Разработка технологического процесса изготовления пальто женского из джинсовой ткани с детальной проработкой методов обработки отдельных деталей и узлов, их сборки
Содержание
Реферат
Введение
.
Обоснование выбора модели
.1
Направление моды и развитие ассортимента
.2
Описание внешнего вида моделей
.3
Перечень деталей кроя моделей
.
Обоснование выбора материала
.
Обоснование режимов обработки
.
Выбор методов обработки
.
Расчёт эффективности выбранных методов обработки и оборудования
.
Составление технологической последовательности изготовления пальто женского из
джинсовой ткани
Выводы
Литература
Реферат
Темой курсовой работы "Разработка
технологического процесса изготовления пальто женского из джинсовой ткани с
детальной проработкой методов обработки отдельных деталей и узлов, их
сборки".
Объём работы 35 страниц.
Работа включает таблицы:
. Таблица 1 "Перечень деталей
кроя";
. Таблица 2 "Характеристика
физико-механических и технологических свойств материалов";
. Таблица 3 "Характеристика машинных
строчек и швов, применяемых при изготовлении швейных изделий";
. Таблица 4 "Параметры
влажно-тепловой обработки";
. Таблица 5 "Проектируемые методы
обработки";
. Таблица 6 "Расчет экономической
эффективности";
. Таблица 7 "Показатели
эффективности методов обработки";
. Таблица 8 "Характеристика
оборудования для ниточного соединения деталей швейных изделий";
. Таблица 9 "Характеристика
оборудования для ВТО";
. Таблица 10 "Технологическая
последовательность обработки пальто женского из джинсовой ткани".
Работа содержит 3 рисунка эскизов моделей:
Рисунок 1 "Модель А"; Рисунок 2 "Модель Б"; Рисунок 3
"Модель В"
Ключевые слова: технология, затраты времени,
технологичность, конструкция, неделимая операция, унифицированная технология,
влажно-тепловая обработка, универсальная машина, специальная машина,
полуавтомат, экономичность, эффективность, производительность труда,
трудоёмкость.
Введение
Жесткие условия конкурентной борьбы на рынке
товаров и услуг позволяют успешно существовать и развиваться предприятиям,
способным в кратчайший срок производить и реализовывать высококачественную
продукцию. Особенно это актуально для предприятий легкой промышленности, т.к.
бизнес в моде имеет свои особенности: ограниченное время планирования и
подготовки производства, гибкость технологических процессов, автоматизация
взаимодействия подразделений, наличие высококачественного оборудования - все
эти слагаемые необходимы для успеха современного предприятия. Швейная
промышленность имеет высокую оборачиваемость вложенных финансовых средств и в
состоянии внести заметный вклад в рост ВВП страны.
Низкая конкурентоспособность отечественных
товаров не только результат неравномерных размещений их на рынке, но и
следствие технической отсталости производства в отрасли. Общеизвестно, что
большая часть предприятий швейной отрасли испытывает серьезное давление со
стороны иностранных конкурентов, нелегального производства.
Для того, чтобы вывести отрасль из кризиса, необходимо
минимизировать себестоимость продукции и повысить производительность труда,
обеспечив предприятия новейшим оборудованием и нестандартным подходом к
организации производства. Внедрение гибких производственных систем с целевой
ориентацией на расширение ассортимента, быстрое реагирование на направления
моды, выпуск продукции малыми сериями позволит современным предприятиям стать
конкурентоспособными в целом.
Современная швейная отрасль, выпускающая одежду
массового производства, характеризуется достаточно высоким уровнем техники и
технологии и организации производства, наличием специализированных предприятий
и производственных объединений.
Особенностями современного развития предприятий
швейной отрасли заключается в способности так организовать процессы
производства, чтобы обеспечить их мобильность в условиях меняющихся внешних и
внутренних условий развития. Это динамическое состояние системы заставляет
реагировать на изменение спроса и запуска моделей разной трудоёмкости, а также
внедрять организационно - технические мероприятия, которые обеспечивают
устойчивую работу процесса. Наиболее перспективным направлением
совершенствования процессов изготовления швейных изделий является замена
существующей многооперационной технологии на малооперационную, при которой
обработка и сборка одного или нескольких узлов одежды осуществляется за один
технологический переход. Технология швейных изделий постоянно совершенствуется
на базе дальнейшего развития моделирования и конструирования новых и
современных моделей одежды. Для этого она широко практикует внедрение в
производство высокотехнологического оборудования, используя не только
отечественную технику, но и зарубежные аналоги, которые значительно улучшают
качество и количество изготовляемого изделия. Благодаря этому повышается
производительность труда и продвижение товара на современные рынки.
Немаловажную роль играет налоговая политика
государства, привлечение инвестиций в отрасль и защита внутреннего рынка
потребительских товаров.
В настоящее время предприятия легкой
промышленности активно используют автоматизированные системы проектирования
одежды. Автоматизированное проектирование является одним из актуальных
направлений совершенствования конструкторско-технологической подготовки
производства, обеспечивающих высокое качество и эффективность проектных
решений. Система автоматизированного проектирования одежды содержит модули
оперативного формирования технических эскизов, выбора методов обработки и
оценки трудоемкости изготовления новой модели еще на этапе эскизного проектирования,
построения базовых и модельных конструкций, оформления и технического
размножения лекал, формирования табеля мер, выполнение раскладки лекал.
Внедрение мобильной технологии и технологических
процессов на основе способа концентрации технологических операций и оптимизации
последовательности их выполнения позволит обеспечить выпуск широкого
разнообразия моделей. Использование оборудования с автоматизированными
функциями обеспечивает выполнение операций в автоматическом режиме.
Специализация рабочих мест по виду оборудования и оптимизация размещения
деталей кроя в зоне рабочего места значительно сокращает ручные вспомогательные
приемы и улучшает качество выполнения операций.
Целью курсовой работы является разработка такого
технологического процесса по изготовлению пальто из джинсовой ткани, при
котором снижается затрата времени на изготовление изделия и повышается
производительность труда.
Для достижения поставленной цели в курсовой
работе необходимо решить следующие задачи:
) Выбрать 3 модели пальто женского из
джинсовой ткани на одной конструктивной основе. Обосновать выбор моделей;
2) Составить перечень деталей кроя;
) Произвести обоснование выбора материала
в соответствие с требованиями потребителя и производителя;
) Обосновать режимы обработки;
) Составить технологическую
последовательность обработки изделия.
1. Обоснование выбора модели
.1 Направление моды и развитие ассортимента
Джинсовая одежда стала предметом моды лишь во
второй половине 20 века. До этого, как показывает история, это была любимая
одежда рабочих. На сегодняшний день нет человека, в чьем гардеробе не было бы
джинсовой вещицы. Использовав первоначально джинсовую ткань только для пошива
рабочих штанов, дизайнеры и фирмы производители шагнули дальше. Невозможно
представить себе, как универсален этот материал. Его используют для пошива
практически всего. Приверженцы джинсового стиля обивают салоны своих
автомобилей прочным денимом. Модницы носят джинсовые юбочки, мини - шортики,
топы. Добавление контрастного по фактуре или цвету материала, вроде бархата,
кожи или шифона, превращают обычную джинсу в ультрамодную вещь.
С помощью дизайнерской стилизации можно придать
джинсам любой вид, подходящий вашему имиджу. Из денима делают сумочки, зонтики,
украшения, обувь, кошельки. Джинсовая одежда кроится под практически любой
фасон. Это и короткие джинсовые курточки, и спортивные и джинсовые пальто,
джинсовые жилетки, кокетливые мини - юбочки в озорную складочку и классическое
прямое макси. Джинсовый комбинезон подходит для работы, удобен во время
беременности, ему легко придать гламурный вид. Джинсовая одежда идеально
подходит для российского климата. Джинсы с подкладкой согреют зимой, не будут
пропускать холод и ветер. В дождливую и слякотную погоду их не жалко испачкать,
так как чем больше стираешь джинсы, тем они лучше. Джинсовая куртка медленно
намокает и укроет от ливня. Модное джинсовое пальто будет актуально при любой
ситуации. Летом тонкая хлопчатобумажная ткань не пропустит пыль, защитит от
солнца и позволит коже дышать. Кроме того, разнообразие моделей джинсовой
одежды позволяют выбрать вещь, подходящую именно Вам. Джинсы скрывают
недостатки и подчеркивают достоинства.
Джинсовые брюки, юбочки, комбинезоны, курточки
любят дети и их родители. В такой одежде выглядишь стильно и красиво. Она
практичная и удобная. В наши дни джинсовая одежда в любых ее проявлениях и
моделях - это униформа для практичного человека, ценящего комфорт и уверенность
в себе. Как бы не менялась капризная мода, джинсы подстраиваясь под нее,
меняются до неузнаваемости. Порой, мало что напоминает о джинсах из-за декора и
обработки в вещах из денима. В любом случае джинсы не выходят из моды, они
трансформируются в соответствии с модными требованиями времени.
Модная одежда должна отличаться своим цветовым,
стилевым решением. На моду большое влияние оказывают и климатические условия
эксплуатации одежды. В зонах резко континентального климата повышаются
требования к гигиеничности и теплозащитности одежды.
.2 Описание внешнего вида моделей
Для изготовления в проектируемом потоке
предлагаются три модели женских летних пальто из джинсовой ткани.
Модели подобраны в соответствии с современным
стилем и направлением моды, с учетом прогнозов в области моделирования. При
подборе моделей изготовляемых в одном потоке, учитывались возможность
использования однотипных по техническим свойствам материалов, одинаковых
режимов обработки, а также максимальную конструктивность и технологическую
однородность моделей при их внешнем разнообразии.
Технологичность модели - это совокупность её конструкции
и материалов, характеризующих возможность оптимизации затрат труда на всех
стадиях производства. Технологичная конструкция должна отвечать следующим
требованиям:
- однородность конструктивных основ,
обеспечивающая однородность последовательности сборки изделия;
однородность методов обработки;
изделие должно состоять из оптимального
количества деталей, узлов и соединений;
виды и конструкция соединений должны
обеспечивать применение механизированной и автоматизированной сборки
параллельными методами;
высокая точность конструкции должна исключать
подгонку и уточнение при сборке деталей и изделия в целом.
Модель А (рис. 1)
Пальто женское для младшей и средней возрастной
группы из джинсовой ткани, полуприлегающего силуэта, со смещённой застёжкой до
верха на четыре обмётанные петли и восемь пуговиц-кнопок, из которых четыре -
отделочные. Пальто со съёмным поясом, концы которого застёгиваются на пряжку.
Пояс вложен в две шлёвки, расположенные по боковым швам.
Полочки с притачными кокетками фигурной формы, с
вертикальными рельефными швами от кокеток до низа изделия, на боковых частях
полочек прорезной карман с листочкой с настрочными концами. На правой полочке
отлетная кокетка, срезы которой входят в швы горловины, кокетки, проймы и
боковой шов, свободный край крепится на петлю и пуговицу.
Спинка с притачными кокетками фигурной формы, с
вертикальными рельефными швами от кокетки до низа изделия, со средним швом,
который заканчивается шлицей,
Рукава втачные двухшовные, по низу рукавов
хлястики, концы которых застёгиваются на пряжку.
Хлястики вложены в две шлёвки.
Воротник втачной отложной на притачной стойке.
По воротнику, поясу, шлевкам, хлястикам,
листочкам, кокеткам, рельефным швам спинки и полочек, среднему шву спинки, по
борту, срезам рукавов, низу изделия и рукавов проложена двойная отделочная
строчка с расстоянием между строчками 0,5 см.
Рекомендуемые размеры 88-104, роста 164-176, 2
полнотная группа
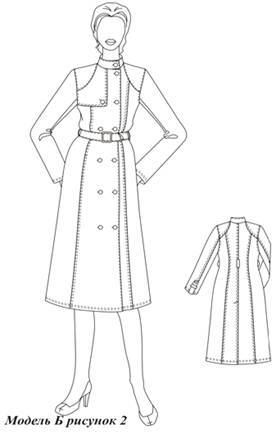
Модель Б (рис. 2)
Пальто женское для младшей и средней возрастной
группы из джинсовой ткани, полуприлегающего силуэта, со смещённой застёжкой до
верха на семь обмётанных петель и одиннадцать пуговиц, из которых четыре -
отделочные. Пальто со съёмным поясом, концы которого застёгиваются на пряжку.
Пояс вложен в три шлёвки, одна из которых расположена на спинке, две - по
боковым швам.
Полочки с притачными кокетками фигурной формы, с
вертикальными рельефными швами от кокеток до низа изделия, с карманами в
рельефных швах. На правой полочке отлетная кокетка, срезы которой входят в швы
кокетки, проймы и боковой шов, свободный край крепится на петлю и пуговицу.
Спинка с притачными кокетками фигурной формы, с
вертикальными рельефными швами от кокетки до низа изделия, со средним швом,
который заканчивается шлицей.
Рукава втачные двухшовные, по низу рукавов паты,
вложенные в одну шлёвку, один срез паты входит в подгибку низа рукава, другой
крепится на пуговицу.
Воротник втачной стойка.
По стойке, поясу, шлевкам, патам, кокеткам,
рельефным швам спинки и полочек, среднему шву спинки, по борту, срезам рукавов,
низу изделия и рукавов проложена двойная отделочная строчка с расстояниями
между строчками 0,5 см.
Рекомендуемые размеры 88-104, роста 164-176, 2
полнотная группа
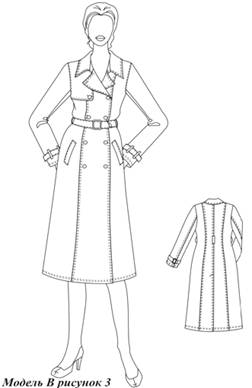
Модель В (рис. 3)
Пальто женское для младшей и средней возрастной
группы из джинсовой ткани, полуприлегающего силуэта, со смещённой застёжкой до
верха на четыре обмётанные петли и девять пуговиц, из которых пять -
отделочные. Пальто со съёмным поясом, концы которого застёгиваются на пряжку.
Пояс вложен в три шлёвки, одна из которых расположена на спинке, две - по
боковым швам.
Полочки с вертикальными рельефными швами от
плечевых срезов до низа изделия, на боковых частях полочек прорезной карман с
листочкой с настрочными концами. На правой полочке отлетная кокетка, срезы
которой входят в швы горловины, проймы, плечевой и боковой швы, свободный край
крепится на петлю и пуговицу.
Спинка с вертикальными рельефными швами от
кокетки до низа изделия, со средним швом, который заканчивается шлицей,
Рукава втачные двухшовные, по низу рукавов
хлястики, концы которых застёгиваются на пряжку.
Хлястики вложены в две шлёвки.
Воротник втачной отложной на притачной стойке.
По воротнику, поясу, шлевкам, хлястикам,
листочкам, кокетке, рельефным швам спинки и полочек, среднему шву спинки, по
борту, срезам рукавов, низу изделия и рукавов проложена двойная отделочная
строчка с расстояниями между строчками 0,5 см.
Рекомендуемые размеры 88-104, роста 164-176, 2
полнотная группа

.3 Перечень деталей кроя моделей
Перечень деталей кроя верха с зарисовкой их
контуров, указанием направления нити основы и допускаемыми отклонениями
приведён в таблице 1.
Таблица 1
Перечень деталей кроя
|
Наименование
деталей
|
Кол-во
деталей
|
Эскиз
деталей
|
Наименование
срезов деталей
|
|
1
|
2
|
3
|
4
|
|
1.Центральная
часть полочки
|
2
|

|
1-2
верхний срез 2-3 срез горловины 3-4 уступ лацкана 4-5 срез борта 5-6 срез
низа 6-1 срез рельефа
|
|
2.Боковая
часть полочки
|
2
|

|
1-2
срез рельефа 2-3 срез низа 3-4 боковой срез 4-1 срез проймы
|
|
3.Кокетка
центральной части полочки
|
2
|

|
1-2
срез горловины 2-3 нижний срез 3-4 срез проймы 4-1 плечевой срез
|
|
4.Средняя
часть спинки
|
2
|

|
1-2
срез горловины 2-3 верхний срез 3-4 срез рельефа 4-5 срез низа 5-6 срез шлицы
6-7 уступ шлицы 7-1 средний срез
|
|
5.Боковая
часть спинки
|
2
|

|
1-2
срез проймы 2-3 боковой срез 3-4 срез низа 4-1 срез рельефа
|
|
6.Кокетка
средней части спинки
|
2
|

|
1-2
срез горловины 2-3 плечевой срез 3-4 срез проймы 4-1 нижний срез
|
|
7.Верхняя
часть рукава
|
2
|

|
1-2
срез оката 2-3 передний срез 3-4 срез низа 4-1 локтевой срез
|
|
8.Нижняя
часть рукава
|
2
|

|
1-2
срез оката 2-3 локтевой срез 3-4 срез низа 4-1 передний срез
|
|
9.Подборт
|
2
|

|
1-2
уступ лацкана 2-3 участок раскепа 3-4 срез горловины 4-5 плечевой срез 5-6
внутренний срез 6-7 срез низа 7-1 внешний срез
|
|
10.Отлетная
кокетка полочки
|
2
|

|
1-2
срез проймы 2-3 срез горловины 3-4 внешний срез 4-5 срез низа 5-1 боковой
срез
|
|
10.Листочка
|
2
|

|
1-2
верхний срез 2-3, 4-1 боковой срез 3-4 нижний срез
|
|
11.Верхний
воротник
|
1
|

|
1-2
срез отлёта 2-3 срез конца 3-4 нижний срез
|
|
12.Нижний
воротник
|
2
|

|
1-2
срез отлёта 2-3 срез конца 3-4 нижний срез
|
|
13.Стойка
воротника
|
2
|

|
1-2
верхний срез 2-3 срез конца 3-4 нижний срез
|
|
14.Пояс
|
1
|

|
1-2,
3-4 боковые срезы 2-3 верхний срез 4-1 нижний срез
|
|
15.Пата
рукава
|
2
|

|
1-2,
3-4 боковые срезы 2-3 верхний срез 4-1 нижний срез
|
2. Обоснование выбора материала
Характеристика основных материалов
Джинсовая ткань - первоначально была прочным
материалом для пошива рабочей одежды, а сегодня завоевала весь мир. Она
применяется для шитья моделей всех видов для людей любого возраста и пола.
Кроме этого, идет на изготовление обуви, головных уборов, сумок и даже
аксессуаров. Диагональ - плотная хлопчатобумажная ткань в косой рубчик.
Используется для пошива воинского обмундирования, летних костюмов, курток.
Современная мода переживает настоящую
джинсоманию. Уже несколько лет подряд деним господствует и на подиумах, и на
улицах всевозможных городов. И если раньше из парусины шили одежду только
кораблям, потом, две с половиной сотни лет назад, один предприимчивый
американец сотворил себе совершенно особенные штаны, не пропускающие пыль и
грязь, которые долго носились и легко стирались, затем такие же брюки захотели
и другие люди, то сейчас можно увидеть джинсовые пальто, куртки, платья, сумки,
обувь, и даже белье.
Джинсовая ткань, джинса, (деним) -
хлопчатобумажная или смешанной структуры, мягкая или среднетяжелая. Цвет ткани
белый, синий, бежевый, иногда ткань напечатанная. Её можно комбинировать с
другими тканями. На джинсовую ткань имеется спрос особенно среди молодёжи. Из
неё шьют платья, брюки, костюмы, куртки, пальто.
А последние несколько лет мода на джинс
переживает настоящий бум. Джинсовая одежда заполонила улицы городов, а
известные дизайнеры шьют из джинсовой ткани даже вечерние и свадебные платья.
Сегодня одежда из джинсы находится на пике
популярности вот уже несколько сезонов, и, по прогнозам, ее популярность будет
только увеличиваться. На последних парижских дефиле у многих известных
дизайнеров в коллекциях встречались, и неоднократно, модели из джинсовой ткани.
Почему же так популярна джинсовая одежда среди
потребителей? Прежде всего, потому, что джинсовая одежда идеальна по своим эксплуатационным
свойствам. Ткань позволяет совершать большое количество экспериментов. И состав
ткани меняется в зависимости от назначения изделия. Таким образом, главное, в
первую очередь, не только то, что сшито из этой джинсовой ткани, но и что
представляет собой сама ткань.
За счет вложенного синтетического волокна
джинсовые ткани прочные, малоусадочные, обладают хорошей формоустойчивостью и
формозакрепляющей способностью. Показатели гигиенических свойств выше
нормативных, за счет волокнистого состава материалов (более 50% хлопка). Все
это позволяет человеку комфортно чувствовать себя в течение всего дня.
Описание свойств образцов представлены в таблице
2.
Таблица 2
Характеристика физико-механических и
технологических свойств материалов
|
Наименование
и артикул материала
|
Стандартные
нормы материалов
|
Физико-механические
свойства
|
Технологические
свойства
|
|
Ширина,
см
|
Масса
1 м2, гр
|
Процентное
содержание волокон
|
Несминаемость,
%
|
Усадка,
%
|
Устойчивость
окраски, балл
|
Устойчивость
к истиранию
|
Осыпаемость
|
Прорубаемость
|
Способность
к формообразованию
|
|
Ткани
верха
|
|
"Дениско"
3486
|
150
|
320
|
х\б
89 нитрон 11
|
75
|
1
|
4
|
2200
|
средняя
|
малая
|
малая
|
|
"Джинсы"
3456
|
150
|
360
|
х\б
82 нитрон 18
|
75
|
1
|
4
|
2500
|
средняя
|
малая
|
малая
|
|
Ткань
джинсовая 3457
|
140
|
352
|
х\б
90 п\э 10
|
79
|
1
|
4
|
2500
|
средняя
|
малая
|
малая
|
3. Обоснование режимов обработки
Таблица 3
Характеристика машинных строчек и швов,
применяемых при изготовлении швейных изделий.
|
Наименование
шва
|
Конструкция
шва
|
Виды
стежков
|
Применение
швов в изделии
|
Характеристика
швов
|
Номера
ниток, текс
|
Номера
и тип игл
|
|
|
|
|
Ширина,
мм.
|
Кол-во
стежков в 10 мм.
|
Кол-во
соединяемых слоёв
|
|
|
|
Соединительный
стачной с заутюживанием срезов
|

|
Двухниточный
цепной и трёхниточный обмёточный
|
Стачивание
боковых срезов, срезов укавов
|
10
|
4
- 5
|
2
|
40
|
100
- 120
|
|
Настрочной
|

|
Двухниточный
челночный
|
Швы
притачивания кокеток
|
10
|
4
- 5 3 - 4 - отдел. строч.
|
2
|
40
|
100
- 120
|
|
В
замок
|

|
Двухниточный
челночный
|
Швы
стачивания рельефов
|
7
|
3
- 4
|
2
|
40
|
100
- 120
|
|
Обтачной
в кант
|

|
Двухниточный
челночный
|
Обтачивание
воротника, кокеток, пат
|
5
- 7
|
4
- 5
|
2
|
40
|
100
- 120
|
|
В
подгибку с закрытым срезом
|

|
Трёхниточная
цепная плоская
|
Застрачивание
низа рукавов, и пальто
|
40
|
3
- 4
|
3
|
40
|
100
- 120
|
|
Накладной
с закрытым срезом
|

|
Челночный
зигзагообразный
|
Закрепление
концов шлёвок
|
10
|
10
- 20
|
3
- 4
|
40
|
100
- 120
|
Таблица 4
Параметры влажно-тепловой обработки
|
Наименование
материала
|
Температура
нагрева утюга, 0С
|
Время
обработки, сек
|
Увлажнение,
%
|
|
"Дениско"
3486 "Джинсы" 3456 Ткань джинсовая 3457
|
140
- 150
|
20
- 25
|
15
- 20%
|
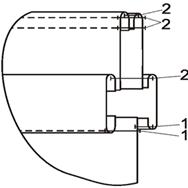
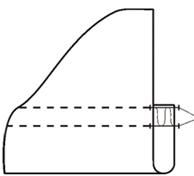
4. Выбор методов обработки
Предпочтительным в обработке джинсовых изделий
является применение швов в замок с применением двухигольных машин цепного
стежка и специальных закрепочных машин. Закрепочные машины применяются при
обработке многих узлов (карманы, гульфик, шлевки…).
пальто модель женский крой
Таблица 5
Проектируемые методы обработки
|
Наименование
детали, узла
|
Схема
конструкции узла (детали)
|
Рекомендуемое
оборудование
|
|
1
|
2
|
3
|
|
1.
Обработка борта
|

|
1.КМ
797ВL-7S SunStar
|
|
2.
Обработка шлицы
|
|
1.SC 9005 SunStar 2.КМ
797BL-7S SunStar Средний
шов спинки стачан с заутюживанием срезов, застрочен.
|
|
3.
Обработка кокетки
|
|
1.SC 9005 SunStar 2.КМ
797BL-7S SunStar
|
|
4.Обработка
воротника и соединение с изделием
|
|
1.КМ 350А-7S
SunStar 2.КМ
797 BL-7S SunStar
|
|
5.Обра-ботка
прорезного кармана с листочкой
|

|
1.КМ 350А-7S
SunStar 2.SC 9005 SunStar 3.КМ 797 BL-7S SunStar
|
|
6.Обработка
низа изделия и низа рукава
|
|
1. SC 7210 C-156 G/VT-B+S SunStar
|
5. Расчёт эффективности выбранных методов обработки
и оборудования
В качестве исходных данных были приняты методы
изготовления изделий и оборудование в действующем потоке.
При выборе методов обработки в проектируемом
потоке предпочтение было отдано методам, способствующим в первую очередь
повышению качества изготовления проектируемых изделий, снижению их
трудоёмкости, повышению производительности труда.
Повышение эффективности методов обработки было
достигнуто за счёт применения нового оборудования обеспечивающего параллельные
и последовательно-параллельные методы обработки.
Таблица 6
Расчет экономической эффективности
|
Содержание
неделимой операции
|
Специальность
|
Разряд
|
Затраты
времени,с
|
Экономия
затрат времени,с
|
Мероприятия,
способствующие сокращению затрат времени
|
|
|
|
Тд
|
Тпр
|
|
|
|
Применение
новых методов обработки
|
|
Стачать
рельефы полочки (шов в замок) Стачать рельефы спинки (шов в замок) Стачать
рельефы полочки Проложить отделочную строчку по рельефам полочки Стачать
рельефы спинки Проложить отделочную строчку по рельефам спинки Стачать
локтевые срезы рукавов (шов в замок) Стачать локтевые срезы рукавов Проложить
отделочную строчку по локтевым швам рукавов
|
СМ
СМ СМ СМ СМ СМ СМ СМ СМ
|
3
3 3 4 3 4 3 3 4
|
98
102 58
|
|
КМ
797BL-7S SunStar+td-147 КМ 797BL-7S SunStar+td-147 SC
9005 SunStar КМ
797BL-7S SunStar SC 9005 SunStar КМ 797BL-7S
SunStar КМ
797BL-7S SunStar+td-147 SC 9005 SunStar КМ 797BL-7S
SunStar
|
|
|
|
408
|
258
|
150
|
|
|
Стачивание
деталей, прокладывание отделочных строчек
|
|
|
3100
|
3010
|
90
|
Применение
универсальной машины КМ 350А-7S SunStar, спкциальной двухигольной машины КМ
797BL-7S SunStar, специальной стачивающее-обметочной машины SC 9005 SunStar с
автоматической обрезкой ниток
|
|
Итого
по изделию:
|
|
|
3508
|
3268
|
240
|
|
По итогам анализа производится расчёт
показателей эффективности выбранных методов обработки по форме табл. 4
Таблица 7
Показатели эффективности методов обработки
|
№
п/п
|
Показатели
эффективности сравниваемых методов обработки
|
Ед.
измерения
|
По
узлу
|
По
изделию
|
|
|
|
В
действ. потоке
|
В
проектируем потоке
|
В
действ. потоке
|
В
проектируем потоке
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Затрата
времени
|
с
|
3508
|
3268
|
5449
|
5209
|
|
2
|
Количество
неделимых операций
|
ед
|
100
|
100
|
125
|
125
|
|
3
|
Степень
механизации
|
%
|
76
|
|
4
|
Снижение
затрат времени
|
%
|
6,8
|
4,4
|
|
5
|
Рост
производительности труда
|
%
|
7,3
|
4,6
|
Снижение затрат времени по узлам рассчитывается
по формуле:
Сз=(Тд-Тпр)/Тд*100% (1)
Сз =(3508-3268)/3508*100=6,8
Сз =(5449-5209)/5449*100=4,4
Рост производительности труда рассчитывается по
формуле:
Пт=(Тд-Тпр)/Тпр*100% (2)
Пт =(3508-3268)/3268*100=7,3
Пт =(5449-5209)/5209*100=4,6
Степень механизации:
См=(tм+tс+tn+tаnn)/Тизд; (3)
См=3973/5197*100=76
Таблица 8
Характеристика оборудования для ниточного
соединения деталей швейных изделий
|
Название
машины, назначение
|
Тип
и класс машины
|
Технические
характеристики
|
|
1
|
2
|
3
|
|
1.Универсальная
машина челночного стежка с игольным продвижением материалов, с блоком
автоматического управления для стачивание деталей изделия
|
КМ
350 А-7S SunSnar
|
Количество
оборотов главного вала (об/мин)-5000 Длина стежка,мм-4 Высота подъема
прижимной лапки,мм: коленоподъемником-14 рукой-5,5 Прошиваемые материалы:
легкие и средние Ход нитепритягивателя,мм-59,2 Ход игловодителя,мм-30,7
Применяемые иглы-DB×1#9-18
Автоматическая
смазка, обрезка нитей.
|
|
2.Двухигольная
машина челночного стежка с игольным продвижением, отключающимися иглами,с
увеличенным горизонтальным челноком
|
КМ
797 ВL-7S SunStar
|
Количество
оборотов главного вала (об/мин)-3000 Длина стежка,мм-5 Высота подъема
прижимной лапки,мм: коленоподъемником-15 рукой-7 Прошиваемые материалы:
средние и тяжелые Ход нитепритягивателя,мм-57,2 Ход игловодителя,мм-33,4
Стандартное расстояние между иглами-6,4 Применяемые иглы-DP×5#11-12
|
|
3.Плоскошовная
машина двухигольная трехниточная цепного стежка для застрачивания изделий
|
SC 7210C-156G/UT-B+S SunStar
|
Количество
оборотов главного вала (об/мин)-5000 Длина стежка,мм-1,4-3,6 Высота подъема
прижимной лапки,мм-15 Расстояние между иглами,мм-4,8; 5,6; 6,4 Применяемые
иглы-UY 128 GAS#65-90
|
|
4.Специальная
машина для обметывания срезов деталей трехниточным цепным стежком
|
SC
9003 SunStar
|
Количество
оборотов главного вала (об/мин)-6000 Высота подъема прижимной лапки,мм-7-8
Прошиваемые материалы: легкие и средние Максимальная длина стежка,мм-2,2
Ширина обметки,мм-5 Количество рядов зубчатой рейки-2 Применяемые иглы-DC×27#11-14
Код
шва-504 Автоматическая смазка, обрезка нитей
|
|
5.Специальная
машина для стачивания двухниточной цепной строчкой с одновременным
обметыванием трехниточной цепной строчкой
|
SC
9005 SunStar
|
Количество
оборотов главного вала (об/мин)-6000 Высота подъема прижимной лапки,мм-7-8
Расстояние между иглами,мм-3 Длина стежка,мм-3,8 Ширина обметки,мм-4
Автоматическая смазка, обрезка нитей
|
|
6.Закрепочный
полуавтомат с электронным управлением
|
SPS/E-BS1201H
SunStar
|
Количество
оборотов главного вала (об/мин)-3200 Длина стежка,мм-0,05-10 Высота подъема
прижимной лапки,мм-17 Количество вводимых шаблонов закрепок-67 Применяемые
иглы-DP×17,DP×5
Автоматическая
смазка, обрезка нитей
|
|
7.Полуавтомат
для обметывания петель с глазком
|
SPS/E-BH61000
SunStar
|
Количество
оборотов главного вала (об/мин)-2500 Размер петли,мм-6-50 Длина
стежка,мм-0,5-2 Высота подъема прижимной лапки,мм-16 Прошиваемые материалы:
легкие и средние Применяемые иглы-Schmetz 558 (Do×558) №80-120
Автоматическая смазка, обрезка нитей
|
|
8.Пресс
для установки фурнитуры (кнопок, блочек,пуговиц на джинсовую одежду)
|
NS
45
|
Три
рабочие головки (карусель) Привод пневмотический
|
Влажно-тепловая обработка занимает значительное
место в процессе изготовления верхней одежды. Внешний вид изделий во многом
зависят от качества выполнения влажно-тепловой обработки, с помощью которой
изделию придают нужную объемную форму, разутюживают или заутюживают швы,
вытачки, складки, утоняют края бортов, воротников, низа и т.д.
Таблица 9
Характеристика оборудования для ВТО
|
Вид
оборудования
|
Размеры
|
Тип
привода
|
Способ
нагрева подушки
|
Температура
нагрева подушки,ºС
|
Выполняемая
операция
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Стол
утюжильный консольный 2004Е Rotondi с каминной вытяжкой воздуха, регулируемая
высота, левое или правое расположение педалей
|
1300×650 мм
Прямоугольная форма рабочей поверхности
|
Электрический
|
Электрический
|
100-200
|
Окончательная
ВТО
|
. Составление технологической последовательности
изготовления пальто женского из джинсовой ткани
Таблица 10
Технологическая последовательность обработки
женского пальто из джинсовой ткани
|
№
п.п
|
Содержание
неделимой операции
|
Специальность
|
Разряд
|
Затрата
времени, сек
|
Оборудование
|
|
|
|
|
Модель
А
|
Модель
Б
|
Модель
В
|
|
|
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
|
Заготовка
деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Запуск
|
|
|
|
|
|
|
|
1
|
Получить
крой, проверить наличие деталей кроя, раздать по рабочим местам
|
Р
|
3
|
145
|
145
|
145
|
|
|
2
|
Наметить
место расположения кармана на боковой части полочки. (Модель А, В - с лицевой
и изнаночной стороны)
|
Р
|
3
|
96
|
32
|
96
|
Мел,
лекало
|
|
3
|
Наметить
на подкладке кармана линию притачивания
|
Р
|
3
|
24
|
|
24
|
Мел,
лекало
|
|
4
|
Наметить
линии сгиба и стачивания шлицы спинки
|
Р
|
3
|
40
|
40
|
40
|
Мел,
лекало
|
|
5
|
Наметить
расположение шлёвок на рукавах
|
Р
|
3
|
32
|
12
|
32
|
Мел,
лекало
|
|
6
|
Наметить
линии обтачивания воротника
|
Р
|
3
|
19
|
19
|
19
|
Мел,
лекало
|
|
Итого
по запуску:
|
|
|
356
|
248
|
356
|
|
|
Кокетка
отлетная
|
|
|
|
|
|
|
|
7
|
Обметать
внутренний срез обтачки кокетки
|
СМ
|
3
|
20
|
20
|
20
|
SC
9003 SunStar
|
|
8
|
Обтачать
отлетной край кокетки
|
М
|
3
|
41
|
41
|
41
|
КМ
350А - 7S SunStar
|
|
9
|
Подсечь
припуски швов в углах отлетной кокетки
|
Р
|
2
|
5
|
5
|
5
|
Ножницы
|
|
10
|
Вывернуть
отлетную кокетку на лицевую сторону, выправить
|
Р
|
2
|
4
|
4
|
4
|
|
|
11
|
Проложить
отделочную строчку по отлетному краю кокетки, выправляя кант
|
СМ
|
4
|
65
|
65
|
65
|
КМ
797ВL - 7S SunStar
|
|
Итого
по отлетной кокетке:
|
|
|
135
|
135
|
135
|
|
|
Листочка
|
|
|
|
|
|
|
|
12
|
Обтачать
концы листочки
|
М
|
3
|
48
|
|
48
|
КМ
350А - 7S SunStar
|
|
13
|
Подрезать
швы обтачивания концов листочек в углах
|
Р
|
2
|
18
|
|
18
|
Ножницы
|
|
14
|
Вывернуть
листочки на лицевую сторону, выправить
|
Р
|
2
|
17
|
|
17
|
|
|
15
|
Проложить
отделочную строчку по листочке
|
СМ
|
4
|
71
|
|
71
|
КМ
797ВL - 7S SunStar
|
|
16
|
Обметать
продольные срезы листочки
|
СМ
|
3
|
24
|
|
24
|
SC
9003 SunStar
|
|
17
|
Наметить
линию притачивания на листочках
|
Р
|
3
|
17
|
|
17
|
Мел,
лекало
|
|
Итого
по листочке:
|
|
|
195
|
|
195
|
|
|
Полочка
|
|
|
|
|
|
|
|
18
|
Притачать
листочки к полочке, подкладывая с изнаночной стороны подкладку кармана.
|
М
|
3
|
64
|
|
64
|
КМ
350А - 7S SunStar
|
|
19
|
Притачать
подкладку кармана к полочке по намелке
|
М
|
3
|
64
|
|
64
|
КМ
350А - 7S SunStar
|
|
20
|
Разрезать
полочку между строчками притачивания. Вывернуть детали кармана на изнаночную
сторону.
|
Р
|
5
|
50
|
|
50
|
Ножницы
|
|
21
|
Настрачить
обмётанный срез листочки на подкладку кармана
|
М
|
3
|
46
|
|
46
|
КМ
350А - 7S SunStar
|
|
22
|
Стачать
подкладку кармана по всему периметру
|
М
|
3
|
79
|
|
79
|
КМ
350А - 7S SunStar
|
|
23
|
Обметать
подкладку кармана по всему периметру
|
СМ
|
3
|
84
|
SC
9003 SunStar
|
|
24
|
Настрочить
концы листочки на полочку
|
М
|
3
|
80
|
|
80
|
КМ
350А - 7S SunStar
|
|
25
|
Притачать
подкладку кармана по срезу рельефа полочки в области кармана
|
М
|
3
|
|
46
|
|
КМ
350А - 7S SunStar
|
|
26
|
Притачать
вторую часть подкладки кармана по срезу рельефа боковой части полочки в
области кармана.
|
М
|
3
|
|
46
|
|
КМ
350А - 7S SunStar
|
|
27
|
Стачать
рельефы полочки в области кармана, надсекая припуски шва в области кармана
|
М
|
3
|
|
58
|
|
КМ
350А - 7S SunStar
|
|
28
|
Стачать
рельефы полочки.
|
СМ
|
3
|
98
|
98
|
98
|
КМ
797BL - 7S SunStar
|
|
29
|
Проложить
отделочную строчку по краю кармана
|
СМ
|
4
|
|
46
|
|
КМ
797BL - 7S SunStar
|
|
30
|
Проложить
отделочную строчку по шву притачивания подкладки кармана к боковой части
полочки
|
СМ
|
4
|
|
46
|
|
КМ
797BL - 7S SunStar
|
|
31
|
Стачать
подкладку кармана
|
М
|
3
|
|
55
|
|
КМ
350А - 7S SunStar
|
|
32
|
Обметать
подкладку кармана
|
СМ
|
3
|
|
60
|
|
SC
9003 SunStar
|
|
33
|
Скрепить
карман по концам
|
СМ
|
3
|
|
80
|
|
SPS/E-BS1201H
SunStar
|
|
34
|
Закрепить
отлетную кокетку по плечевому и срезу проймы полочки
|
М
|
3
|
48
|
48
|
48
|
КМ
350А - 7S SunStar
|
|
35
|
Притачать
кокетку к полочке
|
СМ
|
3
|
58
|
58
|
|
SC
9005 SunStar
|
|
36
|
Проложить
отделочную строчку по швам притачивания кокеток полочек
|
СМ
|
4
|
68
|
68
|
|
КМ
797BL - 7S SunStar
|
|
Итого
по полочке:
|
|
|
739
|
709
|
613
|
|
|
Пата
спинки
|
|
|
|
|
|
|
|
37
|
Обтачать
угол паты спинки
|
М
|
3
|
|
24
|
24
|
КМ
350А - 7S SunStar
|
|
38
|
Вывернуть
угол паты на лицевую сторону
|
Р
|
2
|
|
12
|
12
|
|
|
39
|
Проложить
отделочную строчку по пате одновременно застрачивая продольные срезы.
|
СМ
|
4
|
|
51
|
51
|
КМ
797BL - 7S SunStar
|
|
40
|
Обметать
поперечные срезы паты
|
СМ
|
3
|
|
7
|
7
|
SC
9003 SunStar
|
|
Итого
по пате:
|
|
|
|
94
|
94
|
|
|
Спинка
|
|
|
|
|
|
|
|
41
|
Обметать
припуски на обработку шлицы спинки
|
СМ
|
3
|
43
|
43
|
43
|
SC
9003 SunStar
|
|
42
|
Застрочить
припуски на обработку шлицы
|
М
|
3
|
45
|
45
|
45
|
КМ
350А - 7S SunStar
|
|
43
|
Стачать
шлицу в верхнем углу
|
М
|
3
|
33
|
33
|
33
|
КМ
350А - 7S SunStar
|
|
44
|
Стачать
средние срезы спинки
|
СМ
|
3
|
39
|
39
|
39
|
SC
9005 SunStar
|
|
45
|
Проложить
отделочную строчку по среднему шву спинки
|
СМ
|
|
60
|
60
|
60
|
КМ
797BL - 7S SunStar
|
|
46
|
Настрочить
пату на спинку
|
М
|
3
|
|
22
|
22
|
КМ
350А - 7S SunStar
|
|
47
|
Стачать
рельефы спинки (шов в замок)
|
СМ
|
3
|
102
|
108
|
108
|
КМ
797BL - 7S SunStar
|
|
48
|
Притачать
кокетки спинки
|
СМ
|
3
|
58
|
58
|
|
SC
9005 SunStar
|
|
49
|
Проложить
отделочную строчку по швам притачивания кокеток спинки
|
СМ
|
4
|
68
|
68
|
|
КМ
797BL - 7S SunStar
|
|
Итого
по спинке:
|
|
|
448
|
476
|
350
|
|
|
Хлястики
рукавов
|
|
|
|
|
|
|
|
50
|
Обтачать
хлястик
|
М
|
3
|
47
|
32
|
47
|
КМ
350А - 7S SunStar
|
|
51
|
Подрезать
швы обтачивания хлястиков в углах
|
Р
|
2
|
15
|
15
|
15
|
Ножницы
|
|
52
|
Вывернуть
хлястики рукавов на лицевую сторону
|
Р
|
2
|
35
|
25
|
35
|
|
|
53
|
Проложить
отделочную строчку по хлястикам рукавов
|
СМ
|
4
|
78
|
63
|
78
|
КМ
797BL - 7S SunStar
|
|
|
|
|
|
|
|
|
|
54
|
Надеть
пряжку на хлястик и закрепить
|
М
|
3
|
48
|
|
|
КМ
350А - 7S SunStar
|
|
Итого
по хлястикам рукавов:
|
|
|
223
|
135
|
175
|
|
|
Шлёвки
|
|
|
|
|
|
|
|
55
|
Стачать
шлёвки по длине (Модель А - 9шт, Б - 5 шт, В - 9 шт)
|
СМ
|
3
|
81
|
40
|
81
|
SC 7210С-156G/UT-B+S
SunStar
|
|
56
|
Нарезать
шлёвки по размеру
|
Р
|
2
|
45
|
25
|
45
|
Ножницы
|
|
Итого
по шлёвкам:
|
|
|
126
|
65
|
126
|
|
|
Рукава
|
|
|
|
|
|
|
|
57
|
Стачать
локтевые срезы рукавов (шов в замок)
|
СМ
|
3
|
58
|
58
|
58
|
КМ
797BL - 7S SunStar
|
|
|
|
|
|
|
|
|
|
58
|
Закрепить
хлястик по нижнему срезу рукава
|
М
|
3
|
|
24
|
|
КМ
350А - 7S SunStar
|
|
59
|
Настрочить
концы шлёвок по намелке на рукаве
|
М
|
3
|
40
|
16
|
32
|
КМ
350А - 7S SunStar
|
|
Итого
по рукавам:
|
|
|
98
|
98
|
90
|
|
|
Воротник
|
|
|
|
|
|
|
|
60
|
Обтачать
нижний воротник верхним
|
М
|
4
|
40
|
40
|
40
|
КМ
350А - 7S SunStar
|
|
61
|
Подрезать
шов обтачивания воротника в углах
|
Р
|
2
|
12
|
12
|
12
|
Ножницы
|
|
62
|
Вывернуть
воротник на лицевую сторону, выправляя углы
|
Р
|
2
|
18
|
18
|
18
|
|
|
63
|
Проложить
отделочную строчку по воротнику
|
СМ
|
4
|
50
|
|
50
|
КМ
797BL - 7S SunStar
|
|
64
|
Притачать
стойку к отлёту воротника
|
М
|
3
|
46
|
КМ
350А - 7S SunStar
|
|
65
|
Подрезать
шов притачивания стойки в углах
|
Р
|
2
|
12
|
|
12
|
Ножницы
|
|
66
|
Вывернуть
стойку на лицевую сторону, выправляя углы
|
Р
|
2
|
10
|
|
10
|
|
|
Итого
по воротнику:
|
|
|
188
|
70
|
188
|
|
|
|
|
|
|
|
|
|
|
Пояс
|
|
|
|
|
|
|
|
67
|
Обтачать
углы пояса
|
М
|
3
|
18
|
18
|
18
|
КМ
350А - 7S SunStar
|
|
68
|
Подрезать
припуски швов в углах пояса
|
Р
|
2
|
24
|
24
|
24
|
Ножницы
|
|
69
|
Вывернуть
концы пояса на лицевую сторону, выправить
|
Р
|
2
|
22
|
22
|
22
|
|
|
70
|
Проложить
отделочную строчку по поясу
|
СМ
|
4
|
124
|
124
|
124
|
КМ
797BL - 7S SunStar
|
|
71
|
Надеть
пряжку на конец пояса и закрепить
|
М
|
3
|
48
|
48
|
48
|
КМ
350А - 7S SunStar
|
|
72
|
Стачать
шлёвку в кольцо
|
М
|
3
|
12
|
12
|
12
|
КМ
350А - 7S SunStar
|
|
73
|
Надеть
шлёвку на конец пояса
|
Р
|
2
|
9
|
9
|
9
|
|
|
Итого
по поясу:
|
|
|
257
|
257
|
257
|
|
|
Итого
по заготовке:
|
|
|
2765
|
2287
|
2579
|
|
|
Монтаж
|
|
|
|
|
|
|
|
74
|
Стачать
плечевые срезы
|
СМ
|
3
|
47
|
47
|
47
|
SC
9005 SunStar
|
|
75
|
Проложить
отделочную строчку по плечевым швам
|
СМ
|
4
|
57
|
57
|
57
|
КМ
797BL - 7S SunStar
|
|
76
|
Втачать
рукава в открытые проймы изделия
|
СМ
|
4
|
172
|
172
|
172
|
SC
9005 SunStar
|
|
|
|
|
|
|
|
|
|
77
|
Проложить
отделочную строчку по швам втачивания рукавов в проймы
|
СМ
|
4
|
182
|
182
|
182
|
КМ
797BL - 7S SunStar
|
|
78
|
Наметить
линию обтачивания борта
|
Р
|
3
|
35
|
35
|
35
|
Мел,
лекало
|
|
79
|
Обтачать
борта подбортами
|
М
|
4
|
131
|
131
|
131
|
КМ
350А - 7S SunStar
|
|
80
|
Подрезать
припуски швов обтачивания борта в углах
|
Р
|
2
|
10
|
10
|
10
|
Ножницы
|
|
81
|
Вывернуть
углы бортов на лицевую сторону, выправить
|
Р
|
2
|
18
|
18
|
18
|
|
|
82
|
Стачать
боковые срезы изделия, вкладывая шлёвки по линии талии, одновременно с
нижними срезами рукавов
|
СМ
|
4
|
139
|
139
|
139
|
SC
9005 SunStar
|
|
83
|
Наметить
линию низа, подрезать неровности
|
Р
|
3
|
81
|
81
|
81
|
Мел,
лекало, ножницы
|
|
84
|
Застрочить
низ изделия
|
СМ
|
4
|
80
|
80
|
80
|
SC 7210С-156G/UT-B+S
SunStar
|
|
85
|
Проложить
отделочную строчку по краю шлицы
|
СМ
|
4
|
54
|
54
|
54
|
КМ
797BL - 7S SunStar
|
|
86
|
Наметить
линию перестрачивания верхнего угла шлицы
|
Р
|
3
|
10
|
10
|
10
|
Мел,
лекало
|
|
87
|
Закрепить
верхний угол шлицы
|
М
|
3
|
12
|
12
|
12
|
КМ
350А - 7S SunStar
|
|
88
|
Закрепить
скрепляющую строчку верхнего угла шлицы
|
СМ
|
3
|
12
|
12
|
12
|
SPS/E-BS1201H
SunStar
|
|
89
|
Закрепить
припуск шлицы внизу
|
М
|
3
|
12
|
12
|
12
|
КМ
350А - 7S SunStar
|
|
90
|
Закрепить
подборта внизу борта
|
СМ
|
3
|
24
|
24
|
24
|
SPS/E-BS1201H
SunStar
|
|
91
|
Втачать
воротник в горловину
|
М
|
5
|
135
|
135
|
135
|
КМ
350А - 7S SunStar
|
|
92
|
Настрочить
воротник на горловину по шву втачивания, вкладывая товарный знак предприятия
|
М
|
4
|
124
|
124
|
124
|
КМ
350А - 7S SunStar
|
|
93
|
Проложить
отделочную строчку по бортам и стойке
|
СМ
|
4
|
191
|
254
|
191
|
КМ
797BL - 7S SunStar
|
|
94
|
Наметить
линии низа, подрезать неровности по низу рукавов
|
Р
|
3
|
32
|
32
|
32
|
Мел,
лекало, ножницы
|
|
95
|
Застрочить
низ рукавов
|
СМ
|
3
|
45
|
45
|
45
|
SC 7210С-156G/UT-B+S
SunStar
|
|
96
|
Продеть
концы хлястика в шлёвки прикрепить на уровне нижнего шва рукава
|
М
|
3
|
50
|
|
50
|
КМ
350А - 7S SunStar
|
|
Итого
по монтажу:
|
|
|
1636
|
1649
|
1636
|
|
|
Отделка
|
|
|
|
|
|
|
|
97
|
Почистить
изделие
|
Р
|
2
|
75
|
75
|
75
|
EC
- 76 D "Rotondi"
|
|
98
|
Приутюжить
изделие
|
У
|
4
|
145
|
145
|
145
|
2004E
"Rotondi"
|
|
99
|
Наметить
место расположения петель по борту
|
Р
|
3
|
54
|
72
|
63
|
Мел,
лекало
|
|
100
|
Наметить
место расположения петли на кокетке
|
Р
|
3
|
|
18
|
18
|
Мел,
лекало
|
|
101
|
Обметать
петли по борту (Одна петля для полодержателя)
|
СМ
|
3
|
90
|
126
|
108
|
SPS/E-BH61000
SunStar
|
|
102
|
Обметать
петлю на кокетке
|
СМ
|
3
|
|
18
|
18
|
SPS/E-BH61000
SunStar
|
|
103
|
Наметить
место расположения петли на воротнике
|
Р
|
3
|
|
18
|
|
Мел,
лекало
|
|
104
|
Обметать
петлю на воротнике
|
СМ
|
3
|
|
18
|
|
SPS/E-BH61000
SunStar
|
|
105
|
Наметить
место расположения петель на хлястиках рукавов
|
Р
|
3
|
|
27
|
27
|
Мел,
лекало
|
|
106
|
СМ
|
3
|
|
36
|
36
|
SPS/E-BH61000
SunStar
|
|
107
|
Наметить
место расположения пуговиц-кнопок по борту
|
Р
|
3
|
48
|
72
|
60
|
Мел,
лекало
|
|
108
|
Установить
пуговицы-кнопки по борту
|
СМ
|
3
|
160
|
240
|
200
|
NS45
|
|
109
|
Наметить
место расположения пуговицы-кнопоки на воротнике
|
Р
|
3
|
|
10
|
|
Мел,
лекало
|
|
110
|
Установить
пуговицы-кнопки на воротнике
|
СМ
|
3
|
|
20
|
|
NS45
|
|
111
|
Наметить
место расположения пуговицы-кнопоки на кокетке
|
Р
|
3
|
10
|
|
|
Мел,
лекало
|
|
112
|
Установить
пуговицу-кнопку на кокетке
|
СМ
|
3
|
20
|
|
|
NS45
|
|
113
|
Наметить
место расположения пуговицы-кнопки на рукавах
|
Р
|
3
|
|
20
|
|
Мел,
лекало
|
|
114
|
Установить
пуговицу-кнопку на рукавах
|
СМ
|
3
|
|
40
|
|
|
|
115
|
Наметить
место расположения пуговиц-кнопок на хлястиках
|
Р
|
3
|
|
|
40
|
Мел,
лекало
|
|
116
|
Установить
пуговицы-кнопки на хлястиках рукавов
|
СМ
|
3
|
|
|
80
|
NS45
|
|
117
|
Наметить
место расположения пуговицы полодержателя
|
Р
|
3
|
10
|
10
|
10
|
|
|
118
|
Пришить
пуговицу полодержателя
|
Р
|
3
|
20
|
20
|
20
|
|
|
119
|
Застегнуть
хлястики на рукавах
|
Р
|
2
|
30
|
30
|
30
|
|
|
120
|
Застегнуть
петлю на кокетке
|
Р
|
2
|
|
10
|
10
|
|
|
121
|
Скомплектовать
пояс с изделием
|
Р
|
2
|
22
|
22
|
22
|
|
|
122
|
Вложить
запасной кусочек ткани и пуговицу-кнопку в пакети
|
Р
|
2
|
9
|
9
|
9
|
|
|
123
|
Навесить
товарный ярлык и пакетик с запасками на изделие
|
Р
|
2
|
61
|
61
|
61
|
Этикет-пистолет
|
|
124
|
Скомплектовать
изделия в партии
|
Р
|
2
|
20
|
20
|
20
|
|
|
125
|
Сдать
изделия на склад готовой продукции
|
Р
|
2
|
25
|
25
|
25
|
|
|
|
Итого
по отделке:
|
|
|
799
|
1162
|
1177
|
|
|
|
Всего
по изделию:
|
|
|
5200
|
5098
|
5292
|
|
|
|
Среднее
|
|
|
|
5197
|
|
|
Выводы
В курсовой работе была проведена разработка
технологического процесса изготовления пальто женского из джинсовой ткани.
Предложенные модели пальто разработаны на одной
конструктивной основе и имеют различие в трудоемкости изготовления не более
10%.
При проектировании процесса изготовления пальто
женских из джинсовой ткани предложена рациональная технологическая
последовательность, с учётом максимальной механизации и автоматизации
производственных процессов.
Единые методы обработки, используемые при
изготовлении проектируемых моделей, позволили применить однотипное
оборудование, что обеспечивает полную его загрузку по времени и мощности.
Технологичность предложенных моделей
обеспечивает их экономичность при изготовлении в условиях поточного
производства.
Предложенные для изготовления проектируемых
моделей материалы отвечают требованиям производителя и потребителя. Материалы
соответствуют направлению моды, гигиеническим требованиям. Однотипность
физико-механических и технологических свойств предложенных материалов дают
возможность рекомендовать единые методы и режимы их обработки с использованием
однотипного швейного оборудования и оборудования для ВТО.
Эффективность предложенных методов обработки
проектируемых моделей и рациональность выбора оборудования подтверждены
результатами расчёта таких показателей, как снижение затраты времени, которое
составило 4,4% по изделию и рост производительности труда на 4,6%.
Литература
1. Орленко
Л.В, Гаврилова Н.И. Конфекционирование материалов для одежды: Учебное пособие.-
М.: ФОРУМ: ИНФРА - М,2009.
2. Кокеткин
П.П. Одежда: технология - техника, процессы - качество, Москва МГУОТ, 2001
. Типовая
техническая документация по конструированию, технологии изготовления, организации
производства и труда, основным и прикладным материалам, применяемым при
изготовлении женских пальто.
. Шершнёва
Л.П. Качество одежды - 2-е изд., испр. И доп. - Москва, Легпромбытиздат, 1985
. Журнал
"Швейная промышленность", 2011 - 12
. Бузов
Б.А. и др. Материаловедение швейного производства - 4-е изд., пераб. и доп. -
М.: Легпромбытиздат, 1986
. Труханова
А.Т. Справочник молодого швейника. - 4-е изд., перераб. и доп. - М.: Высш. Шк.,
1993