Нормирование точности конструкции узла с обоснованием принятых решений
Федеральное
агентство по образованию, Московский государственный университет леса, ИПСОП,
отделение заочного обучения
Контрольная
работа по дисциплине «Метрология, стандартизация, сертификация»
Вариант 42
Выполнил:
студент группы АП-Дс-21
Смирнов
Алексей Сергеевич
«
28 » июня 2014 г.
Руководитель:
____________________
Шамарин
Юрий Алексеевич
Сокол - 2014
СОДЕРЖАНИЕ
Введение
.
Обоснование и выбор посадок
.
Разработка рабочего чертежа детали
.
Расчет посадки для гладкого цилиндрического соединения
.
Назначение посадок подшипника качения
.
Расчет калибров и выбор универсальных средств измерений
Библиографический
список
ВВЕДЕНИЕ
Курсовая работа по дисциплине «Метрология,
стандартизация и сертификация» завершает изучение основных положений, понятий и
определений в области стандартизации; государственной системы стандартизации и
её роли в развитии научно-технического прогресса и интенсификации производства.
При выполнении курсовой работы анализируются
основные стандарты на допуски и посадки типовых сопряжений, рассматриваются
вопросы выполнения рабочих чертежей, нормирование точности геометрических
параметров деталей, разработки технических требований к стандартизации
продукции в машиностроении.
Зубчатые механизмы предназначены для передачи вращательных
движений или моментов сил с одного вала на другой с заданным отношением угловых
скоростей, а также для преобразования вращательного движения в поступательное и
наоборот.
Рассматриваемый узел состоит из вала, опорами
которого являются подшипник скольжения 6 и подшипник качения 7. На шлицевой вал
соединяется с зубчатым колесом 3, которое подвижно в осевом направлении. Блок
шестерен 5 сопрягается с валом с помощью шпонки 10. Упорная втулка 9 не
позволяет блоку шестерен 5 перемещаться в осевом направлении, также от осевого
смещения блока шестерен и подшипника качения удерживает гайка 13 с шайбой 12.
1. ОБОСНОВАНИЕ ВЫБОРА ПОСАДОК
1 d1- М28 -  -
предпочтительная посадка с зазором, для крепления подшипника качения и блока
шестерен на валу.
-
предпочтительная посадка с зазором, для крепления подшипника качения и блока
шестерен на валу.
. d2 - Ø -
переходная посадка, для соединения внутреннего кольца подшипника 7 с валом 1 .
-
переходная посадка, для соединения внутреннего кольца подшипника 7 с валом 1 .
. d3- Ø65 - посадка с
гарантированным натягом. Применяется для соединения зубчатых колес. Посадка
получилась в процессе расчета в п.2. и имеет широкое применение из числа
тяжелых прессовых посадок.
- посадка с
гарантированным натягом. Применяется для соединения зубчатых колес. Посадка
получилась в процессе расчета в п.2. и имеет широкое применение из числа
тяжелых прессовых посадок.
. d4 - Ø40 -
переходная посадка, с образованием натяга. Применяется для соединения вала 1 со
ступицей зубчатого колеса 4, с дополнительным креплением, шпонкой 10,
обеспечивает центрирование деталей.
-
переходная посадка, с образованием натяга. Применяется для соединения вала 1 со
ступицей зубчатого колеса 4, с дополнительным креплением, шпонкой 10,
обеспечивает центрирование деталей.
d5 -  - шлицевое
подвижное соединение, с центрированием по наружному диаметру, обеспечивает
подвижность зубчатого колеса на валу. Посадки назначаются на центрирующий
диаметр и ширину шлицев.
- шлицевое
подвижное соединение, с центрированием по наружному диаметру, обеспечивает
подвижность зубчатого колеса на валу. Посадки назначаются на центрирующий
диаметр и ширину шлицев.
. . d6-Ø -
предпочтительная посадка с зазором, применяется для соединения шлицевого вала 1
и подшипника скольжения (втулки) 6.
-
предпочтительная посадка с зазором, применяется для соединения шлицевого вала 1
и подшипника скольжения (втулки) 6.
. d7-Ø -
предпочтительная посадка с натягом, применяется для соединения втулки 6 с
корпусом 2.
-
предпочтительная посадка с натягом, применяется для соединения втулки 6 с
корпусом 2.
. d8- Ø - посадка с
зазором, для соединения наружного кольца подшипника с корпусом.
- посадка с
зазором, для соединения наружного кольца подшипника с корпусом.
. 14 - посадка для соединения шпонки с
пазом вала и с пазом втулки.
- посадка для соединения шпонки с
пазом вала и с пазом втулки.
. РАЗРАБОТКА РАБОЧЕГО ЧЕРТЕЖА ДЕТАЛИ
Вал изготавливается из материала
сталь 40 ГОСТ4543-71. При обработке детали вал базирование происходит в
центровых отверстиях типа А ГОСТ 14034-74.
Вал имеет фаски размером 1,6х45º.
Шероховатость поверхности:
Ra=0,8мкм -
для шлицевой поверхности, так она обрабатывается шлифованием [1, Т.1,
табл.2.66]
Ra=1,25мкм -
поверхность под подшипник качения [1, Т.2, табл.4.95]
Ra=0,8мкм -
поверхность под подшипник скольжения [1, Т.1, табл.2.68]
Ra=0,8мкм -под
подшипники скольжения.
. Допуск радиального биения
посадочной поверхностей вала по всей поверхности относительно база А и Б по
[2,табл. 5.1.]
Назначение технического требования -
ограничение возможного дисбаланса как самого вала, так и вала в сборе с
деталью. Принимается, что частота вращения вала равна 1460 мин -1 .
Допуск радиального биения
принимается по ГОСТ 24643-81 равен 16мкм.
. Допуск соосности.
Применяется для многоступенчатых
деталей. Допуск соосности для всех ступеней вала принимается 16мкм по [1,табл.
2.40].
шероховатость зубчатого венца Ra=1,25мкм[1,
табл.5.12]
. Допуск цилиндричности и допуск
продольного сечения вала под подшипник равен четверти допуска вала - 4 мкм.
[1,стр.288].
. Радиальное биение заплечиков вала
25мкм [3,табл. 99].
РАСЧЕТ ПОСАДКИ ДЛЯ ГЛАДКОГО
ЦИЛИНДРИЧЕСКОГО СОЕДИНЕНИЯ 3-4
Посадки с натягом предназначены для
получения неподвижных неразъёмных соединений без дополнительного крепления
деталей. Относительная неподвижность деталей обеспечивается силами сцепления
(трения), возникающими на контактирующих поверхностях вследствие деформации,
создаваемой натягом при сборке соединения.
Осевая сила Рос= 2,0 кH, радиальная
сила Рr=2,0 кН и
крутящий момент Мкр = 80 Нм передаются полого вала, имеющего внутренний диаметр
d1=45, наружный dn=d6 = 65 мм; наружный диаметр
охватываемой детали d2=d =mz3 =144мм; длина соединения l
= 50 мм.
Материал зубчатых колес - сталь 30Г,
коэффициент трения f=0,1 [5, табл.3.2];
. Определяют наименьшее давление рmin(ос) на
контактируемых поверхностях, необходимое для передачи крутящего момента и
осевой силы без проворачивания или сдвига


. Определяют наименьшее давление,
необходимое для предотвращения раскрытия стыка соединений из-за действий
радиальной силы
 ,
,
где Pr=2кН -
радиальная сила

Из двух полученных значений,
выбираем меньшее значение, так как в данном случае запрессовка деталей
происходит со смазкой.
. Определяют наименьший расчетный
натяг
, E2- модули упругости материала
соединяемых деталей,
для стали Е ≈ 2,05×1011 Н/м2;[5,
табл3.3]
Сd, СD - коэффициенты,
определяемые по формулам:
 и
и  , где
, где
μ- коэффициент Пуассона, для
стали , [5,
табл3.3]
, [5,
табл3.3]
 ;
; 

. Определяют предельное допустимое
удельное контактное давление на основе теории наибольших касательных
напряжений:
допустимое давление на поверхности
втулки:

допустимое давление на поверхности
вала:
 ,
,
где  - предел текучести материала
деталей.
- предел текучести материала
деталей.
Для стали 30Г  [3]
[3]
Для втулки  ;
;
для вала 
Из двух полученных значений выбираем
меньшее и проводим корректировку


. Определяют наибольший расчетный
натяг

. Определяем предельные технологические
предельные натяги:


где  - поправка на смятие шероховатости
поверхности вала и втулки при сборке;
- поправка на смятие шероховатости
поверхности вала и втулки при сборке;  - поправка на температурное
расширение деталей;
- поправка на температурное
расширение деталей;  - поправка
на уменьшение натяга при повторных запрессовках в процессе эксплуатации и
ремонта ;
- поправка
на уменьшение натяга при повторных запрессовках в процессе эксплуатации и
ремонта ;
х- коэффициент, учитывающий
увеличение удельного давления у торцов втулки (МУрис.3.2)
Поправку на смятие шероховатости
определяем по формуле

где  - коэффициент смятия шероховатости
поверхностей [5, табл.3.5]
- коэффициент смятия шероховатости
поверхностей [5, табл.3.5]
Расчетный допуск посадки равен

Квалитет точности определяем по
числу единиц допуска:

Ближайшее значение k=40 для 9-го
квалитета точности [МУ, табл.2 прил.1]
Тогда поправка на смятие
шероховатости поверхности

Поправку на смятие шероховатости
принимаем не более

 . Примем
. Примем 
Rad =1,25мкм и RaD =2,5мкм -
предельно допустимые параметры шероховатости
Поправку на температурное расширение
определяем по формуле
 , где
, где
 и
и  - коэффициенты линейного расширения
материалов деталей;
- коэффициенты линейного расширения
материалов деталей;
 и
и  - рабочая температура деталей;
- рабочая температура деталей;
 - температура соединения при
сборке;
- температура соединения при
сборке;
 - номинальный диаметр соединения.
- номинальный диаметр соединения.
Рабочая температура охватывающей
детали  , вала -
, вала -  .
.
Температура соединения при сборке  .
.

 для стали 30ХГСА [5.табл,3,6]
для стали 30ХГСА [5.табл,3,6]


По рис.3.2 [5] определяем х:  , поэтому
х=0,9
, поэтому
х=0,9
Материал зубчатых колес одинаковый,
поэтому =0, тогда


.Выбираем посадку.
Необходимо, что бы выполнялось
условие:
 ,
,
где  - предельные стандартные натяги.
- предельные стандартные натяги.
. Определяем допуск посадки

По условию задана система вала Сh, тогда
определяем допуск на основную деталь - вал:

По [ 5,табл 3, прил.1] определяет
ближайшее значение допуска вала для диаметра 65мм Td=46мм, что
соответствует 8-му квалитету точности.
Выбираем основное отклонение вала по
условию:

Принимаем ES=Т=66мкм
Уточняем допуск на сопрягаемую
деталь из условия:


По [ 5,табл.3, прил.1] определяет
ближайшее значение допуска отверстия для диаметра 65мм TD=46мм, что
соответствует 8-му квалитету точности
Определяем предельные отклонения:

Предельные стандартные натяги в
посадке:

Посадка имеет вид Ø65
Рисунок 1 - Схема расположения полей
допусков выбранной посадки
. НАЗНАЧЕНИЕ ПОСАДОК ПОДШИПНИКА
КАЧЕНИЯ 7
подшипник качение вал
зубчатый
Подшипник роликовый упорный ГОСТ
52598 -06 представляет собой обычный подшипник качения, где телами качения
выступают не шарики, а специальные удлиненные цилиндры или ролики. Применение
роликовых подшипников было обусловлено повышением осевой нагрузки, а также
стремлением максимально препятствовать прогибу и перекосу вала под нагрузкой .
Внутренний диаметр d = 35 мм; Наружный диаметр D = 44 мм;
Ширина кольца B = 12 мм;
Радиус фасок r = 1,0 мм.
Внутреннее кольцо является
циркуляционно-нагруженным, наружное - местно-нагруженное.

Рисунок 2 - Геометрические параметры
подшипника
Определяют геометрические
характеристики колец:

Подшипник посажен в разъемный корпус
и на вращающийся вал.
Нагружение наружного кольца -
местное, внутреннего - циркуляционное, перегрузка до 15%.
. Для местно нагруженного кольца
выбираем по [5,табл.4.6]. При перегрузки до 15% и при не разъемном корпусе
имеем поле допуска Ø44Н7. тогда
посадка имеет вид: Ø44
Рисунок 3 - Посадка наружного кольца
в корпус
. Определяют наименьший
конструктивный натяг для внутреннего кольца

 - радиальная нагрузка на опору, Н;
- радиальная нагрузка на опору, Н;
 - длина соединения
- длина соединения

. Наименьший функциональный натяг,
необходимый для компенсации деформации раскрытия стыка:
 [5,табл.4.9]
[5,табл.4.9]

и 

5. По [Мягков,т.2, табл4,92]
определяем поле допуска вала Ø35
Рисунок 4- Посадка внутреннего
циркуляционно-нагруженного кольца
5. РАСЧЕТ КАЛИБРОВ И ВЫБОР
УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЙ
Годность деталей, особенно при
крупносерийном производстве, наиболее часто проверяют предельными калибрами. С
их помощью определяют годность детали.
Комплект рабочих предельных калибров
для контроля гладких цилиндрических деталей состоит из проходного калибра ПР
(им контролируют предельный размер, соответствующий максимуму материала
проверяемого объекта) и непроходного калибра НЕ (им контролируют предельный
размер, соответствующий минимуму материала проверяемого объекта). Деталь
считается годной, если проходной калибр под действием собственного веса или
усилия, примерно равного ему, проходит, а непроходной калибр не проходит по
контролируемой поверхности детали.
. Для контроля годности зубчатого
колеса 5 будем использовать рабочий калибр-пробку (проходной и непроходной). Им
проверим размер гладкого цилиндрического отверстия диаметром D = 65 мм с
допуском Т8, ES=-0,066 мм, EI=-0,112мм
Номинальный размер детали Dн = 65 мм;
Наименьший предельный размер Dmin = D + EI = 65 -
0,112 = 64,888 мм;
Наибольший предельный размер Dmax = D + ES = 65 -
0,066 = 64,934 мм.
По ГОСТ 24853 - 81определяем:
допуск на изготовление калибра H = 5
мкм = 0,005 мм;
отклонение середины поля допуска на
изготовление проходного калибра относительно наименьшего предельного размера
изделия Z = 7 мкм =
0,007 мм;
допустимый выход размера изношенного
проходного калибра за границу поля допуска изделия Y = 5
мкм=0,005мм.
Наибольший размер проходного нового
калибра-пробки:

Размер калибра ПР, проставляемый на
чертеже 64,8975-0,005 мм.
Наименьший размер изношенного
проходного калибра-пробки:

Если калибр ПР имеет указанный
размер, его нужно изъять из эксплуатации.
Наибольший размер непроходного
калибра

Размер калибра НЕ, проставляемый на
чертеже:64,3425-0,005 мм.
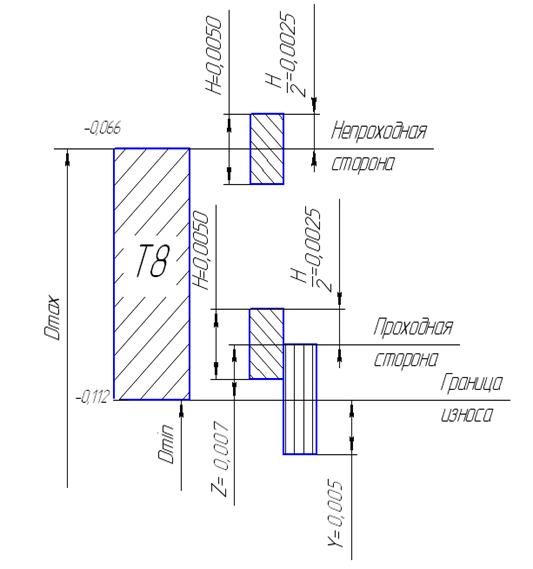
Рисунок 5- Cхема
расположения полей допусков калибра-пробки для контроля детали ø65Т8
. Необходимо рассчитать калибр -
скобу для контроля поверхности детали 4  65h8.
65h8.
Проходная сторона калибра - скобы контролирует
наибольший наружный предельный размер (вала), непроходная - наружный наименьший
размер (вала).
Рассчитаем предельные размеры вала Æ65
наибольший  ,
,
наименьший 
Восьмому квалитету точности
соответствуют значения допусков и отклонений калибров по ГОСТ 24853-81
 - отклонение середины поля допуска
на изготовление проходного калибра для вала относительно наибольшего
предельного размера изделия;
- отклонение середины поля допуска
на изготовление проходного калибра для вала относительно наибольшего
предельного размера изделия;
 - допустимый выход размера
изношенного проходного калибра для вала за границу поля допуска изделия;
- допустимый выход размера
изношенного проходного калибра для вала за границу поля допуска изделия;
 - допуск на изготовление калибров
для вала;
- допуск на изготовление калибров
для вала;
 - допуск на изготовление
контрольного калибра для скобы;
- допуск на изготовление
контрольного калибра для скобы;
Исполнительные размеры калибров определяем по
формулам Максимальный размер Р-ПР

Минимальный размер Р-ПР

Изношенный размер Р-ПР

Максимальный размер Р-НЕ

Минимальный размер Р-НЕ
Определяем основные параметры
калибра - скобы по ГОСТ 16775-93:
|
D ном, мм
|
D1, мм
|
H, мм
|
В,
мм
|
S, мм
|
l, мм
|
h, мм
|
|
От
58до 71
|
140
|
118
|
18
|
6
|
28
|
50
|

Рисунок 6 - Общий вид калибра-скобы

Рисунок 7 - Схема полей допусков калибра
Для определения действительных размеров деталей
соединений используют универсальные средства измерений.
По ГОСТ 8.051-81 определяют допускаемые
погрешности измерения в зависимости от допуска IT
контролируемых деталей, по РД 50-98-86 выбирают средства измерений диаметров
деталей сопряжения:
1) для отверстия ø65  - допуск IT7= 46мкм, δ = 12мкм, -
Нутромеры индикаторные (НИ) при замене отсчетного устройства измерительной
головкой (ИГ) с ценой деления 0,001 или 0,002 мм 1,4 (исп. а), с настройкой по
концевым мерам длины 1 класса или установочным кольцам (до 160 мм). Предельная
погрешность измерительного средства ∆си=7 мкм
- допуск IT7= 46мкм, δ = 12мкм, -
Нутромеры индикаторные (НИ) при замене отсчетного устройства измерительной
головкой (ИГ) с ценой деления 0,001 или 0,002 мм 1,4 (исп. а), с настройкой по
концевым мерам длины 1 класса или установочным кольцам (до 160 мм). Предельная
погрешность измерительного средства ∆си=7 мкм
Пневматические пробки с отсчетным
прибором с ценой деления 1 мкм и 0,5 мкм с настройкой по установочным кольцам 5∆си=5,5
мкм
) для вала ø65  - допуск IT7= 46мкм δ =12мкм - микрометры
рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на нуль по
установочной мере и скобы рычажные (СР) с ценой деления 0,002 мм при настройке
на нуль по концевым мерам длины при использовании на всем пределе измерения,
(исп. а), Предельная погрешность измерительного средства, ∆си=7 мкм
- допуск IT7= 46мкм δ =12мкм - микрометры
рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на нуль по
установочной мере и скобы рычажные (СР) с ценой деления 0,002 мм при настройке
на нуль по концевым мерам длины при использовании на всем пределе измерения,
(исп. а), Предельная погрешность измерительного средства, ∆си=7 мкм
Индикаторы часового типа (ИЧ и ИТ) с
ценой деления 0,01 мм и пределом измерения от 2 до 10 мм, класс точности 1,
предельная погрешность измерительного средства ∆си=6 (исп.д)
Библиографический
список
1.
Допуски и посадки. Справочник. В 2-х ч./ В.Д.Мягков, М.А. Палей, А.Б.Романов,
В.А. Брагинский.-6-е изд., перераб. - Л.: Машиностроение, Ленигр. отд-ние,
1983.
.
Анухин В.И. Допуски и посадки. Выбор и расчет, указание на чертежах: Учеб.
пособие. 2-е изд., перераб. и доп. СПб.: Изд-во СПбГТУ, 2001. 219 с.
3.
Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. - 8-е изд. - М.:
Машиностроение, 2001.
.
Дунаев П.Ф. Конструирование узлов и деталей машин: Учебное пособие для
студентов технических вузов. - М.: Академия, 2004. - 496 с.
.
Леонов. О.А. Курсовое проектирование по метрологии, стандартизации и
сертификации. - М:МГАУ,2002г.