|
Сливки
|
Общее количество бактерий в
1см3, не более
|
Титр кишечной палочки, см3
|
|
Пастеризованное в бутылках
и пакетах:
|
|
|
|
- группа А
|
100 000
|
3
|
|
- группа В
|
200 000
|
0,3
|
|
Пастеризованное во флягах
|
300 000
|
0,3
|
Стерилизованные сливки. Вырабатывают с массовой долей жира 10 % при одно- или двухступенчатой
стерилизации и одно кратной стерилизации в потоке с упаковкой в асептических
условиях. Схема технологического процесса производства стерилизованных сливок
такая же, как и стерилизованного молока. При одноступенчатой стерилизации
сливки пастеризуют при температуре 90°С, гомогенизируют при давлении 11-17 МПа,
охлаждают до 65 -70°С и разливают в тару. Режим стерилизации сливок в
стерилизаторах периодического действия следующий: нагрев до 117°С в течение 15
мин, стерилизация при этой же температуре - 25 мин и охлаждение до 20°С в
течение 35 мин. При двухступенчатой стерилизации сливки пастеризуют при
температуре 70-79°С, гомогенизируют при давлении 11-17МПа и стерилизуют в
потоке при 135°С, охлаждают до 65-70°С и разливают в тару. Далее сливки в таре
стерилизуют повторно в стерилизаторах непрерывного действия при температуре
110°С. Стерилизованные сливки хранят при 20°С в течение 1 мес.
В настоящее время предприятия отрасли производят питьевые стерилизованные
сливки путем однократной стерилизации в потоке с упаковыванием в асептических
условиях. Этот продукт выпускают с различными оригинальными названиями.
Для выработки стерилизованных сливок однократной стерилизацией в потоке
применяют: молоко сырое не ниже I сорта по ГОСТ 13264, термоустойчивостью по
алкогольной пробе не ниже III группы по ГОСТ
; сливки с массовой долей жира не более 30%, кислотностью не более 15 Т,
термоустойчивостью по алкогольной пробе не ниже III группы; молоко,
обезжиренное кислотностью не более 19 Т, термоустойчивостью по алкогольной
пробе не ниже III группы; молоко сухое обезжиренное распылительной сушки по
ГОСТ 10970 кислотностью не более 19 Т, термоустойчивостью не ниже III группы.
При производстве стерилизованных сливок допускается применение молочного сырья
термоустойчивостью по алкогольной пробе IV группы. Для повышения
термоустойчивости такого сырья используют соли-стабилизаторы: калий
фосфорнокислый двузамещенный пищевой по ТУ 113-25-123; калий фосфорнокислый
двузамещенный по ГОСТ 2493; калий лимоннокислый 1-водный по ГОСТ 5538; натрий
фосфорнокислый двузамещенный по ГОСТ 4172; натрий лимоннокислый 5,5-водный по
ГОСТ 22280 и другие, разрешенные к применению органами Госсанэпиднадзора.
Процесс производства стерилизованных сливок состоит из следующих
технологических операций: приемка сырья, его очистка, охлаждение, внесение
солей-стабилизаторов, сепарирование, нормализация, пастеризация,
предварительный нагрев сливок, деаэрация, гомогенизация, стерилизация,
охлаждение, упаковывание и маркирование.
Молоко, предназначенное для выработки сливок, очищают на сепараторах-молокоочистителях
и охлаждают до 4±2°С. Для сохранения термоустойчивости молока очистку
целесообразно проводить без подогрева. Если термоустойчивость молока по
алкогольной пробе ниже III группы, добавляют соли-стабилизаторы в количестве до
0,05% в виде водных растворов. После их внесения молоко перемешивают не менее
15 мин и проверяют термоустойчивость, которая должна быть не ниже III группы по
алкогольной пробе. Раствор солей-стабилизаторов вносят в сырое или
пастеризованное молоко перед сепарированием. Молоко с добавками
солей-стабилизаторов хранить не рекомендуется.
Сливки пастеризуют при температуре 80±2°С с выдержкой 20 с, а затем их
охлаждают до 4 ± 2°С. Перед стерилизацией сливок проверяют их
термоустойчивость. Сливки, подготовленные к стерилизации, предварительно
нагревают до 83 ± 2°С и подают в деаэратор. После деаэратора сливки
температурой 75 ±2°С направляют в гомогенизатор, в котором поддерживают
давление (10-15)±2,5МПа. Затем гомогенизированные сливки стерилизуют при 137 ±
2°С и выдерживают при этой температуре в течение 4 с. Стерилизованные сливки
охлаждают до 20°С и направляют на розлив, который осуществляют через стерильную
емкость.
Готовый продукт по консистенции представляет собой однородную жидкость
без наличия хлопьев белка и комочков жира. В сливках допускается незначительный
отстой жира, который растворятся при встряхивании. Цвет продукта равномерный от
белого до слегка кремового, вкус и запах, чистые с легким привкусом кипячения.
Стерилизованные сливки фасуют и упаковывают в пакеты из комбинированного
материала вместимостью 0,2; 0,25; 0,5 и 1 л на фасовочных автоматах. Продукт
хранят в пакетах при температуре от 0 до 10°С не более 3 мес., а при
температуре от 10 до 20°С не более 2 мес. со дня выработки.
3. Обзор
оборудования для термообработки сливок
Оборудование для тепловой обработки молока по назначению делится на
охладители, подогреватели, регенераторы, пастеризаторы, аппараты комплексной
тепловой обработки и стерилизаторы. Они подразделяются также по принципу
действия, по виду теплоносителя, по конструктивным особенностям.
Для нагрева (подогрева) и охлаждения молока применяют теплообменные
аппараты поверхностного типа. В зависимости от конструктивного исполнения эти
аппараты подразделяют на трубчатые, пластинчатые, спиральные, теплообменники с
рубашкой, с оребренной поверхностью и др. Наибольшее применение в отрасли
получили трубчатые и пластинчатые аппараты.
Трубчатые аппараты, в свою очередь, делят на кожухотрубные (типа «труба в
трубе»), элементные (секционные) и змеевиковые.
Кожухотрубные аппараты наиболее распространенный в химической технике тип
теплообменной аппаратуры. Они допускают создание больших поверхностей
теплообмена в одном аппарате, просты в изготовлении и надежны в работе.
Длина труб теплообменника может быть до 6 м. При работе трубы удлиняются,
следовательно, теплообменник должен иметь компенсатор.
Теплообменники могут устанавливаться горизонтально и вертикально. Более
рациональной является вертикальная конструкция, так как она занимает меньше
места в цехе.
В зависимости от конструктивного выполнения поверхности теплообмена
рекуператоры разделяют на несколько типов:
кожухотрубчатые.
Это наиболее распространенный в химической технике тип теплообменной
аппаратуры. Они допускают создание больших поверхностей теплообмена в одном
аппарате, просты в изготовлении и надежны в работе.
Основными элементами кожухотрубчатых теплообменников являются пучки труб,
трубные решетки, корпус, крышки, патрубки. В кожухотрубчатом теплообменнике
(рис.1) одна из обменивающихся теплом сред 1 движется внутри труб (в трубном
пространстве), а другая 2- в межтрубном пространстве.
Рис. 1 - Кожухотрубчатые одноходовой а) и многоходовой б) теплообменники
- корпус (обечайка); 2 - трубные решетки; 3 - трубы; 4 - крышки;
- перегородки в крышках; 6 - перегородки в межтрубном пространстве
Трубы в решетках обычно равномерно размещают по периметрам правильных
шестиугольников, т.е. по вершинам равносторонних треугольников (рис. 2а), реже
применяют размещение труб по концентрическим окружностям (рис. 2б). В отдельных
случаях, когда необходимо обеспечить удобную очистку наружной поверхности труб,
их размещают по периметрам прямоугольников (рис. 2в).
Все указанные способы размещения труб преследуют одну цель - обеспечить
возможно более компактное размещение необходимой площади теплообмена внутри
аппарата. В большинстве случаев наибольшая компактность достигается при
размещении трубок по периметрам правильных шестиугольников.
Рис. 2 - Способы размещения труб в теплообменниках
а) по периметрам правильных шестиугольников; б) по концентрическим
окружностям;
в) по периметрам прямоугольников (коридорное расположение).
двухтрубчатые.
Теплообменники этого типа состоят из ряда последовательно соединенных
звеньев (рис. 3). Каждое звено представляет собой две соосные трубы. Для
удобства чистки и замены внутренние трубы обычно соединяют между собой
"калачами" или коленами. Двухтрубные теплообменники, имеющие
значительную площадь нагрева, состоят из ряда секций, параллельно соединенных.
Пар, как правило, направляют в межтрубное (кольцевое) пространство. Такие
теплообменники часто применяют как жидкостные или газожидкостные. Подбором
диаметров внутренней и наружной труб можно обеспечить обеим рабочим средам, участвующим
в теплообмене, необходимую скорость для достижения высокой интенсивности
теплообмена.

Рис. 3 - Теплообменник типа “труба в трубе”
Преимущества двухтрубного теплообменника: высокий коэффициент теплопередачи,
пригодность для нагрева или охлаждения сред при высоком давлении, простота
изготовления, монтажа и обслуживания.
Недостатки двухтрубного теплообменника: громоздкость, высокая стоимость
вследствие большого расхода металла на наружные трубы, не участвующие в
теплообмене, сложность очистки кольцевого пространства.
погружные.
Теплообменники этого типа состоят из плоских или цилиндрических
змеевиков, погруженных в сосуд с жидкой рабочей средой. Вследствие малой
скорости омывания жидкостью и низкой теплоотдачи снаружи змеевика
погружные теплообменники являются недостаточно эффективными устройствами. Их
целесообразно использовать, когда жидкая рабочая среда находится в состоянии
кипения или имеет механические включения.
спиральные.
В спиральном теплообменнике (рис. 4) поверхность теплообмена образуется
двумя металлическими листами 1 и 2, свернутыми по спирали. Внутренние концы
листов приварены к глухой перегородке З, а их наружные концы сварены друг с
другом. С торцов спирали закрыты установленными на прокладках плоскими крышками
4 и 5. Таким образом внутри аппарата образуются два изолированных один от
другого спиральных канала (шириной 2-8 мм), по которым, обычно противотоком,
движутся теплоносители.

Рис. 4 - Спиральный теплообменник
, 2 - листы, свернутые в спирали; 3 - перегородка; 4, 5 - крышки.
Спиральные теплообменники весьма компактны, работают при высоких
скоростях теплоносителей (для жидкостей 1-2 м/с) и обладают при равных
скоростях сред меньшим гидравлическим сопротивлением, чем трубчатые
теплообменники различных типов. Вместе с тем эти аппараты сложны в изготовлении
и работают при ограниченных избыточных давлениях, не превышающих10 ат, так как
намотка спиралей затрудняется с увеличением толщины листов; кроме того,
возникают трудности при создании плотного соединения между спиралями и
крышками.
пластинчатые.
В последнее время распространены пластинчатые разборные теплообменники,
отличающиеся интенсивным теплообменом, просто той изготовления, компактностью,
малыми гидравлическими сопротивлениями, удобством монтажа и очистки от
загрязнений.

Рис. 5 - Пластинчатый теплообменник
Эти теплообменники состоят из отдельных пластин, разделенных резиновыми
прокладками, двух концевых камер, рамы и стяжных болтов (рис. 5). Пластаны
штампуют из тонколистовой стали (толщина 0,7 мм). Для увеличения поверхности
теплообмена и турбулизации потока теплоносителя проточную часть пластин
выполняют гофрированной или ребристой, причем гофры могут быть горизонтальными
или расположены ‘в елку’ (шаг гофр 11,5; 22,5; 30 мм; высота 4 - 7 мм).
Теплообменными аппаратами (теплообменниками) называются устройства,
предназначенные для обмена теплом между греющей и. обогреваемой рабочими
средами. Последние в ряде случаев называются теплоносителями.
Необходимость передачи тепла от одного теплоносителя к другому возникает
во многих отраслях техники: в энергетике, в химической, металлургической,
нефтяной, пищевой и других отраслях промышленности.
Тепловые процессы, происходящие в теплообменных аппаратах, могут быть
самыми разнообразными: нагрев, охлаждение, испарение, кипение, конденсация,
плавление, затвердевание и более сложные процессы, включающие в себя несколько
из перечисленных. В процессе теплообмена может участвовать несколько
теплоносителей: тепло от одного из них может передаваться нескольким и от
нескольких одному.
Классификация теплообменных аппаратов:
) по назначению: подогреватели, конденсаторы, охладители, испарители,
паропреобразователи и т. п.;
) по принципу действия: поверхностные и смесительные.
Независимо от принципа действия теплообменные аппараты, применяющиеся в
различных областях техники, как правило, имеют свои специфические названия. Эти
названия определяются технологическим назначением и конструктивными
особенностями. Однако с теплотехнической точки зрения все аппараты имеют одно
назначение - передачу тепла от одного теплоносителя к другому или между
поверхностью твердого тела и движущимся теплоносителем. Последнее определяет те
общие положения, которые лежат в основе теплового расчета теплообменного
аппарата.
В аппаратах поверхностного типа теплоносители ограничены твердыми
стенками, частично или полностью участвующими в процесс теплообмена между ними.
Поверхностью нагрева называется часть поверхности этих стенок, через которую
передаете тепло.
Рекуперативными называются такие теплообменные аппараты, в которых
теплообмен между теплоносителями происходи через разделительную стенку. При
теплообмене в аппаратах такого типа тепловой поток в каждой точке поверхности
разделительной стенки сохраняет постоянное направление.
Регенеративными называются такие теплообменные аппараты, в которых два
или большее число теплоносителей попеременно соприкасаются с одной и той же
поверхностью нагрева. Во время соприкосновения с различными теплоносителями
поверхность нагрева или получает тепло или аккумулируем его, а затем отдает,
или, наоборот, сначала отдает аккумулированное тепло охлаждается, а затем
нагревается. В разные периоды теплообмена (нагрев или охлаждение поверхности
нагрева) направление теплового потока в каждой точке поверхности нагрева
изменяется на противоположное.
В большинстве рекуперативных теплообменников тепло передается непрерывно
через стенку от теплоносителя к другому теплоносителю.
Такие теплообменники называются теплообменниками непрерывного действия.
Теплообменники, в которых периодически изменяются подача и отвод
теплоносителей, называются теплообменниками периодического действия.
Большинство регенеративных теплообменников работает по принципу периодического
действия. Разные теплоносители поступают в них в различные периоды времени.
Теплообменники такого типа могу работать и непрерывно(рис.6). В этом случае
вращающаяся насадка (или стенка) попеременно соприкасается с потоками разных
теплоносителей и непрерывно переносит тепло из одного потока в другой.
Ротор 1 разделён на секции 2, в каждой из которых размещается пакет из
проволочной сетки. Эквивалентный диаметр отверстия в проволочной насадке
составляет десятые доли миллиметра.
Объем теплообменника с помощью стенок и уплотняющих устройств 3 разделен
на две полости, через одну из которых протекает горячий теплоноситель (газ),
через другую - холодный. Уплотнения имеются также и на торцевой части ротора.
Во время работы теплообменника вследствие вращения ротора нагретые элементы
насадки непрерывно переходят из полости горячего в полость холодного газа, а
охладившиеся элементы - наоборот. Скорость вращения ротора составляет обычно
6-15 об/мин.
Теплообменники такого типа обладают высокой компактностью, но при разных
давлениях теплоносителей перетекание газа из одной полости в другую в местах
уплотнения существенно снижает их эффективность. Поэтому при неодинаковых
давлениях теплоносителей эффективность теплообменника такой схемы во многом
зависит от качества уплотнения между его полостями.
Технологические теплообменники предназначены для применения в составе
технологических систем АЭС для охлаждения или нагрева различных теплоносителей.
По материальному исполнению изготавливаются теплообменники из
углеродистых сталей, низколегированной марганцовистой, кремнемарганцевовистой,
аустенитных сталей. Закрепление труб в трубных решетках осуществляется с
использованием комбинированного соединения - развальцовкой с обваркой и
осуществлением контроля герметичности методами гелевого щупа или
гидравлического испытания с люминисцентным индикаторным покрытием.
Рассмотрим теплообменник D1200.

Рис.7 теплообменник D1200.
Патент (RU 2291363) Теплообменник для молока и молочных
продуктов.
Изобретение относится к технике обработки молока и молочных продуктов.
Оно может быть использовано в сельском хозяйстве, пищевой, топливной и
энергетической отраслях промышленности.
Аналогом предлагаемого теплообменника является пластинчатый аппарат для
тепловой обработки молока и молочных продуктов (И.И.Волчков. Теплообменные
аппараты для молока и молочных продуктов. М.: Пищевая промышленность, 1972,
с.с.7-12), содержащий пакет сжатых пластин, между которыми по периметру
размещены прокладки. Обрабатываемый продукт и тепло-хладоноситель перемещаются
в аппарате по соседним каналам, которые образованы пластинами и прокладками.
Недостатками пластинчатого аппарата являются: большое количество прокладок,
значительные затраты при эксплуатации, малая интенсивность теплопередачи.
Прототипом предлагаемого аппарата является теплообменный цилиндр в
трубчатом теплообменнике Т1-ОУТ (И.И.Волчков. Теплообменные аппараты для молока
и молочных продуктов. М.: Пищевая промышленность, 1972, с.с.120-122),
содержащий пучок труб, которые объединяются последовательно в один общий
змеевик. Обрабатываемый продукт перемещается по трубам змеевика, а
тепло-хладоноситель - по каналам между трубами и внутренней поверхностью
цилиндра. Недостатком теплообменного цилиндра является низкая интенсивность
теплообменных процессов из-за отсутствия каналов для эффективного движения
потока тепло-хладоносителя.
Техническая задача - повышение интенсивности теплообменных процессов при
обработке молока и молочных продуктов путем создания геометрии каналов, которая
позволяет эффективно использовать направление потока тепло-хладоносителя в
межтрубном пространстве аппарата.
Решение поставленной задачи достигается тем, что в межтрубное
пространство цилиндра перпендикулярно его оси устанавливаются пакеты из двух
пластин для создания эффективных поверхностей теплопередачи и направлений
движения потока тепло-хладоносителя.
Согласно второму пункту изобретения расстояние между пластинами в пакете
устанавливается в диапазоне от 1 мм до диаметра входного патрубка.
Сущность заявленного решения поясняется на чертеже (фиг.1), где
изображена схема теплообменника для молока и молочных продуктов. Он содержит
теплообменный цилиндр 1, по концам которого привариваются трубные доски 2. Внутри
цилиндра 1 размещается пучок труб 3. Трубы в пучке 3 ориентированы по рядам,
которые располагаются параллельно сторонам квадрата, вписанного в проходное
сечение цилиндра 1. Концы труб закрепляются герметично в трубных досках 2
посредством сварки или развальцовки. По концам цилиндра 1 крепятся легкосъемные
крышки 4, в которых размещаются переходные каналы 5. Эти каналы ориентируются
таким образом, чтобы соединить все трубы пучка последовательно в один общий
змеевик. Соседние трубы соединяются по параллельным рядам, которые, также по
соседству, объединяются в змеевик. Герметичность соединения труб обеспечивается
прокладками 6. Пучок труб имеет по концам штуцеры: входной 7 и выходной 8.
Внутри цилиндра между трубными досками 2, закрепляются пакеты из двух пластин
9, разделяющие межтрубное пространство на каналы 10 и 11 с различными по
величине поверхностями теплопередачи. На цилиндре размещаются патрубки: входной
12 и выходной 13. Патрубки ориентируются в поперечном сечении цилиндра для
создания коридорного расположения пучка труб при теплообмене. Пакеты пластин 9
также ориентируются относительно пучка труб с тем, чтобы создать поперечное
направление потоку тепло-хладоносителя. Крышки 4 прижимаются к трубным доскам 2
и прокладкам 6 посредством винтов 14. Диапазон расстояний между пластинами
определен в результате проведенных исследований.
Молоко и молочные продукты, подлежащие тепловой обработке, подаются через
штуцер 7 в пучок труб 3, где перемещаются, в процессе теплообмена через стенку
трубы, с тепло-хладоносителем. Начальная температура продукта изменяется и
достигает заданной величины на выходе из аппарата. Тепло-хладоноситель (пар,
охлажденный рассол или вода) перемещается в межтрубном пространстве цилиндра 1.
Направление движения тепло-хладоносителя в цилиндре создается пакетами пластин.
Интенсивность процесса теплопередачи повышается за счет величины поверхности
теплопередачи для направлений движения продуктов и тепло-хладоносителя. При
противотоке поверхность теплопередачи больше, а при прямотоке - меньше. Кроме
того, интенсивность теплопередачи возрастает за счет создания турбулентного
режима движения в потоке тепло-хладоносителя. Этот эффективный режим движения
возникает в каналах, расположенных внутри пакета пластин 9 (зоны турбулентности
показаны на фигуре кружками) и распространяется в каналах между пакетами.
Представленный теплообменник обладает простотой конструкции и позволяет
повысить качество молока и молочных продуктов.
. Теплообменник для молока и молочных продуктов, содержащий теплообменный
цилиндр, пучок последовательно соединенных труб, межтрубное пространство,
входные и выходные патрубки для межтрубного пространства, отличающийся тем, что
содержит пакеты пластин в межтрубном пространстве с шагом в осевом направлении,
большим трех диаметров входного патрубка и меньшим диаметра цилиндра.
. Теплообменник для молока и молочных продуктов по п.1, отличающийся тем,
что расстояние между пластинами в пакете устанавливается в диапазоне от 1 мм до
диаметра входного патрубка.

Фиг. 1
Патент (RU 2306517) Спиральный теплообменник
Изобретение относится к устройствам для проведения теплообменных
процессов между двумя средами через стенку и может быть использовано в
химической, пищевой и нефтеперерабатывающей отрасли промышленности.
В различных отраслях промышленности широкое применение нашли
теплообменники, служащие для передачи тепла от одной среды к другой через
стенку из теплопроводного материала, разграничивающую эти среды. Среди них
кожухотрубные, пластинчатые, спиральные, змеевиковые и т.п. теплообменники,
которые отличаются конструктивным исполнением поверхности теплообмена (Россия,
патенты №№2121122, МПК F28D 7/00; 2151991, МПК F28D 3/02; 2156423, МПК F28D
3/00, 2166716, МПК F28D 3/00).
Известен также спиральный теплообменник OOO «ФАСТ ИНЖИНИРИНГ», содержащий
цилиндрический корпус, в котором размещены теплообменные поверхности,
формируемые из элементов, представляющих собой попарно сваренные по контуру
спиралевидные стенки, образующие внутренний спиралевидный щелевой канал.
Теплообменные элементы устанавливаются таким образом, что между ними образуется
наружный спиралевидный щелевой канал. В сечении, перпендикулярном оси аппарата,
спиралеобразные стенки формируют теплообменную поверхность по спирали Архимеда.
Внутренние спиралевидные полости теплообменных элементов сообщаются
коллекторами входа и выхода одной среды, а наружные - коллекторами входа и
выхода другой среды (В.В.Буренин. Новые рекуперативные теплообменники для нефтеперерабатывающих
и нефтехимических производств. «Нефтепереработка и нефтехимия», №3, 2005,
стр.44-45).
Прототипом заявляемого объекта изобретения является спиральный
теплообменник, содержащий два щелевых канала для прохода теплоносителей,
образованных двумя свернутыми в спираль листами с элементами дистанционного
расположения, внешние и внутренние коллекторы и торцовые уплотнения
(П.Д.Лебедев. Теплообменные, сушильные и холодильные установки. «Энергия». М.,
1966, стр.16-17, рис.1-4).
Недостатком прототипа является сложность конструкции, нетехнологичность
изготовления теплообменника, а также повышенная масса, обусловленная наличием
сложных узлов герметизации, а следовательно, и высокая стоимость изготовления.
Задачами изобретения являются упрощение конструкции и технологии
изготовления теплообменника, а также уменьшение его массы и сокращение затрат
на изготовление.
Поставленная задача решается тем, что в спиральном теплообменнике,
содержащем щелевые каналы для прохода теплоносителей, образованные двумя свернутыми
в спираль листами с элементами дистанционного расположения, внешние и
внутренние коллекторы и торцовые уплотнения, элементы дистанционного
расположения выполнены в виде выштампованных на поверхности листов пуклевок,
расположенных в шахматном порядке, при этом пуклевки одного листа смещены
относительно пуклевок другого листа, внешние коллекторы образованы одним из
концов этих листов, а внутренние - аксиально размещенными одна в другой и
сваренными между собой трубами, причем к трубе большего диаметра приварены
вторые концы листов, а в стенках труб вдоль образующих выполнены продольные
пазы - каналы для прохода теплоносителей.
Кроме того, диаметр большой трубы и геометрические параметры пуклевок
спирального теплообменника связаны соотношением:
где 

- наружный диаметр большой
трубы;- диаметр пуклевок;- высота пуклевок;- шаг пуклевок.
Сущность изобретения
поясняется чертежами, где на фиг.1 показан общий вид заявляемого устройства, на
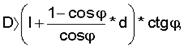
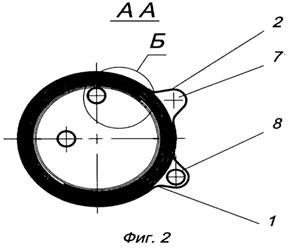
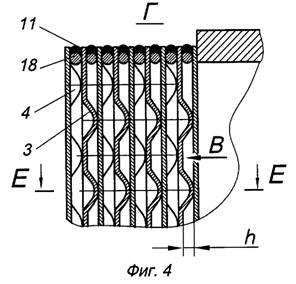
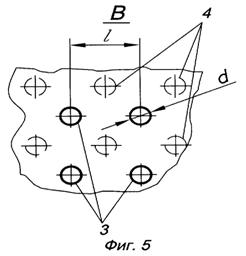
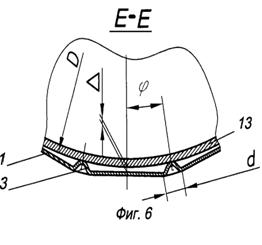
фиг.2 - сечение АА на фиг.1, на фиг.3 - выносной элемент Б на фиг.2, на фиг.4 -
выносной элемент Г на фиг.1, на фиг.5 - вид В на фиг.4, на фиг.6 - сечение ЕЕ
на фиг.4.
Спиральный теплообменник
включает теплообменные поверхности, сформированные из свернутых в спираль
листов 1 и 2 с пуклевками 3 ( на листе 1) и 4 (на листе 2), между которыми
образованы спиралевидные щелевые каналы 5 и 6 для прохода теплоносителей,
внешние 7 и 8 и внутренние 9 и 10 коллекторы, а также узлы герметизации 11.
Внешние коллекторы 7 и 8
образованы свернутыми в короба концами листов 1 и 2, а внутренние коллекторы 9
и 10 - трубами 12 и 13 разных диаметров, которые аксиально расположены одна в
другой и сварены между собой вдоль образующей, являющейся общей для обеих труб.
Вдоль линии сварки труб 12 и 13 сделаны продольные пазы 14. Кроме того, в трубе
13 выполнен второй ряд продольных пазов 15. К трубе 13 приварены вторые концы
листов 1 и 2, охватывающие продольные пазы 14 и 15. Через пазы 14 щелевой канал
5 сообщается с полостью коллектора 9, обеспечивая поток одного теплоносителя по
стрелке 16, а через пазы 15 щелевой канал 6 сообщается с полостью коллектора
10, обеспечивая поток другого теплоносителя по стрелке 17.
Пуклевки 3 и 4 на листах 1 и
2 выштампованы в шахматном порядке, причем пуклевки одного листа смещены
относительно пуклевок другого листа. Они обеспечивают дистанционное
расположение листов 1 и 2 относительно друг друга, стабильные размеры щелевых
каналов 5 и 6 и повышенную жесткость конструкции. Для обеспечения
гарантированного щелевого зазора Δ между листом 1 и стенкой 13 большой трубы 10 диаметр D этой трубы и
геометрические параметры пуклевок связаны сотношением:
где
- наружный диаметр большой
трубы;- диаметр пуклевок;- высота пуклевок;- шаг пуклевок.
Узлы герметизации 11
выполнены сварными со стороны торцов теплообменника, при этом в зонах сварки
между листами 1 и 2 помещены подкладки из металлического прутка или проволоки
18.
Изготавливают теплообменник
на вальцово-гибочном станке, используя специальное приспособление.
Работает спиральный
теплообменник следующим образом. В штуцеры 19 и 20 коллекторов 7 и 8
противотоком подаются соответственно холодный и горячий теплоносители. Горячий
теплоноситель охлаждается и, пройдя коллектор 9, выходит далее через штуцер 21
из теплообменного аппарата. Холодный теплоноситель выходит из теплообменного
аппарата через штуцер 22 в нагретом состоянии.
Выполнение спирального
теплообменника в соответствии с изобретением позволяет упростить его
конструкцию и технологию изготовления, а также снизить вес, сократить
материальные затраты и стоимость.
На предприятии изготовлен и
испытан с положительным результатом опытный образец предложенного спирального
теплообменника для охлаждения молока.
. Спиральный теплообменник,
содержащий щелевые каналы для прохода теплоносителей, образованные двумя
свернутыми в спираль листами с элементами дистанционного расположения, внешние
и внутренние коллекторы и торцовое уплотнение, отличающийся тем, что элементы
дистанционного расположения выполнены в виде выштампованных на поверхности
листов пуклевок, расположенных в шахматном порядке, при этом пуклевки одного
листа смещены относительно пуклевок другого листа, внешние коллекторы
образованы одним из концов этих листов, а внутренние - аксиально размещенными
одна в другой и сваренными между собой трубами, причем к трубе большего
диаметра приварены вторые концы листов, а в стенках труб вдоль образующих
выполнены продольные пазы - каналы для прохода теплоносителей.
. Спиральный теплообменник по
п.1, отличающийся тем, что диаметр большой трубы и геометрические параметры
пуклевок связаны соотношением
где
- наружный диаметр большой
трубы;- диаметр пуклевок;- высота пуклевок;- шаг пуклевок.

Патент (RU 2327938)
Теплообменный аппарат.
Изобретение относится к
процессам теплопередачи, применяемым для охлаждения паров и жидкости, и может
быть использовано в химической, пищевой и других отраслях промышленности.
Известен теплообменник типа
"труба в трубе", содержащий наружную и внутреннюю трубы, размещенные
относительно друг друга концентрично, каждая из которых содержит патрубки для
ввода и вывода теплоносителей [Дытнерский Ю.И. Процессы и аппараты химической
технологии. Учебник для вузов. Изд. 3-е. В 2-х кн.: Часть.1 Теоретические
основы процессов химической технологии. Гидромеханические и тепловые процессы и
аппараты. М.: Химия. 2002. - с.338-339].
Такие теплообменники обычно
собирают в комплект последовательным их соединением, что приводит к
громоздкости. В одиночку они используются реже, так как имеют малую поверхность
теплообмена.
Известен кожухотрубный
теплообменник, содержащий расположенный по оси коллектор, заглушенный с торцов
и имеющий окна для подвода и отвода среды межтрубного пространства,
разделенного на отсеки поперечными перегородками, при этом внутри коллектора
коаксиально размещена труба меньшей длины по сравнению с ним, один конец
которой выведен за пределы коллектора, а другой, расположенный внутри
последнего, соединен с ним кольцевой заглушкой [Авторское свидетельство СССР
№462057, кл. F28D 7/16, 1975].
Эта конструкция
теплообменника решает задачу равномерного распределения среды по отсекам путем
усложнения ее.
Известен теплообменник типа
"труба в трубе", внутренняя труба которого выполнена в виде сильфона,
снабженного снаружи кольцевой перегородкой, разделяющей межтрубное
пространство, жестко соединенной с наружной трубой и выполненной гибкой,
например в виде мембраны [Авторское свидетельство СССР №468077, кл. F28D 7/10,
11/06, 1975].
В этом теплообменнике, взятом
за прототип, имеются конструктивные элементы, позволяющие повысить его
надежность, но решение этой задачи достигается за счет их использования в
пульсационном режиме, что ограничивает возможности повышения этой самой
надежности.
Задача, на решение которой
направлено заявляемое изобретение, заключается в повышении эффективности
конденсации паров, достигаемой за счет использования рациональной компоновки.
Эта задача решается тем, что
в теплообменном аппарате типа "труба в трубе", содержащем наружную и
внутреннюю трубы, размещенные концентрично относительно друг друга, каждая из
которых содержит патрубки для ввода и вывода теплоносителей, эти трубы
установлены под углом 0-85° к горизонтали, внутренняя труба разделена на
секции, выполненные с возможностью сообщения между собой через переливные
отверстия в межсекционных перегородках, установленных с чередованием этих
отверстий сверху и снизу, при этом межсекционные перегородки выполнены в виде
сегментных диафрагм, а переливные отверстия - в виде сегментных щелей,
образованных в промежутке между стенкой внутренней трубы и диафрагмами, причем
переливные пороги параллельны между собой и относительно горизонтали.
Установка труб под углом
0-85° к горизонтали обеспечивает наклонное положение теплообменного аппарата,
что дает возможность использовать "водопадный" режим протекания
теплоносителя сверху вниз.
Разделение внутренней трубы
на секции, выполненные с возможностью сообщения между собой через переливные
отверстия в межсекционных перегородках, обеспечивает удлинение пути перемещения
охлаждаемого теплоносителя.
Установка межсекционных
перегородок с чередованием переливных отверстий сверху и снизу обеспечивает так
называемое лабиринтное протекание с установлением ступенчато располагаемых
уровней теплоносителя в виде гидрозатворов.
Выполнение межсекционных
перегородок в виде сегментных диафрагм дает возможность использовать простые и
однотипные конструктивные элементы, что упрощает сборку теплообменника.
Одновременно эти диафрагмы являются и своеобразными ребрами, перпендикулярно
установленными к внутренней поверхности внутренней трубы, передающими тепло от
охлаждаемого теплоносителя к самой трубе.
Выполнение переливных
отверстий в виде сегментных щелей, образованных в промежутке между стенкой
внутренней трубы и диафрагмами, по существу, полностью определяется
конструкцией только диафрагм.
Обеспечение параллельности
переливных порогов между собой и относительно горизонтали устанавливает также
параллельность слоев теплоносителя при прохождении его через эти пороги, что
придает этому слою жидкости одинаковую толщину по всей ширине потока
теплоносителя.
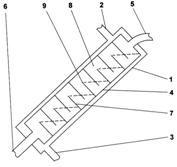
Изобретение иллюстрируется
чертежом (фиг. 1), на котором изображен теплообменный аппарат, вид сбоку,
поперечный разрез.
Теплообменный аппарат
содержит наружную трубу 1 с патрубками соответственно ввода 2 и вывода 3
охлаждающего теплоносителя, внутреннюю трубу 4, размещенную концентрично
наружной трубе, с патрубками соответственно ввода 5 и вывода 6 охлаждаемого
теплоносителя. Внутри труба 4 разделена на секции межсекционными перегородками
в виде диафрагм 7, при этом образуются в плоскости перегородок переливные
отверстия 8, имеющие вид сегментных щелей. Края диафрагм образуют переливные
пороги 9, которые располагают строго горизонтально.
Работа теплообменного
аппарата осуществляется следующим образом.
Теплоноситель, подлежащий
охлаждению, подают через патрубок 5 во внутреннюю трубку 4 сверху вниз; при
этом происходит огибание потоком теплоносителя верхней диафрагмы 7 через щель 8
и попадание на такую же диафрагму, но нижнюю, с образованием уровня жидкости,
определяемого размерами диафрагмы, и последующего перетекания теплоносителя в
нижележащую секцию с аналогичными диафрагмами и щелями с образованием
аналогичных уровней. Внутренняя труба 4 в ходе процесса теплообмена омывается
потоком охлаждающего теплоносителя, который может подаваться как через патрубок
2 или 3, а выводиться соответственно через патрубки 3 или 2.
Теплообменный аппарат типа
«труба в трубе», содержащий наружную и внутреннюю трубы, размещенные
концентрично относительно друг друга, каждая из которых снабжена патрубками для
ввода и вывода теплоносителей, отличающийся тем, что трубы установлены под
углом 0-85° к горизонтали, внутренняя труба разделена на секции, выполненные с
возможностью сообщения между собой через переливные отверстия в межсекционных
перегородках, установленных с чередованием этих отверстий сверху и снизу, при
этом межсекционные перегородки выполнены в виде сегментных диафрагм, а
переливные отверстия в виде сегментных щелей, образованных в промежутке между
стенкой внутренней трубы и диафрагмы, причем переливные пороги перегородок
параллельны между собой и относительно горизонтали.
Фиг. 1
- наружная труба, 2, 3
- патрубки, 4 - внутренняя труба, 5 - патрубок ввода, 6 - патрубок вывода, 7 -
верхняя диафрагма, 8 - щель, 9 - переливной порог.
. Расчет и описание конструкторской
части
4.1
Расчет теплообменника
Из теплового расчета конструктору известны следующие параметры будущего
аппарата: площадь поверхности теплообмена, пропускная способность
(производительность), скорость движения продукта, размеры труб, все
теплофизические константы участвующих в теплообмене элементов, коэффициенты и
другие параметры, характеризующие данный тепловой процесс.
Длина пучка труб для осуществления теплообменного процесса может быть
представлена зависимостью

где
F - площадь поверхности теплообмена, м2;
V
- пропускная способность пучка труб,
м3/с;
dв и dp - внутренний и расчетный диаметры трубы, м;
v - скорость
движения продукта в трубах пучка, м/с.

Число
ходов в аппарате

где
L - выбранная длина аппарата, м

Живое
сечение трубного пучка

а
одной трубы

Количество труб в пучке
принимаем
 =96
=96
Количество
труб двухходового аппарата равно 192