Очистка коксового газу від туманоподібної смоли
ЗМІСТ
ВСТУП
.
АНАЛІТИЧНА ЧАСТИНА
.1
Загальна технологічна схема переробки прямого коксового газу
.1.1
Устаткування для переробки коксового газу
.2
Аналіз схем первинного охолодження коксового газу
.2.1.
Технологічна схема двоступінчастого охолодження коксового газу в апаратах
повітряного охолодження і в скруберах Вентурі
.2.2
Технологічна схема охолодження коксового газу в двоступеневих безнасадних
аппаратах
.3
Методи очищення коксового газу від туманоподібної смоли
.
ОСНОВНА ЧАСТИНА
.1
Обґрунтування вибору технологічної схеми очистки коксового газу від
туманоподібної смоли з використанням скруберів Ветурі
.2
Технологічна схема очистки коксового газу від туманоподібної смоли в скруберах
Вентурі
.3
Якісні показникики коксового газу після очистки в скруберах Вентурі
.4
Розрахунок матеріального балансу коксування
ВИСНОВКИ
СПИСОК
ВИКОРИСТАНИХ ДЖЕРЕЛ
ВСТУП
У даній курсовій роботі проаналізовано існуючі
технологічні схеми переробки прямого коксового газу.
Розглянуті схеми первинного охолодження коксового
газу. Кожен з методів має свої переваги та недоліки.
При коксуванні утворюється суміш пароподібних
продуктів (прямий коксовий газ) який виходить з коксових печей при температурі
650-750 °С і містить велику кількість вугільного і коксового пилу. Наявність
пилу і смолянистих речовин, схильних відкладатися на поверхнях тепло - і
масообмінних апаратів, виключає або ускладнює значною мірою поділ цієї суміші
відомими в хімічній промисловості методами типової апаратури. Незважаючи на
конденсацію парів смоли в холодильниках, значна частина її несеться з газом у
вигляді дрібних крапельок. Туманообразна смола знижує ефективність процесів
уловлювання і якість одержуваних продуктів.
Тому наступною важливою стадією є очищення газу
від туманоподібної смоли і нафталіну в електрофільтрах або шляхом очищення його
в скруберах, що встановлюються безпосередньо перед газодувки або після них.
Найбільш розповсюдженим апаратом цього класу є скрубер Вентурі, що є
найефективнішим з мокрих пиловловлювачів, які застосовуються в промисловості.
1. АНАЛІТИЧНА ЧАСТИНА
.1 Загальна технологічна схема
переробки прямого коксового газу
Коксовий газ - горючий газ, що утворюється в
процесі коксування кам'яного вугілля, тобто при нагріванні його без доступу
повітря до 900-1100° С. Коксовий газ містить багато цінних речовин. Крім водню,
метану, оксидів вуглецю до його складу входять пари кам'яно - вугільні смоли,
бензол, аміак, сірководень та ін. Парогазова суміш летючих продуктів (до 25 %
від загальної маси) відводиться через газозбірник для уловлювання та переробки.
Для розділення леткі продукти охолоджують вприскуванням води (від 70°C до 80°C)
- при цьому з парової фази виділяється велика частина смол, подальше
охолодження парогазової суміші проводять у кожухотрубчастих холодильниках (до
25-35°C). Конденсатом об'єднують і відстоюванням виділяють надсмольну воду
(аміачна вода) і кам'яновугільну смолу. Потім сирий коксовий газ послідовно
очищають від аміаку і сірководню, промивають поглинювальним маслом (для
уловлювання сирого бензолу і фенолу), сірчаною кислотою (для уловлювання
піридинових основ). Очищений коксовий газ (14-15% від загальної маси)
використовують як паливо для обігріву батареї коксових печей і для інших цілей
[1].
На коксохімічних заводах з вугілля без доступу
повітря при температурі 950-1050 °С отримують кокс, який використується як
паливо в доменних печах, вагранках і інш. При операціях коксування утворюється
коксовий газ, в якому містяться пил, водяні пари, крапельки і пари смол, аміак,
бензольні вуглеводні, феноли, сірководень і ціаніди. Коксовий газ залежно від
родовища вугілля і умов коксування містить в середньому 55-65 % водню, 20-30 %
метану, 5-7% окису вуглецю , 2-6% азоту , 1,8-2,6 % вуглекислого газу, 0 ,3- 0
, 6 % кисню і 1,9-2,7 % важких вуглеводнів. Після очищення від пилу, смол і
летких речовин коксовий газ використовують як паливо в металургійних агрегатах.
Теплота згорання коксового газу становить 17,2-18,8 МДж/м3 . Після вловлювання
летких з коксового газу їх використовують як цінну сировину в хімічній промисловості.
При виробництві 1 т коксу виділяється 400-450 м3 коксового газу [2].
Основними джерелами забруднення довкілля газами
і пилом на коксохімічних заводах є обладнання цеху вуглепідготовки і
завантаження вугілля в коксові батареї, викиди коксових печей, установки
гасіння коксу, викиди цеху уловлювання хімічних продуктів коксування та ін.
Забруднення атмосфери пилом відбувається в
процесі операцій з підготовки вугілля до коксування.
Очищення коксового газу від смол і летких
речовин здійснюють за схемою, наведеною на рисунку 1.1. Коксовий газ з коксових
батарей відводять в колектори - газозбірники, розташовані вздовж них. В
результаті зрошення надсмольною аміачною водою в газоході і газозбірнику газ
охолоджується і з нього виводиться частина механічних домішок (смола і так
звані фуси). У сепараторі газ звільняється від надсмольної води, а потім
надходить у первинний трубчастий або скруберний холодильник, де в процесі
охолодження до 25-35 °С з нього конденсуються майже вся смола і водяні пари.
При цьому пари води частково розчиняють аміак, який міститься в газі. Тонке
очищення газу від смоли і крапель води здійснюють в трубчастих електрофільтрах.
Далі газ надходить в скрубери - абсорбери, в яких внаслідок зрошення сірчаною
кислотою з нього уловлюється аміак з утворенням сульфату амонію. Для більш
повного уловлювання аміаку газ перед подачею в скрубер підігрівають [2].
Для уловлювання з газу крапельок сірчаної
кислоти його направляють з скрубера в кислотні пастки. Ціаністий водень, що
міститься в коксовому газі
(0,4-1,5 г/м3) частково розчиняється водою, а
для його повного уловлювання застосовують абсорбер, у якому газ обробляють
багатосірнистим амонієм з утворенням роданистого амонію. Сірководень, що
міститься в газі (10-20 г/м3), вловлюють миш'яково - содовим методом в скрубері
з хордової насадкою. Ефективне уловлювання з коксового газу бензолу
відбувається при температурі 25-30 °С. Тому коксовий газ перед подачею в
бензольні скрубери охолоджують водою в скруберних холодильниках. При цьому з
нього уловлюється (водою) і нафталін до вмісту 0,8 г/м3. Бензол уловлюється в
трьох послідовно встановлених скрубберах з насадками за рахунок абсорбційного
ефекту при обробці газу соляровим або кам'яновугільним маслом, в якому
одночасно газ очищається від залишків нафталіну.
Пройшовши очистку коксовий газ газодувками
направляється споживачам. Уловлені з нього продукти є цінними хімічними
продуктами [2].

Рисунок 1.1 - Принципова схема
очищення коксового газу: 1 - коксова батарея; 2 - подача шихти; 3 - видача
коксу; 4 - газозбірники; 5 - сепаратор; 6 - первинні холодильники; 7 -
ексгаустери; 8 - електрофільтри; 9 - підігрівач газу парою; 10 - аміачні
скрубери; 11 - кислотні пастки; 12 - уловлювач ціаністого водню; 13 -
сіркоочищення; 14 - вторинний холодильник; 15 - бензольні скрубери; 16 -
газодувки; 17 - парофлям; 18 - трубопровід чистого газу; 19 - байпас
1.1.1 Устаткування для переробки
коксового газу
Коксовий газ, що виходить з
подсводового простору коксових камер має температуру 650 - 7500C і містить
значну кількість парів смоли і води. Для здійснення технологічних процесів в
цеху уловлювання коксовий газ повинен бути охолоджений і звільнений від парів
смоли і води.
Тому першою обов'язковою
технологічною операцією, є процес охолодження , що обумовлює конденсацію
водяної пари і смоли. Охолодження газу здійснюється в дві стадії: а) у колінах
стояків і в газозбірниках коксових печей до 85 - 900C при зрошенні газу
аміачною водою; б) в первинних газових холодильниках до 25-35оС. Ця температура
є оптимальною, при якій відбувається уловлювання з газу бензольних вуглеводнів,
сірководню та аміаку. У результаті такого охолодження газу різко зменшується
його обсяг, що знижує енергетичні витрати на його транспортування по газовій
трасі хімічного заводу і створює умови для нормальної роботи цеху уловлювання
[3].
На газопроводі перед газовими
холодильниками встановлюється сепаратор для відділення газу від конденсату
циклу газозбірника і відведення його в механізований відстійник-освітлювач. Для
відстоювання конденсату газосборникового циклу застосовують освітлювачі ємністю
120-210 м3, звідки відстояні фуси видаляється скребковим транспортером.
Відстоювання і зберігання смоли здійснюються в циліндричних механізованих
відстійниках ємністю 650 м3.
Для первинного охолодження газу
широке застосування отримали шестиходові вертикальні трубчасті холодильники
конструкції Гіпрококсу з поверхнею охолодження 2100 м2, продуктивністю 10-11
тис. м3/год газу, приведеного до корисних умов. Досить важливим фактором, що значною
мірою визначає ефективність роботи трубчастих холодильників, є швидкість
газового потоку. Вона буде тим вище, чим більше навантаження холодильника по
газу. Тому краще охолодження газу при меншій витраті охолоджуючої води виходить
при послідовному проходженні газу через кілька сполучених холодильників. Однак
при цьому різко зростає опір газовому потоку, тобто різниця розрідження газу до
і після холодильників збільшується.
При паралельному включенні, навпаки,
весь газовий потік розгалужується на частини за кількістю холодильників. При
цьому, природно, знижується швидкість газу, зменшується опір, але погіршується
охолодження. На практиці найчастіше застосовують змішане,
послідовно-паралельне, проходження газу. На роботу трубчастих холодильників
істотно впливають також такі фактори: температура газу, що надходить, величина
охолоджуючої поверхні і її чистота, кількість охолоджуючої води і її
температура. З наведених факторів найбільше значення мають початкова
температура що надходить на охолодження газу і чистота внутрішньої і зовнішньої
поверхонь труб. При постійності кількості охолоджуючої води і її температури
ефект охолодження газу буде тим нижче, чим вище температура надходить в
холодильники газу і чим більше забруднення зовнішньої і внутрішньої поверхні труб.
Відкладення смоли і нафталіну на зовнішній поверхні труб холодильника
видаляються пропарюванням їх гострим паром або шляхом прогріву холодильників
гарячим газом. Великим недоліком холодильників є утруднення очищення
внутрішньої поверхні труб від накипу.
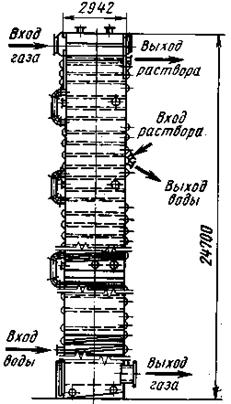
Рисунок 1.2 - Трубчатий газовий
холодильник з горизонтальним розташуванням труб
Не всі заводські ділянки газопроводу
коксового газу працюють в однакових умовах. У найбільш складних умовах працює
ділянка газопроводу від газосбірників до первинних газових холодильників. По
цій дільниці з газосбірників відводяться не тільки гарячий коксовий газ,
насичений великим обсягом водяних парів і пароподібними хімічними продуктами
коксування, але і надсмольная аміачна вода, смола і фуси. На ділянці між
газозбірником і сепаратором в газопроводі через кожні 15-20 м зроблені лючки з
щільно підібраними чавунними конічними пробками. Через лючки фуси і в'язка
смола шкребками підганяються до сепаратору для стоку у відстійник-освітлювач.
Для полегшення стоку води, смоли та фусів ця ділянка газопроводу робиться з
невеликим ухилом в сторону цеху уловлювання. Ця ділянка газопроводу виконує дві
функції: є повітряним холодильником для коксового газу і відводить конденсат з
газозбірників у відстійник-освітлювач [3].
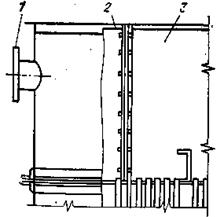
Рисунок 1.3 - Семиходовий
холодильник: 1 - штуцер Ду250; 2 - перегородка; 3 - корпус
В дещо кращих умовах працює ділянка
газопроводу після первинних газових холодильників і до бензольних скруберів. В
результаті охолодження газу в первинних газових холодильниках і конденсації
значної кількості водяної пари та пари смоли обсяг газу різко зменшується.
Проте в коксовому газі все ще міститься значна кількість нафталіну, деяка
кількість смоляного туману, більша частина якого вилучається з коксового газу в
газових нагнітачах і електрофільтрах. Крім того, в газі містяться водяні пари.
У зимову пору року через пониження температури коксового газу з нього
виділяється конденсат води і смоли і на стінках газопроводу відкладається
нафталін. Для відводу цього конденсату через кожні 30-50 м газопроводу
передбачаються відвідники конденсату з гідравлічними затворами, глибина яких в
будь-якій точці газопроводу повинна бути більше даного тиску, яке може бути
створено нагнітачем в газопроводі. Цим виключається можливість засоса повітря в
газопровід або витоку з нього газу. У зимовий час гідравлічні затвори
обігріваються паром для розрідження в'язкого смоли і розплавлення відлягающого
нафталіну [3].
Первинний холодильник розташований
на коксохімічному заводі на вході коксового газу (КГ) і служить для первинного
охолодження КГ і конденсації основної частини містяться в ньому компонентів,
таких як вода, смола і нафталін.
Первинний холодильник складається із
секцій з горизонтальними пучками труб, з'єднаних між собою в ряди (ланцюги),
через які протікає вода з температурою близько 25 °C, таким чином, здійснюється
безконтактне охолодження коксового газу з температури близько 80 °С до
температури близько 50 °C.
Корпус холодильника, як правило,
виготовляється з вуглецевої сталі, в той час як труби з гарячою оцинкованої,
або ж робляться окремо з нержавіючої сталі.
Конструкторські рішення первинних
газових холодильників дають можливість очищення внутрішньої поверхні
охолоджуючих труб. Правильне розташування охолоджуючих труб дозволяє досягати
більше високої турбулентності в потоці газу і більш високого коефіцієнта
тепловіддачі [3].
Шестиходовий газовий холодильник
системи Гіпрококсу з вертикальним розташуванням труб з площею поверхні 2100 м2
переробляють на семиходовій, встановивши спеціальну перегородку. При цьому
відведення гарячої води через штуцер діаметром 250 мм переміщується з нижній
частини холодильника в верхню [3].
Це дозволяє знизити температуру газу
на 2-3°С, збільшити пропускну здатність по газу на 20%, знизити енергію на
транспортування газу поліпшити умови праці.
Більш інтенсивне охолодження газу в
холодильнику з горизонтальним розташуванням труб обумовлено перпендикулярним
рухом газу і води, що виключають можливість випадання суспензій і забезпечують
турбулентний характер руху рідини, значно меншим обволіканню поверхні труб
плівкою конденсату, безперервно змиваємого при стіканні зверху вниз. Разом з
тим конструкція має деякі недоліки: 1) більший, ніж у холодильника з вертикальними
трубами, опір руху газу і рідини, обумовлений великим числом рядів труб і
трубних пучків; 2) більш низька температура конденсату газу після
холодильників, що викликає додаткову витрату пара на його нагрівання; 3)
необхідність обов'язкової підготовки технічної води, тобто видалення з неї
суспензій та тимчасової жорсткості; 4) підвищений вміст аміаку в надсмольної
аміачній воді, що знижує його ресурси в газі перед сульфатним відділенням.
Газопровід коксового газу являє собою велику і дуже відповідальну споруду, за
яким коксовий газ транспортується від коксових печей через апаратуру хімічних
цехів для виділення з нього хімічних продуктів і далі до його споживачам.
Механізований освітлювач
розташований на коксохімічному заводі на початку технологічної лінії для збору
конденсату і призначений для відділення смоли і фусів з надсмольної води.
Механізований освітлювач являє собою
прямокутної бак - відстійник, де поступово накопичуються фуси. Фуси, а також
інші відокремилися шари видаляються з освітлювача за допомогою надійного
скребкового конвеєра.
Освітлювач, як правило,
виготовляється з вуглецевої сталі.Engineering приділяє все більше увагу
механізму руху стрічки конвеєра, тобто підходящої зручній коробці передач.
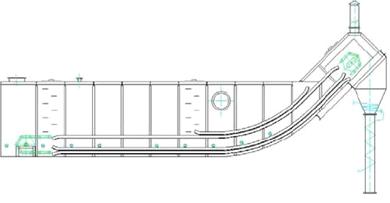
Рисунок 1.4 - Механізований
освітлювач
Сепаратор конденсату смоли
розміщений на подачі конденсату смоли на коксохімічному заводі і служить для
машинного поділу конденсату на смолу і аміачну воду.
Сепаратор конденсату смоли виконаний
у вигляді вертикального циліндричного резервуара великого обсягу, оснащеного
нижнім конусом і пристосуванням для автоматизованого поділу фаз. Сепаратор, як
правило, виготовляють з вуглецевої сталі.

Рисунок 1.5 - Сепаратор конденсату
смоли КВ9, коксового заводу «Свобода»
Бензольний скрубер служить для
відновлення бензолу поглинювальним маслом. Бензольні вуглеводні за допомогою
поглотильного масла виділяються з прямого коксового газу.
Бензольний скрубер - це апарат
колонного типу, оснащений насадками різної конструкції для відділення пари
бензолу за допомогою поглотительной масляної рідкої фази, використовуючи поділ
пара.
Апарат, як правило, зроблений з
з'єднання вуглецевої і нержавіючої сталей [3].

Рисунок 1.6 - Технологічна схема
уловлювання бензольних вуглеводнів з газу в скрубберах, зрошуваних маслом: 1 -
збірник обезбензоленного масла; 2 3,4, 6-насоси; 5 - збірник насиченого
бензолом масла; 7 - регулятор рівня масла
Ділянка газопроводу після бензольних
або сірчаних скруберів працює в кращих технологічних умовах, ніж перші дві
ділянки, по яких проходить прямий газ. Температура зворотного газу, звільненого
від хімічних продуктів коксування коливається на цій ділянці в дуже незначних
межах. Для боротьби з відкладеннями нафталіну передбачається введення пари в
різні місця газопроводу, особливо у поворотів. Місця для введення пари
розташовані на відстані 80-120 м одне від іншого[3].
Температура газу, його тиск і вміст
вологи в окремих ділянках газопроводу неоднакові. Тому обсяг газу по шляху його
руху по газопроводу неоднаковий. Так як швидкість газу в газопроводі на всьому
його протязі підтримується постійною і складає в середньому 12-15 м/с, діаметр
газопроводу визначається в основному його обсягом у робочих умовах. Для
попередження виникнення термічних напруг і порушення герметичності фланцевих
з'єднань на окремих ділянках газопроводу встановлюються компенсатори. При
ремонті якої-небудь ділянки газопроводу або апарата, до якого підключений
газопровід, його відключають закриттям засувки і заглушками, які вставляють у
фланцеві з'єднання між закритою засувкою і трубою з боку ремонтованої ділянки.
Газопроводи укладаються на спеціальних колонах таким чином, щоб доступ до них
був можливий з усіх сторін. На газопроводі зворотного коксового газу після
уловлює апаратури встановлюється автоматично діючий клапан, що забезпечує
скидання і спалювання надлишку коксового газу. В даний час розроблено і
впроваджено смолоскипний автоматичний газозбросний пристрій (ГСУФ), що виключає
вибух і небезпечний вплив теплової радіації факела, а також розсіювання
продуктів горіння до концентрацій, що не відповідають санітарним нормам [3].
1.2 Аналіз схем первинного
охолодження коксового газу
Застосовувані на коксохімічних
підприємствах схеми охолодження газу розрізняються типом газових холодильників,
числом ступенів охолодження, конструкцією механізованих
конструкторів-освітлювачів, а також способом зневоднення і очищення від фусів
смоли. Перші коксохімічні заводи, побудовані в нашій країні, відділення
конденсації, обладнані газовими холодильниками безпосередньої дії, що
пояснюється простотою їх конструкції, порівняно низькою металоємністю і високою
інтенсивністю теплообміну. Недоліками цієї схеми є громіздкість зрошувальних
холодильників, які застосовувалися для охолодження оборотної аміачної води, а
також незадовільні санітарно-гігієнічні умови та інтенсивна корозія обладнання
на прилеглій території з-за виділення великої кількості парів в атмосферу, що
зумовило в подальшому відмова від цієї схеми і заміни холодильників
безпосередньої дії трубчастими холодильниками [4].
Схеми охолодження коксового газу в
холодильниках з вертикальними і горизонтальними трубами принципово не
відрізняються один від одного, проте перші вимагають значно більше виробничих
площ для розміщення холодильників з вертикальними трубами. Утворившийся в них
газовий конденсат з-за більш високої середньої температури, менш насичений
аміаком, сірководнем та іншими кислими газами, фенолами, що полегшує його
перебку. З метою скорочення витрати технічної води, розроблено схеми
двоступінчастого охолодження коксового газу - у першій щаблі повітрям з
допомогою апаратів повітряного охолодження, а в другій водою у трубчастих
холодильниках скрубері Вентурі або насадочних колонах. Недоліками таких схем є
втрата фізичного тепла прямого коксового газу, тому вони не прийнятні для
коксохімічних підприємств з вакуум-карбонатної сіркоочисткой, яка є великим
споживачем низько потенційного тепла. Великий інтерес представляє запропонована
УХІНом схема двоступінчастого охолодження коксового газу відрізняється тим, що
після першої ступені газ відрізняється від туманоподібної смоли в
електрофільтрах, а також від аміаку і цианістого водню. Це дозволяє у другій
щаблі отримувати практично чистий конденсат, який після обесфеноліванія може
бути використаний в оборотному циклі водопостачання. При цьому відпадає
необхідність в аміачному відділенні, що є важливою перевагою схеми [4].
Коксовий газ з коксових камер, які
перебувають на різній стадії коксування, пройшовши стійки і сполучні коліна,
надходить в газозбірника коксової батареї (за машинної та коксової сторони). У
газосборниках відбувається усереднення газу за складом, охолодження і виділення
смоли і фусів (вугільного і коксового пилу, змішаного зі смолою). Охолодження
газу в газосбірниках досягається безперервним зрошенням його надсмольної
аміачною водою, яка під натиском 100-150 кПа (1,0-1,5 ат) інтенсивно
розпилюється спеціальними форсунками, встановленими в колінах стояків і в
газосбірниках [2].
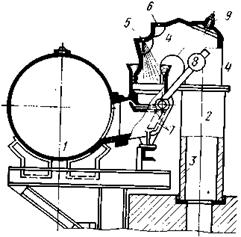
Рисунок 1.7 - Стояк, коліно и
газозбірник: 1 - газосбірнік; 2 - стояк; 3 - футеровка стояка; 4 - муфта; 5 -
форсунка; 6 - введення пари для бездимного завантаження; 7 - клапан для
відключення камери від газозбірника; 8 - важіль керування клапаном; 9 - клапан
Для випуску газу в атмосферу під час
видачі коксу з загальної кількості тепла, яке вноситься до газозбірника гарячим
газом, переважна частина, а саме 85-90%, витрачається на випаровування
охолоджуючої води і лише 10-15% на її підігрів, 3-5% тепла втрачається
випромінюванням зовнішньою поверхнею газосбірніков в навколишнє середовище. У
результаті випаровування води відбувається різке охолодження газу, температура
води при цьому підвищується незначно, що призводить до підвищення точки роси
газу, тобто до підвищення його вмісту вологи. Однак газ по виході з
газосбірніков не повністю насичений водяними парами, так як температура газу
продовжує залишатися трохи вище точки роси. Точка роси газу 78-82°С. Воду, яка
застосовується для зрошення, називають аміачною або надсмольної води, так як
вона містить поглинений з газу аміак. Друга назва пов'язана з тим, що щільність
смоли більше одиниці і вода при поділі завжди знаходиться над смолою. Витрата
надсмольної води становить 5-6 м3 на 1 т шихти, 2-3% цієї води випаровується.
Для зрошення газосбірников застосовують гарячу воду з температурою 70-75°С. В
газосбірниках вона нагрівається на 2-3°С. Так як охолодження газу досягається
головним чином за рахунок випаровування води, подача більш холодної води
спричинить за собою охолодження газу з-за меншого випаровування. Надсмольна
вода, що йде з газозбірника, має температуру 73-78°С. У газозбірнику
конденсується від 50 до 60% міститься в газі смоли, при цьому в першу чергу
конденсуються її висококиплячі погони. Крім смоли, у газозбірнику внаслідок
його інтенсивного зрошення водою вимиваються фуси. Дослідження охолодження газу
в газосбірниках показало, що температура газу після газосбірников залежить в
основному від вологості шихти, температури газу перед газозбірника і кількості
охолоджуючої води. При зрошенні газу в стояках та газосбірниках надсмольная
аміачна вода частково абсорбує з нього аміак, сірководень, вуглекислоту,
ціаністий водень та інші кислі гази з утворенням солей аміаку. Склад солей і
утримання їх у надсмольної води залежать від температури газу, що залишає
газозбірника.
Утворившийся в газосбірниках
конденсат, що складається з смоли, надсмольної води і фусів, відводиться за
прямим газопроводу (з машинної сторони) у відстійну апаратуру відділення
конденсації. З газозбірника коксової сторони батареї конденсат відводиться по
спеціальному трубопроводу. Після відстою та освітлення надсмольная аміачна вода
знову подається на зрошення газосбірников[2].
Подальше охолодження газу в
первинних холодильниках проводиться для того, щоб зменшити його обсяг і знизити
витрату енергії на подальше його стиснення в нагнітачах і для конденсації
міститься в ньому водяної пари, що утворюється з вологи вугільної шихти, що
завантажується в печі, пирогенетической води, а також водяних парів, що
виходять від випаровування надсмольної води при зрошенні газосбірников.
Виділення переважної частини
пароподібної смоли в холодильниках важливо і тому, що це виключає можливість
забруднення апаратури для уловлювання хімічних продуктів коксування і
відкладення смоли і нафталіну в газопроводах. Разом з тим більш повне виділення
смоли необхідно тому, що присутність в газі забруднює сульфат амонію, знижуючи
його якість, і погіршує якість поглинального масла, що використовується для
уловлювання бензольних вуглеводнів. Температура газу після первинних газових
холодильників повинна знаходиться в межах 25-35°С. Підвищення температури газу
неминуче відбивається на роботі всієї апаратури цеху уловлювання. Для
первинного охолодження коксового газу і конденсації смоляних і водяних парів в
коксохімічній промисловості застосовуються трубчасті газові холодильники з
теплопередачею через стінку і холодильники безпосередньої дії. В залежності від
типу застосовуваних холодильників розрізняють кілька схем первинного
охолодження коксового газу: схема з холодильниками безпосередньої дії; з
використанням трубчастих газових холодильників (з вертикальним розташуванням
труб або холодильників з горизонтальним розташуванням труб); схема охолодження
газу в конденсаторах і трубчастих газових холодильниках та ін. Застосування
холодильників того чи іншого типу вносить характерні особливості в технологічні
схеми охолодження газу і зміни у режим роботи установок. На рисунку 1.7
наведена технологічна схема первинного охолодження коксового газу в трубчастих
газових холодильниках з горизонтальним розташуванням труб [2].

Рисунок 1.8 - Технологічна схема
первинного охолодження коксового газу з застосуванням трубчастих холодильників:
1 - газосборнік; 2 - сепаратор; 3 - відстійник-освітлювач; 4 - заглиблений
збірник смоли; 5, 8, 15, 18, 19 - насоси; 6 - сховище смоли; 7 - проміжний
збірник надсмольної води; 9 - холодильник; 10 - електрофільтри; 11 - нагнітачі;
12 - конденсатовідвідник; 13 - проміжний збірник конденсату газу; 14 -
гідрозатвори; 16 - відстійник конденсату газу; 17 - сховище надлишку
надсмольної води
За цією схемою коксовий газ,
надсмольная вода, смола і фуси з газозбірника 1 відводяться за прямим
газопроводу в сепаратор 2, де газ відокремлюється від рідкої фази. Щоб
надсмольная вода і смола вільно стікали по газопроводу і несли з собою фуси,
газопровід від печей до сепаратора має похил 10-15 мм на кожний погонний метр.
Конденсат з сепаратора 2 стікає по трубопроводу в механізований
відстійник-освітлювач 3 для відстоювання та освітлення надсмольної води [2].
Коксовий газ після сепаратора 2 по
прямим газопроводу поступає в верхню частину міжтрубного простору трубчастих холодильників
9, де охолоджується технічною водою. Охолоджуюча вода надходить у холодильники
по трубах знизу і виходить зверху. Так як труби розташовані горизонтально,
здійснюється перехресний рух газу і води. Вода надходить з температурою 20-28°С
і нагрівається в холодильнику до температури не вище 45°С. Гаряча технічна вода
охолоджується в градирнях примусового дуття і знову повертається в цикл. Спад
технічної води систематично поповнюється.
В первинних холодильниках одночасно
протікають наступні процеси: охолодження газу, конденсація і виділення залишків
парів смоли в кількості 40-50% від їх ресурсів в газі, виділення нафталіну,
який розчиняється в смолі; конденсація водяних парів до стану насичення ними
газу при даній температурі (25-30°С); часткове розчинення в утворившемумя
водяному конденсаті аміаку, сірководню, діоксиду вуглецю, ціаністого водню та
інших компонентів коксового газу з утворенням хімічних сполук, частково
розчиняються феноли, пірідінові підстави і інші домішки.
З холодильників 9 коксовий газ
прямує в електрофільтри 10 для очищення від туманоподібної смоли, потім газ
надходить в нагнітачі 11, з яких під тиском йде в апаратуру для уловлювання
хімічних продуктів коксування.
Простежимо шлях руху утворившегося
при охолодженні газу конденсату газозбірників і газового конденсату первинних
газових холодильників [2].
Утворившийся при охолодженні газу в
холодильниках газовий конденсат на трубах міжтрубному простору холодильників
стікає зверху вниз, змиваючи при цьому відкладення фусів і нафталіну, в нижню
частину холодильника. З нижньої частини конденсат, що складається з смоли,
надсмольної води і незначної кількості фусів, стікає самопливом в гідрозатвор
(конденсатовідвідник) 12, потім надходить у проміжний збірник 13. У цей збірник
через гідрозатвори 14поступает також конденсат газу з машинного відділення і
електрофільтрів. Рівень конденсату в збірнику 13 підтримується автоматично. Із
зборника 13конденсат газу насосом 15 подається в відстійник 16, де здійснюється
його розподіл по щільності на два шари: верхній - надсмольная аміачна вода і
нижній - смола [2].
Освітлена надсмольна вода з верхньої
частини відстійника 16 через перелив самопливом надходить у сховище надлишку
надсмольної води 17, звідки насосом 18 відкачується на переробку в аміачну
відділення. Відстояна в відстійнику смола через смоловідводник надходить у
механізоване сховище для смоли 6, а звідти у резервуари складу смоли.
У механізованих
відстійниках-освітлювачах 3 з-за різкого зменшення швидкості рідкої фази,
компоненти якої мають різні щільності, вона розшаровується на три шари: верхній
- надсмольна аміачна вода щільністю 1010-1020 кг/м3, середній - кам'яновугільна
смола щільністю 1170-1180 кг/м3 і нижній - фуси щільністю близько 1250 кг/м3.
Фуси з освітлювача безперервно видаляються скребковим транспортером в бункер,
звідки направляються у вугіллі-підготовчий цех, де використовують як добавку до
шихти, що йде на коксування. Смола з освітлювача самопливом через регулятор
рівня смоли (смоловідвідник) надходить у заглиблений збірник 4, звідки насосом
5 відкачується в механізоване сховище для смоли 6. У сховищі при температурі
70-80°С смола додатково відстоюється від води і фусів, які видаляються з
сховища скребковим транспортером. З сховища 6 відстояна смола насосом 19
подається в кінцевий газовий холодильник для вимивання нафталіну з води, що
охолоджує коксовий газ.
Відстояна від смоли і фусів
надсмольная аміачна вода з верхній частині освітлювача 3 надходить у проміжний
збірник 7, звідки насосом 8 подається на охолодження коксового газу в газосборниках
коксових печей. У освітлювачі вода охолоджується на 3-5°С.
Таким чином, надсмольна вода, яка
подається на зрошення газозбірників, знаходиться в циклі
газозбірник-освітлювач-проміжний збірник-газозбірники. В результаті
випаровування частини надсмольної води при охолодженні газу в газозбірниках
кількість її в обігу зменшується [2].
Цей спад води циклу газозбірніків
поповнюється надсмольної водою циклу первинних газових холодильників, яка
надходить у збірник 7 з відстійника конденсату газу первинних холодильників 16.
При поділі води циклу холодильників
і циклу газосборніков в останньої можуть накопичуватися нелеткі солі амонію -
хлориди і роданіди, які викликають корозію газозбірників, трубопроводів та
апаратури відділення.
При значному вмісті цих солей у воді
циклу газосборніков підвишаєтся концентрація їх і в смолі, сприяючи посиленню
корозії апаратури і трубопроводів в цеху з переробки смоли.
Для зменшення накопичення у воді
циклу газозбірників хлористих і роданістих солей амонію частина її з проміжного
збірника 7 відводиться у відстійник конденсату газу, тобто виробляється
змішання двох водяних потоків, що забезпечує утримання цих солей в суміші не
більше 2-6 м/л.
Застосування для охолодження газу
холодильників з горизонтальним чи вертикальним розташуванням труб вносить
відмінність в якісний склад надсмольної води циклу холодильників [2].
1.2.1 Технологічна схема
двоступінчастого охолодження коксового газу в апаратах повітряного охолодження
і в скруберах Вентурі
Коксовий газ після апаратів повітряного
охолодження 6 надходить при температурі 63-68 °С в скрубер Вентурі, де
охолоджується при безпосередньому контакті з водою, розпилюється в конфузора 12
з допомогою пакета струминно-вихрових форсунок 16 при швидкості газу в
горловині 30-35 м/с надсмольна вода дробиться на дрібні краплі, в результаті
чого створюється розвинена поверхня контакту фаз і забезпечується висока
інтенсивність теплообміну [6].
У диффузорної частини труби 14
швидкість газу поступово зменшується і відбувається коагуляція крапельок води і
смоли, більша частина яких виділяється у збірнику-бризговлювлювачі 15. Більш
повне виділення крапель води і смоли досягається у відцентровому скрубері 17 з
тангенціальним введенням газу. При установці двох послідовно з'єднаних
скруберів Вентурі температура газу знижується до 32-35 °С, а вміст смоли до
0,2-0,3 г/м3. Тому після скрубера Вентурі установка електрофільтрів не потрібна
і газ подається нагнітачами безпосередньо в сульфатное відділення. Для
промивання скрубера 10 і апаратів повітряного охолодження 6 від нафталіну і
смолистих відкладень в них подається водно-смоляна емульсія з проміжного
збірника 8 з допомогою насоса 9.
Надсмольная аміачна вода та смола з
відстійника 15 надходить у збірники 4,7,8, звідти смола подається насосом 21 в
смолопереробний цех, а вода надходить на переробку в сульфатне відділення.
Технологічна схема двоступінчастого охолодження коксового газу в апаратах
повітряного охолодження і скруберах Вентурі зображена на рисунку.
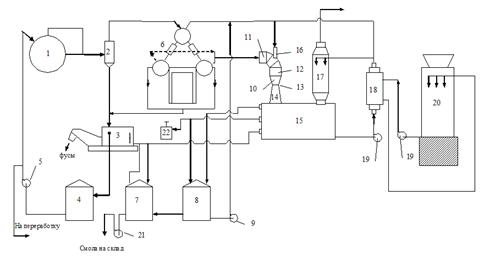
Рисунок 1.9 - Схема двоступінчастого
охолодження коксового газу в АПОГ і скруберах Вентурі: 1 - газозбірник; 2 -
сепаратор; 3 - освітлювач; 4 - збірник надсмольної води; 5, 19, 21 - насоси; 6
- АПОГ; 7 - збірник смоли; 8 - збірник водно-смоляної емульсії; 10 - скрубер
Вентурі; 11 - газопідвідна труба; 12 - конфузор;13 - горловина; 14 - дифузор;
15 - бризгоуловлювач; 16 - зрошувальний пристрій; 17 - відцентровий скрубер; 18
- спіральний теплообмінник; 20 - градирня з примусовим дуттям; 22 -
смоловідвідник
Необхідна для охолодження коксового
газу в скрубері Вентурі 10 надсмольна вода подається насосом з
бризгоуловлювача15 через спіральний теплообмінник 18, де охолоджується
технічною водою.
Продуктивність скрубера Вентурі по
газу становить 40000 м3/год, витрата охолоджуючої води 250м3/год, сумарний
гідравлічний опір двох апаратів 1000-1500 Па, коефіцієнт тепловіддачі,
віднесений до загального обсягу конфузора, горловини і дифузора, 70000-230000
вт/м2К [6].
1.2.2 Технологічна схема охолодження
коксового газу в двоступеневих безнасадних апаратах
Недоліком насадкових холодильників
безпосередньої дії є утворення відкладень смолистих речовин і нафталіну на
насадці, що викликає зростання гідравлічного опору, знижує ефективність процесу
і вимагає періодичних чисток апаратів. Цього недоліку практично позбавлені
апарати розпилюючого типу, в яких необхідна поверхня теплопередачі створюється
шляхом розбризкування великої кількості води за допомогою форсунок. У таких
апаратах ефективність теплообміну в нижній частині знижується через коагуляції
і відповідного зменшення поверхні контакту фаз [6].
З метою інтенсифікації роботи
форсунок апаратів їх виконують двоступінчастими, для чого в середній частині
встановлюється тарілка, яка пропускає газ з нижньої частини у верхню, а рідина,
що збирається на тарілці, подається насосом через форсунки в нижню частину.
Завдяки цьому, а також протиточному руху фаз у такому апараті забезпечується
достатньо висока інтенсивність і ступінь теплообміну. Недоліком таких апаратів
є велика витрата електроенергії на розпорошення і циркуляцію води.

Рисунок 1.10 - Технологічна схема
охолодження коксового газу в двоступеневих безнасадних апаратах: 1 -
безнасадковий двоступінчастий холодильник; 2,4 - циркуляційні насоси; 3 - освітлювач;
5 - теплообмінник; 6 - насос оборотної води; 7 - градирня
Коксовий газ надходить паралельними
потоками в нижню частину без-насадкових холодильників 1 при температурі 80-85
°С, де охолоджується надсмольної водою до 30-35 °С і відводиться зверху в наступну
апаратуру.
Охолоджуюча вода подається в
холодильники 1 зверху через розпилювальні пристрої і рухається протитоком до
газу вниз, збирається на розділових тарілках, звідки насосами 2 подається через
форсунки в нижню частину холодильників. Нагріта до 68-72 °С охолоджуюча вода
стікає разом з газовим конденсатом через гідравлічні затвори в мехосветлители
3, де відбувається розділення фаз по щільності [6].
Надсмольна вода надходить через
проміжний збірник (на схемі не показаний) на насос 4 і знову подається через
спіральні теплообмінники 5, де охолоджується від 70 до 25-30 °С на зрошенні
холодильників 1. Технічна вода подається на теплообмінники 6 з градирні 7.
Надлишок надсмольної води відводиться після насоса 4 в аміачну установку на
переробку. Смола з освітлювача 3 стікає через регулятор рівня у проміжний
збірник, звідки подається насосом на склад і переробку. Питома поверхня
теплообміну складає 40-60 м3 на 1000 м3 газу, витрата циркуляційної надсмольної
води 10-13 м3, а технічної води 24-32 м3 на 1000 м3 газу [6].
1.3 Методи очищення коксового газу
від туманоподібної смоли
Після первинних газових
холодильників вміст смоли в газі становить 2-5 г/м3. При цьому вона знаходиться
у вигляді бульбашок, заповнених газом, тобто у вигляді туману. Значна кількість
смоляного тумана осідає в нагнітачах газу. Вміст смоли в газі після нагнітачів
становить 0,3-0,5 г/м3. Однак і ця кількість негативно впливає на роботу
подальшої апаратури. У зв'язку з цим очищення коксового газу від міститься в
ньому смоляного туману необхідна, вона здійснюється в електрофільтрах, які
завдяки ефективній очистці і простоті експлуатації одержали найбільше
поширення.
Принцип дії електрофільтрів полягає
у іонізації газу, що рухається в електричному полі високої напруги між
електродами відповідної форми, у результаті чого краплинки смоли придбають
електричний заряд й притягуються до протилежно зарядженого електроду, де й
осідають [3].
Гідність електрофільтрів - мале
споживання струму і низький гід-равлічний опір газовому потоку [порядку (200-300
Па (20-30 мм вод. ст.)]. Ступінь очищення газу становить 98-99%. Залишковий
вміст смоли в газі після електрофільтрів при температурі 25-30°С зазвичай не
перевищує 40-50 мг/м3. На коксохімічних заводах широке застосування найшли
трубчасті електрофільтри типу С-140, С-180 і З-72. В даний час широко
застосовують електрофільтр типу С-72, який відрізняється від інших конструкцій
великою пропускною здатністю по газу, великою швидкістю газу в трубах (до 1,75
м/с), зниженим витратою електроенергії на 1000 м3 газу, високим ступенем
очищення газу від смоляного туману [3].
На коксохімічних заводах
електрофільтри встановлюють на всмоктувальній стороні нагнітача, тобто після
первинних холодильників, і на боці нагнітання. Кожен з цих варіантів має свої
переваги і недоліки. При установці електрофільтрів до нагнітача газ надходить у
нього вільним від смоли, крім того, виключається можливість проходу газу
назовні і його загоряння в ізоляторних коробках, що робить роботу
електрофільтра більш надійною. При установці електрофільтра на стороні
нагнітання газ знаходиться в апараті під тиском, що виключає можливість засоса
повітря. У цьому випадку нещільності в кожусі апарату не представляють
небезпеки і можуть бути легко виявлені. Крім того, при установці
електрофільтрів далі від місця конденсації смоли відбувається краще очищення
газу, так як дрібні краплі смоли, залишаються в газі на виході його з первинних
холодильників, по мірі руху газу укрупнюються, а це створює сприятливі умови
для їх заряджання і осідання на осадном електроді. В останніх проектах
електрофільтри встановлюють перед нагнітачами (на стороні розрідження), так як
в цьому випадку значно меншою мірою виходять з ладу ізоляторні коробки.
Електрофільтри встановлюють зазвичай
поза будівель. В процесі експлуатації електрофільтрів особливу увагу слід
звертати на стан прохідних ізоляторів і сток смоли. Сток смоли повинен бути
постійним. При накопиченні на стінках осадних електродів значного шару
погіршується робота електрофільтрів. Тому його необхідно періодично вимикати для
пропарювання газової частини апарату і ревізії всього електричного обладнання.
Зазвичай на одному газовому потоці встановлюють декілька паралельно включених
електрофільтрів. Резервні електрофільтри не встановлюються [3].
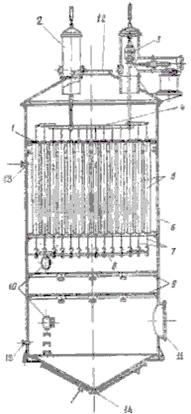
Рисунок 1.11 - Електрофільтр: 1 -
трубна решітка; 2 - коробки ізоляторні; 3 - ізолятори; 4, 8 - рами бронюють
електродів; 5 - труби осаджувальні; 6 - корпус: 7 - електроди коронуючі; 9 -
газорозподільна решітка; 10 - лази; 11 - вхід газу; 12 - вихід газу; 13 - вхід
пара; 14 - вихід конденсату
Електрофільтр являє собою
циліндричну камеру діаметром 4,0-5,6 м, у якої на решітці підвішені труби
діаметром 200-300 мм. По осі труб натягнуті дроти діаметром 2 - 3 мм. До
проволок і труб підводиться постійний струм високої напруги, під дією якого в
трубному просторі, через який пропускається газ очищається, створюється
неоднорідне електричне поле. У зоні, розташованої навколо внутрішнього
електрода напруженість електричного поля перевищує критичне значення, при якому
відбувається ударна іонізація газу. Ця зона називається короною, а внутрішній
електрод - коронуючим [6].
В зоні корони спостерігається
блакитне світіння і слабке шипіння, що свідчить про сильну іонізацію і пробої
газового шару. Якщо до коронуючих електродів підключений негативний полюс
джерела струму, то позитивні іони рухаються до внутрішнього електрода, а
негативні (електрони) - до зовнішнього. Оскільки обсяг зовнішньої зони значно
більше обсягу корони, то частинки смоли, що потрапляють з газовим потоком в
трубне простір електрофільтрів, будуть заряджатися в основному негативно і
відкидатися до позитивно зарядженого зовнішнього електрода, на якому вони
нейтралізуються і осідають. Цей електрод називається осаджувальним. Лише
незначна частина крапельок смоли заряджається позитивно і осідає на
коронирующем електроді. Живлення коронируючих електродів негативною електрикою
обумовлено більшою рухомістю негативно заряджених частинок порівняно з
позитивно зарядженими [6].
Ступінь очищення газу від туманоподібної
смоли в значній мірі визначається величиною прикладеного напруги. Із зростанням
останнього ступінь очищення зростає, однак така напруга не повинна перевищувати
межі, при якому може відбутися повний пробій газового шару між електродами. При
робочій напрузі в електрофільтрах 30-60 тисяч вольт, температурі газу 25-30°С і
швидкості його в трубному просторі 0,9-2,0 м/с вміст смоли в газі знижується до
30-50 мг/м3.
При експлуатації електрофільтрів на
стінках ізоляторів, працюючих для підведення високої напруги до коронирующим
електродів, конденсуются водяні пари, і утвориться рідка плівка. Через
розчинення аміаку та інших газів провідність плівки стає значною, внаслідок
чого може статися витік струму і пробій ізолятора.
Для попередження таких небажаних
наслідків ізолятори обігріваються парою, що проходять по змїївиками, покладеним
в ізоляторних коробках. З цією ж метою електрофільтри встановлюються переважно
перед нагнітачами, так як при роботі надходження вологи в ізоляторні коробки
сповільнюється.
Перевагою електрофільтрів,
призначених для очищення коксового газу від смоли, є низький гідравлічний опір
газовому потоку (200-300 Па) і мала витрата електроенергії. До недоліків цих
апаратів слід віднести складність електрообладнання і низьку надійність роботи
із-за частих виходів з ладу прохідних ізоляторів.
Цим пояснюється той факт, що на
багатьох коксохімічних заводах очищення газу від смоли не проводиться [7].
На старих коксохімічних заводах
застосовували, головним чином, механічні смоловіддільники ударної дії.
В цих апаратах струмінь газу
спрямовується на тверду поверхню, розташовану перпендикулярно напрямку потоку,
при ударі об яку краплинки смоли осідають на ній, а газ, змінивши напрям,
рухається далі.
При промиванні газу смолою крапельки
туманоподібної смоли осідають під дією сили інерції на великих краплях смоли й
виводиться з апарата з рідкою фазою.
Вміст смоли у газі після
смоловіддільників ударної дії чи промиванні знижується до 1,2 - 1,5 г/м3. Через
низький ступінь очищення газу й значний гідравлічний опір ці смоловіддільники
не отримали великого поширення на коксохімічних заводах.
Часткове видалення смоляного туману
з газу досягається у швидкохідних відцентрових нагнітачах. Досвід роботи
заводів показав, що вміст смоли у газі після таких нагнітачів знижується до 0,3
- 0,5 г/м3. Однак навіть такий вміст смоли у газі є небажаним, так як негативно
позначається на роботі вловлюючого устаткування.
Велику цікавість представляє
застосування для очистки коксового газу від смоли низьконапірних скруберів
Вентурі, розроблених ВУХІНом. При промивці коксового газу в цих апаратах
водно-смоляною емульсією на одному з коксохімічних заводах вміст смоли
знижувався до 0,2 - 0,3 г/м3, що забезпечує ефективну роботу послідуючої
вловлюючої апаратури.
Тому при роботі скрубера Вентурі
очистка газу в електрофільтрі не вимагається [8].
2. ОСНОВНА ЧАСТИНА
.1 Обґрунтування вибору
технологічної схеми очистки коксового газу від туманоподібної смоли з
використанням скруберів Ветурі
Кам'яновугільна смола являє собою
складну суміш органічних сполук, що мають різні температури кипіння, пружність
пари, в'язкість і інші властивості, які відводяться з підсклепінного простору
коксових печей в пароподібному стані разом з коксівним газом. При охолодженні
газу найбільш високо киплячі компоненти починають конденсуватися вже при
температурі близько 350 °С, однак навіть при охолодженні газу до 25 °С повного
виділення смоли не досягається. В залежності від типу застосовуваних газових
холодильників залишковий вміст її в газі становить 2-5г/м3.
Це пояснюється тим, що пари смоли
конденсуються у вигляді найдрібніших крапельок, частина яких, поступово
з'єднуючись в більш великі краплі, випадає з газу, а інша частина утворює
бульбашки, заповнені газом, так звану туманоподібну смолу. Розміри цих бульбашок
настільки малі, що швидкість осадження їх набагато менше швидкості газового
потоку в холодильниках і тому вони несуться з газом в наступну апаратуру.
Значна частина смоляного туману виділяється з коксового газу в турбонагнітачах
під дією відцентрової сили, що виникає при обертанні робочого колеса з великою
швидкістю. За практичним даними, вміст смоли в газі після турбонагнітачів
становить 0,3-0,5 г/м3. Однак навіть настільки малий вміст смоли в газі є
небажаним, оскільки негативно позначається на роботі уловлюючої апаратури [9].
Швидкісні газопромивачі
застосовуються, головним чином, для очищення газів від мікронного і
субмікронного пилу. Принцип дії цих апаратів базується на інтенсивному
дробленні газовим потоком, який рухається з великою швидкістю (приблизно 60 -
150 м/с), зрошувальної його рідини. Осадженню частинок пилу на краплинах
зрошувальної рідини сприяє турбулентність газового потоку і високі відносні
швидкості між вловленими частинками пилу і краплинами.
Найбільш розповсюдженим апаратом
цього класу є скрубер Вентурі, що є найефективнішим з мокрих пиловловлювачів,
які застосовуються в промисловості.
Апарати мокрого очищення газів мають
широке розповсюдження, оскільки характеризуються високою ефективністю очищення
від мілко дисперсного пилу з діаметром часток 0,3 - 1,0 мкм, а також можливістю
очищення від пилу гарячих і вибухонебезпечних газів.
Апарати мокрого очищення працюють за
принципом осадження частинок пилу або на поверхню крапель рідини, або на
поверхню плівки рідини. Осадження частинок пилу на рідину відбувається під дією
сил інерції і броунівського руху.
Сили інерції діють на частинки пилу
і капель рідини при їх зближенні. Ці сили залежать від маси крапель і частинок,
а також від швидкості їх руху. Частинки пилу розміру менше 1 мкм не володіють
достатньою кінетичною енергією і при зближенні зазвичай огинають краплі і не
уловлюються рідиною. Для досягнення високої ефективності очищення газу від
частинок домішок за рахунок броунівського руху необхідно зменшити швидкість
руху газового потоку в апараті [5].
Окрім цих основних сил на процес
осадження впливають турбулентна дифузія, взаємодія електрично заряджених
частинок, процеси конденсації, випаровування і ін. У всіх випадках очищення
газу в мокрих пиловловлювачах важливим чинником є змочуваність частинок рідиною
(чим краще змочуваність, тим ефективніше процес очищення). Конструктивно мокрі
пиловловлювачі розділяють на скрубери Вентурі, скрубери форсунок і
відцентрових, апарати ударно-інерційного типу, барботажно-пінні апарати і ін.
Серед апаратів мокрого очищення з
осадженням частинок пилу на поверхню крапель найбільше практичне застосування
знайшли скрубери Вентурі.
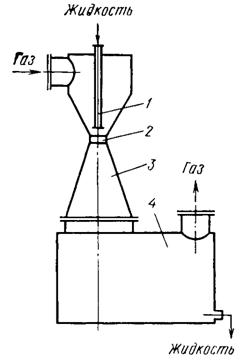
Рисунок 2.1 - Скрубер Вентурі: 1 -
сопло; 2 - горловина; 3 - камера змішування; 4 - розділова камера
Основна частина скрубера - сопло
Вентурі 2, в конфузорну частину якого підводиться запилений потік газу і через
відцентрові форсунки 1 рідина на зрошування. У конфузорній частині сопла
відбувається розгін газу від вхідної швидкості (W=15-20 м/с) до швидкості у
вузькому перетині сопла 60-150 м/с і більш. Процес осадження частинок пилу на
краплі рідини обумовлений масою рідини, розвиненою поверхнею крапель і високою
відносною швидкістю частинок рідини і пилу в конфузорній частині сопла.
Ефективність очищення в значній мірі залежить від рівномірності розподілу
рідини по перетину конфузорній частини сопла. У диффузорной частині сопла потік
гальмується до швидкості 15-20 м/с і подається в каплеуловлювач 3.
Каплевловлювач зазвичай виконують у вигляді прямоточного циклону або скрубера.
Скрубери Вентурі забезпечують ефективність очищення 0,96-0,98 аерозолів і більш
з середнім розміром частинок 1-2 мкм при початковій концентрації домішок до 100
г/м3. Питома витрата води на зрошування при цьому складає 0,4-0,6 л/м3. Круглі
скрубери Вентурі застосовують до витрат газу 80000 м3/год. При великих витратах
газу і великих розмірах труби можливості рівномірного розподілу зрошуючої
рідини по перетину труби погіршуються, тому застосовують або декілька
паралельно працюючих круглих труб, або переходять на труби прямокутного
перетину [5].
2.2 Технологічна схема очистки
коксового газу від туманоподібної смоли в скруберах Вентурі
Розроблена УХІНом схема
двоступінчастого охолодження коксового газу, та очищення від туманоподібної
смоли в скруберах Вентурі є найбільш раціональна при очищенні від
туманоподібної смоли після електрофільтрів.

Рисунок 2.2 - Схема охолодження
коксового в первинних газових холодильниках із застосуванням скрубера Вентурі:
1 - газозбірник; 2 - сепаратор; 3 - мехосветлітель; 4 - заглиблений проміжний
збірник для смоли; 6 - механізоване сховище для смоли; 7 - проміжний збірник
для води; 9 - трубчасті газові холодильники; 10 - скрубер Вентурі; 11 -
нагнітачі; 12,14 - гідрозатвори; 13 - проміжний збірник для конденсату; 16 -
відстійник для конденсату; 17 - сховище для надлишкової води; 5,8,15,18,19 -
насоси
Слід зазначити, що для більш повного
очищення смоли від фусів за цією схемою передбачена установка механізованого сховища
6, в яке надходить важка смола з мехосвітлювача 3 і легка смола з відстійника
16. Очищена від фусів смола зі сховища 6 подається насосом 19 в кінцевий
газовий холодильник для вилучення нафталіну з води.
Охолоджений в газозбірниках 1 до
80-85 °С коксовий газ надходить через сепаратор 2 в міжтрубний простір
холодильників 9 і рухається зверху вниз, омиваючи злегка нахилені труби,
закріплені в бічних стінах холодильника, службовців трубними гратами. По висоті
холодильника труби розділені на окремі секції (ходи). Охолоджуюча вода
подається в нижню частину холодильника і рухається вгору зигзагоподібно через
всі пучки з'єднані послідовно за допомогою водяних камер.
При температурі охолоджуючої води
20-25 °С газ охолоджується до 25-35°С , після чого очищується від
туманоподібної смоли в електрофільтрі 10 і подається нагнітачем 11 в сульфатне
відділення.
Конденсат з холодильника 9, скрубера
Вентурі 10 і нагнітача 11, надходить через гідрозатвори в збірник 13, звідти
подається насосом 15 у відстійник 16. Смола з відстійника надходить в
механізоване сховище 6, а надсмольна вода в проміжний збірник 7, для поповнення
газосборнікового циклу. Надлишок надсмольної води стікає в сховище 17, звідки
передається насосом 18 на переробку в аміачне відділення.
При поділі водних циклів
газозбірників і холодильників першого з плином часу відбувається накопичення
нелетких солей амонію - хлориду і роданидів, які викликають корозію
газозбірників, трубопроводів та апаратури відділення конденсації. Через
збільшення щільності надсмольної води погіршується її відстоювання від смоли і
фусів. При цьому відбувається збільшення вмісту цих солей в смолі, що сприяє
корозії апаратури в смолоперегінного цеху. Для підтримки концентрації хлористих
і роданистих солей амонію у воді циклу газозбірників не більше 2-6 г/л ,
частина її відводиться з проміжного збірника 7 у відстійник газового конденсату
16 а відповідну кількість газового конденсату перетікає з відстійника 16 до
збірки 7.
Практика показала, що застосування
газових холодильників конструкції Гипрококсу з горизонтальним розташуванням
труб, забезпечує більш ефективне охолодження газу, полегшує роботу нагнітачів і
подальшої апаратури цеху уловлювання. У порівнянні з холодильниками з
вертикальним розташування труб, вони мають такі переваги:
Охолоджуюча вода рухається в трубах
під напором , створюваним насосом, що дозволяє збільшити її швидкість до
0,8-1,0 м/с , зменшити, завдяки цьому, відкладення в трубах зважених часток,
інтенсифікувати тепловіддачу від труб до води;
Низходящий потік конденсату змиває з
зовнішньої поверхні труб відкладення нафталіну та смолистих речовин, завдяки
чому сповільнюється зростання гідравлічного опору міжтрубному простору і
поліпшуються умови тепловіддачі від газу до води;
Наявність самостійних трубних секцій
дозволяє розділити поверхню теплообміну на окремі з різними холодоагентами, що
дозволяє використовувати тепло коксового газу для нагрівання поглинаючої
розчину в регенераторах і для інших цілей. А застосування скруберів Вентурі
дозволяє на 85-95% очистити газ від дрібнодисперсної туманоподібноїсмоли, що в
свою чергу дозволяє поліпшити якість вловлюється з газу продукції в апаратах
цеху уловлювання.
До недоліків холодильників з
горизонтальними трубами слід віднести недоступність теплообмінних труб для
огляду очищення та ремонту через складність зняття кришок водних камер і
великої висоти холодильників, а також жорсткі вимоги до якості технічної води і
велика металоємність.
Необхідна для охолодження коксового
газу в скрубері Вентурі 10 надсмольна вода подається насосом з
бризгоуловлювача15 через спіральний теплообмінник 18, де охолоджується
технічною водою.
Продуктивність скрубера Вентурі по
газу становить 60000 м3/год, витрата охолоджуючої води 250м3/год, сумарний
гідравлічний опір двох апаратів 1000-1500 Па, коефіцієнт тепловіддачі,
віднесений до загального обсягу конфузора, горловини і дифузора, 70000-230000
вт/м2К [6].
Після первинних газових
холодильників вміст смоли в газі становить 2-5 г/м3. При цьому вона знаходиться
у вигляді бульбашок заповнених газом, тобто у вигляді туману. Значна кількість
смоляного туману осідає в нагнітачах газу. Вміст смоли в газі після нагнітачів
становить 0,3-0,5 г/мл. Однак і ця кількість негативно впливає на роботу
подальшої апаратури [3].
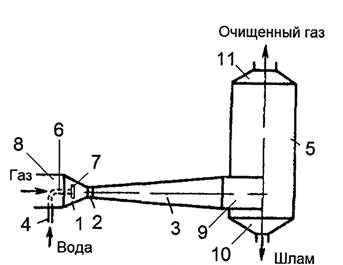
Рисунок 2.3 - Скрубер Вентурі: 1 -
конфузор; 2 - горловина; 3 - диффузор; 4 - зрошувальний пристрій; 5 -
каплеуловлювач
Скрубер Вентурі включає в себе трубу
Вентурі що складається з конфузора 1, горловини 2, дифузора 3. В конфузора 1
розміщений зрошувальний пристрій 4, що складається з трубопроводу для подачі
води, що складається з двох взаємно перпендикулярних ділянок, один з яких
розміщений осесиметрично конфузору 1, а на його кінці, зверненому в бік
горловини 2 труби Вентурі, закріплена форсунка 7. Вхідний отвір діаметром d1
конфузора 1 і вихідний отвір діаметром d3 дифузора 3 з'єднані відповідно з
підвідним 8 і відвідних 9 трубопроводами. Діаметри вхідного та вихідного
отворів конфузора і дифузора d1 і d3 приймають рівними діаметрам підвідного і
відвідного трубопроводів [10].
При таких швидкостях газу і
дрібнодисперсного пилу слід застосовувати труби Вентурі з подовженою горловиною
l2=(3÷5)d2, дають у
цьому випадку підвищену ефективність. При витратах газу до 3 м3/с слід
застосовувати труби Вентурі круглого перерізу. При великих витратах газу і
збільшення діаметра труби можливості рівномірного розподілу зрошення по
перерізу круглої труби різко погіршуються. Тому слід застосовувати декілька
паралельно працюючих труб, а при витратах газу понад 10 м3/с рекомендується
надавати перерізу труби прямокутну (щілинну форму, при якій умови організації
рівномірного зрошення значно спрощуються. Работа скруберів Вентурі заснована на
дробленні води турбулентним газовим потоком, захоплення частинок пилу краплями
води, подальшої їх коагуляції і осадженні в каплеуловлювачі 5 інерційного типу.
При введенні рідини в газовий потік дроблення великих крапель на більш дрібні
за рахунок енергії турбулентного потоку відбувається, коли зовнішні сили, що
діють на краплю, долають сили поверхневого натягу [10].
Труба Вентурі складається з
конфузора 1, який служить для збільшення швидкості газу, горловини 2, де
відбувається осадження частинок пилу на краплях води і дифузора 3, в якому
протікають процеси коагуляції, а також за рахунок зниження швидкості
відновлюється частина тиску, витраченого на створення високої швидкості газу в
горловині 2. В каплеуловлювачі 5 завдяки тангенціального введення газу
створюється обертання газового потоку, внаслідок чого змочені і укрупнені
частинки пилу відкидаються на стінки і безперервно видаляється з
краплевловлювача 5 у вигляді шламу.
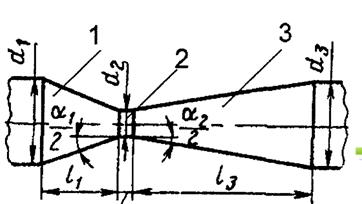
Рисунок 2.4 - Труба Вентурі: 1-
конфузом; 2 - горловина; 3 - дифузор
Скрубер Вентурі працює з високою
ефективністю 96-98% на пилу з середнім розміром частинок 1÷2
мкм
і вловлює високодисперсні частинки пилу (аж до субмікронних розмірів) в
широкому діапазоні початкової концентрації пилу в газі від 0,05 до 100 г/м3.
При роботі в режимі тонкого очищення на високодисперсному пилу швидкість газів в
горловині 2 повинна підтримуватися в межах 100÷150
м/с,
а питома витрата води в межах 0,5÷1,2 дм3/м3.
Це обумовлює необхідність великого перепаду тиску (Δр
10÷20 кПа) і,
отже, значних витрат енергії на очищення газу. У ряді випадків, коли труба
Вентурі працює тільки як коагулятор перед наступною тонкої очищенням
(наприклад, в електрофільтрах) або на крупному пилу розміром частинок більше 5÷10
мкм,
швидкості в горловині 2 можуть бути знижені до 50÷100
м/с,
що значно знижує енерговитрати.
При подачі рідини в трубу Вентурі її
початкова швидкість незначна. За рахунок сил динамічного тиску газового потоку
краплі одночасно з подрібненням отримують значні прискорення і в кінці
горловини 2 набувають швидкість, близьку до швидкості газового потоку. В
дифузорі 3 швидкості газового потоку і крапель падають, причому внаслідок сил
інерції швидкість крапель перевищує швидкість газового потоку, тому захоплення
частинок пилу краплями найбільш інтенсивно йде у кінці конфузора 1 і в
горловині 2, де швидкість газу щодо краплі особливо значна і кінематична
коагуляція протікає найбільше ефективно [10].
2.3 Якісні показники коксового газу
після очистки в скруберах Вентурі
В даний час експлуатуються цехи
уловлювання хімічних продуктів коксування, що представляють собою комплексно-комп'ютеризовані
агрегати, керовані двома операторами з диспетчерського пункту. В цих цехах
практично відсутнє забруднення атмосфери. Разом з тим впровадження безперервних
кругових процесів уловлювання аміаку і аміачних способів очищення газу від
сірководню, ціаністого водню зажадало більш ефективного первинного охолодження
та очищення коксового газу від смоли і нафталіну у відділенні конденсації, ніж
це потрібно при уловлюванні аміаку в сатураторах. При уловлюванні аміаку водою
і сірководню аміачною водою в кругових процесах вміст смоли і нафталіну в газі
після нагнітачів не повинно перевищувати відповідно 0,04 і 0,8 г/м3. Менш
жорсткі вимоги до вмісту нафталіну в газі пред'являються при аміачних
окислювальних способи очищення газу від сірководню і круговому фосфатному
способі очищення газу від аміаку, так як в цих технологіях процеси абсорбції
відбуваються при 45 - 48 оС і при утриманні нафталіну в газі 0,2 г/м3 не
виникає ускладнень. При уловлюванні розчином аміаку орфтофосфатов амонію в
абсорбційної-десорбционном контурі циркулює 30 м3 розчину на 100 тис. м3/год
коксового газу. Розчин при невеликій витраті очищається від домішок смоли,
витягнутої з газу, відстоєм або флотацією. Таким чином, практично не виникає
ускладнень при вмісті смоли в газі після нагнітачів до 0,4 г/м3.
Процес очищення коксового газу від
смоли і нафталіну досліджували в промислових умовах первинного охолоджування
газу до 30 - 20оС в холодильниках з горизонтальними трубами, а також наступної
промивки газу в скруберах Вентурі. Промивання здійснювали циркулюючою
надсмольною водою в одну або дві ступені при обміні циклу газовим конденсатом,
звільненим від смоли (вміст смоли в циркулюючої воді менше 2,5 г/дм3).
Скрубери працювали практично в
ізотермічному або незначному випарному режимах (газ нагрівався в скруберах
Вентурі на 2-30С). На ВАТ «Кокс» (Кемеровський коксохімічний завод) в
міжтрубний простір холодильників з горизонтальними трубами подавали
смоловодяную емульсію звичайним способом. Для його спрощення провели відбори
проб води та надсмольної води по висоті механізованого освітлювача об'ємом 650
м3 з метою визначення наявності та товщини емульсійного шару води зі смолою; з
цього шару насосом подавали емульсію на зрошення зовнішньої поверхні труб
холодильників. Емульсійний шар у механізованих освітлювачах містить від 20 до
25% смоли щільністю 1,17 - 1,19 г/дм3 і зольністю 0,4 - 0,5%. При подачі 5 - 7
м3/год цієї емульсії на один холодильник відкладень нафталіну на трубах
холодильників не спостерігали при охолодженні газу до 20оС [11].
Відомо, що смола в газі перед
холодильником знаходиться більш ніж на 90% у конденсованому стані. Краплі смоли
мікронною величини мають розвинену поверхню і пари розчинних у воді органічних
сполук перебувають з краплями смоли в рівноважному стані [12].
При зрошенні зовнішньої поверхні
труб холодильника сумішшю смоли і надсмольної води з цієї поверхні не тільки
змиваються відкладення нафталіну, але й відбувається процес абсорбції на
розвиненій поверхні легких компонентів смоли, сирого бензолу, піридину кам'яновугільною
смолою. Одночасно з газу абсорбуються компоненти парової фази органічних сполук
охолоджуваними краплями смоли. Ефективність очищення газу від нафталіну в
холодильниках з горизонтальними трубами залежить, мабуть, насамперед від
температури охолодженого газу, складу та вмісту крапель смоли і парової фази
органічних сполук в газі до і після холодильників, складу смоли, що подається
на поверхню труб з смоловодяной емульсією.
При охолодженні коксового газу в
трьох секціях холодильника з горизонтальними трубами (поверхня 2200 м2),
витраті газу на холодильник в середньому 20 тис. м3/год, вміст крапель смоли в
газі до холодильника 30 - 40 г/м3 і нафталіну 6 - 6,5 г/м3 зниження температури
охолодженого газу з 30 до 20оС призводило до збільшення вмісту аерозолей в газі
в перерахунку на нафталін з 0,45 - 0,55 до 0,65 - 0,8 г/м3 і зниження вмісту
парів нафталіну з 0,8 до 0,34 г/м3 (таблиця 1).
Таблиця 2.1 - Вміст смоли та
нафталіну в газі після холодильників
|
Температура газу після холодильника, 0С
|
Вміст в газі після холодильників, г/м3
|
|
в аерозолі
|
в парах
|
аерозоль та пар
|
|
смола
|
нафталін
|
смола
|
нафталін
|
смола
|
нафталін
|
|
30
|
7,5
|
0,48
|
1,01
|
0,8
|
8,51
|
1,28
|
|
27
|
4,99
|
0,46
|
0,65
|
0,7
|
5,65
|
1,6
|
|
20
|
4,16
|
0,8
|
0,18
|
0,34
|
4,34
|
1,14
|
Далі газ промивали циркулюючої
надсмольною водою в двох послідовно включених по газу скруберах Вентурі при
питомій витраті рідини 2 - 2,5 дм3/м3 газу. Вміст аерозолів в перерахунку на
нафталін в охолодженому газі знизився до 0,09 - 0,13 г/м3 [13].
Нагнітачі коксового газу ефективно
вловлюють аерозолі смоли. При працюючих двох ступенях скруберів Вентурі і
охолодженні газу до 200С вміст нафталіну в газі після нагнітачів не перевищує
0,5 г/м3. Зниження витрати газу на холодильник з горизонтальними трубами до 14
тис. м3/год загальний витрата газу 70 тис. м3/год при роботі п'яти
холодильників і промивання газу в одній щаблі скруберів Вентурі при 24 - 250С
забезпечують ефективність очищення газу після нагнітачів до залишкового вмісту
нафталіну 0,4 - 0,45 г/м3. При цьому ефективність очищення від смоли знижується
і в очищеному газі після нагнітачів міститься 0,2 г/м3 аерозолів смоли.
Таблиця 2.2 - Показники вловлювання
смоли з коксового газу
|
Показники
|
Значення
|
|
|
Температура газу після холодильника, 0С
|
20
|
20
|
20
|
24
|
|
Число ступенів скрубера Вентурі
|
2
|
2
|
2
|
1
|
|
Витрата газу в холодильнику, тис. м3/год
|
20
|
20
|
20
|
14
|
|
Вміст смоли в газі після нагнітачів, г/м3
|
0,036
|
0,038
|
0,037
|
0,02
|
|
То ж нафталіну, г/м3
|
0,48
|
0,45
|
0,5
|
0,4
|
|
|
|
|
|
|
Зниження температури газу після
холодильників з горизонтальними трубами до 200С слід вважати визначальним
фактором високоефективного очищення газу від смоли в послідовно включених
крапевловлювачах: холодильник - скрубер Вентурі - нагнітач.
При зниженні температури газу після
холодильників з 30 до 200С вміст смоли в газі знижується з 7,5 - 8,5 до 3,5 - 5
г/м3 при витраті газу на холодильник 20 тис. м3/ч. Ступінь уловлювання смоли в
двох послідовно включених скруберах Вентурі, працюючих в ізотермічному режимі,
знаходиться в межах 96 - 80%.
При цьому при низькій температурі
ефективність процесу у скруберах знижується.
Вміст смоли в газі перед нагнітачами
знаходиться в межах 0,3 - 0,4 г/м3. Нагнітач при температурі газу та аерозолів
смоли 200С вловлює смолу з ефективністю 90%; вміст смоли в газі після
нагнітачів не перевищує 0,04 г/м3. При підвищенні температури газу до 240С
ступінь очищення газу від смоли в нагнітачі знижується.
Можна запропонувати, що краплі смоли
при низькій температурі з більшою в'язкістю ефективніше коагулюють у
відцентровому полі нагнітача і легше виводяться з нього з газовим конденсатом
[14].
2.4 Розрахунок матеріального балансу
коксування
Таблиця 2.3 - Склад шихти по марках
і якість вугілля, обраних для розрахунку
|
Марка вугілля
|
Вміст у шихті,%
|
Технічний аналіз
|
|
|
Wrш,%
|
Adш,%
|
Sdш,%
|
Vdaf,%
|
Y,мм
|
|
К
|
45
|
10
|
8,6
|
1,4
|
30,8
|
22
|
|
Ж
|
20
|
8
|
8,6
|
1,6
|
31,6
|
17
|
|
Г
|
10
|
12
|
8,4
|
1,7
|
30,8
|
15
|
|
ГЖ
|
10
|
12
|
8,7
|
1,4
|
30,6
|
14
|
|
ДГ
|
5
|
10
|
8,9
|
1,3
|
30,6
|
14
|
|
Т
|
5
|
10
|
8,7
|
1,2
|
30,7
|
13
|
|
ОС
|
5
|
10
|
8,6
|
1,4
|
30,9
|
13
|
Таблиця 2.4 - Технічний аналіз
вугільної шихти
|
Зольність Аdш, %
|
Вміст загальної сірки Sdш,%
|
Волога Wrш, %
|
Вихід летючих речовин Vdaf, %
|
Товщина пластичного шару, мм
|
|
8,7
|
1,57
|
10,0
|
30,83
|
18,2
|
Дані технічного аналізу
перераховуємо на робочу масу, а вихід летючих речовин з органічної маси на суху
зольну масу:
Arш = Аdш .  = 8,7 .
= 8,7 .  = 7,83 % (2.1)ш = Sdш . = 1,57 . = 1,4 % (2.2)ш= Vdaf .
= 7,83 % (2.1)ш = Sdш . = 1,57 . = 1,4 % (2.2)ш= Vdaf .  = 30,83 .
= 30,83 .  = 28,15 % (2.3)
= 28,15 % (2.3)
Елементарний аналіз на
органічну масу шихти (%):
вуглець  = 87,80 %,
водень
= 87,80 %,
водень  = 5,15%,
кисень
= 5,15%,
кисень  = 5,18 %,
азот
= 5,18 %,
азот  =1,87%
=1,87%
Показники елементарного
аналізу шихти з органічної маси перераховуються на робочу масу шихти:
Сrш =.  = 87,8 .
= 87,8 .  = 70,92 (2.4)ш =.
= 70,92 (2.4)ш =.  = 5,15 . = 4,16 % (2.5)ш =. = 5,18 .
= 5,15 . = 4,16 % (2.5)ш =. = 5,18 .  =4,18 % (2.6)ш =. =1,87 .
=4,18 % (2.6)ш =. =1,87 .  = 1,51 % (2.7)
= 1,51 % (2.7)
Аналіз шихти на робочу масу
зводиться в контрольний рядок:
ш = 7,83 %, Srш 1,4 %, Wrш = 10,0
%, Сrш = 70,92 %, Hrш = 4,16 %, Orш = 4,18 % , Nrш = 1,51 % - сума цих
показників дорівнює 100 %.
Прибуткова частина
Кількість сухої шихти з 1000
кг робочої шихти:
ш= Grш . = 1000 .  = 900 кг (2.8)
= 900 кг (2.8)
Волога шихти з 1000 кг
робочої шихти розраховується за формулою:
ш =  =
=  = 100 кг (2.9)
= 100 кг (2.9)
Видаткова частина
Вихід сухого валового коксу з
сухої шихти за формулою ВУХІНа:
к= 94,86 - (0,7 .  м) = 94,86-
(0,7 . 28,15) = 75,16 % (2.10)
м) = 94,86-
(0,7 . 28,15) = 75,16 % (2.10)
Вихід сухого валового коксу на
робочу шихту:
Grв.к = Gdк .  = 75,16 .
= 75,16 .  = 67,64% (2.11)
= 67,64% (2.11)
або 676,4 кг з 1000 кг
робочої шихти
Вихід сухого коксового газу з
сухої шихти:
к.г = k .  = 2,96 .
= 2,96 .  = 15,82 %
(2.12)
= 15,82 %
(2.12)
де k - емпіричний коефіцієнт,
що залежить від природних властивостей вугілля і теплового режиму коксування.
k= 2,96
Вихід зворотного коксового
газу на робочу шихту підраховується за формулою:
к.г = Gкк.г . = 15,82 .  14,24 %
14,24 %
або 142,4 кг з 1000 кг
робочої шихти
Вихід безводної смоли з сухої
шихти підраховується за формулою:
см=(-18,36+1,53. -0,026.
-0,026. ).kсм
=(-18,36+1,53 . 30,83-0,026 .0,83
).kсм
=(-18,36+1,53 . 30,83-0,026 .0,83 ).0,89=3,65 % (2.13)
).0,89=3,65 % (2.13)
см - емпіричний коефіцієнт,
що залежить від природних властивостей вугілля і теплового режиму коксування.
kсм= 0,89
Вихід безводної смоли на робочу
шихту підраховується за формулою:
см = Grсм . = 3,65 .  = 3,3 % (2.14)
= 3,3 % (2.14)
або 33,0 кг з 1000 кг робочої шихти
Вихід бензолу (бензольних
вуглеводнів з 180 ° С) з сухої шихти підраховується за формулою:
б - емпіричний коефіцієнт, що
залежить від природних властивостей вугілля і теплового режиму коксування. kб =
0,97
бен = Grбен . = 1,3. = 1,2 % (2.16)
або 12,0 кг з 1000 кг робочої
шихти
Вихід аміаку ( 100 %) з
робочої шихти підраховується за формулою:
ам= b . Nrш . ( ) = 0,14. 1,51. () = 0,26% (2.17)
) = 0,14. 1,51. () = 0,26% (2.17)
- коефіцієнт переходу азоту
шихти в аміак , b = 0,14
або 2,6 кг з 1000 кг робочої
шихти
Вихід сірки в перерахунку на
сірководень з робочої шихти підраховується за формулою:
= kс . Srш . ( ) = 0,27.1,4 . () = 0,43 % (2.18)
) = 0,27.1,4 . () = 0,43 % (2.18)
або 4,3 кг з 1000 кг робочої
шихтис - оефіцієнт переходу сірки шихти в сірководень, kс = 0,27
Вихід пірогенетичної вологи з
робочої шихти підраховується за формулою:
Grпир =  . Оrш. (
. Оrш. ( ) = 0,494 . 4,18 . () = 2,32 % (2.19)
) = 0,494 . 4,18 . () = 2,32 % (2.19)
або 23,2 кг з 1000 кг робочої
шихти
де: -
коефіцієнт переходу кисню шихти в пірогенетичної воду , що залежить від
природних властивостей вугілля і теплового режиму коксування, = 0,494
Нев’язка балансу ( Нб ) або
втрати виробництва знаходимо по різниці між прибуткової і видаткової частинами
:
Нб = 1000 -
(676,4+142,4+33,0+12,0+2,6+4,3+23,2+100) = 4,1 кг (2.20)
або 0,41 %
Допустима нев’язка балансу
0,5%
Таблиця 2.5 - Зведений
матеріальний баланс коксування
|
№№п/п
|
Прибуткова частина
|
Видаткова частина
|
|
Назва сировини
|
кг
|
Рш,%
|
Сш,%
|
Назва продукції
|
кг
|
Рш,%
|
Сш,%
|
|
1
|
Суха шихта
|
900,0
|
90,0
|
100
|
Кокс валовий
|
676,4
|
67,64
|
75,16
|
|
2
|
Волога шихти
|
100,0
|
10,0
|
|
Газ зворотний сухий
|
142,4
|
14,24
|
15,82
|
|
3
|
|
|
|
|
Смола безводна
|
33,0
|
3,3
|
3,65
|
|
4
|
|
|
|
|
Бензольні вуглеводні
|
12,0
|
1,2
|
1,3
|
|
5
|
|
|
|
|
Аміак, 100%
|
2,6
|
0,26
|
0,29
|
|
6
|
|
|
|
|
Сірка в перерахунку на сірководень
|
4,3
|
0,43
|
0,5
|
|
7
|
|
|
|
|
Волога шихти
|
100
|
10,0
|
-
|
|
8
|
|
|
|
|
Пірогенетичної волога
|
23,2
|
2,32
|
2,6
|
|
9
|
|
|
|
|
Невязка балансу
|
4,1
|
0,43
|
0,48
|
|
РАЗОМ:
|
1000
|
1000
|
|
РАЗОМ:
|
1000
|
100
|
100
|
Коефіцієнт озолення шихти
підраховується за формулою:
Коз =  =
= = 1,343 (2.21)
= 1,343 (2.21)
Вміст золи у коксі
підраховується за формулою:
к = Arш . Коз = 7,83 . 1,34 =
10,41 % (2.22)
Розрахунок основного
технологічного устаткування
Розрахунок трубчастого
холодильника
Таблиця 2.6
|
Кількість коксованої шихти, т/год
|
440
|
|
Температура газу, К
|
tвх=350
|
|
tвих=301
|
|
Тиск газу, Па
|
Рвх=101841,2
|
|
Рвих=99708,4
|
|
Волога, %
|
10
|
|
Склад газу подаваного на охолодження:
|
|
|
Сухий коксовий газ, %
|
14,24
|
|
Пірогенетична волога, %
|
2,6
|
|
Випарована волога, що подається на
охолодження,  0,17 0,17
|
|
|
Пари смоли, %
|
3,3
|
|
Пари бензольних вуглеводнів, %
|
1,2
|
|
Сірководень, %
|
0,43
|
|
Аміак, %
|
0,26
|
Кількість сухого коксового газу:
с к.г = 440000 . 0,1426 =62133
кг/год (2.23)
або Vс к.г =  =140447 м3/год
=140447 м3/год
Кількість водяних парів:
в.п= 440000 . (0,01+0,17+0,026)=
126120 кг (2.24)
або Vв.п=  =152512 м3/год
=152512 м3/год
Кількість парів смоли:
см =440000 . 0,33 . 0,26=5632
кг/год (2.25)
або Vсм= =806 м3/год
=806 м3/год
Кількість парів бензольних
вуглеводнів:
б.в =440000 . 0,012= 5280
кг/год (2.26)
або Vб.в =  =1425 м3/год
=1425 м3/год
Кількість сірководню:
S = 440000 . 0,0043 = 2360
кг/год (2.27)
або VH2S = =1885 м3/год
=1885 м3/год
Кількість аміаку:
= 440000 . 0,0026 = 1100
кг/год (2.28)
або VNH3 =  =1450 м3/год
=1450 м3/год
Всього поступає у
холодильник:
Vзаг = 6
2133+126120+5632+5280+2360+1100=219521 кг/год (2.29)заг =
140447+152512+806+1425+1885+1450=298525 м3/год (2.30)
Матеріальний баланс холодильника
Приймаємо, що в холодильнику
конденсується смола, яка надходить з газом з газозбірників тобто 5623 кг/год.
Обсяг водяної пари визначатися з рівняння:
Vв.п = Vcк.г .  (2.31)
(2.31)
Обсяг сухого коксвогого газу:
к.г =298525 - 806- 152512 =
145207 м3/год (2.32)в.п = 145207 .  = 5720 кг/год (2.33)в.п = 5720 .
= 5720 кг/год (2.33)в.п = 5720 .  = 4596 м3/год (2.34)
= 4596 м3/год (2.34)
Матеріальний баланс
холодильника
коксовий газ
переробка охолодження
Таблиця 2.7
|
Найменування продукту
|
Кількість газоподібних продуктів
|
|
кг/год
|
м3/год
|
|
Сухий коксовий газ
|
62133
|
140447
|
|
водяні пари
|
126120
|
152512
|
|
пари смоли
|
5632
|
806
|
|
бензольні вуглеводні
|
5280
|
1425
|
|
сірководень
|
2360
|
1885
|
|
аміак
|
1100
|
1450
|
|
разом
|
219521
|
298525
|
Прихід тепла
Тепло, що вноситься в холодильник
коксівним газом згідно з розрахунком газозбірників:
= G к.г . С к.г . t1 = 62133. 3,88.
77 =18394129 кДж/год (2.35)
Тепло, внесене водяними парами:
= Gв.п . (2493 + С в.п . t1)
=126120. (2493+1,84. 77) =328070353 кДж/год (2.36)
Тепло внесене парами смоли:
= Gсм . (368 + С см . t1) =5632.
(368+1,4 . 77) = 2683760 кДж/год (2.37)
Тепло внесене сірководнем:
= GH2S . С H2S . t1=2360. 0,997 .
77= 219559 кДж/год (2.38)
Тепло внесене аміаком:
= GNH4 . С NH4 . t1=23601100 . 2,11
. 77 = 178711 кДж/год (2.39)
Тепло, внесене охолоджуючої водою:
= W . tв (2.40)
в - температура води, що поступає,
22оС;- кількість технічної води, що надходить в холодильник, кг/год;
Q2 = 22 . 4,19 W = 92,18 W кДж/год
(2.41)
Загальний прихід тепла:
прих =345813657+92,18 W (2.42)
Витрата тепла
Тепло, що виноситься сухим коксовим
газом
=61509. 88. 28 =151559900 кДж/год
(2.43)
Тепло, що виноситься водяними
парами:
=456 9 . (2493+1,8. 28)= 11622320
кДж/год (2.44)
Тепло, що виноситься бензоловими
вуглеводнями:
= 5280 . 1,03. 28=152275 кДж/год
(2.45)
Тепло, що виноситься сірководнем:
= 2769 . 0.98. 28= 75984 кДж/год
(2.46)
Тепло, що виноситься амміаком:
=875 . 2,06 . 28 =50426 кДж/год
(2.47)
Середня температура конденсації
водяної пари:
Tср =  °С (2.48)
°С (2.48)
Загальна кількість тепла, що
уноситься газом:
3 = 24589238 кДж/год (2.49)
Тепло, уносиме охолодженою
водою:
= 45 . 4,19W= 188,5 W кДж/год (2.50)
Загальна витрата тепла:
вит= Q3 + Q4 =38966132+ 188,5W
(2.51)
W= 3184056 кг/год або 3184
м3/год Wуд=  =22,7 м3 (2.52)
=22,7 м3 (2.52)
Коефіцієнт тепловіддачі
розраховуємо за формулою:
lg α1=1,69 . 0,0246 . X =
1,69 . 0,0246 . 42,45=2,734 (2.53)=  +
+ . 50=42,45% (2.54)
. 50=42,45% (2.54)
α1= 542 ккал/(м2
. год . град)
Коефіцієнт тепловіддачі α2
розраховуємо за формулою:
α2 = Nu .  (2.55)
(2.55)
де Nu =0,23 Re0,8 . Pr0,4
(2.56)
Для визначення коефіцієнта
тепловіддачі від стінки до води визначаємо швидкість руху води, приймаючи
перетин труб в пучку 0,82 м . 3.17 Тоді
швидкість руху води буде дорівнювати:
. 3.17 Тоді
швидкість руху води буде дорівнювати:
ω =  =
= =0,24 м/с (2.57)
=0,24 м/с (2.57)
При середній температурі
технічної води, рівний 33,5 °С, вода має наступні фізичні властивості:
питома теплоємність С = 0,998
ккал/(кг∙град);
коефіцієнт теплопровідності λ =
0,538 ккал/(м∙год∙град);
динамічна в'язкість Z = 0,733
спз;
щільність ρ =
995 кг/м2
Тоді число Рейнольдса:
= 1000 .  = 1000 .
= 1000 .  = 2247,9 (2.58)
= 2247,9 (2.58)
Число Прандтля:
=3,6 .  = 3,6 .
= 3,6 .  =4,9 (2.59)
=4,9 (2.59)
Тоді число Нуссельта:= 0,23 .
Re0,8 . Pr0,4 = 20,855 (2.60) α2 = 20,855 .  = 162,6 ккал/(м2∙год∙град)
(2.61)
= 162,6 ккал/(м2∙год∙град)
(2.61)
Коефіцієнт теплопередачі
виходить рівним:
K= =
=  =39,062 кДж/(м2∙ч∙град)
(2.62)
=39,062 кДж/(м2∙ч∙град)
(2.62)
Середня різниця температур в
теплопередачі між газом і водою дорівнює:
Δtср = =15,53 °С (2.63)
=15,53 °С (2.63)
При середньої різниці
температур 16,16 град і кількості переданого тепла
= Q1 - Q2 = 306688274кДж /
год необхідно мати поверхню теплопередачі= м2 (2.64)=
м2 (2.64)= = 17,3 або 18 шт (2.65)
= 17,3 або 18 шт (2.65)
Так як поверхня охолодження
одного холодильника дорівнює 2950 м2, то необхідно мати робочих холодильників
18 холодильників.
Розрахунок кількості
скруберів Вентурі
Після первинних холодильників
в коксовому газі, з температурою 30оС, міститься туманоподібної смоли 4-9 г/м3
і аерозолю нафталіну 0,48г/м3, а також пари сконденсованої смоли близько 1г/м3
і нафталіну 0,80г/м3.
Вміст в газі після двох
ступенів скруберів Вентурі аерозолів при температурі 30оС складає : смоли -
0,24 г/м3, нафталіну - 0,09г/м3; пари: смоли -0,03 г/м3, нафталіну - 0,80г/м3.
На ВАТ «АрселорМіттал Кривий
Ріг» змонтований скрубер Венрурі. Його технічні характеристики: продуктивність
по коксовому газу Q = 60000м3/год, температура газу до скрубера 30-45 оС,
температура аміачної води 30 -35 оС, кількість аміачної води, що подається в
скрубер 3м3 на 1000м3 коксового газу, у аміачній воді міститься 2-3% смол,
діаметр звуження сопла скрубера 900мм.
Швидкість руху коксового газу
при 30оС складе:
=  .
.  = 27,8 м/с (2.66)
= 27,8 м/с (2.66)
Якщо направити 140447 м3/год
коксового газу, що з холодильників х t=30оС трьома потоками, то швидкість газу
у скрубері становить:
=  . = 21,9 м/с (2.67)
. = 21,9 м/с (2.67)
що знаходиться в допустимих
межах 20-40 м/с.
Кількість скруберів Вентурі :
с.в = = 2,4 (2.68)
= 2,4 (2.68)
Для очищення 140447 м3/год
коксового газу від туманоподібної смоли і аєрозолів нафталіну необхідно
встановить скруберів Вентурі у кількости 3 штуки та 1 резервний.
ВИСНОВКИ
У даній курсовій роботі був проведено
аналіз технологічної схеми очистки коксового газу від туманоподібної смоли з
використанням скруберів Ветурі.
Показані переваги та недоліки схеми,
та обгрунтувано вибір цієї схеми, як найбільш вигідної.
Розроблена УХІНом схема
двоступінчастого охолодження коксового газу, що відрізняється тим, що після
першої ступені газ очищають від туманоподібної смоли в скруберах Вентурі і
електрофільтрах, а також від аміаку і ціаністого водню. Це дозволяє у другій
щаблі отримувати практично чистий конденсат, який після обесфеноліванія може
бути використаний в зворотному циклі водопостачання. При цьому відпадає
необхідність в аміачному відділенні, що є важливою перевагою схеми.
Від ступеня очистки коксового газу
від туманоподібної смоли залежить ефективна робота подальшого уловлюю чого
устаткування.
Продуктивність скрубера Вентурі по
газу становить 60000 м3/год, витрата охолоджуючої води 250м3/год, сумарний
гідравлічний опір двох апаратів 1000-1500 Па, коефіцієнт тепловіддачі,
віднесений до загального обсягу конфузора, горловини і дифузора, 70000-230000
вт/м2К
При зниженні температури газу після
холодильників з 30 до 200С вміст смоли в газі знижується з 7,5 - 8,5 до 3,5 - 5
г/м3 при витраті газу на холодильник 20 тис. м3/ч. Ступінь уловлювання смоли в
двох послідовно включених скруберах Вентурі, працюючих в ізотермічному режимі,
знаходиться в межах 96 - 80%. При цьому при низькій температурі ефективність
процесу у скруберах знижується. Вміст смоли в газі перед нагнітачами
знаходиться в межах 0,3 - 0,4 г/м3.
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ
1. Иванов
Е.Б, Mучник Д.А. Технология производства кокса - Издательское объединение «Вища
школа», 1976. - 232 c.
. Р.Е.
Лейбович: «Аппаратчик коксохимического производства». М. Металлургия, 1987 г. -
407 с.
. Лейбович
P.E., Яковлева E.И., Филатов А.Б. Технология коксохимического производства -
М.: «Металлургия», 1982г. - 359 c.
. А.Ф.
Гребенюк, В.И. Коробчанский, Г.А. Власов, С.И. Кауфман: «Улавливание химических
продуктов коксования». Восточный издательский дом. Донецк. 2002г . -367 с.
. Гребенюк
А.Ф., Коробчанский В.И., Власов Г.А., Кауфман С.И. Улавливание химических
продуктов коксования. Учебное пособие. - ч2. - Донецк «Восточный издательский
дом», 2002г. - 228 с.
. Ткачев
В.С., Остапенко М.А. Металлургия. Оборудование коксохимических заводов: Учебное
пособие для техникумов. 1983г, - 360 с.
. Коляндр
Л.Я. Улавливание и переработка химических продуктов коксования. - Харьков,
1962г. - 468 с.
. Тимонин
А.С. Инженерно-экологический справочник. Т. 1. - Калуга: Издательство Н.
Бочкаревой, 2003г. - 917с.
. Коллеров
Д. Название: Физико химические свойства жидких сланцевых икаменноугольных
продуктов Издательство: ГосТопТехИздат Год: 1951г. - 367с.
. Харлампович
Р.В., Кауфман В.И. Технология коксохимического производства. М., «Химия»,
1989г. - 231с.
11. Скруббер вентури (RU 2413571): B01D47/10
- скрубберы Вентури
<http://www.findpatent.ru/catalog/2/24/211/1847/14778/>. Авторы патента:
Кочетов Олег Савельевич. <http://www.findpatent.ru/byauthors/247083/>
Вледельцы патента: Кочетов Олег Савельевич. <http://www.findpatent.ru/byowners/83334/>
. Лебедев Г.Н., Бунаков Н.Г., Патрикеев
В.С. Возможная степень очистки коксового газа от нафталинапри первичном
охлаждении// Кокс и химия - 1973, № 6 - с. 39 - 41.
. Назаров В.Г., Вшивцев В.Г. Очистка
коксового газа от нафталина в отделении конденсации// Кокс и химия - 1986, № 5
- с.36 - 39.
. Назаров В.Г., Вшивцев В.Г., Галашев
Р.Г. Очистка коксового газа от нафталина и тумана смолы в низконапорных
форсуночных скрубберах Вентури// Кокс и химия - 1986, № 3 - с. 33 - 35.