Применение трехслойных панелей из полимерных композиционных материалов в конструкции планера ЯК-242 и разработка технологии импедансного неразрушающего контроля их эксплуатационных повреждений
ФЕДЕРАЛЬНОЕ АГЕНСТВО ВОЗДУШНОГО
ТРАНСПОРТА
ИРКУТСКИЙ ФИЛИАЛ
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО
БЮДЖЕТНОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ГРАЖДАНСКОЙ АВИАЦИИ (МГТУ ГА)
Кафедра_________________Летательных
аппаратов
Специальность_______________160901__________________________
УТВЕРЖДАЮ
Заведующий
кафедрой
С.М.Кривель
«____»
______2014 г.
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
НА ПРЕДДИПЛОМНУЮ ПРАКТИКУ СТУДЕНТА
Шипняковой Елены Владимировны
Руководитель практики - профессор кафедры ЛА Сажин Н.А.
Тема задания
Применение трехслойных панелей из полимерных композиционных материалов в
конструкции планера ЯК-242 и разработка технологии импедансного неразрушающего
контроля их эксплуатационных повреждений.
Задание и методические указания.
Подобрать список литературы по теме проекта.
Провести анализ применения трехслойных панелей из полимерных
композиционных материалов в конструкции планера самолета.
Проанализировать преимущества и недостатки применяемых дефектоскопов для
контроля трехслойных панелей из полимерных композиционных материалов.
Провести анализ применяемых современных дефектоскопов для контроля
трехслойных панелей из полимерных композиционных материалов авиационных
конструкций.
Разработать технологическую карту дефектоскопического контроля
(импедансным методом) эксплуатационных повреждений трехслойных панелей из
полимерных композиционных материалов дефектоскопом ДАМИ С.
Содержание и требования к оформлению отчета по практике.
Отчет по практике должен содержать:
Содержание
Введение
.Общая характеристика самолета Як - 242.
2.Анализ применения трехслойных панелей из полимерных композиционных
материалов в конструкции планера самолета.
3.Анализ применяемых современных дефектоскопов для импедансного контроля
композиционных панелей авиационных конструкций.
.Технология дефектоскопического контроля трехслойных панелей из ПКМ
дефектоскопом ДАМИ-С импедансным методом.
.Преимущества и недостатки применяемых дефектоскопов.
Заключение
Список литературы.
Отчет оформляется в соответствии с требованиями к дипломному проекту с
предоставлением электронного и бумажного вариантов выполненного задания на
практику.
Задание выдал профессор Сажин Н.А.____________________________
Задание принял _____________________________________
ФЕДЕРАЛЬНОЕ АГЕНСТВО ВОЗДУШНОГО
ТРАНСПОРТА
ИРКУТСКИЙ ФИЛИАЛ
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО
БЮДЖЕТНОГО ОБРАЗОВАТЕЛЬНОГО
УЧРЕЖДЕНИЯ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ГРАЖДАНСКОЙ АВИАЦИИ (МГТУ ГА)
КАФЕДРА ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Отчет по преддипломной практике
на тему: Применение трехслойных
панелей из полимерных композиционных материалов в конструкции планера ЯК-242 и
разработка технологии импедансного неразрушающего контроля их эксплуатационных
повреждений
Руководитель
практики: профессор кафедры ЛА Сажин Н.А.
Выполнил:
Студент
Шипнякова Е.В.
Проверил:
Профессор
Сажин Н.А.
Иркутск 2014
Содержание
Введение
. Общие характеристики самолета Як-242
1.1
Основные размеры самолета
1.2
Основные геометрические характеристики
1.3 Назначение и область применения
2. Анализ применяемых трехслойных панелей из полимерных
композиционных материалов к конструкции планера самолета Як-242
2.1
Применение композитов в конструкции планера
.2
Массовое совершенство конструкции планера
2.3 Основные общие рекомендации к проектированию конструкций из
ПКМ
.4 Общая классификация ПКМ
2.5 Материалы, допустимые к применению в конструкциях самолета
Як-242
2.6 Применение трехслойных сотовых панелей в конструкции
планера
3. Анализ применяемых современных дефектоскопов для
импедансного контроля трехслойных панелей из полимерных композиционных
материалов к конструкции планера самолета Як-242
3.1 Дефектоскопия как метод неразрушающего контроля
материалов, деталей и узлов авиационных конструкций
.2 Применяемые современные дефектоскопы для импедансного
контроля трехслойных панелей из полимерных композиционных материалов в
конструкции планера самолета
4. Технология дефектоскопического контроля трехслойных
панелей из полимерных композиционных материалов дефектоскопом ДАМИ - С
импедансным методом
4.1 Многофункциональный дефектоскоп ДАМИ-С
4.2 Проведение дефектоскопического контроля акустическим
импедансным методом
4.3 Технологическая карта контроля деталей с помощью
дефектоскопа ДАМИ-С
. Преимущества и недостатки применяемых дефектоскопов
5.1 Преимущества
.2 Недостатки
Заключение
Литература
Введение
Актуальность темы. При проведении мониторинга технического состояния
сложных систем и агрегатов, одной из наиболее актуальных является задача
объективного своевременного обнаружения дефектов различной природы и
организация контроля за развитием дефектов из за старения элементов при
эксплуатации. Одним из путей предотвращения нежелательных последствий от
эксплуатации изделий с дефектами является систематичное использование методов
неразрушающего контроля (НК).
Применение каждого из методов в каждом конкретном случае характеризуется
вероятностью выявления дефектов. На вероятность выявления дефектов влияют
чувствительность метода, а также условия проведения процедуры контроля.
Определение вероятности выявления дефектов является достаточно сложной задачей,
которая еще более усложняется, если для повышения достоверности определения
дефектов приходится комбинировать методы контроля. Комбинирование методов
подразумевает не только использование нескольких методов, но и чередование их в
определенной последовательности (технологии). Вместе с тем, стоимость
применения метода контроля или их совокупности должна быть по возможности ниже.
Таким образом, выбор стратегии применения методов контроля основывается
на стремлении, с одной стороны, повысить вероятность выявления дефектов и, с
другой стороны, снизить различные технико-экономические затраты на проведение
контроля.
1. Общие характеристики самолета Як-242
.1 Основные размеры самолета
Самолет представляет собой низкоплан нормальной аэродинамической схемы со
стреловидным крылом и оперением, двумя ТРДД высокой степени двухконтурности под
крылом (рис.1). Самолет оснащен трехстоечным шасси с носовой опорой  .
.

Рисунок 1 - Внешний вид самолета Як-242
Для обеспечения управляемости во всем диапазоне скоростей и высот полета
самолет снабжен следующими органами управления (рис.2).:
руль высоты - для управления по тангажу (поз.1);
руль направления - для управления по курсу (поз.2);
элероны - для управления по крену (поз.3).
Дополнительные шесть управляющих поверхностей расположены
вдоль размаха крыла и являются органами управления (снижения) подъемной
силы:
интерцепторы (поз.4) - используются для совместного с элеронами
управления по крену;
воздушные тормоза (поз.5) - используются для уменьшения скорости снижения
самолета на глиссаде и как гасители подъемной при экстренном снижении;
наземные воздушные тормоза (поз. 6) - используются как гасители подъемной
силы крыла для уменьшения дистанции пробега.
Для балансировки самолета в диапазоне эксплуатационных центровок
стабилизатор выполнен переставным.
Высоко - эффективная механизация состоящая из предкрылков (поз.7) и
однощелевых закрылков (поз. 8) служит для обеспечения требуемых взлетно -
посадочных характеристик.

Рисунок 2 - Як-242. Общий вид
1.2 Основные геометрические характеристики
В результате расчетных и экспериментальных исследований были выбраны
основные параметры самолета Як-242 и получены основные геометрические
характеристики (таблица 1).
Таблица 1- Геометрические характеристики Як-242
|
Наименование
|
Обозначение
|
Размерность
|
Величина
|
|
|
|
|
абсолют.
|
относит.
|
|
Площадь крыла
|
S
|
м2
|
112
|
|
|
Размах крыла теоретический
|
L
|
м
|
36
|
|
|
Размах крыла практический
|
|
|
35,9
|
|
|
Удлинение крыла
|
l
|
|
|
11,571
|
|
Сужение крыла
|
h
|
|
|
3,928
|
|
САХ крыла
|
ba
|
м
|
3,479
|
|
|
Угол стреловидности крыла по четверти хорд
|
c
|
град.
|
26,5
|
|
|
Угол установки крыла
|
|
град.
|
3
|
|
|
Поперечное V крыла
|
|
град.
|
5,9
|
|
|
Площадь предкрылков секц.1
|
Sпр1
|
м2
|
5,077
|
0,045
|
|
Площадь предкрылков секц.2
|
Sпр2
|
м2
|
3,256
|
0,029
|
|
Площадь предкрылков секц.3
|
Sпр3
|
м2
|
2,85
|
0,025
|
|
Площадь предкрылков секц.4
|
Sпр4
|
м2
|
2,259
|
0,02
|
|
Площадь предкрылков секц.5
|
Sпр5
|
м2
|
1,668
|
0,015
|
|
Площадь наземных воздушных тормозов
|
Sнвт
|
м2
|
5,257
|
0,047
|
|
Площадь воздушных тормозов
|
Sвт
|
м2
|
4,4
|
0,039
|
|
Площадь интерцепторов
|
Sин
|
м2
|
4,271
|
0,038
|
|
Площадь элеронов
|
Sэл
|
м2
|
3,075
|
0,027
|
|
Площадь закрылков секц.1
|
Sз1
|
м2
|
10,721
|
0,096
|
|
Площадь закрылков секц.2
|
Sз2
|
м2
|
13,79
|
0,123
|
|
Площадь Г.О. / 2х(EFGH)
|
Sго
|
м2
|
20,824
|
0,186
|
|
Площадь Г.О. / 2х(PFGQ)
|
Sго
|
м2
|
27,343
|
0,244
|
|
Удлинение Г.О./EFGH
|
l
|
|
|
5,601
|
|
Сужение Г.О./EFGH
|
h
|
|
|
2,818
|
|
Угол стреловидности ГО по четверти хорд
|
c
|
град.
|
33
|
|
|
Площадь Р.В.
|
Sрв
|
м2
|
6,294
|
0,302
|
|
Плечо Г.О. / 2х(EFGH)
|
Lго
|
м
|
17,64
|
|
|
Плечо Г.О. / 2х(PFGQ)
|
Lго
|
м
|
17,21
|
|
|
Коэф. стат. момента Г.О. / 2х(EFGH)
|
Aго
|
|
|
0,942
|
|
Коэф. стат. момента Г.О. / 2х(PFGQ)
|
Aго
|
|
|
1,207
|
|
Площадь В.О. / KLMN
|
Sво
|
м2
|
22,471
|
0,201
|
|
Удлинение В.О.
|
l
|
|
|
1,5
|
|
Сужение В.О.
|
h
|
|
|
3,399
|
|
Угол стреловидности ВО по четверти хорд
|
c
|
град.
|
41
|
|
|
Площадь Р.Н.
|
Sрн
|
м2
|
8,204
|
0,365
|
|
Плечо В.О.
|
Lво
|
м
|
16,43
|
|
|
Коэф. статит. момента В.О.
|
Bво
|
|
|
0,092
|
|
Угол отклонения предкрылков секц.1
|
|
град.
|
20/24
|
|
|
Угол отклонения предкрылков секц.2-5
|
|
град.
|
23/28
|
|
|
Угол отклонения элеронов
|
|
град.
|
-25/+25
|
|
|
Угол отклонения закрылков секц.1
|
|
град.
|
18/36
|
|
|
Угол отклонения закрылков секц.2
|
|
град.
|
18/32
|
|
|
Угол отклонения Г.О.
|
|
град.
|
-10/+5
|
|
|
Угол отклонения Р.В.
|
|
град.
|
-30/+25
|
|
|
Угол отклонения Р.Н.
|
|
град.
|
-30/+30
|
|
|
Омываемые площади:
|
|
|
|
|
|
фюзеляжа
|
|
м2
|
345,15
|
|
|
обтекателя крыла
|
|
м2
|
56,17
|
|
|
крыла
|
|
м2
|
209,94
|
|
|
горизонтального оперения
|
|
м2
|
42,94
|
|
|
вертикального оперения
|
|
м2
|
49,14
|
|
|
мотогондол
|
|
м2
|
52,9
|
|
|
пилонов навески двигателей
|
|
м2
|
16,96
|
|
1.3 Назначение и область применения
самолет трехслойный полимерный композиционный
Самолет Як-242 предназначен для перевозки пассажиров на 150 мест
(одноклассная компоновка, шаг кресел 32”), багажа, почты и грузов на ближних и
средних внутренних и международных авиалиниях.
Базовый самолет Як-242- оптимизированный член семейства, на основе
которого создаются другие члены семейства самолетов.
Принципы унификации самолетов семейства Як-242:
- Конструкция планера является базовой.
- Максимально унифицируются системы, и оборудование в части:
структурных схем систем; комплектующих изделий; технологий монтажа, соединений,
креплений и т.п.; методов и средств эксплуатации систем.
Единая система ППО с максимальной унификацией ее компонентов.
Предусмотрены варианты самолета в двух-трехклассной компоновках, а также
туристические варианты. Предусматривается также грузовая модификация
оборудованная большой грузовой дверью (люком) для обеспечения перевозки грузов
на стандартных гибких паллетах размером 88х125 дюймов и в контейнерах LD3-46W.
Предусмотрена возможность модификации и развития самолетов семейства
Як-242, в том числе возможность использования (по желанию заказчика) различного
состава оборудования отечественного и зарубежного производства, двигателей
различных фирм-изготовителей, а также систем информационно-развлекательного
обеспечения пассажиров.
Условия выполнения полетов:
по правилам визуальных полетов (ПВП) и правилам приборных полетов (ППП);
днем и ночью;
в простых и сложных метеоусловиях;
над равнинной, холмистой и горной местностями, над водными
пространствами, безориентирной местностью и районами Арктики;
в пространстве MNPS
Северной Атлантики;
в воздушном пространстве, где действуют требования RNP-1, RNP-4, RNP-5,
RNP-10 RNP-12,6, RNP-20,
RNP-RNAV, B-RNAV, p-RNAV, EGPWS, TCAS-II, RVSM;
без ограничений по географической широте района выполнения полетов, в
обоих полушариях Земли;
без ограничений по разрывам полей МВ-радиосвязи и по разрывам полей
радиотехнических систем ближней навигации.
Самолет должен эксплуатироваться во всех климатических зонах без сезонных
перерывов при:
- наружного воздуха (у земли: минус 55°С … плюс 50°С);
- по высотам: от тропического максимума до арктического минимума по
условиям атмосферы ICAO;
- в условиях обледенения;
- относительной влажности воздуха до 98%.
Работоспособность самолета и его систем должна сохраняться после
пребывания самолета на земле при температуре наружного воздуха -60°С.
2. Анализ применяемых трехслойных панелей из
полимерных композиционных материалов к конструкции планера самолета Як-242
.1 Применение композитов в конструкции планера
В области аэродинамики обоснованным и рациональным является использование
аэродинамической компоновки крыла существенно большего удлинения (λ) по отношению с современными аналогами
со сверхкритическими профилями нового поколения.
Использование большого удлинения крыла стало возможным за счет применения
в его конструкции композиционных материалов, что позволяет в отличие от
металлических конструкций, решить проблемы аэроупругости и потери жесткости для
больших значений удлинения .
.
На рисунке 3 представлены результаты исследований ЦАГИ для потенциальных
возможностей композиционного крыла по отношению к современным аналогам.
Из приведенных результатов следует, что крыло из композиционных
материалов может иметь большее на 1,5-2 единицы удлинение, большее
ΔМ=0,03-0,04 значение крейсерского
числа М полета по отношению к самолетам семейства А-320 и В-737 NG и меньшую
массу.
В соответствии с принятой концепцией крыла большого удлинения из
композиционных материалов в ЦАГИ разработана аэродинамическая компоновка такого
крыла и испытана предварительная аэродинамическая модель самолета (рисунок 4).
Результаты испытаний подтверждают улучшение аэродинамического совершенства
самолета (параметр дальности КМ) на 8-10% и 12-14% по отношению к эксплуатации
самолетами А-320 и В-737 NG при обеспечении увеличения крейсерского числа М на ΔМ=0,03-0,04 соответственно (рисунок
5).
Рисунок 3 - Результаты исследований возможностей композиционного крыла по
отношению к современным аналогам

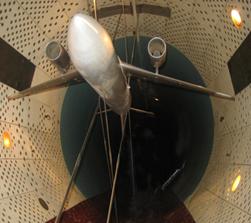
Рисунок 4 - Аэродинамическая модель самолета
Рисунок 5 - Результаты испытаний аэродинамического совершенства самолета
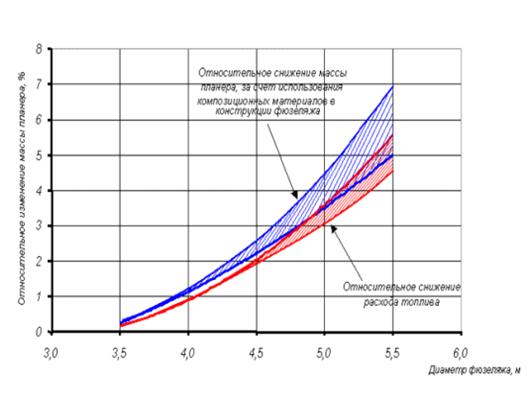
Рисунок 6 - Влияние использования композитов в конструкции фюзеляжа
2.2 Массовое совершенство конструкции планера
Обеспечение снижения массы планера обеспечивается за счет применения
композиционных материалов (до 40% конструкции - рисунок 8) и кроме того за счет
снижения взлетной массы самолета, обусловленное снижением расхода топлива и
опосредованным его уменьшением за счет применения композиционных материалов.
Кроме этого, проведен анализ целесообразности использования композиционных
материалов в конструкции фюзеляжа (рисунок 6) . Из представленных материалов в
силу незначительного улучшения характеристик самолетов (уменьшение расхода
топлива <1%) для рассматриваемого узкофюзеляжного самолета (Dф~4-4,1 м)
определена нецелесообразность применения композиционных материалов в
конструкции фюзеляжа для рассматриваемой размерности самолета.
На рисунке 7 представлены целевые уровни снижения массы снаряженного
самолета Як-242 и его составляющие по отношению к современным зарубежным
аналогам.
Суммарное снижение веса снаряженного самолета равное 9 - 10% определяют
следующие составляющие:
─ 1 - 2% за счет применения новых технологий и материалов при
изготовлении бортового оборудования и систем самолета;
─ 2,5% за счет применения композиционных материалов в силовых
элементах планера и применения активной системы снижения нагрузок;
─ 5,5% - за счет уменьшения размерности самолета в результате
действия «коэффициента роста взлетного веса» при повышении аэродинамических
характеристик, снижении удельного расхода топлива двигателей, и прямого
снижения веса планера, бортового оборудования и самолетных систем.
Снижение массы планера (до величины ~ 27% от взлетного веса)
предполагается за счет:
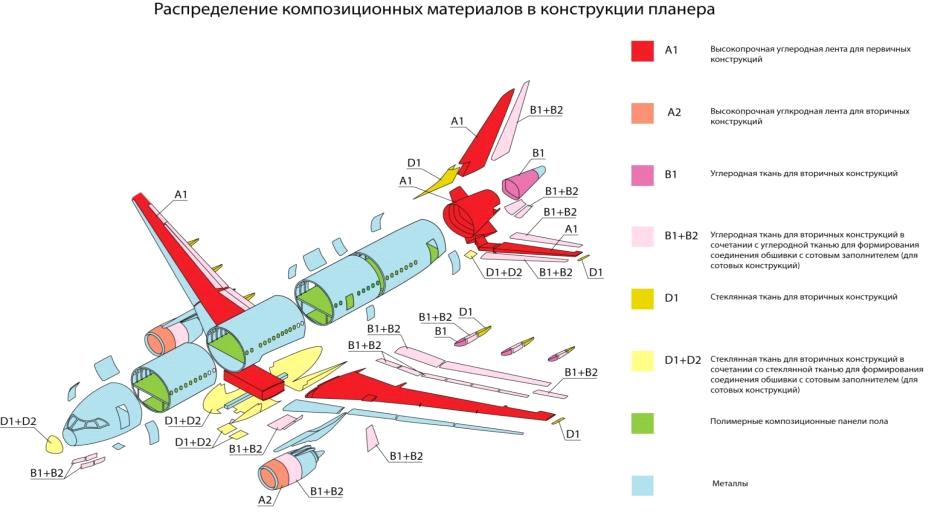
Рисунок 8- Распределение ПКМ в конструкции планера самолета Як-242
При выборе количества применяемых ПКМ, была проведена предварительная
оценка весовой эффективности применения ПКМ в конструкции фюзеляжа. На
основании проведенных проектировочных расчетов на прочность приближенно
оценивался вес обшивки отсеков Ф2, Ф3, Ф4 - в цилиндрической части, при этом
условно считалась обшивка целой, без учета вырезов под окна, двери, люки и
т.п., и соответствующих усилений, которые ухудшают работу конструкции из ПКМ.
Суммарный выигрыш в массе обшивок отсеков Ф2, Ф3 и цилиндрической части отсека
Ф4 равен 76 кг, что составляет ΔGотн.обш. = 5,5% от суммарного веса обшивок для исходной конструкции G = 1390 кг. Масса обшивки со
стрингерами для металлической конструкции составляет около 35% массы фюзеляжа.
Из этого можно сделать вывод, что использование ПКМ в обшивках фюзеляжа
самолета позволит получить выигрыш по массе фюзеляжа приближенно равный ΔGПКМ = 5,5 ∙ 0,35 = 1,93%.
Проведенный анализ показывает, что фюзеляж диаметром 4,5 м не целесообразно
изготавливать из КМ.
В дальнейшем целесообразно провести ряд расчетно-экспериментальных работ
по определению возможности создания анизогридной конструкции секций Ф2 и Ф4
фюзеляжа из ПКМ.
Окончательное решение о доле композиционных материалах, применяемых в
конструкции фюзеляжа, требует большого количества дополнительных
экспериментальных работ и будет принято на стадии эскизного проекта.
2. За счет рационального выбора базового самолета и высокой степени
унификации планера самолетов семейства.
Так как планер Як-242 является базовым, прочность конструкции агрегатов
планера определяется по нагрузкам. Прочность конструкции будет определяться с
учетом знания фактической прочности, определенной по результатам испытаний на
статическую прочность планера, что позволит произвести усиления конструкции с
минимальным увеличением веса.
3. Применение активной системы снижения нагрузок.
Рисунок 7- Снижение веса снаряжаемого самолета Як-242
2.3 Основные общие рекомендации к проектированию
конструкций из ПКМ
- конструкцию необходимо проектировать таким образом, чтобы её было
возможно изготовить реализуемыми и доступными технологиями. Конструктору
необходимо изначально закладывать идеологию изготовления изделия и
проектировать с учетом требований заложенной технологии изготовления,
использовать возможности ПКМ для достижения оптимального соотношения
физико-механические свойства - масса изделия;
при создании конструкций из ПКМ стоимость должна контролироваться как
один из конструктивных параметров;
необходимо стремиться к снижению количества деталей (технологических
разъёмов) и крепежа за счет интегральных конструкций, приводящему к уменьшению
количества технологических операций, снижению веса и концентраторов напряжений
в конструкции;
согласование конструктивно-силовой схемы агрегата со свойствами
применяемых материалов и технологией изготовления. Технологии, которые выбраны
для изготовления наиболее приоритетных агрегатов (например, панели крыла,
лонжероны, нервюры и др.), являются основными, и конструкция других агрегатов
должна проектироваться с учетом использования именно этих технологий;
минимизировать количество уникальных деталей и агрегатов, проектировать
типовые узлы для различных агрегатов;
количество применяемых марок и сортамента материалов должны быть
ограничены;
максимально автоматизировать процессы изготовления ПКМ;
при проектировании учитывать контролепригодность конструкций во время
производства и в процессе эксплуатации. Необходимо избегать создания
неконтролируемых «глухих» зон;
в целях обеспечения ресурса агрегата предусмотреть возможность
коррозионной защиты и молниезащиты изделия;
при проектировании конструкций их ПКМ обеспечить подходы для сборки,
герметизации, эксплуатационного обслуживания.
2.4 Общая классификация ПКМ
Полимерные композиционные
материалы - композиции из связующего и наполнителя, в качестве которого
используют стеклянные, синтетические и хлопчатобумажные ткани, углеродную ленту и ткани, бумагу  .
.
Общая классификация основных ПКМ, применяемых в
конструкциях самолетов, представлена в таблице 2 .
Таблица 2 - Классификация ПКМ
|
Силовые конструкции (сильнонагруженные)
|
Средненагруженные конструкции (сотовые панели, обшивки)
|
Малонагруженные конструкции (интерьер)
|
|
1 Углепластики: материалы на основе высокомодульного или
среднемодульного углеродного волокна и эпоксидного модифицированного
связующего. В качестве наполнителя обычно используют ленты. 2 Гибридные
материалы: материалы на основе высокомодульного или среднемодульного
углеродного волокна, совмещенные с модифицированным эпоксидным связующим.
Углеродные волокна несут силовую нагрузку, а стеклянные волокна выполняют
защитную функцию: эрозионная защита, защита от коррозии, защита от
механических повреждений. В качестве углеродного наполнителя обычно
используют ленты, в качестве стеклянного - ткани.
|
1 Углепластики: материалы на основе углеродного волокна и
эпоксидного модифицированного или термопластичного связующего. В качестве
наполнителя обычно используют ленты, ткани. 2 Гибридные материалы: материалы
на основе углеродного волокна и стеклянного волокна, совмещенные с
модифицированным эпоксидным или термопластичным связующим. Углеродные волокна
несут силовую нагрузку, а стеклянные волокна выполняют защитную функцию:
эрозионная защита, защита от коррозии, защита от механических повреждений. В
качестве наполнителей обычно используют ленты, ткани. 3 Сотовые конструкции:
обшивки из стеклопластиков или гибридных материалов, совмещенные с полимерным
сотовым заполнителем.
|
1 Стеклопластики: материалы на основе стеклянного волокна и
эпоксидного модифицированного, фенольного, термопластичного связующего. В
качестве наполнителя обычно используют ткани. 2 Гибридные материалы:
материалы на основе углеродного, стеклянного и арамидного волокна в различных
сочетаниях, совмещенные с модифицированным эпоксидным, фенольным или
термопластичным связующим. В качестве наполнителей обычно используют ткани. 3
Трехслойные конструкции: обшивки из стеклопластиков или гибридных материалов,
совмещенные с полимерным заполнителем. В качестве полимерного заполнителя
обычно используют сотовый заполнитель или пенопласт (пены на основе
полиуретана)
|
Углепластики - полимерные композиционные материалы,
армированные углеродными волокнами, лентами, тканями.
Стеклотекстолиты (стеклопластики) - композиционные
материалы на основе связующего и наполнителя, в качестве наполнителя в которых
используют стеклянные ткани, волокна, ленты.
Текстолиты - слоистые пластики на основе связующего и
наполнителя, в качестве наполнителя в которых используют хлопчатобумажные
ткани.
Композиционные материалы клеевые - полимерные
композиционные материалы получаемые из клеевых препрегов на основе клеевой
матрицы и армирующих наполнителей различной структуры из стеклянных и
углеродных волокон.
Органиты (органопластики) - полимерные композиционные
материалы на основе полимерных матриц, армированных органическими волокнами в
виде нитей, жгутов, тканей.
Слоистые пластики -
стеклотекстолиты (стеклопластики), текстолиты- применяются для изделий конструкционного, электро-
и радиотехнического назначения.
Текстолиты - в качестве конструкционных,
электроизоляционных и декоративно-отделочных материалов.
Большинство стеклопластиков и текстолитов являются
коррозионно - пассивными и могут работать в контакте с цветными и черными
металлами и сплавами.
Все стеклопластики обладают удовлетворительной
грибостойкостью.
2.5 Материалы, допустимые к применению в
конструкциях самолета Як-242
Выбор материалов определяется назначением детали, местом ее установки на
изделии и условиями эксплуатации.
Основные принципы выбора материалов:
) номенклатура материалов и технологий для проектируемого агрегата должна
быть минимальна;
) для создания рациональных конструкций ПКМ выбрать материал или
необходимую систему материалов, создавая гибридный ПКМ; набрать необходимое
количество слоев; расположить материал таким образом, чтобы максимально
использовать свойства материалов. Применять материалы с лучшим соотношением
свойства/вес;
) не применять одновременно отверждаемые материалы со значительно отличающейся
жесткостью при изгибе;
) использовать детали с близкими коэффициентами теплового расширения;
) выбирать материалы, обладающие низкой стоимостью и малыми затратами на
их переработку. В случае же, когда эффективность агрегата определяется
дополнительной экономией веса - то необходимо применять материалы с высокими
эксплуатационными характеристиками, пусть и более дорогие;
) при выборе материала надо учитывать величину и характер нагружения
конструкции, а также технологию ее изготовления;
) выбор материала для радиопрозрачных деталей осуществляется на основе
физико-механических и радиотехнических характеристик материалов и конструкций;
) выбор сотового заполнителя нужной плотности определяется требованиями к
прочности, так как сотовый заполнитель должен выдержать температуру отверждения
и давление во время склеивания готовых обшивок или одновременного отверждения с
сотовым заполнителем. Геометрические параметры и их соотношение для элементов
конструкции с сотовым заполнителем - толщины обшивок и стенок заполнителя,
высота сотового блока, размер и форма ячеек, габаритные размеры и формы панелей
- выбираются исходя из характера и вида нагружения, условий работы и получения
минимальной массы конструкции;
) для стабилизации режимов технологического процесса и
физико-механических характеристик материалов шире применять предварительно
пропитанные материалы, позволяющие механизировать технологические процессы
намотки и выкладки, с последующим формованием, а также вести пооперационный
контроль технологических процессов. Материалы, используемые в конструкции,
должны быть совместимы друг с другом;
) наружная поверхность изделия непосредственно подвержена воздействию
внешних условий эксплуатации и должна оформляться из наиболее стойких в
климатическом отношении материалов;
) контакт углепластиков с алюминиевыми сплавами является наиболее опасным
с точки зрения электрохимической коррозии. В трехслойных конструкциях уязвимы
алюминиевые соты; в комбинированных и монолитных конструкциях - места контакта
углепластика и алюминиевого сплава и места установки крепежа. Большую опасность
оказывает воздействие воды, которая накапливается за счет адсорбции атмосферной
влаги полимерным композиционным материалом.
Все сборочные единицы из углепластика должны быть облицованы стеклотканью
толщиной не менее 0,25 мм, напрессованной в процессе формования. Детали из
углепластика должны окрашиваться до сборки по поверхностям, не выходящим на
внешний контур изделия. Углепластики по внешнему контуру защищаются системами
ЛКП.
Узлы и детали, содержащие углепластик в контакте с алюминиевыми сплавами,
должны быть доступны для периодического осмотра. В конструкции изделия
необходимо предусмотреть лючки для контроля и проведения профилактических
работ.
2.6 Применение трехслойных сотовых панелей в конструкции
планера
Одним из прогрессивных направлений внедрения ПКМ с целью повышения
эффективности агрегатов летательных аппаратов считается создание трехслойных
сотовых конструкций (рис.8,9).
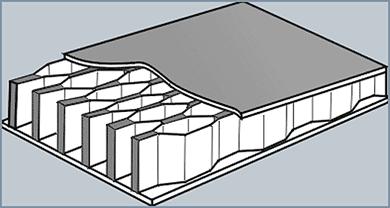
Рисунок 8 - Трехслойная сотовая панель
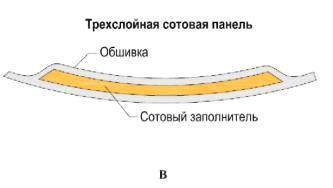
Рисунок 9 -Трехслойная сотовая панель
Эффективность трехслойных сотовых конструкций связана в первую очередь с
их высокой относительной жесткостью и прочностью (таблица 3). Несущие слои,
подкрепляемые заполнителем, воспринимают высокие напряжения сжатия, превышающие
предел упругости материала. Благодаря большой местной и общей жесткости на
изгиб и кручение требуется меньшее количество нервюр, шпангоутов и других
опорных элементов. Большая жесткость таких конструкций обеспечивает сохранение
аэродинамических характеристик. Благодаря равномерному подкреплению несущих
слоев сотовым заполнителем и отсутствию концентраторов напряжений увеличивается
долговечность таких конструкций.
Таблица 3 - Панели с сотовым заполнителем.
Применение высокопрочных сталей, титана и его сплавов, армированных
пластиков и композиционных материалов на основе сверхпрочных непрерывных
волокон в тонкостенных подкрепленных конструкциях, работающих в условиях изгиба
и сжатия, часто бывает неэффективным. Это объясняется тем, что по условию
эксплуатации конструкции из этих материалов должны иметь очень малую толщину.
Но при этом резко снижается момент инерции сечения пластины или оболочки, и
конструкция, особенно при невысоких модулях упругости материала, имеет низкие
критические напряжения потери устойчивости.
Этого недостатка лишены трехслойные панели. Трехслойная конструкция
состоит из двух относительно тонких внешних слоев (называемых несущими) из высокопрочных
материалов, связанных слоем заполнителя, толщина которого значительно больше
толщины несущих слоев. Заполнитель соединяется с несущими слоями путем склейки,
сварки или пайки (рис.10). Клеевая прослойка или припой, расположенный между
заполнителем и несущими пластинами, одновременно выполняет роль соединительного
и демпфирующего элемента, а также служит дополнительной защитой от коррозии.
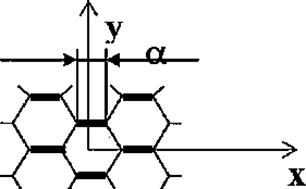
Рисунок 10 - Плоскость склейки элементов ячейки
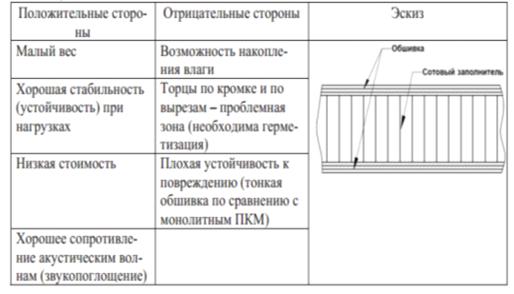
Панели с сотовым заполнителем (таблица 4), обладая высокой устойчивостью,
позволяют применять несущие обшивки очень малой толщины, что очень важно для
снижения массы конструкции. Внешние тонкие листы трехслойных конструкций
воспринимают и равномерно распределяют нагрузку, в то время как заполнители
(табл. ) придают конструкции жесткость, повышенную продольную устойчивость,
легкость, термо-, звуко- и электроизоляционные свойства.
Таблица 4 - Марки сотовых заполнителей и их применение
|
Марка материала
|
Стеклосотопласт ССП-1 ТУ 1-596-395-98
|
Полимеросотопласт ПСП-1 и ПСП-1К
ТУ 1-596-231-01
|
|
Вид материала в состоянии
поставки
|
Сотоблоки. Стеклосотопласт вырезают из со-тоблоков. Высота определяется
требованиями чертежа. Размер стороны ячейки 3,5 и 2,5.
|
Сотоблоки. Полимеросотопласт вырезают из сотоблоков. Высота определяется требованиями чертежа. Размер
стороны ячейки 2,0; 2,5;
|
|
Габаритные размеры блоков
Высота, мм, не менее .Ширина, мм, не менее
Длина, мм, не менее
|
Для ячейки 2,5
|
Для ячейки 3,5
|
250 600 2500
|
|
180 400 400
|
180 500 400
|
|
|
Применение
|
В качестве заполнителя для изготовления многослойных конструкций
планера и в сотовых радио прозрачных обтекателях
|
В качестве легкого заполнителя для изготовления
многослойных конструкций интерьера
(ПСП-1) и планера (ПСП-1К)
|
|
Обозначение в спецификации
|
Пример обозначения: Стеклосотопласт
ССП-1-3,5 ТУ 1-596-395-98 где ССП-1 - обозначение стекло сотопласта;
3,5 - размер грани
ячейки в мм
|
Пример обозначения: ПСП-1-2,5-48 ПСП-1К-2,5-48 ТУ
1-596-231-01 где ПСП-1 и ПСП-1К - марка сотопласта;
2,5 - условный размер
грани ячейки в мм; 48 - плотность, кг/м
|
Существенное отличие физико-механических свойств трехслойных конструкций
от аналогичных свойств традиционных материалов и сплавов обусловило то, что эти
материалы хуже приспособлены к передаче усилий (особенно сосредоточенных) с
одного элемента на другой. В связи с этим при проектировании трехслойных
конструкций одним из основных вопросов является рациональный выбор соединений с
другими элементами.
Таблица 5 - Физико-механические
характеристики сотопласта марки ССП-1
|
Наименование показателя
|
Марка стеклосотопласта
|
|
ССП-1-2,5
|
ССП-1-3,5
|
|
Плотность а, кг/м3
|
90-110
|
70-110
|
|
Размер грани ячейки а, мм
|
2,5
|
3,5
|
|
Предел прочности при сжатии о_1, МПа (без обшивок)
|
3,5
|
3,0
|
|
Предел прочности при растяжении <У1, МПа
|
6,0
|
5,0
|
|
Предел прочности при сдвиге параллельном плоскости склейки
элементов ячеек оц, МПа
|
2,5
|
1,8
|
|
Предел прочности при сдвиге в направлении перпендикулярном
плоскости склейки элементов ячеек с±, МПа
|
2,0
|
1,3
|
|
Модуль упругости при сдвиге в направлении параллельном
плоскости склейки элементов ячеек МПа
|
130,0
|
93,0
|
|
Модуль упругости при сдвиге в направлении перпендикулярном
плоскости склейки элементов ячеек Ех, МПа
|
80,0
|
52,0
|
Общей чертой описанных выше новых материалов, является то, что для них
характерны специфические дефекты, которые образуются в процессе производства и
эксплуатации. Можно утверждать, что разработчики данных материалов и изделий из
них, в частности в российском авиастроении, столкнулись с необходимостью
разрабатывать способы (методы) неразрушающего контроля (НК), которые в
определенной степени не могут считаться традиционными.
3. Анализ применяемых современных дефектоскопов
для импедансного контроля трехслойных панелей из полимерных композиционных
материалов к конструкции планера самолета Як-242
.1 Дефектоскопия как метод неразрушающего
контроля материалов, деталей и узлов авиационных конструкций
Дефектоскопия - поиск дефектов с помощью неразрушающих методов контроля,
который обеспечивает заданный уровень надежности, позволяет добиваться увеличения
долговечности с высокой эффективностью и производительностью.
Средства неразрушающего контроля предназначены для обнаружения дефектов
типа несплошности материала, измерения геометрических параметров деталей,
оценки физико-химических свойств материала. При помощи дефектоскопов получают
информацию в виде световых, звуковых, электрических и других сигналов о
качестве контролируемых деталей, узлов и т.д.
Следует отметить особенности дефектоскопии деталей авиационных
конструкций:
разнообразие материалов тестируемых деталей, как по природе, так и по
свойствам;
сложность наблюдаемых деталей по форме и разнообразие по массе;
необходимость оценки многослойных конструкций;
во многих случаях недостаточные технологичные доступы, что в свою очередь
может вызвать дополнительные демонтажно - монтажные работы;
необходимость подвергать тестированию детали, размещенные в конструкции,
имеющие загрязненную поверхность или покрытые защитными пленками;
необходимость обнаруживать дефекты, возникающие в процессе
эксплуатации по различным причинам: производственным, конструктивным и
др.
Методы дефектоскопии позволяют оценить качество каждой отдельной детали и
осуществить сплошной (100%-ый) контроль, что особенно важно для изделий
авиационной техники, для которых методы выборочного контроля путём испытания
(обычно с разрушением) части партии образцов деталей недостаточны, так как не
позволяют судить о качестве каждой детали из этой партии.
Задачей дефектоскопии авиационных конструкций, наряду с обнаружением
дефектов типа трещин и другие нарушений сплошности, является контроль размеров
отдельных деталей (как правило, при одностороннем доступе), а также обнаружение
негерметичности в заданных зонах. Является одним из методов обеспечения
безопасной эксплуатации летательного аппарата. Объём и выбор вида дефектоскопии
зависят от условий его эксплуатации.
Развитие реактивной авиации, создание высокоресурсных скоростных
летательных аппаратов большой грузоподъёмности, значительно повысило требования
к надёжности авиационных конструкций. Переход на ремонт авиационной техники по
состоянию привели к необходимости применения дефектоскопии также в процессе
эксплуатации. Для этого, уже на стадии проектирования, предусматривается
необходимая контролепригодность авиационных конструкций, позволяющая использовать
методы дефектоскопии в лабораторных и цеховых условиях при изготовлении, а
также в аэродромных условиях при техобслуживании летательных аппаратов для
контроля деталей и узлов (без их разборки или с частичной разборкой) с
максимальной надёжностью и достоверностью при минимальных затратах времени. В
ряде случаев для повышения контролепригодности авиационных конструкций
необходимо предусматривать специальные окна (лючки) или разъёмы, облегчающие
доступ средств контроля к нужным участкам. В некоторых случаях для
своевременного обнаружения развивающихся дефектов датчики дефектоскопов
встраиваются непосредственно в авиационные конструкции.
Методы дефектоскопии основаны на использовании проникающих излучений
(электромагнитных, акустических, радиоактивных), взаимодействия электрических и
магнитных полей с материалами, а также явлений капиллярности, свето - и
цветоконтрастности. В зонах расположения дефектов в материале, вследствие
изменения структурных физических характеристик материала, изменяются условия
его взаимодействия с указанными излучениями, физическими полями, а также с
веществами, наносимыми на поверхность контролируемой детали или вводимыми в её
полость. Регистрируя с помощью соответствующей аппаратуры эти изменения, можно
судить о наличии дефектов, представляющих собой нарушение сплошности материала
или однородности его состава и структуры, определить их координаты и оценить
размеры. С достаточно высокой точностью возможно также измерение толщин стенок
полых деталей и нанесённых на изделия защитных и другие покрытий.
Дефектоскопия - равноправное и неотъемлемое звено технологических
процессов, позволяющее повысить надёжность, долговечность выпускаемой
продукции. Надёжности контроля способствует его автоматизация,
совершенствование методик, а также рациональное сочетание нескольких методов.
Применение дефектоскопии в процессе производства и эксплуатации изделий
даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на
обработку заготовок с внутренними дефектами, экономии металла и др.
3.2 Применяемые современные дефектоскопы для
импедансного контроля трехслойных панелей из полимерных композиционных
материалов к конструкции планера самолета
Анализируя опыт применения отечественных импедансных дефектоскопов
(ИАД-3, АД-40И, АД-42И), применяемых для обнаружения дефектов в металлических
сотовых конструкциях самолетов, становится очевидным, что в связи с наличием в
конструкциях из ПКМ самолета ЯК -242 обшивок с широким диапазоном толщин, а
также отличием чертежных значений толщин от реальных, возникают определенные
трудности при использовании импедансного метода контроля  .
.
Импедансный метод контроля основан на предварительной настройке
дефектоскопа по контрольным образцам той же конструкции, что и контролируемые
зоны из ПКМ. Однако, наличие большого набора толщин материалов привело бы к
необходимости использования большого количества стандартных образцов и, что
самое главное, при наличии отклонений реальных толщин обшивок от чертежных,
могло привести к ошибкам при оценке качества ПКМ (возможна как перебраковка,
так и недобраковка - пропуск дефектов). Вследствие этого, был разработан
впервые в практике контроля авиационных конструкций из ПКМ, и применен принцип
"безэталонной" настройки импедансных дефектоскопов. Для реализации
метода были рекомендованы малогабаритный импедансный дефектоскоп ИД-91М,
который в 1991г., а затем ДАМИ - С в 2002 г., прошли испытания и были включены
в ведомственный реестр средств контроля (рис.11).

Рисунок 11- дефектоскоп ИД-91М
Применение импедансного дефектоскопа нового поколения "ДАМИ-С"
имеет более широкие возможности по дефектоскопии конструкций из ПКМ и
документированию результатов контроля.
Проведенное в процессе ведомственных испытаний сравнение чувствительности
дефектоскопа ДАМИ-С с аналогичными характеристиками акустического дефектоскопа
ИД-91М, который уже несколько лет используется в ГА, показали высокие
технические характеристики ДАМИ-С (таблица 7).
Таблица 7 - Выявляемость дефектов приборами ДАМИ - С и ИД - 91М
|
№ обр.
|
Размеры образцов
|
Материал
|
Площадь дефекта «кв.мм», (размер «мм»)
|
Выявляемость дефектов
|
Тип дефекта
|
|
Общая толщина «Н»мм
|
Расстояни до дефект «Ь»мм
|
|
|
ДАМИ
|
ИД-91М
|
|
|
Монолитные конструкции
|
|
1
|
1,9 1,9
|
1,0 0,2
|
СВМ
|
400 (20х20)
|
+ +
|
+ +
|
расслоение расслоение
|
|
2
|
3,75 3.75
|
2,3 0,5
|
СВМ+ЭЛУР
|
625 (25х25)
|
+ +
|
- +
|
расслоение расслоение
|
|
3
|
4,5
|
2,8
|
СВМ
|
625 (25х25)
|
+
|
-
|
расслоение
|
|
4
|
7,5
|
3,3 2,5 0,5
|
СВМ+ЭЛУР
|
530 (23х23) 530 (23х23) 290 (17х17)
|
+ + +
|
+ + +
|
расслоение расслоение расслоение
|
|
5
|
9,8 = =2+7,8 «лист -лист»
|
2,0
|
Алюмини-евый сплав Д16
|
100 (10х10)
|
+
|
+
|
непроклей
|
|
6
|
4,5 = 1,5+3 «лист-лист»
|
1,5
|
Алюминие-вый сплав
|
225 (15х15)
|
+
|
+
|
непроклей
|
|
Сотовые конструкции
|
|
7
|
42,3 вы-сота сот
|
2,0 обшивка
|
Обшивка -СВМ,соты - ССП, ячейка 2,5мм
|
177 (диаметр 15 мм)
|
+
|
+
|
Отслоение обшивки от сот
|
В результате испытаний установлено, что дефектоскопом ДАМИ-С надежно
выявляются все дефекты в клееных сотовых конструкциях, как из металлов, так и
из ПКМ. В приборе используются, как стандартные преобразователи акустических
импедансных дефектоскопов типа ПАДИ, так и новые малогабаритные, разработанные
специально для данного при- бора (таблица 8).
Таблица 8 - Результаты испытаний дефектоскопа ДАМИ-С с комплектом его
преобразователей на образце из КМ толщиной 10,8мм на предмет выявления дефектов
с различной глубиной залегания
|
№ обр.
|
Глубина залегания дефекта "мм"
|
Типы преобразователей
|
|
|
|
ПАДИ-7С №1006
|
ПАДИ-6А
|
ПАДИ-6А №2001
|
ПАДИ-6М №2001
|
ИПРС-6ЛС
|
ДИФ-2С ДИФ-ЗС №2991
|
|
8
|
2,8
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
3,2
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
5,4
|
***
|
+
|
+
|
***
|
+
|
***
|
***
|
|
7,4
|
***
|
+
|
+
|
***
|
+
|
***
|
***
|
В приборе используется ультразвуковой метод определения положения
преобразователя на поверхности объекта контроля. Благодаря наличию информации о
текущем положении преобразователя, появляются совершенно новые возможности
обработки данных и представления полученных результатов. Так в процессе
построения изображения на экране ДАМИ-С помимо изображения дефектов, отмечается
также и траектория движения преобразователя. Такое изображение повышает объективность
оценки качества проведенного контроля. Размеры, площадь и конфигурация проекции
дефекта соответствуют реальным параметрам дефекта и могут быть измерены.
Изображение может быть сохранено в памяти прибора и передано в компьютер для
дальнейшей обработки, хранения и документирования с помощью специального
программного обеспечения (таблица 9).
Таблица 9 - Сравнительный анализ технических возможностей дефектоскопов
ИД-91М и ДАМИ-С
|
Технические возможности
|
ИД-91М
|
ДАМИ-С
|
|
‘Безэталонная настройка” на объект контроля
|
+
|
+
|
|
Автоматическая настройка на объект контроля
|
-
|
+
|
|
Сигнализация дефекта
|
+
|
+
|
|
Построение “С-зсап" изображений дефекта
|
-
|
+
|
|
Слежение за траекторией движения
преобразователя
|
-
|
+
|
|
Архив настроек
|
-
|
+
|
|
Архив результатов контроля
|
-
|
+
|
|
Связь с РС и документирование
результатов контроля
|
-
|
+
|
Таким образом, дефектоскоп ДАМИ-С предоставляет более широкие возможности
по дефектоскопии конструкций из ПКМ и документированию результатов контроля в
сравнении с другими современными дефектоскопами. Возможность учитывать все
мешающие при импедансном контроле факторы, выбирать оптимальные режимы
настройки, заложены в дефектоскопе "ДАМИ-С ".
В июле 2002 г. ДАМИ - С прошел ведомственные испытания, внесен в
ведомственный реестр (Министерство транспорта РФ, ГСГА, регистрационное
удостоверение № 105-06-2002) и рекомендован для контроля композиционных
агрегатов самолетов.
4. Технология дефектоскопического контроля
трехслойных панелей из полимерных композиционных материалов дефектоскопом ДАМИ
- С импедансным методом
.1 Многофункциональный дефектоскоп ДАМИ-С
Дефектоско́п (лат.
<https://ru.wikipedia.org/wiki/%D0%9B%D0%B0%D1%82%D0%B8%D0%BD%D1%81%D0%BA%D0%B8%D0%B9_%D1%8F%D0%B7%D1%8B%D0%BA>
defectus «недостаток» + др.- греч.
<https://ru.wikipedia.org/wiki/%D0%94%D1%80%D0%B5%D0%B2%D0%BD%D0%B5%D0%B3%D1%80%D0%B5%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D1%8F%D0%B7%D1%8B%D0%BA>
σκοπέω «наблюдаю»)
- устройство для обнаружения дефектов
<https://ru.wikipedia.org/w/index.php?title=%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82_%28%D0%B8%D0%B7%D0%B4%D0%B5%D0%BB%D0%B8%D1%8F%29&action=edit&redlink=1>
в изделиях из различных металлических и неметаллических материалов методами
неразрушающего контроля <https://ru.wikipedia.org/wiki/%D0%9D%D0%B5%D1%80%D0%B0%D0%B7%D1%80%D1%83%D1%88%D0%B0%D1%8E%D1%89%D0%B8%D0%B9_%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C>.
На сегодняшний день дефектоскоп - прибор, который рекомендован для широкого
использования, благодаря надежности и удобству в практическом применении. А
также своей универсальности.
Дефектоскоп
ДАМИ-С (рис.12) является современным цифровым акустическим прибором и
обеспечивает новые возможности импедансного контроля. Предназначен для
обнаружения и построения С - изображений дефектов в композитных материалах и
сотовых структурах. А также выявления коррозии, поверхностных и
подповерхностных дефектов в различных металлоконструкциях и сплавах. Благодаря
своим функциональным возможностям, прибор позволяет автоматизировать процесс
обнаружения дефектов за счет автоматической настройки преобразователя на объект
контроля с учетом плотности и структуры материала, что повышает
производительность контроля. Накопление и сохранение результатов контроля с
целью последующей их перезаписи в компьютерный банк данных и представления в
виде цифрового и бумажного документа.

Рисунок 12 - Дефектоскоп ДАМИ - С
Основные
области применения
- авиационная промышленность.
космическая промышленность.
судостроительная промышленность.
автомобильная промышленность и др.
Тестируемые
материалы и конструкции
- слоистые конструкции из неметаллических материалов (углепластиков,
стеклопластиков, текстолитов);
сотовые структуры с неметаллическими обшивками и сотами из полиамидной
бумаги или других материалов;
сотовые структуры с металлическими обшивками (в том числе
перфорированными) и сотами;
конструкции с различными заполнителями;
слоистые клееные конструкции (2-х, 3-х, 4-х слойные);
грубые сотовые и иные структуры с регулярно меняющимся импедансом поверхности
и (или) переменной толщиной;
Функциональные
особенности
Автоматизированный режим настройки по амплитуде или фазе сигнала с
использованием анализатора спектра упрощает процесс подготовки прибора к
работе.
Для определения положения ПЭП на объекте контроля, компанией разработанно
специализированное координатное устройство "Слайдер" (сканер).
"Слайдер" подключается к дефектоскопу по отдельному каналу,
датчик устанавливается в специальную кассету-держатель. Рабочий сектор
сканирования составляет 300х420мм. Для обработки больших площадей
предусмотрен посекторный режим сканирования, с последующей обработкой
результата контроля.
Координаты, полученные с устройства "Слайдер", используется для
получения "В" и "С" разверток (сканов), которые
запоминаются в архиве прибора и выводятся на печать в составе протоколов
контроля.
Крепления "Слайдера" к поверхности объекта контроля,
выполняется при помощи двух вариантов, в первом случае - это магнитное
крепление и во втором - при помощи механической струбцины (рис.13).

Рисунок 13 - Крепление "Слайдера" к поверхности объекта
контроля
Слежение за траекторией движения преобразователя в процессе тестирования
позволяет объективно оценить качество проведенного контроля.
Одновременная работа с 3 разными настройками позволяет параллельное
тестирование до 3-х слоев.
Архив настроек и результатов контроля находится в энергонезависимой
памяти и рассчитан на 43 настройки на объект контроля и более 270 результатов
контроля.
Документирование результатов контроля. Встроенный интерфейс RS232
позволяет осуществить перенос накопленных данных в компьютер, с последующим
представлением их в виде документа при помощи специальной программы "АРМ
ДЕФЕКТОСКОПИСТА".
Широкий
спектр датчиков <#"804145.files/image022.jpg">
Рисунок
14 - Датчики
Технические
данные
ДАМИ-С
должен иметь условную чувствительность (т.е. выявлять дефекты с заданными
параметрами).
Номинальное
значение амплитуды импульсов возбуждения: 9 ± 1В.
Количество
периодов в пачке импульса возбуждения: регулируемое - от 1 до 8.
Частота следования импульсов возбуждения во всех режимах работы:
Гц (на частотах ниже 5кГц Fим.возб=1/T, где Т - длительность периода
пачки).
Диапазон рабочих частот генератора: от 200Гц до 1,0МГц;
Диапазон регулировки усиления приемника: не менее 50дБ.
Электрическое питание ДАМИ-С осуществляется от сети переменного тока (90 ÷
240)В, (50 ÷
60) Гц и встраиваемых
аккумуляторов номинальным напряжением 7.4 В и емкостью 4.4А×ч.
Мощность, потребляемая от сети переменного тока, не превышает 15 ВА.
Время непрерывной работы ДАМИ-С при питании от сети переменного тока (90 ÷
240)В, (50 ÷
60) Гц не менее 24 часов.
Время автономной непрерывной работы ДАМИ-С отвстроенных аккумуляторов полного
заряда при нормальных климатических условиях(температура окружающей среды
(20±5)°С, относительная влажность (65±15)%, атмосферноедавление (100±4) кРа),
при яркости экрана 50% - не менее 7 часов.
Предел допускаемой погрешности определения координат сканирующего
устройства «Слайдер-М2» (далее по тексту - «Слайдер»): не более ±5 мм.
Время установления рабочего режима: не более 15 минут.
Габаритные размеры ДАМИ-С09: не более 180х110х45 мм.
Масса прибора не более 1,0 кг.
Показатели надежности:
средняя наработка на отказ с учетом технического обслуживания не
менее10000 часов;
среднее время восстановления работоспособности ДАМИ-С09 не более 6-ти
часов;
средний срок службы (исключая преобразователь и аккумулятор) не менее
5-ти лет.
Подготовка к работе, органы управления и индикации
Место размещения ДАМИ-С должно быть защищено от непосредственного
воздействия пыли, влаги, агрессивных сред и должно быть в достаточной степени
освещено искусственными или естественными источниками света.
Напряженность поля внешних радиопомех в месте размещения ДАМИ-С не должна
превышать значений, нарушающих его работоспособность. При высокой напряженности
поля внешних радиопомех должны быть приняты меры по экранированию места
размещения ДАМИС-С, а так же его питающих и соединительных кабелей. При работе
от сети переменного тока, к месту его размещения должно быть подведено
напряжение питающей сети от 90 до 240 В, частотой от 50 до 60Гц.
Если в питающей сети возникают коммутационные помехи, в сеть
электропитания ДАМИ-С необходимо включить сетевой фильтр.
При переносе с мороза в отапливаемое помещение, необходимо перед
включением выдержать в помещении в течение 1 часа. При температуре воздуха ниже
10°С после включения прибор необходимо прогреть в течение не менее 15 минут.
Органы управления и индикаторы расположены на передней панели (рис. 15).
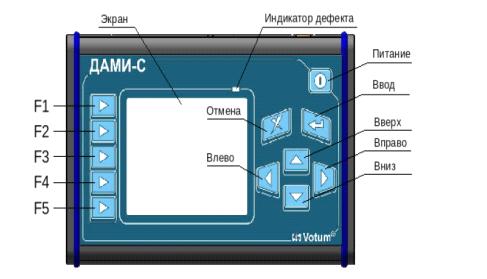
Рисунок 15 - Передняя панель.
На передней панели ДАМИ-С расположены:
TFT экран;
светодиод красного цвета
индикатор срабатывания сигнализации.
панель клавиатуры с клавишами:
Ввод - ;
Влево - ;
Вверх - ;
Вправо - ;
Вниз - ;
Питание - (включение/выключение прибора);
Группа функциональных клавиш (F1, F2, F3, F4, F5) назначение которых
определяется рабочей программой.
Все клавиши имеют свойство автоповтора, т.е. при удержании клавиши в
нажатом состоянии происходит автоматическая генерация сигнала о повторном
нажатии.
На верхней стороне расположены разъемы (рис. 16) :
разъем для подключения преобразователей;
разъем для подключения сканирующего устройства;
разъем для подключения наушников;
USB разъем для связи прибора с компьютером;
разъем сетевого адаптера.

Рисунок 16 - Верхняя сторона ДАМИ-С.
На задней стороне расположена подставка, которая служит для фиксации
прибора в наклонном положении при установке его на плоскую поверхность. В
сложенном виде подставка фиксируется специальной защелкой.
Порядок работы
. Включение ДАМИ-С.
. Нажать кнопку на передней панели в и удерживать в течение 1-йсекунды,
при этом на передней панели загорится красный светодиод. Если при нажатии
кнопки прибор не включается (полностью разряжена аккумуляторная батарея)
необходимо подключить сетевой адаптер и повторно нажать .
3. Через 1-2 секунды на экране появится экран начальной заставки (рис.
17). Прибор готов к работе.
Рисунок 17 - Экран начальной заставки.
. Уровень заряда встроенного аккумулятора отображается в правом верхнем
углу экрана начальной заставки (Рис.9).
5. Заряд встроенного аккумулятора.
Для заряда встроенного аккумулятора необходимо подключить сетевой адаптер
из комплекта ДАМИ-С к электросети, при этом процесс заряда индицируется
“миганием” уровня заряда.
Для полного заряда аккумулятора требуется не более 5 часов, завершение
заряда индицируется прекращением “мигания” уровня. Заряд прибора возможен во
всех режимах работы (без потери функциональности), в том числе и в выключенном
состоянии.
6. Выключение ДАМИ-С.
Для выключения необходимо нажать и удерживать кнопку в течение 1-ой
секунды.
4.2 Проведение контроля акустическим импедансным
методом
Среди методов неразрушающего контроля (НК) деталей из полимерных
композиционных материалов акустические методы по объему применения занимают
первое место. Эти методы основаны на взаимодействии упругих колебаний и волн
широкого диапазона частот с контролируемой деталью или конструкцией  .
.
Принцип
работы - определение отличия полного механического сопротивления - импеданса
<https://ru.wikipedia.org/wiki/%D0%90%D0%BA%D1%83%D1%81%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D0%B8%D0%BC%D0%BF%D0%B5%D0%B4%D0%B0%D0%BD%D1%81>
дефектного участка по сравнению с доброкачественным, для чего контролируемая
поверхность сканируется с помощью двух пьезоэлементов
<https://ru.wikipedia.org/wiki/%D0%9F%D1%8C%D0%B5%D0%B7%D0%BE%D1%8D%D0%BB%D0%B5%D0%BC%D0%B5%D0%BD%D1%82>,
один из которых возбуждает колебания в материале, другой воспринимает
колебания.
В
приборе ДАМИ-С реализован импедансный амплитудно-фазовый метод звукового
контроля в частотном диапазоне 1…40kHz с применением сухого точечного контакта
при одностороннем доступе (рис. 18).

Рисунок 18 - Процесс контроля с помощью дефектоскопа ДАМИ-С
ДАМИ-С обеспечивает обнаружение зоны нарушения соединений между обшивками
и внутренними элементами для следующих конструкций:
сотовых конструкций с неметаллическими обшивками и сотами из полиамидной
бумаги или других материалов;
сотовых конструкций с металлическими обшивками (в том числе
перфорированными) и сотами из алюминиевых или других сплавов;
конструкций с различными заполнителями, в том числе типа ТЗП;
объектов с грубой сотовой структурой, когда трудно выявить разницу между
дефектными и бездефектными участками объекта.
Таблица 10 - Виды дефектов, выявляемых акустическим импедансным методом

Контроль отслоений в сотовых агрегатах самолета
Механизм воздействия влаги на прочностные свойства ПКМ можно проследить
по результатам последовательных проверок сотового клина элерона самолета. На
рисунках показаны последовательно результаты ранее выполненных проверок
акустическим импедансным методом - на наличие воды и отслоения (рис.19,20).
Рисунок 19 - Элерон правый. Контроль отслоений и воды в сотовых
конструкциях

Рисунок 20 - Боковая поверхность элерона с трещиной в месте отслоения
Как видно, на элероне вначале появилась зона с водой, которая в конечном
итоге привела к появлению отслоения площадью ~ 1800 кв. см.
Наличие отслоений в сотовых конструкциях связано, прежде всего, с
попаданием воды внутрь сотового агрегата. Попавшая внутрь сотовых агрегатов
вода снижает прочность клеевых соединений, вызывает разрушение клеевого слоя и
сотового заполнителя, приводит к увеличению массы и изменению центровки
агрегатов, отслоению обшивок от сот, а при замерзании воды - к отрыву обшивки
от сотового заполнителя, или разрушению агрегата в полете.
Конструктивные особенности сотового клина руля направления (РН) самолета
и плохое качество склейки так же может привести к отслоению (рис.21).
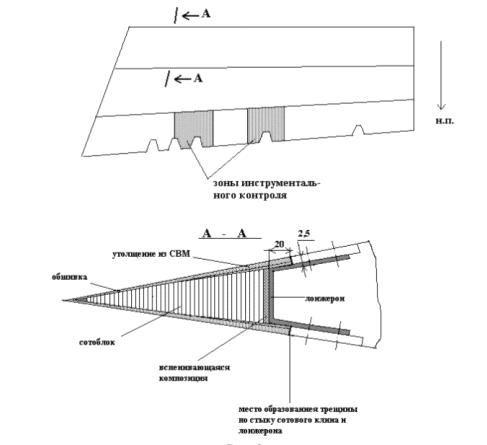
Рисунок 21 - Руль направления. Сотовый клин.
Руководством по технической эксплуатации самолета предусмотрен
периодический акустический импедансный контроль сотовых конструкций самолета на
наличие отслоений обшивки от сот. Контроль осуществляется дефектоскопом ДАМИ-С
с использованием "безэталонной" настройки.
Необходимость введения "безэталонной" настройки обусловлена
применением на самолете предусмотренной конструкцией переменной толщины обшивки
на большинстве сотовых агрегатов. Поскольку принцип действия импедансного
дефектоскопа основан на регистрации изменения механического импеданса обшивки в
месте наличия дефекта - отслоения, расслоения или непроклея, то изменение
толщины обшивки также приводит к такому же изменению механического импеданса,
что и дефект. Поэтому при контроле таких обшивок оператор вынужден
перестраивать режим работы дефектоскопа при контроле участков с различной
толщиной обшивки. Применение при этом специальных контрольных образцов сотовых
конструкций для настройки дефектоскопа практически исключено, поскольку их
общее количество может достигать несколько сот штук. Метод
"безэталонной" настройки позволяет отказаться от контрольных
образцов.
Сущность метода "безэталонной" настройки заключается в
следующем. Оператор выбирает на поверхности агрегата участок, не имеющий явно
выраженных дефектов (вспучивания, вмятины, забоины и др.) и размечает на нем 3
точки на расстоянии 100-150мм друг от друга, не лежащие на одной прямой
(рис.22).
Рисунок 22 - Схема «безэталлонной настройки» дефектоскопа ДАМИ-С
Затем оператор последовательно устанавливает преобразователь дефектоскопа
в выбранные точки и следит за показаниями его стрелочного индикатора (СИД).
Если показания СИД прибора хотя бы в одной из точек настройки отличаются более,
чем на 20µкА, выбирается другая зона настройки.
При отсутствии необходимой информации о расположении и размерах зон
переменной толщины обшивки контролируемого объекта можно произвести разбивку
контролируемой поверхности на отдельные зоны по максимальным и минимальным
толщинам, материалу, размерам ячейки сотового заполнителя и т.д., следующим
образом:
производится настройка дефектоскопа с преобразователем РСП в центре
контролируемой поверхности;
перемещая преобразователь из центра зоны настройки к краям контролируемой
поверхности, следят за показаниями СИД. Если в каком-то из направлений
показания СИД изменяются более, чем на 20µкА (в большую или меньшую сторону),
отмечают точку изменения показаний и производят сканирование по всей ширине
контролируемой зоны в направлении,
параллельном данному с шагом ≥ 20мм;
отмечают точки изменения показаний СИД;
если линия изменения показаний СИД имеет четкие геометрические очертания
(прямая линия, плавный изгиб), можно утверждать, что за ней находится зона,
основные характеристики которой (толщина обшивки, размер ячейки сотоблока,
высота пакета и т.д.) или одна из них, отличаются от исходной.
Для выявления дефектов типа «расслоение» с относительно малой глубиной
залегания (0.15÷1.0 мм) в трехслойных сотовых
конструкциях и обшивках толщиной более 2.5 мм из ПКМ при работе с преобразователем
РСП необходимо установить нижний порог срабатывания автоматического
сигнализатора дефектов (АСД) в диапазоне 0÷50µкА.
Ввиду высокой неоднородности клеёных конструкций из ПКМ, наличия складок,
натеков связующего и ЛКП или повышенной шероховатости поверхности разброс
показаний СИД при настройке и проведении контроля может достигать до 30µкА.
В качестве примера приведены результаты контроля сотовой конструкции
самолета (рис.23,24).

Рисунок 23 - Процесс сканирования

Рисунок 24 - Изображение дефектов (отслоений) на экране дефектоскопа
ДАМИ- С
4.3 Технологическая карта контроля деталей с
помощью дефектоскопа ДАМИ-С
|
№ п/п
|
Содержание операций
|
Инструмент, расх.материал
|
Техника исполнения
|
|
1
|
Подготовка к работе
|
Дефектоскоп ДАМИ-С
|
Проверить укомплектованность дефектоскопа, внешний вид,
исправность кабеля питания.
|
|
2
|
Подготовка и включение дефектоскопа 
|
Дефектоскоп ДАМИ-С
|
Подключить кабель питания в сеть 220 В. Подключить
заземление. Нажать на кнопку «Накал» и через минуту на кнопку «Работа».
Убедиться в изображении линии развёртки на экране дефектоскопа.
|
|
3
|
Настройка дефектоскопа 
|
Дефектоскоп ДАМИ-С
|
Убедиться в исправности УЗ искателя. Прикоснуться пальцем к
контактной поверхности. Убедиться в изменении амплитуды и количества шумовых
импульсов. Приложить искатель на бездефектную область. На экране проверить
наличие концевого сигнала.
|
|
4
|
Контроль правого элерона  
|
Дефектоскоп ДАМИ-С
|
Установить искатель на контролируемую дефектную область
элерона и, плавно перемещая, убедиться в наличии сигнала от дефекта. Провести
контроль. Выключить дефектоскоп, для чего нажать на кнопки «РАБОТА» и
«НАКАЛ». Кнопки должны быть в отжатом положении. Отключить кабель питания от
сети.
|
|
5
|
Уборка рабочего места и заполнение документации
|
Ветошь
|
Выключить дефектоскоп. Отсоединить шнуры питания и датчика.
Уложить все в ящик дефектоскопа.
|
5. Преимущества и недостатки применяемых
дефектоскопов
.1 Преимущества
Акустический контроль не разрушает и не повреждает исследуемый образец,
что является его главным преимуществом. Методы неразрушающего акустического
контроля широко применяют благодаря ряду их преимуществ: волны легко вводятся в
объект контроля, хорошо распространяются как в металлах, так и неметаллах;
эффективны при выявлении дефектов с малым раскрытием; чувствительны к изменению
структуры и физико-механических свойств материалов .
.
Кроме того, можно выделить высокую скорость исследования при низкой
стоимости и опасности для человека (по сравнению с рентгеновской
дефектоскопией) и высокую мобильность дефектоскопа.
Достоинство пьезоэлектрических преобразователей в том, что источник
ультразвука может служить и его приемником, при этом в действие вступает прямой
пьезоэлектрический эффект, когда на гранях пьезокристалл при его деформации
воспринимаемым ультразвуком образует разноименные электрические потенциалы,
которые могут быть зарегистрированы. Длина волны генерируемого ультразвука
зависит от толщины пластинки кристалла, соответствующей в грубом приближении
половине длины генерируемой волны. Для получения ультразвуковых колебаний чаще
всего используют кристалл титаната циркония. Коэффициент полезного действия
пьезоэлемента очень высок и достигает 60-90%.
По сравнению с другими методами акустический контроль имеет следующие
преимущества:
высокую чувствительность и производительность;
возможность контроля при одностороннем доступе.
Поиск дефектов с помощью неразрушающих методов контроля, который
обеспечивает заданный уровень надежности, позволяет добиваться увеличения
долговечности с высокой эффективностью и производительностью.
5.2 Недостатки
Как правило, акустическая дефектоскопия не может дать ответ на вопрос о
реальных размерах дефекта, лишь о его отражательной способности в направлении
приемника. Эти величины коррелируют, но не для всех типов дефектов. Некоторые
дефекты практически невозможно выявить акустическим методом в силу их
характера, формы или расположения в объекте контроля.
Методы дефектоскопии не являются абсолютными, т.к. на результаты контроля
влияет множество случайных факторов. Об отсутствии дефектов в изделии можно
говорить только с той или иной степенью вероятности.
Заключение
Предложенный в работе подход, эффективен для дефектоскопии изделий
непосредственно в ходе технологической цепи их производства, где требуется
оперативная локализация наличия дефектных участков (непроклеев, расслоений,
вызванных механическими воздействиями на панель). Определение основных
характеристик дефектов (размера и глубины залегания) может быть произведено акустическим
методом локации. Необходимость решения указанных задач подобной постановки
возникает как на этапе отработки технологии изготовления изделий, так и
проведении стендовых испытаний конструкций. Близкие по характеру задачи связаны
с обнаружением образовавшихся дефектов и увлажнений композиционных и сотовых
конструкций в процессе эксплуатации авиационной техники.
Предварительная проработка методических аспектов контроля, с учетом
технологических особенностей изготовления изделий, является необходимым атрибутом
успешного использования применяемых средств дефектоскопии.
Актуальной является задача разработки систем встроенного
дефектоскопического контроля труднодоступных и высоконагруженных элементов
конструкции самолетов в полете.
Из изложенного следует, что методы неразрушающего дефектоскопического
контроля деталей и узлов авиационной техники являются существенным фактором
поддержания надежности воздушных судов и обеспечения безопасности полетов.
Однако для повышения эффективности контроля требуется выполнение очевидных
необходимых условий: продолжения исследований в этой сфере, разработки новых
средств контроля.
Новые задачи в области контроля обусловлены также внедрением современных
технологических операций изготовления и ремонта деталей и узлов, влияющих на
эффективность контроля. Вследствие этого, требуется проводить исследования с
целью оценки этого влияния, разработки рекомендаций по замене методов контроля,
внедрению дублирующих методов или изменению точек контроля в технологических
маршрутах изготовления и ремонта деталей, модернизации известных средств и
замена устаревшей аппаратуры.
Список литературы
1 Стандарт
корпорации. «Технологические требования к конструкции при проектировании
семейства самолетов Як-242(МС-21). Конструкции из ПКМ». Введен 15 марта 2013г.
(введен впервые).
Стандарт
инженерного центра. «Полимерные композиционные материалы, применяемые в
конструкции семейства самолетов Як-242(МС-21). Ограничитель. Дата введения в
действие 19 августа 2010г. (введен впервые).
Производственная
инструкция. «Изготовление трехслойных первичных конструкций самолета
Як-242(МС-21). из препрегов на основе связующего М21». Введена в действие 11
ноября 2011г. (введена впервые).
Производственная
инструкция. «Неразрушающий контроль конструкций из ПКМ. Изделие Як-242(МС-21).
Дата введения в действие 23 ноября 2012г. (введена впервые).
Алешин
Н.П., Белый В.Е., Вопилкин А.Х. и др. Методы акустического контроля металлов. -
М.: Машиностроение, 1989. - 465с.
Ермолов
И.Н., Алешин Н.П., Потапов А. И. Неразрушающий контроль. В 5 кн. Кн. 2.
Акустические методы контроля: Практическое пособие. - М.: Высшая школа, 1991 -
283с.