|
D3
|
60+0,74
|
60 60+0,85 60+0,85
Рисунок 10.Крышка
7) Фланец ТК-2, ТРКП. (рисунок 11, таблица
8):
Наличие трещин на фланце не допускается.
Диаметр посадочной поверхности D должен быть
согласован с посадочным размером фланца карданного вала для обеспечения посадки
с зазором от 0,01 до 0,05 мм.
Износ шпоночного паза должен быть компенсирован
увеличением размера шпонки. Разрешается перерезать паз на следующий размер по
ГОСТ 23360-78.
Забоины и заусенцы должны быть зачищены.
Таблица 8 - Допустимые размеры фланца
|
Обозначение
|
Чертёжные
размеры
|
Допускаемые
размеры при выпуске из ремонта
|
|
ТВЗ
|
Немецкий
|
|
|
D
|
70+0,74
|
70+0,06
|
Должен
быть согласован с посадочным размером фланца карданного вала; посадка с
зазором от 0,01 до 0,05 мм
|
|
B
|
-
|
12 14 14
|
|
|
h
|
-
|
3
|
4-0,05
|
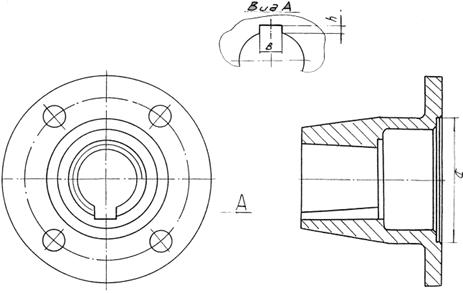
Рисунок 11 - Фланец
8) Шкив ведомый ТРКП (рисунок 12, таблица 9)
Шкивы не должны иметь трещин, отколов, вмятин и
надрывов на рабочих поверхностях канавок.
Проверку износа шкива производить в соответствии
с приложением А;
разность глубин соседних канавок допускается не
более 0,3 мм;
- износ канавок шкива проверяют по «утопанию»
линии сопряжения конусов канавок на средней линии шаблона, которая равна 19 мм;
- допускается при выпуске из капитального
ремонта устанавливать шкивы с износом при «утопании» средней линии шаблона не
более 1 мм;
- при «утопании» средней линии шаблона до 2 мм
необходимо проточить шкив на токарном станке, причём профиль канавок шкива
после проточки должен соответствовать чертёжным размерам, а толщина «Г» тела
шкива должна быть не менее 5 мм;
- если расточка невозможна шкив заменяют новым;

Рисунок 12 - Шкив ведомый
Таблица 9 - Допустимые размеры ведомого шкива
привода генератора ТРКП
|
Обозначение
|
Чертежныеразмеры
|
Допускаемые
размеры при выпуске из ремонта
|
|
ТВЗ
|
Немецкий
|
|
|
А
|
12+0,021
|
12 13 13
|
|
|
D1
|
М16-7Н
|
М16
|
М16-7Н
|
|
Г
|
9,77
|
10,5-0,28
|
не
менее 5
|
После проточки шкива торцевое биение боковой
поверхности канавки допускается не более 0,5 мм, радиальное биение образующей
поверхности шкива не должно превышать 0,3 мм;
При обработке шпоночного паза «А» разрешено
производить его разделку до ближайшего размера по ГОСТ 24068-80 (допускается
постановка ступенчатых шпонок);
Резьба D (М16) должна быть проверена
и отремонтирована.
Сборка редуктора ТРКП (рисунок 13)
Сборку редуктора производят в следующем порядке:
. Внутреннее кольцо роликоподшипника
№70-32311 ГОСТ 8328-75, нагретое, насаживают на ведущий вал с натягом в
пределах от 0,002 до 0,038 мм до упора в бурт, предварительно устанавливается
маслоотражательное кольцо.
Осевой зазор в роликоподшипнике ведущего вала
должен быть от 0,03 до 0,05 мм, а радиальный зазор от 0,055 до 0,075 мм в
свободном состоянии.
Зазор между торцом внутреннего кольца
роликоподшипника и буртом вала, проверяемый щупом, допускают не более 0,05 мм
на длине не более 1/3 окружности.
. В корпус редуктора устанавливают блок
роликоподшипника №70-32311 до упора в бурт стакана корпуса.
Наружное кольцо подшипника №70-32311 должно
входить в корпус редуктора от зазора 0,015 мм до натяга 0,015 мм.
Ведущий вал с насаженным внутренним кольцом
роликоподшипника №70-32311 вставляют в корпус редуктора, на него при движении
через смотровое окно последовательно надевают маслоотражатели, втулки и
зубчатое колесо;
Вал продвигают легкими ударами в торец до
полного захода внутреннего кольца роликоподшипника в блок, ранее установленный
в корпус редуктора;
Зазор между втулками и валом, ведущим по
диаметру допускается не более 0,2 мм.
Длина втулок должна быть равна чертежному
размеру (29±0,14) мм;
. Роликоподшипник №70-32311 закрепляют в
корпус редуктора при помощи гайки, крышки и болтов.
Шарикоподшипник №309 ГОСТ 8338-75 легкими
ударами оправки насаживают на противоположный конец ведущего вала с натягом от
0,003 до 0,032 мм и устанавливают в корпус редуктора от зазора 0,015 мм до
натяга 0,015 мм.
Радиальный зазор шарикоподшипника не должен
превышать 0,05 мм, а осевой - 0,065 мм.
. Шарикоподшипник №309 укрепляют на конце
вала при помощи шайбы, стопорной планки и болтов М8. Устанавливают крышку со
стороны шарикоподшипника; проверяет зазор между торцами деталей, собранных на
валу: пластина щупа толщиной 0,05 мм при этом должна проходить на длину не
более 1/3 окружности.
. Нагретое в электрованне или
электрошкафу внутреннее кольцо роликоподшипника №32311 насаживают на свободный
конец вала-шестерни с натягом в пределах от 0,020 до 0,038 мм до упора в бурт
вала-шестерни, предварительно установить маслоотражательное кольцо.
Осевой зазор в роликоподшипнике вала-шестерни
должен быть в пределах от 0,03 до 0,06 мм.
Радиальный зазор подшипника должен быть от 0,055
до 0,075 мм;
Зазор между торцом внутреннего кольца
роликоподшипника и буртом вала-шестерни, проверяемый щупом допускается не более
0,05 мм на длине не более 1/3 окружности.
. Вал-шестерню с насаженным внутренним
кольцом роликоподшипника вставляют в корпус редуктора, при этом ведомая
шестерня с зубчатым колесом ведущего вала находится в зацеплении.
В корпус редуктора устанавливают блок
роликоподшипника №70-32311 до упора в корпус редуктора и закрепляют при помощи
гайки, крышки и болтов.
Легкими ударами оправки шарикоподшипник
насаживают на конец вала и устанавливают в корпус редуктора.
Подшипник должен быть насажен на вал с натягом
от 0,020 до 0,045 мм и установлен в корпусе от зазора 0,015 мм до натяга 0,015
мм.
. Между корпусом редуктора и крышками
обоих валов устанавливают уплотнительные прокладки, в крышки с отверстиями
вставляют манжеты или войлочные кольца.

Рисунок 13 - Редуктор ТРКП (Зазор «а» равен 0,5 мм)
Крышки закрепляют болтами с установкой упругих
шайб "гровер".
Ставят на прокладке и закрепляют болтами
смотровую крышку редуктора.
Войлочные кольца должны быть пропитаны
разогретой смесью 85% жирного солидола и 15% чешуйчатого графита при
температуре 80 °С в течение 20 минут.
Разрешается применение графита элементного ГОСТ
7478-75, смешанного с пропиточной смесью; разрешается производить загибание
стопорных планок на одну грань болта.
. Измеряют осевое перемещение валов в
подшипниках, которое должно быть в пределах от 0,2 до 0,6 мм; регулировку
осевого перемещения производят за счет изменения толщины прокладок между
крышками и корпусом редуктора.
. Ввинчивают пробку, вставляют
маслоуказатель, ввертывают штуцер, заливают масло в корпус редуктора и завертывают
колпачок.
Масло в редуктор должно быть залито в количестве
1,8 литра, приложение В.
Все детали (пробка, маслоуказатель и др.),
применяемые для смазки, должны быть отремонтированы или заменены новыми.
Для смазки редуктора применяют масло масло
ТСП-10(ГОСТ 23652-79) или его заменители:
ТС3-9ГИП (ТУ38.01158-78)
ТСП-10-ЭФО (ТУ101701-77)
ТМ-9п - (ТУ53-64-034-001-48843-915)
Собранный редуктор устанавливают на специальный
стенд (рисунок 14) и обкатывают.
Время обкатки 50 минут в обе стороны, из них: по
5 минут - вхолостую и по 20 минут - под нагрузкой в обе стороны при числе
оборотов ведущего вала редуктора 1380 об/мин;
. Во время обкатки редуктора необходимо
соблюдать следующие требования:
Температура масла не должна превышать 70 0С;
течь масла не допускается.
Ненормальный шум в работе редуктора не
допускается.
Во время обкатки разрешается устранять дефекты,
не требующие разборки редуктора, при этом режим, при котором был обнаружен
дефект, повторяют и испытание продолжают.
При выявлении дефекта, требующего разборки
редуктора, обкатку после устранения дефекта повторяют в полном объеме, как
указано выше.
В масле, слитом из редуктора после обкатки, не
должно быть крупных металлических частиц, указывающих на ненормальную работу
редуктора.
. После обкатки снимают смотровую крышку
и проверяют величину контакта рабочих поверхностей зубчатого колеса и
шестерни-вала.
Для проверки отпечатков зацепления на зубья
шестерни-вала наносят тонкий слой раствора "Лазурь железная" ГОСТ
21121-75, после чего шестерню-вал вручную проворачивают попеременно в обе
стороны до полного оборота зубчатого колеса.
Если прилегание зубьев составляет менее 45% по
высоте или менее 65% по длине, то редуктор обкатывают дополнительно до
получения требуемого соприкосновения зубьев.
. Устанавливают и закрепляют смотровую
крышку, заливают в корпус редуктора масло (1,8 литра), завертывают колпачок
штуцера.
. На конусную часть шестерни-вала на
шпонку легкими ударами молотка через оправку насаживают предварительно
подобранный по конусной части фланец до полного сопряжения конусных
поверхностей, выдержав зазор "а" между торцом вала и шайбой не менее
0,5 мм; устанавливают шайбу, завертывают гайку, зашплинтовывают шплинтом.
. На конусную часть ведущего вала на
шпонку насаживают шкив ведомый, предварительно подобранный по конусной части,
выдержав зазор "а" между торцом вала и шайбой не менее 0,5 мм.
Шкив напрессовывают до полного сопряжения
конусных поверхностей.
Крепление ведомого шкива осуществляют при помощи
шайбы, корончатой гайки и шплинта.
Техническая характеристика стенда:
Эл. Двигатель 4А16054У3
Мощность эл. двигателя N=15
квт.
Число оборотов эл. двигателя n
= 1500 об/мин.
Число оборотов ведущего вала, обкатываемого
редуктора - 1380 об/мин.
Нагрузка на выходном валу обкатываемого
редуктора - 8Б 5 квт.
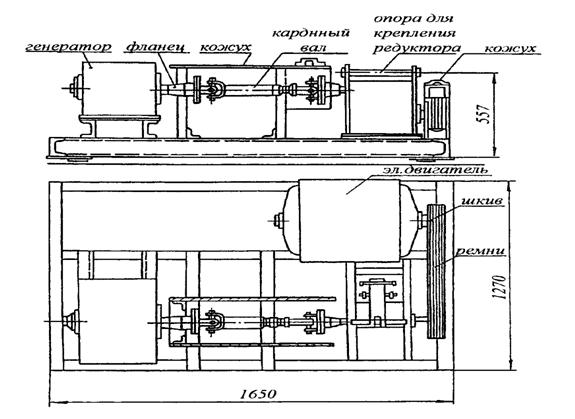
Рисунок 14 - Стенд для обкатки редуктора ТРКП
Монтаж редукторно-карданных приводов под вагоном
Монтаж привода ТРКП под вагоном производят
следующим образом (рисунок 15):
. Колесную пару с ведущим шкивом
подкатывают под тележку вагона, на крылья буксы с обеих сторон укладывают
комплекты пружин, под пружины со стороны шкива укладывают шайбы ограничения
перемещения шпинтонов и блоки фрикционных гасителей, комплекты пружин, а затем
тележку опускают на колесную пару.
. Редуктор при помощи валика болта и
регулировочных шайб крепят к раме тележки, завертывают гайки и шплинтуют;
. На ведущий шкив колесной пары и ведомый
шкив редуктора устанавливают клиновые ремни; смещение плоскостей шкивов
допускается не более 5 мм, непараллельность (перекос) шкивов по осям диаметров
допускается не более 2,5 мм;
Примечание - Подбор ремней производят следующим
образом (рисунок 16): из партии ремней одной группы берут один ремень, который
одевают на шкивы специального стенда, где малый шкив отводят эксцентриком;
- далее освобождают эксцентрик
и ремню дают натяжение в 70 кг, создаваемое грузом в 3,8 кг на плече, рычага
1000 мм;
для равномерного распределения
натяжения и правильной посадки ремня шкивы должны быть провернуты от 2 до 3
оборотов;
визуально отмечают положение
стрелки рычага относительно черты делений шкалы данной группы ремней;
комплект из четырех (пяти)
ремней подбирают из ремней, длина которых должна быть в пределах двух делений
шкалы данной группы; одно деление шкалы соответствует 2 мм общей длины ремня
(или 1 мм межцентрового расстояния);
при выходе стрелки за пределы
двух взятых делений ремни отбирают в другие комплекты;
подбор ремней рекомендуется
также производить на стенде;
4. Редуктор присоединяют к натяжному
устройству и при помощи рычажной гайки регулируют натяжение клиновых ремней
(рисунок 17).
Кроме того, натяжной механизм привода должен
быть отрегулирован по высоте натяжной пружины. При использовании ремней В2650Ш3
(ГОСТ 1284.2-80) третьей или четвёртой группы высота пружины должна быть
(100+5) мм.
. Карданный вал присоединяют к редуктору
и генератору, на раму тележки устанавливают предохранительные скобы карданного
вала.
. Тележку подкатывают под вагон, вагон
опускают на тележку.
Монтаж привода ТК-2 под вагон производят следующим
образом:
(рисунок 16-17):
.Колесную пару с ведущим шкивом подкатывают под
тележку вагона, на крылья буксы с обеих сторон укладывают комплекты пружин, под
пружины со стороны шкива укладывают шайбу ограничения перемещения шпинтона,
блоки фрикционных гасителей, а затем тележку опускают на колесную пару;
. Корпус узла ведомого шкива крепят к тележке
при помощи болта, валика и регулировочных шайб, которые вставляют в отверстия
кронштейна рамы тележки и корпуса; гайки затягивают и шплинтуют;
. Собирают натяжное устройство;
. Соединяют фланцы карданного вала с фланцами
узла ведомого шкива и генератора болтами; гайки затягивают; устанавливают
предохранение карданного вала на раму тележки;
. Проверяют правильность установки шкивов;
канавки шкивов должны располагаться друг против друга;
смещение торцев шкивов допускается не более 5
мм;
регулировку положения шкивов производят подбором
регулировочных шайб;
осевое перемещение узла ведомого шкива должно
быть не более 1 мм;
. Подбор ремней производят на стенде. (рисунок
15);
. Подобранные на стенде ремни одевают на ведущий
и ведомый шкивы; при помощи гайки рычажной производят натяжение ремней, пружину
при этом сжимают до высоты (110-2) мм
Рисунок 15-Стенд для подборки ремней.
Примечание - Перед установкой ремней на ведущий
и ведомый шкивы проверяют соответствие профиля ремней и канавок шкивов.

Рисунок 16-Установка привода ТРК на тележке
Рисунок 17-Установка привода ТК-2 на тележке.
1.5 Выбор основного оборудования проектируемого
отделения
Основное оборудование выбираем на основании
разработанного технологического процесса по ремонту приводов ТК-2, ТРКП с
учетом технической литературы и действующих инструкций. Рассчитываем его
мощность и стоимость (таблица 11).
При ремонте приводов ТК-2, ТРКП используется
инвентарь и инструменты количество и стоимость которого сведем в таблицу 12
Таблица 11 - Оборудование для ремонта приводов
ТК-2, ТРКП
|
№
п/п
|
Наименование
оборудования
|
Кол-во,
шт.
|
Размер
занимаемой площади, м2
|
Мощность,
кВт.
|
Стоимость
за единицу, тыс. руб.
|
Общая
стоимость, тыс. руб.
|
|
1
|
Стенд
для обкатки и испытания редукторов привода ТРК
|
1
|
1,65×1,9=3,13
|
15
|
732,00
|
732,00
|
|
2
|
Стенд
ремонта карданных валов
|
1
|
1,2×0,8=0,96
|
2,5
|
112,5
|
112,5
|
|
3
|
Балансировочный
станок АМ-110
|
1
|
1,0×0,6=0,6
|
2,5
|
94,3
|
94,3
|
|
4
|
Кран-балка
г/п=0,5 т.
|
1
|
6,0×0,4=2,4
|
1,8
|
216,6
|
216,6
|
|
5
|
Стенд
для ремонта редуктора ТРКП
|
1
|
1,5×0,6=0,9
|
-
|
62,2
|
62,2
|
|
6
|
Стол
для приспособлений
|
1
|
1,2×0,7=0,84
|
-
|
6,7
|
6,7
|
|
7
|
Верстак
|
2
|
1,2×0,6=0,72
|
-
|
4,6
|
9,2
|
|
8
|
Стеллаж
для запасных частей
|
2
|
1,5×0,6=0,9
|
-
|
2,5
|
5,0
|
|
9
|
Стеллаж
для инструментов
|
2
|
1,5×0,6=0,9
|
-
|
2,5
|
5,0
|
|
10
|
Стол
для разборки редуктора ТРКП
|
1
|
1,5×0,6=0,9
|
-
|
2,5
|
2,5
|
|
11
|
Электропечь
|
1
|
1,0×0,8=0,8
|
8,2
|
78,0
|
78,0
|
|
12
|
Ручной
гидропресс
|
1
|
0,6×0,4=0,24
|
-
|
6,4
|
6,4
|
|
13
|
Настольный
сверлильный станок ГС-2116М
|
1
|
0,6×0,7=0,42
|
1,2
|
25,4
|
25,4
|
|
14
|
Круглошлифовальный
станок электрический
|
1
|
0,7×0,8=0,56
|
0,8
|
65,0
|
65,0
|
|
15
|
Регенератор
масла
|
1
|
0,6×0,6=0,36
|
1,2
|
164,3
|
164,3
|
|
|
16
|
Стенд
для тарировки пружин
|
1
|
0,8×0,6=0,48
|
-
|
26,2
|
26,2
|
|
|
17
|
Стол
для ведения документации
|
1
|
1,2×0,6=0,72
|
-
|
1,51
|
1,51
|
|
|
18
|
Установка
для подбора ремней
|
1
|
1,4×0,6=0,84
|
-
|
8,4
|
8,4
|
|
|
19
|
Стеллаж
для неисправных деталей
|
1
|
1,5×0,6=0,9
|
-
|
2,5
|
2,5
|
|
|
20
|
Машина
моечная
|
1
|
1,4×1,0=1,4
|
-
|
6,0
|
6,0
|
|
|
21
|
Стенд
дефектоскопии
|
1
|
1,2×0,6=0,72
|
1,2
|
95,4
|
95,4
|
|
|
22
|
Стол
для приемки
|
1
|
1,2×0,6=0,72
|
-
|
2,5
|
2,5
|
|
|
23
|
Ванна
для слива масла
|
1
|
0,6×0,4=0,24
|
-
|
1.0
|
1.0
|
|
|
ИТОГО:
|
26
|
23,48
|
34,4
|
1931,53
|
1938,53
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 12- Инвентарь и инструменты для ремонта
приводов ТК-2, ТРКП
|
№
п/п
|
Наименование
|
Кол-во
|
Стоимость
одной ед., руб.
|
Общая
стоимость, руб.
|
|
1
|
Набор
ключей
|
3
|
850,00
|
2550,00
|
|
2
|
Молоток
слесарный 0,6 кг
|
3
|
130,00
|
490,00
|
|
3
|
Набор
спиральных сверл по металлу
|
1
|
480,00
|
|
4
|
Дрель
пневматическая
|
1
|
3100,00
|
3100,00
|
|
5
|
Угловая
шлифовальная машина
|
2
|
3400,00
|
6800,00
|
|
6
|
Набор
шаблонов
|
2
|
6000,00
|
12000,00
|
|
7
|
Набор
слесарного инструмента
|
3
|
2200,00
|
6600,00
|
|
8
|
Набор
измерительного инструмента
|
2
|
8400,00
|
16800,00
|
|
9
|
Набор
съемных приспособлений
|
2
|
800,00
|
1600,00
|
|
10
|
Тиски
слесарные
|
2
|
2400,00
|
4800,00
|
|
Итого:
|
21
|
27760,00
|
55220,00
|
В сумме расходы на оборудование и инвентарь
составила 57158,53 рублей
При проектировании производственных помещений,
выборе и размещении оборудования учитываем требования по охране труда,
производственной санитарии, противопожарной профилактике и производственной
эстетике.
Размеры помещений, определяемые в основном
количеством и объемом выбранного технологического оборудования, его размещением
и характером производства, должны соответствовать требованиям санитарных норм:
площадь не менее 4 м2, а объем не менее 13 м3 на одного
работающего.
При планировке производственных участков и
отделений должны обеспечиваться поточность ремонтных операций, максимальная их
механизация и возможность транспортировки. Должны предусматриваться удобные,
безопасные подходы к оборудованию для осмотра, смазки и ремонта. Проходы между
технологическим оборудованием должны быть не менее 0,8 м.
Выполняя планировку отделения, необходимо
учитывать требования строительных норм: ширина прохода не менее 1 метра
(максимальная не ограничена); ширина дверного проема не менее 0,8 метра и не
более 2,4 метра; длина помещения должна быть кратной 6, а ширина - 3.
После выбора оборудования участка, необходимого
для соблюдения технологического процесса, при соблюдении необходимых проходов
между позициями площадь Sу, м2., помещения составит 72 м2.
Ширина участка Ву , м., принимаем
равным 6 метров.
Длину Lу,
м., определим по формуле
Lу = Sу / Ву (6)
Lу = 72/ 6 = 12 м.
Высота участка Hу, м., принимаем 4,8
м.
Объем участка Vу, м3,
находим по формуле:
Vу = Sу ∙ Hу (7)
у =
72 ∙ 4,8 = 345,6 м3.
ремонт привод себестоимость
2. Экономическая часть
.1 Расчет рабочей силы. Составление штатного
расписания
Производственный персонал любого подразделения
железнодорожного транспорта, в том числе и вагонного депо, делится на следующие
категории: рабочие (основные и вспомогательные), служащие (технические
исполнители), специалисты и руководители.
Производственными считаются рабочие,
непосредственно выполняющие технологические операции, связанные с выпуском
продукции, входящей в номенклатуру подразделения; в вагонных депо-это слесари
по ремонту подвижного состава, оборудования депо, столяры, токари, сварщики,
осмотрщики вагонов, маляры и т.д.
Различают списочный и явочный состав рабочих.
Списочный состав характеризует общее число
рабочих подразделения, фактически явившихся на работу и отсутствующих по
уважительным причинам (по болезни, в служебных командировках, в отпусках и
т.д.).
Явочный состав - это число рабочих, фактически
явившихся на работу.
Число производственных рабочих в депо зависит от
объема выполняемой работы, трудоемкости работ и фондов рабочего времени.
Рассчитаем трудоемкость ремонта приводов ТК-2 и
ТРКП.
Демонтаж приводов ТК-2; ТРКП в среднем занимает
времени - 0,8 чел. час;
Ремонт привода ТК-2 в среднем занимает
времени - 1,8 чел. час;
Ремонт редуктора ТРКП в среднем
занимает времени 5,2 чел. час;
Ремонт других деталей приводов ТК-2;
ТРКП в среднем занимает времени - 1,1 чел. час;
Проверка и обкатка привода ТРКП в
среднем занимает времени - 0,9 чел. час;
Монтаж и проверка приводов ТК-2; ТРКП
(под вагоном) в среднем занимает времени - 1,2 чел. час.
Трудоемкость ремонта одного привода ТК-2
составляет в среднем 5,8 чел.час, а привода ТРКП - 9 чел.∙час. (по данным
вагонного депо Котлас за 2014 год)
Явочное Rяв
и списочное Rcп
число рабочих определяется по формулам
Rяв =  , чел.(8) , чел.(8)
Rсп =  , чел. (9) , чел. (9)
Где Нт - трудоемкость
ремонта привода генератора в отделении, чел.час; ТК-2=5,8; ТРКП=9;
Кн - коэффициент
выработки норм, равный 1,14 - 1,2
Рассчитаем явочное и списочное число
рабочих которое понадобится для выполнения установленной годовой программы
ремонта приводов.
Для явочного рабочего, согласно
формуле (8) численность составит
Rяв =  ≈ 3,2 человека ≈ 3,2 человека
Для списочного рабочего, согласно формуле (9)
численность составит
Rсп =  ≈ 3,5; принимаем 4 человека ≈ 3,5; принимаем 4 человека
Численность вспомогательных рабочих
при расчете подсчитывают в процентном отношении от списочного числа
производственных рабочих. По практическим данным вагонного депо общее число
вспомогательных рабочих составляет 8 - 10 % от числа производственных рабочих.
Число служащих от общей численности
рабочих (основных и вспомогательных), специалистов 5 - 6 %, руководителей 4 - 5
% и младшего обслуживающего персонала 2 - 3 %.
Определяем количество вспомогательных рабочих, Rвсп
,
чел.
Rвсп
= Rсп
∙ 8% чел.,(10)
здесь количество вспомогательных рабочих от
списочного количества рабочих принимаем равным 8%, тогда согласно формуле:
Rвсп
= 4 ∙ 0,08 ≈ 0,32 (принимаем 1 чел).
Здесь вспомогательным рабочим является слесарь
3-го разряда. Так как слесарь занят не полный рабочий день, то в его
обязанности будет входить оператор моечной машины с доплатой 10% от тарифной
ставки.
Определяем количество руководителей, Rрук
,
чел.
Rрук
= (Rсп
+ Rвсп
) ∙ 5% чел., (11)
здесь количество руководителей, от списочного и
вспомогательного количества рабочих, принимаем равным 5%, тогда согласно
формуле:
Rрук=
(4 + 1) ∙ 0,05 ≈ 0,25 человека - нецелесообразно
Руководство бригадой по ремонту приводов
генераторов выполняет не освобожденный бригадир из числа слесарей с доплатой
10% от тарифной ставки за совмещение. Общее руководство работниками отделения
осуществляет мастер тележечного цеха.
Определяем количество младшего обслуживающего
персонала, Rмоп ,
чел.
Rмоп
= (Rсп
+ Rвсп
) ∙ 2% чел., (12) чел., (12)
здесь количество младшего обслуживающего
персонала, от списочного и вспомогательного количества рабочих, принимаем
равным 2%, тогда согласно формуле:
Rмоп
= (4+ 1) ∙ 0,02 = 0,12 человека - нецелесообразно
Уборку помещения выполняет уборщик тележечного
участка.
Составляем штатное расписание работников для
работы отделения по ремонту клиноременных приводов пассажирского вагонного
депо.
Таблица 13- штатное расписание
|
№
п/п
|
Наименование
профессии
|
Разряд
|
Количество
человек
|
Условия
труда
|
|
2
|
Слесарь
р.п.с.
|
5
|
1
|
нормальные
|
|
3
|
Слесарь
р.п.с.
|
4
|
2
|
нормальные
|
|
4
|
Слесарь
р.п.с.
|
3
|
1
|
вредные
|
|
Итого:
|
|
4
|
|
2.2 Определение фонда заработной платы
Расчет фонда заработной платы производем с
учетом тарифного коэффициента соответствующего разряда работника при
действующем на данный момент времени размере минимальной оплаты труда в
отрасли.
К заработной плате относят оплату по тарифным
ставкам и должностным окладам, сдельный приработок и премии по фонду заработной
платы, районные надбавки и районные коэффициенты.
Согласно данным на 2014 года минимальный оклад
по отрасли составляет 6723 рублей.
Выплачиваемые премии составляют: слесарям 5-го
разряда - 30%, 4-го разряда - 25%, 3-го разряда - 20%; Доплата слесарям 5-го и
3-го разряда за совмещение - 10%. Доплата слесарю 3-го разряда за вредные
условия труда составляет - 4%. Районная надбавка составляет 20%, северный
коэффициент - 50%.
Бригадир не освобожденный/слесарь 5-го разряда:
. Определим должностной оклад бригадира
не освобожденного 5-го разряда за год:
Доклад 5бр., бригадир =
6723 ∙ 2,12 ∙ 12 = 171033,10 рублей,
где, 2,12- тарифный коэффициент 5-го разряда по
тарифной сетке рабочего, связанного с движением поездов.
. Определим размер доплаты 10% за
совмещение:
% доплата= Доклад 5р
∙ 10%= 171033,10 • 0,1=17103,30 рублей.
3. Определим премию, которая также носит
индивидуальный характер не только для каждого участка и подразделения, но и для
каждого работника конкретно. Примем для бригадира неосвобожденного 5-го разряда
премию в 30%:
Премия= Доклад 5р∙30%
(13)
Премия=171033,10 • 0,3 = 51309,90 рублей.
4. Рассчитаем годовой фонд заработной платы
с учетом районного коэффициента. Примем районный+северный коэффициент, равный
1,7
Фг+1,7=(Доклад5р+10%доплата+Премия)∙70%
(14)
Фг1,7=(171033,10+17103,30+51309,90) •
1,7 = 407058,70 рублей
Рассчитаем годовой фонд заработной платы с
учетом районного коэффициента. Примем районный+северный коэффициент, равный 1,7
Фг+1,7= Дсл.
5р + Премия (15)
Фг+1,7=(171033,10+51309,90)•1,7=377983,10
рублей.
Слесарь 4-го разряда.
1. Определим должностной оклад слесаря 4-го
разряда за год:
Доклад 4р = 6723 ∙
1,89 ∙ 12 = 152477,60 рублей (16)
где, 1,89- тарифный коэффициент 4-го разряда по
тарифной сетке рабочего, связанного с движением поездов.
. Определим премию, которая также носит
индивидуальный характер не только для каждого участка и подразделения, но и для
каждого работника конкретно. Примем для слесаря 4-го разряда премию в 25%:
Премия= Доклад 4р
∙ 25% (17)
Премия=152477,60 • 0,25 = 38119,40 рублей.
3. Рассчитаем годовой фонд заработной платы
с учетом районного коэффициента. Примем районный+северный коэффициент, равный
1,7. Так как слесарей 4-го разряда вотделении 2 человека, то
Фг+1,7= (Дсл.
4р+ Премия) ∙ 1,7 ∙ 2 (18)
Фг+1,7=(1524077,60+38119,40)∙1,7∙2=648029,80
рублей.
Слесарь 3-го разряда:
1. Определим должностной оклад слесаря 3-го
разряда за год:
Доклад 3р = 6723 ∙
1,63 ∙ 12 = 108912,60 рублей (19)
где, 1,63- тарифный коэффициент 3-го разряда по
тарифной сетке рабочего, связанного с движением поездов;
2. Определим размер доплаты 10% за
совмещение:
% доплата= Доклад 3р
∙ 10%= 108912,60 • 0,1=10891,20 рубль. (20)
3. Определим размер доплаты 4% за вредные
условия труда
% доплата= Доклад 3р
∙ 4%= 108912,60 • 0,04 = 4356,50 рублей (21)
4.
Определим премию, которая также носит индивидуальный характер не только для
каждого участка и подразделения, но и для каждого работника конкретно. Примем
для транспортировщика 3-го разряда премию в 20%:
Премия= Доклад 3р
∙ 20%=1108912,60 • 0,20=21782,50 рубля. (22)
5. Рассчитаем годовой фонд заработной платы
с учетом районного коэффициента. Примем районный+северный коэффициент, равный
1,7.
Фг+1,7=(Дсл.3р+доплата+доплата+Премия)∙1,7
(23)
Фг+1,7=(108912,60+10891,20+4356,50+21782,50)
• 1,7 =248102,70 рублей.
Таблица 14- Фонд оплаты труда
|
Должность
|
Кол-во
человек
|
Разряд
|
Должностной
оклад, руб.
|
Доплата,
руб.
|
Премия,
руб.
|
Годовой
фонд зарплаты с учётом районного коэффициента, руб.
|
Общий
годовой фонд зарплаты всех работников, руб.
|
|
Бригадир
не освобожденный/ слесарь р.п.с.
|
1
|
5
|
171033,10
|
17103,30
|
51309,90
|
407058,70
|
407058,7
|
|
Слесарь
р.п.с.
|
2
|
4
|
152477,60
|
-
|
38119,40
|
324014,90
|
648029,80
|
|
Слесарь
р.п.с.
|
1
|
3
|
108912,60
|
15247,70
|
21782,50
|
248102,70
|
248102,70
|
|
Итого:
|
4
|
|
|
|
|
979176,30
|
1303191,2
|
Рассчитываем среднюю заработную плату
работников, для этого годовой фонд заработной платы (1303191,20) делим на количество месяцев в году (12),
получившийся результат делим на количество работников (4). Средняя заработная
плата выходит 27149,80 рублей.
2.3 Определение потребности материалов и
запасных частей
Для ремонта приводов ТРКП и ТК-2 требуются
определенное количество материалов и запасных частей, рассчитанных на ремонт
одной единицы детали (узла) - привода генератора.
Согласно нормам расхода на ремонт одного привода
расходуется следующее количество материалов и запасных частей указанных в
таблице 15, с расчетом стоимости на заданную годовую программу 1155 приводов
генератора.
Таблица 15 Запасные материалы и части для
ремонта приводов генератора ТРКП и ТК-2
|
Наименования
материалов и запчастей
|
Ед.
изм.
|
Норма
на один вагон
|
Кол-во
на годовую программу
|
Стоимость
ед., руб.
|
Общая
стоимость, руб.
|
|
Ремни
Б2500Т
|
ШТ
|
5
|
808
|
58,00
|
46864,00
|
|
Ремни
В2360Т
|
ШТ
|
4
|
346
|
79,06
|
27354,76
|
|
Шестерня
ведущая ТРК
|
ШТ
|
0,08
|
26
|
1277,75
|
33221,50
|
|
Вал-шестерня
|
ШТ
|
0,08
|
26
|
1135,42
|
29520,92
|
|
Фланец
|
ШТ
|
0,1
|
115
|
70,00
|
8050,00
|
|
Редуктор
ТРК в сборе
|
ШТ
|
0,03
|
15
|
10744,77
|
161171,55
|
|
Шкив
ведомый ТРКП
|
ШТ
|
0,08
|
27
|
3609,69
|
97461,63
|
|
Шкив
ведомый ТК-2
|
ШТ
|
0,08
|
62
|
2049,00
|
127038,00
|
|
Шкив
ведущий ТРКП
|
ШТ
|
0,08
|
27
|
4109,69
|
110961,63
|
|
Шкив
ведущий ТК-2
|
ШТ
|
0,08
|
62
|
2549,00
|
158038,00
|
|
Вал
карданный ТК-2; ТРКП
|
ШТ
|
0,1
|
115
|
1475,31
|
169660,65
|
|
Подшипник
№70-32311
|
ШТ
|
0,4
|
132
|
886,85
|
117064,20
|
|
Подшипник
№ 309
|
ШТ
|
0,6
|
462
|
110,90
|
51235,80
|
|
Спец-гайка
М 110
|
ШТ
|
0,1
|
115
|
466,04
|
53594,60
|
|
Сальник
|
ШТ
|
3
|
1038
|
70,00
|
72660,00
|
|
Пружина
натяжная
|
ШТ
|
0,04
|
44
|
201,25
|
8855,00
|
|
Промежуточный
вал ТК-2
|
ШТ
|
0,1
|
81
|
1381,57
|
111907,17
|
|
Опора
пружины
|
ШТ
|
0,03
|
33
|
2570,60
|
84829,80
|
|
Масло
ТСП-10
|
Л.
|
1,1
|
363
|
86,43
|
31374,09
|
|
Смазка
ЛЗ-ЦНИИ
|
КГ
|
0,85
|
935
|
60,80
|
65848,00
|
|
Крышка
крепительная
|
ШТ
|
0,09
|
99
|
137,90
|
13652,10
|
|
Краска
черная
|
КГ
|
0,8
|
880
|
110,46
|
97204,80
|
|
Кисть
малярная
|
ШТ
|
0,3
|
330
|
11,87
|
|
Керосин
|
Л.
|
1,0
|
1155
|
31,40
|
36267,00
|
|
Втулка
подвески
|
ШТ
|
0,3
|
346
|
134,27
|
46457,40
|
|
Вал
ведущий ТРКП
|
ШТ
|
0,05
|
17
|
1345,32
|
73992,60
|
|
Шкурка
шлифовальная
|
М2
|
0,5
|
577
|
96,00
|
55440,00
|
|
Болты
М 12
|
КГ
|
0,25
|
275
|
53,20
|
14630,00
|
|
Гайка
М12
|
КГ
|
0,25
|
275
|
48,86
|
13436,50
|
|
Сода
каустическая
|
КГ.
|
2,0
|
2310
|
33,00
|
76230,00
|
|
Порошок
стиральный
|
КГ.
|
1,0
|
11
|
50,00
|
57750,00
|
|
Итого:
|
-
|
-
|
-
|
-
|
2090942,50
|
Заключение по таблице 15
Для ремонта заданной программы приводов, в
количестве 1155 штук, необходимо материалов и запасных частей на сумму
2090942,50 руб.
.4 Определение себестоимости ремонта
привода генератора ТК-2 и ТРКП
Себестоимость - это сумма всех средств
предприятия, затраченных на изготовление или ремонт выпускаемой продукции.
Раздел 1 «Производственная программа»
Согласно выше произведенным расчетам годовая
производственная программа отделения по ремонту клиноременных приводов
генераторов пассажирского вагонного депо равна 1155 приводов, из них 105
приводов поступают из текущего ремонта.
Сменная программа в объеме деповского ремонта
составляет - 5 приводов в смену. Из них 3 привода ТК-2, и 2 привода ТРКП.
Раздел 2 «План по труду и заработной плате»
В этом разделе рассчитаем следующие показатели
себестоимости:
. Контингент рабочей силы участка согласно
расчетам равен - 4 человека;
. Фонд заработной платы производственных
рабочих, руководителей, специалистов, вспомогательных рабочих, младшего
обслуживающего персонала Фгод. общ., руб., составляет 1303191,20
руб.
. Показатель производительности труда, П,
привода на человека, рассчитаем по формуле:
П =  , (24) , (24)
где:  - годовая программа ремонта
приводов, = 1155 приводов - годовая программа ремонта
приводов, = 1155 приводов
К - контингент рабочей силы участка, К = 4
П = = 288 приводов на человека. = 288 приводов на человека.
Раздел 3 «План эксплуатационных
расходов».
В плане эксплуатационных расходов
спланируем сумму денежных средств, необходимую для выполнения производственной программы.
По экономическому содержанию расходы
делятся на основные по перевозкам в вагонном хозяйстве, основные общие для всех
хозяйств железных дорог и общественные.
План эксплуатационных расходов
проектируемого участка представим в виде таблицы 2.4 и порядок её расчёта
следующий:
Статья 260 «Деповской ремонт
пассажирских вагонов».
Графа «3» Контингент рабочей силы участка 4
человека.
Графа «4» Фонд заработной платы производственных
рабочих (слесарь 3-го, 4-го и 5-го разрядовр.п.с.) согласно расчётам таблицы
2.2 - 1303191,20 рубль.
Графа «5» Расходы на материалы и запасные части
- 2090942,50 рублей (таблица 2.3).
Сумма основных расходов Росн., руб.,
по статье 260 составляет 3394133,70 руб. (1303191,20 руб. + 2090942,50 руб.).
Статья 457 «Дополнительная зарплата и отчисления
на соцстрахование рабочих»
Графа «3» Контингент рабочей силы участка 4
человек.
Графа «4» Расходы на оплату отпусков, Ротпуск,
руб. определим в проценте от их фонда зарплаты Фгод. раб. по формуле
Ротпуск = Фгод. раб. ∙
Но, (25)
Где - процент отчисления на отпуск, %
НО = (100 ∙ Тотп )/
(Dк
- (dвых
+ dпразд))
- Тотп, [1] (26)
Где - количество отпускных дней работников на
данном предприятии, в вагонном депо Котлас количество отпускных дней - 44.
Но = (100 ∙ 44) / (365 - (104
+14) - 44) ≈ 21,6 %
Ротпуск = 1303191,20
• 0,216 ≈ 281489,29 рублей
Графа «8» Расходы на оплату прочих невыходов на
работу по уважительным причинам Рпроч, руб., - 3% от фонда
заработной платы рабочих с учётом доплат на отпуск рассчитаем по формуле
Рпроч = (Фгод.
раб. + Ротпуск) ∙ 3%, (27)
Рпроч = (1303191,20
+ 281489,29) • 0,03=47540,41 рублей
Статья 459 «Отчисления на социальные нужды
производственного персонала»
Графа «8» Отчисления на соцстрахование рабочих
составляет 5,4% от фонда зарплаты и всех доплат («Итого» гр.7 табл.14+гр.4
ст.457)·5,4%=
(1303191,20+281489,29)·0,054=85572,74 рублей
(28)
Статья 458 «Расходы по форменной одежде»
Графа «8» Расходы по форменной одежде Рфор.
од., руб., определяются в зависимости от числа работников пользующихся
ею, расходы опредлим по формуле
Р фор. од. =
a ∙
Rсп,
(29)
Где годовые расходы депо на одного рабочего,
руб.
Согласно закупочным ценам, вагонного депо Котлас
в 2014 году, расходы на одного рабочего составили 8550,00 руб. из них:
костюм х/б (комплект) - 7000,00 рублей;
- ботинки
- 1550,00 рублей
Р фор. од. =
8550 ∙ 4 = 34200,00 рублей
Статья 461 «Расходы по технике безопасности и
производственной санитарии»
Графа «5» Расходы на мыло рассчитываются исходя
из норм выдачи численности работников (4) и цены за один килограмм (50,00
рублей).На одного рабочего выдается 2,4 кг в год.
Рмыло =4·2,4·50,00=480,00 рублей
Графа «8» Прочие расходы некапитального
характера, связанные с охраной труда Ртб, руб., принимаем в размере
3% от фонда зарплаты рабочих и рассчитаем по формуле
Ртб = Фгод. раб. ∙
3%, (30)
Ртб = 1303191,20 ∙
0,003 = 39095,73 рублей.
Итоговая сумма расходов по данной статье (Ртб и
мыло)составляет 39575,73 рублей (480,00+39095,73)
Статья 463 «Обслуживание производственных зданий
и сооружений»
Графа «7» Расходы на электроэнергию для
освещения,
Где Sу-освещаемая площадь участка, Т-годовое
количество часов осветительной нагрузки, для депо Т=2250, h-часовая норма
расходов электроэнергии, где h=11, Ксп-коэффициент спроса=0,8, Кэкс -
коэффициент,учитывающий экономию электрической энергии за счет использования
естественного освещения с 1.04 по 1.10=0,85…0,9.
Эо=(Sу·Tr·Kcn·Кэкс·Цэ·h)/1000 (31)
Эо=(72·2250·0,8·0,9·3,5·11)/1000=4490,64
рублей
Графа «6» Расходы на горячее водоснабжение
 , (32) , (32)
где:  -расход тепла на сетку душа; =1500 вт/чел -расход тепла на сетку душа; =1500 вт/чел
 ; ;
 -расход тепла на одного рабочего,
пользующегося столовой, 1800 вт/чел; -расход тепла на одного рабочего,
пользующегося столовой, 1800 вт/чел;
 -расход тепла на одного рабочего,
связанного с потреблением горячей воды в течение рабочего дня, -расход тепла на одного рабочего,
связанного с потреблением горячей воды в течение рабочего дня,  =2250 вт/чел. =2250 вт/чел.
 рублей рублей
Графа «5» Расходы на материалы по
содержанию помещения в чистоте принимаем для депо 10% на электроэнергию и
горячее водоснабжение
Рчист=(Тв+Эо)·10% (33)
Рчист=(4490,64+10116,55)·0,1=1460,70
рублей
Графа «8» Расходы на обслуживание
производственных зданий и сооружений Робслуж, руб., принимаем в
размере 40% от годового фонда заработной платы и рассчитаем расходы по формуле
Робслуж = Фгод. общ.
∙ 40%, (34)
Робслуж = 1303191,20 ∙
0,4 ≈ 521276,48 рублей.
Статья 464 «Ремонт зданий и
инвентаря»
Графа «5» Расходы на текущий ремонт
зданий Ртек. рем., руб., принимаем в размере 1,5% от их стоимости,
которые определяем по формуле
Ртек. рем. = Сзд.
∙ 1,5%, (35)зд.= a∙ V (36)
А - Стоимость 1 м2
здания, руб. По данным рынка недвижимости стоимость квадратного метра нежилого
фонда в 2014 году, в районе где находится проектируемое отделение, составляет
70000,00 рублей.
Сзд. = 70000,00 ∙
345,60 = 24192000,00 руб.
Ртек. рем. = 24192000,00 ∙
0,015 = 362880,00 руб.
Графа «5» Расходы на текущий ремонт
инвентаря Ртек. рем. инв., руб., принимаем 5% от его стоимости
которые определим по формуле
Ртек. рем. инв. = Синв.
∙ 5%, (37)
Ртек. рем. инв. = 55220,00 ∙
0,05 = 2761,00 руб.
Итоговая сумма расходов Ррем.
зд. и инв., руб., по данной статье, составит рублей 365641,00 (362880,00
руб. + 2761,00 руб.).
Статья 465 «Амортизация
производственных фондов»
Графа «8» Расходы на амортизацию
здания Азд., руб., принимаем 2,6% от стоимости здания, которые
определим по формуле
Азд. = Сзд. ∙
2,6%, (38)
Азд. = 24192000,00 ∙
0,026 = 628992,00 руб.
Графа «8» Расходы на амортизацию
оборудования Аоб., руб., принимаем 12% от стоимости оборудования
(таблица 15), которые определим по формуле
Аоб. = Соб. ∙ 12%,
(39)
Аоб. = 2090942,50 ∙ 0,12 =
250913,10 руб.
Общая сумма расходов Рамор. пр. ф.,
руб., по данной статье, составит 1508897,10 рублей (628992,00 руб. + 250913,10
руб.).
Статья 469 «Содержание и ремонт оборудования»
Графа «5» Расходы на материалы и запчасти для
ремонта оборудования Рмат. и запч., руб., принимаем в размере 4% от
его стоимости (таблица 15) и опредлим по формуле
Рмат. и запч. = Соб. ∙
4%, (40)
Рмат. и запч. = 2090942,50 ∙
0,04 = 83637,70 рублей
Графа «7» Расходы на электроэнергию для работы
оборудования.
Расходы на электроэнергию для работы
оборудования Эоб., руб., определим по формуле
Эоб. = 1,2 ∙ Ксп. ∙
∑Nэ ∙ Фоб. ∙ iз ∙ Цэ,
(41)
где: 1,2 - коэффициент,
учитывающий потери энергии в сети;
Ксп. - коэффициент
спроса, для данного отделения принимаем 0,35;
∑Nэ -
суммарная мощность оборудования, кВт., (таблица 15);
Фоб. - время
работы оборудования, час.;з - коэффициент загрузки оборудования,
принимаем 0,7;
Цэ - стоимость
одного киловатта электроэнергии, 1кВт ∙ ч = 3,50 руб. (закупочная цена
вагонного депо Котлас в 2014 году).
Эоб. = 1,2 ∙
0,35 ∙ 34,4 ∙ 1891 ∙ 0,7 ∙ 3,50 ≈ 25868,56 руб.
Графа «8» Расходы на воду для обмывки деталей
(узлов) Qв, руб., для участков где обмываются детали. Для
проектируемого отделния расходы на воду рассчитаем по формуле
в
= ∑Q ∙ Ксп ∙ Фоб ∙ 1,1 ∙ Цв
/ 1000, (42)
где: ∑Q - сумма
расхода воды на обмывку деталей, м3/ч., для разрабатываемого
отделения расход принимаем равным 0,02 м3/ч. для одного привода;
Ксп - коэффициент
спроса воды, для данного отделения примем 0,8;
Фоб - фонд
времени работы оборудования
,1 - коэффициент,
учитывающий утечку воды;
Цв - стоимость
1 м3 воды, руб.,равная 28,00 руб. (закупочная цена вагонного депо
Котлас в 2014 году).в = 23 • 0,8 • 1891 • 1,1 • 28,00 / 1000 ≈
943,21 руб.
Статья 495 «Изобретательство и рационализация»
Графа «8» Расходы на изобретательство и
рационализацию Ризоб, руб., принимаем в размере 1% от общего фонда
зарплаты работников участка (таблица 15) и расчитаем по формуле
Ризоб = Фгод. общ. ∙
1%, (43)
Ризоб = 1303191,2.
∙ 0,01 ≈ 13031,91руб.
Статья 497 «Подготовка кадров»
Графа «8» Расходы на подготовку кадров Рподг,
руб., принимаем в размере 0,1% от общего фонда зарплаты работников участка
(таблица 14) найдем по формуле
Рподг = Фгод. общ. ∙
0,1%, (44)
Рподг = 1303191,20
∙ 0,001 ≈ 1303,19 руб.
Статья 501 «Отчисления от фонда оплаты труда»
Графа «8» Сумма отчислений от общего фонда
оплаты труда работников затрачиваемых на социальное страхование Рсоц.,
руб., составляет 5,4% и находится по формуле
Рсоц. =
Фгод. общ ∙ 5,4%, (45)
Рсоц. = 1303191,20
∙ 0,054 ≈ 70372,32 руб.
Графа «8» Сумма отчислений от общего фонда
оплаты труда работников отчисляемых в пенсионный фонд Рпенс., руб.,
составляет 28% и находится по формуле
Рпенс. = Фгод. общ ∙
28%, (46)
Рпенс. = 1303191,20
∙ 0,28 ≈ 364893,53 руб.
Графа «8» Сумма отчислений от общего фонда
оплаты труда работников отчисляемых в фонд занятости Рзанят., руб.,
составляет 1,5% и находится по формуле
Рзанят. = Фгод. общ ∙
1,5%, (47)
Рзанят. = 1303191,20
∙ 0,015 ≈ 19547,86 руб.
Графа «8» Сумма отчислений от общего фонда
оплаты труда работников отчисляемых на медицинское страхование Рмед.
страх., руб., составляет 3,6% и находится по формуле
Рмед. страх. = Фгод. общ ∙
3,6%, (48)
Рмед. страх. = 1303191,20
∙ 0,036 ≈ 46914,88 руб.
Общая сумма отчислений по статье 501 составляет
936994,44 руб. (70372,32 руб. + 364893,53 руб. + 46914,88
руб. + 19547,86 руб.).
Статья 532 «Прочие расходы»
Графа «8» Прочие расходы Рпроч.,
руб., принимаем 0,5% от суммы основных расходов (статья расхода №260) и находим
по формуле
Рпроч. = Росн. ∙
0,5%, (49)
Рпроч. = 3394133,70.∙
0,005 ≈ 16970,66 руб.
Похожие работы на - Эксплуатация клиноременных приводов ТК-2 и ТРКП генераторов пассажирских вагонов
|