Разработка автоматической системы регулирования частоты вращения двигателя постоянного тока на переносной машине для поперечной резки труб 'Сателлит-24В'
Содержание
Введение
1. Техническое задание
Описание технологического процесса
Технология газокислородной резки
Техника газокислородной резки
Технология плазменной резки
Традиционная плазменная резка
Плазменная резка при использовании дополнительной среды
Преимущества и недостатки плазменной резки
Основные параметры при плазменной резке
Устройство и принцип работы машины
Существующий уровень автоматизации
Возможные варианты и обоснования целесообразности выбора принятого
решения
Разработка структурной схемы
Разработка функциональной схемы
2. Математическая модель
Математическая модель объекта двигателя постоянного тока как объект
регулирования частоты вращения
Математическая модель тахометрического моста
3. Расчет настроечных параметров АСР
Выбор и расчет основных параметров электродвигателя
Расчет параметров электропривода постоянного тока
Выбор закона регулирования
Расчет устойчивости АСР
Оптимизация параметров регулятора в пакете Simulink входящий в
программу MatLab 6.5
Выбор аппаратуры автоматики
Микроконтроллер PIC16F887
Основные характеристики
Микросхема управления двигателем L298N
Программная реализация ПИ-регулятора
Сумматор ПИ-регулятора
Широтно-импульсная модуляция
Рекомендации по монтажу средств автоматики
Заключение
Список использованной литературы
Введение
В настоящее время, в Российской федерации резка металла
приобретает все большее значение. Это происходит в первую очередь за счет
увеличения объемов производства с которыми не справляется обычная ручная резка,
а также в связи со значительным развитием кибернетики и автоматики, благодаря
чему изготовление станков и машин для фигурной вырезки деталей и заготовок не
представляет технической сложности и окупаемость данного оборудования лежит в
пределах 0,5 - 1 года, что делает его очень доступным для многих производств и
потребителей.
Резкой металлов называют отделение частей (заготовок) от
сортового, листового или литого металла. Различают механическую (ножницами,
пилами, резцами), ударную (рубка) и термическую резку.
Термической резкой называют обработку металла (вырезку
заготовок, строжку, создание отверстий) посредством нагрева. Паз, образующийся
между частями металла в результате резки, называют резом. По форме и характеру
реза может быть разделительная и поверхностная резка, по шероховатости поверхности
реза - заготовительная и чистовая. Термическая резка отличается от других видов
высокой производительностью при относительно малых затратах энергии и
возможностью получения заготовок любого, сколь угодно сложного, контура при
большой толщине металла.
Можно выделить три группы процессов термической резки:
окислением, плавлением и плавлением-окислением. При резке окислением металл в
зоне резки нагревают до температуры его воспламенения в кислороде, затем
сжигают его в струе кислорода, используя образующуюся теплоту для подогрева
следующих участков металла. Продукты сгорания выдувают из реза струей кислорода
и газов, образующихся при горении металла. К резке окислением относятся
газопламенная (кислородная) и кислородно-флюсовая резка. При резке плавлением
металл в месте резки нагревают мощным концентрированным источником тепла выше
температуры его плавления и выдувают расплавленный металл из реза с помощью
силы давления дуговой плазмы, реакции паров металла, электродинамических и
других сил, возникающих при действии источника тепла, либо специальной струей
газа. К способам этой группы относятся дуговая, воздушно-дуговая, сжатой дугой
(плазменная), лазерная и термогазоструйная резка.
При резке плавлением-окислением применяют одновременно оба
процесса, на которых основаны две предыдущие группы способов резки. К способам
этой группы относятся кислородно-дуговая, кислородно-плазменная,
кислородно-лазерная резка.
Изготовление станков с ЧПУ в существенной мере облегчило труд
резчика, повысило производительность труда и точность изготовления детали
(заготовки), благодаря чему возросла роль резки металла в заготовительном
производстве. Современное изготовление станков с ЧПУ отличается интенсивным
расширением многообразия выпускаемой продукции.
Повышение технических характеристик станков и увеличение
числа их функций приводит к увеличению числа деталей и сборочных единиц,
входящих в станок, усложнению их конструкции и повышению точности изготовления,
замене традиционных материалов на новые, обладающие улучшенными физико-механическими
свойствами.
В этих условиях автоматизация основных и вспомогательных
технологических процессов служит основным средством повышения эффективности
производства. В связи с этим модернизация станков и их автоматизация являются
на сегодняшний день необходимым этапом развития промышленности в России.
Надо заметить, что резка металла, как правило, рентабельна,
быстро окупаема и, следовательно, экономически выгодна, т.к. металл как товар
не имеет срока годности.
термическая резка металл вращение
Данная работа посвящена автоматизации переносной машины для
поперечной резки труб "Сателлит-24В" фирмы ООО "Фактор".
1.
Техническое задание
Данная курсовая работа выполняется на основании задания и
исходных данных. Целью данного задания является разработка автоматической
системы регулирования частоты вращения двигателя постоянного тока на переносной
машине для поперечной резке труб "Сателлит-24В".
При проектировании систем автоматизации технологических
процессов необходимо руководствоваться:
ñ основными техническими
направлениями в проектировании систем управления и средств автоматизации,
исходя и достижений науки и техники;
ñ результатами
научно-исследовательских и опытно-конструкторских работ;
ñ передовым отечественным и
зарубежным опытом в области автоматизации технологических процессов;
ñ действующими нормативными
документами на проектирование систем автоматизации технологических процессов,
утвержденными в установленной форме, государственными стандартами, каталогами
на приборы, средств автоматизации, монтажные изделия и т.п.;
ñ нормами и правилами
строительного проектирования, санитарными, электротехническими,
противопожарными и другими требованиями.
При проектировании систем автоматизации должно
обеспечиваться:
ñ решение задач
автоматизации на современном техническом уровне, а также применение новейших
видов оборудования и материалов;
ñ снижение стоимости
производства машины;
ñ определение стоимости
оборудования и монтажа окончательно на все время производства машины;
ñ определение
технико-экономического эффекта от внедрения принятых в проекте решений;
Основные задачи автоматизации технологического процесса
заключается в следующем:
ñ поддержание всех
параметров процесса в установленных пределах с учётом устойчивого ведения
процесса в целом;
ñ смена шагового двигателя
на двигателя на двигатель постоянного тока. Разработка АСР частоты вращения
двигателя.
Описание
технологического процесса
Машина переносная для поперечной резки труб
"Сателлит-24В" предназначена для автоматизированной прямолинейной
газо-кислородной и плазменной резки металлических труб в полевых и
производственных условиях. Подробно опишем эти технологические процессы.
Технология
газокислородной резки
Газокислородная резка заключается в сгорании разрезаемого
металла в кислородной струе и удалении этой струей образовавшихся оксидов.
Процесс газокислородной резки представлен на рисунке ниже.
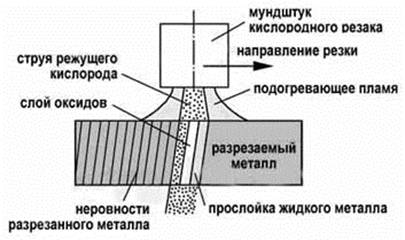
Рисунок 1. Газокислородная резка, схема процесса
Разрезаемый металл предварительно нагревается подогревающим
пламенем резака, которое образуется в результате сгорания горючего газа в смеси
с кислородом. При достижении температуры воспламенения металла в кислороде (не
менее 1800°С), на резаке открывается вентиль чистого кислорода (99-99,8%) и
начинается процесс резки. Чистый кислород из центрального канала мундштука,
предназначенный для окисления разрезаемого металла и удаления оксидов, называют
режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с
горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные
оксиды, которые, в свою очередь, нагревают следующий слой металла, способствуя
его интенсивному окислению и т.п. В результате разрезаемый лист подвергается
окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под
действием струи режущего кислорода.
Перед газокислородной резки металл нагревается с поверхности
в начальной точке реза до температуры его воспламенения в кислороде. После
пуска струи режущего кислорода и начала процесса окисления металла по толщине
листа резак перемещают по линии реза.
Как правило, прямолинейная газокислородная резка стальных
листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука
в вертикальное положение, а затем с наклоном в сторону, противоположную
направлению резки (обычно на 20-30º). Наклон режущего сопла
мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость
кислородной резки, а, следовательно, и ее производительность. При большей
толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.
Газокислородная резка относительно плазменной и лазерной
резки обладает следующими преимуществами:
Максимальная толщина разрезаемого материала может достигать
500 мм.;
Меньшие капитальные затраты;
Минимальные требования к техническому обслуживанию.
Недостатками технологии кислородной резки по сравнению с
плазменной и лазерной резкой являются:
Меньшая скорость резки;
Большая зона нагрева;
Большее образование окалины, что требует дополнительное время
на обработку;
Отсутствие возможности резки нержавеющей стали и алюминия;
Меньшая производительность.
Технология
плазменной резки
Плазменная резка - это термический процесс, который благодаря
чрезвычайно концентрированному приложению энергии обеспечивает высокие скорости
резки и поэтому является экономически эффективным применительно к мягким и
низколегированным сталям (стали, в химическом составе которых помимо железа,
углерода и неизбежных примесей присутствуют специальные так называемые
легирующие примеси, однако, процент примесей в низколегированных сталях не
превышает 2,5%, легирующие примеси могут включать никель, хром, марганец,
кремний, вольфрам, ванадий, молибден, медь, кобальт, ниобий, титан, алюминий,
бор, азот). По сравнению с ацетилено-кислородной резкой потребление энергии
является значительно меньшим, поэтому обработанные детали являются достаточно
точными, в худшем случае наблюдаются незначительные коробления и деформации. В
известной мере плазменная резка конкурирует с лазерной и ацетилено-кислородной.
За последние годы плазменная резка существенно
усовершенствована. Имеется различие между резкой в атмосфере (сухие резы) и
резкой под водой. Существует разговорный термин "прецизионная плазменная
резка", который фирмы применяют без пояснений, хотя обычно имеется в виду
использование дополнительной среды.
До конца 80-х годов установки для плазменной резки с
инжекцией воды и для подводной резки считались вполне современными и
экономичными. Вскоре за ними последовали существенно усовершенствованные
установки для сухой плазменной резки, где сначала в качестве режущего газа
использовался воздух, затем кислород. Усовершенствования касались не только
увеличения срока службы электродов, но и существенного повышения скорости
резки. Сухая резка была отработана до такой степени, что в новых установках она
стала наиболее предпочтительной.
Традиционная
плазменная резка
При традиционной плазменной резке дуга ограничена только
соплом с подачей плазменного газа, который поступает в V-образные канавки с
вписанными углами приблизительно от 6 до 10 градусов. Как правило, резка
осуществляется в атмосфере. Дуга (плазменная дуга прямого действия) возникает
между неплавящимся электродом (катодом) и заготовкой (анодом). В редких случаях
она возникает между электродом и соплом, тогда она называется "плазменная
дуга непрямого действия". Такой процесс используется почти исключительно
вручную применительно к тонким листам или непроводящим материалам.
Плазменная
резка при использовании дополнительной среды
Резка при использовании дополнительной среды является
дальнейшим усовершенствованием в том отношении, что с помощью этой среды
ограничивается длина плазменной дуги. При толщине листа порядка 3 мм параллельность
обработанных поверхностей при использовании кислорода в качестве режущего газа
сопоставима с этим показателем при лазерной резке (с кислородом). Более того,
возможно получение параллельных поверхностей при резке листов толщиной до 8 мм.
Если в качестве режущего газа используется азот, обработанные поверхности
получаются очень гладкими, но несколько выпуклыми.
Плазменная резка при использовании дополнительной среды может
применяться не только в атмосфере (сухая резка), но и под водой. Если в качестве
дополнительной среды используется газ, осуществляется обычная сухая резка.
Такой подход широко применяется в настоящее время, особенно на тех
предприятиях, где получают профильные поверхности почти любых размеров (без
ограничений, которые налагает ванна с водой). Кроме того, вода, которая
попадает между плазмой и экранирующим соплом, может использоваться как
дополнительная среда. В случае резки высоколегированных сталей и алюминия
предпочитают использовать в качестве дополнительной среды воду.
Плазменная резка при инжекции воды применяется также при
обработке мягких и низколегированных сталей. Тангенциальная инжекция воды
образует водяной колокол, и давление пара служит дополнительным ограничением
плазменной дуги, так же как при использовании дополнительного газа. Процесс
плазменной резки при инжекции воды часто применяется при резке под водой. На
рисунке представлен пример реализации принципа применения газовых резаков в
некоторых процессах.
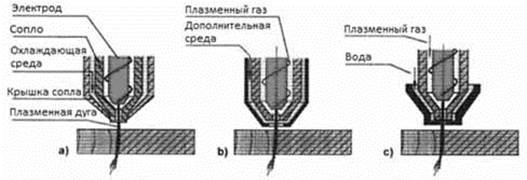
Схематичное представление плазменных резаков: а) обычный
резак; в) плазменный резак с использованием дополнительного газа; с) плазменный
резак с инжекцией воды
При резке с использованием дополнительной среды (газа или
воды) с обеих сторон прорези при толщине резки примерно до 8 мм получаются
почти параллельные обработанные кромки. Некоторые изготовители машин режут даже
листы толщиной до 12 мм. При соответствующем повороте резака возможно и при
прямых резах получать "хорошую сторону" и "плохую сторону"
(прорезь с одним уклоном).
Увеличенные плотности тока получаются при использовании
специальных резаков, когда вращение газа еще больше ограничивает плазменную
дугу. Это рассматривается как плазменная резка с увеличенным ограничением.
Принцип вращения газа и применение многоступенчатых резаков при парциальном
нагнетании газа оказались эффективными при резке листов примерно до 30 мм. В
этом случае одна обработанная поверхность почти отвечает требованиям
перпендикулярности относительно другой (как при лазерной резке) без
необходимости поворота режущей головки.
2. Режущие
газы, применяемые при плазменной резке
При плазменной резке, когда обрабатываются мягкие и
низколегированные стали, предпочтительным режущим газом является кислород, При
этом расплавленное железо имеет пониженную вязкость, благодаря чему разжиженный
материал легче удаляется из прорези. В результате образуются кромки почти без
заусенцев. Более того, преимуществом использования кислорода является
исключение повышенного содержания азота в обработанных кромках.
Азот также используется как режущий газ. При этом, с одной
стороны, при равной толщине листа резка выполняется при меньшей силе
электрического тока и благодаря этому при меньших термических нагрузках на
электрод, срок службы которого увеличивается. С другой стороны, листы большей
толщины могут разрезаться и в том случае, когда нагрузка не уменьшается. Однако
следует иметь в виду, что в этом случае возможно увеличение содержания азота в
обработанной кромке, что может отрицательно сказаться при выполнении
последующей обработки. Как дешевый плазменный газ используется воздух, но по
сравнению с использованием кислорода он имеет ряд недостатков, в том числе
уменьшение сроков службы электродов и сопел и повышение содержания азота на
обработанных кромках.
Преимущества
и недостатки плазменной резки
Преимущества и недостатки сухой плазменной резки и резки под
водой приведены в таблице 1. Принятие решения о выборе того или другого
варианта резки зависит от конкретных условий работы, которые очень специфичны
для различных предприятий.
Таблица 1
|
Преимущества
|
Недостатки
|
|
Сухая плазменная резка Простые манипуляции;
Хорошая наблюдаемость за ходом резки; Использование на листах толщиной более
40 мм; Повышение скорости резки по сравнению с резкой под водой; Большая
гибкость в отношении размера начального листа; Снижение затраты на
повторяющиеся процессы по сравнению с резкой под водой; Плазменная резка под
водой Меньшее выделение пыли; Существенно меньший уровень шума; Нет
необходимости в специальных средствах защиты от ультразвукового излучения;
Дополнительное охлаждение листов - меньшие деформации;
|
Необходимость в сложных системах
экстрагирования; Высокий уровень шума при резке; Необходимость в
дополнительном защитном устройстве от ультрафиолетового излучения; За
процессом нельзя наблюдать; невозможна оптимизация параметров во время резки;
сложные процессы обработки удаления воды; возможна коррозия после резки; в
некоторых случаях более шероховатые обработанные кромки; режущие головки,
имеются в основном только для листов толщиной более 6 мм;
|
Что касается самого процесса резки, то сухая и подводная
обработка в принципе отличаются незначительно. Режущий и завихряющийся газ
создают почти идентичную атмосферу в зоне резки в результате давления газа.
Если не считать крышку для завихряющегося газа, быстроизнашиваемые детали
одинаковы для обоих процессов. Поэтому трудно рекомендовать критерии для
выбора, когда предпочтительна сухая плазменная резка и когда резка под водой.
Преимуществами резки под водой являются существенно более
низкий уровень шума и значительно более низкая эмиссия ультрафиолетового
излучения, как и меньшее выделение пыли. Кроме того, может давать положительный
эффект дополнительное охлаждение листов окружающей водой. Более интенсивное
рассеивание тепла в зоне резки позволяет в значительной мере исключить
деформации в обработанных деталях. Одним из положительных факторов при сухой
резке является возможность обработки более толстых листов, чем при резке под
водой, где толщина ограничивается примерно 40 мм. Что касается качества и
производительности, преимущества на стороне сухой резки. Поэтому почти 90%
производителей продукции предпочитают в настоящее время сухую плазменную резку.
Основные
параметры при плазменной резке
Основными параметрами, регулируемыми при плазменной резке,
являются: состав плазмообразующего газа, зазор между соплом и листом (факельный
зазор), сила тока плазменной дуги и скорость резки. Причем, последний фактор
напрямую зависит от двух предыдущих.
Скорость резки оказывает существенное влияние на качество
реза, в первую очередь на наличие шлака на нижней поверхности и на легкость его
удаления.
При пониженной скорости резки плазмообразующий газ будет
расходоваться нерационально, на нижней стороне листа образуется
"низкоскоростной" шлак, который легко удаляется.
При повышенной скорости резки дуга начинает осциллировать, в
результате чего линия реза получается волнистой. На нижней стороне листа
образуется так называемый, "высокоскоростной" шлак, отделение
которого затруднено
Скорость резки должна быть такой, чтобы угол отставания
прорезания нижней кромки от верхней не превышал 5°.
Сравнительная таблица технологий термического раскроя
|
Газокислородная резка
|
Плазменная резка
|
|
Качество резки
|
Хороший угол среза Большая зона нагрева
Требуется обработка для удаления окалины Не эффективна для резки нержавеющей
стали и алюминия
|
Отличный угол среза Малая зона нагрева
Практически без образования окалины Отличное или хорошее качество резки
мелких элементов
|
|
Производительность
|
Медленная скорость резки Долгий предварительный
прогрев увеличивает время прожига
|
Очень большая скорость резки при любой толщине
Очень короткое время прожига Повышение производительности за счет быстрого
отключения резака Очень короткое время прожига
|
|
Эксплуатационные расходы
|
Низкая производительность и необходимость
обработки повышают удельные затраты на резку по сравнению с плазменной
технологией
|
Длительный срок службы расходных деталей,
хорошая производительность и отличное качество резки обеспечивают наименьшие
удельные затраты по сравнению с другими технологиями
|
|
Обслуживание
|
Минимальные требования к техническому
обслуживанию - может проводиться собственными бригадами технического
обслуживания
|
Средние требования к техническому обслуживанию
- обслуживание многих компонентов может проводиться собственными бригадами
технического обслуживания
|
Устройство и
принцип работы машины
Механическая часть (Рис.2). Механическая часть машины
представляет собой каретку (1), устанавливаемую непосредственно на трубу,
которую предстоит резать. На каретке смонтирован механизм ее перемещения,
состоящий из редуктора (2) и электродвигателя (3). На выходном валу (4)
редуктора в подшипниковых опорах (5 и 6) установлена ведущая звездочка (7).
Звездочка своими зубьями входит в зацепление со звеньями приводной цепи (8), которая
охватывает разрезаемую трубу по диаметру. Каретка обкатывается по трубе,
опираясь на четыре свободновращающихся колеса (9). Чтобы приводная цепь с
необходимым усилием прижималась к трубе и не проскальзывала при перемещении
машины, на каретке имеется шарнирно-пружинный механизм натяжения цепи,
состоящий из шарнирно-закрепленной на каретке плиты (10) и двух пружин (11),
натягиваемых или освобождаемых гайками (12) на стойках (13). (Для создания
натяга приводной цепи гайки (12) нужно отпустить; для снятия натяга, что
требуется при установке и переустановке машины на трубе, пружины надо сдавить,
затянув гайки). На каретке в кронштейнах (14) установлена трубчатая
направляющая (15), на которой монтируются одно или два зажимных устройства (16)
для установки плазменного резака или газокислородной горелки, для чего
предусмотрены сменные обжимные полукольца (17).
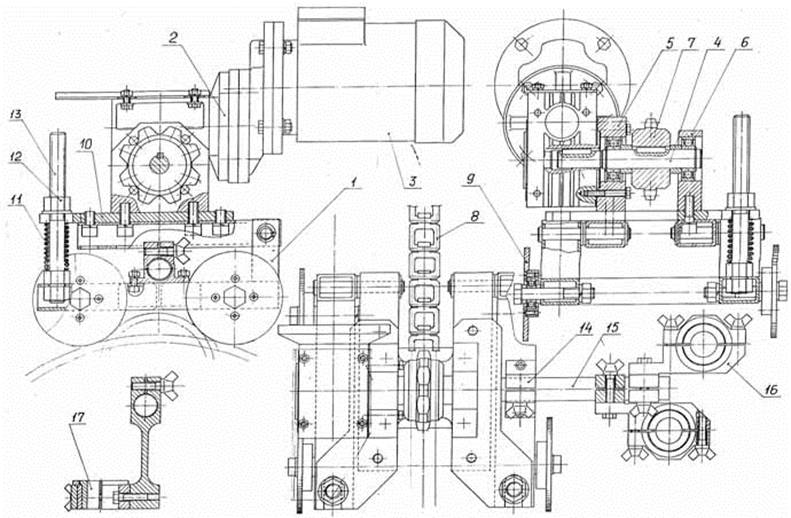
Рисунок 2. Общий вид
Технологические параметры
|
Характеристика
|
Значение
|
|
Диаметр разрезаемой трубы, мм
|
120-1440
|
|
Толщина стенки разрезаемой трубы, мм: - газовая
технология
|
от 5 до 200
|
|
Скорость перемещения, мм/мин
|
50-1500
|
|
Количество резаков
|
2 кислородных
|