по
Кёльбелу-Энгельгардту:

 (4)
(4)
Стехиометрический выход равен 208,5 г [-СН2-] на 1
м3 смеси СО + Н2.
Образование углеводородов из СО2 и Н2
обусловлено уравнением (1) и реакцией, обратной (2):

 (5)
(5)
Стехиометрический выход 156,25 г. [-СН2-] на 1 м3
смеси СO2 + Н2.
В общем виде уравнения выглядят следующим образом:
Для синтеза парафинов
 (6)
(6)
 (7)
(7)
 (8)
(8)
 (9)
(9)
Для синтеза олефинов
 (10)
(10)
 (11)
(11)
 (12)
(12)
 (13)
(13)
1.2
Побочные реакции
Нежелательными реакциями следует считать гидрирование СО в
метан, разложение СО и окисление металла водой или диоксидом углерода.
Метан образуется в присутствии кобальтовых и никелевых
катализаторов:

 (14)
(14)
Стехиометрический выход 178,6 г СН4 на 1 м3
смеси СО + Н2. Вода, образующаяся при этом, конвертируется затем
(особенно на железных катализаторах) в присутствии СО в смесь СО2 +
Н2, поэтому суммарная реакция образования метана иная:

 (15)
(15)
Стехиометрический выход 178,6 г СН4 на 1 м3
смеси СО + Н2. При температурах выше 300°С метан образуется также
при гидрировании СО2 по суммарному уравнению:
 (16)
(16)
Стехиометрический выход 142,9 г СН4 на 1 м3
смеси СO2 + H2. Процесс синтеза осложняется образованием углерода по реакции
Будуара:

 (17)
(17)
ФТ-синтез может быть направлен в сторону преимущественного
образования спиртов или альдегидов, которые при синтезе углеводородов
образуются как побочные продукты. Основные уравнения в случае спиртов следующие
 (18)
(18)
 (19)
(19)
 (20)
(20)
а альдегиды образуются так:
 (21)
(21)
 (22)
(22)
Уравнения для других продуктов, образующихся в небольшом
количестве (кетоны, карбоновые кислоты, эфиры), опущены.
.3
Механизм реакций
Гидрирование оксида углерода в процессе ФТ представляет собой
комплекс сложных, параллельных и последовательных реакций. Первая стадия -
одновременная хемосорбция оксида углерода и водорода на катализаторе. Оксид
углерода в этом случае соединяется углеродным атомом с металлом, вследствие
чего ослабляется связь С-О и облегчается взаимодействие СО и водорода с
образованием первичного комплекса. С этого комплекса и начинается рост
углеводородной цепи («начало цепи»). В результате дальнейшего ступенчатого
присоединения поверхностного соединения, несущего один углеродный атом,
углеродная цепочка удлиняется («рост цепи»). Рост цепи заканчивается в
результате десорбции, гидрирования или взаимодействия растущей цепочки с
продуктами синтеза («обрыв цепи»).
Основные продукты этих реакций - насыщенные и ненасыщенные
углеводороды алифатического ряда, а побочные продукты - спирты, альдегиды и
кетоны. Реакционноспособные соединения (ненасыщенные углеводороды, альдегиды,
спирты и др.) могут при последующих реакциях встраиваться в растущие цепи или
образовывать поверхностный комплекс, дающий начало цепи. В дальнейшем реакции
между образующимися продуктами приводят к кислотам, эфирам и т.д. Реакции
дегидроциклизации, протекающие при более высоких температурах синтеза, приводят
к ароматическим углеводородам. Не следует исключать также протекание крекинга
или гидрокрекинга более высококипящих углеводородов, первично образовавшихся и
десорбированных с катализатора, если они снова адсорбируются на нем.
Механизм реакции, несмотря на десятилетия его изучения, в
деталях остается неясен [1,2,4]. Впрочем, эта ситуация типична для
гетерогенного катализа. Наиболее признанным является механизм с ростом на конце
цепи [1]. Молекулы или атомы, переходящие в возбужденное состояние при
одновременной хемосорбции оксида углерода и водорода на катализаторе, реагируют
с образованием енольного первичного комплекса (схема А1), который
также дает начало цепи. Рост цепи (схема А2) начинается с отщепления
молекулы Н2O от двух первичных комплексов (с образованием С-С-связи) и
отрыва атома С от атома металла в результате гидрирования. Образовавшийся
комплекс С2, присоединяя один первичный комплекс, выделяет молекулу
Н2O и в результате гидрирования освобождается от металла. Так, путем
конденсации и гидрирования происходит ступенчатый рост цепи на каждый
последующий С-атом. Начало цепи можно изобразить так:
Схема А1
Рост цепи у крайних С-атомов идет так:
Схема А2
и так далее до:
Другая возможность состоит в том, что первоначально связь Me-С в первичном
адсорбционном комплексе частично гидрируется, а затем образовавшееся соединение
конденсируется с первичным комплексом, что ведет к наращиванию цепи по схеме (А3)
или по схеме (А4) и в результате образуется вторичный
метилразветвленный адсорбционный комплекс:
Схема А3
Схема А4

Десорбция первичного адсорбционного комплекса, всегда
содержащего гидроксигруппу, приводит к альдегидам, а при последующих реакциях -
к спиртам, кислотам и эфирам:

Углеводороды могут образоваться в результате дегидратации или
расщепления адсорбционных комплексов:
Схема А5
Начало цепи могут также дать спирты и альдегиды после их
адсорбции на катализаторе в фенольной форме

или олефины, которые, вероятно, после взаимодействия с водой
связаны в енольной форме на катализаторе.
В качестве еще одной возможности роста цепи рассматривается
полимеризация СН2-групп. При гидрировании первичного комплекса
образуются НО-СН2- и СН2-поверхностные комплексы:
Схема Б
Гидрированный поверхностный комплекс взаимодействует с
аналогичным комплексом с отщеплением воды (Б1):
Схема Б1
Точно так же образовавшиеся поверхностные комплексы могут
взаимодействовать с первичным, негидрированным комплексом (с образованием С2-аддитивного
комплекса по схеме Б2) или реагировать с комплексом после его
гидрирования (по схеме Б1):
Схема Б2


Цепь может расти и путем полимеризации первично
образовавшихся СН2-групп по схеме В (с изменением заряда на Me):
Схема В


Вклад полимеризации в процесс роста цепи зависит от
соотношения скоростей конденсации и полимеризации.
2.
Катализаторы
ФТ-синтез начинается с одновременной хемосорбции СО и Н2
на атомах металла. Для образования такой хемосорбционной связи особенно
пригодны переходные металлы с 3d- и 4f-электронами или их соединения внедрения
(карбиды, нитриды и т.д.). Катализаторами служат металлы VIII группы: наиболее
активен Ru, затем Co, Fe, Ni. Для увеличения поверхности их часто наносят на
пористые носители, например, силикагель и глинозем. В промышленности нашли
применение только Fe и Co. Рутений слишком дорог, кроме того, его запасы на
Земле слишком малы для использования в качестве катализатора в многотоннажных
процессах. На никелевых катализаторах при атмосферном давлении образуется в
основном метан, при повышении же давления никель образует летучий карбонил и
вымывается из реактора [5].
Кобальтовые катализаторы были первыми катализаторами,
используемыми в промышленности (в Германии, а затем во Франции и Японии в
1930-1940-е годы). Типичными для их работы являются давление 1÷50 атм и температура 180÷250°С. В этих условиях
образуются, главным образом, линейные парафины. Кобальт обладает значительной
гидрирующей активностью, поэтому часть СО неизбежно превращается в метан. Эта
реакция резко ускоряется с повышением температуры, поэтому кобальтовые
катализаторы не могут использоваться в высокотемпературном процессе ФТ.
Железные катализаторы с середины 1950-х годов используются на
заводах синтеза ФТ в ЮАР. По сравнению с кобальтовыми они гораздо более дешевы,
работают в более широком интервале температур (200÷360°С), и позволяют получать более широкий спектр продуктов:
парафины, низшие α-олефины, спирты. В
условиях синтеза ФТ железо катализирует реакцию водяного газа, что позволяет
эффективно использовать получаемый из угля синтез-газ, в котором соотношение
СО: Н2 ниже стехиометрического 1: 2. Железные катализаторы имеют
более низкое сродство к водороду по сравнению с кобальтовыми, поэтому
метанирование не является для них большой проблемой. Однако в силу той же
низкой гидрирующей активности поверхность железных контактов быстро
зауглероживается. Кобальтовые контакты способны работать без регенерации
значительно дольше. Еще одним недостатком железных контактов является их
ингибирование водой. Поскольку вода является продуктом синтеза, конверсия СО за
один проход невысока. Для достижения высокой степени превращения необходимо
организовывать рецикл газа [6].
И железные, и кобальтовые катализаторы крайне чувствительны к
отравлению серой. Поэтому синтез-газ должен быть предварительно очищен от серы,
по крайней мере, до уровня 2 мг/м3 [7]. Остаточная сера
адсорбируется поверхностью катализатора, так что в итоге продукты синтеза ФТ
практически ее не содержат. Это обстоятельство делает синтетическое дизельное
топливо, полученное по технологии ФТ, весьма привлекательным ввиду современных
жестких экологических требований к транспорту.
При воздействии различных агентов на свежеприготовленные
катализаторы группы железа изменяется состав и структура катализаторов,
появляются фазы, действительно активные в ФТ-синтезе. В то время как число
таких фаз в случае кобальта и никеля относительно небольшое, для железа их
много, поэтому каталитическая система усложняется. Железо образует с углеродом
или другими металлоидами (азот, бор и т.д.) соединения внедрения различного
состава, не утрачивая при этом «металлического» характера, необходимого для
ФТ-сннтеза.
Многие исследования подтвердили, что железные катализаторы в
ходе ФТ-синтеза изменяются по фазовому составу, степени окисления и углеродным
структурам внедрения. Железо восстановленного катализатора к началу синтеза
переходит в карбид Fe2C (карбид Хэгга). Одновременно, но медленнее, образуется оксид Fe3O4, доля которого (в
расчете на исходное железо) постоянно повышается, в то время как содержание
карбида Fe2C в зависимости от времени работы и температуры меняется мало.
Содержание свободного углерода возрастает с увеличением времени синтеза. В
условиях эксплуатации фазовый состав катализатора находится в равновесии с
составом реакционной смеси и только в малой степени зависит от способа его
приготовления или предварительной обработки (восстановление, карбидирование)
[1].
В работе Бартоломью показано, что на Co- и Ni - катализаторах
СО гидрируется в метан по двум маршрутам, каждый из которых связан с
определенными участками на поверхности [8]. А.Л. Лапидус с сотрудниками
выдвинули двухцентровую модель Co-катализатора синтеза ФТ. Согласно этим
представлениям, центрами первого типа являются кристаллиты металлического Со.
На них СО адсорбируется диссоциативно и затем гидрируется в метан. На этих же
центрах происходит реакция диспропорционирования CO, приводящая к
зауглероживанию катализатора. Центры второго типа представляют собой границу
между металлическим Со и оксидной фазой на поверхности катализатора. Они
ответственны за рост углеводородной цепи. Оксид углерода адсорбируется на СоO в слабосвязанной
ассоциативной форме, затем перемещается на носитель, где образует с водородом
поверхностные комплексы типа CHxO. Эти комплексы взаимодействуют
друг с другом, образуя полимерные структуры на поверхности. Их гидрирование на
СоO дает углеводороды.
Два типа адсорбции СО на поверхности обнаруживаются по
спектру термопрограммированной десорбции (ТПД) СО, в котором центрам первого
типа отвечает пик с Tmax в области 250-350°С, центрам второго - Tmax
< 250°C. По соотношению площадей пиков можно судить о доле каждого из типов
центров и, соответственно, предсказывать каталитическое действие контакта.
Эксперименты показали хорошую корреляцию между выходом
углеводородов и количеством центров слабосвязанной адсорбции СО на поверхности
контакта [5].
Оксидная фаза Со-катализаторов обычно формируется в процессе
их предварительной термообработки (прокаливания и / или восстановления)
вследствие взаимодействия оксидного носителя (SiO2, Al2O3
и др.), оксида кобальта и промотора. Катализаторы, не содержащие оксидной фазы,
не способны катализировать образование жидких углеводородов из СО и Н2,
поскольку не имеют на своей поверхности центров полимеризации.
Таким образом, оксидная фаза катализаторов синтеза ФТ играет
определяющую роль в образовании жидких углеводородов, и для создания
эффективных катализаторов этого процесса необходимо особое внимание уделять
подбору носителя и проведению предварительной термообработки катализатора.
Воздействуя на активную часть катализатора путем предварительной
термообработки, приводящей к усилению взаимодействия активной фазы с носителем,
или вводя в состав катализатора модифицирующие оксидные добавки, можно усилить
полимеризационные свойства катализатора и, следовательно, увеличить
селективность реакции в отношении образования жидких углеводородов.
Промоторы по принципу действия подразделяются на две группы -
структурные и энергетические.
В качестве структурных промоторов используются трудно
восстанавливаемые оксиды тяжелых металлов, например Аl2О3, ThO2, MgO и СаО. Они способствуют
образованию развитой поверхности катализатора и препятствуют рекристаллизации
каталитически активной фазы. Подобную функцию выполняют и носители - кизельгур,
доломит, диоксид кремния (в форме свежеосажденного геля гидроксида или силиката
калия).
Энергетические промоторы, которые также называют химическими,
электронными или активирующими добавками, согласно электронному механизму
реакции, увеличивают ее скорость и влияют на селективность. В качестве
энергетических промоторов могут действовать также химически активные
структурные промоторы. Энергетические промоторы (особенно щелочи) значительно
влияют и на текстуру катализатора (поверхность, распределение пор).
В качестве энергетических промоторов для железных
катализаторов (независимо от способа получения) чаще всего используют карбонаты
щелочных металлов. Железным катализаторам, получаемым разными способами,
соответствует неодинаковая оптимальная концентрация щелочной добавки.
Осажденные катализаторы не должны содержать более 1% К2СО3
(в расчете на Fe); для определенных осажденных катализаторов оптимум составляет
0,2% К2СО3 (отклонение в 0,1% заметно влияет на
активность и селективность). Для плавленых катализаторов указана оптимальная
концентрация ≈ 0,5% К2О.
К промоторам, обусловливающим и структурное, и энергетическое
влияние, можно отнести медь. Медь облегчает восстановление железа, причем этот
процесс в зависимости от количества меди может протекать при температуре, более
низкой (вплоть до 150°С), чем без добавки. Далее эта добавка при сушке
гидроксида железа (II и III) способствует окислению его до Fe2O3. Медь благоприятствует
образованию соединений железа с углеродом и вместе со щелочью ускоряет
восстановление железа, образование карбида и углерода. На селективность
ФТ-синтеза медь не влияет [1].
3.
Факторы, влияющие на процесс
.1
Качество сырья
Выход и состав продуктов ФТ-синтеза в значительной степени
зависит от соотношения СО: Н2 в исходном синтез-газе. Это
соотношение в свою очередь существенно зависит от применяемого способа
получения синтез-газа. В настоящее время существуют три основных промышленных
метода получения последнего.
. Газификация угля. Процесс основан на взаимодействии угля с
водяным паром:

Эта реакция является эндотермической, равновесие сдвигается
вправо при температурах 900÷1000ºС. Разработаны технологические процессы, использующие
парокислородное дутье, при котором наряду с упомянутой реакцией протекает
экзотермическая реакция сгорания угля, обеспечивающая нужный тепловой баланс:

. Конверсия метана. Реакция взаимодействия метана с водяным
паром проводится в присутствии никелевых катализаторов (Ni/Al2O3)
при повышенных температурах (800÷900ºС) и давлении:

В качестве сырья вместо метана может быть использовано любое
углеводородное сырье.
. Парциальное окисление углеводородов. Процесс заключается в
неполном термическом окислении углеводородов при температурах выше 1300ºС:

Способ также применим к любому углеводородному сырью.
При газификации угля и парциальном окислении соотношение СО:
Н2 близко к 1: 1, тогда как при конверсии метана оно составляет 1: 3
[2].
В целом, можно отметить следующие закономерности [1,4,5]:
в случае исходной смеси, обогащенной водородом, получаются
предпочтительно парафины, причем термодинамическая вероятность их образования
уменьшается в ряду метан > низкомолекулярные н-алканы >
высокомолекулярные н-алканы;
синтез-газ с высоким содержанием оксида углерода ведет к
образованию олефинов и альдегидов, а также способствует отложению углерода.
Вероятность образования алкенов уменьшается в ряду высокомолекулярные н-олефины
> низкомолекулярные н-олефины.
.2
Температура
ФТ-синтез - сильно экзотермическая реакция. Образующееся
тепло составляет до 25% от теплоты сгорания синтез-газа. Скорость синтеза и
одновременно выход продукта с единицы объема катализатора за единицу времени
повышаются с увеличением температуры. Однако скорость побочных реакций при этом
также возрастает. Поэтому верхняя температура ФТ-синтеза ограничена в первую
очередь нежелательным метано- и коксообразованием [1]. Особенно сильное
увеличение выхода метана при повышении температуры наблюдается для Co
катализаторов.
Как правило, процесс проводится при температуре 190÷240°C (низкотемпературный вариант, для Co и Fe катализаторов) или 300÷350°C (высокотемпературный вариант, для Fe катализаторов) [4,9].
.3
Давление
Так же, как при повышении температуры, с ростом давления
растет и скорость реакций. Кроме этого, повышение давления в системе
способствует образованию более тяжелых продуктов. Типичными значениями давлений
для промышленных процессов являются 0,1÷5 МПа. Так как повышенное
давление позволяет увеличить производительность синтеза, для экономической
эффективности процесс проводят при давлении 1,2÷4
МПа.
Совместное влияние температуры и давления, а также природы
катализатора на выход различных продуктов удовлетворяет распределению
Андерсона-Шульца-Флори (ASF), описываемому формулой

где Pn - массовая доля углеводорода с углеродным
номером n;
α=k1/(k1+k2),
k1, k2 - константы скорости роста и обрыва цепи
соответственно.
Метан (n=1) всегда присутствует в большем количестве, чем
предписывается распределением ASF, поскольку образуется независимо по реакции
прямого гидрирования. Величина α снижается с ростом
температуры и, как правило, возрастает с ростом давления. Если в реакции
образуются продукты разных гомологических рядов (парафины, олефины, спирты), то
распределение для каждого из них может иметь свою величину α. Распределение ASF накладывает ограничения на максимальную
селективность по любому углеводороду или узкой фракции [1,5].
Графически распределение ASF представлено на рисунке 1.
.4
Объемная скорость
Повышение объемной скорости (или уменьшение времени контакта)
газа не благоприятствует реакциям, протекающим с более низкой скоростью. К ним
принадлежат реакции, идущие на поверхности катализатора, - отщепление
кислорода, гидрирование олефинов и рост углеродной цепи. Поэтому с уменьшением
среднего времени контакта в продуктах синтеза повышается количество спиртов,
олефинов и соединений с короткой цепью (газообразные углеводороды и углеводороды
из интервала выкипания бензиновой фракции) [1].
4.
Разновидности технологических схем
Главной технической проблемой синтеза Фишера-Тропша является
необходимость съема большого количества теплоты, выделяющейся в результате
сильно экзотермических химических реакций. Конструкция реактора во многом
определяется также видом продуктов, для получения которых он предназначен.
Существуют несколько разновидностей конструкции реакторов для ФТ-синтеза,
которые определяют ту или иную технологическую схему процесса.
.1
Схема с многотрубным реактором и стационарным слоем катализатора
В таких реакторах протекает низкотемпературный процесс в
газовой фазе. Конструкция многотрубного реактора представлена на рисунке 2.
Одна из возможных технологических схем
высокопроизводительного ФТ-синтеза в многотрубном реакторе представлена на
рисунке 3.
Технологические параметры представлены в таблице 1, состав
получаемых продуктов - в таблице 2.
Таблица 1 - Условия работы промышленных установок газофазного синтеза
Фишера-Тропша на стационарном слое катализатора
|
Параметр
|
Значение
|
|
Давление, МПа
|
2,3÷2,5
|
|
Температура,°С
|
220÷250
|
|
Соотношение Н2: СО в исходном газе
|
1,3: 2
|
|
Соотношение циркуляционного и исходного газа
|
2,5
|
|
Число ступеней
|
1÷2
|
|
Состав катализатора, масс. ч.
|
Fe (100)
|
|
Сu (5)
|
|
К2O (5)
|
|
SiO2 (25)
|
|
Продолжительность работы катализатора, мес.
|
9÷12
|
Таблица 2 - Типичный состав углеводородов, получаемых в
промышленных синтезах Фишера-Тропша на стационарном слое катализатора
|
Характеристика
|
Значение
|
|
Состав продукта (средние данные), % масс.
|
|
|
углеводороды:
|
|
|
С1-С2
|
7
|
|
С3-С4
|
5
|
|
фракции
|
|
|
30-165°С
|
8,5
|
|
165-230°С
|
5
|
|
230-320°С
|
7,6
|
|
320-460°С
|
23
|
|
>460°С
|
18
|
|
кислородсодержащие соединения
|
4
|
|
Степень превращения смеси СО + Н2, %
|
73
|
|
Выход углеводородов С2+, г на 1 м3 смеси СО + Н2
|
140
|
.2
Схема с псевдоожиженным слоем катализатора
Реакторы с кипящим слоем обеспечивают хороший теплоотвод и
изотермическое протекание процесса. Диффузные ограничения в них минимальны за
счет высокой линейной скорости газа и использования мелкодисперсного
катализатора. Однако такие реакторы сложно вывести на рабочий режим. Проблемой
является отделение катализатора от продуктов. Отдельные узлы подвергаются
сильной эрозии. Принципиальным ограничением реакторов с кипящим слоем является
невозможность получения в них тяжелых парафинов [5]. На рисунке 4 представлена
технологическая схема ФТ-синтеза в реакторе с псевдоожиженным слоем катализатора.
Рисунок 4. Схема процесса Фишера-Тропша в реакторе с
псевдоожиженным слоем катализатора:
, 3 - подогреватели; 2 - генератор синтез-газа; 4 - теплообменники;
5 - промывная колонна; 6 - реактор; 7 - циклон; 8 - сепаратор.
Технологические параметры процесса при работе по
рассматриваемой схеме представлены в таблице 3, состав получаемых продуктов - в
таблице 4.
Таблица 3 - Условия работы промышленной установки синтеза Фишера-Тропша в
реакторе с псевдоожиженным слоем катализатора
|
Параметр
|
Значение
|
|
Давление, МПа
|
2,8
|
|
Температура,°С
|
315
|
|
Соотношение Н2: СО в исходном газе
|
3: 1
|
|
Соотношение циркуляционного и исходного газа
|
1,5
|
Таблица 4 - Типичный состав углеводородов, получаемых в
реакторе с псевдоожиженным слоем катализатора
|
Характеристика
|
Значение
|
|
Состав продукта (средние данные), % масс.
|
9
|
|
С3-С4
|
29
|
|
фракции
|
|
|
30-200°С
|
40
|
|
200-320°С
|
9
|
|
>320°С
|
3
|
|
кислородсодержащие соединения
|
10
|
|
Степень превращения СО, %
|
95÷98
|
|
Выход углеводородов С2+, г на 1 м3 смеси СО + Н2
|
160
|
.3
Схема с циркулирующим взвешенным порошкообразным катализатором
Данная схема также относится к высокотемпературному процессу
Ф-Т. Технологическая схема процесса Фишера-Тропша в потоке взвешенного
порошкообразного катализатора приведена на рисунке 5.
Рисунок 5. Схема ФТ-синтеза в потоке взвешенного
порошкообразного катализатора:
- печь; 2 - реактор; 3 - холодильники; 4 - колонна-сепаратор для
промывки маслом; 5 - конденсатор; 6 - разделительная колонна; 7 - колонна для
промывки получаемого бензина; 8 - колонна для промывки газа.
Технологические параметры синтеза в случае проведения
процесса в потоке взвешенного порошкообразного катализатора представлены в
таблице 5, состав получаемых продуктов - в таблице 6.
Таблица 5 - Условия работы промышленных установок синтеза Фишера-Тропша в
потоке взвешенного порошкообразного катализатора
|
Параметр
|
Значение
|
|
Давление, МПа
|
2,0÷2,3
|
|
Температура,°С
|
300÷340
|
|
Соотношение Н2: СО в исходном газе в
суммарном газе
|
(2,4÷2,8): 1 (5÷6): 1
|
|
Соотношение циркуляционного и исходного газа
|
2,0÷2,4
|
|
Продолжительность работы катализатора, сут.
|
≈40
|
Таблица 6 - Типичный состав углеводородов, получаемых на
установке синтеза Фишера-Тропша в потоке взвешенного порошкообразного катализатора
|
Характеристика
|
Значение
|
|
Состав продукта (средние данные), % масс.
|
|
|
метан этилен этан пропилен пропан бутилены
бутаны С5-С12 С13-С18
С19-С21 С22-С30 С31+ кислородсодержащие
соединения
|
10 4 6 12 2 8 1 39 5 1 3 2 7
|
|
Степень превращения смеси СО + Н2, %
|
77÷85
|
4.4
Схема с барботажным (slurry) реактором
Реактор барботажного типа, который также называют пузырьковым
(slurry), считается наиболее эффективным для синтеза ФТ. В этом аппарате
синтез-газ проходит снизу вверх через слой высококипящего растворителя, в
котором суспензирован мелкодисперсный катализатор. Подобно реакторам с кипящим
слоем, в пузырьковом реакторе обеспечиваются эффективный массообмен и
теплоотвод. В то же время в нем возможно получение тяжелых продуктов, как в
трубчатом аппарате [5]. На рисунке 6 представлена схема работы такого реактора.
Технологическая схема с применением барботажного реактора
представлена на рисунке 7.
Рисунок 7. Схема ФТ-синтеза в барботажном реакторе:
- компрессор; 2 - расходомеры;.3 - диафрагмы; 4 -
пробоотборники; 5 - реактор: 6 - паросборник; 7 - теплообменник; 8 -
продуктовые емкости; 9 - разделительные емкости; 10 - насосы; 11 - холодильник;
12 - установка для выделения СО2; 13 - фильтр; 14 - аппарат для
приготовления катализаторной суспензии; 15 - центрифуга; 16 - емкость для
масла.
На примере данной схемы можно отметить большую
технологическую гибкость синтеза ФТ, когда варьируя качеством сырья и
технологическими показателями можно получать продукт требуемого фракционного
состава (таблица 7).
Таблица 7 - Состав продуктов при различных режимах ведения
ФТ-синтеза в барботажном реакторе
|
Показатели
|
Получение разных продуктов
|
|
с низкой мол. массой
|
со средней мол. массой
|
с высокой мол. массой
|
|
Выход суммарного продукта С3+, г на
1 м3 смеси СО+Н2
|
162
|
172
|
182
|
|
Содержание в суммарном продукте С3+,
%
|
|
|
|
|
С3+С4
|
29,6
|
6,9
|
2,2
|
|
С5-190°С
|
63,0
|
40,0
|
7,1
|
|
190-320°С
|
25,7
|
8,3
|
|
320-450°С
|
1,2
|
18,3
|
33,0
|
|
> 450°С
|
-
|
9,1
|
49,4
|
Значения технологических параметров для рассматриваемой схемы
приведены в таблице 8.
Таблица 8 - Условия работы промышленных установок синтеза
Фишера-Тропша с барботажным реактором
|
Параметр
|
Значение
|
|
Давление, МПа
|
1,0÷1,2
|
|
Температура,°С
|
210÷280
|
|
Соотношение Н2: СО в исходном газе
|
1:
(1,3÷1,5)
|
|
Объемная скорость, ч-1
|
110÷190
|
|
Степень превращения СО смеси СО + Н2,
%
|
89÷92
87÷90
|
|
Выход углеводородов С1+, г на 1 м3 смеси СО + Н2
|
176÷178
|
Для получения низкомолекулярных углеводородов применяются
более высокие температура и объемная скорость, но пониженное давление. Если же
требуются высокомолекулярные парафины, то указанные параметры соответственно
меняют [1].
5.
Современные производства
Сравнительно невысокие мировые цены на нефть, незначительно
колеблющиеся около $20 (в пересчете на стоимость доллара США 2008 года) после
второй мировой войны до 70-х годов 20 века [10], долгое время делали
строительство крупных производств, основанных на синтезе Фишера-Тропша,
нерентабельными. Многотоннажные производства синтетических углеводородов из
синтез-газа существовали и развивались лишь в ЮАР, однако и это было
обусловлено не экономической выгодой, а политической и экономической изоляцией
страны при режиме апартеида. И в настоящее время заводы компании Sasol (South African Coal, Oil and Gas Corporation) остаются одними из
самых производительных в мире [9].
В современных условиях предприятия, использующие процесс ФТ,
способны рентабельно работать при цене на нефть более $40 за баррель. В случае,
если по технологической схеме предусматривается улавливание и хранение либо
утилизация углекислого газа, образующегося при синтезе, эта цифра возрастает до
$50÷55 [11]. Так как мировые цены на нефть не опускались ниже этих
отметок с 2003 года [10], строительство крупных предприятий по производству
синтетических углеводородов из синтез-газа не заставило себя ждать.
Примечательно, что большинство проектов осуществляется в Катаре, богатым
природным газом.
Ниже описаны крупнейшие действующие и строящиеся предприятия
GTL (Gas to liquid, «газ в жидкость»), основанные на синтезе ФТ.
.1
Sasol 1, 2, 3. PetroSA
Южноафриканской компанией Sasol накоплен огромный опыт в
промышленном применении синтеза ФТ. Первый пилотный завод Sasol 1 был пущен в
1955 году, сырьем для которого служит синтез-газ, получаемый методом
газификации угля. Ввиду действия торговых эмбарго в отношении ЮАР в 50-х - 80-х
годах 20 века, для обеспечения страны энергоносителями в 1980 и 1984 годах были
введены в строй два более крупных производства - Sasol 2 и Sasol 3 [12].
Помимо этого компания Sasol является лицензиаром процесса GTL
для южноафриканской государственной нефтяной компании PetroSA. Ее предприятие,
также известное как Mossgas, работает с 1992 года. Сырьем является природный
газ, добываемый в открытом море [13].
На протяжении многолетней эксплуатации производств Sasol
инженеры компании стремились улучшить технологию синтеза, в работе были
опробованы все четыре типа реакторов, описанных в разделе 4, начиная с
многотрубных реакторов, работающих при атмосферном, а позже при повышенном
давлении, и заканчивая барботажными реакторами.
Предприятия Sasol поставляют на рынок как моторные топлива,
так и сырье для нефтехимии (олефины, спирты, альдегиды, кетоны и кислоты, а
также фенол, крезолы, аммиак и серу) [5].
.2
Oryx
Данное предприятие введено в эксплуатацию в 2007 году в
Катаре. Лицензиаром выступили совместно компании Sasol и Chevron, сформировав
международное совместное предприятие Sasol Chevron Limited.
Исходный природный газ подвергается паровому риформингу,
после чего полученный синтез-газ подается в барботажный реактор, где проходит низкотемпературный
ФТ-синтез. Продукты синтеза подвергаются гидроочистке и гидрокрекингу.
Товарными продуктами являются экологически чистое дизельное
топливо (менее 5 ppm серы, менее 1% ароматических углеводородов, цетановое
число около 70), а также нафта, используемая как сырье для пиролиза [14].
5.3
SMDS
Компания Shell в 1993 году ввела в эксплуатацию свой завод
Shell MDS (Middle Distillate Synthesis, синтез средних дистиллятов) в Малайзии.
В основе процесса лежит современная модификация процесса ФТ. Синтез-газ для
проведения реакции ФТ получают парциальным окислением природного газа. Процесс
осуществляется в многотрубных реакторах, заполненных высокопроизводительным
катализатором. Продукты синтеза (преимущественно высокомолекулярные алканы)
подвергаются гидрокрекингу и гидроизомеризации.
Производство направлено на получение высококачественных
синтетических дизельного топлива и керосина, а также парафинов [15,16].
.4
Pearl
Предприятие Pearl включает в себя крупнейшее в мире
производство GTL, созданное компанией Shell совместно с Qatar Petroleum. Первая
очередь комплекса пущена в мае 2011 года, выход на полную мощность запланирован
на 2012 год [17]. Технологический процесс, в общем, является развитием
технологий, используемых на заводе SMDS. Цепочка процессов идентична: природный
газ, добытый на шельфовых месторождениях, подвергается частичному окислению с
получением смеси Н2 и СО; затем синтез-газ претерпевает превращения
в многотрубных реакторах (24 аппарата) в парафины с длинной цепью. Последние в
результате гидрокрекинга и разделения дают товарные продукты: моторные топлива,
нафту (сырье для нефтехимии), а также в роли побочных продуктов базовые
смазочные масла и парафины [18].
5.5
Escravos
Данный GTL-проект, осуществляемый в Нигерии, изначально разрабатывался
совместно Sasol и Chevron Corporation, как и Oryx. Однако из-за существенно
возросших затрат на осуществление проекта Sasol покинул его. В настоящий момент
предприятие строится с участием Chevron Nigeria Limited и Nigerian National
Petroleum Company. Ввод в эксплуатацию завода запланирован на 2013 год.
Исходным сырьем является природный газ. Собственно ФТ-синтез будет
осуществляться в барботажных реакторах. Отличительной чертой технологической
схемы является использование фирменного процесса ISOCRACKING компании Chevron,
благодаря которому крекируются до легких и средних дистиллятов и
облагораживаются синтетические парафины - продукты ФТ-синтеза.
Товарной продукцией являются моторные топлива (в первую
очередь дизельное), нафта, а также кислородосодержащие продукты - метанол и
диметиловый эфир [19].
В таблицу 9 сведена общая информация об описанных выше
производствах синтетических углеводородов [20].
Таблица 9 - Современные мощности GTL в мире
|
Компания
|
Разработчик технологии
|
Место расположения
|
Мощность, баррелей / сутки
|
|
Sasol 1
|
Sasol
|
Сасолбург, ЮАР
|
5600
|
|
Sasol 2, 3
|
Sasol
|
Секунда, ЮАР
|
124000
|
|
Petro SA (бывший Mossgas)
|
Sasol
|
Моссел Бей, ЮАР
|
22500
|
|
SMDS
|
Shell
|
Бинтулу, Малайзия
|
14000
|
|
Escravos
|
Sasol, Chevron
|
Эскравос, Нигерия
|
34000 (проект)
|
|
Oryx
|
Sasol, Chevron
|
33700
|
|
Pearl
|
Shell
|
Рас Лаффан, Катар
|
70000
|
Кроме этого, перспективным является строительство заводов
ФТ-синтеза в Алжире (до 33 тыс. баррелей в день) и Иране (до 120 тыс. баррелей
в день).
Имеется информация о совместной разработке Sasol и норвежской Statoil
установок, расположенных на морских платформах или даже плавучих заводов по
переработке природного и попутного газа в жидкие углеводороды. Однако про
осуществление этого проекта ничего не известно [9].
Разработан базовый проект и ведутся дальнейшие переговоры по
строительству в Узбекистане завода GTL. На нем планируется перерабатывать
метан, производимый Шуртанским газохимическим комплексом, по технологии
компаний Sasol и Petronas [21].
Компании ExxonMobil, Syntroleum, ConocoPhillips занимаются
исследованиями в области GTL-процессов, однако, эти фирмы пока имеют в своем
распоряжении лишь пилотные установки, используемые для исследовательских целей
[9].
Заключение
Синтез Фишера-Тропша позволяет получать из природных горючих
ископаемых, используемых в настоящее время преимущественно как топливо для
тепло- и электростанций (уголь, природный газ) или вовсе сжигаемых на факелах
либо выбрасываемых в атмосферу (попутный нефтяной газ), высококачественные
моторные топлива и ценное сырье для последующего химического синтеза.
Преимущественно по первому пути идет развитие технологий компании Shell,
процессы же фирмы Sasol сочетают оба направления. На рисунке 8 представлены
возможные варианты переработки первичных продуктов ФТ-синтеза.
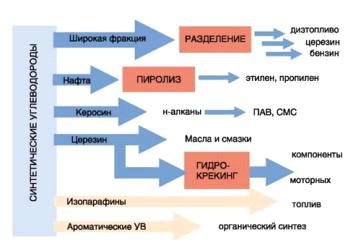
Рисунок 8. Направления переработки синтетических
углеводородов.
Качество получаемого в процессе ФТ по технологии Sasol
Chevron дизельного топлива представлено в таблице 10 [9].
Таблица 10 - Характеристика синтетического ДТ
|
Характеристика
|
Синтетическое ДТ
|
Требования стандарта EN 590:2009
|
|
Плотность при 15ºС, кг/м3
|
780
|
820÷845
|
|
Температура выкипания 95% фракции, ºС
|
355
|
≤360
|
|
Кинематическая вязкость при 40ºС, мм2/с
|
2,0
|
2,0÷4,5
|
|
Температура вспышки, ºС
|
>55
|
>55
|
|
Цетановое число
|
>70
|
>51
|
|
Содержание серы, мг/кг
|
<1
|
≤10
|
|
Содержание полициклических ароматических
углеводородов, % масс.
|
<0,01
|
≤11
|
|
Температура помутнения
|
-23
|
-
|
|
Содержание насыщенных углеводородов, % об.
|
>99
|
-
|
Удачный либо неудачный опыт эксплуатации современных
GTL-производств, в первую очередь Pearl - самого современно и крупного
GTL-предприятия - вероятно определит будущее развитие технологии и заводов,
использующих процесс ФТ. У GTL-технологии, помимо нестабильных цен на нефть,
есть другие существенные проблемы.
Первая из них - очень высокая капиталоемкость. По расчетам,
вложение в завод производительностью 80 тыс. баррелей синтетических
углеводородов в день, исходным сырьем для которого является уголь, составляют
от $7 млрд. до $9 млрд. Для сравнения: НПЗ такой же производительности
обойдется в $2 млрд. [11] Большая часть капитальных затрат (60÷70%) приходится на комплекс получения синтез-газа [5]. Реальные
цифры подтверждают расчеты: затраты на возводимый в Нигерии Escravos GTL с
запланированных $1,7 млрд. поднялись до $5,9 млрд. [19] Строительство Pearl GTL
обошлось Shell в $18-19 млрд. [22] Осуществление в Катаре грандиозного проекта
по строительству GTL-завода мощностью 154 тыс. баррелей в сутки синтетических
углеводородов было отклонено фирмой-разработчиком Exxon Mobil. В проект
планировалось инвестировать $7 млрд., чего явно оказалось бы недостаточно.
Однако компания объяснила отказ от проекта «перераспределением ресурсов» в
пользу строительства газоперерабатывающего предприятия Barzan, также расположенного
в Катаре [23].
Другой весомой проблемой является влияние на экологию. Как
показано в разделе 1, в процессе ФТ образуется диоксид углерода, который
является парниковым газом. Как считается, выбросы СО2 являются
причиной глобальных климатических изменений, и количество выбрасываемого
диоксида углерода ограничивается квотами на выбросы парниковых газов. В цепочке
добыча-переработка-потребление для синтетических моторных топлив выбросы
углекислого газа примерно вдвое превышают таковые для нефтяных топлив [11].
Существуют различные технологии по утилизации углекислого газа (от хранения в
подземных резервуарах до закачки в газо- или нефтеносный пласт), но они
существенно удорожают и без того недешевые GTL-проекты. Однако стоит
отметить, что другие вредные выбросы от непосредственно сгорания синтетических
топлив в ДВС на 10÷50% ниже, чем для нефтяных
топлив (таблица 11) [9].
Таблица 11 - Вредные выбросы при сгорании синтетического и
традиционного ДТ
|
Выбросы
|
Синтетическое ДТ г/кВт·ч
|
Нефтяное ДТ г/кВт·ч
|
|
Углеводороды (НС)
|
0,21
|
0,25
|
|
Монооксид углерода (CO)
|
0,67
|
0,94
|
|
Диоксид углерода (CO2)
|
376
|
308
|
|
Оксиды азота (NOx)
|
6,03
|
7,03
|
|
Несгоревшие частицы (сажа)
|
0,08
|
0,15
|
К экологической же проблеме можно отнести потребность в
большом количестве воды для осуществления газификации угля, если последний
используется в качестве исходного сырья. Зачастую климат в странах, богатых
углем, но бедных нефтью, является засушливым. Однако на второй стадии
GTL-производства - собственно синтез ФТ - вода является побочным продуктом, который
после очистки можно использовать в технологическом процессе. Такая методика
используется на заводе Pearl. Так как для получения синтез-газа на этом предприятии
вода не нужна, она используется для выработки пара высокого давления при
охлаждении реакторов ФТ. Получаемый водяной пар приводит компрессоры и
электрогенераторы [18].
Рынок GTL является растущим рынком. Основными факторами,
движущими этот рынок, являются настоятельная потребность в монетизации трудно
утилизируемых другими способами (трубопроводным транспортом или сжижением)
больших запасов природного, попутного нефтяного газа и газа угольных
месторождений на фоне все возрастающей мировой потребности в жидких
углеводородах и ужесточающихся требованиях к экологическим характеристикам
углеводородного топлива. Освоение GTL-технологий является хорошей рыночной
возможностью для тех стран и компаний, которые располагают большими запасами
природного или попутного газа и угля. GTL-производства могут не
конкурировать, а дополнять такие направления в отрасли, как LNG (Liquefied
natural gas, сжиженный природный газ), производства экологически чистых топлив,
высококачественных базовых масел.
Список
использованных источников
1. Химические
вещества из угля. Пер. с нем. /Под ред. И.В. Калечица - М.: Химия, 1980. - 616
с, ил.
2. Караханов
Э.А. Синтез-газ как альтернатива нефти. II. Метанол и синтезы на его основе //
Соросовский образовательный журнал. - 1997. - №12. - С. 68.
4. Процесс
Фишера - Тропша [Электронный ресурс]. - Режим доступа:
http://ru.wikipedia.org/wiki/Процесс_Фишера_-_Тропша
. Обзор
катализаторов синтеза Фишера-Тропша [Электронный ресурс]. - Режим доступа:
http://www.newchemistry.ru/letter.php? n_id=7026&cat_id=5&page_id=1
6. Dry M.E. Applied Catalysis A: General. - 2004. - №276, - Р. 1.
7. 11.
Сторч Г., Голамбик Н., Голамбик Р. Синтез углеводородов из окиси углерода и
водорода. - М.: И.Л., 1954. - С. 257.
8. Lee W.H., Bartolomew C.H.J. Catal. - 1989. - №120. - Р. 256.
. Wisam Al-Shalchi. Gas to liquids technology (GTL). -
Baghdad - 2006.
10. Нефть
[Электронный ресурс]. - Режим доступа: http://ru.wikipedia.org/wiki/Нефть
11. Matthew Dalton. Big Coal Tries to Recruit Military to
Kindle a Market. // The Wall Street Journal. - 2007. - Sept. 11.
. Explore Sasol - Sasol history [Электронный ресурс]. - Режим доступа:
http://www.sasol.com/sasol_internet/frontend/navigation.jsp?
navid=700006&rootid=2
. The PetroSA GTL Refinery & LTFT Technology
Development [Электронный ресурс]. - Режим доступа:
http://www.petrosa.co.za/
. Oryx GTL [Электронный ресурс]. - Режим доступа:
http://www.oryxgtl.com/Englishv3/index.html
. Shell
MDS Technology and Process [Электронный ресурс]. - Режим доступа: http://www.shell.com.my/home/content/mys/products_services/solutions_for_businesses/smds/process_technology/
. Inside
Shell’s Bintulu GTL Plant [Электронный ресурс]. - Режим доступа:
http://www.consumerenergyreport.com/2010/11/14/inside-shells-bintulu-gtl-plant/
17. First cargo of Pearl GTL products ship from Qatar [Электронный ресурс]. - Режим доступа:
http://www.shell.com/home/content/media/news_and_media_releases/2011/first_cargo_pearl_13062011.html
. Gas-to-liquids (GTL) processes [Электронный ресурс]. - Режим доступа:
http://www.shell.com/home/content/innovation/meeting_demand/natural_gas/gtl/process/
19. Escravos Gas-to-Liquids Project, Niger Delta [Электронный ресурс]. - Режим доступа:
http://www.hydrocarbons-technology.com/projects/escravos/
20. Обзор
рынка GTL [Электронный ресурс]. - Режим доступа:
http://www.newchemistry.ru/letter.php? n_id=5331
. Узбекистан
развивает сотрудничество с компаниями «Сасол» и «Петронас» [Электронный
ресурс]. - Режим доступа: http://www.anons.uz/article/politics/5042/
. Жемчужина
GTL [Электронный ресурс]. -
Режим доступа: http://www.rupec.ru/blogs/? ID=3048
23. Exxon Mobil, Qatar Unplug GTL Project [Электронный ресурс]. -
Режим доступа: http://www.imakenews.com/lng/e_article000760746.cfm? x=b96T25P,
bd1Rfpn