|
Элемент
колеса
|
Размер
|
Способ
получения заготовки
|
|
|
Штамповка
|
|
Обод
|
Диаметр
|
da=315
|
|
Толщина
|

|
|
Ширина
|

|
|
Ступица
|
Диаметр
внутренний
|

|
|
Диаметр
наружный
|

|
|
Толщина
|
|
|
Длина
|

|
|
Диск
|
Толщина
|
 
|
|
Радиусы
закруглений и уклон
|
 ; ; 
|
|
Отверстия
|
-
|
Выбор соединения колеса с
валом.
Для соединения вала с колесом применим
соединение с натягом. Эти соединения имеют упрощенную технологию изготовления
за счет отсутствия шпонки и двух пазов в сопрягаемых деталях; они не
чувствительны к реверсивным нагрузкам, хорошо воспринимают динамические
нагрузки. Обеспечивают хорошее базирование, исключают ослабление вала шпоночным
пазом. Недостаток этих соединений- трудоемкость сборки, сложность контроля
качества соединения.
Подбор посадки с натягом проводится в следующем
порядке:
1. Определяем среднее контактное напряжение
 ,
H/мм2, на
посадочной поверхности:
,
H/мм2, на
посадочной поверхности:
 ;
;
Где K-
коэффициент запаса сцепления деталей, принимаем K=3,5
т.к. на конце вала установлена шестерня.
f- коэффициент
трения, принимаем f=0,08;
d и l-соответственно
диаметр и длина посадочной поверхности, принимаем d=63
мм, l=100 мм;
Т- вращающий момент, принимаем Т=190,1 Hм;
Fa-
осевая сила в зацеплении, принимаем Fa=460,81
H;
 ;
;
2. Определяем коэффициенты С1 и
С2:
 ;
;  ;
;
Где d-
посадочный диаметр, принимаем d=63
мм;
d1-
диаметр отверстия охватываемой детали, для сплошного вала принимаем d1=0;
d2-
диаметр охватывающей детали, принимаем d2=97,65мм;
 - коэффициенты
Пуассона охватываемой и охватывающей деталей, для стали принимаем =0,3;
- коэффициенты
Пуассона охватываемой и охватывающей деталей, для стали принимаем =0,3;
 ;
;  ;
;
3. Определить деформацию деталей ,
мкм;
,
мкм;
 ;
;
Где E1
и E2-
модули упругости материалов охватываемой и охватывающей детали, принимаем E1=
E2= ,
H/мм2;
,
H/мм2;
 ;
;
4. Определяем поправку на обмятие
микронеровностей U, мкм;
 ;
;

5. Поправку на температурную деформацию  ,
мкм , для зубчатых передач не подсчитывают, принимая =0.
,
мкм , для зубчатых передач не подсчитывают, принимая =0.
6. Определяем минимальный требуемый натяг  ,
мкм для передачи вращающего момента;
,
мкм для передачи вращающего момента;
 ;
;  ;
;
7. Определяем максимальное контактное
давление, допускаемое прочностью охватывающей детали  ,
Н/мм2 ;
,
Н/мм2 ;
 ;
;
Где  -предел
текучести охватывающей детали, принимаем
-предел
текучести охватывающей детали, принимаем  ;
;

8. Определяем максимальную деформацию
соединения, допускаемую прочностью охватывающей детали  ,
мкм:
,
мкм:
 ;
;  ;
;
9. Определяем допускаемый натяг соединения,
гарантирующий прочность охватывающей детали 
 ;
;  ;
;
10. По значениям  выбираем
стандартную посадку:
выбираем
стандартную посадку:  , у которой
, у которой  .
.
11. Определяем давление от максимального
натяга  выбранной
посадки
выбранной
посадки  ,
Н/мм2.
,
Н/мм2.
 ;
;  ;
;
12. Определяем силу запрессовки детали, FП
,Н:
 ;
;  ;
;
Таким образом, для сборки соединения требуется
пресс, развивающий силу 200 кН.
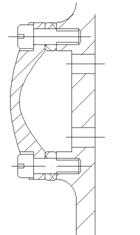
Конструирование подшипниковых
узлов.
В нашем случае мы применяем такую (см. рисунок
10.3) схему установки подшипников:
Плавающая опора.
Внутреннее кольцо подшипника с обеих торцев закреплено на валу. Наружное кольцо
в корпусе не закреплено и допускает осевое перемещение вала в обеих
направлениях.
Фиксирующая опора.
Внутреннее кольцо подшипника с обеих торцев закреплено на валу. Наружное кольцо
также с двусторонним закреплением в корпусе ограничивает осевое перемещение
вала в обоих направлениях.
Типы подшипников.
Радиальные однорядные шариковые и роликовые и двухрядные сферические. Любой из
типов подшипников плавающей опоры может быть применен с любым типом подшипника
фиксирующей. В проектируемых редукторах приняты радиальные однорядные
шарикоподшипники.
Достоинства:
А) температурные удлинения вала не вызывают защемления тел качения в
подшипниках. Б) не требует точного расположения посадочных мест подшипников по
длине вала.
Рисунок 10.3 Осевое фиксирование вала в одной
опоре одним подшипником.
Выбор муфт.
В проектируемых приводах применены
компенсирующие разъемные муфты нерасцепляемого класса в стандартном исполнении.
Для соединения выходных концов двигателя и
быстроходного вала редуктора, установленных, как правило, на общей раме,
применены упругие втулочно-пальцевые муфты и муфты со звездочкой.
Для конструируемого редуктора выбираем
втулочно-пальцевую муфту.
Применяемая муфта обеспечивает надежную работу
привода с минимальными дополнительными нагрузками, компенсируя неточности
взаимного расположения валов вследствие неизбежных осевых, радиальных и угловых
смещений.
Смазывание.
Смазывание зубчатых и червячных
зацеплений и подшипников применяют в целях защиты от коррозии, снижения
коэффициента трения уменьшения износа, отвода тепла и продуктов износа от
трущихся поверхностей, снижения шума и вибраций. Для редукторов общего
назначения применяют непрерывное смазывание жидким маслом картерным непроточным
способом (окунанием).
По таблице 10.29 выбираем масло ИГС-46.
Определение количества масла. Для
одноступенчатых редукторов при смазывании объем масляной ванны определяют из
расчета 0,4…08 л на 1 кВт передаваемой мощности. Исходя из мощности выбранного
двигателя, принимаем количество масла 4,5л.
Определение уровня масла. В цилиндрических
редукторах при окунании в масляную ванну колеса, уровень масла рассчитывают:  ,
где m- модуль зацепления,
d2-диаметр
вершин зубьев колеса.
,
где m- модуль зацепления,
d2-диаметр
вершин зубьев колеса.  .
.
Исходя из особенностей конструкции корпуса
редуктора, выбираем круглый маслоуказатель.