Изготовление щитовой двери
Введение
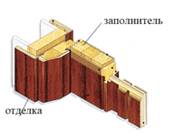
Щитовая дверь представляет собой деревянную
рамку, собранную из деревянных брусков сечением 32-54x40-60 мм, которые
соединены в углах на металлических скрепах, шипах либо шкантах, и заполненную
серединкой различной конструкции и облицованную с обеих сторон твердой
древесноволокнистой плитой или фанерой.
Полотна щитовых дверей могут быть облицованы с
двух сторон шпоном, бумажно-слоистым декоративным пластиком, декоративной
поливинилхлоридной пленкой толщиной не менее 0,2 мм или декоративной бумагой.
Вертикальные кромки дверных полотен, остекленных
декоративной поливинилхлоридной пленкой, должны быть облицованы обкладками из
древесины, подобранной или подкрашенной под цвет пленки, строганным шпоном или
бумажно-слоистым декоративным пластиком.
Щитовая дверь легкая, обладает хорошими
звукоизоляционными качествами, прочностью, простая по виду, формоустойчивая,
гигиеничная и удобная в эксплуатации.
На изготовление щитовой двери расходуется
незначительное количество материалов, преимущественно низких сортов древесины.
Щитовые двери изготовляют с обкладкой и без нее.
Обкладку крепят по периметру к двери в паз и гребень с трех сторон.
Дверные блоки подразделяются на типы:
Г - с глухими полотнами, с притвором в четверть;
О - с остекленными полотнами, с притвором в
четверть;
К - с остекленными качающимися полотнами.
В зависимости от конструкции щитовых дверей, они
подразделяются на сплошные и пустотелые. Сплошные двери изготавливают из
брусков-реек. Также середина щитовой двери может быть выполнена с мелкими пустотами
из полосок мягкой древесноволокнистой плиты, из бумажных сотов, витых
спиральных стружек, изготовленных преимущественно из древесины лиственных
пород.
В серединке дверных полотен вплотную к дверной
раме укладывают бруски для установки замка и ручек. Длина брусков должна быть
400 мм для двери высотой 2000 мм и 700 мм - для полотен высотой 2300 мм.
Для строительства уникальных (дорогих) зданий
изготавливают двери повышенного качества, облицованные древесиной ценных пород
- дуба, ореха, красного дерева, вишни, палисандра и отделанные для сохранения
текстуры светлым лаком.
Для жилых домов двери окрашивают масляными и
синтетическими красками, эмалями или лаками по предварительно подготовленной
поверхности.
Дверная коробка представляет собой раму,
предназначенную для крепления дверных полотен. Дверные коробки бывают с порогом
или без него. Коробку с порогом собирают из двух вертикальных и двух
горизонтальных брусков, связанных между собой шиповым соединением на клею с
креплением нагелями. Коробка без порога состоит из двух вертикальных и верхнего
горизонтального бруска, связанных между собой шиповым соединением на клею и с
креплением в углах нагелями. Коробку без порога расшивают внизу монтажной
доской с креплением гвоздями к торцам вертикальных брусков. Можно монтажную
доску соединять с брусками коробки на шипах. Полотна дверей навешивают в
коробки на две петли с невынимающимися стержнями.
Инструменты
|
Инструменты
|
Внешний
вид
|
Рабочее
место
|
|
Станок
торцовочный
|

|
Предназначен
для поперечного раскроя материала в точно заданный размер.
|
|
Станок
фуговальный
|

|
Деревообрабатывающий
станок, для прямолинейного строгания заготовок по пласти или кромкам.
|
|
Станок
круглопильный
|

|
Предназначен
для продольной, поперечной, смешанной распиловки раскроя древесины и
деревянных материалов.
|
|
Шлифовальная
машинка
|

|
Для
шлифовки поверхности под дальнейшую обработку.
|
|
Шуруповёрт
|

|
Для
закручивания шурупов.
|
|
Нож
|

|
Для
подрезки.
|
|
Кисть
|

|
Для
малярных работ.
|
|
Ножовка
|

|
Предназначена
для продольной, поперечной, смешанной распиловки раскроя древесины и
деревянных материалов.
|
|
Токарный
станок
|

|
Станок
для обработки резанием (точением) заготовок из дерева и др. материалов в виде
тел вращения
|
Материалы
Более распространенной породой является сосна
обыкновенная. Натуральный массив - цельнодеревянные двери у нас считаются
лучшими. И это действительно так, но с оговоркой: если это высококачественные
изделия, из хорошо высушенной древесины и без сучков. Особенно важно отсутствие
сучков в дверном коробе. В противном случае он через некоторое время
деформируется, а дверь перестанет закрываться. Клееный массив - сегодня
выступает альтернативой натуральному массиву. Дверь из клееного массива не
поведет, она не рассохнется и не разбухнет. Ее можно ставить и в ванных, чего
не скажешь о дверях из обычного массива, каким лаком их ни покрывай.
Переклеенный массив изготавливается из обычной просушенной древесины,
предварительно разобранной на небольшие заготовки - ламели. Из них вырезают
дефектные участки и сучки, после чего ламели склеиваются между собой в
"микрошип". Так получают заготовки необходимых размеров, склеиваемые
затем в бруски. В результате внутренние напряжения в древесине снимаются.
Большинство качественных классических дверей (и коробок) делаются из такой
"переклеенной" древесины. Клеи. Для склеивания древесины и
приготовления пасты из опилок используют преимущественно клеи животного
происхождения и экспериментально синтетический - поливинилацетат- ПВА и клей
БФ. Клеи должны отвечать следующим технологическим требованиям: обладать гигроскопичностью
(а следовательно набухать и усыхать при изменениями температурно-влажностный
режим), должны механически прочно сцепляться с древесиной, быть химически
нейтральными по отношению к основе и к другим слоям произведения. обладать
высокой морозостойкостью при комнатно - сухом состоянии, быть удобным в
процессе склеивания. Таковы мездровый, столярный и казеиновый клей, которые
используют с древнейших времён.
Мездровый клей приготовляется из одной весовой
части сухого клея и трех частей воды. Костный клей из одной весовой части клея
и полутора частей воды. Набухание обоих сортов клея в воде при комнатной
температуре происходит за 8-12 часов. Начинают распускаться столярный клей в
водяной бане при температуре 25-30 С. Оптимальной для распускания мездрового
клея является температура плюс 50-70 С, для костного 60 С.
Пример спецификации деталей дверного
блока типа Г
|
Наименование
деталей и сборочных единиц
|
Кол-во
|
Материал
|
Вид
|
|
Коробка
дверная
|
1
|
Пиломат.
хвойный
|

|
|
Брусок
вертикальный
|
2
|
Пиломатериал
хвойный
|

|
|
Брусок
горизонтальный
|
2
|
Пиломатериал
хвойный
|
|
|
Полотно
дверное
|
1
|
Пиломатериал
хвойный
|
|
Бруски
заполнителя
|
12
|
Пиломатериал
хвойный
|
|
|
Облицовка
|
2
|
ДВП
|

|
Технологическая карта
|
№
п/п
|
Наименование
операции
|
Размеры
после обработки, мм
|
Наименование
|
|
|
Д
|
Ш
|
Т
|
оборудования
|
инструмента
|
приспособления
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Брусок
вертикальной коробки
|
|
1
|
Раскрой
поперек волокон
|
2091
|
|
51
|
ЦМЭ-3Б
|
Пила
дисковая
|
Линейка
|
|
2
|
Раскрой
вдоль волокон
|
2091
|
80
|
51
|
ЦДК-4
|
Пила
круглая
|
Линейка
|
|
3
|
Обработка
с 4-х сторон с выборкой четверти
|
2091
|
74
|
45
|
PROFIMAT-18S
|
Ножи,
фреза
|
|
|
4
|
Торцевание
в размер по длине
|
2071
|
74
|
45
|
Bi6-800
|
Пила
круглая
|
Каретка
|
|
5
|
Нарезка
шипов и проушин
|
2071
|
74
|
45
|
G6-4S
|
Фреза
|
|
|
Брусок
горизонтальной коробки
|
|
1
|
Раскрой
поперек волокон
|
690
|
|
51
|
Пила
дисковая
|
Линейка
|
|
2
|
Раскрой
вдоль волокон
|
690
|
80
|
51
|
ЦДК-4
|
Пила
круглая
|
Линейка
|
|
3
|
Обработка
с 4-х сторон с выборкой четверти
|
690
|
74
|
45
|
PROFIMAT-18S
|
Ножи,
фреза
|
|
|
4
|
Торцевание
в размер по длине
|
670
|
74
|
45
|
Bi6-800
|
Пила
круглая
|
Каретка
|
|
5
|
Нарезка
шипов и проушин
|
670
|
74
|
45
|
G6-4S
|
Фреза
|
|
|
1
|
Раскрой
поперек волокон
|
2020
|
|
38
|
ЦМЭ-3Б
|
Пила
дисковая
|
|
|
2
|
Раскрой
вдоль волокон
|
2020
|
56
|
38
|
ЦДК4-2
|
Пила
круглая
|
|
|
3
|
Создание
базисной поверхности
|
2020
|
54
|
36,5
|
PF-430
|
Ножи
|
Толкатель
|
|
4
|
Обработка
в размер поперечного сечения
|
2020
|
50
|
32
|
СР8-20М
|
Ножи
|
|
|
5
|
Торцевание
в размер по длине
|
2000
|
50
|
32
|
Bi6-800
|
Пила
круглая
|
|
|
Облицовка
|
|
1
|
Раскрой
ДВП на заготовки
|
600
|
4
|
WT-3200
|
Пила
дисковая
|
Линейка
|
Схема-чертеж изделия
Типичная щитовая дверь состоит из двух боковых
брусков и двух поперечных брусьев - верхнего и нижнего. Между элементами рамы
находится ячеистая основа, сделанная из прессованной бумаги, картона или
другого подобного материала. Внутреннее заполнение щитовых дверей может быть
весьма разнообразным. Например, дверное полотно может быть заполнено
деревянными брусками (рейками), при этом различают двери со сплошным и
мелкопустотным заполнением; с мелкопустотным заполнением из шпона, фанеры,
твердой древесно-волокнистой плиты или МДФ, изоляционной древесно-волокнистой
плиты, спиральной стружки, а также двери с заполнением полиуретаном (рис. 1).
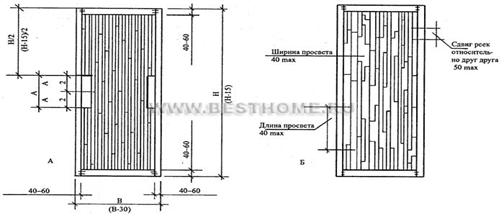
Рис. 1
Виды заполнения полотен щитовых дверей А - щит
со сплошным заполнением деревянными брусками (рейками); Б - щит смелкопустотным
заполнением деревянными брусками (рейками);
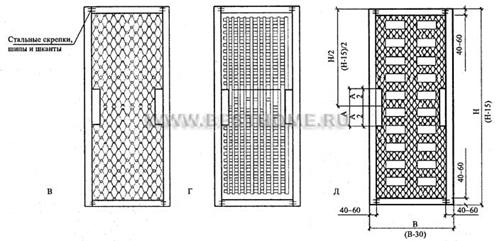
Рис. 2
Виды заполнения полотен щитовых дверей. В - щит
с мелкопустотным заполнением из шпона; Г - щит с мелкопустотным заполнением из
фанеры или твердой древесно-волокнистой плиты; Д - щит с мелкопустотным
заполнением из изоляционной древесно-волокнистой плиты;
В конструкции щитовой двери дверное полотно
состоит из «обкладок», то есть обвязочной рамки из брусков и щита. Щитовые
створки могут быть сплошными и каркасными. При каркасном исполнении створка
представляет собой раму (каркас) из деревянных брусков. Между крайними
вертикальными или горизонтальными брусками обвязки, через определенные
промежутки, вставляют так называемые бруски жесткости, которые не дают
прогибаться облицовке. Боковые стороны и торцы двери могут изготавливаться из
брусьев. Щеколда и корпус замка помещаются в гнезде на вертикальном брусе. Дверное
полотно щитовой конструкции, имеющее гладкую поверхность, представляет собой
сплошные или пустотелые щиты толщиной 30-40 мм, облицованные с двух сторон
пластиком (меламин, ламинат), твердыми древесноволокнистыми плитами, шпоном
(тонкими слоями древесины), фанерой. Гладкие щитовые двери имеют хороший
внешний вид при оклейке их фанерой из ценных пород дерева с подбором рисунка;
их можно легко оформить профилированными раскладками. При оклейке обвязок и
филенок высококачественных дверей применяется подклеечная фанера, липовая или
ольховая, в один или два слоя толщиною в 2-3 мм каждый. Подклеенная фанера
наклеивается на сосновое основание, а по ней наклеивается отделочная фанера из
ценных пород. Направление волокон подклеенной фанеры по отношению к отделочной -
перпендикулярное. Липовая и ольховая фанеры дают весьма малую деформацию и
защищают от коробления основание и отделочную фанеру. Лицевые слои фанеры могут
быть также из березы или сосны, а также из ценных пород древесины (венированная
фанера), что обеспечивает разнообразие внешнего вида щита. Особый лоск щитовым
дверям придает оклейка их шпоном ценных пород древесины (дуб, красное дерево,
черное дерево, бук, граб, груша, орех, карельская береза). Двери, изготовленные
из цельной ценной породы, встречаются редко, так как требуют большого расхода
ценной древесины. При оклейке щитовых дверей фанерой из ценных пород или шпоном
в два слоя щит дверей должен состоять из пяти слоев с разным направлением
волокна, что предохраняет его от коробления и усыхания и делает особо прочным.
Кромки щита оклеиваются брусками из сосны или из
породы, соответствующей лицевому слою фанеры. Бруски соединяются со щитом при
помощи нагелей на клею. Выступающая часть порога с заглублением в пол на 10-15
мм делается цельной. Наружные двери оклеиваются так же, как и внутренние, но
более толстой пиленой фанерой (5-10 мм). Толщина фанеры может быть иногда
увеличена до 15 мм в зависимости от условий эксплуатации. Для оклейки наружных
дверей рекомендуется использовать казеиновые или альбуминные водоупорные клеи.
Подсчет материалов
Спецификация деталей дверного блока типа Г
|
Наименование
деталей и сборочных единиц
|
Кол-во
|
Материал
|
Размеры,
мм
|
|
|
|
Длина
|
Ширина
|
Толщина
|
|
Коробка
дверная
|
1
|
Пиломат,
хвойный
|
2071
|
670
|
45
|
|
Брусок
вертикальный
|
2
|
Пиломатериал
хвойный
|
2071
|
74
|
45
|
|
Брусок
горизонтальный
|
2
|
Пиломатериал
хвойный
|
670
|
74
|
45
|
|
Полотно
дверное
|
1
|
Пиломатериал
хвойный
|
2000
|
600
|
32
|
|
Бруски
заполнителя
|
12
|
Пиломатериал
хвойный
|
2000
|
50
|
32
|
|
Облицовка
|
2
|
ДВП
|
2000
|
600
|
4
|
Техника безопасности на
деревообрабатывающем предприятии
дверной блок спецификация чертеж
Организация работ по предотвращению
производственных травм. Каждый вновь поступивший рабочий может быть допущен к
работе только после обучения безопасным методам труда. Инструктаж подразделяют:
на вводный, первичный на рабочем месте, повторный, внеплановый и текущий.
Вводный инструктаж перед допуском к работе проводит инженер по технике
безопасности или руководитель работ, проводя беседу с каждым вновь поступившим
рабочим. Первичный на рабочем месте со всеми вновь принятыми рабочими путем
показа безопасных методов работы. Повторный инструктаж проводят с целью
повышения уровня знаний работающих, а внеплановый при изменении правил по
охране труда или изменении технологического процесса.
При инструктаже рабочий должен быть ознакомлен с
правилами поведения на предприятии или строительной площадке; основными
причинами, вызывающими травматизм (неисправность оборудования, инструмента,
электросети и т.п., неправильные методы; с правилами поведения в зоне работы кранов,
лебедки). Все станки должны иметь предохранительные, оградительные и защитные
приспособления и устройства, которые всегда должны быть исправными и достаточно
прочными. Конструкция ограждений должны допускать быструю и легкую наладку,
открывание и закрывание их без применения специальных инструментов. Перед
работой станки проверяют на холостом ходу, чтобы не проявились инородные звуки,
проверить наличие заземлений. На станках работать следует в защитных очках, без
перчаток, причем рукава спецодежды не должны обвисать. Подавать заготовки
необходимо аккуратно, не торопясь, без резких движений. Если заготовки большой
величины, то обрабатывать ее надо в паре. Ножи, фрезы всегда должны быть
заточены. Все ремни вальцы должны находиться в исправном положении. Штабеля, на
которые укладываются заготовки, не должны превышать высоту в полтора метра, а
расстояние между ними должны быть не меньше полутора метра.
Пожарная безопасность
При обработке всегда есть отходы (стружка,
опилки, обрезки досок и брусков), что создает потенциальную опасность
возникновения пожара. Основными причинами пожаров являются неумелое обращение с
огнем на открытых площадках, курение в пожароопасных местах, неисправности в
электросети, неправильное хранение или обращение с легко воспламеняющими
материалами, заграждение цехов. На строительной площадке пиломатериалы
допускаются укладывать на расстоянии не менее 15м от строящих зданий или
временных сооружений. Склады горючих и смазочных материалов необходимо
располагать со стороны, противопожарной направляющих ветров, и на расстоянии от
зданий.
Следует систематически проверять электросети и
немедленно устранять все неисправности. В местах, отведенных для курения,
следует поставить бочки с водой и ящиком песка для окурков.
На строительной площадке должны быть оборудованы
противопожарные посты с огнетушителями, лопатами, ломами, буграми, топорами и
гидропультом.
Если водопровод отсутствует, строительную
площадку оборудуют противопожарным водоканалом 150-200м строящих зданий. Все
электрические провода должны быть тщательно изолированы, электродвигатели
заземлены и защищены от попадания на ни них посторонних предметов. По окончании
работы и во время перерыва электропривод необходимо выключать, а подводящие
линии обесточивать. В цехах и на рабочих местах запрещается курить и выполнять
операции, которые могут вызвать появление искр или открытого огня.
Необходимо систематически удалять древесную пыль
и стружку с элементов оборудования, электродвигателей и электропроводок.
Запрещается сушить спецодежду, лесоматериалы и другие воспламеняющие предметы
на приборах отопления, производственных и отопительных печах. Рабочие места,
где имеется повышенная опасность возникновения пожара, должны быть снабжены
огнетушителями, ящиками с песком и емкостями с водой.
1. Крейдлин
Л.Н. Столярные работы. Учебник для средн. проф. тех. - М. Высшая школа, 1982.
2. Решетняк
О.Н. Справочник плотника - столяра. - М. Строй издательство, 1995.
. Григорьев
М.А. материаловедение для столяров и плотников. - М., 1985.
. Дроздов
И.Я., Кунин В.М. Производство древесноволокнистых плит. - М., 1997.
. Кислый
В.В. Контроль качества продукции лесопиления и деревообработки. - М., 1985.
. Крейдлин
Л.Н. Плотничные работы. - М. 1985.
. Любченко
В.И., Дружков Г.Ф. справочник молодого станочника
лесопильно-деревообрабатывающего предприятия. - М. 1984.
. Модлин
Б.Д., Отлев И.В. Производство древесностружечных плит. - М. 1983.
. Прозоровский
Н.И. Технология отделки столярных изделий. - М. 1981.
. Розов
В.Н. Савченко В.Ф. Облицование столярно-мебельный деталей и изделий.1983.
. Тыкина
Ю.Л., макарова Н.С. Общая технология лесопильно-деревообрабатывающего
производства. 1983.
. Чмырь
В.Д. Лабораторные работы по материаловедению для столяров и плотников. 1984.