Проектирование полиграфического производства
КУРСОВОЙ
ПРОЕКТ
по
дисциплине “ Полиграфическое производство”
Тема работы:
“Проектирование полиграфического производства”
Реферат
Записка 40 с, 3 рис., 12 табл. 14 источников.
Проектирование, полиграфический процесс,
брошюровочно-переплетные процессы, способ печати, комплектный процесс.
Объектом проектирования является книжное
издания: РЕКШАН В. «ДОРОГА ДО», 76х100/32, 11 физических печатных листов, 5
тыс. экземпляров, внешнее оформление - обложка тип 3, дополнительная печать
обложка в 4 краски, припрессовка полимерной пленкой.
Целью работы является проектирование
полиграфического производства издания изделия - образца.
В результате работы была составлена составлена
технологическая характеристика издания, определено издательско-полиграфическое
оформление данного издания, сделан выбор оборудования и расходных материалов
для печати изделия образца, создана схема комплексного процесса, а так же
подробно рассмотрен брошюровочно-перепленый процесс изготовления изделия.
Содержание
Реферат
Содержание
Введение
1. Анализ исходных данных для
проектирования
. Разработка конструкции издания
. Проектирование комплексного
технологического процесса
. Определение структуры комплексного
процесса
. Выбор способа печати и печатного
оборудования
. Расчет загрузки по печати
. Проектирование частичного
технологического процесса
8. Расчет материалов
Заключение
Список использованной литературы
Введение
Во все времена брошюровочно-переплетные процессы
играли огромную роль в технологическом процессе изготовления книги, благодаря
которым книга приобретает не только эстетически вид и привлекательность, но и
качественные признаки, такие как прочность и удобочитаемость.
В последнее время огромный рост заметен в печати
многокрасочной продукции, которая требует отделки высокого качества, такой как
теснение, ламинирование, лакирование и так далее, поэтому в современной
полиграфии послепечатным процессам необходимо уделять особое внимание.
Брошюровочно-переплетные процессы завершают
технологический процесс изготовления продукции, которая должна подвергаться
дополнительной обработке. Это комплекс технологических операций по превращению
продукции печатного процесса (оттисков) и переплетных материалов в готовые
книжные издания.
Основное значение брошюровочно-переплетных
процессов - обеспечить свободный доступ к содержащейся в издании информации,
сделать его удобным в пользовании, прочным, долговечным, эстетически
привлекательным при минимальных затратах времени и труда. От применяемой
технологии, оборудования, материалов во многом зависят внешний вид издания,
эксплуатационные и технологические показатели.
Разнообразие книжных изданий по форматам,
объемам, конструкции, тиражам, различная оснащенность полиграфических
предприятий обуславливают применение разнообразных схем брошюровочно-переплетных
схем для их производства.
На брошюровочно-переплетных операциях получается
большое количество брака и отходов, поэтому очень важно брошюровочным процессам
уделять особое внимание, а именно: правильно подбирать технологию, материалы,
оборудование и технологические режимы.
Цель этой работы оценить особенности
издательско-полиграфического оформления и конструкции данного издания, а так же
сделать выбор конкретного технологического решения, выбор оборудования и
материалов, произвести необходимые расчеты основных материалов, загрузки по
брошюровочно-переплетным процессам, трудоемкости.
1. Анализ исходных
данных для проектирования
В данной курсовой работе за образец взята книга
Рекшан В. «Дорога до».
Характеристика книжного издания включает следующие
показатели (параметры) [1]:
¾ класс издания - второй;
¾ по целевому назначению -
литературно-художественное;
¾ по материальной конструкции -
брошюра;
¾ по знаковой природе информации
- тексто-изобразительное;
¾ по периодичности -
непериодическое издание, т.к. книга вышла единожды;
¾ объем издания - 352 страниц; 11
физ.п.л.;
¾ тираж - 5 000 экземпляров;
¾ формат -76х100/32;
¾ клеевое бесшвейное скрепление ;
¾ обложка -
4+0;
¾ книжный блок -
1+1.
В таблице 1 проведен анализ
издательско-полиграфического оформления и конструкции переиздаваемого издания.
Таблица 1- Определение
издательско-полиграфического оформления издания[1]
|
№
п/п
|
Наименование
показателей оформления
|
Количественные
Характеристики показателей согласно ГОСТ
|
Показатели
издания-образца
|
примечание
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
вид
издания по материальной конструкции по знаковой природе информации по
периодичности к структуре по целевому назначению и характеру информации по
составу основного текста
|
ОСТ
29.69-81
|
Книжное
издание Текстовое Непериодическое однотомное издание
Литературно-художественное издание Моноиздание (содержит одно произведение)
|
|
|
2
|
формат
издания ( после обрезки) и доля бумажного листа
|
ГОСТ
5773-76 60х90/32 84х108/32 70х100/32 75х90/32 70х90/32 70х108/32
|
76*100
1/32
|
не
соответствует
|
|
3
|
Формат
издания до обрезки, мм
|
ОСТ
29.62-81 125х175
|
120х190
|
не
соответствует
|
|
4
|
Формат
издания после обрезки, мм
|
120х165
|
115х180
|
не
соответствует
|
|
5
|
объем
издания,стр Vф.п.л V у.п.л
|
64-640
|
352
11 15,5
|
не
соответствует
|
|
6
|
тираж
(в тыс. экз.);
|
5-1000
|
5
|
соответсвует
|
|
7
|
красочность
издания и его составных элементов;
|
1,4
|
Обложка
4+0 Книжный блок 1+1
|
соответсвует
|
|
8
|
кегль
основного текста
|
8,9,10
|
9
|
соответствует
|
|
9
|
способ
печати (основной части издания и его дополнительных элементов);
|
Офсетная,
высокая
|
Офсетная
|
соответсвует
|
|
10
|
тип
обложки или переплетной крышки
|
ГОСТ
22240-76 Обложка (тип 1,2,3) Крытая в накидку, Обыкновенная крытая, Крытая в
роспуск
|
Обложка
Крытая в роспуск тип 3
|
соответствует
|
|
11
|
Вид
скрепления
|
Нитками,
допускается бесшвейное
|
бесшвейное
|
соответсвует
|
|
12
|
Иллюстративность,%
|
0-45%
|
0%
|
соответствует
|
|
13
|
Характер
иллюстраций в тексте
|
Штриховые,
тоновые
|
отсутствуют
|
соответсвует
|
|
14
|
Варианты
оформления
|
ОСТ
29.62-82 2. доп.3
|
2
|
соответствует
|
|
15
|
Формат
полосы набора,мм
|
5
1/4х 7 3/4
|
4
1/2х 7 4/5
|
не
соответствует
|
|
16
|
Вид
используемой бумаги Обложка Основной блок
|
ОСТ
19.62-82 Офсетная тип 1,2 не более 120 г/м2 офсетная тип 1,2,3 40-80г/м2
|
офсетная
100-120 г/м2 газетная
|
соответствует не
соответствует
|
|
17
|
Поля:
верхнее нижнее внутреннее внешнее
|
11
13 19 21
|
17
13 14 17
|
не соответствует
|
|
18
|
Процент
использования бумаги (отношение площади полосы набора к площади страницы до
обрезки)
|
61%
|
49,7%
|
не
соответствует
|
Оценка качества полиграфического исполнения
издания-образца по группе печатных процессов
Оценка качества полиграфической продукции может
быть произведена интегральным, то есть по методике разработанной в НИИ КПП, по
баллам дефектности.
Интегральный метод является субъективным, так
как оценка качества происходит визуально, данную оценку можно выразить словами
«отлично», «хорошо», «удовлетворительно», что и будет сделано в данном разделе.
В этой главе будет рассмотрен интегральный метод
оценки качества издания-образца. Суть метода заключается в оценке качества
издания по группам формных, печатных, брошюровочно-переплетных процессов (в
данном случае будет рассматриваться только группа печатных процессов). По
группе печатных процессов выявляются дефекты, появившиеся в этом процессе, и в
зависимости от класса издания (рассматриваемое издание-образец относится к 1
классу), выставляются баллы, от 1до 3, балл 3,означает, что дефект существенно
влияет на качество продукции.
В таблице 2 представлены дефекты, которые
относятся к группе печатных процессов и были выявлены в результате визуального
осмотра издания-образца.
Таблица 2 - Оценка качества издания-образца
(печатная группа) по баллам дефектности[1]
|
№,
п/п
|
Дефект
|
Количество
дефектных единиц
|
Оценка
дефекта в баллах
|
|
1
|
2
|
3
|
4
|
|
1
|
Непропечатка
|
Более
2-х случев Пример стр5
|
2
|
|
2
|
Разнооттеночная
печать
|
|
0
|
|
3
|
Отмарование
краски
|
|
0
|
|
Марашки
|
|
0
|
|
5
|
Забитый
краской оттиск
|
|
0
|
|
6
|
Выщипывание
бумаги
|
|
|
|
7
|
Пробивание
краски
|
|
0
|
|
8
|
Дробление
|
|
0
|
|
9
|
Двоение
|
|
0
|
|
10
|
Неприводная
печать
|
Более
1 тетради Пример стр 87
|
3
|
|
11
|
Не
чистые пробелы и поля
|
|
0
|
|
12
|
Повреждение
и загрязнения оттисков при печати
|
|
0
|
|
13
|
Морщины
|
|
0
|
Оценка качества издания-образца по баллам
дефектности, исходя из данных таблицы 2 - «хорошее», так как количество баллов
5 [1].
Существует множество дефектов возникающих в
процессе печатания продукции, и много причин их появления, а так же способов
борьбы с ними. Далее приведены наиболее часто встречаемые дефекты, описаны
причины их появления и способы устранения:
· марашки - мелкие, визуально-заметные
на оттиске следы краски, печатных элементов, которых нет на фотоформе; белые
пятна, свидетельствующие об отсутствии целых фрагментов изображения. Обычно
марашки возникают при попадании на печатную форму или на офсетную
резинотканевую пластину посторонних частиц (кусочков бумаги, засохшей краски,
пыли и пр.), которые создают дополнительные (паразитные) печатающие элементы
или уничтожают часть их поверхности. Способ предотвращение марашек довольно
прост, содержать в чистоте пресс и территории вокруг него, а так же понижение
липкости краски;
· неприводка лица и оборота -
несовпадение полос на двух соседних страницах одного листа издания.
Колонтитулы, колонцифры, строки (особенно верхние и нижние) не совпадают при
рассматривании на просвет. Способ устраниения - Изменить фазовое смещение
цилиндров[2];
· непропечатка - дефект, при котором
краска с части печатающих элементов не передается на бумагу. Отсутствие части
печатных элементов одной или нескольких красок на оттиске. Провал на оттиске
части изображения или его отдельных фрагментов (как правило, в светах),
присутствующих на печатной форме возникает вследствие плохой отладки красочного
аппарата, повреждения накатных валиков, продава резинотканевой пластины,
дефекта печатной формы, невосприятия краски печатающими элементами формы и
прочее[2];
· повреждение и загрязнения оттисков в
процессе печатания - это следы от пальцев рук, тесем, передаточных цилиндров,
масляные и др.пятна, дыры, надрывы, загнутые углы, причиной их появления не
соблюдения чистоты рабочего места, и при ее соблюдении данной проблемы возможно
избежать;
· морщины - это плессирование на
бумаге, причиной чему являются деформации, которые появляются при изготовлении
бумаги, при ее намотке на рулон или при прохождении бумаги через печатную
машину, а так же при несоблюдении климатических условий.
В целом, для того, что бы избежать возникновение
любых дефектов в печатном процессе необходим тщательный контроль на всех
стадиях изготовления изделия.
2. Разработка
конструкции издания
Выбор оптимального решения при разработки
конструкции проектируемого издания есса связан с особенностями издания и
зависит от ряда факторов:
1. Вид литературы: книга.
2. Тираж 5 000 экз.
. Срок службы: 5-10 лет.
. Интенсивность пользования: средняя.
. Кегль для основного текста: 10 п.
. Формат издания: 76*100 1/32
. Объем издания: 11 ф.п.л.
|
Показатель
|
Издание-образец
|
Проектируемое
издание
|
Обоснование
|
|
Тетради
основного текста
|
Объем
Количество
|
32
страницы
|
32
страницы
|
Зависит
от толщины тиражной бумаги и способа скрепления. Для книжных блоков,
комплектуемых подборкой, при потетрадном шитье нитками выбирают 32-х
страничные тетради при толщине тиражной бумаги до 90 мкм.
|
|
Способ
комплектовки блока
|
Подборкой
|
Подборкой
|
Однозначно
определяется толщиной блока: издания I группы по
толщине блока комплектуются вкладкой, остальные - подборкой.
|
|
Скрепление
|
Способ
скрепления
|
КБС
|
КБС
|
Сокращение
сроков изготовления тиража и капиталовложений, возможность организации
непрерывного производства.
|
|
Корешок
|
Форма
корешка Упрочняющие корешок элементы
|
Прямой
корешок с прямыми корешковыми фальцами
|
Прямой
корешок с прямыми корешковыми фальцами
|
Определяется
толщиной блока, способом скрепления.
|
|
Обложка
или переплет
|
1.
Тип 2. Способ соединения с блоком 3. Оформление
|
1.
Тип 3 2. Клеевой способ соединения 3.Припрессовки полимерной пленки
|
1.
Тип 3 2. Клеевой способ соединения 3.Припрессовки полимерной пленки
|
1.
Обложка крытая вроспуск 2. Выбор сделан исходя из достоинств этого способа:
высокая скорость и малая трудоемкость, которая не зависит от обьема издания.
Так же сокращение сроков изготовления тиража и капиталовложений, возможность
организации непрерывного производства. 3. При наличии полимерной пленки
покровный материал становится более механически прочным, водостойким,
приобретает зеркальный блеск, гладкость, прочность к истиранию. Качество
продукции получается выше, чем при лакировании.
|
|
Способ
припрессовки полимерной пленки к покровному материалу ПК
|
Способ
|
Бесклеевой
|
Бесклеевой
|
Бесклеевой
способ экономически выгоднее, чем клеевой, поскольку исключаются затраты на
дорогостоящий клей с летучими и огнеопасными растворителями, а также
энергоемкий процесс сушки продукции.
|
4. Определение
структуры комплексного процесса
Структура проектируемого комплексного процесса
графически представлена на рисунке 1 и показывает необходимые этапы
изготовления издания-образца.
Рисунок 1 - Структура комплексного процесса
5. Выбор способа печати
и печатного оборудования
.1 Выбор способа печати
В настоящее время для печати книжно-журнальной
продукции в основном используется три способа печати - это офсетная (плоская)
печать, глубокая, высокая печать и цифровая печать. В данной главе будут
рассмотрены эти виды печати, их преимущества и недостатки, а так же выбран
наиболее выгодный и технический удобный способ печатания издания-образца.
Офсетная печать
Офсетная печать (от англ. offset
- перенос) - технология печати, предусматривающая перенос краски с печатной
формы на запечатываемый материал не напрямую, а через промежуточный офсетный
цилиндр[3].
В традиционной офсетной печати печатная форма
смачивается увлажняющим раствором. Раствор очень тонким слоем с помощью валиков
наносится на форму. Участки формы, не несущие изображение гидрофильны, участки,
несущие краску гидрофобны, то есть воспринимают краску. Пленка увлажняющего
раствора препятствует передачи краски на пробельные элементы формы.
В офсетной печати по «сухому» поверхность
формного материала краскоотталкивающая, что обуславливается нанесением
силиконового слоя. Путем специального целенаправленного его удаления (толщина
слоя около 2 мкм) открывается поверхность печатной формы, воспринимающая
краску. Этот способ называется офсетным способом без увлажнения, а так же часто
«сухим офсетом».
Офсетный способ печати является одним из
классических способов, который благодаря высокому качеству экономичности и
продуктивности, является главенствующим для книжно-журнальной продукции.
Основные достоинства офсетной печати, по
сравнению с другими способами, таковы:
· экономичное изготовление небольших,
средних и больших тиражей с высоким качеством, причем на самых различных сортах
бумаги;
· надежное, быстрое и относительно
недорогое изготовление печатных форм как обычными, так и цифровыми способами;
· высокая степень стандартизации и
автоматизации всего производственного процесса Отличное воспроизведение мелких
деталей изображения;
· универсальные возможности оформления
издания;
· большая свобода компоновки
материала;
· использование разнообразных по
размерам и конфигурациям шрифтов, различных типов изображений (штриховых,
растровых);
· возможность двухсторонней
многокрасочной печати за один прогон высококачественных изданий;
· большая, по сравнению с высокой
печатью, доступность изготовления крупноформатной продукции;
· наличие технологически гибкого и
производительного печатного оборудования;
· большой ассортимент красок, бумаг и
химии;
· быстрота и не токсичность способа
печати;
· не большая трудоемкость подготовки
оборудования к печати;
· печатные машины оснащены САКР
(Система автоматического контроля работы);
· выделяющая способность - минимально
воспроизводимый штрих 12мкм;
· высокая разрешающая способность до
200 лин/см, практически применяемая 80 лин/см;
· линейное тоновоспроизведение в
светах изображения[3].
Высокая печать
Высокая печать - передача изображения на
запечатываемый материал с печатной формы, на которой печатающие элементы
расположены выше пробельных. Высокая печать - самый старый и наиболее
естественный способ печати.
Высокая печать, главным образом книжная,
является машинным видом печати. Перенос высоковязких, пастообразных красок на
бумагу осуществляется посредством твердых (преимущественно металлических)
печатающих элементов. В хронологии развития высокой печати печатные станки в
соответствии с различными принципами давления на ручные прессы и тигельные
станки, плоскопечатные и ротационные машины.
На протяжении многих столетий высокая печать,
охватив весь мир являлась доминирующей. Она выполнялась с твердых печатных
форм, изготавливаемых преимущественно из сплава свинца, сурьмы и цинка. Так как
этот способ в основном служил для печати книг, он получил, по крайней мере, в
немецком языке, название «Buchdruck»
(«книжная печать»). В настоящая время офсетная печать по техническим и
коммерческим причинам повсеместно вытеснила высокую печать, которая находит
себе применение в определенной нише (например, для качественного изготовления
такой непритязательной продукции, как карманные и телефонные справочники или
отдельные виды ежедневных газет). Косвенный способ высокой печати, в котором
печатное изображение передается с формы на запечатываемый материал через
резиновый цилиндр, еще можно найти в определенных отраслях - особенно при
печати упаковки[4].
На протяжении нескольких последних десятилетий
был внедрен модифицированный способ высокой печати, а именно флексография. Чаще
всего он используется в упаковочной промышленности для печати на различных
материалах. Название «флексографская печать» (флексография) было введено в
начале 50-х годов 20 века (до этого называлась «анилиновая печать»). В
противоположность высокой печати флексография работает с жидкими красками и
эластичными, то есть мягкими и гибкими печатными формами, а также с
незначительным давлением между формным цилиндром и запечатываемым материалом.
Гибкие печатные формы (ранее их изготавливали исключительно из резины, а в
настоящее время в основном из фотополимеризующихся материалов) дают возможность
запечатывать материалы с очень шероховатой поверхностью и даже ткани.
Существенным недостатками печатных форм высокой
печати по сравнению с офсетными являются их высокая стоимость, сложность
приладки, ограничения качества печати и невысокие производственные скорости.
Высокая печать находит применение сегодня в печати формуляров, этикеток,
лотерейных билетов, ценных бумаг, телефонных справочников и обыкновенных
карманных книг, правда, с тенденцией к снижению ее доли в их производстве[4].
Цифровая печать
Цифровая печать использует технологию получения
оттисков с использованием переменной печатной формы. С электронного носителя
при использовании метода цифровой печати изображение переносится сразу на
бумагу. Цифровая печать наиболее эффективна при коротких сроках и малых
тиражах.
Преимущества цифровой печати:
· Низкая стоимость малых тиражей.
Метод цифровой печати идеален для мелких тиражей. При количестве 100 брошюр,
200 буклетов или 500-1000 маленьких флаеров стоимость тиража сделанного цифровой
печатью всегда будет гораздо ниже, чем стоимость этого же тиража офсетной
печатью. Это происходит в связи с тем, что тираж не «утяжеляется» комплексом
предпечатной подготовки;
· Сроки и скорость. Цифровая печать -
срочный вид печати, отсутствует этап вывода пленок и изготовления форм,
отсутствуют также приладочные работы. Вся оперативная полиграфия построена в
первую очередь на цифровой печати;
· Качество. Прямо рядом с печатной
машиной вы имеете возможность откорректировать макет и с минимальными затратами
исправить цвет или ошибку в макете;
· Персонализация. Очень часто цифровую
печать используют для печати персонализированных грамот, дипломов, открыток и
так далее, при использовании метода офсетной печати такой возможности нет;
Недостатки цифровой печати:
· Высокая себестоимость продукции при
печати больших тиражей;
· Ограничения печатного барабана. При
использовании метода цифровой печати очень часто практически невозможно
добиться идеальной темной плашки - особенно синей или черной;
· Невозможно использовать пантоны,
серебряную или золотую краску;
· Ограничение по формату бумаги.
Максимальный размер бумаги при цифровой печати SRA3 (450х320 мм)[4].
Глубокая печать
Глубокая печать исторически долгое время (с XV
до XX века) развивалась только, как ручной способ изготовления печатных форм
(резцовые гравюры и офорты) и только с изобретением способа металлогравюры (в
качестве печатных форм использовались гравированные медные пластины) и
ракельного механизма, Карелом Кличем началось промышленное применение глубокой
ракельной печати. В 1910 году была сделана первая машина глубокой печати
«Рембрант». Но в течение XX века глубокая печать развивалась не такими бурными
темпами, как офсетная печать. В мировой полиграфии глубокая печать имеет 2
главные области применения: для высококачественной многокрасочной продукции
(особенно многокрасочных элитных журналов), и для упаковочной продукции. У нас
в стране ранее способом глубокой печати выпускался журнал «Огонёк», который в
конце XX века также переведён на офсетную печать. С 1995 года прекратился
выпуск издательской продукции глубокой печатью. Что касается этикеточной
продукции, то тут область применения глубокой печати постоянно возрастает.
У способа глубокой печати существует множество
достоинств:
· самая высокая оптическая плотность
(Dmax=1,9 и более);
· самая широкая градационная шкала (до
24 полей);
· линейность тоновоспроизведения;
· более простая конструкция красочного
и печатного аппарата;
· равномерное давление в зоне
печатного контакта;
· любое изображение может быть
воспроизведено за счёт использования только 3 печатных красок;
· наибольшие форматные возможности
(ширина рулона 260 см и более).
Но у данного способа существует ряд серьёзных
недостатков:
· токсичность и пожароопасность
способа (особенно при использовании красок на летучих растворителях);
· большая опасность неидентичности
печати из-за нестабильности вязкости красок на быстролетучих растворителях и
несовершенства ракельного механизма;
· необходимость растрирования всего
изображения, в том числе и текста, что снижает качество(удобочитаемость)
текста;
· «полошение» на оттисках по причине
вибрации, царапин на ракеле и форме и т.п.;
· дорогие формные цилиндры, что
ограничивает применение данного способа печати для малых тиражей[4].
Так как печатные формы высокой печати по
сравнению с офсетными обладают более высокой стоимостью, поэтому технологически
правильнее сделать выбор между высокой и офсетной печатью в пользу последней.
Исходя их того, что тираж издания - образца пять тысяч экземпляров, цифровой и глубокий
способ экономически не выгоден. Поэтому переиздание издания-образца будет
проводится офсетным способом печати.
5.2 Выбор и обоснование
печатного оборудования
издание печать переплеточный
технологический
На сегодняшний день разнообразие современного
печатного оборудования очень велико.
К выбору следует подходить также с трех позиций:
обеспечение требуемого уровня качества, продолжительности процесса и
экономических затрат. При этом следует учитывать сроки выпуска издания, его
тираж, формат, объем, красочность.
Для печати основного текста следует определить,
какие тетради в издании должны быть. Так как в нашем случае необходимо получить
32 страничные тетради, то в машине должно печататься не менее 16 страниц на
одну сторону бумаги.
С точки зрения продолжительности процесса
наиболее выгодно применение рулонных машин (кроме того, отпадает необходимость
фальцовки после печати). Поэтому рулонную машину следует выбирать для
высокотиражных изданий (обычно более 25 тыс. экземпляров), уровень требований к
которым, может быть обеспечен на этой машине. При этом следует учитывать, что
размер рубки бумаги в рулонных машинах строго регламентирован. В листовых
машинах формат прогонного листа должен находиться между максимальным и
минимальным форматом машины по бумаге.
Так как тираж рассматриваемого издания
составляет пять тысяч экземпляров, экономически выгодно будет печатать на
листовой печатной машине обложку и книжный блок. Были выбраны для сравнения по
две марки (для обложки и для книжного блока) печатной машины - это КБА Рапида
130, ROLAND 900, MAN ROLANDSERIES 800, RYOBI 924, наиболее соответствующие всем
требованиям, для которых было составлена краткая спецификация (таблица 4);
сделан расчет затрат на подготовку процесса печатания и печать тиража (таблица
5), а также рассчитаны коэффициенты полезного использования этих машин, что
позволяет сделать правильный выбор оборудования.
Таблица 4 - Спецификация печатного оборудования
для обложки[5]
|
№
п/п
|
Тип
машины
|
Способ
печати
|
Марка
машины
|
Формат
см (по бумаге)
|
Варианты
печати
|
Производительность
машины об./мин
|
Число
обслуживающих рабочих и их квалификация
|
примечание
|
|
|
|
|
Мин.
|
макс
|
Число
красок
|
Число
запечатываемых сторон бумажного листа
|
Число
одновременно печатаемых печатных листов
|
Техническая
(паспортная) Ппасп
|
Эксплуатационная
Пэкспл
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
Обложка
|
л
|
Оф.п
|
КБА
Рапида 130
|
50
x 60
|
91
x 130
|
4
|
1
|
1
|
12000
|
9400
|
2
|
|
|
2
|
л
|
Оф.п
|
ROLAND
900
|
50
x 70
|
89
х126
|
4
|
1
|
1
|
14
000
|
12800
|
2
|
|
|
Книжный
блок
|
|
1
|
л
|
Оф.п
|
MAN
ROLAND SERIES 800
|
50х70
|
89х126
|
1
|
2
|
1
|
10000
|
9000
|
2
|
|
|
4
|
л
|
оф
|
RYOBI
924
|
41x29
|
64
х 92
|
1
|
2
|
1/2
|
16000
|
13200
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 - Расчёт затрат времени печати на
разном оборудовании
|
№
п/п
|
Наименование
показателя
|
Марка
машины (книжный блок)
|
Марка
машины (обложка)
|
|
|
RYOBI
924
|
MAN
ROLAND SERIES 800
|
КБА
Рапида 130
|
ROLAND
900
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
1
|
Формат
печатной машины, см.
|
64
х 92
|
89х126
|
91
x 130
|
89
х126
|
|
2
|
Формат
прогонного листа, см.
|
60х90
|
80х100
|
80х100
|
80х100
|
|
3
|
Красочность
печатной машины
|
1+1
|
1+1
|
4+0
|
4+0
|
|
4
|
Тиражеустойчивость
формы, тыс. отт.
|
50
|
50
|
50
|
50
|
|
5
|
Необходимое
кол-во комплектов печатных форм на печать тиража
|
1
|
1
|
1
|
1
|
|
6
|
Кол-во
печатных листов(обложек), печатаемых одновременно
|
1/2
|
1
|
15
|
15
|
|
7
|
Общее
кол-во приправок (приладок)
|
11
|
6
|
1
|
1
|
|
8
|
Общее
кол-во смен форм
|
11
|
11
|
4
|
4
|
|
9
|
Группа
сложности печати
|
1
|
1
|
2
|
2
|
|
10
|
Норма
времени на одну приправку (приладку), час[12].
|
0,50
|
0,58
|
0,48
|
0,48
|
|
11
|
Норма
времени на смену формы, час[12].
|
0,17
|
0,25
|
0,33
|
0,33
|
|
12
|
Общее
время на все приправки (приладки) и смены форм, час.(tприл)
|
11*0,50+
11*0,17= 7,37
|
6*0,58+
11*0,25= 6,23
|
1*0,48+
4*0,33 = 1,8
|
1*0,48+
4*0,33 = 1,8
|
|
13
|
Общее
кол-во машиннооттисков (листопрогонов).
|
55000
|
27500
|
334
|
334
|
|
14
|
Норма
времени на печатание 1000 машино-оттисков (листопрогонов), час[12].
|
0,15
|
0,145
|
0,2
|
0,2
|
|
15
|
Общее
время печатания, частей (tпеч)
|
8,25
|
4,12
|
0,07
|
0,07
|
|
16
|
Общие
затраты времени на приправки (приладки), смены форм и печатание тиража, час.
|
15,62
|
10,35
|
1,87
|
1,87
|
|
17
|
Коэффициент
полезного использования оборудования: · по
формату, Кф · по
производительности, Кпр · по
времени, Квр · общий Кисп
= Кф´Кпр´Квр
|
0,92
0,82 0,6 0,5
|
0,98
0,92 0,54 0,49
|
0,95
0,82 0,13 0,11
|
0,96
0,95 0,13 0,12
|
Для печати основного текста была выбрана
листовая машина MAN ROLAND SERIES 800, красочность 1+1, так как тираж издания
5000 экземпляров, поэтому экономически выгоднее печать на листовой машине,
время печатания у этой машины значительно меньше. Для печати обложки была
выбрана печатная машина ROLAND 900, красочность 4+0, так как эта машина имеет
большую производительность.
Далее приведены схемы машин MAN ROLAND SERIES
800 и 900 для печати основного текста и обложки соответственно.
На рисунке 4 показана схема печатной машины MAN
ROLAND SERIES 800, однокрасочной печатной машины для печати основного
текста[17].
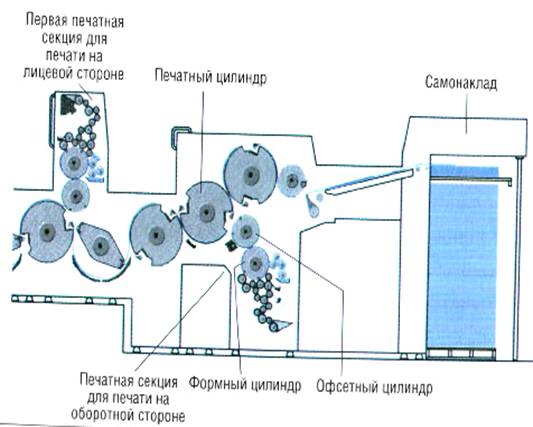
Рисунок 4 - Офсетная
машина
MAN ROLAND SERIES 800[17]
При однокрасочной печати на оборотной стороне не
существует опасности возникновения дефектов, таких, как смазывание печатной
краски или дробление (дублирование). Для однокрасочной печати на оборотной
стороне существуют специальные печатные секции.
На рисунке 5 показана схема печатной машины MAN
ROLAND 900 красочность 4+0 для печати обложки[18].
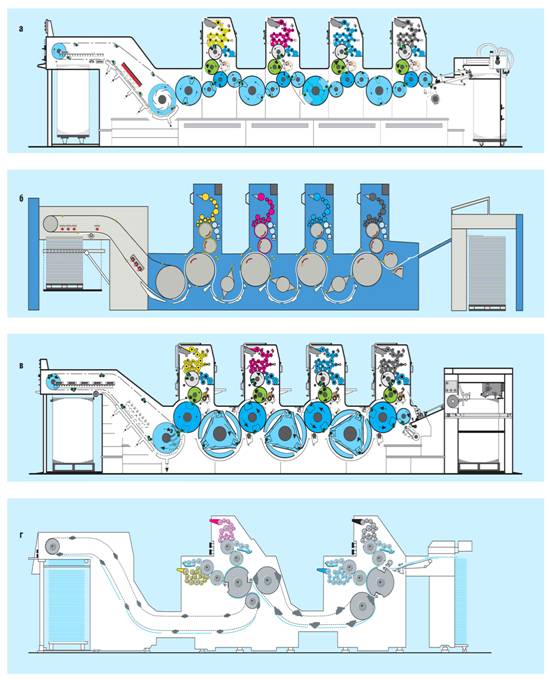
Рисунок 4 - офсетная листовая машина MAN
ROLAND 900[18].
В данной машине реализовано пятицилиндровое
построение с цепной передачей листа. Каждая печатная секция построена для
запечатывания двух красок с помощью двух формных, двух офсетных и общего
печатного цилиндра. Две краски переносятся непосредственно одна за другой с
точным совмещением на запечатываемый лист, который удерживается благодаря
захватам на печатном цилиндре. Передача листа в этой машине от первой ко второй
печатной секции производится каретками-захватами, закрепленными на цепях. Цепи
позволяют перемещать лист на довольно значительные расстояния. Для такой
системы необходима фиксация захватов специальными устройствами для обеспечения
требуемой точности передачи[18].
6. Расчет загрузки по
печати
Расчет трудоемкости печати издания позволяет
более точно оценить целенаправленность изготовления данного издания, т.е.
оценить насколько будет эффективно производство данного издания с точки зрения
временных и экономических затрат [15].
Расчет трудоемкости печати и печатного процесса
представлен в таблице 6.
Таблица 6 - Расчет загрузки по печатным
процессам
|
Элемент
издания
|
Объем
в печ. листах
|
Красоч-ность
(средняя).
|
Проекти-руемая
печатная машина
|
Вид
печ. форм
|
Формат
прогоноч-ного листа
|
Кол-во
дубликатов на листе
|
Всего
|
|
|
|
|
|
|
|
Формо
приправок (приладок)
|
Листо-прогонов,
|
Краско-прогонов,
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Основной
текст
|
11
|
1
|
MAN ROLAND 800
|
пластины
Sonic
|
80×100
|
1
|
6
|
27500
|
55000
|
|
Обложка
|
0,6
|
2
|
ROLAND 900
|
пластины
Sonic
|
80×100
|
15
|
1
|
334
|
1336
|
Схема комплексного технологического процесса
изготовления издания
По итогам работ по обоснованию выбора основных
технологических решений является общая технологическая схема процессов
изготовления проектируемого издания. На схемах 1 и 2 отражены допечатные
процессы, печатные процессы и послепечатная обработка издания.
Схема 1 - Комплексный технологический процесс
изготовления издания (допечатные и печатные процессы)
Схема 2 - Комплексный технологический процесс
изготовления издания (послепечатные процессы)
7. Проектирование
частичного технологического процесса (брошюровочно-переплетный процесс)
В данной главе будет сделан выбор оборудования и
материалов, а также способа исполнения производственных операций частичного
технологического процесса. Будет рассмотрен брошюровочно-переплетный процесс.
Таблица 6 - Обоснование выбора технологических
решений [6]
|
Операция
технологического процесса
|
Варианты
выполнения операции
|
Выбираемый
вариант
|
Обоснование
выбора
|
|
Тип
обложки
|
Тип
1,2,3,4
|
Тип
3
|
Обложка
крытая вроспуск
|
|
Тип
внешнего оформления издания
|
-
печать текста на корешке ПК; - печать краской на готовых ПК; - тиснение
(блинтовое, конгревное,фольгой); - отделка покровного материала до
изготовления ПК (лакирование, припрессовка пленки)
|
припрессовка
пленки
|
Разрабатывается
с учетом типа издания, вида литературы, возрастной категории читателя.
|
|
Способ
комплектовки блоков
|
вкладкой
подборкой
|
подборкой
|
Однозначно
определяется толщиной блока: издания I группы по
толщине блока комплектуются вкладкой, остальные - подборкой.
|
|
Способ
скрепления блока
|
-
КБС (со срезкой корешковых фальцев и без, скрепление тетрадей термонитями); -
проволокой (потетрадное и поблочное; вразъем и втачку); - нитками
(потетрадное на корешковом материале и без, поблочное внакидку и втачку);
|
КБС
|
Выбор
сделан исходя из достоинств этого способа: высокая скорость и малая
трудоемкость, которая не зависит от обьема издания. Так же сокращение сроков
изготовления тиража и капиталовложений, возможность организации непрерывного
производства.
|
|
Объем
тетрадей блока
|
8-,
16-, или 32-х страничные
|
32-х
страничные
|
Зависит
от толщины тиражной бумаги и способа скрепления. Для книжных блоков,
комплектуемых подборкой, при потетрадном шитье нитками выбирают 32-х
страничные тетради при толщине тиражной бумаги до 90 мкм.
|
|
Обработка
корешка блока
|
прямой
(с отогнутыми фальцами и без), кругленный (с отогнутыми фальцами и без).
|
Прямой
корешок с прямыми корешковыми фальцами
|
Определяется
толщиной блока, способом скрепления.
|
|
Вид
отделки покровного материала
|
лакирование,
припрессовка полимерной пленки, бронзирование.
|
Припрессовки
полимерной пленки.
|
При
наличии полимерной пленки покровный материал становится более механически
прочным, водостойким, приобретает зеркальный блеск, гладкость, прочность к
истиранию. Качество продукции получается выше, чем при лакировании.
|
|
Способ
припрессовки полимерной пленки к покровному материалу ПК
|
клеевой
и бесклеевой
|
Бесклеевой
способ
|
Бесклеевой
способ экономически выгоднее, чем клеевой, поскольку исключаются затраты на
дорогостоящий клей с летучими и огнеопасными растворителями, а также
энергоемкий процесс сушки продукции.
|
|
Способ
упаковки изданий
|
в
пачки из коробочного картона; в ящики из гофрированного
|
в
пачки из коробочного картона.
|
Определяется
типом издания, видом литературы и тиражом.
|
|
картона,
в футляры (цельнокартонные, оклеенные бумагой).
|
|
|
После обоснования выбора технологических решений
целесообразно сделать выбор оборудования и материалов, которые будут
использоваться в брошюровочно-переплетных процессах при переиздании образца
В таблице 7 показан выбор оборудования и
обоснования этого выбора при переиздании книги.
Таблица 7 - Обоснование и выбор
оборудования[6]
|
Технологические
операции
|
Возможные
виды оборудования
|
Выбираемый
вариант
|
Обоснование
|
|
Сталкивание
листов
|
Ручное
сталкивание Вибросталкиватели: RА,R
|
Вибросталкиватель
RА
|
Точное
выравнивание стопы запечатанных листов перед резкой, обладает функцией
вытеснения воздуха из стоп, что способствует улучшению кач-ва разрезки
|
|
Фальцовка
книжного блока
|
а)
Ножевая б) Кассетная в) Комбинированная
|
Комбинированная
|
Высокая
производительность; удобство в наладке, обслуживании и ремонте, т.к. все узлы
и устройства легко доступны и расположены в одной плоскости
|
|
Оборудование
для подборки блока
|
Операционные
подборочные машины типа 88 1/2: 881/2-12, Horizon MG-60Ha Горизонтальная
тетрадная подборочная машина (головной модуль) [2]
|
Horizon
MG-60Ha Горизонтальная тетрадная подборочная машина (головной модуль)
|
Все
подборочные машины имеют схожее принципиальное строение и различаются только
форматом и самонакладом. Выбранная машина входит в состав Поточные линии по
изготовлению книг Horizon CABS.
|
|
Бесшвейное
клеевое скрепление
|
а)
Horizon SB-09 <#"812240.files/image003.gif"> 70 см
долевое направление
Рисунок 3 - спуск полос для печати обложки
Область преприсовки кленки 70 х 100 см, то есть
0,7*1 м
На таком листе помещается 15 обложек,
следовательно так как тираж 5000 экземпляров, количество обложек 334,
следовательно расход пленки для припрессови, будет следующим : 0,7*1,0*334 =
233,8м2[13].
Расчет термоклея
Бесшвейное скрепление требует значительного
расхода клея. Так, при клеевом бесшвейном скреплении со срезкой корешковых
фальцев на 1 000 книг расходуется 4095 г. термоклея. Следовательно на тираж в
5000 экземпляров, расход клея будет 4095*5 = 20кг 457г.[13].
Для определения расхода клея, пленки, бумаги,
использовался справочник «Нормы расходования материалов на полиграфических
предприятиях» (М., 1978) [13].
Заключение
Полиграфия затрагивает жизнь каждого из нас. Это
процесс, в ходе которого разрабатываются и предоставляются в распоряжение людей
товары и услуги, обеспечивающие определенный уровень жизни.
Полиграфия - вид человеческой деятельности,
направленной на удовлетворение нужд и потребностей. Интерес к этой деятельности
усиливается по мере того, как все большее число организаций в сфере
предпринимательства, в международной сфере и некоммерческой сфере осознают, как
именно полиграфия способствует их более успешному выступлению на рынке.
Разрабатывая данный курсовой проект, я
ознакомилась с принципом проектирования полиграфического процесса, более
конкретно остановилась на брошюровочно-переплетном процессе. Была составлена
пооперационная схема технологического процесса с указанием перерывов на
хранение изделия, рассчитано количество материалов, которые используются при
изготовлении изделия, был сделан обоснованный выбор оборудования и материалов,
исходя из анализа исходных данных изделия-образца.
Список использованных
источников
1. Иванова
В.Б. «Оформление изданий. Нормативный справочник»,М. «Книга» 2010
. Стефан
Стефанов «Дефекты на офсетном оттиске» Publish
№6, 2009
. Мюллер
П. Офсетная печать / Перевод с немецкого, под ред. к.т.н. Б.В. Кагана. - М.:
«Книга», 2008. - 207 с.
. Методические
указания Print
House.
. Владимир
Филин .Листовая офсетная печать./Полиграфический электронный журнал Ruprint
13/10/2010
6. Каталог
компании HGS http://www.hgs.ru/catalog/3473/
. №4
2009 Кодинский А. Horizon SB-07 ─ КБС между станком и поточной линией
журнал полиграфия
<http://www.polimag.ru/journal.php?j=37&t=704&PHPSESSID=51a>
. Информация
с сайта Содружество Бумажных Оптовиков <http://www.sbo-paper.ru/>
. Без
ниток и проволоки: клеи для бесшвейного скрепления КомпьюАрт 12'2010
. Каталог
группы компаний «GVRK» http://www.gvrk.ru/products/808/
. Мильчин
А. Э.Издательский словарь-справочник.- Изд. 3-е, испр. и доп., Электронное -
М.: ОЛМА-Пресс, 2010
. Межотраслевые
нормы времени и выработки на процессы печатного процесса.
. Единые
нормы времени и выработки на процессы печатного производства.
. Сайт
компании H.G.S
<http://www.hgs.in.ua/catalog/sgh_9023577>
. Конспект
лекций по технологии печатных процессов
. Конспект
лекций по послепечатным процессам
. Энциклопедия
технологий и методик
<http://www.patlah.ru/etm/etm-01/teh%20reklama/poligraf/pechat_ofset/pechat_ofset-08.htm>
. Типография
АС Медиа. С разрешения компании «Гейдельберг-СНГ».
<http://www.as-media.ru>. Печатные машины и системы.
<http://www.as-media.ru/encyc/pechmashsys02.html>
Похожие работы на - Проектирование полиграфического производства
|