Компоновочный план механического цеха
Задание на курсовое проектирование
Выполнить компоновочный план механического цеха
для выпуска заданного количества металлорежущих станков в год.
Исходные данные:
|
¹
задания
|
9
|
|
Тип
станка
|
универсально-фрезерный;
широкоуниверсальный фрезерный
|
|
Модель
станка: универсально-фрезерный широкоуниверсальный фрезерный
|
6Р82Г
6Р83Ш
|
|
Размеры
обработки рабочей поверхности станка: универсально-фрезерный
широкоуниверсальный фрезерный
|
320x1250
мм 400x1600 мм
|
|
Годовая
программа: универсально-фрезерный широкоуниверсальный фрезерный
|
1000
шт. 400 шт.
|
|
Удельная
станкоёмкость изготовления одной тонны металлорежущего станка:
универсально-фрезерный широкоуниверсальный фрезерный
|
110 станко-часов 120 станко-часов
|
|
Режим
работы проектируемого цеха
|
двухсменный
|
|
Вид
производства
|
|
Характеристика объектов производства
Станок 6Р82Г
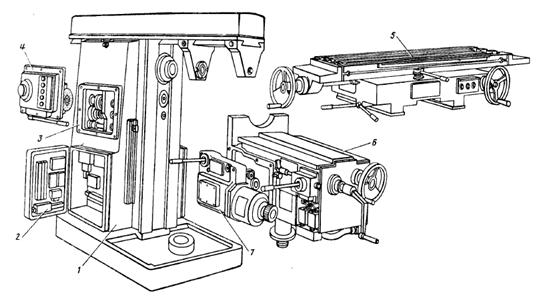
Рис 1. Расположение составных частей станка:
1-станина; 2-электрооборудование; 3-коробка скоростей; 4-коробка переключения;
5-стол и салазки; 6-консоль; 7-коробка подач.
Консольно-фрезерный станок 6Р82Г, предназначен
для фрезерования всевозможных деталей из стали, чугуна и цветных металлов
цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими
фрезами.
Па станке можно обрабатывать вертикальные и
горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса, фрезеровать
всевозможные спирали.
Технологические возможности станка могут быть
расширены с применением делительной головки, поворотного круглого стола,
накладной универсальной головки и других приспособлений.
Станок предназначен для выполнения различных
фрезерных работ в условиях индивидуального и серийного производства. В
крупносерийном производстве станок может успешно использоваться для выполнения
работ операционного характера.
Возможность настройки станка на различные
полуавтоматические и автоматические циклы позволяет организовать многостаночное
обслуживание.
Станок 6Р83Ш

Рис 2. Расположение составных частей станка:
1-станина; 2-хобот; 3-коробка скоростей; 4-коробка подач; 5-коробка
переключения; 6-консоль; 7-стол и салазки; 8-электрооборудование; 9-накладная
головка; 10-поворотная головка.
Широкоуниверсальный консольно-фрезерный станок
6Р83Ш предназначен для выполнения различных фрезерных работ в условиях
индивидуального производства.
На станке можно изготовлять металлические
модели, штампы, пресс-формы, шаблоны, кулачки и т. п.
Для обработки различного вида поверхностей, а
также крупногабаритных деталей, превышающих по своим размерам габарит стола,
шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под
любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть
использован при обработке плоскостей торцовыми и цилиндрическими фрезами.
Возможна как раздельная, так и одновременная работа обоими шпинделями. При
установке серег станок может быть использован как обычный
горизонтально-фрезерный.
Технологические возможности станка могут быть
расширены с применением делительной головки, поворотного круглого стола и
других приспособлений.
Техническая характеристика и жесткость станков
позволяют полностью использовать возможности быстрорежущего твердосплавного
инструмента.
Технические характеристики станка 6Р82Г
|
Размеры
рабочей поверхности стола
|
320x1250
мм
|
|
Наибольшее
перемещение стола, мм: продольное поперечное вертикальное
|
800
мм 250 мм 420 мм
|
|
Расстояние
от оси горизонтального шпинделя до поверхности стола
|
30-450
мм
|
|
Внутренний
конус горизонтального шпинделя по ГОСТ15945-82
|
50
|
|
Число
скоростей горизонтального шпинделя:
|
18
|
|
Частота
вращения горизонтального шпинделя:
|
31,5-1600
об/мин
|
|
Число
рабочих подач стола:
|
18
|
|
Подача
стола: продольная поперечная вертикальная
|
25-1250
мм/мин 25-1250 мм/мин 8,3-416,6 мм/мин
|
|
Скорость
быстрого перемещения стола: продольного поперечного вертикального
|
3000
мм/мин 3000 мм/мин 1000 мм/мин
|
|
Мощность
электродвигателя привода главного движения
|
7,5
кВт
|
|
Габаритные
размеры: длина ширина высота
|
2305
мм 1950 мм 1680 мм
|
|
Масса:
|
2900
кг
|
Технические характеристики станка 6Р83Ш
|
Размеры
рабочей поверхности стола
|
400x1600
мм
|
|
Наибольшее
перемещение стола, мм: продольное поперечное вертикальное
|
1000
мм 320 мм 420 мм
|
|
Расстояние:
от оси горизонтального шпинделя до поверхности стола от оси вертикального
шпинделя до направляющих станины от торца вертикального шпинделя до поверхности
стола
|
30-450
мм 250-900 мм 70-570 мм
|
|
Наибольшее
перемещение гильзы вертикального шпинделя
|
80
мм
|
|
Угол
поворота вертикальной фрезерной головки в плоскости, параллельной:
продольному ходу стола поперечному ходу стола: от станины к станине
|
360 мм 90 мм 45мм
|
|
Внутренний
конус шпинделя по ГОСТ15945-82: горизонтального вертикального
|
50
40
|
|
Число
скоростей шпинделя: горизонтального вертикального
|
18
11
|
|
Частота
вращения шпинделя: горизонтального вертикального
|
31,5-1600
об/мин 50-1600 об/мин
|
|
Число
рабочих подач стола:
|
18
|
|
Подача
стола: продольная поперечная вертикальная
|
25-1250
мм/мин 25-1250 мм/мин 8,3-416,6 мм/мин
|
|
Скорость
быстрого перемещения стола: продольного поперечного вертикального
|
3000
мм/мин 3000 мм/мин 1000 мм/мин
|
|
Мощность
электродвигателя привода главного движения
|
11
кВт
|
|
Габаритные
размеры: длина ширина высота
|
2680
мм 2260 мм 2040 мм
|
|
Масса:
|
4050
кг
|
Расчёт количества производственного станочного
оборудования
Расчёт количества производственного оборудования
производится по:
массе изделия;
станкоёмкости изготовления 1 тонны изделия;
годовой программе выпуска изделия;
действительному фонду времени работы
оборудования;
коэффициенту загрузки станков;

|
ТК-
|
суммарное
нормировочное время, необходимое для обработки на данном станке годового
количества деталей (суммарная станкоёмкость работы за год);
|
|
ФО-
|
действительный
годовой фонд времени станка, час;
|
|
КЗАГР-
|
коэффициент
загрузки металлорежущих станков;
|
|
Ткуд-
|
удельная
станкоёмкость на одну тонну массы изделия, ст/ч;
|
|
V-
|
годовая
программа, шт.;
|
|
т-
|
масса
станка, т
|
Данные для расчёта производственного станочного
оборудования:
режим работы цеха: двухсменный
коэффициент загрузки металлорежущих станков:
КЗАГР = 0,8-0,85 [1, стр. 6];
дополнительное количество станков для
изготовления запасных частей принять 5% от станкоёмкости годовой программы [1,
стр. 6].
Станок 6Р82Г:
по массе (4050 кг) станок относится к средним:
2000 - 15000 кг [1, стр. 5];
по заданной производственной программе (N = 1000
шт.) и типу станка (средний) определяем тип производства: крупносерийное [1,
стр. 5];
удельную станкоёмкость изготовления 1 тонны
металлорежущего оборудования определяем по таблице 3 [1, стр. 5]: для
универсально-фрезерных станков 110 станко-часов.

Станок 6Р83Ш:
по массе (2900 кг) станок относится к средним:
2000 - 15000 кг [1, стр. 5];
по заданной производственной программе (N = 400
шт.) и типу станка (средний) определяем тип производства: среднесерийное [1,
стр. 5];
удельную станкоёмкость изготовления 1 тонны
металлорежущего оборудования определяем по таблице 3 [1, стр. 5]: для
широкоуниверсально-фрезерных станков 120 станко-часов.

Состав оборудования необходимый для
компоновочного плана цеха станкостроения
Для станка 6Р82Г (фрезерного) по таблице 4 [1,
стр. 6] определяем:
|
Состав
оборудования механического цеха станкозавода
|
Объём
в %
|
Расчётное
суммарное количество
|
Принятое
суммарное количество
|
|
Токарные
|
19,6
|
20,58
|
21
|
|
Токарно-револьверные
|
8,3
|
8,715
|
9
|
|
Токарно-карусельные
|
1,0
|
1,05
|
1
|
|
Токарные
авт. и п/авт.
|
3,8
|
3,99
|
4
|
|
Расточные
|
8,1
|
8,505
|
8
|
|
Сверлильные
|
13,9
|
14,595
|
14
|
|
Агрегатные
|
1,5
|
1,575
|
2
|
|
Строгальные
|
5,8
|
6,09
|
6
|
|
Протяжные
|
1,2
|
1,26
|
1
|
|
Фрезерные
|
17,2
|
18,06
|
18
|
|
Зубообрабатывающие
|
8,3
|
8,715
|
9
|
|
Шлифовальные
|
9,1
|
9,555
|
10
|
|
Прочие
|
2,2
|
2,31
|
2
|
|
Всего:
|
100
|
|
105
|
Для станка 6Р83Ш (фрезерного) по таблице 4 [1,
стр. 6] определяем:
|
Состав
оборудования механического цеха станкозавода
|
Объём
в %
|
Расчётное
суммарное количество
|
Принятое
суммарное количество
|
|
Токарные
|
19,6
|
12,544
|
13
|
|
Токарно-револьверные
|
8,3
|
5,312
|
5
|
|
Токарно-карусельные
|
1,0
|
0,64
|
1
|
|
Токарные
авт. и п/авт.
|
3,8
|
2,432
|
2
|
|
Расточные
|
8,1
|
5,184
|
5
|
|
Сверлильные
|
13,9
|
8,896
|
9
|
|
Агрегатные
|
1,5
|
0,96
|
1
|
|
Строгальные
|
5,8
|
3,712
|
4
|
|
Протяжные
|
1,2
|
0,768
|
1
|
|
Фрезерные
|
17,2
|
11,008
|
11
|
|
Зубообрабатывающие
|
8,3
|
5,312
|
5
|
|
Шлифовальные
|
9,1
|
5,824
|
6
|
|
Прочие
|
2,2
|
1,408
|
1
|
|
Всего:
|
100
|
|
64
|
Таким образом, получаем суммарное количество оборудования:
|
Состав
оборудования механического цеха станкозавода
|
Для
станка 6Р82Г
|
Для
станка 6Р83Ш
|
Суммарное
количество
|
|
Токарные
|
21
|
13
|
34
|
|
Токарно-револьверные
|
9
|
5
|
14
|
|
Токарно-карусельные
|
1
|
1
|
2
|
|
Токарные
авт. и п/авт.
|
4
|
2
|
6
|
|
Расточные
|
8
|
5
|
13
|
|
Сверлильные
|
14
|
9
|
23
|
|
Агрегатные
|
2
|
1
|
3
|
|
Строгальные
|
6
|
4
|
10
|
|
Протяжные
|
1
|
1
|
2
|
|
Фрезерные
|
18
|
11
|
29
|
|
Зубообрабатывающие
|
9
|
5
|
14
|
|
Шлифовальные
|
10
|
6
|
16
|
|
Прочие
|
2
|
1
|
3
|
|
Всего:
|
105
|
64
|
169
|
Анализ основных деталей станков
Станок 6Р82Г
|
Ведущие
детали
|
Габариты
мм.
|
Основные
тех.операции
|
Тип
станка
|
Модель
|
Кол.
|
|
Станина
|
950х1600х1200
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
Хобот
|
1800х1200х600
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
Основание
|
2305х1950
х180
|
Фрезерная,
расточная, сверлильная, строгальная
|
Прод.-фрез.
|
6620
|
1
|
|
|
|
Гориз.-раст.
|
2650Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
7228
|
1
|
|
Стол
|
320х1250х120
|
Фрезерная,
расточная, сверлильная, шлифовальная, строгальная
|
Прод.-фрез.
|
6305Ф4
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М55
|
1
|
|
|
|
Плоскошлиф.
|
3Д722Ф2
|
1
|
|
|
|
Продол.-строг.
|
7112
|
2
|
|
Салазки
|
400х600х250
|
Фрезерная,
расточная, сверлильная, шлифовальная, строгальная
|
Прод.-фрез.
|
6305Ф4
|
1
|
|
|
|
Гориз.-фрез.
|
6Р83
|
1
|
|
|
|
Радиал.-сверл.
|
2М55
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Попер.-строг.
|
7М36
|
1
|
|
|
|
Плоскошлиф.
|
3Д722Ф2
|
1
|
|
Консоль
|
1000х1500х600
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Верт.-фрез.
|
6А59
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
|
|
Продол.-строг.
|
7116
|
1
|
|
Втулки,
диски
|
|
Сверлильная,
токарная, шлифовальная, фрезерная
|
Верт.-сверл.
|
2Н118
|
1
|
|
|
|
|
2Н125
|
2
|
|
|
|
Радиал.-сверл.
|
2М55
|
2
|
|
|
|
|
2М57
|
1
|
|
|
|
Ток.-винт
|
16К20
|
2
|
|
|
|
|
16К50П
|
1
|
|
|
|
Ток.-револв.
|
1Е316
|
1
|
|
|
|
|
1Г340П
|
3
|
|
|
|
Верт.-фрез.
|
6550
|
2
|
|
|
|
Плоскошлиф.
|
3Д754
|
2
|
|
Зубчатые
колеса
|
|
Фрезерная,
протяжная, шлифовальная, сверлильная
|
Зубофрез.
|
53А30П
|
3
|
|
|
|
Зубодолб.
|
5122
|
3
|
|
|
|
Верт.-протяж.
|
7Б65
|
1
|
|
|
|
Зубошевинг.
|
5702В
|
2
|
|
|
|
Зубопритир.
|
5П722
|
2
|
|
|
|
Верт.-сверл.
Зубошлиф.
|
2Н125
5В833
|
3
2
|
|
|
|
|
58П70В
|
1
|
|
Валы
и ходовые винты
|
|
Токарная,
шлифовальная, фрезерная, протяжная
|
Ток.-винт.
|
16Б05П
|
7
|
|
|
|
|
16К20
|
5
|
|
|
|
|
16К40П
|
1
|
|
|
|
Ток.-револв.
|
1Г325
|
3
|
|
|
|
Одношп.
авт.
|
1М32В
|
3
|
|
|
|
Многошп.
авт.
|
1Б240П4К
|
2
|
|
|
|
Ток.-карус.
|
1512
|
1
|
|
|
|
Круглошл.
|
3А110В
|
1
|
|
|
|
|
3У131М
|
1
|
|
|
|
|
3М194
|
1
|
|
|
|
Бесц.-шлиф.
|
3М185
|
1
|
|
|
|
Шлиц.-шлиф.
|
3451В
|
1
|
|
|
|
Верт.-фрез.
|
6Р11
|
2
|
|
|
|
Отрезной
|
8Г642
|
2
|
|
|
|
Верт.протяж.
|
7Б65
|
1
|
|
Прочие
|
|
Фрезерная,
сверлильная, токарная, шлифовальная
|
Верт.-фрез.
|
6Р11
|
3
|
|
|
|
Гориз.-фр.
|
6Р80
|
3
|
|
|
|
Верт.-сверл.
|
2Н118
|
2
|
|
|
|
Ток.-винт.
|
16Б05П
|
1
|
|
|
|
Ток.-револ.
|
1Е316
|
2
|
|
|
|
Кругл.-шлиф.
|
3А110В
|
1
|
Станок 6Р83Ш
|
Ведущие
детали
|
Габариты
мм.
|
Основные
тех.операции
|
Тип
станка
|
Модель
|
Кол.
|
|
Станина
|
950х1600х1200
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
Хобот
|
1800х1200х600
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
Основание
|
2305х1950
х180
|
Фрезерная,
расточная, сверлильная, строгальная
|
Прод.-фрез.
|
6620
|
1
|
|
|
|
Гориз.-раст.
|
2650Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
|
|
Прод.-строг.
|
7228
|
1
|
|
Стол
|
320х1250х120
|
Фрезерная,
расточная, сверлильная, шлифовальная, строгальная
|
Прод.-фрез.
|
6305Ф4
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М55
|
1
|
|
|
|
Плоскошлиф.
|
3Д722Ф2
|
1
|
|
|
|
Продол.-строг.
|
7112
|
2
|
|
Салазки
|
400х600х250
|
Фрезерная,
расточная, сверлильная, шлифовальная, строгальная
|
Прод.-фрез.
|
6305Ф4
|
1
|
|
|
|
Гориз.-фрез.
|
6Р83
|
1
|
|
|
|
Радиал.-сверл.
|
2М55
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Попер.-строг.
|
7М36
|
1
|
|
|
|
Плоскошлиф.
|
3Д722Ф2
|
1
|
|
Консоль
|
1000х1500х600
|
Фрезерная,
расточная, сверлильная
|
Прод.-фрез.
|
6У312
|
1
|
|
|
|
Верт.-фрез.
|
6А59
|
1
|
|
|
|
Гориз.-раст.
|
2636Ф1
|
1
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
|
|
Продол.-строг.
|
7116
|
1
|
|
Втулки,
диски
|
|
Сверлильная,
токарная, шлифовальная, фрезерная
|
Верт.-сверл.
|
2Н125
|
2
|
|
|
|
Радиал.-сверл.
|
2М57
|
1
|
|
|
|
Ток.-винт
|
16К50П
|
1
|
|
|
|
Ток.-револв.
|
1Г340П
|
1
|
|
|
|
Верт.-фрез.
|
6550
|
2
|
|
|
|
Плоскошлиф.
|
3Д754
|
2
|
|
Зубчатые
колеса
|
|
Фрезерная,
протяжная, шлифовальная, сверлильная
|
Зубофрез.
|
53А30П
|
2
|
|
|
|
Зубодолб.
|
5122
|
2
|
|
|
|
Верт.-протяж.
|
7Б65
|
1
|
|
|
|
Зубошевинг.
|
5702В
|
2
|
|
|
|
Зубопритир.
|
5П722
|
2
|
|
|
|
Верт.-сверл.
|
2Н125
|
2
|
|
|
|
Зубошлиф.
|
58П70В
|
1
|
|
Валы
и ходовые винты
|
|
Токарная,
шлифовальная, фрезерная, протяжная
|
Ток.-винт.
|
16К20
|
2
|
|
|
|
|
16К40П
|
1
|
|
|
|
Ток.-револв.
|
1Г325
|
1
|
|
|
|
Одношп.
авт.
|
1М32В
|
1
|
|
|
|
Многошп.
авт.
|
1Б240П4К
|
1
|
|
|
|
Ток.-карус.
|
1512
|
1
|
|
|
|
Кругл.-шл.
|
3М194
|
1
|
|
|
|
Бесц.-шлиф.
|
3М185
|
1
|
|
|
|
Шлиц.-шлиф.
|
3451В
|
1
|
|
|
|
Верт.-фрез.
|
6Р11
|
1
|
|
|
|
Отрезной
|
1
|
|
|
|
Верт.протяж.
|
7Б65
|
1
|
|
Прочие
|
|
Фрезерная,
сверлильная,
|
Верт.-фрез.
|
6Р11
|
1
|
|
|
|
Гориз.-фр.
|
6Р80
|
1
|
|
|
|
Верт.-сверл.
|
2Н118
|
1
|
Расчет потребности в рабочих кадрах цеха
Производственные рабочие:
Рпр = С·2 = 169·2 = 338 человек
Разметчики и слесаря: Ррс = Рпр·0,03 = 338·0,03
= 10,14; принимаем Ррс=11 человек
Итого производственных рабочих: Рпр = 338+11 =
349 человек
Вспомогательные рабочие: при укрупненных
расчетах количество вспомогательных рабочих принимают равным 30% от числа
производственных рабочих, тогда:
Рвсп = 0,3·Рпр = 0,3·349 = 104,7; принимаем Рвсп
= 105 человек
Младший обслуживающий персонал: количество
младшего обслуживающего персонала принимают равным 4% от числа производственных
рабочих, тогда:
Рмоп = 0,04·Рпр = 0,04·349 = 13,96; принимаем
Рмоп = 14 человек
Инженерно-технический персонал: количество
инженерно-технического персонала принимают равным 15% от числа производственных
рабочих:
Ритр = 0,15·Рпр = 0,15·349 = 52,35; принимаем
Ритр =53 человека
Счетно-контрольный персонал: количество
счетно-контрольного персонала принимают равным 5% от числа производственных
рабочих:
Рскп = 0,05·Рпр = 0,05·349 = 17,45; принимаем
Рскп = 18 человек
Инструментальное хозяйство: количество персонала
обслуживающего инструментальное хозяйство принимают равным 30% от числа
вспомогательных рабочих:
Рих = 0,3·Рвсп = 0,3·105 = 31,5; принимаем Рих =
32 человека
Ремонтно-механические службы: количество
персонала ремонтно-механической службы принимают равным 30% от числа
вспомогательных рабочих:
Ррмс = 0,3·Рвсп = 0,3·105 = 31,5; принимаем Ррмс
= 32 человека
Аппарат ОТК: количество работников ОТК принимают
равным 40% от числа вспомогательных рабочих:
Ротк = 0,4·Рвсп = 0,4·105 = 42; принимаем Ротк =
42 человека
Таблица 9. Сводная ведомость работников по цеху
|
Категория
работников
|
Количество
человек
|
|
Производственные
рабочие
|
338
|
|
Вспомогательные
рабочие
|
105
|
|
Младший
обслуживающий персонал
|
14
|
|
Инженерно-технический
персонал
|
53
|
|
Счетно-контрольный
персонал
|
18
|
|
Инструментальное
хозяйство
|
32
|
|
Ремонтно-механические
службы
|
32
|
|
Аппарат
ОТК
|
42
|
|
ИТОГО:
|
634
|
Расчет площади вспомогательных отделений и
площади всего механического цеха
Заготовительное отделение: площадь
заготовительного отделения рассчитывается по удельной площади и числу станков.
Удельная площадь составляет Sзаг =25-30 м2. Принимаем для заготовительного
отделения 6 станков: ножовочная и дисковая пилы, отрезной, центровочный,
обдирочный и правильный станки [2, с 178].
заг = 25·6 = 150 м2
Заточное отделение: определяем количество и
состав станков заточного отделения. Количество заточных станков берется 4 - 6%
от производственных станков [2, с 180].
Сзат = 0,06·169 = 10,14; принимаем Сзат = 11 из
них:
универсально-заточных: 4 шт.;
заточных для резцов из быстрорежущей стали: 2
шт.;
заточных для резцов из твердых сплавов: 2 шт.;
заточной для сверл: 1 шт.;
универсально-шлифовальный: 1 шт.;
плоскошлифовальные: 1 шт.
Удельная общая площадь заточного отделения
составляет 10-12 м2 на один станок, следовательно:
Sзат = 10·11=110 м2
Цеховая ремонтная база: общее количество
основных металлорежущих станков цеховой ремонтной базы составляет 12 станков
[2, с 328]:
токарно-винторезный: 5 шт.;
вертикально-сверлильный: 1 шт.;
универсально-фрезерный: 1шт.;
вертикально-фрезерный: 1 шт.;
поперечно-строгальный: 1 шт.;
долбежный: 1 шт.;
универсально-круглошлифовальный: 1 шт.;
зубофрезерных: 1 шт.
Сверх подсчитанного количества основных станков
ремонтной базы необходимо предусмотреть еще вспомогательное оборудование. В
состав вспомогательного технологического оборудования входят:
настольно-сверлильный станок: 1 шт.;
обдирочно-шлифовальный станок: 1 шт.;
пила дисковая: 1 шт.;
пресс гидравлический: 1 шт.;
сварочный трансформатор: 1 шт.;
пост сварочный: 1шт.;
моечная ванна: 1 шт.
Удельная площадь ремонтной базы приходящаяся на
один основной станок, в среднем составляет 22-28 м2.
Дополнительно выделяется площадь для склада
запасных частей в размере 25-30% площади базы: [3, с 227]
б = 22·12·1,25 = 330 м2
Отделения по ремонту электрооборудования и
электронных систем: данная площадь составляет 35-40% площади цеховой ремонтной
базы [3, с. 227]
эc = 0,35·330 = 116 м2
Контрольное отделение: площадь контрольного
отделения определяют исходя из числа контрольных работников, располагающихся на
данной площади в одну смену, считая при этом на одного человека 5-6 м2 и делая
надбавку для расположения инвентаря, оборудования и проходов путем умножения
величины общей площади на коэффициент 1,5-1,75: [2, с 263]
контр = 21·5·1,5 = 158 м2
Мастерская для ремонта приспособлений и
инструмента: количество станков для мастерской ремонта приспособлений и
инструмента определяется из расчета - 2% от количества обслуживаемых
металлорежущих станков. Общая площадь для станков и слесарной работы
определяется из расчета 25 м2 на один станок мастерской, включая
вспомогательную площадь (для кладовой ремонтируемых приспособлений и запасных
частей к ним и других помещений)
м.п.и. = 0,02·169·25 = 85 м2
Отделение для приготовления и раздачи СОЖ:
данная площадь составляет 40-120 м2. Емкости для сбора и фильтрации СОЖ
размещают часто в подвалах и тоннелях. Площадь склада масел определяют из
расчета 0,1-0,12 м2 на один обслуживаемый станок [3, с 232]
ж = 0,07·169+80 = 92 м2
Отделение для переработки стружки: площадь
отделения для сбора и переработки стружки определяется по формуле:
тр = (0,03-0,04)*Snp.,
где Snp - производственная площадь цеха [3, с
230]
стр = 0,03·6346 = 191 м2
Инструментально-раздаточный склад: площадь
склада инструмента определяется из расчета на один металлорежущий станок
обслуживаемого цеха при работе в 2 смены в зависимости от вида производства.
Для серийного - 0,4 м2; крупносерийного - 0,3. Площадь склада приспособлений
для среднесерийного производства принимается равной 0,3 м2; крупносерийного -
0,2. Площадь кладовой для абразива принимается из расчета 0,4 м2 на один
шлифовальный, заточной или полировальный станок [2, с 191].
Sирс=(0,3+0,2)·105+(0,4+0,3)·64+0,4·34=111 м2
Цеховой склад заготовок и материалов: площадь
цехового склада материалов и заготовок составляет 10-15% от производственной
площади [2, с 188]
зм=0,10·6346=635 м2
Общая площадь вспомогательных отделений механического
цеха:
всп.отд =
Sзаг+Sзат+Sрб+Sрзс+Sконтр+Sрем.п.и.+Sсож+Sстр+Sирс+Sсзм =
= 150+110+330+116+158+85+92+191+111+635 = 1978
м2
Общая площадь: площадь цеха определяется как
сумма производственной площади и площади вспомогательных отделений механического
цеха (служебно-бытовые помещения не учитываются):
общ.цexa = Sпр+Sвсп.от. = 6346+1978 = 8324 м2
Промежуточный склад: площадь промежуточного
склада составляет 7% от общей площади цеха:
пс = 0,07·8324 =583 м2
Общая площадь механического цеха:
Sцexa = 8324+583 = 8907 м2
Производственная площадь цеха составляет 71% от
всей площади цеха
Определение площади служебно-бытовых помещений:
Площадь служебно-бытовых помещений цеха
определяется по удельной площади на одного работающего. Расчет производится по
смене с наибольшим количеством работающих.
|
№
|
Помещения
|
Удельная
площадь на одного работающего списочного состава, м2
|
Общая
площадь, м2
|
|
1
|
Санитарно-гигиенические
|
3,16
|
1002
|
|
2
|
Общественного
питания, включая подсобные помещения, кухни
|
0,61
|
193
|
|
3
|
Медицинские
|
0,13
|
41
|
|
4
|
Культурно-массовые
|
0,3
|
95
|
|
5
|
Служебные
|
0,7
|
222
|
|
6
|
Общественные
организации
|
0,04
|
13
|
|
7
|
Итого:
|
4,94
|
1556
|
Участки механической обработки деталей
Разобьем цех на отдельные участки:
участок обработки станины и хобота
участок обработки снования и консоли
участок обработки стола и салазок
участок обработки втулок, дисков и прочих
деталей
участок обработки зубчатых колёс
участок обработки валов и ходовых винтов
Состав и площадь участка обработки станины и
хобота
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Продольно-фрезерный
|
6У312
|
22х2
|
4
|
100
|
400
|
|
2
|
Горизонтально-расточной
|
2636Ф1
|
19
|
4
|
90
|
360
|
|
3
|
Радиально-сверлильный
|
2М57
|
7,5
|
4
|
15
|
60
|
|
4
|
Всего:
|
820
|
Состав и площадь участка обработки основания и
консоли
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Продольно-фрезерный
|
6620
|
30х4
|
2
|
320
|
640
|
|
2
|
Продольно-фрезерный
|
6У312
|
22х2
|
2
|
100
|
200
|
|
3
|
Вертикально-фрезерный
|
6А59
|
22
|
2
|
60
|
120
|
|
4
|
Горизонтально-расточной
|
2650Ф1
|
37
|
2
|
280
|
560
|
|
5
|
Горизонтально-расточной
|
2636Ф1
|
19
|
2
|
90
|
180
|
|
6
|
Радиально-сверлильный
|
2М57
|
7,5
|
4
|
15
|
60
|
|
7
|
Продольно-строгальный
|
7228
|
125
|
2
|
350
|
700
|
|
8
|
Продольно-строгальный
|
7116
|
100
|
2
|
130
|
260
|
|
9
|
Всего:
|
2720
|
Состав и площадь участка обработки стола и
салазок
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Продольно-фрезерный
|
6305Ф4
|
7,8
|
4
|
50
|
200
|
|
2
|
Горизонтально-фрезерный
|
6Р83
|
11
|
2
|
15
|
30
|
|
3
|
Горизонтально-расточной
|
2636Ф1
|
19
|
4
|
90
|
360
|
|
4
|
Радиально-сверлильный
|
2М55
|
5,5
|
4
|
10
|
40
|
|
5
|
Продольно-строгальный
|
7112
|
100
|
4
|
90
|
360
|
|
6
|
Поперечно-строгальный
|
7М36
|
7,5
|
2
|
10
|
20
|
|
7
|
Плоскошлифовальный
|
3Д722Ф2
|
15
|
4
|
20
|
80
|
|
8
|
Всего:
|
1090
|
Состав и площадь участка обработки втулок,
дисков и прочих деталей
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Вертикально-сверлильный
|
2Н118
|
1,5
|
4
|
5
|
20
|
|
2
|
Вертикально-сверлильный
|
2Н125
|
2,2
|
4
|
5
|
20
|
|
3
|
Радиально-сверлильный
|
2М55
|
5,5
|
2
|
10
|
20
|
|
4
|
Радиально-сверлильный
|
2М57
|
7,5
|
2
|
15
|
|
5
|
Токарно-винторезный
|
16К20
|
11
|
2
|
10
|
20
|
|
6
|
Токарно-винторезный
|
16К50П
|
22
|
2
|
30
|
60
|
|
7
|
Токарно-винторезный
|
16Б05П
|
1,5
|
1
|
30
|
30
|
|
8
|
Токарно-револьверный
|
1Е316
|
3
|
3
|
5
|
15
|
|
9
|
Токарно-револьверный
|
1Г340П
|
6
|
4
|
15
|
60
|
|
10
|
Вертикально-фрезерный
|
6550
|
10
|
4
|
20
|
80
|
|
11
|
Вертикально-фрезерный
|
6Р11
|
5,5
|
4
|
10
|
40
|
|
12
|
Горизонтально-фрезерный
|
6Р80
|
3
|
4
|
10
|
40
|
|
13
|
Плоскошлифовальный
|
3Д754
|
15
|
4
|
10
|
40
|
|
14
|
Круглошлифовальный
|
3А110В
|
2,2
|
1
|
10
|
10
|
|
15
|
Всего:
|
485
|
Состав и площадь участка обработки зубчатых
колёс
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Зубофрезерный
|
53А30П
|
3,2
|
5
|
10
|
50
|
|
2
|
Зубодолбёжный
|
5122
|
2,1
|
5
|
6
|
30
|
|
3
|
Вертикально-протяжной
|
7Б65
|
22
|
2
|
12
|
24
|
|
4
|
Зубошевинговальный
|
5702В
|
3
|
4
|
5
|
20
|
|
5
|
Зубопритирочный
|
5П722
|
5,5
|
4
|
5
|
20
|
|
6
|
Вертикально-сверлильный
|
2Н125
|
2,2
|
5
|
5
|
25
|
|
7
|
Зубошлифовальный
|
5В833
|
4
|
2
|
15
|
30
|
|
8
|
Зубошлифовальный
|
58П70В
|
3
|
2
|
15
|
30
|
|
9
|
Всего:
|
229
|
Состав и площадь участка обработки валов и
ходовых винтов
|
№
|
Наименование
станка
|
Модель
станка
|
Мощность
станка, кВт
|
Кол-во
станков
|
Площадь
под станок, м2
|
Общая
площадь под станки, м2
|
|
1
|
Токарно-винторезный
|
16Б05П
|
1,5
|
7
|
30
|
210
|
|
2
|
Токарно-винторезный
|
16К20
|
11
|
7
|
10
|
70
|
|
3
|
Токарно-винторезный
|
16К40П
|
18,5
|
2
|
60
|
120
|
|
4
|
Токарно-револьверный
|
1Г325
|
2,6
|
4
|
12
|
48
|
|
5
|
Одношпиндельный
автомат
|
1М32В
|
3,1
|
4
|
10
|
40
|
|
6
|
Многошпиндельный
автомат
|
1Б240П4К
|
13
|
3
|
10
|
30
|
|
7
|
Токарно-карусельный
|
1512
|
30
|
2
|
10
|
20
|
|
8
|
Круглошлифовальный
|
3А110В
|
2,2
|
1
|
10
|
10
|
|
Круглошлифовальный
|
3У131М
|
3
|
1
|
30
|
30
|
|
Круглошлифовальный
|
3М194
|
25
|
2
|
110
|
220
|
|
Бесцентрово-шлифовальный
|
3М185
|
22
|
2
|
25
|
50
|
|
Шлице-шлифовальный
|
3451В
|
3
|
2
|
20
|
40
|
|
Вертикально-фрезерный
|
6Р11
|
5,5
|
3
|
10
|
30
|
|
Вертикально-протяжной
|
7Б65
|
22
|
2
|
12
|
24
|
|
Отрезной
|
8Г642
|
5,5
|
3
|
20
|
60
|
|
15
|
Всего:
|
1002
|
Проектирование компоновки цеха
Подсчитаем общую площадь, занимаемую
оборудованием и подразделениями, расположенными в цехе:
Площади с оборудованием и вспомогательными
подразделениями расположим в три пролета по 24 метра шириной. Сетка колонн 24 -
12.
Служебно-бытовые помещения расположим сбоку
здания цеха в три этажа в сетке колонн 12х3.

Высота пролета: H = K + Z + E + F + C + A + M,
где:
K - высота оборудования не менее 2,3 м; -
безопасное расстояние между грузом и оборудованием, не менее 0,4м;- высота
наибольшего по размеру изделия в положении транспортирования; этот промежуток
принимается равным 0,5 - 1,0 м;- расстояние от верхней кромки наибольшего
транспортируемого изделия до центра крюка крана в верхнем его положении,
необходимое для захвата изделия цепью или канатом и зависящее от размеров
изделия; принимается не менее 1 м ;- расстояние от предельного верхнего
положения крюка до горизонтальной линии, проходящей через вершину головки
рельса; величина этого расстояния колеблется в пределах от 0,5 до 1,6 м в
зависимости от грузоподъемности и конструкции крана;
А - высота мостового крана;- расстояние от
верхней точки крана до перекрытия, не менее 0,1 м;
Н = Н1 + h;= A + M = 6700 + 1250 + 1000 + 1000 +
1500 = 11450 мм
Определение потребного количества кранов и
транспортных средств
Анализируя номенклатуру выпускаемых изделий в
цехе, объем выпускаемой продукции, габаритные размеры деталей и их массу,
считаю рациональным использование подвесных кранов грузоподъемностью 5 тонн.
Количество кранов в пролете определяют исходя из соотношения 1 кран на 50
метров длины пролета. А также мостовых кранов грузоподъемностью 10 тонн.
Количество кранов в пролете определяют исходя из соотношения 1 кран на 50-60
метров длины пролета. [2, с 374].
Для обслуживания станков, рабочих мест, цеховых
и складских помещений, перевозки грузов между цехами и складами выбираем
электрокары грузоподъемностью 3 тонны. Они просты в управлении и бесшумны.
Электрокары легко маневрируют в цехах, не требуют широких проездов и больших
радиусов закругления. Скорость движения электрокаров 6-15 км/ч [2, с 367].
Проектирование электроснабжения цеха
Для определения годового расхода электроэнергии
на освещение W при укрупненных расчетах принимают 15 Вт в час на 1 м2 площади
пола цехов, включая служебные и бытовые помещения [2, с. 422].
Таким образом: Wосв = 0,015·(8907+1556) = 156,95
кВт·час
Определим активную мощность электроприемников
(Ра): Ра определяется по суммарной установленной мощности Руст и коэффициенту
Кс, учитывающему недогрузку по мощности и неодновременность работы
электроприемников, потери в сети и в электродвигателях. Для механических цехов
Кс можно принимать равным 0,4-0,55 [3, с. 377].
Установленная мощность по ведомости Руст =
2707,7 кВт
Ра = Кс*Руст = 0,5·2707,7 = 1353,85 кВт;
компоновочный цех оборудование
Определим годовой расход электроэнергии:
год = Pa·ФД+Wосв·ФД = 1353,85·4015+156,95·4015 =
6065862 кВт·час ,
где: Фд - действительный годовой фонд времени
(при двухсменном режиме работы цеха), час.
Основные технико-экономические показатели
|
№
|
Наименование
показателя
|
Единица
измерения
|
Величина
|
|
1.
|
Выпуск
|
шт
|
1400
|
|
2.
|
Годовой
выпуск механических изделий
|
тн
|
4520
|
|
2.
|
Число
смен
|
шт
|
2
|
|
3.
|
Производственные
станки
|
шт
|
169
|
|
4.
|
Площадь
цеха
|
м2
|
8907
|
|
5.
|
Производственная
площадь цеха
|
м2
|
6346
|
|
6
|
Общая
мощность станочного оборудования
|
кВт
|
2707,7
|
|
7
|
Количество
производств, рабочих
|
чел
|
349
|
|
8
|
Количество
вспомогательных рабочих
|
чел
|
105
|
|
9
|
Младший
обслуживающий персонал
|
чел
|
14
|
|
10
|
Инженерно-технический
персонал
|
чел
|
53
|
|
11
|
Счетно-контрольный
персонал
|
чел
|
18
|
|
12
|
Инструментальное
хозяйство
|
чел
|
32
|
|
13
|
Ремонтно-механические
службы
|
чел
|
32
|
|
14
|
Выпуск
на 1 м2 производственной площади
|
тн
|
0,712
|
|
15
|
Выпуск
на 1 м2 общей площади
|
тн
|
0,432
|
|
16
|
Выпуск
на 1 станок
|
тн
|
26,746
|
|
17
|
Выпуск
на 1 рабочего
|
тн
|
7,129
|
|
18
|
Коэффиц.
загрузки станков
|
0,8
|
|
19
|
Средняя
установленная мощность
|
кВт
|
16,48
|
|
20
|
Производственная
площадь на 1 станок
|
м2
|
37,55
|