|
Культура
|
Урожайність за окремі роки, т/га
|
|
2005 р.
|
2006 р.
|
2007 р.
|
|
1
|
2
|
3
|
4
|
|
Озима пшениця
|
1,16
|
3,78
|
2,94
|
|
Горох
|
0,83
|
2,62
|
2,33
|
|
Кукурудза на зерно
|
0,87
|
0,78
|
-
|
|
Овес
|
2,65
|
0,98
|
2,37
|
|
Кукурудза на силос
|
14,10
|
10,02
|
10,37
|
|
Гречка
|
1,50
|
0,54
|
-
|
|
Соняшник
|
1,80
|
0,53
|
1,09
|
|
Ячмінь
|
1,83
|
1,83
|
2,08
|
|
Багаторічні трави
|
10,04
|
16,08
|
10,34
|
|
Цукрові буряки
|
17,13
|
22,03
|
23,96
|
Із таблиці 1.5 видно, що урожайність в господарстві за
останні роки порівняно невисока і обумовлюється низькою забезпеченістю
новітньою технікою і добривами.
В даний час в господарстві працює 162 людини, з яких 60
чоловік зайнято в сільськогосподарському господарстві.
В цілому господарство забезпечено кадрами на 100%, та на
період збирання врожаю зернових культур, овочів та кормового буряка виникає
необхідність в залученні допоміжної робочої сили. Робочі плани та заходи,
складені в господарстві, забезпечують безпечне ведення робіт та охорону
навколишнього середовища, у відповідності з правилами технічної безпечності при
роботі на тракторах та сільськогосподарських машинах, транспортуванні та
застосуванню пестицидів в сільському господарстві з інструкцією по попередженню
забруднення оточуючого середовища та локалізації робіт, при застосуванні
пестицидів на посівах сільськогосподарських культур, а також з іншими
відповідними інструкціями та актами.
Господарство має середні показники в районі виходу валової та
товарної продукції, продуктивності праці та рентабельності. За останні роки в
господарстві знижується валова та товарна продукція, виробничого потенціалу. Це
говорить про недостатньо ефективне використання фондів та виробничого
потенціалу. Тому необхідно звертатися на досвід передових господарств.
1.6
Обґрунтування цілі та задачі дипломного проекту
Ціллю нашого дипломного проекту є розробка технологічного
процесу по переробці насіння соняшника на рослинну олію на базі нашого
товариства.
Для досягнення поставленої цілі, необхідно вирішити декілька
задач:
доцільність технологічного процесу;
постачання сировини та споживачі готової продукції;
наявність робочої сили;
наявність матеріальної бази для здійснення намічених цілей.
Будування цеху по комплексній переробці насіння соняшника на
території господарства дозволить йому зберігати частину матеріальних коштів,
які витрачаються на транспорт. Так як відстань перевезень значно зменшиться,
тому послідовно зменшиться доля прибутку, яка залишається у посередників, у
заводів, які переробляють соняшник, організацій які торгують, транспортних
агенцій. Необхідно взяти до уваги, що для того, щоб прибуток був максимальним,
потрібно, щоб цех функціонував на повну потужність. Для цього його треба
забезпечити достатньою кількістю сировини. Проект розрахований на переробку 7т
насіння за зміну або 2130т на рік.
При умові, що господарство виробляє недостатню кількість
сировини, іншу сировину, якої недостає, планується завозити з найближчих
господарств. Таким чином, припускається, що даний цех стане інтегруючою ланкою
в діяльності декількох господарств.
Звичайно, для будування даного об’єкта, необхідні значні
капітальні вкладення: витрати на будівництво приміщення, придбання обладнання.
Але впровадження цього проекту дає постійний фіксований прибуток, що дозволяє
порівнювально швидко окупити витрати. Виходячи з вище сказаного, робимо
висновки про цілісність будівництва даного цеху в господарстві.
2. Вибір та
обґрунтування метода виробництва схеми технологічного процесу та основного
обладнання
2.1
Техніко-економічне обґрунтування будівництва проекту цеха
Лінія по переробці насіння соняшника передбачає будівництво
на території господарства, яке має поблизу залізничну та автомобільні дороги.
Сировиною даний цех буде забезпечувати господарство, де він
буде побудований, а також за рахунок підвозу сировини з найближчих господарств.
На основі вище сказаного, даний комплекс стане зацікавленою
ланкою в діяльності кількох господарств, що дозволить значно підняти
рентабельність виробництва родинної олії в господарстві. Відпускання готової
продукції господарством буде проводитися пропорційно зданої сировини.
Важливою умовою доцільністю будування цеху являється
наявність електропередач, силових підстанцій та другого електрообладнання, а
також місць водопостачання.
2.2 Технічна
характеристика підприємства та його склад
Технологія застосування на даному підприємстві передбачає
повну механізацію та автоматизацію всього виробництва. Робочий проект
автоматизації виробничих процесів комплексу по виробництву олії розроблений
практично для всіх видів обладнання.
В виробничу схему лінії входить:
приймальний бункер - призначений для приймання сировини,
необхідного для роботи цеху за 1 зміну (7 годин);
транспортер від приймального бункера - призначений для
завантаження насіннєрушки сировиною;
насіннєрушка - призначена для обрушування насіння соняшника та
відокремлення лузги від ядра;
транспортер від насіннєрушки до вальцьовому станку -
призначений для транспортування рушанки;
вальцьовий станок - призначений для подрібнення рушанки;
жаровня - призначена для термічної обробки лантуха;
прес-віджимач - для видалення олії від підготовленого насіння
маличних культу;
насос - для перекачування олії від пресу до очисного фільтра;
фільтр очистки - призначений для попередньої очистки олії від
грубих сумішей;
бак відстоювання - для відстоювання олії;
бак готової продукції - для зберігання олії.
Важливою вимогою до сучасного проектування комплексів по
переробці сільськогосподарської продукції являється повна механізація
завантажувально - розвантажувальних робіт. Як вище сказано, між деякими
ділянками знаходяться передаточні транспортери.
2.3 Виробнича
програма комплексу
В даному технологічному процесі, прийнятому на даному
комплексі, використані слідуючі основні етапі виробництва:
приймання сировини;
виробництво продукції;
видача готової продукції;
утилізація відходів та стоків виробництва.
Виробнича програма залежить від застосованих технологій,
обладнання, установленого у цехах, кваліфікації спеціалістів, рівня механізації
та при цьому продукція виходить високої якості.
2.4
Споживання енергоресурсів
2.4.1
Енергопостачання
Даний технологічний процес розрахований на те, що всі приводи
використаного обладнання працюють за рахунок споживання електроенергії,
електроенергія витрачається на освітлення приміщень. У відповідності з
розрахунком, установлена потужність напруго приймальників, які входять в
основне обладнання, складає 10кВт. Потужність, яка споживається біля 9кВт.
Річне споживання енергії 2250кВт/рік.
2.4.2
Теплопостачання
Теплопостачанню в даному проекті приділена велика увага. Так
як виробниче приміщення в зимовий період необхідно опалювати, для цього
використовується пар, якій виробляється в електрокотельній.
Після кожної робочої зміни, обладнання необхідно щільно
вичистити від крупних домішок та помити гарячою водою. Параметри гарячої води
змінюються в залежності від того, для чого використовується гаряча вода. Для
опалення та вентиляції, температура води складає 70-80оС, для
побутових потреб - 60оС.
2.4.3
Водопостачання
Комплекс забезпечується водою за рахунок наявності
свердловини. Схема водоводів представляє собою тупиковий варіант з відводом
воді до споживача. Зовнішні водопроводи виконані з чавунних труб, а зовнішня -
з сталевих. На комплексі вода використовується як виробничі, так і на
протипожежні та фізіологічні потреби.
2.5 Аналіз
способів виробництва рослинної олії
Олійне насіння та продукти їх переробки крім олії та білка
містить багаті комплекси біологічно активних речовин, таких як вітаміни та
провітаміни, фосфатиди та інше.
Правильна організація та раціональна технологія переробки
олійної сировини дозволить забезпечити, разом з найбільшим виходом олії та
жмиху, найменші втрати біологічно активних та корисних компонентів.
В світовій практиці виробництва рослинних олій, у теперішній
час, існують два принципово різних методи виготовлення олію із рослинної
олійновмістовної сировини: механічний віджим олії, називається методом
пресування, та розчинення олії у легколетучих органічних розчинниках або метод
екстракції
Ці два основних метода використовуються в технології
виробництва рослинних олій, або самостійно, порізно, або у відповідності одного
з другим, що диктується, як правило, видом та якістю олійної сировини, що
переробляється. Видобування олії проводиться по різним технологічним схемам з
використанням різноподібних технологічних режимів.
Технологічною схемою називають, звичайно, певне поєднання
технологічних операцій, які виконуються у відповідній послідовності.
Під технологічним режимом мають на увазі, поєднання факторів
часу, температури та вологості, при яких проводиться дана операція режиму роботи
відповідних машин та апаратів, за допомогою яких вона здійснюється, а також
ступені змінення стану та властивість обробленого матеріалу.
При проведенні окремих технологічних операцій, матеріал, який
переробляється підлягає різноманітним зовнішнім впливам. До їх числа можна
віднести вплив механічних, теплових, дії вологи, розчинників та деяких хімічних
реагентів.
Серед окремих процесів, які проходять при здійснені той чи
іншої технологічної операції, можливо умовно виділити процеси основні та
побічні. При чому побічні часто оказують суттєвий вплив на весь хід та кінцевий
ефект операції.
Наприклад при віджиманні олії, основними процесами являються
механічний та гідродинамічний (витікання олії), але вони супроводжуються
побічними процесами - виділення тепла у відповідності перетворення механічної
енергії, яка іде на подолання сил тертя, в теплову енергію.
Теплова дія посилює протікання таких хімічних процесів, як
денатурація, окислення олії та дифузійний процес випаровування вологи.
До підготовчих операцій відносяться: очищення насіння від
сумішей, їх сушка та звільнення ядра, вологотеплову обробку подрібненого
продукту - м’ятку та, відповідно, подрібнення олії шляхом відтискання або
екстракції розчинником. Характерною особливістю перших двох операцій являється
змінення структури зв’язаності олії з нежирною частиною, з ціллю більш легкого
та повного виробництва олії при проведенні заключної основної операції. До
допоміжних відносяться такі операції олійноекспериментального виробництва, як
відділення розчинника від знежиреного остатку - та отримання готового продукту
- олії, так як видалення його із сумішей водяними парами та повітрям, або
повертання в виробництво для повторного використання. На кінець додатковими
являються операції первинного очищення олії від механічно збільшених, при його
отриманні, сумішей та комплексної очистки з виділенням фосфоровмістовних
сумішей - фосфометидов.
У відповідності з наявністю двох принципово різних методів
отримання рослинної олії, технологічні схеми переробки діляться на дві основні
групи: схеми, які завершуються пресуванням, та схеми, які завершуються
екстракцією.
У сучасній практиці виробництва рослинної олії в Україні та
закордоном використовуються слідуючі технологічні схеми:
. Схеми, які закінчуються пресуванням: однократне пресування
на пресах, двохкратне пресування на пресах з попереднім та заключним
відтисканням олії; трьохкратне пресування з двома попередніми та одній
завершальній ступенями відтискання олії.
. Екстракція з двохкратним попереднім відтисканням олії.
Схеми, які завершуються екстракцією:
пряма екстракція без попереднього відтискання олії;
екстракція з однократним попереднім відтисканням олії на
пресах.
Серед схем 1-ой групи найбільш розповсюджена, схема
двохкратного пресування, а серед схем 2-ой групи - з однократним попереднім
відтисканням, яка отримала найменування схеми "форпресування -
екстракція".
Ці схеми доцільно використовувати при виробництві рослинної
олії в більшому об’ємі - в масштабі заводів. Для невеликих підприємств -
олієцехів, які виробляють до 500л олії за зміну, використання екстракційного
методу нераціонально.
Для олієцеху реально застосування схеми: однократне
пресування на пресах з гідроприводом.
Проаналізуємо слідуючу схему виробництва рослинної олії, яка
складається із таки етапів:
підготовча операція - обрушування насіння;
подрібнення олійного насіння та ядра;
виготовлення мезги;
видобування олії пресуванням.
2.5.1
Обрушування насіння
Основними складовими частинами соняшникового насіння, з точки
зору технології та переробки, являється ядро та оболонка (лузга), при чому їх
склад різний. В більшості випадків такі цінні групи речовин як протеїни
сконцентровані в ядрі; оболонка ж має багато речовин, перехід яких в олію
небажано. В ній, як правило, знаходиться значна кількість екстрактивних речовин
та клітковини, а її ліпіди характеризуються високим вмістом вільних жирних
кислот, воску.
Володіючи пористою структурою, оболонка легко поглинає олію,
яка видаляється з ядра на різних стадіях технологічних процесів, та тяжко
віддає його в процесі пресування та навіть екстракції. Це призводить до того,
що олійність лузги, яка міститься в жмихові, завжди вище олійності не жирової
частини. Все це диктує принципово необхідність максимального відділення
оболонки від ядра.
Одним з основних процесів, які забезпечують відділення
оболонки від ядра, являється обрушування. При цьому отримують суміш, яка
називається рушанкою, яка складається з цілого ядра, оболонки, січки (часточок
ядра), олійного пилу цілих та неповністю обрушеного насіння.
По технологічним портам якість рушанки повинна відповідати
слідуючим вимогам: утримування недоруша та цілого насіння в ній не повинно
перевищувати 25%, січки - 15%, олійного пилу - 15%.
Після обрушування рушанка поступає на розділення на фракції:
ядро, оболонку насіння та недоруш.
Оболонка виводиться з виробництва, ядро направляється на
подрібнення, а недоруш та ціле насіння поступають на повторне обрушування.
Вибір метода обрушування залежить від фізико-механічних та
біохімічних властивостей насіння та їх морфологічних частин. Основними
механічними властивостями являється міцність, пружність та пластичність. Під
міцністю оболонки мається на увазі величина навантаження, при якій проходить її
руйнування. Пружність та пластичність оболонок характеризується співвідношенням
між пружною та пластичною деформацією. Пружна зникає деформація після зняття
навантаження, а пластична залишається.
Насіння соняшника має доволі крихку оболонку, яка має
волокнисту будову та легко розколюється повздовж волокна. Тому його обрушування
основане на дії ядра та виконується в бичевих або центробіжних насіннєрушках.
2.5.2
Подрібнення соняшникового насіння та ядра
Подрібнення у виробництві соняшникової олії відіграє важливу
роль, так як впливає на вихід олії та продуктивність основного обладнання.
Подрібненню підлягає ядро соняшника при суттєвих діях, чим з
цілого насіння або ядра. Головна задача подрібнення ядра насіння - максимально
можливе руйнування клітинної структури, а також придання матеріалу певної
структури, оптимальної для останніх операцій, які сприяють повному видаленню
олії, жарення та пресування.
Якщо суміш неоднорідна, то для одних часточок такі процеси як
дифузія та теплопровідність при визначеній тривалості заключний, а для інших
ні. Так як швидкість цих процесів зворотно пропорційна розмірам часточок. Це не
дозволяє в виробничих умовах стабілізувати технологічний процес.
Тонкість помолу повинна бути оптимальною, подрібнений
матеріал поряд з максимальною однорідністю повинен володіти достатньою рихлістю
та проникненням. При подрібненні, частина олії залишається всередині
незруйнованих кліток або, частково видаляється, внаслідок тиску, яке клітини
перетерпіли при проходженні між валиками.
Однак олія не витікає з нитки, тому що воно зв’язується на
утвореній та зруйнованій при подрібнені, широко розвитої зовнішньої та
внутрішньої поверхні сильним молекулярним полем. У виробництві соняшникової
олії застосовуються всі способи прикладання зовнішніх сил при подрібнені;
роздавлювання, зріз, сколювання, удар. В деяких машинах поєднуються різні способи
та іноді виникає такий складний вид деформації, як стирання.
В теперішній час для подрібнення ядра застосовують однопарні,
двохпарні, чотирьохвальцеві та п’ятивальцеві станки. Часточки подрібненого
матеріалу поступають з поживної воронки станка або з попереднього проходу
станка в проміжок між валиками. При першому ж стиканні матеріал з поверхнею
валків між ними виникає тертя та під його впливом матеріалу затягується в ціль
між циліндричними поверхнями валиків. Виникає деформація та подрібнення матеріалу,
при цьому нарізно в залежності від співвідношення оточуючих швидкостей валиків
та від стану їх поверхонь.
2.5.3
Приготування мезги
Для зменшення сил, які поєднують олію з поверхнею часточок
мітки, в технології виробництва рослинної олії застосовується волого-теплова
обробка.
Волого-теплова обробка здійснюється в спеціальних апаратах -
жаровнях. Продукт, отриманий після волого-теплової обробки мітки, називають
мезгою. Волого-теплова обробка чинить вирішальний вплив на кількість та якість
кінцевих продуктів: олія та жміх. В промисловості відомі два типи жарення:
перший тип - "вологе" жарення та другий тип "сухе" жарення.
Жарення першого типу здійснюється в два етапи. Не першому
етапі проводиться зволоження та нагрівання мітки шляхом додавання води, а потім
пропарювання та доведення таким шляхом вологості та температури олійного
матеріалу до оптимальних величин, які визначаються індивідуальними
властивостями мітки.
Якщо вихідна вологість мітки рівна оптимальній початковій
вологості, то перший етап буде складатися тільки в швидкому нагріванні мітки
можливо більш сухим паром до оптимальної температури.
Другий етап - висушування зволоженої мітки з утворенням
оптимальної структури та доведенням її вологості та температури до величин,
оптимальних для пресування та характерних для готової мезги.
Жарення другого типу представляє собою висушування та
нагрівання мітки до визначених значень без попереднього нагрівання та
зволоження. Таким чином, жаріння починається практично одразу з другого етапу
та складається в усуненні вологи, яка міститься в самому матеріалі та в
доведенні температури в вологості мезги до величин, оптимальних для пресування.
Сухе жарення може рекомендуватися у випадку, якщо вологість вище або рівна
границі вологості, встановленої для кінця першого етапу жаріння.
Режим жарення характеризується сполученням визначених величин
вологості та температури матеріалу на різних етапах цього процесу, а також
тривалістю процесу в цілому. При всіх різноманітних режимах жарення
спостерігається різноманітне сполучення обробки мітки вологою та теплом в
умовах невеликих механічних впливів, які проходять при пересуванні мезги в
жаровню. При нагріванні мітки підвищується температура олії, яка в ній отримується,
що викликає посилення теплового руху молекул олії та ослаблення молекулярних
сил зчеплення.
Це, в свою чергу, призводить до зниження в’язкості та
поверхневого натягу олії, яка знаходиться у мітци. Таким чином, температура
нагрівання чинить вплив на зменшення зв’язку олії з селевої частини мітки та
полегшує його відділення в процесі відтискання на пресах.
Для запобігання олії від інтенсивних процесів окислення,
рекомендується не допускати підвищення температури нагрівання мезги віще 105оС,
скорочувати тривалість контактування мезги та олії з киснем повітря,
охолоджувати олію зразу до 50-60оС.
Волого-тепловій обробці в жаровнях можуть підлягати мітку
двох видів: першого - обмінні мітки, які отримуються подрібненням насіння або
ядра з деяким вмістом насіннєвої оболонки; другий вид - мітки, отриманні після
подрібнення проміжних продуктів - форпресових жмихів. Олія у мітки зв’язана з
гельовими поверхнями частин в неоднаковій ступені. Однородність міток по
величині залежить від якості помолу вихідного матеріалу: чим тонше помол, тим
менше неоднорідність мітки.
В залежності від загального утримання олії та особливо від
якості олії, яке видаляється на поверхні часточок, мітка має властивість
злежуватися у високому шарі.
Ця властивість міток не дозволяє використовувати в
виробництві великі ємкості - бункери для створювання запасів мітки. При
зберіганні, мітка швидко псується (виникає гідроліз олії) та через кілька годин
кислотне число олії в ній помітно підвищується.
Мезга, яка потрапляє на пресування, повинна мати достатньо
пластичну та пружну структуру. Це дозволяє забезпечувати хороше брикетування
жмиху та розвивати високий тиск у пресі без відавлювання мезги у зеєрів.
Ці умови повинні поєднуватися з головними вимогами: отримання
жмихів з необхідною олійністю, тобто забезпеченням оптимального відтискання
олії. Ці властивості мезги досягають оптимальної ступені подрібнення мітки,
режимом волого-теплової обробки, співвідношенням вологості та температури
готової мезги, яка поступає на пресування.
Для здійснення волого-теплової обробки мітки, застосовуються
жаровні трьох видів: чанні, шнекові та барабанні.
На даний час чанні жаровні являються собою найбільш
довершеними. Вони складаються з 5,6 або 7 чанів, які працюють послідовно. Чан
жаровні представляє собою стальний циліндр, якій обігрівається через днище або
іноді через подвійні (циліндричні) стінки водяним паром. Для перемішування
мітки в кожному чані передбачені мішалки, перепускні пристрої мітки, патрубок
для відводу горячого пару.
Шнекові жаровні застосовуються тільки для первинного періоду
волого-теплової обробки в якості пароварочнозволожувального апарату. Шнекові
жаровні представляють собою транспортний шнек, до якого підведений пар,
конденсат або вода, яка подається в мітку через трубки або форсунки. Діаметр шнека
350мм, довжина не менше 3000мм. Обігрів жолобу шнека здійснюється через
зовнішню парову сорочку глухим паром.
Барабана жаровня - один із видів, якій застосовується в
промисловості, має діаметр 920мм, обігрів здійснюється через парову сорочку
поверхнею 10,25м2. Мезга перемішується лопаткою - мішалкою з
частотою 32хв-1, олійний матеріал знаходиться в підвішеному стані,
що заважає самопропаровуванню.
Якість мезги, приготованої в шнекових та барабанних жаровнях
нижче, чим в чанних із-за високої неоднорідності мезги по фізико-механічним
властивостям. Цим пояснюється обмежене використання в промисловості.
2.5.4
Виробництво олії випаровуванням
В сучасній технології виробництва соняшникова олій,
пресування, як спосіб виготовлення олії із насіння часто передує остаточному
знежиренню матеріалу органічним розчинником - екстракції. Тільки в порівняльно
невеликих об’ємах використовують чисто пресовий відтиск олії.
На початку відтиску олії із мезги, матеріал, який пресується
ущільнюється, зближуються частинки мезги та доторкаються поверхневі шари олії,
розташовані на контактуючих при ущільнені матеріалу часточках.
Товщина шарів олії збільшується та олія, із-за безперервного
збільшення шарів, уже не утримується поверхневими силами на часточках, тим
більш, що загальна поверхня часточок весь час зменшується та починає видалятися
у вільному стані.
При подальшому ущільнені мезги, часточки її формуються і олія
починає текти не тільки з поверхні, але й по внутрішнім деформованим капілярами
часточок. Подальше збільшення тиску на матеріали ведеться до сплавленню
часточок. Цьому сприяє зростання температури матеріалу із-за перетворення
частини механічної енергії теплову. В результаті зростання температури та
тиску, пластичність мезги збільшується, мезга перестає приймає тиск і відтискання
олії майже припиняється, хоча всередині матеріалу залишається деяка кількість
олії.
Залежність конструкцій преса та фізико-механічними
властивостями мезги яка пресується, являється складною, так як в ході
пресування безперервно зменшується утримання олії в матеріалі, продовжується
денатурація білкової речовини та змінюється температура мезги, в результаті
чого фізико-механічні властивості мезги безперервно змінюються.
Відтискання олії з мезги в шнековому пресі проходять в
результаті постійного ущільнення її, в наслідок зменшення продуктивності
шнекового вала по напрямку до виходу із преса та безперервного скорочення
вільного об’єму всередині зеєрного циліндру для проходу через прес.
Щоб підвищити тиск на матеріалі, який пресується, на виході з
пресу встановлюють регулюючі пристрої (конус, діафрагма, кільце), яке дозволяє
змінювати ширину вихідного кільцевого відвернення та відповідно товщину
вихідного жмиху.
Величина максимального тиску, яке розвивається шнековим
пресом, залежить від фізико-механічних властивостей мезги, створеній в ході
волого-теплової обробки, її вологості та температури та обумовлених або
пластичних властивостей приготовленої мезги.
Волога мезга виходить з преса у вигляді безформеної масі,
відпресування олії практично не виникає, величина навантаження по амперметру
електродвигуна преса в цьому випадку близька до величини холостого ходу
електродвигуна.
Із преса виходить сипучий матеріал у вигляді борошна або
крупи. Навантаження на двигун по амперметру находиться за межами допустимої, в
результаті чого можлива неполадки пресу (руйнування зернового барабана, обрив
шнекового вала) або його зупинка під завантаження (запресування), або своєчасно
спрацює електричний захист електродвигуна або механічний захист, передбачений
конструкцією преса.
Температура процесу пресування суттєво впливає на
ефективність відтискання олії та роботу преса.
На холодному не розігрітому пресі неможливо отримати жмих
низької олійності, тому у випадку пуску шнекового пресу після довгої зупинки,
мезга повинна поступати в прес спочатку у невеликих кількостях до повного
розігріву преса та досягнення повної рівноваги між теплом, яке приноситься
мезгою та утворюється в процесі відтискання, та теплом, яке виходу із преса в
навколишнє середовище.
Максимальний тиск, який розвивається шнековими пресами,
складає 25-30мПа. Ступінь стискання мезги 2,8-4,4; тривалість пресування в
пресах різних типів складає 78-225с. Температура мезги в ході пресування
збільшується на 15-30оС в порівнянні з температурою мезги, яка
поступає на прес.
2.6 Вибір
обладнання технологічної лінії
Вибір технологічного обладнання для цеху по переробці насіння
соняшника на соняшникову олію зумовлюється слідуючими факторами:
виробничою програмою господарства;
оптимальним завантаженням обладнання;
забезпечення комплексної переробки сировини.
Виходячи з виробничої програми комплексу, проектом
передбачено розміщення на його території слідуючих відділів:
приймально-апаратний відділ;
лінія з виробництва соняшникової олії;
склад готової продукції.
Приймально-апаратний відділ призначений для прийому та
зважування сировини. Згідно до даного проекту, прийом сировини буде ручним,
зважування відбувається на вагах, які розміщені у відділі.
Лінія по виробництву соняшникової олії призначена для
безпосереднього здійснення технологічного процесу. Там виконуються слідуючи
операції і, відповідно, використовується слідуюче обладнання:
відокремлення ядра від шкарлупи при допомозі насіннєрушки;
подрібнення обрушеного насіння на чотирьохвальцевому
станкові;
термічний обробіток обрушених та подрібнених ядер на жаровні;
видалення олії з підготованого насіння при допомозі преса;
фільтрування масла від тяжких домішок при допомозі фільтра;
транспортування насіння по лінії відбувається при допомозі
2-х транспортерів;
перекачка масла від преса до фільтра грубої очистки
відбувається за допомогою насоса.
Склад готової продукції призначений для одержання і
зберігання рослинного масла.
В складі використовується 2 баки для зберігання і
відстоювання масла.
2.7
Розрахунок складу основного технологічного обладнання
Розрахунок складу основного та допоміжного технологічного
обладнання зводиться до визначення марки вибраного обладнання та його
необхідної кількості. Марку обладнання визначаємо по продуктивності.
Продуктивність вибраного обладнання повинна бути такою, що забезпечить повну
переробку сировини на протязі заданого періоду. Загальна продуктивність лінії,
її потужність, складає не менше 500л за зміну.
Знаючи об‘єм робіт і тривалість робочої зміни, ми можемо
вибрати марку для обладнання, а також визначити його кількість. Вибір
обладнання проводимо по каталогам для виробництва рослинного масла з масляних
культур.
Для рівномірного завантаження технологічної лінії необхідно
почати підбір обладнання з прес-витискача, тому що решта обладнання або підпитує
його, або підпитується від нього. До прес-витискача потрапляє насіння, що
пройшло термічний обробіток, обрушення та подрібнення, в кількості 1100кг за
зміну.
Виходячи з вище приведених вимог, по каталогу обладнання для
виробництва рослинного масла, вибираємо прес-витискач марки ХЦ-25, який
переробляє 160кг соняшникового насіння за годинну. Прес-витискач зображено на
рисунку 3.1.
Кількість прес-витискаяів для підтримки технологічної лінії
визначаємо по формулі:
 , (2.1)
, (2.1)
де N - кількість необхідного обладнання;
WO - загальний об‘єм робіт в одиницях виміру, л, т, кг, м3;
Wм - продуктивність обладнання, л/год, т/год, кг/год, м3/год;
tм - тривалість
роботи обладнання, год.
 шт.
шт.
Приймаємо один прес-витискач. Технологічна характеристика даного
преса приведена у таблиці 2.1.
Вибраний прес-витискач (рис.2.1) складається рами і основи,
внутрішні стінки якої є гідробаком.
В верхній частині рами встановлено силовий гідроциліндр і
гідроцидіндр-виштовхувач. На нижній частині рами, під силовим гідро циліндром,
встановлено стіл, призначений для збирання і транспортування масла в лоток, і
дані в тару. Зеєрна корзина з-під валового циліндра під виштовхував і на
позицію завантаження переміщується в ручну по площадці, на якій встановлено
гідро розподільник, що керує роботою гідро циліндра преса.
- рама; 2 - основа; 3 - гідро циліндр; 4 - циліндр-виштовхувач; 5
- стіл; 6 - лоток; 7 - площадка; 8 - корзина; 9 - електродвигун; 10 - насос; 11
- кронштейн; 12 - муфту; 13 - гідро розподільний вал; 14 - манометр; 15 -
кронштейн; 16 - трубопровід; 17 - диск 16 мм; 18 - диск 5 мм; 19 - диск 8 мм;
20 - кожух.
Рис. 2.1 Схема прес-витискача ХЦ-25
Так в гідросистемі контролюється манометром. В нижній частині
основи встановлено насос з‘єднаний з двигуном і муфтою. В гідросистему
прес-витискача входить бак, шестеренчастий насос, гідро-розподільник з двома
золотниками, що керуються в ручну, та запобіжним клапаном, з золотником,
силовий гідроциліндр, виштовхуючий гідроциліндр, фільтр, манометр, та
з‘єднувальні трубопроводи.
Таблиця 2.1 - Технічна характеристика прес-витискача ХЦ-25
|
Найменування параметрів
|
Норма
|
|
Продуктивність преса, кг/за зміну
|
500
|
|
Об‘єм завантаження, м3
|
25
|
|
Зусилля головного циліндрів, т
|
98,4
|
|
Хід штока силового циліндра, мм
|
410
|
|
Хід штока виштовхую чого циліндра, мм
|
560
|
|
Маса преса, кг
|
1240
|
|
Двигун гідросистеми: тип; потужність, кВт;
частота
|
АИР 902УЗ 3,0 3000
|
|
Насос гідросистеми: тип; продуктивність,
кг/хв.; тиск номінальний, Мпа; тиск максимальний, Мпа
|
НШ6-3 16,2 1,6 21
|
|
Робочий тиск в гідросистемі, Мпа
|
16
|
|
Габаритні розміри: довжина, мм; ширина, мм;
висота, мм
|
1500 1400 2080
|
|
Маса, кг
|
1240
|
Визначаємо необхідну кількість та марку жаровень. Жаровня
розташована перед прес-витискачем і призначена для термообробітку обрушеного і
подрібненого насіння соняшника. Жаровня повинна мати продуктивність 160 кг/год,
тому що прес-витискач потребує близько 160 кг/год насіння соняшника.
Виходячи з вище наведених вимог по каталогу обладнання для
виробництва рослинного масла, вибираємо жаровню марки ХЦ-13, з продуктивністю
80 кг/год. Схема жаровні розміщена на рис.2.2.
Кількість жаровень для підтримки технологічної лінії
визначаємо по формулі (2.1):
 шт.
шт.
Приймаємо дві жаровні.
В таблиці 2.2 приведені технологічні характеристики даної жаровні.
Таблиця 2.2 - Технологічна характеристика жаровні ХЦ-13
|
Найменування параметрів
|
Норма
|
|
Об‘єм завантаження, дм3
|
50
|
|
Температура на виході, оС
|
95…110
|
|
Вологість, %
|
4…5
|
|
Число обертів мішалки, об/в.
|
28
|
|
Мотор-редуктор: тип; допустимий крутний момент
на вихідному валі, Н∙м
|
ЗМП-31,5 120
|
|
Електродвигун: потужність, кВт частота
обертання, об/хв.
|
АИР71А6 0,37 940
|
|
Маса, кг
|
480
|
|
Габаритні розміри: діаметр, мм висота, мм
|
1200 865
|
|
Маса, кг
|
480
|
- корпус; 2 - рама; 3 - стакан; 4 - вал; 5 - мішалка; 6 -
лоток; 7 - засув; 8 - кришка; 9 - мотор-редуктор; 10 - конічна передача; 11 -
кожух; 12 - підставка; 13 - рутеровка; 14 - димохід; 15 - дверка топки.
Рис. 2.2 - Схема жаровні ХЦ-13
Жаровня рис.2.2 складається з корпуса, на якому кріпиться
рама. На рамі встановлено стакан з підшипниками, які служать опорою для вала.
Нижній кінець вала спирається на корпус. На валу закріплена мішалка для
перемішування маси. До відна корпуса кріпиться лоток, що закривається засувом.
Зверху корпус закривається двома кришками. Мотор - редуктор кріпиться на рамі.
Обертовий рух валу від мотор-редуктора передається через конічну передачу, яка
закрита кожухом.
Визначаємо необхідну кількість та марку чотирьохвальцевого
станка. Станок розміщений перед жаровнею і призначений для подрібнення
обрушеного насіння соняшника. Так як жаровня потребує близько 160 кг насіння за
годину, то станок також має відповідати цій вимозі. Виходячи з наведеного вище,
по каталогу обладнання для виробництва рослинного масла, вибираємо 4-х
пальцевий станок ХЦ-21, який має продуктивність близько 250 кг/год. Схема
станка наведена на рис.2.3.
Кількість станків для підтримки технологічної лінії
визначаємо по формулі (2.1):
шт.
Приймаємо один 4-х пальцевий станок.
Таблиця 2.3 - Технологічна характеристика 4-х пальцевого
станка
|
Найменування параметрів
|
Норма
|
|
1
|
2
|
|
1. Продуктивність, кг/год.
|
250
|
|
Мотор-редуктор: тип допустимий крутний момент
на вихідному валу, Н·м частота обертання вихідного вала, об/хв.
|
ЗМП-50-35,5-570-100УЗТУ2 570 35,5
|
|
2. Електродвигун: тип; потужність, кВт; частота
обертання, об/хв.
|
АИР9014 2,2 1425
|
|
3. Частота обертання валків: для 1,3, об/хв.;
для 2, 4, об/хв.; Довжина валків, мм
|
35,5 44,4 300
|
|
4. Габаритні розміри: довжина, мм; ширина, мм;
висота, мм
|
1460 900 2130
|
|
5. Маса, кг
|
1000
|
|
|
|
Станок (рис. 2.3) складається з станини, 4-х стійок, в пази
яких вмонтовано корпуса підшипників, а в них стоять валки. Нижній валець
піднятий пружними опорами до середнього. Між середнім та нижнім вальцями
встановлені домкрати, що застосовуються для регулювання зазорів між вальцями
шляхом зміщення корпусів підшипників.
Для направлення подачі обрушеного насіння, на стійки
з‘єднаних стяжними болтами під вальцями встановлено бункер з заниткою. На
станку встановлений мотор-редуктор, з‘єднаний з нижнім вальцем при допомозі
муфти. Вальці з‘єднані між собою циліндричною прямозубою зубчатою передачею.
Верхній валець та вал занитки з‘єднані при допомозі клинопасову передачі.
Станок має слідуючий принцип дії: при ввімкненні, обертання від мотор-редуктора
до нижнього вальця проходить через муфту, а середнім та верхньому вальцям при
допомозі зубчатої передачі. Від верхнього вальця, через клинопасову передачу,
обертовий рух передається валу занитки, засипане в бункер обрушене насіння по
направляючих щитках рівномірно подається на вальці.

- станина; 2 - стійка; 3 - корпус підшипників; 4 - вальці; 5
- щитки; 6 - стяжка; 7 - гайка; 8 - підпружинені опори; 9 - бункер; 10 -
піднитка; 11 - клинопасову передача; 12 - мотор-редуктор; 13 - муфта; 14 -
циліндрична прямозуба передача; 15 - домкрат.
Рис. 2.3 Схема 4-х пальцевого станка ХЦ-21
Надходячи до вальців, обрушене насіння подрібнюється в
результаті ступеневого зменшення зазору між вальцями. Подрібнення відбувається
за рахунок стискання маси, що послідовно проходить між вальцями.
Визначимо марку та необхідну кількість насіннєрушок.
Насінєрушка розміщена перед 4-хвальцевим станком і призначена для обрушування
насіння соняшника.
Для підтримки технологічного процесу виготовлення рослинного
масла, насінєрушка повинна мати продуктивність не меншу, аніж 200 км/год.
Виходячи з наведених вище вимог, по каталозі обладнання для
виготовлення рослинного масла, вибираємо насінерушку марки ХЦ-5, яка здатна
переробляти близько 300 кг насіння соняшника за годину. Її схему приведено на
рисунку 2.4.
Кількість насіннєрушок для підтримання технологічної лінії
визначаємо по формулі (2.1):
 шт.
шт.
Приймаємо дну насінерушку.
В таблиці 2.4 наведено технологічну характеристику насіннєрушки.
Насінєрушка складається з роторного сушильного барабану, або
агрегату, з приводом ситового кузова, з‘єднаного тягою з ексцентриковим валом,
відвіюючого пристрою і двигуна, які змонтовані на рамі.

- рама; 2 - заслінка; 3 - ситовий кузов; 4 - відвіюючий пристрій;
5 - двигун; 6 - приймальний бункер; 7 - важіль шибера бункера; 8 - роторний сушильний
агрегат; 9 - вал ексцентриковий; 10 - двигун.
Рис. 2.4 Схема нарісенушки ХЦ-5
Таблиця 2.4 - Технологічна характеристика насіннєрушки
|
Найменування параметрів
|
Норма
|
|
1. Продуктивність при лузистості до 30%, кг/год
|
300
|
|
2. Вміст в рушці з насіння соняшнику:
недорушки, %; маслиного палу, січка, %
|
15 10
|
|
3. Привід відсіваючого пристрою і
ексцентрикового вала: тип двигуна; потужність двигуна, кВт; частота
обертання, об/хв.
|
АИР9026УЗ 1,5 935
|
|
4. Привід роторного сушильного агрегату: тип
двигуна; потужність, кВт; оберти, об/хв.
|
АИР80А4УЗ 1,1 1420
|
|
5. Частота обертання: вала роторного агрегату,
об/хв. вала відвіваючого пристрою, об/хв. вала ексцентрикового, об/хв.
|
1950 935 374
|
|
6. Встановлена потужність, кВт
|
2,6
|
|
7. Діаметр ротора, мм
|
500
|
|
8. Число лопатей ротора, шт.
|
12
|
|
9. Число лопатей вентилятора, шт.
|
5
|
|
10. Габаритні розміри, мм: довжина; ширина;
висота
|
1980 1300 1400
|
|
11, Маса, кг
|
1000
|
Рушильний агрегат складається з: ротора, бункера з декою,
приймального бункера та кожуха. Передача крутного моменту на ротор здійснюється
через клинопасову передачу від двигуна, закріпленого на рамі.
Ситовий кузов насіннєрушки складається з дерев‘яного корпусу
і металевих сит, прикріплених підвіскою до рами і з‘єднаних тягою з
ексцентриковим механізмом.
Ексцентриковий вал, з‘єднаний з ситовим кузовом тягою,
призначений для надання йому обертово-поступального руху.
Відвіваючий пристрій являє собою вентилятор якого приводиться
в дію від клиноременної передачі, що з’єднує його з двигуном. Повітропроводи
пристрою мають поворотні заслінки, якими регулюється ступінь розрідження в зоні
підсосу.
Також на лінії застосовуються два транспортери, які
дозволяють зменшити затрати людської праці на виконання технологічних операцій.
Перший транспортер розміщується між бункером і насіннєрушкою, другий - між
насіннєрушкою і 4-х вальцевим станком.
Так як від обох транспортерів вимагається однакова
продуктивність, рівна 160 кг/год, то можна вибрати одну марку для обох ділянок
по каталогу спеціалізованих транспортерів ми вибираємо транспортер ХЦ-48, з
продуктивністю близько 500 кг/год, що дозволить повністю забезпечити потреби
насіннєрушки.
Кількість транспортерів для підтримки технологічної лінії
визначається за формулою 2.1:
 шт.
шт.
Приймаємо на обох ділянках два транспортери.
В таблиці 2.5 приведено технічну характеристику даних
транспортерів.
Таблиця 2.5 - Технічна характеристика транспортера ХЦ-48
|
Найменування параметрів
|
Норма
|
|
1. Тип транспортера
|
Стаціонарний
|
|
2. Продуктивність, кг/год
|
500
|
|
3. Двигун: тип; потужність, кВт; частота
обертання, об/хв.
|
ТУ 16-525 0,75 750
|
|
4. Максимальний кут встановлення транспортера,
град.
|
60
|
|
5. Діаметр штока, мм
|
66
|
|
6. Ємність бункера, кг
|
2000
|
|
7. Габаритні розміри (без бункера0): ширина,
мм; висота, мм; довжина, мм
|
250 540 5400
|
|
8. Маса (без бункера), кг
|
115
|
Транспортер складається з двох труб, з‘єднаних між собою
хомутами шнеків, які зварюються між собою при монтажі з метою регулювання
довжини транспортера.
Нижня труба з‘єднується з бункером за допомогою перехідника.
До верхньої труби кріпиться розвантажуючи воронка. Обертання
шнека здійснюється від електродвигуна через ременну передачу. Натяг ременя
здійснюється переміщенням двигуна з плитою.
Транспортер спирається на рухому опору, що дозволяє змінювати
кут його нахилу.
Допоміжне обладнання розраховується аналогічним шляхом. В
даній записці ці розрахунки опускаються.
Результати розрахунків основного технологічного обладнання
наведені в таблиці 2.6.
Таблиця 2.6 - Основне технологічне обладнання лінії з виготовлення
рослинного масла.
|
Марка обладнання
|
Найменування обладнання
|
Кількість, шт.
|
|
ХЦ-5
|
Насінерушка
|
1
|
|
ХЦ-21
|
Станок 4-х вальцевий
|
1
|
|
ХЦ-13
|
Жаровня
|
3
|
|
ХЦ-25
|
Прес-витискач
|
1
|
|
ХЦ-48
|
Транспортер
|
2
|
Отже, з таблиці 2.6 ми можемо сказати, що повністю підібрали
основне технологічне обладнання лінії з виготовлення соняшникової олії.
3.
Конструкторська частина
3.1
Призначення фільтрів
Як було сказано раніше, в цьому дипломному проекті
розроблюється фільтр. Конструктивна схема фільтра представлена в графічній
частині дипломного проекту. Даний розроблений фільтр має перевагу. Перша
перевага - це вихід більш якісної рослинної олії.
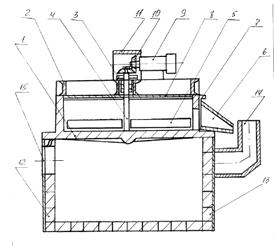
Фільтр призначений для фільтрації соняшникової олії після
його виробництва та представляє собою циліндричний резервуар з конічним днищем,
у якому по патрубку подається соняшникова олія.
Всередині циліндра розташовані 35 металічних патрони
(стакани) хрестоподібного перетину з перфорованою поверхнею, яка обтягнута
тканиною (бельтингом). Патрони у верхній частині з’єднання з колектором, який
потрібний для збирання відфільтрованої олії. Колектор, а також і внутрішні
порожнини патронів з’єднані з ресивером. Кожний патрон з’єднується з кришкою
фільтра. Внаслідок чого, при необхідності, кожній патрон може бути витягнений з
фільтра для огляду та заміни фільтруючої тканини. На кришці фільтра розташовані
патрубки запобіжного клапану, для відводу шлаку в екстрактор, для підводу пара
на випадок пропарки фільтру перед розбиранням. Люк призначений для очищення, а
оглядове скло для спостереженням за станом олії всередині фільтру.
На лінії, яка поєднує фільтр з ресивером, розташований
оглядовий ліхтар для спостереження за ступенем очищення олії та пробний краник.
Чиста олія відводиться по трубі колектора. Ресивер має запобіжний клапан,
патрубок для манометра, для зливу олії при його опорожнені та патрубок для
подавання в ресивер чистої олії. Для розрихлення осаду, перед спуском в
екстрактор, є мішалка.
При роботі мутна олія, яка входять в корпус через патрубок,
фільтрується через патрони, та проходячи через колектор, виходить через ліхтар
в лінію чистої олії.
Через деякий час, в залежності від ступеня очищення, подача
олії припиняється та проводиться промивання фільтруючої тканини зворотнім
потоком олії. Для цього, закриваючи вхідний та вихідний кран, із ресивера в
колектор по трубі подають під тиском чисту олію, яка змиває шар осаду з
тканини. Шлаки, які збираються у конусі, по патрубку відводяться в екстрактор.
Після промивання, фільтр знову встановлюють в робоче положення. Фільтруюча
поверхня кожного патрона 0,6м2. Фільтр працює під тиском до 2,0бар
(1,96∙105н/м2) який створюється насосом.
Для виготовлення фільтру, використовується як серійно
виготовлені деталі (болти, гайки, підшипники, кільця), так і деталі, які можна
легко виготовити на спеціалізованих підприємствах. Робочі креслення деталей
представлені в графічній частині проекту.
3.1.1
Характеристика компонентів, що отримуються в процесі переробки насіння
соняшника
Подібно будь-яким зерном, що містять олію, маслинне насінням,
насіння соняшника складається з оболонки (лузги) і схованого під оболонкою
ядра, що є найбільш коштовною частиною насіння. Вміст лузги в чистому зернові
складає в середньому 38-42%, інший відсоток приходиться на частку ядра.
Середній вміст олії в очищених від сміття зернах нормальної
вологості коливається від 28 до 35%, тобто в 100кг. Зерна отримується 28-35кг
олії. Основна кількість олії соняшникового насіння знаходиться в ядрі,
маслинність якого коливається від 50 до 56% (у середньому). На долю лузги
приходиться досить незначна кількість олії, тому що масличность чистої лузги
(ботанічна маслинність) коливається від 0,5 до 1%. Якщо з однієї тонни насіння
отримується 300кг олії (при 30% -ній маслинності), то на долю лузги приходиться
близько З кг, інша ж кількість олії є в ядрі.
Рослинна тканина, що складає оболонку соняшника насіння
(лузги), складається з маси пористих кліток пронизаних паровими канальцями.
Така конструкція лузги дає здатність поглинати велику кількість рідини.
Дослідження поглинальної здатності лузги при просочуванні її
олією показали, що вона поглинає від 20 до 40% олії по вазі. Поглинальною
здатністю є так само і те, що вологість її завжди, значно вище, ніж вологість
ядра (у 1,5-2 рази).
3.1.2 Вимоги
до фільтрів
Від машин для обрушення насіння соняшника
вимагається:
а) відділення лузги від насіння без
ушкодження ядра;
б) достатня продуктивність, відсутність
громіздкості;
в) економія енергії при роботі.
3.2
Розрахунок фільтру для очищення олії
. Продуктивність фільтрпреса визначається
рівнянням
 (3.1)
(3.1)
де k - коефіцієнт фільтрації для фільтрації
(0,00015);
F - поверхня фільтрації (35м2);
ρ - тиск фільтрації, 6000кг/м3;
μ - абсолютна в’язкість олії при
температурі фільтрації (0,00212кг∙сек/м2);
t
- час фільтрації (8 годин);
 м3
м3
а у вагових одиницях
 (3.2)
(3.2)
де γ -
питома вага олії при температурі фільтрації 0,904 кг/м3.
 кг
кг
. Визначення кута нахилу стінки нижнього бункеру
 (3.3)
(3.3)

де Н - висота стінки, мм;
L
- довжина, мм.
3.3
Динамічний розрахунок валу
Визначаємо силу, яка діє на вал Q (Н) за
формулою:
 (3.4)
(3.4)
де S0 - сила початкового натягу першого
пасу, Н;
a10 - кут обхвату одного ременя.
 (3.5)
(3.5)
де N - потужність на валу, кВт;
V
- швидкість обертання валу, м/с;
Cv - коефіцієнт, який враховує вплив кута обхвату;
Ср - коефіцієнт режиму роботи;
z - число режимів;
g
- вага одного погонного метра пасу.
Підставив у формулу необхідні величини, знайдемо силу, яка
діє на вал у вертикальній площині
 (Н)
(Н)
 (Н)
(Н)
Визначаємо реакцію опор у вертикальній площині. Для цього будуємо
розрахункову схему валу у вертикальній площині
МА = - RB
- 2a + Q- (2a + b) +mga + М = О, (3.6)
MB= - RA
- 2a + Q-b-mga + M = Q (3.7)
де МА - момент відносно
опори А, Нм;
МВ - момент відносно опори
В, Нм;
Епюри моментів діючих на вал
RA - реакція опори
"А", Н;
RB - реакція опори
"В", Н;
Q - сила діюча на вал, Н;
mg - вага валу, кг;
М - крутний момент. Н-м.
Перетворюємо формулу, отримуємо:
 , (3.8)
, (3.8)
 Н
Н
 , (3.9)
, (3.9)
 Н
Н
Будуємо епюру моментів у вертикальній площині (рис.3.1),
скористувавшись формулою:
z = F · z, (3.10)
де MZ - момент
відносно заданої точки, Нм;
F - сила утворююча момент,
Н;
z - плече дії сили, м.
Ділянка l (0<z<0,15)
z= - RA · z, (3.11)
 (Н∙м)
(Н∙м)

Ділянка 2 (0,15<z<0,3)
Mz = - RA-z (3.12)
МZ|0.15= -
119,31
Н·м;
Mz|0,30 = -
795,37 · 0,3 - 14,6 · 9,81 · (0,3 - 0,15) = - 260,09 Н·м,
Ділянка 3 (0,3<z<0,49)
Mz = - RA
- z - mg (2 - 0,15) - RB (z - 0,3)Z|0.30 = - 260,09 Hм;
MZ|0.49 = 215 Нм.
Визначаємо реакцію опор у горизонтальній площині. Для цього
на рис.3.1 будуємо розрахункову схему валу у горизонтальній площині:
A= - RB·2·a +
F·a = 0, (3.13)
MB = RA·2·a-F·a
= 0,
(3.14)
де MA - момент
відносно опори "А", Н-м;
МВ - момент відносно опори
"В", Н-м;
RA - реакція опори
"А", Н;
RB - реакція опори
"В", Н;
F - сила, діюча на вал, Н.
Перетворюючи формулу, отримуємо
 ;
;
 (Н)
(Н)
Будуємо епюру моментів у горизонтальній площині
використовуючи формулу:
z = F · z, (3.15)
де Mz - момент
відносно заданої точки, Нм;
F - сила утворююча момент,
Н;
z - плече дії сили, м.
Ділянка 1 (0<z<0,15);
Z = RA · z - F
(z - 0,15)z|0= 0
Mz|0. l5 = 164
- 0,15 = 24,6 Н·м
MZ = RA·
z - F (z - 0,l5);
MZ|0.15 = 24,6
H·м
MZ|0.30 = 0
Будуємо епюру сумарних моментів. Для цього використовуємо
формулу:
 , (3.16)
, (3.16)
де
МΣи - сумарний момент, Н·м;
Muy - момент, діючий у
вертикальній площині, Н·м;
МuХ - момент, діючий у
горизонтальній площині, Н·м.
Ділянка 1 (0<z<0,15);
МΣ u|0 = 0 (3.17)
МΣ u|0.15 = 121.82 Н·м;
Ділянка 2 (0,15<г<0,3);
МΣ u|0,15 = 121,82 Н·м;
МΣ u|0,49 = 260,09 Н·м
Ділянка 3 (0,3<z<0,49);
МΣ u|0,3= 260,09 Н·м;
МΣ u|0,49 = 215 Н·м;
Будуємо епюру крутного моменту. Для цього використаємо
формулу:
 (3.18)
(3.18)
де Т - крутний момент шківа,
Нм;
Ршк - потужність, яка
передається шківом,
ω - частота обертання валу, об/хв.
 (Н∙м)
(Н∙м)
Будуємо епюру приведеного моменту. Для цього використаємо формулу:
 , (3.19)
, (3.19)
де
Мпр - приведений момент, Н·м;
М∑и - сумарний момент, Н·м;
Т
- крутний момент, Н·м.
Ділянка 1 (0<z<0,15);
Мпр/0 = 0
Мпр/0,15 = 181,94 Н·м
Ділянка 2 (0,15<z<0,3);
Мпр/0,15 = 181,94 Н·м;
Мпр/0,3 = 293,1 Н·м.
Ділянка 3 (0,3<z<0,49);
Мпр/0,3=293,1 Н·м
Мпр/0,3= 253,94 Н·м.
Діаметри валу у різних перерізах d (mm) визначається за формулою:
 , (3.20)
, (3.20)
де d - діаметр валу, мм;
Мпр - приведений момент у даному січенні, Н-м;
[σ-1] - допустиме навантаження матеріалу, мПа;
[σ-1] = 40 мПа для сталі 45.
 мм
мм
Приймаємо діаметр валу рівний 35мм.
 мм
мм
Приймаємо діаметр валу рівний 45мм.
3.4 Якість
роботи фільтра
Про якість роботи фільтру можна судити по
складу у відфільтрованій олії сухих речовин.
В олії завжди має місце деяка кількість сухих
речовин - важкої фракції.
Основна умова для забезпечення якістної
роботи фільтра залежить у в своєчасному та точному регулюванні всіх робочих
органів, задіяних в усіх процесах роботи.
3.5 Правила
догляду за фільтром
За час експлуатації фільтра, робочі деталі
поступово перестають бути надійними в роботі і тому з часом може раптово
виникнути серйозна аварія.
Щоб не допустити цього, час від часу,
фільтр зупиняють та проводять технічний огляд його стану, усуваючи знайдені
дефекти. Звичайно один раз на місяць. Технічний огляд проводять не всім деталям
фільтру, а тільки тім, які найбільш піддаються зносу, або ті від яких залежить
робота всього фільтру.
4. Охорона
праці
4.1 Значення
охорони праці в сільському господарстві
Охорона праці - це система законодавчих,
соціально-економічних, технічних, санітарно-гігієнічних і організаційних
заходів спрямованих на забезпечення безпеки, зберігання здоров’я і
працездатності людини в процесі роботи.
Основними принципами галузі охорони праці є пріоритет життя і
здоров'я працівників відносно результатів господарської діяльності.
Створення безпечних умов праці працівників
с. г. виробництва завжди було і залишається питанням першочергового значення.
Основа політики України в галузі охорони
праці відображена в Законі України "Про охорону праці" зі змінами та
доповненнями у 2003 році.
Основними принципами названо: пріоритет
життя і здоров'я працівників відповідно до результатів виробничої діяльності
підприємства, повної відповідальності власника за створення безпечних і нешкідливих
умов праці; соціального захисту працівників, повного відшкодування збитків, у
тому числі і моральних, особам, які потерпіли від нещасних випадків на
виробництві й професійних захворювань; встановлення єдиних нормативів з охорони
праці для всіх підприємств, незалежно від форм власності і видів їх діяльності;
навчання населення, професійна підготовка і підвищення кваліфікації працівників
з питань охорони праці; участь держави у фінансуванні заходів з охорони праці;
використання світового досвіду організації роботи щодо поліпшення умов і
безпеки праці.
4.2 Аналіз
стану охорони праці та виробничого травматизму в господарстві
Організація робіт у господарстві
виконується згідно "Положення про систему управління охороною праці на
підприємствах та організаціях АПК".
Управління охороною праці на підприємстві покладена на
директора підприємства у відділеннях, цехах, бригадах, в майстерні, на фермах -
на управляючих відділенням, завідуючими гаражами, майстернями, фермами
корівниками ділянок. Координація діяльності структурних підрозділів, а також
контроль за роботою по створенню безпечних і здорових умов праці покладена на
інженера по охороні праці. Організаційну методичну роботу по управлінню
охороною праці, підготовку управлінських рішень і контроль за їх організацією
здійснюють служби охорони праці, підпорядкована керівнику підприємства.
Основна увага приділяється навчанню працюючих. Навчання по
охороні праці проводиться згідно наказу Держнагляду України від 15.02.2005 р. №
15 "Положення про порядок навчання і перевірки знань з питань охорони
праці", з послідуючою атестацією, яку проведе комісія господарства.
Проаналізувавши стан охорони праці в господарстві, потрібно
виділити ряд позитивних сторін: у господарстві За стан охорони праці
відповідають не тільки головні спеціалісти, а також керівники виробничих
дільниць; на кожній виробничій дільниці призначені відповідальні особи з
охорони праці, у кожного відповідального за охорону праці є журнал реєстрації
інструктажів з питань охорони праці, регулярно проводиться навчання робітників
та службовців по правилам та вимогам безпеки праці, виробничої санітарії,
працівникам господарства видається спеціальний одяг згідно з діючими нормами. У
господарстві є кабінет і на кожній виробничій дільниці - куточки з охорони праці,
обладнані наглядною агітацією і на робочих місцях є інструкції по охороні
праці.
Важливим заходом є забезпечення постійної технічної
справності МТП під'ємно-транспортних машин, електроустановок, захисних засобів
та огородження.
Для сільськогосподарського виробництва характерними
шкідливостями є: пил, шум, вібрація.
У господарстві не повністю виконуються
накази по створенню здорових і безпечних умов праці.
Однією з основних вимог виробничої
санітарії є захист організму людини від виробничих шкідливостей,
профзахворювань та отруєнь.
На території господарства побудовано
будинок механізатора, у якому є кімната відпочинку. Майстерня пункту технічного
обслуговування (ПТО) обладнана душем, умивальниками і роздягальнями.
На робочих місцях, де є різке коливання температур,
сирість, запиленість, загазованість, а також при роботі з отрутохімікатами та
іншими шкідливими речовинами, видається спецодяг та індивідуальні засоби
захисту.
При експлуатації та обслуговуванні МТП
також є ряд порушень вимог безпеки та охорони праці, на дільницях господарства
недостатня кількість санітарно - побутових приміщень. Нерозроблені плани
безпечних маршрутів руху техніки і небезпечних робіт. Основною причиною
виробничого травматизму при використанні переробної установки є невиконання правил
безпеки. Травмуючими елементами під час виконання переробних робіт найчастіше
стають деталі машин, що обертаються та рухаються і не обладнанні захисними
щитками та кожухами, несправні інструменти та пристрої, підйомно-транспортні
засоби та електричний струм.
Аналіз травматизму за останні роки
приведено в таблиці.
Визначаємо оцінюючі показники травматизму
а) Показник частоти травматизму:
 (4.1)
(4.1)
де Т - кількість постраждалих за даний період;
Р
- середньо статистична кількість працюючих;
звідси 
б) Показник тяжкості травматизму:
 (4.2)
(4.2)
де Д - звітна кількість днів, втрачених внаслідок
непрацездатності через нещасні випадки;

в) Показник непрацездатності:
 (4.3)
(4.3)
отже,

Показники стану виробничого травматизму та захворювань в ТОВ
"Чиста криниця" наведемо у таблиці 4.1
Таблиця 4.1 Показники стану виробничого
травматизму та захворювань в ТОВ "Чиста криниця" Машівського району
Полтавської області.
|
Показники
|
Роки
|
|
2005 рік
|
2006 рік
|
2007 рік
|
|
1
|
2
|
3
|
4
|
|
Середньорічне число працюючих, чол.
|
122
|
134
|
131
|
|
Число нещасних випадків:
|
2
|
1
|
1
|
|
- з тимчасовою втратою працездатності з стійкою
втратою працездатності з смертельним наслідком
|
2
|
1
|
1
|
|
Число захворювань
|
18
|
23
|
21
|
|
Втрати працезд. по травмат., дн
|
35
|
17
|
18
|
|
Втрати працезд. по захвор., дн
|
160
|
205
|
187
|
|
Показник частоти нещасних випадків
|
16,3
|
7,46
|
7,63
|
|
Показник тяжкості нещасних випадків
|
17,5
|
17
|
18
|
|
Показник втрат робочого часу
|
285,3
|
126,82
|
137,4
|
Стан охорони праці і вимог безпеки в
господарстві багато в чому залежить від використання працівниками правил і норм
безпеки праці, а також правил пожежної безпеки, виробничої санітарії та гігієни
праці. Тому у господарстві регулярно проводять заходи по охороні праці, як
загальногосподарські так і бригадні.
У відповідності з діючим законодавством у
господарстві проводяться інструктажі:
. Вступний;
. Первинний на робочому місці;
. Повторний інструктаж;
. Позаплановий інструктаж;
. Цільовий інструктаж;
Вступний інструктаж проводиться у день
прийняття на роботу працівника, а також в цей день проводиться і первинний
інструктаж.
Вступний інструктаж проводиться в кабінеті
з охорони праці, або в приміщенні розробленому для цього, обладнаному
посібниками проводить інструктаж інженер служби з охорони праці.
Керівник підприємства не повинен підписувати наказ про
прийняття на роботу людину доки поступаючий не пройде вступного інструктажу.
Існує типова програма вступного
інструктажу. При його проведенні розглядаються загальні питання з охорони
праці, законодавства в з охорони праці, режими праці і відпочинку тощо.
Первинний інструктаж проводиться
безпосередньо на робочому місці, керівником робіт.
Повторний інструктаж проводиться один раз
в квартал для робіт з підвищеною небезпекою через кожні 6 місяців для решти
робіт щоб поновити знання з охорони праці.
Позаплановий інструктаж проводиться при
введенні в дію новою обладнання, при замінах законодавства по охороні праці:
при модернізації устаткування приладів з охорони праці; після випадків
травмування: при перервах у роботі 60 днів, а для робіт підвищеної небезпеки -
30 днів.
Цільовий вид інструктажу проводиться при
виконанні робіт, що не входять в коло прямих обов'язків працівника, при
виконані роби підвищеної небезпеки на які потрібен наряді допуск.
Результати проведення Інструктажів
оформляються в журналі реєстрації Інструктажів по охороні праці Форма №2 Оп.
Основна причина виникнення нещасних випадків - невиконання вимог безпеки і
низька кваліфікація працівників. В роботу по профілактиці травматизму одне з
важливих місць належить пропаганді знань з охорони праці і виробничої
санітарії, організації занять з охорони праці.
При вивченні умов праці робітників підприємства виявилося, що
основними причинами виникнення травматизму є незнання працівниками прийомів
безпечної праці на робочих місцях та під час транспортування і регулювання
техніки або нехтування працівниками правил безпеки праці заради швидкого або
кількісно більшого виконання поставлених перед ними завдань, тобто
виготовлення, обробка переміщення тих чи інших виробів. Також причиною є те, що
проведення та оформлення інструктажів з охорони праці проводиться у більшості
випадків формально.
Навчання інженерно-технічних робітників для головних
спеціалістів проводиться 1 раз на три роки, для інших - 1 раз на рік. Навчання
проводять спеціальні заклади які мають дозвіл на проведення такого навчання.
За станом охорони праці в господарстві повинен здійснюватись
постійний і систематичний контроль. Передбачається впровадження
трьохступеневого контролю. При цьому керівники виробничих дільниць проводять
контроль протягом 30-40 хвилин. Один раз на тиждень контроль проводять головні
спеціалісти. Фінансування заходів з охорони праці повинно відбуватися в
процентному співвідношенні - 0,5% від суми реалізованої продукції.
До недоліків по охороні праці на підприємстві можна також
віднести відсутність річного плану заходів з охорони праці, відсутність
захисних кожухів на обертальних пристроях, відсутність стартерних пускових
систем на тракторах.
Повторний інструктаж проводять формально,
або зовсім не проводиться:
1.
При
уведенні в дію нових або перероблених стандартів з охорони праці;
2.
При
зміні технологічного процесу, зміні або модернізації обладнання інструментів,
матеріалів, тощо;
3.
При
порушенні вимог безпеки, які призвели, або можуть призвести до травм, вибуху,
пожежі, аварії;
4.
При
вимогах органів нагляду.
В інших випадках позаплановий інструктаж в
господарстві не проводиться.
Найгірше у господарстві проводиться
цільовий інструктаж із працюючими які виконують разові роботи, не пов'язані з
прямими обов'язками за спеціальністю (навантаження, вивантаження, прибирання
території, тощо), під час ліквідації наслідків аварії, стихійного лиха і
катастроф; при виконанні робіт, на які видається наряд - допуск, дозвіл чи інші
документи. При проведенні екскурсій по підприємству, масових заходів з учнями
(екскурсії, спортивні змагання, походи) цільовий інструктаж майже не проводиться,
а якщо і проводиться, то двома - трьома реченнями.
Навчання інженерно-технічних робітників
для головних спеціалістів проводиться 1 раз на три роки, для інших - 1 раз на
рік. Навчання проводять спеціальні заклади які мають дозвіл на проведення такого
навчання.
Фінансування заходів з охорони праці повинно відбуватися в
процентному співвідношенні - 0,5% від суми реалізованої продукції.
4.3
Розрахунок потреби спецодягу, спецвзуття, та засобів захисту
В умовах виробництва, коли незважаючи на
удосконалення обладнання і технічних процесів, неможливо повністю уникнути
шкідливої дії різних факторів на працюючих, необхідно застосувати засоби
індивідуального захисту, при посіві кукурудзи на силос потрібні такі засоби
захисту.
Таблиця 4.2 Потреби в засобах захисту при
переробці насіння соняшника
|
Професія
|
Кількість чоловік
|
Назва індивідуальних засобів захисту
|
Марка або ГОСТ
|
Термін носіння, міс.
|
Потрібна кількість На рік
|
|
Механізатори
|
16
|
Комбінезон БП Рукавиці
|
ГОСТ-12.40.100-60 ГОСТ - 12.40.10-85
|
12 6
|
16 32
|
|
Допоміжні робітники
|
2
|
Комбінезон БП Рукавиці
|
ГОСТ - 12.4.100-60 ГОСТ-12.40.10-85
|
12 6
|
2 4
|
|
Робітники для роботи з отруто-хімікатами
|
2
|
Комбінезон БП 3 кислотозахисною пропиткою
Фартух прогумоний з нагрудником Шолом БП Чоботи гумові
|
ГОСТ - 12.4.100-60 ГОСТ - 12.40.084-76
ГОСТ-12.4.100-60 ГОСТ - 12.4.022-75
|
12 6 12 24
|
2 4 2 2
|
|
|
Рукавиці гумові Нарукавники
|
ГОСТ-12.4.010-75 ГОСТ-12.4.010-75
|
4 чергові
|
6 2
|
|
|
|
|
|
|
|
|
|
|
4.4 Вимоги
безпеки праці при переробці насіння соняшника
На підставі стану охорони праці і її безпеки
в господарстві запропоновано такий проект заходів покращення умов безпеки при
переробці насіння соняшника:
Контролювати виконання наказів про
створення здорових і безпечних умов праці у господарстві.
Своєчасна видача засобів індивідуального
захисту.
Постійний контроль за своєчасним
проведенням інструктажів та правильне ведення документації з безпеки праці.
Виділення коштів на покращення навчальної бази з охорони праці; придбати
сучасні кіно-та діафільми, плакати та інше.
При проведенні інструктажу на робочому
місці допускати до самостійної роботи працівників тільки після проведення
перевірки знань та навиків. Повторний інструктаж проводити через 6 місяців
після первинного інструктажу незалежно від кваліфікації, та стажу роботи, за
програмою інструктажу на робочому місці з записом в журналі. Позаплановий
інструктаж у господарстві проводити також тоді, якщо перерва у роботі з
підвищеною небезпекою становила 30 календарних днів, для решти - 60 днів.
Цільовий інструктаж проводити згідно положень про охорону праці з визначенням
відповідних за проведення інструктажу та керівництво роботами.
До керування тракторами і комбайнами на
польових механізованих роботах допускати лише осіб, що пройшли спеціальний курс
навчання і мають посвідчення тракториста-машиніста та категорію С, яким
виповнилося 18 років.
Роботи з хімічними консервантами,
пестицидами, аміаком можуть виконувати особи яким уже виповнилося 18 років, і
які пройшли медичний огляд і здали залік по вимогам безпеки.
Не допускати до керування та обслуговування
механізаторів, які знаходяться в стані навіть легкого алкогольного сп’яніння.
Використовувати на технологічних операціях
сільськогосподарські машини, що пройшли обкатку і технічний огляд (готовність і
обладнання до експлуатації оформляти актом).
Заборонити експлуатацію машин без
передбачених конструкцій захисних огороджень, також таких, які мають
незадовільний стан або зовсім не мають підніжок, сходинок, опорних дощок з
запобіжним бортиком перил, машин, які не мають нормативне - технічної
документації.
Перед початком польових робіт проводити
розширені інструктажі з вимог безпеки, як з основними, так із допоміжними
робітниками.
Звернути особливу увагу на обов'язкову
наявність сигналізації у агрегатів, у склад яких входять машини, обладнані
робочим місцем; узгоджувати дії при русі і роботі агрегатів; усунути
несправності та інше.
Після інструктажу зробити відповідні
записи у журнал інструктажу. Забезпечити робітників, які працюють з
отрутохімікатами, спецодягом та індивідуальними засобами захисту.
4.5 Проект
заходів по охороні праці і дотримання вимог системи безпеки
При складанні плану заходів в основу покладені законодавчі
документи з охорони праці в Україні.
З урахуванням цих документів передбачається покращити умови
праці за рахунок впровадження комплексу заходів по охороні праці.
Таблиця 4.3 - План додаткових заходів з охорони праці
|
Заходи і місце впровадження
|
Дата впровадження
|
Посада виконавця
|
|
1. Проведення курсового навчання спеціалістів,
керівників дільниць, робітників
|
04.01 2008
|
Інженер з охорони праці
|
|
2. Обладнати дільниці з охорони праці на
підприємстві в цілому, а також в гаражі і окремо по цехах
|
15.01.15.03 2008
|
Інженер з охорони праці
|
|
3. Провести ремонт огорож і запобіжних
пристроїв механізмів
|
21.01.16.02 2008
|
Майстри цехів
|
|
Заходи запобігання
травматизму
|
|
1. Розробити план-схему безпечного пересування
техніки по підприємству
|
1.30.04 2008
|
Інженер з охорони праці
|
|
2. Обладнати дільниці захисними огорожами,
справним інструментом, засобами пожежегасіння
|
04.01.05.05 2008
|
Керівники дільниць
|
|
Заходи по попередженню
захворюваності на виробництві
|
|
1. Обладнати витяжну вентиляцію на дільницях і
цехах підприємства
|
3.21.02 2008
|
Майстри цехів, керівники дільниць
|
|
2. Обладнати санітарний вузол на підприємстві
(окремо по підрозділах) і в гаражі
|
3.21.02 2008
|
Майстри цехів, керівники під-розділів, зав.
гаражем
|
|
3. Забезпечити працівників засобами
індивідуального захисту
|
02.01.2008
|
Керівники діль-ниць, майстри цехів
|
|
4. Вимагати дотримання правил без-пеки при
роботі з легкозаймистими і вибухонебезпечними матеріалами
|
На протязі усього терміну роботи підприємства
|
Керівники дільниць, завідуючі виробництвом
|
|
5. Провести утеплення дверей і вікон в цілому
на підприємстві і окремо по цехах
|
10.10.15.10 2008
|
Керівники дільниць, завідуючий гаражем
|
5. Економічна
ефективність конструкторської розробки
Для обґрунтування доцільності впровадження в виробництво
переобладнаної cушарки для просушування насіння сояшнику визначаємо витрати на
виготовлення, річну економію по зниженню собівартості продукції при його
впровадженні у виробництво, термін повернення капіталовкладень, річний
економічний ефект, які складають основні техніко-економічні показники.
Витрати на виготовлення пристосування розраховуємо за
формулою:
В = Вк + Во. д. + Вз.
д + Вск. к. + Вз. в., (6.1)
де Вк - вартість виготовлення
корпусних деталей, рам і каркасів, грн.;
Во. д. - витрати на виготовлення
оригінальних деталей, грн.;
Вз. д. - ціна деталей які
купуються, грн.;
Вск. к. - заробітна плата
виробничих працівників, задіяних при складанні конструкції;
Вз. в. - загальновиробничні
(цехові) накладні витрати на виготовлення конструкції, грн.
Корпусних деталей в нашій конструкції немає.
Оригінальними деталями в нашій конструкції є втулка шнеку,
кришка і болт спеціальний.
Витрати на виготовлення оригінальних деталей визначаємо за
виразом:
Во. д. = Ввр. н. +Вм, (6.2)
де Ввр. н. - заробітна плата
виробничих робітників, заданих на виготовленні оригінальних деталей з
урахуванням допоміжної заробітної плати і нарахуваннями по соціальному
страхуванні, грн;
Вм - вартість матеріалів
заготівок, для виготовлення оригінальних деталей, грн.
Основна заробітна плата визначається за формулою:
Ввр. н = t1. Bг.
Kt, (6.4)
де t1 - середня трудомісткість на
виготовлення окремих оригінальних деталей, t1 = 10
год.;
Вг. - годинна ставка
робітників, яка вираховується по середньому розряду, Вг. =13,5
грн\год.;
Kt - коефіцієнт,
враховуючий доплати до основної заробітної плати, Kt =1,03.
Тоді
Ввр. н = 10.13,5.1,03
= 139
грн.
Допоміжну заробітну плату визначаємо за формулою:
Вд.1 = (5-12). Ввр. н
/100,
(6.5)
Вд.1 = 10.139/100 =13,9 грн.
Нарахування в фонд соціального страхування, в фонд безробіття
і в пенсійний фонд визначаємо із виразу
Всоц. = к (Вд.1+ Ввр.
н) / 100, (6.6)
де
к - сумарний коефіцієнт нарахування на соціальне
страхування, в пенсійний фонд і фонд безробіття.
Всоц. = 37 (13,9 + 139) / 100 = 56,6 грн.
Тоді заробітна плата виробничих робітників, задіяних на
виготовленні оригінальних деталей буде
Ввр. н = Ввр1 + Вд.1
+ Всоц., (6.7)
Ввр. н = 139 + 13,9 + 56,6 = 209,5 грн.
Вартість матеріалу заготівок, використаного для виготовлення
оригінальних деталей буде дорівнювати
Вм1 = В1. Q3, (6.8)
де В1 - вартість одного кілограму
заготовок, грн;
Q3 - маса заготівок, Q3
= 10,8кг.
Вм1 = 10,5.12 = 126грн.
Витрати на виготовлення оригінальних деталей становить
Во. д. = 209,5+ 126 = 335,5грн.
Закупівельними деталями для нашого пристосування є статор і
ротор, які потрібно заказувати на ВАТ "Полтавський автоагрегатний
завод" Вз. д = 980 грн.
Основну заробітну плату виробничих робітників, задіяних на
складанні конструкції можна розрахувати за формулою:
Вск= Тск. Вг.
Kt, (6.9)
де Тск - нормативна трудомісткість
на складання конструкції, год., яку знаходимо з виразу
Тск= Kс. Σ tск, (6.10)
де Кс - коефіцієнт, який враховує
співвідношення між повним і оперативним часом складання, Кс=1,08;ск
- трудомісткість складання окремих елементів пристрою, год.
Тск = 1,08.3=3,24 год.
Вг - годинна ставка
робітників, яка вираховується по середньому розряду, Вг=13,5
грн/год.;
Кt - коефіцієнт, враховуючий
доплати до основної заробітної плати, Кt=1,03.
Тоді
Вск= 3,24.13,5.1,03 = 45 грн.
Додаткову заробітну плату обчислюємо за формулою 6.5
Вд. ск = 10.45/100 = 4,5 грн.
Нарахування на соціальне страхування, в фонд безробіття і
пенсійний фонд визначаємо з виразу 6.6
Всоц. ск=37. (4,5+45) / 100
= 2,1
грн.
Тоді формула для розрахунку заробітної плати виробничих
робітників, задіяних на складанні конструкції з врахуванням допоміжної
заробітної плати і нарахувань по соціальному страхуванні прийме такий вигляд:
Вск. к. = Вд. ск + Вск
+ Всоц. ск (6.11)
Вск. к. = 4,5 + 45 + 2,1 = 51,6 грн.
Загально виробничі (цехові) накладні витрати на виготовлення
пристрою визначаємо за формулою:
Вз. в. = Ввр. Rз.
в / 100, (6.12)
де Ввр - основна заробітна плата
виробничих робітників, задіяних на виготовленні пристрою, грн;
Rз. в - процент загально
виробничих витрат, Rз. в=10,5%.
Визначаємо основну заробітну плату виробничих робітників,
задіяних на виготовленні пристрою
Ввр= Ввр. н + Вск (6.13)
Ввр= 209,5 + 45 = 254,5 грн.
Тоді загально виробничі (цехові) накладні витрати на
виготовлення пристрою будуть
Вз. в. = 254,5.10,05 /100 = 26,7 грн.
Тепер підраховуємо витрати на виготовлення пристрою
В = 335,5 + 980 + 51,6 + 26,7 = 1393,8 грн.
Річну економію від зниження собівартості при впровадженні
спроектованої пристрою розраховуємо за формулою:
Ер=ΔС. n, (6.14)
де ΔС - коефіцієнт враховує
підвищення виходу олії на 3% з 1 тони, відповідно з кожної тони переробленого
насіння збільшується вихід олії на 3,6 л, враховуючи ціну олії ΔС = 28,8 грн.
nо - кількість переробленого
насіння за рік, т.
Тоді
Ер = 28,8.156 = 4492,8 грн.
Термін окупності конструкції визначаємо із виразу
То = В/Ер (6.15)
То = 1393,8/4492,8 = 0,3 років.
Основні техніко-економічні показники пристрою заносимо до
таблиці 6.1
Таблиця 6.1 - Основні техніко-економічні показники пристрою
|
Найменування показників
|
|
Витрати на виготовлення оригінальних деталей,
грн.
|
335,5
|
|
Вартість закупівельних деталей, грн.
|
980
|
|
Загально-виробничі витрати, грн.
|
26,7
|
|
Витрати на виготовлення пристрою, грн.
|
1393,8
|
|
Річний економічний ефект, грн.
|
4492,8
|
|
Термін окупності пристрою, років
|
0,3
|
Як видно з таблиці - річна економія і річний економічний
ефект розрахованого пристрою вказують на необхідність застосування його на
лінії переробки насіння соняшнику. Термін окупності пристрою становить 0,31
років, що показує значну ефективність пристрою.
Висновки та
пропозиції
В даному дипломному проекті наведено розрахунок та вибір
обладнання для лінії переробки насіння соняшника з розробкою ексцентрикового
вала насіннєрушки, актуальність та необхідність промислової переробки насіння
соняшника в Україні.
Аналіз виробничої діяльності господарства
та обґрунтування мети проекту дають змогу сказати, що цех з виробництва олії є
необхідним для СТОВ "Колос”.
Даний напрямок дасть змогу реалізації
готової продукції, а не сировини, що є значно прибутковіше і вигідніше для
господарства.
Впровадження у виробничий процес
насіннєрушки з оновленим ексцентриковим валом, дозволить підвищити якісний
вихід соняшникової олії без підвищення кількості сировини. Це стає можливим за
рахунок більш якісного відокремлення ядер насіння соняшника від оболонки, яка
вбирає в себе у ході виробничого процесу до 20% рослинного масла.
Розглянуті питання по охороні праці, екологічній експертизі.
В шостому розділі проведений економічний розрахунок
впровадження даного цеху і його ефективність у використанні.
При впровадженні валу та зокрема проекту у виробництво річний
економічний ефект складатиме 9620 грн., а термін окупності капіталовкладень
становить - 3,5 року
Список
використанних джерел
1.
Річний звіт СТОВ "Колос" 2005.
.
Річний звіт СТОВ "Колос" 2006.
.
Річний звіт СТОВ "Колос" 2007.
.
Робочий паспорт насіннєрушки ХЦ5.00.00.000 - Харків: ХМНПЦ, 1993.
.
Робочий паспорт 4-х пальцевого станка ХЦ 21.00.00.000 - Харків: ХПИПЦ, 1993.
.
Робочий паспорт жаровні ХЦ 13.00.000 - Харків: ХПИПЦ, 1993.
.
Робочий паспорт прес-витискача ХЦ 25.00.000 - Харків: ХМНПЦ, 1993.
.
Робочий паспорт гвинтового транспортера ХЦ 48.00.000 - Харків: ХПИПЦ, 1993.
.
Кривонос Н.И. Маслопрессовое оборудование - Киев: Вища школа, 1991. - 68с.
.
Донцов П.Р. Оборудование маслопрессовых технологических линий - М.:
Россельхозиздат, 1987. - 42с.
.
Красников В.П. Процессы и аппараты пищевых производств - Киев: Пищепром, 1983.
- 93с.
.
Мизин И.А. Методические указания к курсовому проектированию по деталям машин
для студентов специальности 31.13 "Механизация сельского хазяйства”, -
Полтава: ПГСХИ, 1991.
.
Попова Г.Н., Алексеева С.Ю. Машиностроительное черчение. Справочник -
Санкт-Петербург: Политехника, 1996. - 69с.
.
Анурьев В.И. Справочник конструктора-машиностроителя - Москва: Машиностроение,
1987. - 71с.
.
Детали машин. Атлас конструкций /Под ред.
Сливаковского
А.О. - Москва: Машиностроение, 1971. - 156с.
.
Иванченко Ф.К. Конструкция и расчёт ПТМ - Москва: Машиностроение, 1978. - 43с.
.
Киркач Н.Ф., Баласанян Р.А. Расчёт и проектирование деталей машин - Харьков:
Основа, 1991. - 140с.
.
Ярошенко В.Ф., Диденко В.С., Крамаренко И.И. Кинематический расчёт привода и
выбор электродвигателя, - Киев: УСХА, 1978. - 141с.
.
Агросоюз. Каталог - Киев, 2005.
.
Правила техники безопасности и производственной санитарии для баз и складов
перерабатывающих предприятий агропромышленного комплекса - М.: ВНПО Агропромснаб,
1991. - 84с.
.
Канарев Ф.М., Бугаевский В.В. и др. Охрана труда: 2-е изд., перероб. и доп. -
М.: Агропромиздат, 1988.
.
Лахман С.Д. та ін. Запобігання аварійності та травматизму в сільському
господарстві. - Київ: Урожай, 1993. - 129с.
.
Лахман С.Д. Охорона праці і пожежна безпека. - Київ: ВО Вища школа, 1983. -
66с.
.
Закон України Про екологічну експертизу від 09.02.95. ВВР, 1995, №8.
.
Закон України Про охорону праці від 16.02.95. ВВР, 1995, №8.
.
Гряник Г.Н. Охрана труда и пожарная безопасность, - Киев: Высшая школа, 1981. -
58с.
.
Аврамчук О.А., Лузан В.В. та інші. Оплата праці в сільськогосподарському
виробництві. - К.: Центр "Агропромпраця”, 2000. - 27с.