Оценка уровня риска конкретной продукции низковольтного оборудования
Федеральное
агентство по образованию
Государственное
учреждение высшего профессионального образования
Донской
государственный технический университет
Кафедра
«Технология технического регулирования»
Контрольная
работа
по
дисциплине:
Основы
менеджмента риска технологических систем
Оценка
уровня риска конкретной продукции низковольтного оборудования
Выполнила:
Алленова Е.
студентка
гр.ПСК-51
Проверил:
доцент,
к.т.н. В.А.
Ваганов
Ростов-на-Дону
- 1914
СОДЕРЖАНИЕ
Контрольное
задание
.
Оценка уровня риска светильника настольного «Blitz
9359-51»
.1
Низковольтное оборудование и основные требования к нему
.2
Краткая характеристика светильника настольного «Blitz 9359-51»
.3
Основные теоретические положения метода оценки риска
.4
Порядок расчета оценки риска продукции «Светильник настольный «Blitz»»,
модель «9359-51»
.
Экспресс-анализ соответствия надежности технологической системы по производству
продукции - варёные колбасы
.1
Общие теоретические положения
.2
Методика экспресс-анализа
.3
Результаты проведения экспресс-анализа
Выводы
Список
использованной литературы
Контрольное задание
Вопросы:
. Вариант А. Оценить уровень риска
конкретной продукции низковольтного оборудования - Светильник настольный «Blitz»,
модель «9359-51» производства фирмы Blitz Leuchten, Германия - и провести
анализ полученных результатов.
. Вариант В. Провести экспресс-анализ
соответствия надежности технологической системы параметрам допустимого риска.
Исходные данные продукции - варёные колбасы,
производства ООО «ТАВР». Контрольный листок №1.
1. Оценка уровня риска светильника настольного
«Blitz 9359-51»
1.1 Низковольтное оборудование (НВО) и основные
требования к нему
Технический регламент «О безопасности
низковольтного оборудования», который принят (27.12 2009 №347-ФЗ) в целях
защиты жизни или здоровья граждан, имущества лиц, охраны окружающей среды,
исходя из необходимости отсутствия недопустимого риска причинения вреда при
введении в обращение низковольтного оборудования на территории РФ.
Под НВО принято понимать - электрическое
оборудование или его компоненты, характеризующиеся следующими признаками:
) оборудование работает при номинальном значении
напряжения от 50 до 1500 вольт постоянного тока включительно;
) оборудование работает при номинальном значении
напряжения от 50 до 1000 вольт переменного тока включительно при частоте
переменного тока до 1000 герц включительно;
) оборудование работает при номинальном значении
напряжения постоянного тока или переменного тока до 50 вольт при условии, что в
случае неисправности оборудования произведение значения напряжения при
разомкнутой электрической цепи и значения измеренной силы электрического тока,
который будет протекать через цепь с возможной неисправностью, превышает 15
вольт-ампер;
) оборудование относится к химическим источникам
тока.
К низковольтному оборудованию относятся также
блоки питания, встроенные в средства связи.
В Техническом регламенте (ст. 8) приведены 15
требований к НВО по безопасности. В их число входят:
низковольтное оборудование должно обеспечивать
отсутствие недопустимого риска причинения вреда жизни или здоровью граждан,
имуществу лиц, окружающей среде от вредных воздействий неэлектрического
происхождения;
низковольтное оборудование должно быть
сконструировано и изготовлено таким образом, чтобы при эксплуатации имелась
возможность правильного и надежного подключения к электрической сети в целях
обеспечения отсутствия недопустимого риска при подключении и (или) монтаже;
низковольтное оборудование не должно создавать
недопустимый риск опасного повышения температуры, возникновения электрических
дуговых разрядов или излучений, которые могут привести к причинению вреда и др.
.2 Краткая характеристика светильника
настольного «Blitz 9359-51», модель «9359-51» производства фирмы Blitz
Leuchten, Германия
Краткое описание прибора
Светильник настольный «Blitz»,
модель «9359-51» производства фирмы Blitz Leuchten, Германия - это
электробытовой прибор.
Каркас светильника выполнен из металла, цвет
бежевый. Цвет абажура слоновая кость. Материал абажура ткань. Подключение
производится к розетке. Управление осуществляется через выключатель на шнуре
подключения. Электрическая часть модели светильника Blitz обязательно проходит
многоступенчатый контроль качества на всех этапах производства и полностью
соответствует требованиям международных сертификационных центров.
Технические характеристики:
электропитание 220В
Номинальная частота 50Гц,
Потребляемая мощность в соответствии с методикой
нормали EN 60456;
- Высота 520 мм
Диаметр 260 мм
Настоящее изделие соответствует европейским
нормам:
по безопасности EN
60335 для элекрооборудования;
В целом нормы, указания и рекомендации
установлены согласно СЕI
107-28/CTI 61-56/.
Светильник настольный «Blitz»,
модель «9359-51» производства фирмы Blitz Leuchten, Германия сертифицирован по
стандартам ISO и Московским органом по сертификации «РОСТЕСТ - МОСКВА».
.3 Основные теоретические положения метода
оценки риска
В соответствии с современной концепцией
обеспечения безопасности продукции риском причинения вреда называют сочетание
вероятности нанесения ущерба и тяжести этого ущерба.
Методология снижения степени риска предполагает,
что:
присущая в продукции опасность рано или поздно
причинит вред, если заранее не будут предприняты никакие защитные меры;
из всей совокупности защитных мер более
предпочтительны и более эффективны только те, которые предприняты на стадии
разработки проекта.
Современная концепция обеспечения безопасности
базируется на следующих основных положениях:
. Неопределенность - основа риска. Задача
оценки, анализа и управления риском состоит в снижении уровня неопределенности.
2. С повышением сложности продукции или процесса
ее изготовления возрастает роль безопасности.
3. Абсолютная безопасность не может быть
обеспечена, продукция может быть только относительно безопасна.
. Требования к уровню безопасности
продукции формируются на основе приемлемого риска
. Определение риска осуществляется путем
выявления (идентификации) различных источников опасности и их оценки.
. Специфической особенностью риска, как
характеристики продукции, отличающей его от большинства других показателей
качества продукции, является принципиальная невозможность его прямого
измерения.
Этот метод расчета риска для каждой опасности
принимает во внимание следующие факторы:
вероятность (Р), вероятность, что возникнет
опасная ситуация;
частота (F), частота и длительность по времени,
когда человек или материал подвергаются опасности;
избежание (A), возможность избежать или
уменьшить ущерб;
серьезность (S), серьезность нанесения ущерба
людям, материальным товарам и окружающей среде;
размер (Si), размер ущерба.
Вероятность (P) представляет вероятность
проявления определенной идентифицированной опасности. Например, какая
вероятность повреждения электропроводки или перегрузки?
Частота (F) представляет понятие, как часто
человек или материалы будут повергаться определенной идентифицированной
опасности.
“Избежание” (A) показывает возможность человека
избежать повреждения в случае появления опасности.
Необходимо иметь в виду, что количественное
определение используется в широком смысле, т.е. количественное значение
характеризует не абсолютное значение вероятности опасности, а оценочное
относительное для сравнения.
Количественные значения этих факторов приведены
в таблице 1.
После того, как выбраны величины для факторов S,
Si, P,
F и A,
соответствующий показатель степени риска можно найти, используя таблицу 2.
Решения по значимости оцениваемого риска определяются по таблице 3.
.4 Порядок расчета оценки риска продукции
«Светильник настольный «Blitz»»,
модель «9359-51»
Экспертным путем по таблице 1 для данной
продукции опасности принимается, что:= 1 - вероятность возникновения опасной
ситуации - небольшая (вероятно не произойдет).= 1 - частота и продолжительность
небольшие, когда потребитель подвергается риску, т.к. продукция на
потребительском рынке зарекомендовала себя положительно.= 1 - возможно снизить
опасность при условиях соблюдения инструкции по эксплуатации.= 1- серьезность
повреждения - незначительна.= 1 - размер ущерба ограничивается одним человеком.
Если применять эти величины к таблице 2, то
комбинация S=1 и Si=1 находится в ряду, имеющем значения от 1 до 18, а
комбинация P=1, F=1 и A=1 находится в колонке, имеющей значения от 1 до 11.
Экспертом определены ряд и колонка, которые пересекаются на величине 1,0.
Воспользовавшись таблицей 3, определяем, что для
продукции - Светильник настольный «Blitz»»,
модель «9359-51» производства фирмы Blitz Leuchten, Германия риск является
небольшим и может быть отнесен к «группе риска 0». Небольшой риск; риск
возможно принять
Меры, приведенные в «Инструкции по безопасности»
для этой продукции, являются достаточными.
. Экспресс-анализ соответствия надежности
технологической системы по производству продукции - варёные колбасы,
производства ООО «ТАВР»
.1 Общие теоретические положения
Важнейшим свойством качества объектов
технического регулирования является безопасность, под которой в соответствии с
ГОСТ Р 9000-2000 понимается отсутствие недопустимого риска. При этом под
«риском» понимается сочетание вероятности события и его последствий /4/.
В ФЗ РФ «О техническом регулировании» проблема
безопасности с учетом требований по обоснованному риску в разрабатываемых
технических регламентах обозначена как важная проблема технического
регулирования.
В связи с этим в настоящее время в техническом и
практическом плане все большую значимость приобретает новый аспект проблемы
качества - управление риском в рамках менеджмента риска технологических систем.
В настоящее время хорошо разработана теория менеджмента экономических аспектов
бизнес-риска. Менеджмент риска технологических систем изложен в комплексе
стандартов ГОСТ Р 51901 и в ряде статей в периодической научной литературе.
Менеджмент риска технологических систем - быстро
развивающиеся направление совершенствования деятельности организации,
представляющее собой скоординированную деятельность по руководству и управлению
организацией в отношении риска. Суть концепции, изложенной в ГОСТ Р 51901-2002,
состоит не в исключении риска вообще (что теоретически невозможно, кроме того,
вероятность риска является одним из факторов развития организации в условиях
конкурентной борьбы на рынке), а в предвидении и уменьшении негативных
последствий, неопределенности ожиданий. Поскольку негативные последствия для
любой организации многообразны, а опасность негативных последствий существует
постоянно, то любой менеджмент представляет собой менеджмент риска. При этом
менеджмент качества, менеджмент промышленной безопасности направлены на
оптимизацию риска.
Оптимизация риска - процесс, связанный с риском
и направленный на минимизацию негативных и максимальное использование
позитивных последствий и соответственно их вероятности. Подобный подход
совпадает с тенденциями в совершенствовании МС ИСО 9000 версии 2000 года в
рамках японской модели устойчивого роста, что составляет основу пересмотра
стандарта ИСО 9004 версии 2008 года. Новый проект стандарта ИСО 9004 предполагает
заменить принцип «постоянного улучшения» на принцип «всеобщая оптимизация».
Неопределенность - основа риска. Задача анализа
и управления риском состоит в снижении уровня неопределенности. При этом
наблюдается прямая зависимость между уровнем риска и степенью неопределенности
объекта: чем выше степень неопределенности, тем больше степень риска. И,
наоборот, даже при высоком уровне потенциальной опасности степень риска может
быть невелика, если неопределенность снята и соответствующие меры предусмотрены.
Анализ риска представляет собой
структурированный процесс, целью которого является определение как вероятности,
так и размеров неблагоприятных последствий исследуемого процесса, объекта или
системе. Посредством проведения анализа риска предпринимаются попытки ответить
на три вопроса:
что может выйти из строя (идентификация
опасности);
с какой вероятностью это может произойти (анализ
частоты);
каковы последствия этого события (анализ
последствий).
Существует много методов анализа риска /5/, но
получивший в настоящее время наибольшее распространение - метод FMEA-
анализа.
Впервые информация об этом методе появилась в
1995году. В США был опубликован совместный документ фирм Крайслер Корпорейшин,
Форд Моторс и Дженерал Моторс Корпорейшин под названием « Анализ видов и
последствий потенциальных отказов». В 1998 году уже третьим изданием был
опубликован стандарт QS-9000
«Требования к системам качества», в «Руководстве» которого был описан этот
метод.
В настоящее время метод FMEA
широко используется в Японии, в США и в странах ЕС. В нашей стране разработан
стандарт ГОСТ Р 51814.2-2001, в котором по мнению специалистов наиболее удачно
раскрыта методология FMEA-анализа
для практического использования в условиях отечественных организаций.
FMEA проводится
для разрабатываемой продукции и процессов с целью оценки и снижения риска
потенциальных дефектов.
Особую актуальность этот метод приобретает для
продукции машиностроения и приборостроения, т.к. для технических изделий
основным свойством качества является их надежность. Поэтому неслучайно в
комплексе стандартов «Менеджмента риска» особое внимание уделено менеджменту
надежности технологических систем. В соответствии с ГОСТ Р 51901.2-2005 /6/
менеджмент риска является элементом менеджментом надежности, поскольку требования
по управлению риском , оценке и анализу риска должны включаться в
соответствующие этапы системы менеджмента надежности.
риск надежность низковольтный технологический
Цель системы менеджмента надежности состоит в
том, чтобы гарантировать достижение требуемой надежности продукции путем
управления процессами (в частности, технологическими процессами).
Влияние процессов (его операций) на качество
продукции сказывается, прежде всего, в том, что его результатом может быть
дефектная продукция. Дефект может оказаться критическим, что напрямую связано с
безопасностью, надежностью продукции и соответствующим риском для потребителя.
Под отказом операции процесса понимается потеря
точности операции (точность операции - свойство обеспечивать близость
действительных и номинальных значений параметров продукции).
Современные технологические процессы должны
обеспечивать высокую однородность качества производимой продукции, т.е.
обладать соответствующей надежностью процесса.
Под надежностью технологических систем
понимается способность процесса обеспечивать качество продукции в соответствии
с требованиями нормативных и технических документов. Непосредственная связь
надежности процессов с качеством изготавливаемой продукции предопределяет
объекты менеджмента надежности (соответственно, и менеджмента риска) - процессы
и продукция.
«Риск может быть обусловлен возможностью
отклонения от ожидаемого результата или события» /4/.
Руководствуясь этим, границы допуска параметров
качества продукции и контрольные границы надежности технологических процессов
производства рассматриваются как приемлемые (допустимые) уровни риска.
Преодоление этих уровней принято считать как негативные последствия в виде
повышения уровня дефектности продукции и снижения точности технологических
процессов ее производства.
Исходя из этих принципиальных положений, ниже
приводится экспресс-анализ оценки уровня дефектности продукции и состояния
технологического процесса ее производства, который широко применяется
экспертами Системы сертификации ГОСТ Р при сертификации продукции и
сертификации СМК.
.2 Методика экспресс-анализа
При экспресс-анализе проводятся анализ и оценки:
действительного уровня дефектности продукции по
представленному контрольному листку при сертификации продукции;
прогнозируемого уровня дефектности на основе
анализа технологического процесса и показателей его возможностей при
сертификации СМК.
Определим вероятную долю дефектной продукции q
по формуле (1). Для этого рассчитаем долю годной продукции, которая
определяется как вероятность Р того, что случайная величина Х примет значение в
пределах допуска, формула (2).
 (1)
(1)
 (2)
(2)
где  ;
;  ;
;
 - функция нормального распределения
(по функции Лапласа);
- функция нормального распределения
(по функции Лапласа);
 -верхняя граница допуска;
-верхняя граница допуска;
Х - среднее значение величины;
 -нижняя граница допуска;
-нижняя граница допуска;
 - среднее квадратичное отклонение.
- среднее квадратичное отклонение.
На практике приемлемыми уровнями
дефектности принято считать до 4%.
Б) Оценка прогнозируемого уровня дефектности на
основе анализа показателей возможности процессов.
В соответствии с ГОСТ Р 50779.44-2001 /7/
показателями, применяемыми для оценки возможностей процесса, являются индексы
воспроизводимости процесса. Сp
и Сpk.
 ,
,
где USL, LSL - границы
поля допуска
 ,
,
 ,
,
где - СКО процесса
По индексам воспроизводимости
стабильных процессов можно оценить прогнозируемый уровень дефектности
продукции.
.3 Результаты проведения
экспресс-анализа
Исходные данные продукции - варёные
колбасы, производства ООО «ТАВР»
|
Наименование
продукции
|
Варёные
колбасы
|
Партия
|
100
кг
|
с
10.02.2006
|
|
Показатель
качества
|
Массовая
доля нитрита натрия
|
Контрольные
образцы
|
Количество
|
100
кг
|
|
по
10.02.2006
|
|
Единица
измерения
|
%
|
|
Период
|
1
раз в 10 дней
|
Оператор
|
Штанько
И.А.
|
|
Контрольные
границы
|
верхняя
|
0,005
|
|
|
|
Контролер
|
Ваганов
В.А.
|
|
нижняя
|
0
|
|
|
|
|
|
|
Номер
выборки
|
Измеренные
значения
|
Среднее
значение  Размах R Размах R
|
|
|
х1
|
х2
|
х3
|
х4
|
х5
|
|
|
|
1
|
0,0043
|
0,0038
|
0,00299
|
0,0031
|
0,0041
|
0,003198
|
0,0025
|
|
2
|
0,004
|
0,0042
|
0,0041
|
0,0044
|
0,00315
|
0,00394
|
0,0014
|
|
3
|
0,004
|
0,00309
|
0,0037
|
0,0036
|
0,004
|
0,0036
|
0,00091
|
|
4
|
0,0032
|
0,0029
|
0,0035
|
0,002
|
0,00312
|
0,003
|
0,0015
|
|
5
|
0,004
|
0,0029
|
0,0035
|
0,0041
|
0,005
|
0,0039
|
0,0009
|
|
6
|
0,0029
|
0,00333
|
0,0018
|
0,00355
|
0,003018
|
0,00175
|
|
7
|
0,004
|
0,0041
|
0,005
|
0,0029
|
0,006
|
0,003924
|
0,0021
|
|
8
|
0,00295
|
0,0033
|
0,00296
|
0,00195
|
0,0035
|
0,002932
|
0,00155
|
|
9
|
0,0038
|
0,00301
|
0,0041
|
0,0019
|
0,0035
|
0,003192
|
0,00109
|
|
10
|
0,004
|
0,005
|
0,0034
|
0,0042
|
0,005
|
0,00406
|
0,0016
|
|
11
|
0,0037
|
0,0037
|
0,0029
|
0,00378
|
0,0056
|
0,003536
|
0,00088
|
|
12
|
0,00365
|
0,0034
|
0,0034
|
0,0021
|
0,0022
|
0,00291
|
0,00165
|
|
13
|
0,00312
|
0,0029
|
0,005
|
0,003
|
0,0021
|
0,003444
|
0,0021
|
|
14
|
0,0031
|
0,00315
|
0,0043
|
0,005
|
0,00442
|
0,00391
|
0,0019
|
|
15
|
0,003
|
0,0032
|
0,0018
|
0,0038
|
0,002904
|
0,00162
|
|
16
|
0,0033
|
0,00365
|
0,003
|
0,0028
|
0,0029
|
0,00317
|
0,00085
|
|
17
|
0,0034
|
0,0039
|
0,0042
|
0,0035
|
0,0021
|
0,00398
|
0,0015
|
|
18
|
0,0025
|
0,0021
|
0,0041
|
0,0042
|
0,0019
|
0,00302
|
0,0021
|
|
19
|
0,0025
|
0,0029
|
0,0025
|
0,00312
|
0,004
|
0,002904
|
0,001
|
|
20
|
0,002
|
0,0031
|
0,0028
|
0,0033
|
0,005
|
0,00282
|
0,0013
|
|
|
|
|
|
|
 = 0,00336 = 0,00336 = 0,00151 = 0,00151
|
|
Обработка статистического материала осуществлена
с использованием программное обеспечение Statistika-6.
На графиках приведены гистограмма, Х- и R-карты,
а также значения среднего и СКО, представляющие результаты по обработке
статистического материала.
А) Определение уровня дефектности
Определяются значения, входящие в формулу (2):

q = 1-
0,971235 = 0,028765 = 2,88 %
Таким образом, действительный
уровень дефектности продукции по представленному контрольному листку составил
около 2,88 %.
Б) Оценка прогнозируемого уровня
дефектности на основе анализа показателей возможности процессов.
Построим гистограмму, и посмотрим,
соответствует ли распределение параметров нормальному закону Гаусса
Для этого: Возьмем количество
интервалов r=7;
Определим размах всех измерений: Rизм=Xmax-Xmin=0,006-0,0018=0,0042;
Определим ширину интервалов : h= Rизм/ r=0,0042/7=0,0006;
Далее рассчитаем границы интервалов,
абсолютные и относительные частоты:
|
№
интервала,i
|
Границы
интервала
|
Абсолютная
частота,mi
|
Относительная
частота,Pi=mi/n
|
|
нижняя,Хнi
|
верхняя,Хвi
|
|
|
|
1
|
0,0018
|
0,0026
|
0,11
|
|
2
|
0,0026
|
0,0035
|
23
|
0,23
|
|
3
|
0,0035
|
0,0043
|
37
|
0,37
|
|
4
|
0,0043
|
0,0052
|
19
|
0,19
|
|
5
|
0,0052
|
0,0060
|
10
|
0,10
|
По гистограмме видно, что распределение
параметров соответствует нормальному закону Гаусса.
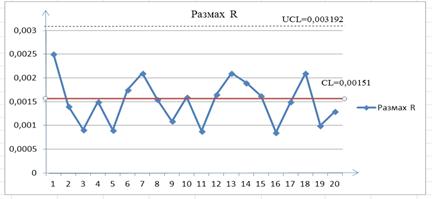
Построим X
и R карты:
Для R карты.  =0,00151-центральная
линия:
=0,00151-центральная
линия:
 2,114*0,00151=0,003192
2,114*0,00151=0,003192
 0
0
(т.к. n =5, то LCL отсутствует).
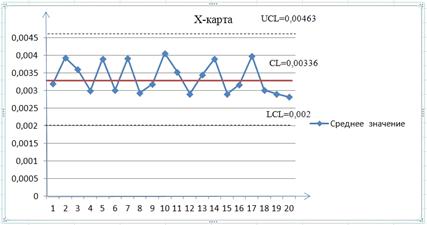
Для  -карты:
-карты:
Центральная линия:  =0,00336
=0,00336
 0,00336+0,577*0,00151=0,00463
0,00336+0,577*0,00151=0,00463
 0,00336-0.577*0,00151=0,002
0,00336-0.577*0,00151=0,002
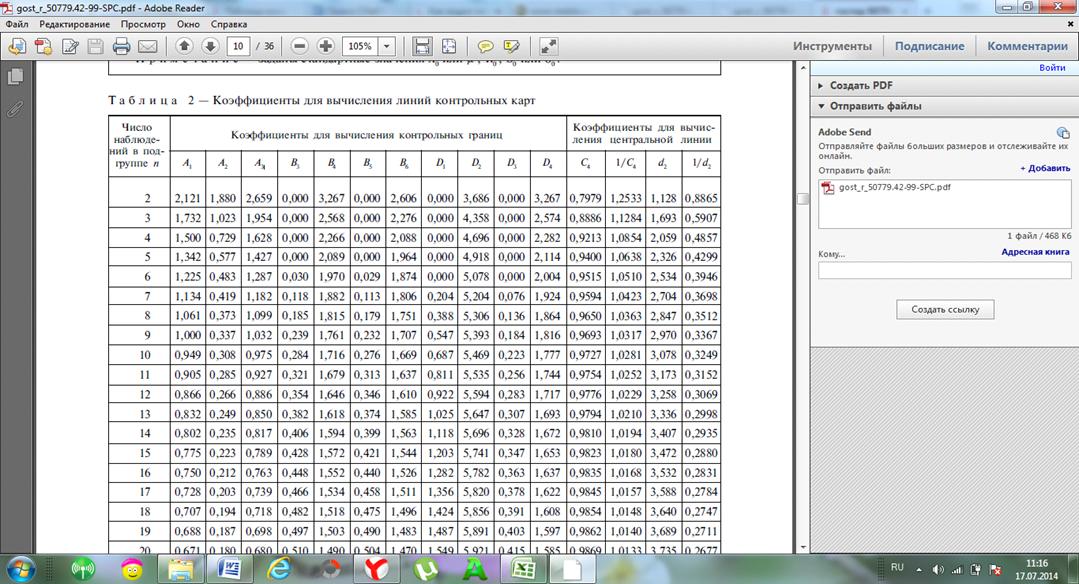
Значение множителя А2 ,D3,4
берутся для n = 5 из таблицы:
Параметрами допустимого риска являются:
а) по Х-карте
границы допуска параметров качества продукции и
контролируемые границы надежности технологического процесса
USL= 0,00463
LSL= 0,002 ;
б) по R-
карте
UCL =0,003192;
Анализ показывает, что процесс не выходит за
границы допуска параметров и контролируемые границы.
Рассчитаем возможности технологического процесса
Оценка статистической управляемости процесса.
В соответствии с ГОСТ Р
50779.44-2001 [7] показателями, применяемыми для оценки возможностей процесса,
являются индексы воспроизводимости процесса. С и С
и С .
.
С= ;
;
где USL, LSL - границы
поля допуска
С=min 
где  - СКО процесса
- СКО процесса
Индексы воспроизводимости стабильных
процессов позволяют сделать оценку прогнозируемого уровня производства
продукции.
С=; =
С=
С= min
С= min
С= min
С=0,63
Таким образом, по рассчитанным Си С можно
заключить, что процесс находится в статистически управляемом состоянии с
предполагаемым уровнем дефектности в пределах от 9,9% до 26%. В нашем
конкретном примере уровень дефектности составляет 2,88%.
Выводы
. В результате оценки уровня риска продукции
низковольтного оборудования - Светильник настольный «Blitz»,
модель «9359-51» производства фирмы Blitz Leuchten (Германия) определено, что
риск является небольшим и может быть отнесен к «группе риска 0» .Меры,
приведенные в « Инструкции по безопасности» для этой продукции, являются
достаточными.
. Экспресс-анализ соответствия надежности
технологической системы по производству продукции варёные колбасы, производства
ООО «ТАВР» показал, что процесс находится в статистически управляемом и
стабильном состоянии и соответствует параметрам допустимого риска.
Используемая литература
1.
Методические рекомендации (проект) по выполнению контрольного задания по
дисциплине «Основы менеджмента риска».
.
Технический регламент «О безопасности низковольтного оборудования», 2010.
.
ГОСТ 30345.4-95 (МЭК 335-2-7-93) Безопасность бытовых и аналогичных
электрических приборов. Дополнительные требования к стиральным машинам
.
ГОСТ Р 51897- 2002. Менеджмент риска. Термины и определения.
.
ГОСТ Р 51901.1-2002. Менеджмент риска. Анализ риска технологических систем.
.
ГОСТ Р 51901.2- 2005 . Менеджмент риска . Системы менеджмента надежности.