Исследования многослойного материала, полученного в условиях ООО 'Московский картонажно-полиграфический комбинат'
Введение
В историческом
плане первыми функциями упаковки были предохранение продуктов или изделий от
порчи и обеспечение возможности их транспортировки с сохранением высокого
качества. Проблемы упаковки традиционно занимали важное место в жизни как
отдельного человека, так и общества в целом. Многие важнейшие открытия и
достижения человечества были широко использованы именно для развития упаковки.
Можно привести многочисленные примеры из разнообразных областей науки и
техники. Это и разработка новых материалов, и создание новых технологий для
производства упаковки из дерева, глины, фарфора, стекла, металлов, пластмасс и
т. д. Это и широкое использование автоматизированной техники как для
изготовления упаковки, так и для процессов упаковывания продукции. Это и
создание новых технологий длительного сохранения продуктов…
Основные тенденции рынка
гибкой упаковки
В современной жизни упаковка прочно
вошла в наш быт и сопровождает человека на всех стадиях его деятельности. Она
во многом изменила наш жизненный уклад, позволила по-новому взглянуть на многие
проблемы, например, питания. По состоянию развития упаковочной индустрии стали
судить об экономическом и техническом уровне той или иной страны. Наиболее
развитые страны вкладывают значительные средства в эту сферу. Так, ежегодные
расходы в США на упаковку превышают 52 млрд. долларов, в Германии - 33 млрд.
марок (около 20 млрд. долларов США). Среднегодовые расходы на упаковку во всем
мире составляют от 450 до 500 млрд. долларов США.
Ведущие специалисты
российского рынка упаковки отмечают его специфику - быстроту изменений. Но его
объем да и возраст недостаточны для формирования мировых тенденций, поэтому
приведу некоторые тенденции американского рынка упаковки.
По данным
аналитиков потребность в бумажной и полимерной упаковке на рынках США, где оба
материала конкурируют друг с другом, растет ежегодно на 2 процента и к 2005
достигнет 39 млн. тонн. Стимулом к развитию станут постоянный рост сектора
продуктов питания, улучшение барьерных свойств, усиление прочности упаковки и
другие атрибуты. Потребность в полимерной упаковке будет расти быстрее из-за
преимуществ в стоимости и рабочих характеристиках. Все чаще будет
использоваться комбинация бумаги и полимеров как в гибких, так и в жестких
конструкциях. Полимерная упаковка продолжит вытеснять стекло- и металлотару.
Бумажная упаковка сохранит свою конкурентоспособность за счет экологичности,
снижения стоимости и укрепления позиции гофротары.
Потребность в
бумажной и картонной упаковке в США возрастает ежегодно на 2 процента и
достигнет 33,8 млн. тонн в 2005. Потребность в полимерной упаковке возрастает
ежегодно на 3 процента и к 2004 достигла 5,2 млн. тонн. 3,3 процента прироста
ожидается для рынка гибкой упаковки. Преимущества полимеров очевидны: простые
условия хранения, легкость распределения, высокие барьерные свойства,
прозрачность, влагопрочность. Рынок гибкой упаковки в России является одним из
наиболее быстро растущих. В ближайшие три года оборот на нем вырастет в 2 раза
- до 1,4 млрд. долларов.
Объем рынка гибкой
упаковки увеличился ориентировочно с 15 тыс. тонн в 1993 до 80 тыс. тонн в
2001. Из них, по разным оценкам, около 25 тыс. тонн - импорт. Только за
последние два года объем закупок упаковочных материалов увеличился на 51
процент, свидетельствуя об интенсивном развитии этого сектора рынка. Наиболее
высокими темпами растет потребление кашированных и ламинированных пленок (хотя
их доля, и особенно доля барьерных пленок, пока невелика), а также пакетов из
полиэтиленовой, полипропиленовой и полиамидной пленок для вакуумной упаковки.
Рост
конкурентоспособности российских производителей и активный приток как
отечественного, так и иностранного капитала стали определяющими факторами роста
упаковочного рынка. Параллельно с ростом потребления упаковки формируется
устойчивый спрос на нее, вырабатывается культура потребления, а вместе они
опять-таки стимулируют производство.
Экономические
показатели прошедшего года говорят о значительном приросте объемов
промышленного производства в отраслях, связанных и с изготовлением, и с потреблением
упаковки. По данным статистики, выделяется полиграфическая индустрия. Хорошие
показатели у основных отраслей-потребителей упаковки: пищевой промышленности и
машиностроения, далее следуют также связанные с рынком упаковки химическая и
нефтехимическая отрасли (рис. 1). Важными факторами, влияющими на спрос и
предложение гибких полимеров, являются тенденции на рынке сырья. Большая часть
упаковки изготавливается на основе импортного сырья. Цены на гибкие полимерные
материалы зависят от цен на нефтяном рынке. Сейчас намечается тенденция к
увеличению цен на западное сырье, российское - дешевле, но уступает по
качеству.
Российские
производители используют импортное оборудование: экструдеры для получения
пленки, ламинаторы, печатные машины, оборудование для резки и др. (рис. 2).
Рис.1. Рост объемов
производства в некоторых отраслях промышленности в 2001 году, %

Рис.2. Оборудование для
производства полимерных тканых мешков
Для печати используют
сырье и краски от известных отечественных и мировых производителей.
Оборудование поступает к
нам из Германии, Италии, Франции и отличается высоким качеством комплектующих и
хорошей производительностью. Но пока еще не все фирмы могут позволить себе
дорогостоящее оборудование, позволяющее осуществлять высококачественную печать.
Не обладающие достаточным спектром высокотехнологичного оборудования компании
(чтобы расширить ассортимент) размещают заказы на печать у более крупных
производителей.
Темпы роста рынка гибкой
упаковки с флексографской печатью в России по экспертным оценкам в 2001
составили 12 процентов, в то время как в Европе - б, в США - 6-7 процентов.
В странах ЕС принят
законодательный акт 22/97, по которому с 1 января 1998 к продаже допускается
лишь та упаковка, которая отвечает европейским стандартам, установленным
Европейским комитетом нормализации, а также принята Директива по вопросам
упаковки и этикетирования пищевых продуктов. В России давно разрабатывался и
только сейчас утверждается на федеральном уровне закон «Об упаковке и
упаковочных отходах».
Потребление гибкой
упаковки
В результате проведённых
аналитиками исследований североамериканского рынка гибкой упаковки были
представлены следующие основные данные и тенденции развития на 2003. Спрос на
гибкую упаковку существует, главным образом, на трёх основных сегментах: рынке
индустриальной упаковки (4,488 млрд. долл.), рынке скоропортящихся пищевых
продуктов (2,730 млрд. долл.) и на рынке сухих обезвоженных пищевых продуктов
(2,568 млрд. долл.). Из других тенденций следует обратить внимание на рост
использования в гибкой упаковке металлоцен линейного полиэтилена низкого
давления (LLDРЕ) и рост темпов использования такой упаковки в табачной
продукции.
Из общего объема
производимой Россией упаковочной пленки значительная часть приходится на
традиционные материалы: до 10 процентов - на полиэтиленовые пленки для упаковки
молочных продуктов, около 10 процентов - на однослойные полиэтиленовые пленки
для упаковки различных товаров, в т.ч. соли, минеральных удобрений, товаров
бытовой химии и др.
На долю современных
пленочных материалов на основе двухосно ориентированной полипропиленовой пленки
и высокотехнологичных многослойных пленок (с внутренней печатью, кашированных,
металлизированных) приходится около 40 процентов объема производимых в России
упаковочных пленок.
Остановлюсь подробнее на
упаковке для пищевых продуктов.
Наиболее крупным
сектором потребления гибкой упаковки в России является кондитерская
промышленность, которая в свою очередь делится на две части: сахаристую
(шоколад, конфеты, карамель, зефир, мармелад, пастила) и мучную (печенье,
вафли, пряники, вафельные торты).
Активно развивается в
последнее время сектор упаковки сухих продуктов, которые в зависимости от
технологии производства подразделяются на две группы: а) сухие супы, каши
быстрого приготовления, сухие завтраки, быстрорастворимые напитки; б)
упакованные крупы, макароны, хлебобулочные изделия. Более сложные технологии
производства упаковки для свежих продуктов также развиваются вполне успешно.
Наиболее популярным
является сектор упаковочных материалов для молочной продукции. Основные
требования здесь - повышенные уровни барьерности (газо-, паро-, водо-,
ароматопроницаемость), позволяющие увеличить сроки хранения расфасованных
продуктов. Пленку полиэтиленовую наполненную (ПЭ высокого давления) используют
для изготовления мягких пакетов и туб, в которые расфасовывают молоко, молочные
напитки, диетический творог, сметану низкой жирности. Для продуктов на основе
высокой жирности разработаны одно-, двух-, трехслойные; белые, черно-белые и
пр. материалы.
Кашированные материалы
на основе фольги и полиэтилена используются для упаковки сливочного масла,
сырково-творожных изделий, мороженого, маргарина, животных жиров, мясного фарша,
халвы, жевательной резинки, чая и других пищевых продуктов.
Структура потребления
гибкой упаковки для продуктов питания показана на рис. 3.
В настоящее время на
рынке активно действуют свыше двухсот предприятий. Среди них производители,
печатники, дистрибьюторы, официальные представители зарубежных производителей.
Следует отметить, что
упаковочная промышленность в том или ином виде присутствует в каждом регионе
России. Как выглядит процентное распределение упаковочной промышленности,
показано на рис. 4. Более половины производителей упаковки находится в
Центральном регионе, в основном в Москве. Второе место занимает Северо-Западный
регион - конечно, благодаря Санкт-Петербургу. Третье место делят Уральский,
Западно-Сибирский и Северо-Кавказский регионы.
По данным исследований,
общее количество крупных и средних предприятий, производящих гибкую упаковку,
выросло с 9-10 в 1995 до примерно 70-ти в 2000. Объем рынка в прошлом году
составил 80 тыс. тонн. Свыше половины общего объема производства гибкой упаковки
приходится на 12-15 крупных производителей (главные шесть - на рис. 5).
Можно сделать вывод о
том, что производство гибких материалов в России набирает силу и на рынок
выпускается конкурентоспособный товар по сравнению с западными образцами. Почти
в каждом регионе производятся пленки. Наибольшим спросом пользуются пленки с
повышенными барьерными свойствами. Большее внимание уделяется сохранности
упаковываемого продукта и его внешнему виду - красочности печати.
1. Особенности мягкой
тары из полимерных пленочных материалов
.1 Упаковка.
Классификация тары и упаковки. Мягкая тара. Понятия и определения
Под упаковкой
понимается средство или комплекс средств, обеспечивающих защиту продукции от
повреждений или потерь, окружающую среду от загрязнений, а также обеспечивающих
процесс обращения продукции. В процесс обращения включают стадии
транспортирования, хранения и реализации продукции.
Под тарой
понимается основной элемент (или разновидность) упаковки, представляющий собой
изделие для размещения продукции. Таким образом, если тара может самостоятельно
выполнять весь комплекс требований к упаковке, то ее можно называть упаковкой
(рис. 1.1.1).
К вспомогательным
упаковочным средствам относятся крышки, пробки, этикетки, прокладки,
решетки, вкладыши, стяжные и липкие ленты, скрепки, клеи, покрытия, обертки и
т. п.
Рис.1.1.1
Аналитическая структура упаковки
Тару и упаковку
можно классифицировать по разным признакам:
a. По
назначению тару и упаковку можно разделить на
потребительскую, производственную, транспортную и специальную (консервирующую).
Потребительская
тара и упаковка предназначена для продажи населению товара, является
частью товара, входит в его стоимость, а после реализации товара переходит в
полную собственность потребителя. Она, как правило, не выполняет функцию
самостоятельного транспортирования и перевозится в транспортной таре.
Потребительская
тара и упаковка должна предохранять товары от разрушения, деформаций,
разливания, высыпания, усушки и других видов потерь. Ее конструкция, объем и
прочие параметры зависят от свойств и конфигурации упаковываемой продукции,
применяемого материала, способа изготовления, условий транспортирования,
хранения и т. д. Она имеет ограниченную массу, вместимость и размеры. В
большинстве случаев ее суммарный периметр не превышает 600 мм.
Потребительскую
тару подразделяют на индивидуальную и групповую. Индивидуальная тара
предназначена для упаковывания единицы продукции. В групповую тару упаковывают
определенное количество продукции.
Производственная
тара и упаковка предназначена для
выполнения внутризаводских - внутрицеховых и межцеховых, а также межзаводских
перевозок и хранения сырья, материалов, полуфабрикатов, заготовок, деталей,
сборочных единиц, готовых изделий и отходов. Производственная тара и упаковка
является собственностью конкретного предприятия и подлежит обязательному
возврату.
Транспортная
тара предназначена для перевозки, складирования и хранения продукции.
Она образует самостоятельную транспортную единицу и может принадлежать любой
организации, участвующей в процессе обращения.
По габаритам
транспортную тару различают на малогабаритную, размеры которой лежат в пределах
1200x1000x1200 мм, и крупногабаритную, когда размеры превышают указанные
пределы.
Специальная
упаковка предназначена для защиты от внешних
воздействий, влияния влаги и климатических факторов при транспортировании,
хранении и длительной консервации изделий. Как правило, специальной упаковке
подвергают крупногабаритные установки, машины и механизмы, а также приборы.
Наибольшее распространение получило герметичное упаковывание изделий в
полимерную пленку на специальном транспортном поддоне с последующей защитой
деревянной обрешеткой или стенками с крышкой. Для консервации крупных
агрегатов, самолетов и небольших кораблей применяют способ «кокон». Изделие
закрепляют на герметичной сплошной плите, оплетают шпагатом, веревками или
длинными бумажными полосами до образования сетки с ячейками размером 150-200
мм, на которую с помощью пневматического пистолета наносят в несколько слоев
лак на основе полимеров до образования сплошной непроницаемой оболочки. Такой
«кокон» защищают обрешеткой или помещают в контейнер. В качестве специальной
упаковки часто используют стеклопластики, из которых формируют баки, цистерны,
ящики, контейнеры.
При упаковывании
точных приборов и механизмов, хрупких изделий применяют в качестве защиты от
механических нагрузок, влаги и тому подобного нанесенный на их поверхности слой
пенопласта на основе полиуретанов, полиэфиров, фенопластов.
b. По отношению к упаковываемому продукту упаковку подразделяют
на внутреннюю, внешнюю и транспортную.
Внутренняя
упаковка предназначена для размещения товара
или продукта и находится с ним в непосредственном контакте. В зависимости от
агрегатного состояния продукта (твердое, жидкое или газообразное), комплекса
его физико-химических свойств и ряда других показателей внутренняя упаковка
может быть изготовлена из бумаги, картона, пластмасс, металлов, стекла,
керамики, дерева и композиционных материалов.
Внешняя
упаковка служит защитой для внутренней
упаковки и удаляется при подготовке к непосредственному использованию
упакованного продукта. Как правило, внешняя упаковка выполняет и дополнительные
функции, например, представление подробной информации о товаре и его свойствах,
привлечение внимания к товару, увеличение сроков сохраняемости и т.п.
Транспортная
упаковка предназначена для хранения,
транспортировки и идентификации продукта. Для духов внутренней упаковкой
является стеклянный флакон, внешней упаковкой - изящная картонная коробка с
внутренним ложементом под флакон, транспортной упаковкой - ящик из
гофрированного картона, вмещающий несколько внешних упаковок с духами.
c. По
кратности использования транспортную тару
разделяют на разовую и многооборотную. Разовая тара предназначена для
однократного ее использования. Многооборотной называют тару, прочностные
показатели которой рассчитаны на многократное ее применение. При этом бывшую в
употреблении тару, которую используют повторно, называют возвратной, а
юридически принадлежащую и подлежащую возврату конкретному предприятию -
инвентарной тарой. При получении товара в многооборотной таре, в том числе и
инвентарной, предприятие-потребитель продукции выплачивает поставщикам ее
залоговую стоимость.
d. По
составу упаковку классифицируют в
зависимости от вида и типа тары и применяемых вспомогательных упаковочных
средств. Под видом тары понимают классификационную единицу, определяющую
тару по форме. По форме различают прямоугольную, цилиндрическую, конусную,
плоскую тару и др. Типом тары называют классификационную единицу,
определяющую тару по материалу.
По конструкции тару
подразделяют на коробки, банки, бутылки, ящики, фляги, канистры, бочки,
барабаны, флаконы, тубы, стаканчики, ампулы, пакеты, сумки, мешки, пеналы,
пробирки.
e. По
плотности (герметичности) тару подразделяют
на открытую, негерметичную, герметичную изобарическую и изотермическую.
Для негерметичной
закрытой тары характерна конструкция, предусматривающая применение крышки
или другого вида затвора.
Герметичная
тара отличается конструкцией, которая обеспечивает непроницаемость
газов, паров и жидкостей.
Герметичная
изотермическая тара предназначена для
сохранения продукции при заданной температуре в течение установленного времени.
f. По
компактности различают тару неразборную,
разборную и складную.
Конструкция разборной
тары позволяет разобрать ее на отдельные части и вновь собрату, соединив
сочленяющие элементы.
Конструкции и
свойства складной тары открывают возможность сложить ее без нарушения
сочленения элементов и вновь придать таре первоначальную форму.
g. По
технологии производства тару и упаковку классифицируют в первую очередь во
взаимосвязи с ее материалом и с конструктивными особенностями. Наибольшее
количество материалов и методов их переработки встречается в производстве
полимерной тары и упаковки. Для полимеров принципиально важна взаимосвязь
общего процесса получения материала и процесса придания этому материалу
требуемой формы, иначе говоря - получение изделия. Конечным критерием
правильности выбора технологического процесса и параметров его проведения
является высокое качество именно изделия. В зависимости от стабильности
размеров различают тару жесткую, полужесткую и мягкую.
Жесткая
тара не меняет своих формы и размеров при заполнении продукцией. Она
способна выдерживать внешние воздействия при транспортировке и хранении
продукции, сохраняя первоначальные форму и размеры.
Полужесткая
тара менее устойчива к внешним и внутренним нагрузкам. При
незначительном нагружении заполняемой продукцией она сохраняет свою форму и
размеры. Под воздействием больших нагрузок полужесткая тара может изменять
форму и размеры.
Мягкая
тара существенно меняет форму и размеры при ее наполнении продукцией.
Пакеты и сумки
относят к мягкой потребительской таре с корпусом в виде рукава, с дном
различной конструкции и открытой горловиной. Их вместимость до 20 дм. Сумки
имеют разнообразные ручки.
Мешки относят к
транспортной мягкой таре. Они имеют корпус в форме рукава, дно и горловину.
Горловина бывает открытой или закрытой клапаном.
Главными
достоинствами мягкой тары являются незначительный вес и самая низкая стоимость,
поэтому она преимущественно является разовой, предназначенной для однократного
использования. Такая упаковка эстетична, имеет красочно оформленный
привлекательный внешний вид, содержит большое количество информации, удобна и
практична в повседневном использовании.
Упаковкой называют
комплекс средств, обеспечивающих выполнение девяти рассмотренных в разделе 1.2.
функций: защитной, дозирующей, транспортной, хранения, маркетинговой,
нормативно-законодательной, экологической, информационной и эксплуатационной.
В большинстве
случаев упаковкой следует называть совокупность тары и вспомогательного
упаковочного средства.
Мягкая тара
является одним из наиболее распространенных видов упаковки. Она широко
используется для дозирования, транспортировки, хранения продуктов растительного
и животного происхождения различной формы и агрегатного состояния: твердых,
жидких, пастообразных, сыпучих и т. п.
1.2
Требования к упаковке
По своей сути
упаковку следует рассматривать не просто как средство содержания изделия, но в
более широком смысле как систему взаимосвязи производителя, продавца и
потребителя товаров. Это предъявляет к упаковке целый комплекс требований. Она
должна обеспечить выполнение операций специальной обработки продукции, ее
дозирования и укупорки. Кроме того, от упаковки требуется обеспечение
длительного хранения продукции, удобства транспортировки, размещения на
витринах, прилавках магазинов, складирования. Упаковке необходимы
привлекательный внешний вид, способствующий повышению конкурентоспособности и
облегчающий продажу, удобство использования покупателем. Ряд новых требований
выдвигается к упаковке в процессе развития и совершенствования упаковочной
индустрии.
Основными функциями
упаковки являются:
· защитная,
· дозирующая,
· транспортная,
· хранения,
· маркетинговая,
· нормативно-законодателъная,
· экологическая,
· информационная,
· эксплуатационная.
Под защитной
функцией понимают способность упаковки сохранять качество упакованного
продукта в течение заданного времени в определенных условиях.
Защитная функция
должна предусматривать в конструкции упаковки меры по защите упаковываемого
продукта от влияния климатических факторов, от повреждений и порчи при
транспортировке и хранении, а также по защите окружающей среды и человека от
негативного воздействия упакованного продукта.
Так, например, при
термической стерилизации, асептическом консервировании и применении
модернизованной газовой среды упаковка должна служить барьером, защищающим
продукт от возможного вторичного загрязнения микроорганизмами или утечки
защитного газа в процессе хранения.
Стремительный
прогресс упаковочной промышленности привел к ряду новых представлений об
упаковке. Одно из них - возможность стандартизации количества содержимого в
пакете. В дополнение к другим функциям упаковка стала измерителем количества
продукта, выполняя дозирующую функцию.
Под транспортной
функцией понимают способность упаковки к удобной перевозке упакованной
продукции определенным видом транспорта на заданное расстояние в течение
установленного времени в определенных условиях.
Транспортная
функция предполагает оптимизацию конструкции упаковки с наиболее рациональным
видом транспорта, маршрутом транспортировки и свойствами упаковываемого
материала. Важным фактором является максимальное использование полезной площади
грузового транспортного средства. При комплектовании партии транспортируемого
груза следует учитывать существование совместимых и несовместимых упакованных
материалов,
Выполнение функции
хранения требует от конструкции упаковки простой и четкой маркировки,
возможности стапелирования на стандартных поддонах и оптимального использования
площади складских помещений. В случаях длительного хранения следует учитывать
необходимость контроля и проверки качества упакованной продукции.
Упаковка, выполняя функцию
маркетинга, эффективно используется как средство продвижения товара на
потребительский рынок. Различают три основные причины, из-за которых значение
упаковки в системе маркетинга неуклонно возрастает:
1)растущие требования потребителей к удобству пользования продуктом;
2)конкуренция за более престижные места на прилавках магазинов;
3)использование упаковки для рекламы продукта на месте продажи.
Упаковка,
представляя продукт, должна быть прежде всего привлекательной за счет умелого
дизайна и высокого качества полиграфического оформления. Сочетанием внешнего
вида и содержащейся информации она способствует идентификации - установлению
соответствия распознаваемого предмета своему образу, знаку (идентификатору).
Идентификация
содержимого подбором соответствующей формы упаковки, ее художественного
оформления и возможностью визуального обозрения была освоена давно. Постепенно
это превратилось в одну из главных функций упаковки. Использование символов,
торговых марок, фирменных знаков и различной информации помогает установить
связь между потребителем и изготовителем. Товар с фирменной торговой маркой
должен моментально узнаваться покупателем. Известные фирменные марки, кроме
того, показывают отличительные свойства продукта, дают гарантии высокого
качества, держат продукцию в центре внимания. Они помогают избежать путаницы с
конкурентами, показывают соответствие продукта его качеству.
Нормативно-законодательная
функция упаковки является как бы
производной от других функций. Так, в процессе выполнения функций защиты и
хранения сложился комплекс санитарно-гигенических требований к упаковке. В
настоящее время во многих странах существует специальное законодательство,
строго регламентирующее предельное содержание в упаковочных материалах
компонентов и примесей, которые могут мигрировать в продукт. Оно направлено на
исключение возможности перехода вредных веществ из упаковки в продукт в
количествах, оказывающих влияние на организм потребителя. Любой упаковочный
материал может быть использован в пищевом производстве только после получения
соответствующего разрешения государственных органов санитарно-гигиенического
контроля. Дозирующая функция неразрывно связана с привлечением к упаковке
нормативного закона мер и весов. Для наиболее распространенных типов упаковки
разработаны соответствующие нормативные документы - технические условия и
ГОСТы.
Экологическую
функцию упаковки можно рассматривать как
научное и практическое направление рационального использования обществом
упаковки в свете взаимодействия с окружающей средой.
Информационная
функция упаковки приобрела большое значение
в процессе развития формы самообслуживания в розничной торговле. Носящая
достаточно информации о продукте, приятная на внешний вид упаковка часто служит
единственным «продавцом» в магазинах самообслуживания. Особенно важное значение
приобретает упаковка для новых продуктов, еще не известных покупателю. В этом
случае она должна завершать весь цикл сбыта - привлекать внимание, стимулировать
интерес, вызывать желание и побуждать к покупке продукта. Также задачи решаются
посредством передачи информации потребителю. Эта информация должна отражать
новизну продукта, его отличие от аналогов, подчеркивать его особенности.
Эксплуатационная
функция упаковки предполагает легкость
обращения с ней в процессе сортировки, хранения, перемещения и сбыта, а также
удобство для потребителя в использовании упакованного продукта. Опросы
покупателей показывают, что импонирует упаковка, которую можно использовать
повторно, можно легко открыть, которая является оригинальной и привлекательной,
соответствующей пониманию красоты потребителем.
Для выполнения
каждой из перечисленных функций упаковка должна отвечать определенному
комплексу требований. Так, например, защитная функция предъявляет к упаковке
требования по обеспечению необходимых показателей теплостойкости,
морозостойкости, герметичности, коррозионной и химической стойкости, защиты от
пыли, сохранения массы, стабильности формы, долговечности, ударной прочности,
прочности при сжатии и разрыве, способности к амортизации ударов. Шесть
последних показателей наряду со специфическими другими, такими, как: экономия
транспортной и складской площади и пространства, устойчивость при скольжении,
пригодность к штабелированию и автоматизированной обработке, унификация по
конструкции и размерам, способность к групповой упаковке, удобство в обращении,
легкость открывания, способность повторно закрываться, - важны и для
транспортной функции, и для функции хранения. Пять последних требований
предъявляет к упаковке и эксплуатационная функция. Маркетинговая функция,
прежде всего, диктует технико-экономические показатели упаковки, требования по
экономии пространства и площади при транспортировке, складировании и продаже, а
совместно с информационной функцией выдвигает требования по предоставлению
рекламы, информации, а также по наличию элементов идентификации и
индивидуальных особенностей упаковки. Экологическая функция рассматривает
медико-гигиенические требования к материалам, продукции и упаковке в целом,
возможности повторной использования тары, удобство утилизации и другие
экологические аспекты. Анализ соответствия функций и требований к упаковке
приведен в Приложении 1. Системный учет таких требований служит основой при
подходе к вопросу целенаправленной создания упаковки.
Помимо требований,
продиктованных функциональным назначением, при создании тары и упаковки следует
учитывать и комплекс требований к упаковке, обусловленных упаковываемым
продуктом, заказчиком и производственными условиями (рис. 1.2.1).
Материал и
конструктивное исполнение упаковки зависят от агрегатного состояния продукта -
твердого, жидкого или газообразного, а также от его особенностей - температуры,
давления, вязкости, размера частиц и т. п. Агрегатное состояние упаковываемого
продукта и его особенности влияют на выбор материала и конструктивные
особенности влияют на выбор материала и конструктивные особенности упаковки не
только напрямую, но и косвенно, поскольку от них зависят технология и аппаратурное
оформление процесса упаковывания. Совершенно очевидно, что тара и упаковка
должны соответствовать требованиям технологии и конструкции упаковочного
оборудования.
Рис.1.2.1.
Требования к упаковке
Технология
упаковывания стремительно развивается. Так, в пищевой промышленности помимо
традиционных методов упаковывания в последние годы во многих странах получили
большое развитие быстрое замораживание, хранение в модифицированной газовой
среде, стерилизация ионизирующим излучением, сублимационная сушка, асептические
способы консервирования, микроволновый нагрев и т. п. Каждая из этих технологий
непосредственно связана с выбором материала упаковки и предъявляет к нему
специфические требования.
Химическая и
биологическая активность упаковываемого продукта определяет процессы,
протекающие во время его контакта с упаковкой, а также поведение упакованной
продукции по отношению к окружающей среде. От этих процессов зависит комплекс
требований к материалу и конструкции тары и упаковки. Например, с точки зрения
сохранения полезного комплекса свойств упакованных продуктов материал упаковки
должен быть химически инертен и не вступать в химическое взаимодействие с
продукцией ни в процессе транспортировки, хранения и продажи, ни в процессе
эксплуатации, например, разогрева перед принятием пищи. Если пищевой продукт
находится в непосредственном контакте с упаковочным материалом, необходима
санитарно-гигиеническая оценка материала, основанная на результатах
органолептических, санитарно-химических и токсикологических исследований.
Современная
упаковка зачастую уже не является индифферентной по отношению к продукту, а
активно воздействует на него, осуществляя определенные технологические функции.
Такая «активная» упаковка может содержать добавки сусцепторов (усилителей
микроволнового нагрева), поглотителей кислорода, консервантов, адсорбентов
влаги и т.д.
Требования
заказчика в значительной степени определяют особенности упаковки: это и
экономические условия, это и требования к внешнему виду и дизайну, а нередко -
и определение материала. Требования изготовителя касаются вопросов
технологичности конструкции, экономических и технологических возможностей,
материалов и т. д. Не менее важным аспектом являются и требования унификации,
определяющие взаимосвязь конструкции с важнейшими технико-экономическими
показателями упаковки.
Со временем
значительно изменились функции упаковки. Теперь они не ограничиваются
предохранением изделий, сохранением их качеств и обеспечением гигиеничности. К
упаковке предъявляют требования облегчения обращения с товарами, обеспечения
максимальной экономичности процессов упаковывания и обработки товаров при их
распределении, транспортировке, складировании и перемещении в магазинах.
Упаковка должна информировать потребителя о составе, характеристиках, способе
употребления продукта. Она становится мощным средством рекламы и маркетинга
продукции, нацеленным на продвижение товаров на конкурентный рынок. Благодаря
удачной упаковке расширяется объем продажи продукции, открываются перспективы
роста производства, увеличения прибыли. При близких характеристиках однородных
продуктов качественная упаковка играет определяющую роль в формировании у
потребителя решения о покупке товара. Не случайно многие рекламные сообщения
концентрируют внимание потенциальных покупателей не на собственно продукте, а
на продукте в упакованном виде. В ряде случаев продукт рекламируют за счет
представления в выгодном свете именно качеств его упаковки, например,
возможности ее повторного использования, после опорожнения.
1.3 Роль
прочности в гибкой упаковке
Важнейшими технологическими
процессами изготовления гибкой упаковки являются печать, сварка, склеивание,
дозирование продукции и отрезка.
Прочность упаковки
зависит не только от прочности упаковочного материала, но и от конструкции
изделия и ряда других факторов. Однако прочность материала является, как
правило, одним из решающих факторов прочности изделия.
Прочностью называют свойство твердого тела сохранять целостность при
действии нагрузок.
Деформируемость - свойство, проявляющееся в изменении размеров или формы
конструкции (образца) под действием внешних сил (при нагревании, охлаждении,
изменении влажности и т. д.), вызывающих изменение относительного положения
частиц тела. Деформируемость полимеров определяется их структурой и физическим
состоянием.
В каждом отдельном
случае, исходя из условий эксплуатации, хранения и транспортировки конструкций
(изделий) к упаковочным материалам предъявляют определенный комплекс
технических требований. При использовании пленочных материалов в производстве
гибкой упаковки необходимо сформулировать требования к прочности изделия. Для
этого надо знать вид напряженного состояния, характер изменения напряжений в
изделии во времени и влияние температуры и окружающей среды на
температурно-временную и температурно-скоростную зависимости прочности
материала в изделии, иметь сведения о наличии стыковых соединений (сварных,
клееных, комбинированных), возможности расслоения композиционного материала или
его интенсивного старения.
Однако, исходя из
конструктивных и технологических особенностей гибкой упаковки, следует отметить
решающую роль прочности материала в определении веса и показателя надежности
мягкой тары.
Постоянно возрастающие требования к
прочностным характеристикам, долговечности, а также другим эксплуатационным
свойствам упаковки, заставляют совершенствовать известные способы их получения
и искать новые возможности.
2.
Многослойные пленочные материалы для производства мягкой тары
2.1
Анализ материалов для гибкой тары
Преимущества
пластмасс перед традиционными упаковочными материалами обеспечиваются их малой
плотностью, прочностью, хорошим товарным видом, способностью перерабатываться в
различные изделия при более низкой температуре и с меньшими затратами энергии,
чем, например, стекло и металл, способностью к усадке и упругим деформациям,
возможностью изготовления упаковок с заданными свойствами, многообразием форм,
привлекательным видом, экономичностью.
Вместе с тем
комплекс требований к пленкам, особенно в связи с их возрастающим использованием
в качестве конструкционных материалов, стал столь широк и разнообразен, что не
только практически, но даже теоретически невозможно создать монопленочный
материал, который удовлетворял бы таким требованиям. Кроме того, ассортимент
промышленных крупнотоннажных полимеров ограничен и пока не предвидится его
заметного увеличения.
В связи с этим
очевидна целесообразность развития производства и применения композиционных
пленочных материалов с заданными регулируемыми свойствами, состоящих из одних
полимерных компонентов или содержащих в своей структуре и неполимерные слои. В
настоящее время растет число работ, связанных с модификацией существующих
полимеров и пленок на их основе, использованием смесей полимеров и сополимеров,
ориентацией монопленок и специальной обработкой их поверхности, а также
различными комбинациями перечисленных приемов.
Основным путем
получения пленочных материалов с заданным регулируемым комплексом свойств
является конструирование композиционных пленочных материалов, которые можно
условно разделить на две группы: многослойные пленочные материалы (МПМ),
состоящие только из полимерных слоев, и комбинированные пленочные материалы
(КПМ), в состав которых входят и неполимерные компоненты.
Производство тары и
упаковки является крупнейшей областью потребления многослойных и
комбинированных пленочных материалов.
Сочетая
индивидуальные свойства компонентов, многослойные и комбинированные пленочные
материалы имеют эксплуатационные характеристики, которыми не обладает ни один
из слоев в отдельности.
МПМ и КПМ
используются преимущественно в виде сварных или клеевых конструкций (изделий).
Они могут быть плоскими и объемными, подвергаться механическим и другим
нагрузкам. Поэтому важное практическое значение имеет прогнозирование
деформационно-прочностных свойств этих материалов по известным механическим
свойствам отдельных слоев. Это позволит обоснованно подходить к выбору
материала и его толщины, порядка расположения слоев, а также выработать
требования к адгезионной прочности соединяемых слоев.
Правильный выбор
необходимого МПМ (КПМ) для конкретных условий применения должен базироваться, с
одной стороны, на знании основных параметров свойств, регламентированных
действующей нормативно-технической документацией на производство этих
материалов, а с другой стороны, на зависимости этих параметров от различных
факторов, которые могут изменяться в процессе эксплуатации изделий.
Будущее МПМ с
барьерными свойствами связывают с развитием асептического упаковывания пищевых
продуктов. Асептическим называется упаковывание предварительно стерилизованных
или пастеризованных продуктов в стерильную тару в стерильных условиях,
исключающих всякую возможность попадания микроорганизмов в упаковываемый
продукт. Фруктовые соки и молоко можно хранить в такой упаковке в течение месяца
без охлаждения.
Существенным
недостатком пленочных упаковок является их скользкая поверхность, особенно при
низких температурах и в условиях высокой влажности. Для подобных условий
организовано производство фрикционных пленок, главным образом из полиэтилена
низкой плотности (ПЭНП). Также пленки могут быть получены способом соэкструзии.
При этом шероховатой может быть одна или обе стороны материала. Коэффициент
трения такой поверхности - не менее 0,6.
При выборе МПМ и
КПМ для хранения пищевых продуктов определяющими являются химический состав,
технологические особенности и свойства упаковываемого продукта, условия
процесса упаковки и последующей обработки продукта, а также продолжительность
хранения и возможные изменения продукта в процессе хранения и транспортирования.
В пищевой
промышленности расходуется около 50% всех полимерных материалов, используемых
для изготовления тары и упаковки. К МПМ и КПМ, применяемым в пищевой
промышленности, предъявляются следующие общие требования:
· механическая
прочность - способность противостоять механическим воздействиям при
эксплуатации;
· химическая
стойкость - стойкость к воздействию компонентов пищевых продуктов и к
окружающей среде;
· технологичность;
· возможность
использования МПМ и КПМ на современном упаковочно-фасовочном оборудовании,
обеспечивающем скоростные режимы изготовления упаковки и заполнения ее
продуктом, герметизацию и, если необходимо, стерилизацию или пастеризацию
продукта;
· способность
к сварке (склейке) с образованием прочных швов; физиологическая безвредность -
исключение перехода в пищевой продукт посторонних веществ (низкомолекулярных
полимергомологов, остаточных мономеров, пластификаторов, стабилизаторов,
остатков катализаторов и инициаторов, красителей, пигментов, смазок и др.), а
также продуктов их превращений, изменяющих вкус и запах продукта и вредно
влияющих на организм человека;
· эстетические
показатели - привлекательный внешний вид, способность окрашиваться,
воспринимать красочную печать;
· постоянство
органолептических свойств продуктов (вкуса, запаха и др.); отсутствие токсичных
компонентов, которые могут экстрагироваться пищевыми средами или реагировать с
ними.
Помимо общих
требований в зависимости от конкретного назначения материала к нему могут
предъявляться специфические требования.
В последние годы
получила распространение обработка пищевых продуктов в полимерной таре
частицами высоких энергий. Иногда приходится упакованный продукт подвергать
смешанной обработке - облучению частицами высоких энергий, длительному
воздействию температуры 100-120°С или кратковременному воздействию температуры
160-180°С.
Весьма
перспективным является применение полимерной упаковки в сочетании с
асептическим консервированием. В отличие от традиционных методов
консервирования такой способ упаковывания применим для продуктов и тары,
которые не выдерживают длительного воздействия высоких температур.
При консервировании
продуктов химическими веществами тара для этих продуктов должна быть
герметичной и стойкой к действию консервантов (0,05-0,06%-й сорбиновой кислоты
или 0,09-0,1%-й натриевой или калиевой соли этой кислоты).
Важное значение
приобрело применение КПМ, например лак-А1-модифицированный полиолефин, взамен
белой жести для упаковки консервов и пресервов. Изготовление такого материала
предъявляет к исходным материалам (особенно клеям) и к качеству каширования
весьма высокие требования.
В последние годы в
МПМ стали включать полимерные барьерные слои. Преимущества таких материалов -
малая масса (тара из этих материалов в 4-10 раз легче металлической и в 20 раз
легче стеклянной), удобство потребления продукта (быстрый разогрев, легкость
открывания), экономичность, малая энергоемкость. Следует иметь в виду, что
использование в качестве барьерного слоя EVOH и ПВДХ ограничивает
нагрев упаковок температурой 110°С.
Для изготовления
соэкструдированных двухслойных пленок, предназначенных для упаковки молока,
используются различные марки ПЭНП, наполненного техническим углеродом.
Наметилась устойчивая тенденция к применению линейного полиэтилена в
упаковочной технике.
Полимерная тара для
замороженных продуктов (при температуре от -12 до -40°С и ниже) должна
выдерживать нагрев перед употреблением продуктов.
В большинстве
случаев пленочный материал не должен удовлетворять всем перечисленным
требованиям. Например, такое свойство, как водонепроницаемость, важно при
упаковке кондитерских изделий, но не столь существенно при упаковке овощей и
фруктов.
Для упаковки колбас
и сыров на автоматах глубокой вытяжки МПМ должны легко формоваться и
выдерживать равномерную глубокую вытяжку. При этом важен правильный выбор
толщины пленки для требуемой глубины вытяжки при заданной ее исходной площади.
Новым направлением
использования полимеров в упаковке является изготовление так называемой
«защищенной» упаковки, нарушение которой не может остаться незамеченным.
Наилучшая защита
обеспечивается при обертывании упаковки термоусадочной полимерной пленкой,
которая дополнительно повышает барьерные свойства и упрочняет упаковку.
За счет применения
МПМ пытаются достичь оптимального для данных целей уровня следующих свойств:
прочности при разрыве, удлинения при растяжении, стойкости к проколу, надрыву,
раздиру; непроницаемости для водяного пара, воды, газов, ароматических веществ,
масел и жиров, УФ-излучения; термических свойств - диапазона рабочих
температур, усадки при повышенных температурах; перерабатываемости - хорошей
термосвариваемости, возможности нанесения печати, термоформования, способности
перерабатываться на различных фасовочно-упаковочных автоматах. Свойства любого
МПМ должны быть не хорошими вообще, а такими, какие необходимы для конкретных
условий применения.
Использование для
упаковки МПМ не только гарантирует сохранение качества и предотвращение потерь
продуктов, но и способствует коренному совершенствованию технологического
процесса расфасовки и упаковки, обеспечивает более рациональное хранение и
транспортирование продуктов, уменьшает естественную убыль продуктов, сокращает
расход упаковочных материалов.
Высокая
эффективность применения полимерных пленочных материалов практически во всех
отраслях народного хозяйства, возможность с их помощью решать многие задачи
технического прогресса предопределили постоянно растущий спрос на многослойные
полимерные пленочные материалы и высокие темпы развития их производства.
2.2 Исходные материалы
для производства многослойных материалов
В производстве
многослойных пленочных материалов (МПМ) используются следующие важнейшие
исходные материалы:
§ полимерные
пленочные материалы из полиэтилена низкой
плотности (ПЭНП), полиэтилена высокой плотности (ПЭВП) и их смесей (ПЭсм);
линейных полиэтиленов низкой (ЛПЭНП) и средней плотности (ЛПЭСП); полипропилена
[пленки неориентированные (ПП), двухосноориентированные полипропиленовые пленки
(ОПП)]; поливинилхлорида (ПВХ), поливинилиденхлорида (ПВДХ) и их сополимеров;
полиамидов [пленки неориентированные (ПА), двухосноориентированные (ОПА)];
полиэтилентерефталата [пленки двухосноориентированные (ОПЭТФ),
металлизированные]; фторопластов и их сополимеров (Ф); полиарилата (ПАр);
полиимида (ПИ); сополимеров этилена с винилацетатом (СЭВ) и виниловым спиртом (EVOH), этилена с пропиленом
(СЭП) и бутиленом (СЭБ); поликарбоната (ПК); полибутена (ПБ); полистирола (ПС),
иономеров (Ион), целлофана (ЦЛ) и др;
§ гранулы
полимеров - ПЭНП, ПЭВП, смеси ПЭНП с ПЭВП,
ЛПЭНП, ЛПЭСП, ПП, ПВХ, ПВДХ, ПЭТФ, СЭВ, СЭП, ПС, иономеров;
§ дисперсии
и суспензии на основе ПВДХ, ПВА,
полиуретанов (ПУ), полиакриловых смол, фторопластов и их сополимеров,
силиконов; смеси из парафина, микровоска и полимерных (углеводородных) смол;
воска;
§ лаки на основе нитроцеллюлозы, ПВХ, ПВДХ, смеси полиарилатов с
полиэфиром и антипиреном, ПУ и др.;
§ клеи на основе полиуретанов однокомпонентные и двухкомпонентные,
системы без растворителей.
Рассмотрим
некоторые, наиболее часто используемые для производства МПМ, классы полимеров.
Полиолефины
и их производные
Из этого класса
полимеров и сополимеров в производстве МПМ применяются: полиэтилен низкой
плотности; полиэтилен высокой плотности; смеси ПЭНП и ПЭВП; полипропилен;
полибутен; сополимеры этилена с винилацетатом, с пропиленом, с акриловой
кислотой; иономеры (Ион).
Полиэтилен
В связи с ярко
выраженной полидисперсностью полиэтилена можно говорить только о его средней
молекулярной массе. Молекулярная масса ПЭНП и ПЭВП составляет соответственно 10
000-45 000 и 70 000-600 000. С ростом молекулярной массы ПЭ повышается его
вязкость, длительная прочность и стойкость к растрескиванию под напряжением.
Последняя возрастает также за счет сополимеризации этилена с пропиленом,
бутеном и гексеном.
Под действием
кислорода воздуха, температуры, ультрафиолетовых лучей происходит старение ПЭ,
выражающееся в постепенном ухудшении его физико-механических и электрических
свойств, изменении химического состава и структуры. Это сопровождается потерей
растворимости, эластичности и нарастанием хрупкости.
Процесс старения
можно замедлить введением антиоксидантов, термостабилизаторов. Добавка до 2,5%
канальной сажи (технического углерода) повышает отражающую способность ПЭ по
отношению к ультрафиолетовым лучам.
В последнее время
достигнуты успехи в области модификации свойств ПЭ за счет облучения частицами
высоких энергий и химического сшивания макромолекул, введения
структурообразователей, наполнителей и др.
В конце 70-х годов началось
промышленное производство линейного полиэтилена низкой и средней плотности
(ЛПЭНП и ЛПЭСП). Пленки из него нашли широкое применение в качестве упаковочных
материалов. Эти полимеры используются для получения МПМ методом соэкструзии.
Линейный полиэтилен обладает повышенной прочностью при растяжении, в том числе
при повышенной температуре, стойкостью к истиранию, проколу, раздиру, ударным
нагрузкам, технологичностью и имеет большое относительное удлинение при
разрыве, обладает хорошей способностью к свариванию, высокой прочностью сварных
швов, хорошей восприимчивостью к нанесению печати.
ЛПЭНП по сравнению
с ПЭНП имеет более высокое значение кажущейся вязкости при заданной скорости
сдвига, узкое ММР, обладает меньшей прочностью расплава, повышенной фильерной
вытяжкой и малой величиной деформации при отверждении.
Переработка ЛПЭНП
требует модификации экструзионного оборудования (замены червяка, головки,
системы охлаждения пленки). Смесь ЛПЭНП и ПЭНП можно перерабатывать на
стандартном оборудовании, пригодном для получения пленок из ПЭНП.
Комбинирование
ЛПЭНП с другими полимерами, соэкструзия его с различными полиолефинами
позволяет улучшить свойства пленок из этого полимера и расширить области их
применения. ЛПЭНП и композиционные материалы, в состав которых он входит,
начинают вытеснять в упаковочной технике не только ПЭНП, но и другие полимерные
материалы, а также бумагу, картон и частично металл.
Пленки из
композиций, содержащих 10-25% ЛПЭНП и 75-90% ПЭНП, широко используют для
изготовления мешков различного назначения повышенной прочности. Термоусадочные
пленки из таких материалов применяют для упаковки мясных продуктов и т. д.
Полипропилен
Полипропилен -
материал с хорошими эксплуатационными свойствами и относительно сложившейся
структурой потребления. Увеличение доли полипропиленовых пленок основывается на
широких возможностях их использования не только для замены природных
материалов, но и традиционных полимерных материалов вследствие ряда преимуществ
- лучших механических свойств, низкой плотности, нетоксичности, хороших
электрических свойств, стерилизуемости.
Пленки из ПП
обладают по сравнению с пленками из ПЭВП более высокими теплостойкостью,
прозрачностью, жиростойкостью, жесткостью, малым коэффициентом трения, высокими
поверхностной твердостью, стойкостью к надрыву, длительной прочностью,
стойкостью к водяным парам и ароматам, а также к действию химических сред при
повышенных температурах, повышенной стойкостью к растрескиванию под напряжением
и к ползучести, более низкой атмосферостойкостью; при температурах ниже 5°С
хрупкость ПП нарастает. ПП обладает низкой паропроницаемостью и высокой
влагостойкостью. Следует отметить отличную свариваемость неориентированных
пленок из ПП. Особенностью пленок из ПП по сравнению с другими пленками на
полиолефиновой основе является более высокая ароматонепроницаемость (например,
альдегидов). Полипропиленовая пленка используется преимущественно для упаковки
(в том числе при термоформовании) фармацевтических товаров, продуктов питания,
сигарет (интенсивно вытесняя целлофан), для упаковки текстиля, для производства
липких лент, в качестве конденсаторных диэлектриков и т. д. Неориентированные
полипропиленовые пленки конкурируют с пленками из ПЭ и ПВХ.
Двухосная
ориентация пленки из ПП приводит к значительному росту сопротивления надрыву,
прочности при растяжении, морозостойкости, жесткости и прозрачности. В то время
как у неориентированных полипропиленовых пленок начальное усилие при надрыве
мало, а энергия дальнейшего процесса надрыва высока, для ориентированных пленок
характерна обратная картина.
Экономичным
способом улучшения барьерных характеристик пленок из ПП по отношению к
кислороду является покрытие одной стороны пленки алюминием в вакууме. По своему
блеску металлизированная полипропиленовая пленка превосходит алюминиевую
фольгу.
Повышенная
склонность к термоокислительной деструкции - серьезный недостаток ПП; для
устранения этого недостатка в ПП вводят специальные стабилизаторы и
модификаторы. Дополнительная кислородостойкость и способность к термосвариванию
достигается путем покрытия двухосноориентированной ПП пленки лаком на основе
поливинилиденхлорида (ПВДХ). ПП занимает значимое место в производстве МПМ и
КПМ как по экономическим соображениям, так и с точки зрения экологичности.
Малая стоимость сырья и высокий выход по площади являются важнейшими
предпосылками рентабельности пленок из ОПП.
МПМ и КПМ, где в
качестве несущей основы используются двухосноориентированные пленки из ПП
(ОПП), отличаются высокими диэлектрическими свойствами, устойчивостью к
глубокому охлаждению, малой паропроницаемостью, водостойкостью, высокой маслостойкостью.
Морозостойкость и ударная вязкость пленок из ПП, полученных плоскощелевой
экструзией, растет в случае сбалансированной ориентации в осевом и поперечном
направлениях.
Неориентированные
пленки из ПП и пленки из ОПП широко используются в качестве внутреннего слоя в
МПМ (КПМ), подвергаемых стерилизации, в конденсатостроении, электро- и
радиотехнике.
В упаковочной
практике применяют три разновидности пленок из ОПП: без технологического
(термосвариваемого) слоя, они используются главным образом в качестве
компонентов МПМ (КПМ); с термосвариваемым слоем из дисперсий на основе ПВДХ,
они применяются для упаковки кондитерских изделий, жареного картофеля, сигарет,
земляных орехов и др.; с термосвариваемым покрытием из полиолефинов; они
изготавливаются соэкструзией с последующей ориентацией и используются в
основном для упаковывания различных пищевых продуктов и сигарет.
Во многих случаях
пленки из ОПП заменяют пленки из ОПЭТФ.
Полиэфиры
Полиэтилентерефталат
Полиэтилентерефталат
(ПЭТФ), применяемый для изготовления пленок, представляет собой крошку
(гранулы), прозрачную с желтовато-зеленоватым оттенком, с удельной вязкостью
0,29-0,32, температурой плавления 260±2°С, массовой долей посторонних включений
0,2%. массовой долей влаги в высушенном продукте не более 0,05%. ПЭТФ не
токсичен и при нормальных условиях не оказывает вредного влияния на организм
человека.
В процессе
переработки ПЭТФ (выше 290°С) происходит его частичное разложение с выделением
ацетальдегида, терефталевой кислоты, оксида и диоксида углерода.
ПЭТФ - твердый
горючий материал, горит в расплавленном состоянии, температура воспламенения
390°С.
Пленочные материалы
из ПЭТФ изготавливают способом плоскощелевой экструзии. Полученную изотропную
заготовку подвергают двухосной или одноосной ориентации. Такие пленки (ОПЭТФ)
характеризуются высокими электроизоляционными свойствами в широком
температурном диапазоне, прочностью при растяжении, надрыве и раздире,
прозрачностью, морозостойкостью, теплостойкостью, малой газо-, паро- и
водопроницаемостью, безупречными санитарно-гигиеническими свойствами,
устойчивостью к глубокому охлаждению, к маслам, жирам, многим кислотам и
растворителям. Температурный диапазон работы ОПЭТФ составляет от -200 до 150°С.
К недостаткам
рассматриваемых материалов следует отнести трудность термической сварки,
склонность к разориентации при температурах выше 150°С и охрупчиванию в этих
условиях сварного шва. Поэтому пленки из ОПЭТФ кроме конденсаторостроения,
электро- и радиотехники используют в качестве одного из слоев МПМ (КПМ), в том
числе устойчивых к стерилизации, пастеризации и дефротации.
Термофиксированные
малоусадочные ОПЭТФ-пленки толщиной 22-25мкм используются в качестве оболочек
вареных колбас, а усадочные ОПЭТФ-пленки толщиной 17-19мкм - для
вакуумно-усадочной упаковки свежего мяса, сыра и птицы.
Полибутентерефталат
Сравнительно новым
материалом, обеспечивающим повышенные барьерные свойства соэкструдируемых
структур, являются полибутентерефталат (ПБТ) и сополимер этилена с
виниловым спиртом (EVOH). Пленки из ПБТ и ПС используются для упаковки маргарина, а из
ПБТ и ПЭВП - для упаковки фармацевтической продукции.
Тип полимерного
материала влияет на свойства получаемого из него МПМ.
Широкая сырьевая
база, сочетание ценных физико-механических, электрических и химических свойств,
относительно низкая стоимость явились благоприятными технико-экономическими
предпосылками для быстрого развития производства пленок из ПЭ, ПП и их
модификаций. Слои из этих полимеров при производстве МПМ обеспечивают
технологичность мягкой тары, так как обладают хорошей свариваемостью.
Полиэфирные пленки
обладают высокими прочностными показателями. В МПМ эти материалы образуют
несущий слой, обеспечивающий необходимую прочность при производстве
многослойных пленок и увеличивающий надежность мягкой тары.
Для повышения
герметичности МПМ используют металлизированные пленки.
Таким образом,
необходимо минимум три основных слоя, обеспечивающих прочность, герметичность и
технологичность МПМ как упаковочного материала.
2.3
Способы получения многослойных материалов
Существуют
следующие основные способы получения многослойных рулонных пленочных
материалов:
· нанесение
покрытия на несущую основу - из растворов или дисперсий полимеров с последующим
испарением летучих растворителей или удалением дисперсионной среды;
· из
расплава полимеров (экструзионное ламинирование);
· совмещение
(дублирование) индивидуальных полимерных пленок между собой;
· соединение
(каширование) с помощью промежуточного полимерного слоя, наносимого из
раствора, дисперсии, пасты или экструзией расплава полимера между рулонными
материалами, подлежащими соединению, наложение силовых и температурных полей
(например, на каландрах);
· соэкструзия
расплавов различных полимеров;
· соориентация
многослойной изотропной полимерной заготовки, полученной соэкструзией.
Нанесение
покрытий из дисперсий и растворов полимеров
Растущее применение находит способ
получения многослойных и комбинированных пленок, заключающийся в нанесении на
основу покрытия из раствора или суспензии полимера с последующей его сушкой. Этот
метод используют для полимеров, не образующих пленку по «обычной» технологии
(например, для некоторых фторопластов, полиимидов и т.п.), или при
необходимости получить очень тонкое покрытие.
Полимерные покрытия
обычно классифицируют по назначению, виду пленкообразующего, типу покрываемой
поверхности, способу нанесения.
По назначению
покрытия подразделяются на защитные (антикоррозионные, свариваемые,
водонепроницаемые, антистатические и т. д.); декоративные, удовлетворяющие
заданным эстетическим требованиям; специальные (антиадгезионные,
электроизоляционные, абразивостойкие и т. д.).
Для всех видов
покрытий обязательным является требование хорошей адгезии к покрываемой
поверхности. Если это свойство не достигается, то применяют промежуточное
покрытие (грунтовку, нанесение праймера и т. п.).
Конкретные условия
эксплуатации могут диктовать дополнительные требования: физиологическая
безвредность, химическая стойкость к заданной группе веществ и т.д.
Пленкообразующие
различаются по химической природе (полиолефины, полиамиды и др.) и агрегатному
состоянию полимера (раствор, расплав, дисперсия, суспензия и т.д.).
Как правило,
применяются композиции, содержащие несколько полимеров и различные добавки. Что
касается выбора растворителя, то это определяется его растворяющей способностью
по отношению к полимеру и кинетикой испарения, обеспечивающей достаточно
быстрое образование покрытия при отсутствии в нем значительных внутренних
напряжений.
Уменьшение расхода
растворителей, возможность регулирования кинетики их испарения и структуры
покрытия достигается путем введения разбавителей - низкомолекулярных жидкостей,
не растворяющих пленкообразующие полимеры, но снижающих вязкость раствора.
Сохранение постоянного соотношения компонентов в растворяющей смеси,
предотвращение коагуляции пленкообразующего, получение при высыхании покрытия с
лучшими свойствами, достигается введением растворителя или разбавителя,
образующего азеотропные смеси с другими растворителями, а также с водой.
По сравнению с получением пленок из
растворов пленкообразование из водной дисперсии имеет следующие преимущества,
упрощающие технологический процесс: высокая концентрация пленкообразующего
полимера при низкой вязкости системы; отсутствие, как правило, растворителя и,
следовательно, отсутствие необходимости в его рекуперации; протекание
пленкообразования при невысоких температурах с достаточной скоростью.
Недостатки этого метода обусловлены
наличием растворителей.
Металлизация
полимерных пленочных материалов
В последние годы
очень популярны полимерные пленки, покрытые тонким (до 1 мкм) слоем металла
способом испарения металла в вакууме. Металлизация полимерных пленок этим
способом основана на способности молекул металла при испарении в вакууме
перемещаться прямолинейно и осаждаться на холодных поверхностях, находящихся на
их пути. При этом расстояние между испарителем и поверхностью, на которую
наносится металлическое покрытие, должно быть меньше длины свободного пробега
молекул, которая в свою очередь зависит от глубины вакуума в камере.
Получение многослойных
пленок соэкструзией
Соэкструзия - метод получения
многослойных материалов, привлекший к себе внимание в 1967 г. в связи с
появлением идеи замены целлофана полиэтиленом для упаковки хлеба. Вскоре
соэкструзией стали получать двух- и трехслойные пленочные материалы (в
настоящее время число слоев достигает 6 и более) из различных комбинаций
полиэтилена и полипропилена (около 65% от общего количества применяемых для
соэкструзии полимеров) как друг с другом, так и с другими полимерами:
полиамидами, сополимером этилена с винилацетатом, поливинилиденхлоридом,
полистиролом, иономерами. Мировое производство соэкструдированных пленок
характеризуется высокими темпами роста.
При соэкструзии различные полимеры
или разные марки одного и того же полимера из двух (или нескольких) экструдеров
одновременно поступают в общую формующую головку. В зависимости от
технологической схемы, соединение отдельных слоев происходит перед входом в
головку, в самой головке или по выходе из нее. Таким способом получают как
рукавные, так и плоские пленки, дальнейшая обработка которых (вытяжка, обрезка
кромок, намотка и т.д.) ни по технологии, ни по применяемому оборудованию в
принципе не отличается от соответствующей обработки однослойных пленок.
В формующей головке обеспечивается
ламинарное течение расплавов, и поэтому при соприкосновении отдельных слоев они
не перемешиваются. Однако при этом возникает проблема создания требуемой
адгезии между слоями системы, ограничивающая возможные варианты использования
материалов. Лучшие результаты дает совмещение аналогичных по природе полимеров:
ПЭНП-полиэтилен средней плотности, полипропилен-сополимеры пропилена,
полиэтилен-полипропилен и т.п. Если же возникает необходимость в совмещении
различных по природе полимеров таких как, например, полиэтилен и
поливинилхлорид или полиамид, то часто вводят третий, промежуточный слой
(обычно сополимер с функциональными группами), или «праймер». Другие приемы
увеличения адгезии между слоями заключаются в активировании их поверхности за
счет повышения температуры экструзии одного или обоих полимеров, подаче между
соединяемыми пленками газообразного окислителя и т.д. Но при этом усложняется
оборудование, затрудняется ведение технологического процесса и увеличивается
стоимость выпускаемого материала.
Недостатки метода намного
компенсируются его достоинствами, к которым относится возможность:
· формования
многослойного материала непосредственно из гранул, минуя стадию
получения отдельных пленок;
· точной регулировки
толщины каждого слоя и, следовательно, тонкого варьирования свойствами готового
материала;
· получения в один
прием материала, состоящего более чем из двух слоев;
· получения
многослойного материала с тонкими слоями, что особенно важно при использовании
дефицитных и дорогих полимеров;
· снижения стоимости
многослойных пленок по сравнению с аналогичными пленками, полученными
другими методами;
· придания пленке
особых эстетических качеств путем сочетания полимеров, различающихся
цветом или фактурой поверхности.
Технологическое оборудование и схема
процесса получения многослойных пленок соэкструзией принципиально не отличаются
от таковых для однословных пленок. Отличие состоит лишь в конструкции
экструзионной головки и приборах для измерения и регулировки толщины готовой
пленки и отдельных ее слоев. Применяемые промышленные агрегаты удобны в работе
и при обслуживании и, как правило, дешевле агрегатов, используемых в других
процессах. Кроме того, применение нескольких экструдеров позволяет уменьшить
размер каждого. Например, если для получения обычной однослойной пленки нужен
экструдер с диаметром шнека 152 мм, то при получении двухслойной пленки того же
размера - два экструдера с диаметром шнека 114 мм.
В настоящее время разработан и
используется ряд вариантов различных головок для соэкструзии, конструкция
которых меняется в зависимости от типа получаемой пленки (рукавная или
плоская), числа слоев в ней, природы перерабатываемых полимеров и некоторых
других факторов. Головки различаются также способом подачи материала (с торца
или по центру), количеством коллекторов (один, если расплавы соединяются перед
входом в головку, и несколько, если соединение слоев происходит в головке или
по выходе из нее), краситель, пластификатор и т.п.
Адгезионная прочность получаемых
комбинированных пленок существенно зависит от предварительной обработки
поверхности. Одну или обе соединяемые пленки обрабатывают коронным разрядом,
потоком электронов или газопламенным способом. Оригинальный метод соединения
термопластичных пленок из полиэтилена, полипропилена, полистирола, сополимера
этилена с винилацетатом и т.п., заключается в том, что на поверхности более
толстой пленки оформляются ребра треугольного сечения или элементарные волокна
из того же материала. При нагревании под давлением они плавятся и обеспечивают
прочное соединение обеих пленок. Так как для расплавления ребер требуется
меньше времени, чем для соединения плоских поверхностей, опасность перегрева и
термической деструкции полимера уменьшается, снижается продолжительность цикла,
обеспечиваются более высокие механические характеристики и сохранение цвета
материала.
Двухслойные пленки из одного и того
же полимера можно получать, экструдируя рукавную полиолефиновую пленку с
последующим ее раздувом и сжатием в зазоре между вращающимися валками. При
сжатии нагретой пленки стенки рукава свариваются, и образуется плоская
двухслойная пленка.
Получение многослойных
ориентированных пленок - сравнительно новая задача, для решения которой
предложен ряд способов. Большинство из них базируется на соединении
предварительно ориентированных полотнищ с помощью горячих расплавов, клеев,
сварки и т.п. Однако эти процессы трудоемки, достаточно сложны в аппаратурном
оформлении и приемлемы только для ограниченного круга пленочных комбинаций или
при наличии эффективных адгезивов в качестве промежуточного слоя.
В последнее время появились и
вызвали большой интерес принципиально новые способы получения ориентированных
материалов, характерной особенностью которых является соединение
неориентированных пленок с последующей их одно- или двухосной вытяжкой.
Такой процесс, в основе которого лежит экструдирование расплава одного из
полимеров на поверхность другого, легко поддается автоматизации, может быть
осуществлен в одну линию со стадией ориентации пленок и позволяет получить
тонкослойный материал с высокими физико-механическими и защитными свойствами.
Существует технология получения
ориентированных термоусаживающихся рукавных полиэтиленовых пленок, покрытых
сополимером этилена с винилацетатом (3-28 вес.%). Экструдируемую рукавную
полиэтиленовую пленку в сложенном состоянии подвергают облучению дозой 6-8
Мрад, покрывают расплавом сополимера и ориентируют раздувом одновременно в двух
направлениях до необходимой толщины.
Широкий ассортимент пленок на основе
полипропилена с покрытием из сополимеров этилена с винилацетатом,
алкилакрилатом, метакрилатом или другими мономерами получают, нанося
соответствующий расплав, раствор или дисперсию на неориентированную основу и
подвергая затем эту систему двухосной ориентации.
Заслуживает внимания способ, который
заключается в нанесении расплава ПЭНП на аморфную ПЭТФ-пленку с последующей
ориентацией материала одновременно в продольном и поперечном направлениях.
Подобным образом можно получить композицию, состоящую из двух слоев аморфной
ПЭТФ-пленки, соединенных между собой расплавом полиэтилена, и подвергнутую
затем двухосной ориентации. Данный метод обеспечивает свободное варьирование
толщинами слоев системы, высокую адгезионную прочность между слоями материала,
хорошие физико-механические и защитные (паро-, водо-, газонепроницаемость)
свойства пленки.
В некоторых случаях возникает
необходимость в том, чтобы, только один из слоев комбинированной пленки был
ориентирован. Такой материал, состоящий, например, из двух кристаллических
полимеров с разной температурой плавления (поливинилиденхлорида, полипропилена
и др.), получают, соединяя обе пленки в состоянии текучести и растягивая
двухслойный материал при температуре, на несколько градусов ниже температуры
плавления более высокоплавкого полимера.
Недостатком соэкструзии является то,
что реологическое соответствие соэкструдируемых полимеров оказывается
критическим фактором, от которого зависит толщина слоев. Как правило, на
имеющемся оборудовании нельзя получить любое соотношение слоев по толщине.
Обычно для изготовления материала из примерно равных по толщине слоев
приходится применять полимеры с одинаковыми реологическими характеристиками, а
для создания пленок из слоев разной толщины - полимеры с заметно различающимися
реологическими свойствами.
Спецификой соэкструзии, о которой
следует сказать, является затруднение с вторичным использованием отходов,
образующихся при обрезке кромок.
Получение
многослойных материалов экструзионным ламинированием
Метод получения многослойных и
комбинированных пленок экструдированием расплавленного полимера на субстрат,
иначе называемый экструзионным ламинированием, впервые был применен в 40-х
годах в США для покрытия крафт-бумаги полиэтиленом (вместо асфальта). В 50-х
годах в Англии началось промышленное производство этого материала. В настоящее
время рассматриваемый метод широко применяется во многих странах для получения
комбинированных материалов на основе крафт-бумаги, картона, металлической
фольги, целлофана, различных тканей и полимерных пленок. В качестве покрытия
используется, главным образом, полиэтилен, а также полипропилен, смеси и
сополимеры полиолефинов, полиамиды. Учитывая это, особенности применяемого
оборудования и технологического процесса будут рассмотрены, в основном,
применительно к полиэтилену.
Принцип метода состоит в том, что
расплав полимера в виде полотна подается на основу из плоскощелевой головки, а
затем пропускается вместе с субстратом в зазор между охлаждающим и прижимным
валками, где под давлением формируется иx соединение (рис. 2.3.4.1.).
Агрегаты для экструзионного
ламинирования имеют ряд преимуществ: на одном и том же агрегате можно покрывать
субстраты различной ширины, изменяя ширину выходящего из головки полотна
расплава, а также можно получать покрытия разной толщины, варьируя соотношение
числа оборотов шнека и линейной скорости субстрата.
Возможно использование в одном
агрегате двух или трех экструдеров, что позволит наносить полимерное покрытие
одновременно с обоих сторон субстрата или в процессе одной операции создавать
многослойный материал типа полиэтилен - ПЭТФ - полиэтилен - фольга -
полиэтилен.
Установка для получения
комбинированных пленок состоит из экструдера на подвижной тележке, головки,
ламинирующего устройства с системой охлаждения валков, приспособления для
обрезки кромок и различного вспомогательного оборудования. Принципиальная схема
установки приведена на рис. 2.3.4.2.

Рис.2.3.4.1. Схемы процесса
нанесения покрытия из расплава полимера:
а - однослойное; 6
- двухслойное;
-размоточное
устройство; 2 - экструдер; 3 - прижимной валик;
- охлаждающий вал;
5 - намоточное устройство

Рис.2.3.4.2. Принципиальная схема
установки фирмы «Bone Brothers» для получения многослойных пленок экструдированием расплава на
основу:
- сушилка;
- экструдер с щелевой головкой;
- ножи для обрезки кромок;
- узел намотки готового материала;
- ламинатор;
- устройство для нанесения
«праймера»;
- установка для обработки коронным
разрядом;
- узел размотки основы.
Экструдеры в линии по сравнению с
обычными установками для получения рукавной пленки имеют некоторые особенности.
Они не закреплены неподвижно, а установлены на подвижной тележке, что дает
возможность перемещаться относительно ламинирующего устройства.
Ламинирующее устройство состоит из
прижимного гуммированного валка, который прижимает выходящую из головки
экструдера горячую пленку к субстрату, охлаждающего стального валка и ряда
тянущих, ширительных и других валков.
В ряде случаев адгезионная прочность
существенно зависит от температуры охлаждающего валка, равномерности его
охлаждения и температурь - поверхности контакта. Возрастает она также с
увеличением толщины покрытия, так как при этом снижаются потери тепла,
улучшается смачивание субстрата расплавом и замедляется охлаждение пленки на
охлаждающем валке.
Однако важнейшим фактором,
определяющим величину адгезионной прочности, является характер и степень
обработки контактируемых поверхностей. Основным методом обработки служит
коронный разряд, эффективность действия которого возрастает при увеличении
«окисленности» полиэтилена как в результате повышения температуры расплава, так
и при снижении линейной скорости. Большинство промышленных установок для
получения комбинированных пленок основано на обработке поверхности субстрата, а
не расплава, что значительно проще в аппаратурном отношении. Выбор оптимальных
значений технологических параметров этого процесса зависит от множества
факторов, включая тип используемого оборудования, химическую природу и толщину
соединяемых материалов, производительность установки и т.д.
Широкое распространение получил
способ увеличения адгезионной прочности комбинированных пленок путем введения
промежуточного слоя так называемого праймера, обладающего хорошей адгезией к
обоим соединяемым материалам. Он позволяет увеличить прочность адгезии
полиэтилена к бумаге, алюминиевой фольге, полимерным пленкам и некоторым другим
субстратам примерно на 40%.
Основной недостаток
рассматриваемого процесса - сравнительно низкая и нестабильная во времени
адгезия между покрытием и основой. Это приводит к необходимости нагревать
расплав полимера при переработке до высоких температур или подвергать
поверхность соединяемых материалов специальной обработке. В первом случае
наблюдается деструкция полимера и снижение качества материала, а во втором -
усложняется аппаратурное оформление процесса. Существенными недостатками
процесса экструзионного ламинирования являются высокие начальные капитальные
затраты.
Получение многослойных и
комбинированных материалов каландровым методом
В данном разделе рассматриваются основные
способы получения многослойных и пленочных материалов, принципиальным отличием
которых от процессов, рассмотренных выше, является то, что, по крайней мере,
один из компонентов системы в момент формирования соединения находится в
состоянии расплава.
Каландровый метод применяется для
получения комбинированных пленок на основе бумаги, картона, натуральных и
синтетических тканей, металлической фольги, полимерных пленок и других рулонных
материалов. Этот метод основан на нанесении в зазоре вращающихся валков
расплава термопластичного полимера на гибкую основу. Процесс осуществляется на
специальных каландровых установках, использующих метод валковой пластикации
полимера. Принципиальная схема такого типа установки КМ-14 50 приведена на рис.
2.3.5.1.

Рис.2.3.5.1. Принципиальная схема
каландровой установки КМ-1450:
- узел намотки готового материала;
- измеритель толщины изотопного
типа;
- тиснильный или гладкий валок;
- гуммированный валок;
, 7 - плавильные валки;
- питатель;
- узел размотки основы;
- следящий фотоэлемент;
, 11 - валки для
предварительного нагрева основы;
- охлаждающий валок
Основным узлом установки является
двухвалковый пластицирующий каландр, питание которого осуществляется
гранулированным или порошкообразным полимером. В зазоре валков исходный полимер
пластицируется и формуется в пленку заданной толщины. При определенной разности
температур и скоростей вращения («фрикции») пластицирующих валков пленка
термопласта переходит на валок, имеющий большую температуру и окружную
скорость. Гибкая основа с размоточного устройства через систему направляющих
валков подается на нагретый барабан, а с него - на прессующий (тиснильный)
валок, который обеспечивает прижатие основы к оплавленной полимерной пленке, находящейся
на пластицируюшем валке.
В результате формируется соединение
покрытия с основой. МПМ проходит через отделочный валок, охлаждающий барабан и
поступает на намотку.
Температура пластицирующих валков
выше температуры соответствующих валков каландра, что приводит к снижению
«каландрового эффекта» и выравниванию свойств пленок в продольном и поперечном
направлениях. Другим достоинством метода является относительно короткое время
воздействия на полимер высоких температур, что благоприятно сказывается на качестве
продукции и позволяет использовать более дешевые композиции с меньшим
содержанием термостабилизатора и более чувствительные к термодеструкции
полимерные материалы.
Основные критерии,
определяющие качество каландрированных материалов, - величина адгезии покрытия
к основе, разнотолщинность, глянец и цвет пленки. Конструкция каландровых машин
позволяет варьировать в процессе работы температуру пластицирующих валков и
подогревательного валка (т.е. температуру подложки), давление пластицирующих и
тиснильных валков, скорость протяжки основы. Из перечисленных параметров первый
является основным, определяющим качество материала. При занижении температуры
пластицирующих валков ухудшается адгезия пленки, а при превышении - термопласт
липнет к валкам.
Оптимальный режим
каландрирования зависит, с одной стороны, от молекулярных характеристик
полимера (молекулярного веса, МВР, индекса текучести расплава и др.), с другой,
- от типа подложки. Например, у бумажных и природных текстильных материалов за
счет ворса и шероховатой поверхности высокая адгезия достигается легче (т.е.
при более умеренных температурах и меньших давлениях), чем у подложек с
глянцевой поверхностью типа полимерных пленок, металлической фольги,
стеклоткани и т.п. Температура переднего пластицирующего валка обычно
устанавливается на 15-З0°С выше температуры подвижного заднего валка.
Температура подогревательного валка должна быть максимально допустимой для
данной подложки. Повышение давления тиснильных валков способствует увеличению
адгезии. Для той же цели в ряде случаев основу обрабатывают коронным разрядом
или покрывают тонким слоем термопластичного клея.
Для каждого значения температуры
валков существует максимальная (критическая) скорость, при которой качество
полимерного покрытия остается удовлетворительным. Повышение скорости валков
влияет на процесс пластикации аналогично снижению их температуры. Увеличение
последней снижает вязкость расплава полимера, что, в свою очередь, уменьшает
энергозатраты. Снижение величины минимального зазора и повышение скорости
валков вызывает повышение скорости деформации расплава и, следовательно,
энергосиловых параметров. В диапазоне высоких рабочих скоростей решающее
значение имеет механизм поверхностной пластикации.
Производительность процесса
каландрирования, лимитируемая скоростью пластикации термопласта и формования
пленки полимерного покрытия в зазоре валков, почти вдвое ниже
производительности однослойной пленки с валками такой же ширины.
Получение многослойных пленочных
материалов методом каширования
В производстве МПМ
получили распространение способы каширования с помощью клея и экструзионного
каширования с помощью расплава полимера.
Каширование с
помощью клеев на растворителях состоит в том, что две или несколько монопленок
соединяются в многослойную композицию при помощи клея.
Существуют два
принципиально различных способа каширования: мокрое и сухое.
При мокром
кашировании (рис. 2.3.6.1) непосредственно после нанесения клея на первую
монопленку осуществляется соединение ее (во влажном состоянии) со второй пленкой,
так что удаление растворителя (операция сушки) происходит через подложку,
которая должна быть проницаемой для паров растворителя (воды). В качестве клеев
используются водные эмульсии поливинилацетата и крахмал. Основная область
применения мокрого каширования - склеивание бумаги с алюминиевой фольгой.
При сухом
кашировании (рис. 2.3.6.2) клей, содержащий растворители и 30-40% сухого
остатка, износится на первую монопленку, как правило, менее чувствительную к
натяжению и температуре, чем вторая, и высушивается. По выходе из сушилки
монопленка с клеем соединяется со второй монопленкой. Способом сухого
кэширования может быть изготовлено большинство гибких МПМ и КПМ. В этом случае
применяются клеи на основе полиуретанов, способные при отверждении образовывать
сетки.
Рис. 2.3.6.1. Схема
процесса мокрого каширования:
- устройство для
размотки бумаги;
2 - узел нанесения клея;
3 - устройство для размотки алюминиевой фольги;
4 - сушильная камера;
- устройство для
намотки готового материала
Рис. 2.3.6.2. Схема
процесса сухого каширования:
- устройство для
размотки пленки основы;
- узел нанесения
клея;
- сушильная камера;
- узел
дублирования;
- устройство для
размотки монопленки (технологического слоя);
- устройство для
намотки готовой продукции
В последние годы появились
высококонцентрировэнные клеи и клеи, не содержащие растворителей. Различают два
вида клеев, не содержащих растворителей: однокомпонентные клеи,
В последние годы
появились высококонцентрированные клеи и клеи, не содержащие растворителей.
Различают два вида клеев, не содержащих растворителей: однокомпонентные клеи, у
которых образование сетчатой структуры происходит за счет взаимодействия с
влагой, поступающей в слой клея до каширования из окружающего воздуха или из
кашируемых монопленок, и двухкомпонентные, у которых образование сетчатых
структур происходит в процессе смешения полиуретана и изоцианата.
Следует отметить,
что в настоящее время при использовании клеев без растворителей не удается
достигнуть качества склеивания аналогичного традиционным клеям на растворителях
и, в первую очередь, в случае каширования А1 фольги и при получении МПМ для
стерилизации и термоформования. Такие материалы следует изготовлять с помощью клеев
на растворителях. В зависимости от типа клея и требуемых свойств конечного
продукта меняется количество наносимого клея.
Клеи с
растворителями содержат помимо растворителей отвердители - изоцианаты, которые
в больших концентрациях вредны для здоровья. При работе с такими клеями
оборудование должно быть выполнено во взрывобезопасном исполнении. Полученные
МПМ необходимо постоянно исследовать на содержание остаточного растворителя.
На рис. 2.3.6.3
показана принципиальная схема процесса кэширования с помощью клеев без
растворителей.
Рис. 2.3.6.3. Схема
установки для изготовления МПМ на клеях без растворителей:
- устройство для
размотки пленки-основы;
- узел подачи
компонентов клея;
- устройство для
размотки монопленки (технологического слоя);
- узел кэширования;
- устройство для
намотки готового материала
Технологические
линии по производству МПМ на клеях без растворителей высокопроизводительны.
Достигаемая рабочая скорость зависит только от способности пленки-основы
воспринимать клей. При размотке тонких пленок, чувствительных к растяжению,
необходимо установить и поддерживать усилие их натяжения. Оно должно быть
стабильным при используемых скоростях процесса и заданных диаметрах рулонов с
пленкой. Поэтому устройства для размотки тормозятся или приводятся в движение
терристорными двигателями постоянного тока, а натяжение пленок осуществляется,
как правило, с помощью качающихся валиков.
При высоких
линейных скоростях процесса появляется необходимость, начиная с определенного
диаметра рулона не тормозить его, а приводить в движение, так как по мере
уменьшения диаметра рулона с пленкой усилие ее натяжения растет. В узле
кэширования давление может достигать 4,65 Н/м. За счет большого давления и
значительной разницы окружных скоростей отдельных валиков достигается требуемая
толщина клеевого слоя.
В случае
использования клеев без растворителей гигиенические условия труда несравненно
лучше, отпадает необходимость во взрывобезопасном исполнении оборудования,
складов для растворителей, мероприятий по очистке отсасываемого воздуха от
паров растворителей или рекуперации растворителей.
У таких машин
отсутствуют сушильные камеры, тепловые агрегаты, воздушные трубопроводы и
соответствующие защитные устройства. Поэтому они на 40% дешевле, чем
кашировальные машины, использующие клеи на растворителях. Необходимая
производственная площадь на 40-50% меньше, расход энергии в 4-5 раз ниже. Кроме
того, в случае использования растворителей следует учитывать потребность в
дополнительной площади на склад и отделение рекуперации растворителей.
Использование клеев
без растворителей дает следующие преимущества:
§ вследствие
более короткого пути пленочного полотна сокращается время запуска и переналадки
установки; нанесение клея гладкими валиками вместо растровых и (или) ракли
упрощает их чистку и соответственно экономит время и растворители;
§ клеи
без растворителей поставляются в подготовленном для употребления виде, т. е.
отпадает необходимость предварительного смешения и поддержания на определенном
уровне вязкости клея;
§ вследствие
меньшей массы наносимого клея и отсутствия растворителей масса клея,
подлежащего доставке к машине, в 10 раз меньше;
§ отсутствие
термической нагрузки, которой пленки на клеях с растворителями подвергаются в
сушильной камере, благоприятно сказывается на качестве МПМ.
В случае
использования клеев на растворителях при кашировании не исключена частичная
вытяжка и провисание кромок. Кроме того, вследствие большего пути пленочного
полотна и наличия сушильной камеры появляется часть рулонов со складками пленки,
и при резке затрачивается бесполезный труд, растет количество отходов.
Кроме перечисленных
имеются дополнительные преимущества процессов, проводимых с использованием
клеев без растворителей: клей наносится в меньших количествах и его природа
благоприятствует повышению эластичности и прозрачности конечного материала;
большинство таких материалов уже через 24 ч готовы к дальнейшей переработке,
что позволяет сократить площади промежуточных складов и сроки поставки
продукции потребителю; межслойная адгезия в материалах, полученных на клеях без
растворителей, не уступает адгезии в МПМ, полученных на клеях с растворителями,
за исключением структур с алюминиевой фольгой; отпадает необходимость в жестком
контроле санитарно-гигиенических свойств получаемых МПМ; отсутствие
растворителей положительно сказывается на адгезии клея к субстратам с
нанесенной на них печатью; существенная экономия за счет стабильности клея;
линейная скорость получения МПМ почти на порядок выше, чем в случае клея на
растворителях.
Обобщение опыта по
изготовлению МПМ с помощью клеев показало, что в среднем масса наносимого клея
составляет 0,7-0,8 г/м2, за исключением комбинации с печатной
информацией или алюминиевой фольгой, когда наносят клей в количестве 1,0-1,2
г/м2. Типичные комбинации материалов и их основные характеристики
приведены в приложении 3.
Для производства
упаковочных материалов, как правило, применяются бесцветные ОПЭТФ-пленки; все
комбинации обладают высокими прочностными показателями на разрыв, надрыв и
раздир, хорошо свариваются, устойчивы к глубокому охлаждению, водонепроницаемы,
в малой степени паропроницаемы, устойчивы к ароматам, маслам и жирам, к многим
кислотам, щелочам и растворителям, физиологически безвредны; ряд структур
выдерживает стерилизацию и пастеризацию.
Следует отметить,
что кэширование с помощью клея в настоящее время остается самым
распространенным способом изготовления рулонных эластичных МПМ, несмотря на то,
что для осуществления этого способа необходимо провести два самостоятельных
технологических процесса - получения монопленок и собственно кэширования.
Каширование
с помощью расплава полимера. Кэширование
на валках. Покрытие расплавом полимера осуществляется на двухвалковом каландре
- кашировальная установка типа Циммер. Термопластичный материал в виде гранул
или сухой смеси, попадая в зазор между двумя валками, нагретыми до температуры
размягчения полимера, плавится и формуется в непрерывную пленку. Рекомендуемые
для различных полимеров температуры валков приведены в приложении 4.
Тепло, необходимое
для получения расплава, подводится от нагретых валков, а также генерируется в
самом материале вследствие деформации сдвига, возникающей при прохождении его
через узкий зазор между валками.
Субстрат
предварительно подогревается с целью улучшения адгезии между покрытием и
основой. Величина зазора между валками и разность скоростей вращения плавящих
валков и снимающего обрезиненного вала определяют толщину полимерного покрытия.
При нанесении
покрытия оба плавящих валка имеют одинаковую температуру, и пленка прилипает к
валку, имеющему несколько большую скорость вращения, откуда под давлением
переходит на подаваемый субстрат. Полученный многослойный материзл проходит
через зазор между снимающим обрезиненным и отделочным металлическим
(полированным или гравированным) валками и после обрезания кромок поступает на
намоточное устройство (если необходимо, то ламинат разрезают до намотки на
требуемые мерные длины).
Сравнительная
простота процесса, получение материала хорошего качества с меньшей ориентацией
и лучшими механическими свойствами, чем у пленки, отформованной на каландре,
являются преимуществами описанного способа.
Экструзионное
каширование с помощью расплава
полимера. Способ экструзионного каширования состоит в том, что расплав
полимера, например ПЭНП, при температуре 300-330°С через щелевую головку
экструдера наносится в качестве связующего между двумя монопленкзми (рис.
2.3.6.4).
Важной проблемой
при экструзионном кашировании является обеспечение стабильной адгезии между
слоями МПМ. В большинстве случаев появляется необходимость в нанесении на
монопленку праймера. При этом применяются праймеры на растворителях и их водные
композиции (рис. 2.3.6.5). В любом случае необходим сушильный канал, что ведет
к усложнению аппаратурного оформления процесса.
К недостаткам экструзионного
каширования следует отнести использование высоких температур (в случае ПЭНП 300
- 330°С), что приводит к термической деструкции полимера и появлению запаха у
МПМ.
В последнее время
предложен метод подачи озона в узел экструзионного каширования с целью
окисления полимера и снижения за счет этого температуры расплава.

Рис. 2.3.6.4. Схема
процесса экструзионного кэширования:
- устройство для
размотки пленки-основы;
- экструдер со
щелевой головкой;
- устройство для
размотки монопленки (технологического слоя);
- узел каширования;
- намоточное
устройство
Рис.2.3.6.5. Схема
процесса экструзионного каширования с предварительным нанесением «праймера»:
- устройство для
размотки пленки-основы;
- узел нанесения
«праймера»;
- сушильная камера;
- экструдер со
щелевой головкой; 5 - узел кэширования;
- устройство для
намотки готового материала
Другие
методы получения многослойных пленок
Помимо
рассмотренных основных методов получения комбинированных и многослойных пленок,
в мировой практике находят применение и другие способы, к которым, в первую
очередь, относится дублирование пленок на вальцах, каландрах и в прессах.
Технология такого производства заключается в том, что бесконечные полотнища
соединяемых материалов, выходящие из экструдера или сматываемые с рулона,
поступают на вальцы или каландр, где при температуре 18-23°С или более
происходит их соединение под давлением. Перед соединением пленок между ними
может быть распылен раствор адгезива.
Получение комбинированных материалов
дублированием на вальцах и прессах позволяет избежать появления в них запаха,
так как процесс идет при сравнительно низких температурах и не требует
применения растворителей. Возможности метода ограничены сравнительно узким
кругом материалов, частичным прилипанием пленок к валкам, а также недостаточной
и нестабильной во времени адгезией между слоями.
Описанные способы и технологические
приемы создания многослойных пленочных материалов показывают практически
безграничную возможность их конструирования и придания заранее заданных
свойств.
Благодаря успехам,
достигнутым в области производства МПМ, представляется возможным создавать
материалы с заданным потребителем комплексом свойств. Однослойные пленки,
несмотря на широкий ассортимент полимеров, имеют ограниченные области
применения. Использование МПМ позволяет преодолеть эти ограничения.
Выбор способа
получения зависит от физического состояния композиции, подлежащей нанесению на
субстрат, и структуры МПМ.
Важное значение в
формировании свойств пленок играют толщина пленки, режим ее охлаждения,
структура поверхности, с которой контактирует пленкообразующий расплав или
раствор.
Изменение свойств
пленок, подвергшихся при эксплуатации тепловым, механическим, электрическим и
другим воздействиям, в значительной мере связано с изменением их
надмолекулярной структуры. Пленки на основе жесткоцепных полимеров, содержащие
пластификатор, претерпевают наибольшие изменения. При этом по мере удаления
пластификатора под влиянием различных факторов пленки становятся жесткими и
хрупкими.
В пленках из
кристаллизующихся полимеров с низкой температурой стеклования, например
полиолефинов, политетрафторэтилена, изменения надмолекулярной структуры,
особенно при механических воздействиях, носят характер рекристаллизации. Что
касается пленок из кристаллизующихся полимеров с высокой температурой
стеклования, например полиэтилентерефталата, то они обнаруживают высокую
стабильность ниже температуры стеклования, так как в этом случае
рекристаллизации не происходит.
Таким образом,
анализ условий образования надмолекулярных структур позволяет определить
воздействия, способствующие возникновению и сохранению оптимальной
надмолекулярной структуры той формы и степени упорядоченности, которые
обеспечивают эксплуатационные свойства пленок, необходимые для конкретного
применения.
Формирование требуемой
надмолекулярной структуры может быть достигнуто за счет следующих приемов:
обоснованного выбора способа получения полимера или сополимеризации, приводящей
к нарушению регулярности строения цепи макромолекулы за счет введения второго
мономера; подбора растворителя введения пластификатора, а также составления
смесей полимеров; регулирования температурного режима при переработке и
ориентации.
2.4
Кашированные материалы в полиграфии
В России начинали
выпускать кашированные материалы именно полиграфические предприятия, а затем
непосредственно производители пленок. Следует отметить, что каширование с
помощью клея в настоящее время остается самым распространенным способом
изготовления рулонных МПМ в динамично развивающейся полиграфической отрасли,
несмотря на то, что для осуществления этого способа необходимо провести два
самостоятельных технологических процесса - получения монопленок и собственно
кэширования.
Это связано с
наличием уже отмеченных выше преимуществ процесса:
§ клей
наносится в меньших количествах и его природа благоприятствует повышению
эластичности и прозрачности конечного материала;
§ большинство
таких материалов уже через 24 ч готовы к дальнейшей переработке, что позволяет
сократить площади промежуточных складов и сроки поставки продукции потребителю;
§ межслойная
адгезия в материалах, полученных на клеях без растворителей, не уступает
адгезии в МПМ, полученных другими способами;
§ отпадает
необходимость в жестком контроле санитарно-гигиенических свойств получаемых
МПМ;
§ существенная
экономия за счет стабильности клея; высокая линейная скорость получения МПМ;
§ практически
все материалы могут быть соединены друг с другом при помощи клея;
§ экономически
выгодно производство даже малых тиражей МПМ (КПМ);
§ использование
готовых монопленок дополнительно гарантирует высокое качество композиционных
материалов.
В случае
использования клеев без растворителей гигиенические условия труда несравненно
лучше, отпадает необходимость во взрывобезопасном исполнении оборудования,
складов для растворителей, мероприятий по очистке отсасываемого воздуха от
паров растворителей или рекуперации растворителей.
Главным
достоинством процесса каширования на клеях без растворителей стала возможность
нанесения межслойной печати при производстве мягкой тары в условиях полиграфических
предприятий. Отсутствие растворителей положительно сказывается на адгезии клея
к субстратам с нанесенной на них печатью, и процесс каширования проходит при
невысоких температурах (ниже 100°С), что ограничивает термическую нагрузку, а
это повышает качество упаковочных материалов.
Принцип межслойной
(проромежутотчнной) печати состоит в том, что печать наносится на обратную
сторону лицевого слоя МПМ, при этом дальнейшее каширование и другие операции
выполняются по той стороне, на которую нанесена печать.
Основными способами
нанесения печати на полимерные пленки являются флексографическая и глубокая
печать. Для промежуточной печати применяются специальные краски, обладающие
хорошей когезией, а также обеспечивающие высокую межслоевую адгезионную прочность.
Главная задача при
нанесении печати на полимерные пленки состоит в подборе красок, обладающих
достаточной скоростью отверждения при хорошей адгезии к пленке и дающих
отпечаток, устойчивый к сухому и мокрому трению, выдерживающий многократные
деформации изгиба. Подбор рецептуры печатных красок связан также со способом
печати: глубокая или флексографическая. Выбор способа печати определяется типом
пленки, условиями производства и другими факторами.
Основными
параметрами процесса нанесения печати являются скорость, время и температура
сушки. Важную роль играют реологические свойства печатных красок, так как в
высокоскоростных машинах развиваются значительные скорости сдвига, вызывающие
появление дефектов покрытия.
В настоящее время каширование с
помощью клея является самым распространенным способом изготовления полимерных
пленочных материалов в условиях полиграфических предприятий. Изготовление МПМ
методом каширования позволяет получать качественную межслойную печать на гибкой
упаковке.
2.5
Обзор методов расчета прочности в многослойных материалах
Основные
понятия в теории прочности полимеров
Как упоминалось
ранее, прочность - свойство твердого тела сохранять целостность при
действии нагрузок. Прочностные свойства, как правило, характеризуются пределом
прочности σр - напряжением, при
котором происходит разрушение образца.
По способу
определения различают кратковременную и длительную прочность.
Кратковременную
прочность выражают пределом прочности σр. Его определяют методом
одноостного растяжения на разрывных машинах при заданной скорости нагружения
или скорости деформации.
Одновременно с σр определяют относительное удлинение при разрыве εр.
Под длительной
прочностью понимают максимальное напряжение, вызывающее разрушение образца
после заданной длительности действия нагрузки.
В зависимости от
условий получения материалов и проведения различают теоретическую, предельно
достижимую и техническую прочность.
Теоретической
прочностью σтеор называют напряжение,
при котором происходит одновременный разрыв химических связей между всеми
атомами, расположенными по обе стороны от поверхности разрушения в условиях
нагружения при нулевой температуре по Кельвину. Теоретическая прочность
является максимально возможной прочностью твердого тела с идеальной структурой.
Ее можно получить, например, при растяжении идеального монокристала в
направлении оси его вытянутых цепей в области температур, близких к нулевой (по
Кельвину) или при малых временах нагружения.
Предельно
достижимой прочностью σп называют прочность идеальной полимерной структуры при данных
температуре и времени деформирования образца.
Одним из методов
расчета теоретической прочности σтеор является определение
напряжения, при котором происходит одновременный разрыв химических связей
молекулярных цепей, приходящихся на единицу площади поперечного сечения
полимера с идеальной структурой.
Предельно
достижимую прочность часто рассчитывают по экспериментальным зависимостям
напряжения разрушения от степени ориентации и степени кристалличности с
последующей экстраполяцией до значений, соответствующих 100%-ноой ориентации и
кристалличности.
Технической
прочностью σтех называют прочность
реальных материалов в стандартных условиях испытаний.
Реальные материалы
разрушаются при значительно более низких напряжениях σтех, чем σп. Это объясняется их
неоднородной структурой, наличием локальных напряжений, микротрещин и других
дефектов.
Оценка
механической прочности материалов
Традиционно, для
количественной оценки механической прочности - способности тела
сопротивляться разрушению под действием механических сил - используют различные
характеристики, которые можно разделить на следующие группы: силовые
(разрушающее напряжение, разрушающее усилие, усталостная прочность), временные
(долговечность, сопротивление утомлению) и энергетические (ударная вязкость,
поверхностная энергия разрушения).
В каждом отдельном
случае, исходя из условий эксплуатации, хранения и транспортировки упаковки к
МПМ предъявляют определенный комплекс технических требований.
Правильный выбор
необходимого МПМ для конкретных условий применения должен базироваться, с одной
стороны, на знании основных параметров свойств, регламентированных действующей
нормативно-технической документацией на производство этих материалов, а с
другой стороны, на зависимости этих параметров от различных факторов, которые
могут изменяться в процессе эксплуатации изделий. Результаты комплексных
испытаний ложатся в основу инженерной оценки свойств МПМ в изделии.
В отличие от
стандартных методов испытания, позволяющих характеризовать каждое свойство МПМ
(КПМ) одним показателем, инженерная оценка материала производится путем
получения серии зависимостей, на основании которых можно судить о возможном
поведении материала при эксплуатации. Стандартные методы испытаний
регламентируют форму, размеры и число образцов, порядок и условия испытания,
прибор или испытательное оборудование, схему вычисления значения определенного
показателя. Зависимости строятся с учетом влияния температуры, напряжения,
времени, частоты воздействия (например, скорости нагревания), влияния среды,
излучений и т. д. Методы таких испытаний в большинстве своем нестандартизованы,
а часть из них находится в стадии разработки.
Результаты,
полученные при комплексной инженерной оценке МПМ в изделии, могут быть
использованы для прогнозирования их поведения в различных условиях
эксплуатации.
Свойства МПМ (КПМ)
определяются: природой полимерных и неполимерных слоев, молекулярной массой,
молекулярно-массовым распределением, степенью полидисперсности, наличием
добавок; межслойной адгезионной прочностью; надмолекулярной структурой в
полимерных слоях, определяемой технологией их получения; специфическими
особенностями таких материалов, связанных с их малой толщиной, большой удельной
поверхностью и степенью ориентации.
В процессе
эксплуатации происходит изменение свойств материала во времени либо в связи с
постепенным изменением структуры полимерных слоев, либо вследствие релаксации
напряжений или химического течения полимера, что следует учитывать при
обосновании областей их применения.
Основы
расчета прочности в многослойных материалах
МПМ представляют
собой новый класс композиционных материалов (КМ). В отличие от традиционных КМ,
МПМ не имеют непрерывной матрицы и представляют собой чередующиеся слои
соединенных между собой одноименных или различных пленок полимеров.
Соответственно различают гомогенные и гетерогенные МПМ.
Анализ взаимосвязей свойств и
строения МПМ - одна из актуальных проблем полимерного материаловедения, решение
которой предопределяет пути создания МПМ и КПМ с требуемым комплексом эксплуатационных
свойств.
Из многочисленных работ, посвященных
рассмотрению указанной проблемы, следует, что одни свойства МПМ аддитивны
свойствам входящих в них индивидуальных пленочных слоев, другие - не аддитивны.
Деформационно-прочностные свойства пленочных композитов, например, не аддитивны
свойствам составляющих их компонентов, и могут как улучшаться, так и ухудшаться
по сравнению со свойствами индивидуальных пленок той же толщины. Определяющую
роль в этом случае играет соотношение прочности и деформируемости отдельных
слоев с адгезионным взаимодействием между ними.
В линейной области механические
свойства пленочного композита аддитивны свойствам составляющих его слоев. Так,
например, модуль сдвига является аддитивной величиной по отношению к свойствам
исходных компонентов. Эффективный модуль упругости Еэф многослойных
пленочных материалов также является аддитивной величиной и может быть рассчитан
по правилу фаз:
Еэф = Е1∙S1+E2∙S2 (2.5.1)
где S1, S2-толщины индивидуальных
слоев,
Е1, Е2 -
эффективный модуль упругости 1-го и 2го слоев.
Правило фаз при оценке свойств
пленочного композита может применяться в случае, когда составляющие композит
слои имеют близкие значения коэффициента Пуассона. (Коэффициентом Пуассона
называют соотношение поперечной деформации сжатия εпоп к продольной деформации удлинения εпрод при растяжении образцов
в пределах пропорциональности между напряжением и деформацией: μ=ε поп/ε прод.)
При этом не учитывается вклад
межфазных слоев в свойства МПМ. Проведенная экспериментальная проверка правила
фаз подтвердила аддитивность нагрузки составляющих ее слоев. На основании этих
данных был сделан вывод об отсутствии заметного вклада межфазных слоев в общую
нагрузку.
В то же время было показано, что
предельные характеристики деформационно-прочностных свойств МПМ (однотипных или
разнородных, но близких по свойствам) - разрушающее напряжение при растяжении и
относительное удлинение при разрыве - не аддитивны соответствующим свойствам
индивидуальных и правилу фаз не подчиняются. Установлено, что в таких системах
проявляется эффект упрочнения многослойного материала, обусловленный
согласованной работой адгезионно связанных слоев.
При изучении поведения двухслойных
композитов, состоящих из одноименных слоев (ПЭ, целлофан или ПС), соединенных
через слой вязкоэластичного связующего, прочность которого значительно ниже
прочности индивидуальных слоев, было установлено, что разрушающее напряжение
при растяжении двухслойного материала превышает разрушающее напряжение
однослойного материала. Эффект упрочнения предложено оценивать так называемым
коэффициентом упрочнения Купр:
К упр = (σр-σо)/σо∙100% (2.5.2)
где σр - разрушающее
напряжение при растяжении двухслойного материала,
σо - разрушающее
напряжение при растяжении индивидуальной пленки.
Для объяснения эффекта упрочнения
двухслойных материалов, состоящих из однотипных слоев, соединенных посредством
адгезива, было выдвинуто предположение о блокировке опасных дефектов одного
слоя прилегающими к ним бездефектными участками второго. В связи с этим напряжения,
концентрирующиеся при растяжении материалов вокруг дефекта одного слоя,
воспринимаются при достаточно высокой прочности связи бездефектным участком
другого слоя. Наличие определенного уровня адгезионного взаимодействия между
слоями является необходимым условием для реализации перераспределения
напряжений, а следовательно, и для синхронизации работы отдельных слоев в
материале. При этом, с увеличением адгезионной прочности связи и когезионной
прочности связующего усиливается эффект упрочнения двухслойного материала.
Упрочнение двухслойных разнородных
пленочных материалов типа А-С-В, где А и В пленки различной химической природы
с различными физико-механическими свойствами и С-слой связующего между ними,
имеет место только в том случае, когда разрушающие напряжения обеих пленок, А и
В, близки.
И в этом случае эффект упрочнения
МПМ, состоящих из пленок-слоев разной химической природы, принято оценивать
коэффициентом упрочнения Купр, который определяется уравнением:
Купр=(σр-σр,т)/σр,т (2.5.3)
где σр - фактическое
разрушающее напряжение при растяжении многослойного материала,
σр,т - теоретическое среднее
разрушающее напряжение при растяжении, рассчитано по формуле:
σр,т =Σ1і=n σр,і ∙ Si/S
(2.5.4)
где S - общая толщина многослойного
материала,
Si - толщина i-го индивидуального слоя.
Значение σр,т характеризует то среднее напряжение при растяжении, которое
вызывало бы разрушение материала, если бы все пленки разрушались при одном и
том же относительном удлинении, при котором разрушился многослойный материал, что
в действительности не выполняется. Поэтому формула (2.5.4), видимо, не строгая.
Постоянство относительных удлинений при разрыве не имеет и не может иметь места
даже при разрушении пленок одной и той же химической природы в силу
статистического характера дефектности материала, определяющего условия
разрушения параллельных образцов.
Более строгая формула:
σр,т =Σ1і=n σр,і ∙ Si/S ∙
βi (2.5.5)
где βi - доля разрушающего
напряжения индивидуального слоя, противодействующая разрушению МПМ в момент
разрыва. Однако методика определения βi в литературе
отсутствует.
Отражая сложный комплекс явлений на
границе раздела адгезив - субстрат, коэффициент комбинационного упрочнения
может служить для сравнительной оценки многослойных материалов и выявления
влияния на их качество технологических режимов производства. Результаты
экспериментальных исследований эффекта комбинационного упрочнения многослойных
пленочных материалов отражены в главе 3.
Было установлено, что и при
сочетании в МПМ сильно различающихся по своим деформационно-прочностным
свойствам пленок также может иметь место эффект упрочнения. Его объясняют
локализацией возникающих при больших деформациях в более жестком полимере
микротрещин за счет бездефектных участков более эластичного полимера.
Установлено, что в линейной области
деформаций механические свойства пленочного композита аддитивны свойствам
составляющих его слоев, если эти слои имеют близкие значения коэффициента
Пуассона. Эффективный модуль упругости может быть рассчитан по правилу фаз.
В то же время показано, что
предельные характеристики деформационно-прочностных свойств МПМ (прочность при
растяжении и относительное удлинение при разрыве) не аддитивны соответствующим
свойствам индивидуальных слоев и правилу фаз не подчиняются. Обнаружен эффект
самоупрочнения МПМ, который объясняют блокировкой опасных дефектов одного слоя
бездефектными участками соседних слоев.
3.
Методика проведения исследований
3.1
Методика получения образцов
Методика получения
однослойных образцов
По ГОСТ 14236-81
для испытания применяют образцы в форме прямоугольника шириной от 10 до 25 мм,
длиной не менее 100 мм. Предельные отклонения по ширине образца должны быть
±0,2 мм. Края образцов должны быть ровными, гладкими, без зазубрин и других
видимых дефектов. Ширина образца должна быть указана в нормативно-технической
документации на материал. Для проверен качества кромок образцов рекомендуется
пользоваться лупой с не менее 8х - увеличением.
Для испытания
изотропный материалов используют не менее пяти образцов, для испытания анизотропных
- не менее пяти образцов, отобранных в направлениях, которые должны быть
указаны в нормативно-технической документации на материал.
Образцы
кондиционируют не менее 16 ч по ГОСТ 12423-66 при температуре (23±2)°С,
относительной влажности (50±5)%, если в нормативно-технической документации на
материал нет других указаний.
Настоящий стандарт
распространяется на полимерные пленки и пленочные материалы толщиной до 1 мм и
устанавливает метод испытания на растяжение.
Метод основан па
растяжении испытуемого образца с определенной скоростью деформирования для
определения показателей, указанных в справочном приложении.
Настоящий стандарт
не распространяется на пленки, изготовленные из армированных материалов или
имеющие неровную поверхность.
Для испытания были взяты
две однослойных пленки: металлизированная ПП и предварительно запечатанная
ПЭТФ, - которые впоследствии пошли на изготовление многослойной пленки. От
каждой пленки было отобрано по 20 образцов: 10 - в направлении движения полотна
(продольном или машинном), 10 - по ширине рулона (поперечное направление).
Предварительно было произведено взвешивание обеих пленок на электронных весах
ВЛР-200 (взвешивалось одновременно по 4 образца каждой пленки размером 100х100
мм).
В данных условиях
измерений были взяты образцы 15х100 мм, которые были получены на специальном
ручном резальном станке гильотинного типа.
За толщину образца
была принята толщина испытуемого материала, которая была измерена в десяти
точках по всей ширине материала на электронном толщиномере фирмы Twing-Albert Instrument Company, USA. Указанный толщиномер
измеряет в автоматическом режиме толщину материала в 10 точках, а затем выдает
среднее значение и статистические величины отклонения.
Методика получения
многослойных образцов
Получение многослойного материала в
данных производственных условиях
Многослойный
материал был получен кашированием металлизированной ПП и запечатанной
флексографским способом ПЭТФ пленок на машине марки Simplalam фирмы Bielloni (Италия) на
производственной базе ООО «Московский картонажный полиграфический комбинат»
(рис. 3.1.2.1.1). Технологическая схема процесса каширования аналогична рис.
2.3.6.3.
Технические
характеристики машины:
- Максимальный
формат применяемых материалов: 1400 мм.
- Максимальный
диаметр рулона на размотке: 600 мм.
Максимальный
диаметр рулона на намотке: 800 мм.
Наносимый
материал: двухкомпонентный клей без растворителя.
Внутренний
диаметр гильзы: - размотка 76, 152 мм.
намотка 152 мм.
Для получения
качественного кашированного материала необходимо соблюдение оптимальных цеховых
условий. В помещении цеха температура воздуха должна быть в пределах 18-22°С и
относительная влажность 50-65%. Помещение цеха должно иметь местное и общее
освещение, искуственное - лампами дневного света и естественное. Освещение
должно обеспечивать нормальные условия для наладочных работ и процесса
каширования. Помещение цеха должно быть оборудовано приточно-вытяжной
вентиляцией.
Рис. 3.1.2.1.1.
Общий вид кашировальной машины марки Simplalam фирмы Bielloni (Италия)
1 - секция подачи
пленки-основы (ПЭТФ);
- секция подачи
второго слоя (ПП);
- узел нанесения
клея;
- сушильная секция;
- прижимное
устройство.
Технологический
процесс каширования включает следующие стадии:
a. Подготовка
материала к кашированию.
Запечатанный
материал, поступающий из печатного отделения, должен сопровождаться карточкой
движения рулона.
Материал без печати
для кэширования, поступивший на склад, проходит входной контроль на
соответствие нормативно-технической документации, который осуществляет инженер
отдела контроля качества.
Материал
поступивший со склада, должен пройти акклиматизацию в условиях цеха не менее 24
часов в амбалаже и не менее 48 часов в зимний период.
Акклиматизированный
материал оператор освобождает от амбалажа, удаляет пробки из втулок не повреждая
их. Если втулка деформирована и не подлежит исправлению, рулон должен быть
забракован актом и возвращен на склад. При повреждении поверхности рулона
(разрывы, складки, морщины), все срывы выше утвержденных норм регистрируются.
b. Подготовка
машины к работе.
Машину обслуживает
бригада в составе двух человек: машинист 5 разряда и машинист 3 разряда.
Машину смазывают в
соответствии с инструкцией по смазке, проверяют работу основных узлов, включив
машину на холостой ход. Запечатанный материал, устанавливают на узел
автоматической размотки, расположенный рядом с системой нанесения клея.
Материал, полученный со склада, устанавливается на узел автоматической
размотки, расположенный на стороне, противоположной узлу нанесения клея. В том
случае, когда кашируются материалы без печати, полиэтиленовые пленки
обязательно устанавливаются на узел автоматической размотки, расположенный на
стороне противоположной узлу нанесения клеящего покрытия.
Секция размотки
представляет собой систему «без вала» с боковыми конусообразными захватами и
обеспечивают подъем рулонов с пола. Размотка может производиться как сверху,
так и снизу рулона. Применяются втулки с внутренним диаметром 76 мм и 152 мм.
Машинист 3-го
разряда проверяет активацию пленки и правильность установки материала на
машину. Коронная обработка пленки должна быть не менее 38 дин. Полотно
запечатанного материала проводиться через устройство управления боковыми
кромками, между передающим и прижимным валами, затем соприкасается со вторым
материалом, далее проходит через прижимной вал на устройство автоматической
намотки. Секция намотки представляет собой систему «без вала» с боковыми
захватами и обеспечивает опускание рулона на пол. Намотка производиться только
сверху рулона. Применяются втулки с внутренним диаметром 152 мм.
Температура на
передающем и прижимном валах должна быть в интервале от 40 до 55°С.
Машинист 5-го
разряда, с помощью щупа, устанавливает зазор 0,15 мм между дозирующим и
передающим цилиндрами, бегунок, ограничитель, таким образом, чтобы по краям материала
образовались кромки без клея не менее 5 мм с каждой стороны, дозирующую гильзу
в соответствии с форматом сырья. Дозирующая гильза не должна иметь царапин,
вмятин и других повреждений, должна быть чистой от клея, пыли и грязи.
c. Процесс
нанесения акдгезива.
Каширование
проводилось с использованием двухкомпонентного безрастворного адгезива на
основе полиуретана фирмы Мортон марка Мор-Фри 402А - основной компонент, 79С -
отвердитель.
Данный клеящий
состав помещают в подогревающиеся емкости на станции смешивания. В них
поддерживается постоянная температура 40-45°С. Температура задается и
считывается по приборам, расположенным на панели управления. Основной компонент
и отвердитель помещаются в разные емкости. После чего компоненты смешиваются в
определенной пропорции и через шланги подаются в полость между дозирующим и
передающим валом. Затем с помощью передающих и распределяющих валов клеевая
композиция наноситься на материал.
Соотношение
задается через компьютер станции смешивания отдельно для каждого компонента.
Наносимое
количество клея определяется зазором между дозирующим и передающим валами в
соответствии с типом соединяемых материалов (рис. 3.1.2.1.2). Регулировка
зазора между валами производиться с помощью ручных маховичков слева и справа от
дозирующего вала. Регулировка скорости вращения передающего вала осуществляется
с помощью регулятора, расположенного на панели управления машиной. На
регуляторе имеется поворотная шкала для того, чтобы можно было повторить
прежнюю установку.
Рис. 3.1.2.1.1.
Секция нанесения клея:
- дозирующий вал;
, 4 - передающие
валы;
- распределительный
вал;
, 8 - прижимные
валы;
- давящий цилиндр;
- вал
противодавления.
d. Технологические
режимы каширования.
- Температура
прижимных валов: 40 - 45°С.
- Температура
передающих валов: 40 - 55°С.
Скорость
каширования: 150-180 м/мин.
e. Получение
контрольных оттисков.
После проведения
всех подготовительных операций машинист 5-го разряда включает машину на тихий
ход и делает приладку.
На рабочей скорости
получают пробный оттиск, проверяет натяжение материала и количество клея.
Получают
контрольный оттиск и передают мастеру смены на утверждение «в работу»
подписного листа заказа.
f. Выход готовой
продукции.
Откашированный
материал должен сопровождаться ярлыком, с указанием даты и времени окончания
каширования. Места склейки при обрывах и смене рулона, а так же места приладок
и другие дефекты должны отмечаться сигналами. Кашированный материал должен
выдерживаться в подвешенном состоянии не менее 36 часов для комбинации с ПЭ и
БОПП металлизированным, для всех остальных комбинаций не менее 24 часов. В
зимнее время материал должен быть выдержан в подвешенном состоянии не менее 36
часов.
g. Контроль
качества.
Контроль количества
нанесения клея производит инженер ОКК с каждого ролика.
Откашированный
материал не должен иметь складок, морщин, пузырьков воздуха, непокрытых
адгезивом участков и других дефектов.
В процессе
изготовления МПМ возможны следующие дефекты:
§ непроклеенные
полосы (образуются в результате кристаллизации клея при простое машины более 15
минут);
§ плохо
проклеенные участки (вследствие плохой работы дозатора смесевой станции);
§ склеивание
рулона (происходит при затекании клея в кромки полотна);
§ сладки
или скручивание материала (образуются при неравномерном натяжении полотна
материала).
Контроль качества
осуществляют: машинист постоянно; сменный мастер регулярно не реже 3-5 раз в
смену; контролер ОКК выборочно не реже 2 раз в смену.
Кашированный
продукция должна соответствовать требованиям нормативных документов.
Подготовка
образцов кашированного материала
Полученный материал
представляет собой многослойную конструкцию, в которой можно выделить основные
слои: ПП со слоем металлического покрытия, ПЭТФ, с нанесенной флексографическим
способом многокрасочной печатью, а также слой адгезива. Таким образом, данная
многослойная пленка содержит не три слоя, как может показаться на первый
взгляд, а пять слоев (рис. 3.1.2.2.1). Однако слои печати и металлизации вносят
малый вклад в прочностные свойства многослойной пленки на данном этапе изучения
прочностных свойств МПМ. Как видно из схемы в дальнейшем будем рассматривать
слои ПП и ПЭТФ с нанесенными на них покрытиями как отдельные слои.
Дальнейшая
подготовка образцов многослойного материала велась по аналогии с однослойными
пленками с соблюдением тех же требований.

Рис. 3.1.2.2.1.
Схема расположения слоев кашированного материала:
- ПЭТФ;
- слой
многокрасочной печати;
- слой адгезива;
- слой металла;
- ПП.
3.2
Испытание на одноосное растяжение
Испытания полимерных пленок на
растяжение проводились на универсальной испытательной машине EJA Tensile Tester фирмы Twing Albert. Эта машина обладает
широким спектром возможностей для испытания различных пленочных материалов:
§ испытание на
одноосное растяжение;
§ испытание на
одноосное сжатие;
§ испытание на
прогиб;
§ испытание на
поверхностное трение материала;
§ испытание на износ
(поверхностное истирание и раздир);
§ испытания на
циклические нагрузки;
§ определение
разрывной длины.
Каждое испытание включает описание
процесса изменения образца, параметров входных данных теста и расчетных
результатов испытаний.
Конструкция машины (рис. 3.2.1)
включает разрывную машину и прибор для измерения усилия при растяжении и относительного
удлинения, а программное обеспечение позволяет получить расчетные значения
таких величин, как: предел прочности при разрыве, прочность при растяжении,
относительное удлинение при разрыве (растяжении), касательный модуль, модуль
Юнга, предел текучести.
Пульт управления (рис. 3.2.2)
позволяет откалибровать машину и установить необходимые параметры испытаний (в
данном случае, испытание на одноосное растяжение): толщину материала, расчетную
длину образца, скорость нагружения.
После ввода
необходимых установок образец закрепляется в зажимах и проводится испытание,
входе которого в автоматическом режиме постоянно измеряется нагрузка и
удлинение образца. Общий вид зависимости «нагрузка-удлинение» показан на рис
3.2.4. Значения усилия фиксируются до области чувствительности на разрыв (Fail sensitivity), установленной
предварительно.
Результаты
испытания на одноосное растяжение, полученные в данной дипломной работе были,
можно считать достоверными, так как испытание проводилось на высокоточном
оборудовании в соответствии с ГОСТ:
- использовалась
универсальная испытательная машина с электромеханическим приводом;
- зажимы
испытательной машины обеспечивали надежное крепление образцов, совпадение
продольной оси образца с направлением растяжения и не вызывали разрушение
образца.
- погрешность
измерения не более 1% от предела измерения;
- испытания
проводились при температуре (23±2)°С и относительной влажности (50±5)%;
испытание
проводились при скорости раздвижения зажимов испытательной машины,
предусмотренной в нормативно-технической документации на материал;
- расстояние
между зажимами испытательной машины в соответствие с нормативно-технической
документацией составило 50 мм.
Рис. 3.2.1. Испытательная мамшина EJA Tensile Tester фирмы Twing Albert:
1 - стойка;
- направляющая с
ограничителем высоты подъема зажима;
- подвижный зажим;
- передатчик
нагрузки;
- адаптор для
изменения конфигурации зажима;
- панель
управления;
- дисковод для
гибких дисков;
- регулируемые
опоры;
- датчик
нагружения;
- пневмо-клапаны;
- шкала положения
зажима;
- монитор;
- системный блок.
Рис. 3.2.2. Панель управления
испытательной машины EJA Tensile Tester фирмы Twing Albert:
- кнопка включения в сеть;
- ручки установки нуля;
- цифровая клавиатура;
- управляющий курсором шар;
- кнопки управления испытанием;
- аварийное выключение.
Рис.3.2.3. Вид меню выбора метода
испытаний на мониторе EJA Tensile Tester фирмы Twing Albert.
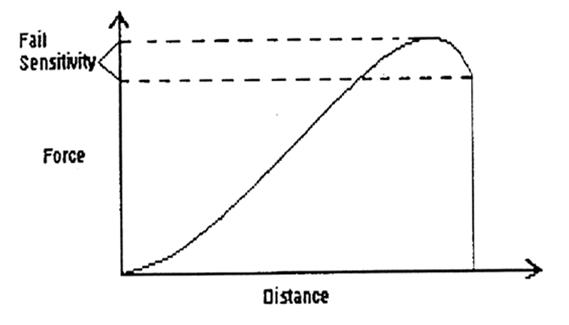
Рис. 3.2.4. Общий вид
зависимости усилия при растяжении от относительного удлинения при разрыве:
DISTANSE
- относительное удлинение при разрыве;
FORCE
- усилие при растяжении;
3.3 Fail Sensitivity - чувствительность
на разрыв
Анализ
статистических данных за три года
Ситуация на рынке
такова, что свыше половины общего объема производства гибкой упаковки
приходится на 12-15 крупных производителей (см. рис. 5). Одним из этих
предприятий является ООО «Московский картонажный комбинат», на базе которого
проводились исследования. Процесс каширования на данном предприятии отвечает
общероссийским тенденциям в этот области, поэтому результаты анализа
статистических данных за три года, полученные на ООО «Московский картонажный
комбинат», можно считать общими и достоверными.
Московский
картонажно-полиграфический комбинат специализируется на выпуске различной
упаковочной продукции. Основными направлениями его деятельности является
производство упаковки из картона и гофрокартона, гибкой полимерной упаковки,
этикеток и жестяной тары. Кроме того, предприятие занимается выпуском различных
рекламных материалов из бумаги и картона.
Гибкая упаковка производится из
готовых полимерных пленок и многослойных материалов изготавливаемых на
предприятии методом каширования. Эта упаковка предназначена в основном для
пищевых продуктов различного агрегатного состояния (упаковка для чипсов и
упаковка для майонеза).
Качество выпускаемой продукции
соответствует действующим ГОСТам, так как проверяется на всех стадиях
производственного процесса отделом технологического контроля качества (ОКК).
Были изучены
данные, собранные на предприятии за три года, отсортированы по степени
надежности, и собраны в таблицы по типу полимеров.
Данные предприятия
содержали следующую информацию:
§ тип
однослойной полимерной пленки, ее марка, толщина, усилие при разрыве Р (Н) и
относительное удлинение при разрыве εр (%) в двух взаимно
перпендикулярных направлениях (табл. 3.3.1, табл. 3.3.2);
§ марка
клея, используемого в процессе каширования, и его расход на производство
конкретного МПМ (табл. 3.3.3);
§ структура
слоев многослойного материала, его толщина и масса 1кв. м, усилие при разрыве Р
(Н) и относительное удлинение при разрыве εр (%) в двух взаимно
перпендикулярных направлениях (табл. 3.3.3).
С помощью
компьютерной программы Microsoft Excel, были подсчитаны значения:
a. Предел
прочности σр (MПа) по формуле 3.3.1:
σр = Р/ Sсеч (3.3.1)
где Sсеч - начальное поперечное сечение образца (мм кв.), рассчитываемое
по формуле3.3.2:
Sсеч = h ∙ b (3.3.2)
где h - средняя толщина пленки (мм),
b - ширина образца, равная 15 мм по ГОСТ.
b. Теоретический
предел прочности σр,т (MПа) для многослойных
материалов по формуле 2.5.4, которая для МПМ из двух полимерных слоев будет
иметь вид 3.3.3:
σр,т = σр,т ∙ h1/h1,2 + σр,т∙ h2/h1,2 (3.3.3)
где h1 и h2 - толщины
индивидуальных слоев (мм),
h1,2 - толщина многослойного
материала (мм).
c. Коэффициент упрочнения
материала Купр по формуле 2.5.3:
Купр=(σр - σр,т)/σр,т (2.5.3)
где σр - практически
полученный предел прочности многослойного материала (МПа).
d. Коэффициент
увеличения относительного удлинения при разрыве Кув, % по
формуле3.3.4:
Кув = (εр - εр,max)/εр,max (3.3.4)
где εр - относительное удлинение при разрыве многослойного материала
(%),
εр,max - наибольшее из двух индивидуальных слоев относительное удлинение
при разрыве (%).
Обзор результатов
испытаний многослойных материалов за три года показал наличие у них эффекта
упрочнения, что подтвердило обоснованность более детальных исследований
прочностных свойств кашированных материалов, рассмотренных в следующем разделе.
Кроме того, из приведенных ниже таблиц 3.3.4 и 3.3.5 виден большой разброс
коэффициентов усиления предела прочности и уменьшения относительного удлинения,
что объясняется отсутствием грамотного технического руководства по работе на
разрывной машине EJA Tensile Tester фирмы Twing Albert.
Таблица 3.3.1.
Характеристики первого слоя МПМ
|
Марка исходной пленки
|
Уралпластик
|
Тайланд
|
Гранбрас
|
Wentofan
|
|
Тип пленки
|
OPP 20
|
OPP 20
|
PP 25
|
PP 25
|
|
Толщина, мкм
|
20,00
|
19,00
|
23,00
|
35,00
|
|
Машинное направление
|
Усилие при разрыве Р, Н
|
45,00
|
55,00
|
18,00
|
20,00
|
|
Предел прочности σр,
MПа
|
150,00
|
192,98
|
52,17
|
38,10
|
|
Относительное удлинение при разрыве εр,
%
|
24,00
|
15,00
|
396,00
|
421,00
|
|
Поперчное направление
|
Усилие при разрыве Р, Н
|
18,00
|
26,00
|
16,00
|
18,00
|
|
Предел прочности σр,
MПа
|
60,00
|
91,23
|
46,38
|
34,29
|
|
Относительное удлинение при разрыве εр,
%
|
88,00
|
80,00
|
400,00
|
634,00
|
Таблица 3.3.2.
Характеристики второго слоя МПМ
|
Марка исходной пленки
|
Technopol
|
Полипак
|
Полипак
|
Flexoland
|
Flexoland
|
|
Тип пленки
|
PE 40
|
PE 40
|
PE 45
|
PE 60
|
PE 70
|
|
Толщина, мкм
|
44,30
|
37,00
|
39,40
|
60,30
|
70,00
|
|
Машинное направление
|
Усилие при разрыве Р, Н
|
10,00
|
17,00
|
18,00
|
19,00
|
20,00
|
|
Предел прочности σр,
MПа
|
15,05
|
30,63
|
30,46
|
21,01
|
19,05
|
|
Относительное удлинение при разрыве εр,
%
|
565,00
|
221,00
|
633,00
|
299,00
|
337,00
|
|
Поперчное направление
|
Усилие при разрыве Р, Н
|
11,00
|
15,00
|
20,00
|
14,00
|
|
Предел прочности σр,
MПа
|
16,55
|
27,03
|
33,84
|
15,48
|
14,29
|
|
Относительное удлинение при разрыве εр,
%
|
718,00
|
452,00
|
222,00
|
510,00
|
686,00
|
Таблица 3.3.3.
Расход клея МОР-ФРИ 402А+С79 (2-х компонентный) на производство многослойного
кашированного материала
|
Расход клея, г/м кв.
|
1,50
|
2,30
|
1,30
|
1,50
|
|
Многослойная пленка
|
1) OPP 20 (Уралпластик) 2) PP 25 (Wentofan)
|
1) PP 25 (Гранбрас) 2) PP 25 (Wentofan)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) OPP 20 (Уралпластик)
|
|
Расход клея, г/м кв.
|
1,50
|
1,30
|
2,70
|
1,30
|
|
Многослойная пленка
|
1) OPP 20 (Тайланд) 2) OPP 20 (Тайланд)
|
1) OPP 20 (Тайланд) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) PP 25 (Гранбрас)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
Таблица 3.3.4.
Характеристики многослойных материалов в машинном направлении
|
Многослойная пленка
|
1) OPP 20 (Уралпластик) 2) PP 20 (Wentofan)
|
1) PP 25 (Гранбрас) 2) PP 25 (Wentofan)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) OPP 20 (Уралпластик)
|
|
Толщина, мкм
|
41,50
|
60,50
|
60,00
|
43,50
|
|
Масса 1м кв., г/м кв.
|
40,00
|
47,50
|
58,00
|
36,65
|
|
Усилие при разрыве Р, Н
|
41,00
|
45,00
|
35,00
|
58,00
|
|
Предел прочности σр,
MПа
|
65,86
|
49,59
|
40,23
|
105,50
|
|
Теоретический предел прочности σр,т,
MПа
|
54,62
|
46,28
|
34,44
|
95,02
|
|
Коэффициент усиления предела прочности σр,
%
|
20,58
|
7,15
|
16,81
|
11,03
|
|
Относительное удлинение при разрыве εр,
%
|
160,00
|
80,00
|
160,00
|
130,00
|
|
Теоретическое относительное удлинение при разрыве εр,
%
|
265,18
|
324,51
|
342,9
|
22,07
|
|
Коэффициент уменьшения относительного удлинения при разрыве Кум,
%
|
39,66
|
75,35
|
53,34
|
-489,03
|
|
Многослойная пленка
|
1) OPP 20 (Тайланд) 2) OPP 20 (Тайланд)
|
1) OPP 20 (Тайланд) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) PP 25 (Гранбрас)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
|
Толщина, мкм
|
42,00
|
63,00
|
46,30
|
61,50
|
|
Масса 1м кв., г/м кв.
|
38,00
|
61,00
|
42,00
|
50,00
|
|
Усилие при разрыве Р, Н
|
55,00
|
42,00
|
44,00
|
40,00
|
|
Предел прочности σр,
MПа
|
87,30
|
44,44
|
63,35
|
43,36
|
|
Теоретический предел прочности σр,т,
MПа
|
82,54
|
41,27
|
57,6
|
33,6
|
|
Коэффициент усиления предела прочности σр,
%
|
5,77
|
7,69
|
9,99
|
29,05
|
|
Относительное удлинение при разрыве εр,
%
|
140,00
|
170,00
|
132,00
|
152,00
|
|
Теоретическое относительное удлинение при разрыве εр,
%
|
13,57
|
4,52
|
207,08
|
321,25
|
|
Коэффициент уменьшения относительного удлинения при разрыве Кум,
%
|
-931,69
|
-3661,06
|
36,26
|
52,68
|
Таблица 3.3.5.
Характеристики многослойных материалов в поперечном направлении.
|
Многослойная пленка
|
1) OPP 20 (Уралпластик) 2) PP 20 (Wentofan)
|
1) PP 25 (Гранбрас) 2) PP 25 (Wentofan)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) OPP 20 (Уралпластик)
|
|
Толщина, мкм
|
41,50
|
60,50
|
60,00
|
43,50
|
|
Масса 1м кв., г/м кв.
|
40,00
|
47,50
|
58,00
|
36,65
|
|
Усилие при разрыве Р, Н
|
45,00
|
43,00
|
45,00
|
44,00
|
|
Предел прочности σр,
MПа
|
72,29
|
47,38
|
50,00
|
67,43
|
|
Теоретический предел прочности σр,т,
MПа
|
57,83
|
37,47
|
44,44
|
55,17
|
|
Коэффициент усиления предела прочности σр,
%
|
25,00
|
26,46
|
12,51
|
22,23
|
|
Относительное удлинение при разрыве εр,
%
|
21,00
|
25,00
|
20,00
|
25,00
|
|
Теоретическое относительное удлинение при разрыве εр,
%
|
424,34
|
414,05
|
189,91
|
80,92
|
|
Коэффициент уменьшения относительного удлинения при разрыве Кум,
%
|
95,05
|
93,96
|
89,47
|
69,11
|
|
Многослойная пленка
|
1) OPP 20 (Тайланд) 2) OPP 20 (Тайланд)
|
1) OPP 20 (Тайланд) 2) PE 40 (Полипак)
|
1) OPP 20 (Уралпластик) 2) PP 25 (Гранбрас)
|
1) OPP 20 (Уралпластик) 2) PE 40 (Полипак)
|
|
Толщина, мкм
|
42,00
|
63,00
|
46,30
|
61,50
|
|
Масса 1м кв., г/м кв.
|
38,00
|
61,00
|
42,00
|
50,00
|
|
Усилие при разрыве Р, Н
|
44,00
|
47,00
|
48,00
|
43,00
|
|
Предел прочности σр,
MПа
|
69,84
|
49,74
|
69,11
|
46,61
|
|
Теоретический предел прочности σр,т,
MПа
|
54,29
|
42,33
|
60,48
|
34,69
|
|
Коэффициент усиления предела прочности σр,
%
|
28,64
|
17,49
|
14,28
|
34,37
|
|
Относительное удлинение при разрыве εр,
%
|
21,00
|
20,00
|
23,00
|
44,00
|
|
Теоретическое относительное удлинение при разрыве εр,
%
|
72,38
|
24,13
|
236,72
|
420,88
|
|
Коэффициент уменьшения относительного удлинения при разрыве Кум,
%
|
70,99
|
17,12
|
90,28
|
89,55
|
3.4
Результаты исследования
Свойства
индивидуальных слоев
Исследования свойств индивидуальных
слоев проводилось с помощью испытания на одноосное растяжение, описанного в
разделе 3.2.
Перед испытанием образцы материалов
прошли предварительную подготовку (см. раздел 3.1.1). Были измерены параметры
материалов: масса одного метра квадратного m и средняя толщина пленки h.
Для ПЭТ пленки эти величины
составили:
mпэт = 229,42 г/м.кв;
hпэт = 13,4 мкм.
Параметры ПП пленки:
mпп = 167,81 г/м.кв;
hпп = 12,3 мкм.
Каждая пленка прошла серию из 20
испытаний на разрыв: по 10 в машинном и поперечном направлении. Полученные
результаты представлены в таблицах 3.4.1.1 - 3.4.1.4. На рис. 3.4.1.1 - 3.4.1.4
представлены примеры зависимостей прочности σ от относительной деформации при растяжении ε.
Из полученных результатов видно, что
оба исследованных пленочных материала, ПЭТ и ПП, имеют близкие прочностные свойства.
Таблица 3.4.1.1. Свойства
запечатанной ПЭТ пленки в машинном направлении
|
№ измерени
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
28,78
|
14,32
|
80,77
|
765,33
|
|
2
|
23,47
|
11,68
|
38,06
|
|
|
3
|
23,96
|
11,93
|
46,05
|
715,71
|
|
4
|
24,21
|
12,05
|
40,04
|
808,82
|
|
5
|
21,12
|
10,51
|
23,97
|
721,06
|
|
6
|
22,85
|
11,37
|
36,74
|
750,24
|
|
7
|
23,22
|
11,56
|
40,73
|
668,17
|
|
8
|
22,48
|
11,19
|
30,67
|
677,36
|
|
9
|
19,76
|
9,84
|
7,33
|
|
|
10
|
30,26
|
15,06
|
106,74
|
669,23
|
|
среднее арифметическое
|
24,011
|
11,951
|
45,11
|
721,99
|
|
min
|
19,76
|
9,84
|
7,33
|
668,17
|
|
max
|
30,26
|
15,06
|
106,74
|
808,82
|
|
дисперсия
|
9,287469
|
2,296409
|
731,8166
|
22409,41
|
Таблица 3.4.1.2. Свойства
запечатанной ПЭТ пленки в поперечном направлении
|
№ измерений
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
31,74
|
15,80
|
66,04
|
|
|
2
|
24,33
|
12,11
|
30,69
|
793,48
|
|
3
|
24,33
|
12,11
|
29,37
|
670,41
|
|
4
|
30,76
|
15,31
|
62,04
|
689,52
|
|
5
|
24,09
|
11,99
|
32,05
|
|
6
|
28,04
|
13,95
|
50,06
|
754
|
|
7
|
19,27
|
9,59
|
8,71
|
|
|
8
|
30,01
|
14,94
|
52,0414
|
752,62
|
|
9
|
31,5
|
15,68
|
62,04
|
721,19
|
|
среднее арифметическое
|
27,11889
|
13,49778
|
43,67127
|
717,11
|
|
min
|
19,27
|
9,59
|
8,71
|
638,55
|
|
max
|
31,74
|
15,8
|
66,04
|
793,48
|
|
дисперсия
|
16,59428
|
4,114106
|
335,1599
|
25123,49
|
Таблица 3.4.1.3. Свойства
металлизированной ПП пленки в машинном направлении
|
№ измерений
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
29,89
|
16,20
|
24,71
|
775,46
|
|
2
|
30,76
|
16,67
|
34,75
|
810,42
|
|
3
|
36,07
|
19,55
|
63,38
|
944,02
|
|
4
|
31,5
|
17,07
|
37,37
|
824,33
|
|
5
|
32,86
|
17,81
|
42,08
|
736,63
|
|
6
|
36,31
|
19,68
|
70,05
|
812,18
|
|
7
|
32,24
|
17,47
|
42,06
|
|
|
8
|
30,01
|
16,27
|
30,02
|
|
|
9
|
28,16
|
15,26
|
21,4
|
|
|
10
|
26,68
|
14,46
|
7,36
|
|
|
средне арифметическое
|
31,448
|
17,044
|
37,318
|
817,17
|
|
min
|
26,68
|
14,46
|
7,36
|
736,63
|
|
max
|
36,31
|
19,68
|
70,05
|
944,02
|
|
дисперсия
|
8,613896
|
2,530844
|
316,5459
|
40731,51
|
Таблица 3.4.1.4. Свойства
металлизированной ПП пленки в поперечном направлении
|
№
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
32,49
|
17,61
|
34,02
|
626,44
|
|
2
|
29,27
|
15,87
|
22,69
|
|
|
3
|
28,29
|
15,33
|
18,7
|
|
|
4
|
31,87
|
17,27
|
28,7
|
790,05
|
|
5
|
32,49
|
17,61
|
36,03
|
799,09
|
|
6
|
27,05
|
14,66
|
20,71
|
|
|
7
|
33,47
|
18,14
|
38,01
|
733,75
|
|
8
|
28,41
|
15,40
|
19,33
|
|
|
9
|
29,89
|
16,20
|
22,74
|
|
|
10
|
28,9
|
15,67
|
21,37
|
|
|
средне арифметическое
|
30,213
|
16,376
|
26,23
|
737,33
|
|
min
|
27,05
|
14,66
|
18,7
|
626,44
|
|
max
|
33,47
|
18,14
|
38,01
|
799,09
|
|
дисперсия
|
4,339401
|
1,273324
|
48,4706
|
47258,77
|
Рис. 3.4.1.1.
Зависимость прочности от относительной деформации при растяжении ПЭТ в машинном
направлении

Рис. 3.4.1.2.
Зависимость прочности от относительной деформации при растяжении ПЭТ в
поперечном направлении

Рис. 3.4.1.3.
Зависимость прочности от относительной деформации при растяжении ПП в машинном
направлении
Рис. 3.4.1.2.
Зависимость прочности от относительной деформации при растяжении ПП в
поперечном направлении
Свойства
многослойного материала
Исследования свойств многослойного
материала проводилось аналогично разделу 3.4.1. Пленка прошла серию из 20
испытаний на разрыв: по 10 в машинном и поперечном направлении. Параметры
кашированного материала:
mкаш = 352,03 г/м.кв;
hкаш = 26,7 мкм.
Таким образом, при примерная толщина
клеевого слоя составляет 1мкм.
Результаты испытаний представлены в
таблицах 3.4.2.1 и 3.4.2.2. На рис. 3.4.2.1 и 3.4.2.2 показаны примеры
зависимостей прочности σ от относительной деформации при растяжении ε.
Увеличение прочностных свойств
многослойного материала по сравнению с индивидуальными слоями в обоих
направлениях представлено на рис. 3.4.2.3 и 3.4.2.4.
Из полученных результатов видно, что
прочность многослойного материала многократно увеличивается по сравнению с
однослойными пленками, и кроме того присутствует эффект упрочнения,
составляющий 23% в машинном направлении и 18% - в поперечном. Анализ
деформационных свойств так же показал изменение деформируемости материала по
сравнению с теоретической на 143% и 109% в машинном и поперечном направлениях
соответственно, что при наличии увеличения модуля упругости (11% - машинное
направление, 14% - поперечное) свидетельствует об усилении прочностных свойств
кашированного материала.
Такое поведение многослойного
кашированного материала явно не связано с наличием тонкого слоя адгезива, а
скорее всего обусловлено эффектом блокировки, упомянутом в разделе 2.5.3.
Подробное рассмотрение этого явления требует детальных исследований прочности
многослойных полимерных материалов с точки зрения механизма развития разрушения
в вершинах микротрещин.
Анализируя свойство кашированных
материалов упрочняться, можно сделать вывод о том, что для выполнения
требований к многослойному материалу для производства мягкой тары нет
необходимости в таком запасе прочности. Следовательно, в дальнейшем можно
рассматривать вопросы о сокращении толщины индивидуальных слоев в многослойном
материале, и совершенствовании технологии и оборудования для процесса
каширования.
Таблица 3.4.2.1. Свойства
кашированного многослойного материала в машинном направлении
|
№
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
57,56
|
14,37
|
68,71
|
1541,53
|
|
2
|
68,06
|
16,99
|
90,76
|
1543,48
|
|
3
|
63,24
|
15,79
|
75,4
|
1529,4
|
|
4
|
71,76
|
17,91
|
114,13
|
1666,25
|
|
5
|
74,48
|
18,59
|
124,73
|
1583,14
|
|
6
|
76,33
|
19,05
|
126,12
|
1572,94
|
|
7
|
76,46
|
19,08
|
137,47
|
1536,41
|
|
8
|
63,49
|
15,85
|
70,77
|
|
|
9
|
64,11
|
16,00
|
80,08
|
1568,08
|
|
10
|
65,71
|
16,40
|
80,07
|
1340,63
|
|
средне арифметическое
|
68,12
|
17,003
|
96,824
|
1542,43
|
|
min
|
57,56
|
14,37
|
68,71
|
1340,63
|
|
max
|
76,46
|
19,08
|
137,47
|
1666,25
|
|
дисперсия
|
36,93156
|
2,294861
|
611,4621
|
66123,21
|
|
Теоретическое значение величины
|
26,54
|
13,85
|
39,83
|
738,8
|
|
Коэффициент усиления свойства, %
|
156,67
|
22,77
|
143,09
|
10,88
|
Таблица 3.4.2.2. Свойства
кашированного многослойного материала в поперечном направлении
|
№
|
Усилие при разрыве Р, Н
|
Предел прочности σр,
MПа
|
Относительное удлинение при разрыве εр,
%
|
Модуль упругости Е, МПа
|
|
1
|
32,49
|
17,76
|
76,72
|
1698,87
|
|
2
|
29,27
|
18,01
|
85,36
|
1549,32
|
|
3
|
28,29
|
20,16
|
108,8
|
1746,25
|
|
4
|
31,87
|
17,67
|
80,1
|
1565,96
|
|
5
|
32,49
|
18,87
|
88,75
|
1782,88
|
|
6
|
27,05
|
17,67
|
78,12
|
1728,8
|
|
7
|
33,47
|
15,14
|
44,02
|
1681,44
|
|
8
|
28,41
|
13,84
|
38,68
|
1778,36
|
|
9
|
29,89
|
18,71
|
91,4
|
1688,06
|
|
10
|
28,9
|
10,54
|
19,38
|
|
|
средне арифметическое
|
30,213
|
16,837
|
71,133
|
1691,11
|
|
min
|
27,05
|
10,54
|
19,38
|
1549,32
|
|
max
|
20,16
|
108,8
|
1782,88
|
|
дисперсия
|
4,339401
|
7,381321
|
696,9445
|
62694,62
|
|
Теоретическое значение величины
|
27,53
|
14,32
|
34
|
699,57
|
|
Коэффициент усиления свойства, %
|
9,75
|
17,58
|
109,21
|
14,17
|

Рис. 3.4.2.1.
Зависимость прочности от относительной деформации при растяжении кашированного
материала в машинном направлении
Рис. 3.4.2.2.
Зависимость прочности от относительной деформации при растяжении кашированного
материала в поперечном направлении

Рис. 3.4.2.3.
Зависимости прочности от относительной деформации при растяжении для
индивидуальных слоев и многослойного материала в машинном направлении

Рис. 3.4.2.3.
Зависимости прочности от относительной деформации при растяжении для
индивидуальных слоев и многослойного материала в поперечном направлении
Оценка погрешности
По теории математической статистики
за лучшую оценку истинного значения результата измерений величины хi принимается среднее
арифметическое значение {х}, вычисляемое по формуле 3.4.3.1:
 (3.4.3.1)
(3.4.3.1)
где xi - результат i - го
измерения;
n - число измерений (n =10, в данном случае).
Для оценки случайной погрешности
измерения существует несколько способов. Наиболее распространена оценка с
помощью стандартной или средней квадратичной погрешности σ (ее часто называют
стандартной погрешностью или стандартом измерений).
Средней квадратичной погрешностью
называется величина Sn, вычисляемая по формуле 3.4.3.2:
 (3.4.3.2)
(3.4.3.2)
Если число наблюдений
очень велико, то подверженная случайным колебаниям величина Sn
стремится к постоянному значению σ
(формула 3.4.3.3):
 (3.4.3.3)
(3.4.3.3)
Квадрат этой величины σ называется дисперсией
измерений. Таким образом, по результатам измерений всегда вычисляется не σ, а ее приближенное
значение Sn, которое, вообще говоря, тем ближе к σ, чем больше n.
Систематическая погрешность, как
правило, указана в паспорте или на шкале прибора, а в простейших случаях может
быть принята равной половине цены деления младшего разряда шкалы. Обычно (хотя,
строго говоря, и неверно) суммарная погрешность определяется как корень
квадратный из суммы квадратов случайной и систематической погрешностей:
 (3.4.3.4)
(3.4.3.4)
Определенная согласно (3.4.3.4)
величина Δx является
абсолютной погрешностью. Относительная погрешность δ определяется по формуле
3.4.3.5:
 (3.4.3.5)
(3.4.3.5)
и выражается, обычно, в процентах.
Как видно, выражение (3.4.3.5) позволяет оценить величину погрешности по
отношению к самой измеряемой величине.
В ходе испытаний на одноосное
растяжение было проведено по 10 измерений для каждого из шести видов образцов
однослойных и многослойного материалов. Все расчеты погрешностей были проведены
в программе Microsoft Excel, по указанным выше формулам (табл. 3.4.3.1 и 3.4.3.2).
Максимальная величина погрешности не
превышает 30%, что допустимо при измерениях подобного рода. Таким образом
результат оценки погрешности подтверждает надежность данных, полученных в ходе
испытаний.
Большой разброс величины погрешности
обусловлен малым количеством испытаний и неоднородностью пленочных материалов
по длине и ширине.
Таблица 3.4.3.1.
Оценка погрешности измерений в машинном направлении
|
Материал Погрешность
|
ПЭТ
|
ПП
|
Многослойный материал
|
|
Абсолютная погрешность Δx
|
Усилие при разрыве Р, Н
|
3,212
|
2,196
|
6,406
|
|
Предел прочности σр,
MПа
|
1,597
|
1,189
|
1,597
|
|
Относительное удлинение при разрыве εр,
%
|
8,515
|
7,339
|
26,065
|
|
Модуль упругости Е, МПа
|
44,632
|
45,830
|
81,315
|
|
Относительная погрешность
|
Усилие при разрыве Р
|
13,38
|
7,27
|
9,40
|
|
Предел прочности σр
|
13,37
|
7,26
|
9,39
|
|
Относительное удлинение при разрыве εр
|
30,21
|
27,98
|
26,92
|
|
Модуль упругости Е,
|
6,18
|
6,22
|
5,27
|
Таблица 3.4.3.1.
Оценка погрешности измерений в машинном направлении
|
Материал Погрешность
|
ПЭТ
|
ПП
|
Многослойный материал
|
|
Абсолютная погрешность Δx,
|
Усилие при разрыве Р, Н
|
4,074
|
2,196
|
2,196
|
|
Предел прочности σр,
MПа
|
2,378
|
1,189
|
2,864
|
|
Относительное удлинение при разрыве εр,
%
|
21,416
|
7,339
|
27,828
|
|
Модуль упругости Е, МПа
|
50,630
|
45,830
|
79,180
|
|
Относительная погрешность, %
|
Усилие при разрыве Р
|
21,14
|
7,27
|
7,27
|
|
Предел прочности σр
|
24,80
|
7,26
|
8,01
|
|
Относительное удлинение при разрыве εр
|
24,58
|
27,98
|
29,12
|
|
Модуль упругости Е
|
7,93
|
6,22
|
4,68
|
Общие
выводы по работе
1. Обзор рынка
упаковки за последние годы демонстрирует, что мягкая тара является сегодня
одним из наиболее распространенных видов упаковки. Она широко используется для
дозирования, транспортировки, хранения продуктов растительного и животного
происхождения различной формы и агрегатного состояния: твердых, жидких,
пастообразных, сыпучих и т.п.
2. Постоянно возрастающие
требования к прочностным характеристикам, долговечности, а также другим
эксплуатационным свойствам упаковки, заставляют совершенствовать известные
способы их получения и искать новые возможности.
3. Производство тары и упаковки
из многослойных пленочных материалов с возможностью сочетания различных
полимерных и неполимерных слоев открывает перспективы целенаправленного
проектирования и получения композиционных материалов нового класса с заранее
прогнозируемым комплексом свойств.
За счет применения
МПМ достигается оптимальный для заданных целей уровень следующих свойств:
прочности при разрыве, удлинения при растяжении, стойкости к проколу, надрыву,
раздиру; непроницаемости для водяного пара, воды, газов, ароматических веществ,
масел и жиров, УФ-излучения; термических свойств - диапазона рабочих
температур, усадки при повышенных температурах; перерабатываемости - хорошей
термосвариваемости, возможности нанесения печати, термоформования, способности
перерабатываться на различных фасовочно-упаковочных автоматах.
Использование для
упаковки оптимально сконструированных МПМ не только гарантирует сохранение
качества и предотвращение потерь продуктов, но и способствует коренному
совершенствованию технологического процесса расфасовки и упаковки, обеспечивает
более рациональное хранение и транспортирование продуктов, уменьшает
естественную убыль продуктов, сокращает расход упаковочных материалов.
4. Высокая
эффективность применения полимерных пленочных материалов практически во всех
отраслях народного хозяйства, возможность с их помощью решать многие задачи
технического прогресса предопределили постоянно растущий спрос на многослойные
полимерные пленочные материалы и высокие темпы развития их производства.
Однослойные пленки, несмотря на широкий ассортимент полимеров, имеют
ограниченные области применения. Использование МПМ позволяет преодолеть эти
ограничения.
Широкая сырьевая
база, сочетание ценных физико-механических, электрических и химических свойств,
относительно низкая стоимость явились благоприятными технико-экономическими
предпосылками для быстрого развития производства пленок из ПЭ, ПП и их
модификаций. Слои из этих полимеров при производстве МПМ обеспечивают
технологичность мягкой тары, так как обладают хорошей свариваемостью.
Полиэфирные пленки
обладают высокими прочностными показателями. В МПМ эти материалы образуют
несущий слой, обеспечивающий необходимую прочность при производстве
многослойных пленок и увеличивающий надежность мягкой тары.
Для повышения
герметичности МПМ используют металлизированные пленки.
Таким образом,
необходимо минимум три основных слоя, обеспечивающих прочность, герметичность и
технологичность МПМ как упаковочного материала.
5. Многообразие многослойных
пленочных материалов, широкий ассортимент входящих в их состав компонентов, а
также постоянная тенденция к снижению их стоимости предопределили появление и
развитие различных технологических процессов их получения. Одни из этих
процессов универсальны, другие - специфичны для определенных комбинаций
субстратов некоторые способы требуют создания специального оборудования и
использования сложных методов обработки соединяемых поверхностей. Из этих
способов основными являются следующие: нанесение покрытий из растворов и
суспензий; соэкструзия; экструзионное ламинирование; получение многослойных и
комбинированных материалов каландровым методом; каширование и др. Следует
отметить, что способ получения комбинированных пленок, последовательность
соединения слоев и структура каждого из них оказывают существенное влияние на свойства
материала.
Приведенные примеры получения МПМ и
КПМ подчеркивают перспективность направления реализации уникального комплекса
свойств полимеров при создании МПМ и намечают пути придания заранее заданных
свойств.
Выбор способа
получения зависит от физического состояния композиции, подлежащей нанесению на
субстрат, и структуры МПМ.
Анализ условий
образования надмолекулярных структур позволяет определить воздействия,
способствующие возникновению и сохранению оптимальной надмолекулярной структуры
той формы и степени упорядоченности, которые обеспечивают эксплуатационные
свойства пленок, необходимые для конкретного применения.
Формирование требуемой
надмолекулярной структуры может быть достигнуто за счет следующих приемов:
обоснованного выбора способа получения полимера или сополимеризации, приводящей
к нарушению регулярности строения цепи макромолекулы за счет введения второго
мономера; подбора растворителя введения пластификатора, а также составления
смесей полимеров; регулирования температурного режима при переработке и
ориентации.
. В настоящее время метод
каширования является самым перспективным направлением в создании полимерных
пленочных материалов в условиях полиграфических предприятий. Благодаря
особенностям технологии методом каширования позволяет получать качественную
межслойную печать на МПМ для производства гибкой упаковки.
7. Установлено, что в линейной
области деформаций механические свойства пленочного композита аддитивны
свойствам составляющих его слоев, если эти слои имеют близкие значения коэффициента
Пуассона. Эффективный модуль упругости может быть рассчитан по правилу фаз.
В то же время показано, что
предельные характеристики деформационно-прочностных свойств МПМ (прочность при
растяжении и относительное удлинение при разрыве) не аддитивны соответствующим
свойствам индивидуальных слоев и правилу фаз не подчиняются. Обнаружен эффект
самоупрочнения МПМ, который объясняют блокировкой опасных дефектов одного слоя
бездефектными участками соседних слоев.
8. Для
практического подтверждения существования эффекта самоупрочнения были изучены
данные, собранные на ООО «Московский картонажно-полиграфический комбинат» за
три года, отсортированы по степени надежности, и собраны в таблицы по типу
полимеров.
Обзор результатов
испытаний многослойных материалов, проведенных за три года показал наличие у
них эффекта упрочнения, что подтвердило обоснованность более детальных
исследований прочностных свойств кашированных материалов.
В данных, собранных
на ООО «Московский картонажно-полиграфический комбинат» существует большой
разброс коэффициентов усиления предела прочности и уменьшения относительного
удлинения, что объясняется отсутствием грамотного технического руководства по
работе на разрывной машине EJA Tensile Tester фирмы Twing Albert. Кроме неточностей измерений имеет место несовершенство
технологического процесса каширования, так как используется несколько
устаревшее оборудование.
9. В целях
проверки изученной статистики были проведены исследования многослойного
материала, полученного в условиях ООО «Московский картонажно-полиграфический
комбинат».
Для испытаний были
взяты две однослойных пленки: металлизированная ПП и предварительно
запечатанная ПЭТФ, - которые впоследствии пошли на изготовление многослойной
пленки. В соответствие с требованиями ГОСТ были подготовлены образцы этих
пленок в машинном и поперечном направлении. Предварительно было произведено
взвешивание обеих пленок и измерена их толщина.
Многослойный
материал был получен кашированием металлизированной ПП и запечатанной
флексографским способом ПЭТФ пленок на машине марки Simplalam фирмы Bielloni (Италия).
Полученный материал
представляет собой многослойную конструкцию, в которой можно выделить основные
слои: ПП со слоем металлического покрытия, ПЭТФ, с нанесенной флексографическим
способом многокрасочной печатью, а также слой адгезива. Таким образом, данная
многослойная пленка содержит не три слоя, как может показаться на первый
взгляд, а пять слоев. Однако слои печати и металлизации вносят малый вклад в
прочностные свойства многослойной пленки на данном этапе изучения прочностных
свойств МПМ.
Подготовка образцов
многослойного материала также велась по аналогии с однослойными пленками с
соблюдением тех же требований ГОСТ.
10. Результаты
испытания на одноосное растяжение, полученные в данной дипломной работе, можно
считать достоверными, так как испытание проводилось на высокоточном
оборудовании в соответствии с ГОСТ. Использовалась универсальная испытательная
машина EJA Tensile Tester фирмы Twing Albert с электронным блоком считывания данных.
11. Из полученных
результатов испытаний на одноосное растяжение однослойных ПЭТ и ПП пленок
видно, что оба исследованных пленочных материала имеют близкие прочностные
свойства. ПЭТ пленка имеет более высокую прочность, а ПП - сильнее
деформируется, что соответствует их назначению в составе многослойного
материала.
12. В процессе испытаний
кашированного материала на одноосное растяжение были получены следующие
результаты: прочность многослойного материала многократно увеличивается по
сравнению с однослойными пленками, и кроме того присутствует эффект упрочнения,
составляющий 23% в машинном направлении и 18% - в поперечном. Анализ
деформационных свойств так же показал изменение деформируемости материала по
сравнению с теоретической на 143% и 109% в машинном и поперечном направлениях
соответственно, что при наличии увеличения модуля упругости (11% - машинное
направление, 14% - поперечное) свидетельствует об усилении прочностных свойств
кашированного материала.
Такое поведение многослойного
кашированного материала явно не связано с наличием тонкого слоя адгезива, а
скорее всего обусловлено эффектом блокировки, упомянутом в разделе. Подробное
рассмотрение этого явления требует детальных исследований прочности
многослойных полимерных материалов с точки зрения механизма развития разрушения
в вершинах микротрещин.
Анализируя свойство кашированных
материалов упрочняться, можно сделать вывод о том, что для выполнения
требований к многослойному материалу для производства мягкой тары нет
необходимости в таком запасе прочности.
13. В процессе исследований была
проведена оценка погрешности результатов, в ходе которой была подтверждена
надежность полученных результатов. Большой разброс величины погрешности
обусловлен малым количеством испытаний и неоднородностью пленочных материалов
по длине и ширине.
14. Пути совершенствования
конструирования многослойных материалов заключаются в уменьшении толщины
индивидуальных слоев в многослойном материале и повышении качества процесса
каширования. Именно применяя более применение нового более совершенного
оборудования возможно производство кашированного материала из более тонких
пленок. При этом достигается оптимизация запаса прочности в материале и
уменьшение его стоимости.
15. Обобщая результаты
проведенных исследований, а также на основании анализа статистики за три года,
можно отметить широкие перспективы повышения качества многослойных пленочных
материалов, получаемых методом каширования.
Список литературы
полимерный
пленочный многослойный тара
1. Адамович А.Г., Уржумцев Ю.С. Механика композиционных
материалов. 1973, № 4. - 694с.
2. Аскадский А.А. Деформация полимеров. М.: Химия, 1973,
448с.
. Берлин А.А., Васин В.Е. Основы адгезии полимеров. М.:
Химия, 1974. - 392с.
. Гуль В.Е., Дворецкая Н.М., Шапкина Л.Н. Исследование
прочности двухслойных разнородных пленочных материалов. Механика полимеров,
1967, №5, с.833-839.
. Гуль В.Е., Дворецкая Н.М., Попова Г.Г., Раевский В.Г. Об
упрочнении комбинированных материалов. ДАН ССР, 1967, т.172, №3, с.637-640.
6. Гуль В.Е., Беляцкая О.Н.
Пленочные полимерные материалы для упаковки пищевых продуктов. М.: Пищевая
промышленность, 1968.-278с.
7. Гуль В.Е. Прочность полимеров. М.-Л.: Химия, 1964.-228с.
8. Гуль В.Е. Структура и прочность полимеров. М.: Химия,
1978. - 327с.
. Гуль В.Е., Дьякова В.П. Физико-химические основы
полимерных пленок. М.: Высшая школа, 1978, 279с.
. Гуринович Л.Н., Коврига В.В., Лурьев Е.Г. Механические
свойства и температуры переходов комбинированной полиимидной пленки. Механика
композит. материалов, 1987, №1, с.136-142.
11. Ефремов Н.Ф. Тара и ее производство. - М.: Книга,
2001.-311с.
. Каган Д.Ф., Кнебельман А.М. Комбинированные пленочные
материалы, получаемые с помощью клеев и адгезивов. - М.: НИИТЭХИМ, 1976 г.
. Каган Д.Ф., Гуль В.Е., Самарина Л.Д. Многослойные и
комбинированные пленочные материалы. - М.: Химия, 1989. - 288с.
. Каган Д.Ф. Многослойные рулонные пленочные материалы,
получаемые экструзионным способом и кашированием. - М.: НИИТЭХИМ, 1976 г.
. Каган Д.Ф., Кантор Л.А. В сб.: Физика прочности
композиционных материалов. Л.: ЛИЯФ, 1973. - 264с.
. Кауш Г. Разрушение полимеров. М.: Мир, 1981, 440с.
. Коровина Е.А. «Оберточная» пластмасса. Обзор российского
рынка гибкой упаковки // Пластикс. 2002, № 3, с.28-35.
18. Кристенсен Р. Введение в
механику композитов. М.: Мир, 1982, 334с.
19. Малмейстер А.К., Тамуж В.П.,
Тетерc Г.А. Сопротивление жестких полимерных материалов. Изд. 2-е
перераб. дополн. Рига: Зинатне, 1972. - 698 с.
20. Муравин Л.Г., Толмачева М.Н., Додонов А.М. Применение
полимерных и комбинированных материалов для упаковки пищевых продуктов. М.:
Агропромиздат, 1985. - 189с.
21. Нарисава И. Прочность полимерных материалов. М.: Химия,
1987, 400с.
22. Обрядчикова К.Н., Коврига
В.В. Механика полимеров, 1972, №2, с. 257-260; Пласт. массы, 1969, № 11, с.
65-67.
23. Патрикеев Г.А., Савченко
А.К., Шихов Г.Л. В кн.: Переработка пластмасс. М.: Химия, 1966.
. Патрикеев Г.А. и др. Пласт.
массы, 1972, № 1, с. 54-56.
25. Прокофьева Т. Комбинированные и многослойные материалы //
Сибирская упаковка и оборудование. 2002, № 9 (10), с.26.
26. Смышляев А. упаковочный фарватер // The Chemical Journal. 2002, №4, с.24-25.
. Степнов М.Н. Статистические методы обработки результатов
механических испытаний. Справочник. М.: Машиностроение, 1985, 232с.
. Пленки полимерные. Метод испытания на растяжение. ГОСТ
14236-81.
. Рекомендации по хранению ламинированных материалов // ROHM and HAAS. 2001.
. Технологическая инструкция по кашированию пленочных и
бумажных материалов на кашировальной машине Simplalam Bielloni // ОАО «Московский
картонажно-полиграфический комбинат». 2002.