Технологічний процес виготовлення зварної кришки
Зміст
І.
Вступ . Основна частина
.1
Організація робочого місця зварювача
.2
Характеристика зварюваної сталі
.3
Вибір і характеристика зварювальних матеріалів
.4
Підготовка металу під зварювання
.5
Збирання деталей під зварювання
.6
Вибір режимів зварювання
.7
Розрахунки зварних швів на міцність
.7
Дефекти зварювальних швів
.8
Контроль якості зварних з'єднань і швів. Техніка безпеки і пожежна безпека
Список
використаної літератури
І. Вступ
Ззварювання є одним з основних
технологічних процесів в машинобудуванні і будівництві. Важко назвати галузь
народного господарства, де б не застосовувалося зварювання.
Зварювання внесло корені зміни в
технологію виробництва, створила принципово нові конструкції машин.
Застосування зварювання дозволило заощадити близько 20% металу, понизити на 5 -
30% трудомісткість виготовлення конструкцій.
По рівню зварювального виробництва
наша країна займає провідне місце серед промислово розвинутих країн.
Основним видом зварювання є дугове
зварювання. Основоположниками дугового зварювання є російські учені і інженери
- В.В. Петров (1761-1834 р.р.), Н.Н. Бенардос (1842-1905 р.р.) і Н.Г. Славянов
(1854-1897 р.р.).
В 1802 році вперше в світі професор
фізики Санкт-петербурзької медико-хірургічної академії В.В. Петров відкрив
дуговий розряд від побудованого ним надпотужного «стовпа вольта», який
складався з 2100 пар різнорідних пластин - елементів (мідь + цинк), прокладених
паперовими листами, змоченими водним розчином нашатирю. Цей стовп, або батарея,
як назвав її В.В. Петров, був наймогутнішим джерелом електричного струму у той
час. Цим способом він показав можливість використовування електричної дуги для
нагріву і плавлення металів. Відкрита дуга Петрова для зварювання стала
застосовуватися тільки через 80 років. Це зробив Н.Н. Бенардос. В 1881 році він
вперше застосував електричну дугу між вугільним електродом і металом для
зварювання.
Н.Г. Славянов розробив спосіб
дугового зварювання металевим електродом із захистом зварювальної дуги шаром
флюсу.
Але, не дивлячись на винаходи,
зварювання широке застосування отримала тільки після Великої Жовтневої
революції, і наша країна вийшла на передові позиції в зварювальному
виробництві.
В нашій країні вперше в світі були
розроблені такі високопродуктивні види зварювання, як електрошлакове, у вуглекислому
газі, дифузійна та інші.
Видатний внесок в розробку
теоретичних основ зварювання внесли вчені В.П. Вологдін, В.П. Никітін, К.Х.
Хренов, Е.О.Патон, Г.А. Миколаїв, Н.Н. Рикалін, К.В. Любавській, Б.Е. Патон і
ін.
В теперішній час зварюють метали товщиною
від декількох мікронів до декількох метрів. Окрім вуглецевих сталей зварюють
спеціальні сталі, сплави на основі титана, цирконію, молібдену, ніобію та інших
матеріалів, а також різнорідні матеріали. Зварювання стало проводитися в умовах
високих температур, радіації, під водою, в глибокому вакуумі і в умовах
невагомості. Швидкими темпами упроваджуються нові методи зварювання - лазерне,
електронно-променеве, дифузійне, ультразвукове, електромагнітне, вибухове та
інші.
Основним засобом прискорення науково-технічного
прогресу і розвитку виробництва є підвищення продуктивності праці і якості
роботи. В області зварювального виробництва ця задача розв'язується
механізацією і автоматизацією самих зварювальних процесів, тобто перехід від
ручної праці зварника до механізованої і автоматизованої.
ІІ. Основна частина
.1 Організація робочого місця
зварника
Зварювальним постом називається
робоче місце зварника, обладнане всім необхідним для виконання зварювальних
робіт.
Організація зварювальних робіт
залежить від якості підготовки робочого місця зварника.
Перш ніж приступити до роботи
зварник повинен проглянути всю наявну документацію, з якої він може визначити
правильність підготовки виробу під зварювання, режими зварювання, порядок
накладення швів, марки і діаметр електродів, типи джерела живлення. Від якості
підготовки виробу під зварювання залежить не тільки якість зварювальних робіт,
але й продуктивність праці.
Зварювальні пости можуть бути
стаціонарні й пересувні.
Пересувні пости використовують при
зварюванні великих виробів безпосередньо на виробничих ділянках.
Стаціонарні пости - це відкриті
зверху кабіни для зварювання виробів невеликих розмірів. Каркас кабіни висотою
1800-2000мм виготовляють із сталі. Для кращої вентиляції їх не доводять до
підлоги на 200-300мм. В якості матеріалу для стін застосовують тонколистову
сталь, азбестові плити або інші не горючі матеріали. Стіни фарбують в світлі
відтінки вогнестійкою фарбою - цинковими або титановими білилами, жовтим
кроном, які добре поглинають ультрафіолетові випромінювання зварювальної дуги.
Двері кабін закривають брезентовою ширмою. Кабіни повинні освітлюватись денним
і штучним світлом й мати хорошу вентиляцію.
Зварна конструкція, згідно теми
дипломної роботи виготовляється ручним дуговим та газовим зварюванням.
Зварювальний пост для ручного
дугового зварювання (мал.1).
В пост для ручного дугового
зварювання входить:
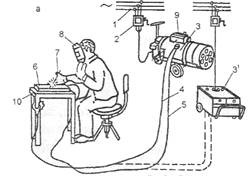
Мал.1
- мережа; 2 - рубільник; 3 -
перетворювач; 4 - заземлення; 5 - зварювальний кабель; 6 - зварювальний метал;
7 - електродоутримувач; 8 - щиток; 9 - клеми; 10 - зварювальний стіл.
Суть ручного дугового зварювання
(мал.) полягає в тому, що зварний шов утворюється за рахунок розплавлення
основного металу й металу стрижня електроду. При цьому зварник вручну виконує
основні технологічні рухи: подачу покритого електроду в зону зварювання по мірі
його розплавлення й переміщення дуги вздовж зварювального шву.

- зварний виріб; 2 - стрижень
електроду; 3 - покриття; 4 - дуга.
Мал.2
Ручне дугове зварювання покритими
електродами простий й універсальний спосіб, виконує з’єднання у різних
просторових положеннях й тяжко доступних місцях. Недоліком ручного дугового
зварювання є мала продуктивність процесу й залежність якості зварювання від
кваліфікації зварника.
При виготовленні зварної кришки
ручним дуговим зварюванням, з легованої сталі 09Г2С в якості джерела живлення
обираємо перетворювач типу ПСО-500 (мал.3).

- корпус; 2 - електродвигун; 3 -
генератор; 4 - статор (магнітні полюси); 5 - ротор (якір); 6 - колектор; 7 -
вугільні щітки.
Мал.3
Перетворювач - це агрегат, який
перетворює механічну енергію в електричну змінного струму, а потім в електричну
постійного струму.
Електродвигун перетворювача
включений в мережу трифазного струму, генератор, виробляє постійний струм.
Зварювання постійним струмом може
виконуватись на прямій і зворотній полярності. При прямій полярності клема (+)
генератора під'єднується до виробу, а клема (-) - до електродотримача. При
зворотній полярності навпаки.
Величини зварювального струму
змінюється регулятором, який розташований на корпусі перетворювача.
Перетворювач ПСО - 500 - складається
з трифазного асинхронного електродвигуна (2) (мал.3) й однопостового зварювального
генератора (3)
постійного
струму, вбудованих в загальний корпус. Для зручності переміщення перетворювач
встановлений на колеса й забезпечений ручкою. На корпусі генератора в коробці
змонтована уся пускорегулююча й контрольна апаратура.
Електрична схема перетворювача
ПСО-500 (мал.4).
Мал.4
Тр - трансформатор стабілізуючий; Г
- ггенератор; ДЗГ - доска зажимів генератору; Д - двигун; ДЗД - доска зажимів
двигуна; ПК - пакетний вимикач; ВС - випрямляч селеновий; Р - реостат ланцюга
збудження; ДПД - доска переключення двигуна; V - вольтметр; К - конденсатор
захисний; Кс - конденсатор стабілізуючий.
Зварювальний генератор - Г - є
чотириполюсним генератором з незалежним збудженням і розмагнічуючою послідовною
обмоткою збудження.
Незалежна і послідовна обмотки
збудження розташована на різних полюсах. Живиться обмотка від мережі змінного
струму через стабілізатор - СТ й випрямляч ВС.
Зварювальний струм регулюють 2
способами:
). секціонуванням послідовної
обмотки;
). зміна струму за допомогою
реостата - Р - в ланцюзі незалежної обмотки. При включенні всієї послідовної
обмотки (перемичка на дошці затисків генератора - ЛЗГ - сполучає клему (+) з
клемою 300) зварювальний струм генератора можна регулювати в межах 125-300 А.
При включенні частини її (перемичка
сполучає клему (+) з клемою 500) струм регулюється в межах 300-600 А. За
величиною струму спостерігають на амперметрі - А - шунт якого -Ш - включений в
ланцюг якоря генератора і змонтований усередині корпусу.
Якір генератора - Г - обертається
від трифазного асинхронного двигуна -Д
Пуск і зупинка двигуна здійснюється
пакетним вимикачем ПК, змонтованим на корпусі перетворювача.
Зовнішні характеристики
перетворювача ПСО-500 (Мал.5)
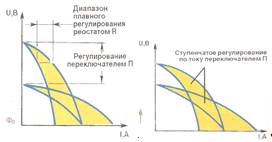
Мал.5
Струм у перетворювача регулюється
двома способами:
за допомогою реостата R - діапазон
плавного регулювання струму;
за допомогою перемикача П - діапазон
ступінчастого регулювання струму.
Технічна характеристика
зварювального перетворювача ПСО - 500.
|
Генератор
|
Електродвигун
|
Перетворювач
|
|
Uроб.=40В
|
Uроб.=220-380В
|
СоsΎ=0,89
|
|
ПВном=65%
|
мощн.=28кВт
|
кпд =0,54
|
|
Ізв=500А
|
Vзв=2900щб/хв
|
вага-540кг
|
|
Ізв= 125-500А
|
рад/сек.=304
|
довжина-1075
|
|
ВВАХ-падаюча
|
|
ширина -650; висота-875
|
Інструменти та приладдя
електрозварника.
Електродотримач - це пристосування
для закріплення електродів і підведення до них струму. Електродотримачі бувають
важільні, пасатижні, защіпні, гвинтові. Для виготовлення зварної каретки
застосовуємо пасатижний електродотримач. Залежно від сили зварювального струму
електродотримачі випускаються трьох типів: - I тип - для Ізв = 125А;
II тип - для Iзв = 125-315А;
III тип - для Iзв = 315-500А.
Щитки й маски виготовляються з
чорної фібри або пластмаси з матовою поверхнею. Маса щитка - 0,48кг, маса маски
- 0,50кг.
Захисне скло (світофільтри)
призначені для захисту очей і шкіри обличчя від проміння дуги, бризок металу і
шлаку. Розмір світлофільтру 52×102 мм.
Світлофільтр вставляється в рамку щитка або маски. Сам світлофільтр захищають
від бризок зовні звичайною шибкою.
Зварювальний кабель служить для
підведення струму від джерела живлення до електродотримача і виробу. Кабель
може бути мідним типу ПРГД або ПРГДО і алюмінієвим типу АПРГДО. Довжина кабелю
2÷3 м. З'єднання
дротів здійснюється муфтами, паянням або мідними наконечниками і болтами.
Перетин мідних дротів складає 5÷2 А/мм2,
при I = 100÷300 А.
Одяг зварника - куртка і брюки з
брезенту. Брюки одягаються поверх взуття для запобігання опіків ніг. В одяг
входять брезентові рукавиці, кирзові черевики, головний убір (підшоломник).
При виконанні дугового зварювання
необхідний наступний інструмент: сталева щітка для зачистки кромок перед
зварюванням і для видалення з поверхні шва залишків шлаку;
молоток-шлаковіддільник для видалення шлакової корки; зубило; набір шаблонів
для перевірки розмірів шва; клеймо; метр; схил; сталева лінійка; косинець;
рисувалка; ящик для зберігання і перенесення інструменту.
Зварювальний пост для газового
зварювання (Мал.6).
Для організації газозварювального
поста необхідні:
кисневий балон (1) з редуктором (2);
ацетиленовий генератор (3) із запобіжним затвором, або ацетиленовий балон (4) з
редуктором (5); гумові рукави (6) (шланги);
Мал.6 зварювальні пальники (7) з
набором наконечників; зварювальний стіл; пристосування для складання; приладдя
та інструмент зварника; протипожежні засоби; відро з водою; система вентиляції;
зварювальні матеріали (8); контейнери для відходів.
Балони - призначені для зберігання і
транспортування газів (мал.7). - довжина корпусу (мм);- товщина стінки (мм);-
зовнішній діаметр (мм)
Кисневий балон - голубого кольору з
чорним написом «Кисень», наповнюють балон до тиску - 150ат., робочий тиск -
15МПа; випробувальний тиск - 22,5МПа; місткість - 40л; маса - 67кг без газу,
розмір - 1390 х 219 х 8мм.
Ацетиленовий балон - білого кольору;
заповнюють пористою масою (деревне вугілля, пемза, інфузорна земля) - це
необхідно для Мал.7 безпечного зберігання ацетилену під тиском. Цю масу
заповнюють ацетоном, який розчиняє ацетилен. Колір балону - білий; напис -
червоний «ацетилен»; місткість - 40л; робочий тиск - 1,6 МПа; випробувальний -
3,0МПа; розмір - 1390 х 219 х 7мм; маса - 52кг без газу.
- промивач; 2 - шланг; 3 -
запобіжний клапан;
- газоутворювач; 5 - кошик; 6 -
кришка; 7 - важиль;
8 - гвинт; 9 - стакан; 10 - трубка;
11 - водяний затвор;
- контрольний кран; 13;14 - штуцера.
Мал.8
Ацетиленовий генератор (Мал.8) - це
апарат, призначений для одержання ацетилену з карбіду кальцію за допомогою
води. Маса порожнього генератору від 20 - до - 570кг; тиск від 0,07 до 0,15МПа,
завантаження карбіду кальцію від 3,5 до 50кг. Ацетиленовий генератор
розташовують не ближче 5м від кисневого балону. Перевозити генератор у
заправленому стані забороняється.
Редуктори (мал.9) - призначені для
пониження тиску газу до робочого та автоматичного підтримання заданого робочого
тиску постійним. Корпус редуктора фарбують у той же колір, що й балон.
Мал.9 а) неробоче положення; б)
робоче положення.
Манометри - призначені для
вимірювання тиску газу, приєднують до камери високого і робочого тиску гайковим
ключем.
Зварювальні пальники (мал.10) -
призначені для змішування горючого газу або парів рідини з киснем і одержання
зварювального полум’я. Кожний пальник має пристрій, що дозволяє регулювати
потужність, склад і форму полум’я.
Мал.10
,16 - кисневий і ацетиленовий
ніпелі; 2 - рукоятка; 3,15 - киснева і ацетиленова трубка; 4 - корпус; 5,14 -
кисневий і ацетиленовий вентилі; 6 - ніпель наконечника; 7 - мундштук; 8 -
мундштук для пропан-бутано-кисневої суміші; 9 - штуцер; 10 - підігрівач; 11 -
трубка горючої суміші; 12 - змішувальна камера; 13 - інжектор; а,б - діаметр
вхідного каналу інжектора і змішувальної камери; в - зазор між інжектором і
змішувальною камерою; г - бокові отвори в штуцері 9 для нагрівання суміші; д -
діаметр отвору мундштука; І - ацетилено-кисневий; ІІ - пропан-бутано-кисневий.
Рукави (шланги) - для підведення
газу до пальника. Виготовляють з вулканізованої гуми з однією або двома
тканинними прокладками. Шланги розраховані для роботи при температурі
навколишнього середовища від +50 до - 350С. Для роботи при нижчих температурах
використовують шланги з морозостійкої гуми, яка витримує до - 650С.
Рукава виготовляють з внутрішнім
діаметром : 6, 9, 12 і 16мм. Довжина рукавів - не більше 20м і не менше 4,5м.
При монтажних роботах допускається довжина - 40м. Кріпляться рукава хомутами,
або м'яким відпаленим дротом.
Існує 3 типи рукавів: І, ІІ, ІІІ.
І - ацетилен, пропан, бутан; робочий
тиск - 0,63МПа; червоного кольору.
ІІ - рідке паливо; робочий тиск -
0,63МПа; жовтого кольору.
ІІІ - кисень; робочий тиск - 2МПа;
синього кольору.
На практиці всі шланги можуть бути
чорного кольору, але обов’язково мати дві кольорові смужки.
Приладдя для газового зварювання.
Зварників забезпечують спецодягом і
захисними окулярами з темним склом (світофільтри): С-3 - при роботі різаками;
С-4 - при зварювальних роботах.
Світлофільтри підбираються залежно
від характеру роботи і потужності газового полум’я.
Інструмент зварника - набір ключів;
молоток; зубило; сталеві щітки; лінійка; кутник; рисувалка та ін.
Відро з водою - для охолодження
пальника.
2.2 Характеристика зварюваної сталі
Для виготовлення зварної кришки
застосовуємо сталь 09Г2С.
Сталь - сплав заліза з вуглецем, в
якому зміст вуглецю не перевищує 2%. Окрім вуглецю сталь містить невелику
кількість Mn, Is, Ni, Cu, S, P.
Сталі за призначенням поділяються на
конструкційні, спеціальні та
інструментальні; за способом
виробництва - на мартенівські, бесемерівські, томасівські; по хімічному складу
- на вуглецеві, леговані.
Вуглецеві сталі поділяються на 3
групи:
А - поставляються по механічним
властивостям;
Б - поставляються по хімічному
складу;
В - поставляються по механічним
властивостям та по хімічному складу.
Вуглецеві сталі за змістом вуглецю
бувають:
низько вуглецеві С=0,22%
середньо вуглецеві С=0,2÷0,45%
- високо вуглецеві С=0,45÷0,7%
Леговані стали, окрім вуглецю, мають
підвищений вміст Mn, Si, Ni, Cu, W, Mo, Cr, V і ін.. Ці елементи додають сталям
особливі властивості. Леговані сталі бувають: - низьколеговані (легуючі
елементи до 2,5%);
середньо леговані (2,5.10%);
високолегованими (понад 10%).
Згідно теми дипломної роботи зварна
кришка виготовляється з сталі 09Г2С. Ця сталь відноситься до низьколегованих,
низьковуглецевих сталей.
Сталь09Г2С - це кремнемарганцева
сталь, вона має особливості в зварюваності. Під зварюваністю розуміють
здатність металів або сплавів утворювати високоякісне зварне з'єднання.
Зварюваність залежить від хімічного складу і %-го вмісту вуглецю. Наявність
сірки приводить до гарячих тріщин. Для запобігання утворення тріщин необхідно
витримувати співвідношення марганцю і сірки в наступній пропорції:

Для сталі 09Г2С містить
Mn=1,3-1,7%, S=0,06%: 
Марганець при змісті 0,3-0,8%
- покращує зварюваність, 1,5-2,5% - сприяє гартуванню і утворенню тріщин. В
сталі 09Г2С Mn=1,3-1,7% тому ця сталь схильна до утворення тріщин.
Кремній до 0,3% зварюваність
не погіршує, але при змісті 0,8-1,5% зварюваність знижується через утворення
тугоплавких оксидів кремнію і рідкотекучості сталі. В сталі 09Г2С Si=0,5-0,8%
тому зварюваність погіршується. Окрім Mn і Si в сталі 09Г2С міститься хром. Він
сприяє утворенню тугоплавких оксидів хрому і гартівних структур. Нікель не
погіршує зварюваність сталі і сприяє подрібненню її зерна і збільшує міцність і
пластичність зварного шва.
Хімічний склад сталі 09Г2С
(%)
|
Сталь
|
З
|
Si
|
Mn
|
Cr
|
Ni
|
Cu
|
|
09Г2С
|
0,12
|
0,5-0,8
|
1,3-1,7
|
0,3
|
0,3
|
0,3
|
Механічні властивості сталі 09Г2С
|
Сталь
|
Sмет. мм
|
Gв кГс/мм2
|
Gт кГс/мм2
|
д5 %
|
бр (кГс/мм2) при t°С
|
|
|
|
|
|
+20
|
-40
|
-70
|
|
09Г2С
|
10
|
48
|
33
|
21
|
6
|
3,5
|
3
|
Технічні властивості сталі 09Г2С
|
Сталь
|
Зварюваль ність
|
Способи Звар - ня
|
Обробка різанням
|
|
|
|
Стан металу
|
Коефіцієнт обробки, К0
|
|
09Г2С
|
Необмежена
|
РДЗ, АДЗ КДЗ
|
Горячекатан. НВ 126-131  в=46
- 50 кГс/мм2 в=46
- 50 кГс/мм2
|
1,7 (твердий спл.) 1,6 (швидкоріжуча сталь)
|
Сталь 09Г2С володіє високою межею
пластичності, а це знижує витрату металу на 15-30%; зниженою схильністю до
механічного старіння; підвищеною хладостійкістю; кращою корозійною стійкістю і
зносостійкістю. Але не дивлячись на це сталь 09Г2С зварюється з обмеженнями по
температурі навколишнього повітря (не менше -5°С), товщині (менше 20 мм) і
жорсткості при правильно вибраному режимі зварювання.
Зварюваністю називається здатність
металу або сплаву утворювати високоякісне зварне з'єднання. Зварюваність сталі
залежить від хімічного складу і від % вмісту вуглецю. Наявність сірки сприяє
утворенню гарячих тріщин. Для запобігання утворення тріщин необхідна додаткова
термообробка.
По зварюваності сталі поділяються на
4 групи:
Добре зварювальні С=0,25%;
Задовільно зварювальні С=0,2.0,35%;
Обмежено зварювальні С=0,35.0,45%;
Погано зварювальні С>0,45%.
Для визначення зварювальності сталі
09Г2С необхідно визначити еквівалентний зміст вуглецю:

 %
%
 %
%
 %
%
 %
%
Висновок. Оскільки сталь 09Г2С
має Секв.=0,3%, то ця сталь відноситься до другої групи зварювальності -
задовільної, оскільки в них міститься С=0,25-0,35%С. Отже після зварювання
необхідне уповільнене охолоджування зони термічного впливу; підігріти виріб до
температури 2000С. Термообробка необхідна для попередження виникнення гарячих
та холодних тріщин.
.3 Вибір і характеристика
зварювальних матеріалів
Згідно теми проекту зварна
кришка виготовляється ручним дуговим та газовим зварюванням. В якості
зварювальних матеріалів для ручного дугового зварювання застосовуємо штучний
електрод; для газового зварювання - присаджувальний дріт, ацетилен та кисень.
Електрод для ручного дугового
зварювання - це металевий стрижень з нанесеним на нього покриттям. В якості
металевого стриженя застосовують зварювальний дріт по ГОСТ 2246-60. Електроди,
згідно ГОСТу, класифікуються:
для зварювання вуглецевих і
низколегованих сталей;
для зварювання легованих
сталей;
для зварювання легованих
теплостійких сталей;
для зварюваня високолегованих
сталей;
для наплавлення.
По товщині покриття залежно
від Dел./dст бувають:
з тонким Dел./dст≥
1,20;
з середнім 1,20≥
Dел./dст ≤1,45;
з товстим 1,45≥
Dел./dст≤1,80;
з особливо товстим Dел./dст
>1,80.
По виду покриття бувають:
кислі, рутилові, целюлозні, основні, змішані,та інші. До складу дроту повинні
увійти ті легуючі елементи, що входять в основний метал.
Кришка виготовляється з сталі
09Г2С, до складу якої входить С, Mn, Si, то і дріт повинен складатися з таких
же елементів.
Зварювальний дріт.
Зварювальний дріт поставляється
по ГОСТ2246-74 різного діаметру і хімічного складу. Дріт виготовляється
холоднотягнутим та поставляється у вигляді мотків різної ваги. Вага котушок від
5 до 80 кг.
Існує 6 марок дроту з
вуглецевої сталі, 30 марок з легованої сталі, 41 марка з високолегованої сталі.
Марку дроту обирають, залежно від хімічного складу сталі, з якої виготовляється
вузол. Хімічний склад дроту робить великий вплив на якість зварного з'єднання.
Згідно теми дипломної роботи зварна кришка виготовляється зі сталі 09Г2С. До
складу цієї сталі входять вуглець, марганець, кремній, тому до складу дроту
також повинні війти ці елементи, так як в процесі зварювання вони вигорають та
випаровуються. Дріт св08Г2С містить С=0,08%, Mn до 2%, Si до 1%.
Хімічний склад дроту св08Г2С
(%)
|
Марка
|
С
|
Mn
|
Si
|
Cr
|
Ni
|
S
|
P
|
Призначення
|
|
св08Г2С
|
0,005-0,11
|
1,8-2,1
|
0,7-0,95
|
≥0,2
|
≥0,3
|
≥0,025
|
≥0,03
|
Для зварки в СО2
|
Для газового зварювання зварної
кришки застосовуємо дріт марки св08Г2С, Ø2 мм.
Кожний моток або бухту дроту забезпечують металевою биркою, на якій вказано
найменування заводу-виробника, умовне позначення дроту, № партії, клеймо
технічного контролю. Кожна партія дроту супроводжується сертифікатом, що
містить її основні технічні дані.
Зварювальний дріт св.08Г2С
розшифровується наступним чином:
св - означає, що дріт зварювальний;
- показує середній вміст вуглецю в
сотих частках (С=0,08%);
Г - вміст марганцю до 2%.
С - вміст кремнію до 1%.
Зберігати й транспортувати дріт
необхідно так, щоб він не покривався ржою, не забруднювався та не
переплутувався. Для запобігання дроту від іржі його іноді обміднюють. Перед
вживанням дріт повинен бути протравлений 20% розчином сірчаної кислоти з
подальшою нейтралізацією в лузі та просушуванні.
Зварювальні електроди.
Зварювальний електрод - це металевий
дріт з нанесеним покриттям. Марка дроту обирається в залежності від марки
основного металу. Марка і тип електроду підбирається залежно від хімічного
складу і марки основного металу. Електроди повинні забезпечувати:
Легке запалювання та стійке горіння
дуги;
Одержання металу шва необхідного
хімічного складу;
Високі технологічні та механічні
властивості;
Рівномірне плавлення стрижня й
покриття;
Якісне формування шва.
В покриття входить: крохмаль,
целюлоза, мармур, кварцовий пісок, польовий шпат, феросплави, рідке скло.
Покриття необхідне для захисту рідкої ванни від кисню та азоту повітря.
Для зварювання кришки застосовуємо
електрод марки УОНІ 13/45 , типу Э50А.
Механічні властивості електродів
типу Э50А
|
Тип електроду
|
Механічні властивості металу шва
|
Механічні властивості зварного з'єднання
|
|
Тимчасовий опір розриву т
-107Па
|
Відносне подовжені 85, %
|
Ударна в'язкість в
-05Дж/м2
|
Тимчасовий опір розриву в
-107Па
|
Кут загину град. град
|
|
Э50А
|
50
|
20
|
13
|
50
|
1500
|
На кресленнях електроди позначаються
таким чином:
Э50А - УОНІ 13/45 -3, 0 - ЛС2
Е432(5) К 10
Э50А - тип електроду;
УОНІ 13/45 - марка електроду;
,0 - діаметр електроду;
Л - легована сталь;
С - з середнім покриттям; 2 - друга
група за змістом S і Р;
Е432(5) - група індексів, що вказує
на характеристику наплавленого металу і металу шва; К - кисле покриття; 1 - в
усіх просторових положеннях;
- постійний струм зворотної
полярності.
Для газового зварювання крім дроту
застосовують гази - кисень та ацетилен.
Кисень - це прозорий газ без запаху,
кольору і смаку. Висока температура полум’я досягається за рахунок спалювання
ацетилену в кисні. Масла і жири при дотику з киснем призводить до само
загорання або вибуху. Тому треба уникати забруднень кисневих балонів маслами.
Ацетилен - при згоранні у кисні дає
найбільшу температуру полум’я 3050-31500С. С2Н2 - газ без кольору з різким
неприємним запахом, вибухонебезпечний.
Газ зберігають у балонах під тиском
6-7 МПа. Колір балону - білий, а напис - червона. Використовують вуглекислоту
до тиску в балоні не менше 0,4МПа.
Висновок. Для виготовлення зварної
кришки, що складається з стаканів, ребер, кришки зі сталі 09Г2С для ручного
дугового зварювання застосовуємо електроди типу Э50А з кислим покриттям, марки
УОНІ 13/45, для газового зварювання - дріт марки св.. 08Г2С оскільки хімічний
склад цих матеріалів дає наплавлений метал шва подібний до основного металу
виробу.
.4 Підготовка металу до зварювання
Підготовка деталей до зварювання
полягає в очищанні, випрямлянні, розмічанні, різанні й складанні..
Кромки та прилеглу зону (шириною
20-30мм) очищують від іржі, фарби, окалини, масла та інших забруднень до
металевого блиску щітками, полум’ям, протравлюють, знежирюють.
Правку здійснюють місцевою
деформацією в холодному стані. Найчастішими видами деформації листової сталі є
хвилястість, випученість, угнутість, заламані кромки, серповидність в площині
листа. Для правки листів товщиною 0,5÷50 мм
широко використовують багато валкові машини. Листи товщиною до 0,5мм правлять
на пресах. Для виготовлення кришки, яка складається з стаканів, ребер, кришки,
деталі правляться в холодному стані, ручним способом.
Розмічання - це перенесення розмірів
деталі у натуральну величину з креслення на метал. Розмічання може бути
індивідуальним й за наметочними шаблонами. При розмічанні користуються
універсальним інструментом: рулеткою, лінійкою,косинцем, рисувалкою або
шаблонами. При розмічанні заготівок враховується укорочення їх в процесі
зварювання. Тому передбачається припуск з розрахунку 1мм на кожний поперечний
стик і 0,1÷0,2 мм
на 1м подовжнього шва.
Зварна кришка складається з
наступних деталей:
Поз.1. стінка; лист 25; 1035 ×
680 × R315 мм; 1шт.;
Поз.2 . стінка; лист 25; 715
× R235 × R373× 138 мм; 2шт.;
Поз.3. стінка; лист 25; 355
× 138 мм; 2шт.;
Поз.4. стакан;  260
× 190
× 35 мм; 1шт.;
260
× 190
× 35 мм; 1шт.;
Поз.5. стакан; 300
× 95
× 35 мм; 1шт.;
Поз.6. кришка; лист 25; 750
× 395 × R197,5 мм; 1шт.;
Поз.7. втулка; круг; 60
× 35
мм; 2шт.;
Поз.8. ребро; лист 20; 135 ×
15 × 35 × 20 мм; 1шт.;
Поз.9. ребро; лист 10; 75 ×
75 × 45 × 10 мм; 1шт.;
Поз.10. ребро; лист 10; 65 ×
10 × 75 × 10 мм; 5шт.;
Поз.11. ребро; лист 10; 45
× 45 × 15 × 10 мм; 5шт.;
Поз.14. фланець; лист 25; 1131 ×
800 ×R400 мм; 1шт.;
Поз.15. стакан; S = 15 мм ; 200 ×
280
×15 мм; 1шт.;
Поз.16; 17. фланець; S = 25 мм; 140
× 65 × 25 мм; по 1шт.
Згідно теми дипломного проекту
зварна конструкція, яка виготовляється на першому етапі складається з деталей,
які зображені на (мал. 11 - 16 ):
Поз.4; стакан; 260
× 190
× 120 мм; S = 35мм; (Мал.11);
Поз.5; стакан; 300
× 230
× 95 мм; S = 35мм; (Мал.12);
Поз.6; кришка; лист 25; 750×395
× 25мм; (Мал.13 );
Поз.9; ребро; лист 10; 75×75
× 45 × 10мм; (Мал.14 );
Поз.10; ребро; лист 10; 65×
75 × 10мм; (Мал.15 );
Поз.11; ребро; лист 10; 45×
45 ×10×10мм; (Мал.16 );
Після розмічання проводять різання
металу. Різання металу виконують двома способами: термічне й механічне.
Механічне різання проводять на ножицях, відрізних верстатах, в штампах, на
пресах.
Термічне - киснево-ацетиленовим
різаком, або гасорізом.
Для виготовлення кришки застосовуємо
механічне різання.
Очищення металу після різання
застосовують для видалення з поверхні металу окалини, забруднень, змащувальних
матеріалів, іржі, заусенців і т. п.. Очищення буває механічне і хімічне.
Механічне очищення - це металевими
щітками, іглофрезами, шліф. кругами і стрічками. Для очищення кришки
застосовуємо очищення сталевими щітками й шліфувальним кругом.
Кут розчищення кромок залежить від
способу зварювання, хімічного складу й товщини металу, він необхідний для
повного провару кореня шва. Метал товщиною понад 8мм зварюють із розчищенням
кромок. Залежно від товщини металу, шви виконують одношаровими, багатошаровими
або багато прохідними. Великий кут розчищення кромок (80-900) більш зручний для
зварника, зменшує небезпеку не провару кореня шва, але збільшує об’єм наплавленого
металу, зменшує продуктивність і збільшує деформації виробу. Нормальним
вважається кут розчищення кромок 600. Його збільшують до 650 для тонких листів
і зменшують до 550 для листів товщиною понад 15мм.
Розчищення кромок з яких складається
кришка виконується на деталях (стакани)поз.4 й поз.5, так як вони мають товщину
металу 35мм. Механічним шляхом, з цих деталей знімається з однієї сторони фаска
під кутом 450. Деталі з’єднуються в тавр й приварюються кутовими швами з
катетом 5 - 7 мм.
Після розчищення кромок деталі
зачищають, механічним способом, від окалини та стружки.
Від правильної підготовки та
збирання деталей під зварювання залежить якість, надійність конструкції,
зовнішній вигляд зварного з'єднання.
.5 Збирання деталей під зварювання
Якість збирання деталей під
зварювання залежить від ряду умов. Для зменшення часу збирання і підвищення її
точності застосовуємо різні пристосування. В якості пристосування при збиранні
кришки використовуємо магнітний стенд.
Під зварювання деталі складають за
такими способи:
повне збирання виробу з всіх що
входять в неї деталей з подальшим обварюванням;
почергове приєднання деталей до вже
звареної частини виробу;
попереднє збирання вузлів з яких
складається виріб, з подальшим збиранням й зварюванням виробу із зібраних
вузлів.
Зварна кришка виготовляється трьома
зварниками в три етапи
Для збирання зварної кришки
застосовуємо третій спосіб - попереднє збирання вузлів з яких складається
виріб, з подальшим збиранням й зварюванням виробу із зібраних вузлів.
Точність, продуктивність та
економічність виготовлення зварної конструкції залежить від правильності вибору
базових поверхонь для складання зварних конструкцій. За базову приймають
поверхню з найбільшими розмірами. Базовою поверхнею при виготовлені кришки
виступає лист 25 (кришка) поз.6 - перший вузол та лист 25 (стінка) поз.1 -
другий вузол.
І етап - це збирання першого вузла -
2 стаканів (поз.4;5), 11 ребер (поз.9;10;11) до кришки (поз.6).
операція. На магнітний стенд
встановлюємо лист 25 (поз.6) 750 х 395 х R197,5 ×
25 мм. На лист, почергово, згідно креслень
встановлюються стакани поз.4;5. З початку згідно креслень виставляється стакан
з більшими розмірами поз.5. Застосування збирального пристрою не потрібно, так
як товщина стінок стаканів 35мм, вага деталі 21,40 кг, тому при виконанні
прихваток конструкція не дасть зміщення кромок. Виконуємо прихватки в 3 місцях
по діагоналі круга з довжиною 10мм. Прихватки необхідні, щоб не допустити
зміщення й деформації деталей під час зварювання.
Зварювальні прихватки - це короткі
шви з поперечним перетином до 1/3 поперечного перетину шва. Довжина прихваток
10÷100 мм, залежно
від товщини металу і довжини шва. Прихватки виконують тими ж електродами, що і
зварювання виробу. Перед обварюванням прихватки зачищаються.
Стакани приєднуються до листа - в
тавр (Т6 -  7мм), обварюються
по замкнутому колу, кільцевими, кутовими швами з поперечними коливальними
рухами електроду напівмісяцем з низу до гори - це необхідно щоб не допустити
підріз на верхній кромці й наплив на нижню кромку, так як шви кутові. Кут
нахилу електрода 450 від вісі шва. Аналогічно збирається й приварюється стакан
поз.4.
7мм), обварюються
по замкнутому колу, кільцевими, кутовими швами з поперечними коливальними
рухами електроду напівмісяцем з низу до гори - це необхідно щоб не допустити
підріз на верхній кромці й наплив на нижню кромку, так як шви кутові. Кут
нахилу електрода 450 від вісі шва. Аналогічно збирається й приварюється стакан
поз.4.
Після виконання збирання стаканів,
прихватки зачищають металевою щіткою, конструкція обварюється кільцевими швами
в аналогічній послідовності, як і при збиранні.
операція. На конструкцію, між
стаканами, згідно креслень, виставляють ребро поз.9, яке фіксує й укріплює вже
приварені стакани поз.4;5. Ребро встановлюється в тавр (Т3) до кришки,
фіксується гвинтовою струбциною, прихвачується по діагоналі з однієї та іншої
сторони на кришці, й по одній
операція. Почергово, згідно
креслень, приєднуються 5 ребер поз.11 до стакану поз.5. С початку згідно
креслень на кришку виставляється в тавр (Т3) ребро, яке розташовано на проти
ребра поз.9. Це необхідно, для рівномірного нагріву метала, щоб не призвело до
перегріву та деформації конструкції. Ребро фіксується гвинтовою струбциною,
прихвачується по діагоналі з однієї та іншої сторони на кришці, й одна при
хватка на стакані.
Почергово, по діагоналі стакану
встановлюють в тавр (Т3) наступні 4 ребра у шаховому порядку (спочатку - ліве
верхнє, праве - нижнє, потім праве - верхнє, ліве - нижнє). Це необхідно, для
рівномірного нагріву метала, щоб не призвело до перегріву та деформації
конструкції. Ребра почергово фіксуються гвинтовою струбциною, прихвачуються по
діагоналі з однієї та іншої сторони на кришці, й одна при хватка на стакані.
Після збирання 5 ребер, знімаються
гвинтові струбцини, прихватки зачищаються металевою щіткою, перевіряється
якість й точність збирання з використанням шаблонів, штангенциркуля, лінійки,
кутика. Після чого зібрані ребра обварюється кутовими швами, з катетом 5мм, в
нижньому та вертикальному положеннях, по не замкнутому контуру. Після
обварювання шви зачищаються від шлаку.
операція. Аналогічно 3 операції
збираються 5 ребер поз.10 до стакану поз.4.
Зібраний зварний вузол зображений на
мал.17.
2.6 Розрахунки режимів зварювання
Під режимами зварювання розуміють
сукупність різних факторів, параметрів зварювального процесу, які забезпечують
стійке горіння дуги і одержання швів заданих розмірів, форми та якості.
Режими ручного дугового зварювання.
Параметри бувають: основні і
додаткові.
До основних параметрів відносяться:
dел - діаметр електроду, мм;
Iзв - зварювальний струм (А);
Uд - напруга на дузі (В);
Vзв - швидкість зварки (м/год.);
рід і полярність струму.
До додаткових параметрів відносяться
тип і марка електроду, склад і товщина покриття електроду, положення електроду
і положення виробу при зварюванні.
Основні режими ручного дугового
зварювання.
Діаметр електроду вибирають залежно
від товщини металу, катета шва, положення шва в просторі.
Для виготовлення зварної кришки
товщиною (10;25;35 мм) в середньому 30 мм застосовуємо електроди діаметром 4-5
мм. Чим менше діаметр електроду, тим більше густина струму в електроді і більше
глибина провару. Чим менше діаметр електроду, тим менше ширина шва за рахунок
зменшення катодної і анодної плям.
Обираємо діаметр електроду Dел =
4мм, тому що шви кільцеві, кутові, виконуються в різних просторових положеннях.
Сила струму залежить від діаметра
електроду, від довжини його робочої частини, складу покриття і положення
зварювання. Чим більше струм, тим більше продуктивність, тобто більша кількість
металу, що наплавляється. Але, при надмірному струмі електрод перегрівається
вище за допустиму межу, що знижує якість шва і збільшує розбризкування. При малому
струмі дуга нестійка, часто обривається, в шві може бути не провар. Величину
струму можна визначити по формулі:
=k ·dел;
де: dел - діаметр електроду, мм;-
коефіцієнт, залежний від марки і складу електроду: k
= 35÷60 А/мм.зв = 40 · 4 = 160 А/мм
Більш точніша формула розрахунку
струму:зв = (20 + 6 · dел) · dел;
Ізв = (20 + 6 · 4) ·4 = 176 А
Зварювання швів у вертикальному,
горизонтальному й стельовому положенні виконують на знижених струмах на 10÷20%.
Напруга на дузі майже не робить
впливу на глибину провару, але впливає на ширину шва. При збільшенні напруги
ширина шва збільшується, при зниженні - зменшується. При РДЗ напруга
зменшується трохи, від 18 до 22 В - що не робить впливу на ширину шва. Згідно
типу вибраного джерела живлення межа регулювання напруги - Uд = 24 - 40В.
Швидкість зварювання : при малих
швидкостях ручного дугового зварювання, що становлять 1÷1,5
м/год.,
глибина провару виходить мінімальною. Підвищення швидкості зварювання знижує
глибину провару і ширину шва. Теоретично швидкість зварювання визначається по
формулі:
 м/год.
м/год.
зв = 2500/176 = 1,42 м/год.
Допоміжні параметри:
Рід і полярність струму. При
одній і тій же величині струму найбільша величина глибини провару при
зварюванні на постійному струмі зворотної полярності. При зварюванні на прямій
полярності глибина провару менше на 40÷50%, а
при зварюванні змінним струмом - менше на 15÷20%, ніж
при зварюванні постійним струмом зворотної полярності.
Для виготовлення зварної
кришки застосовуємо перетворювач, тому зварювання виконується на постійному
струмі зворотної полярності.
Довжина дуги. В процесі
зварювання підтримують певну довжину дуги, яка залежить від марки і діаметра
електроду. Довжина дуги визначається по формулі:
 мм
мм
д = (0,5÷1,1) · 4
= 2,0÷4,4 мм
Довжина дуги впливає на
якість шва і його геометричну форму. При довгій дузі метал шва окислюється і
розбризкується.
Рухи електродом. На
формування шва робить вплив коливальні рухи електродом. При виготовленні кришки
застосовуємо поперечно-коливальні рухи у вигляді на півмісяцем з низу до гори.
Ширина валику шва визначається по формулі:
 мм
мм
С = (2…3) · 4 = 8÷12
мм
Нахил електроду в просторі.
Зварювання вузлів зварної кришки здійснюємо кільцевими, кутовими, стиковими
швами в нижньому та вертикальному положенні і з нахилом електроду під кутом 450
від вісі шва.
Спосіб заповнення швів по
довжині і перетину. За способом заповнення швів по перетину розрізняють
одношарові шви, багатопрохідні, багатошарові. Для виготовлення кришки
застосовуємо багатошарові шви, так як кут розкриття кромок складає 450 .
Всі параметри режимів ручного
дугового зварювання зводимо в таблицю:
|
S, мм
|
dел, мм
|
Iзв, А
|
Uд, В
|
Vзв, м/год.
|
αд, мм
|
С, мм
|
Кут нахилу
|
|
30
|
4;
|
160-176
|
24-40
|
1,42
|
2,0...5,5
|
8...15
|
45°
|
Режими газового зварювання.
До режимів газового зварювання
відноситься:
.Потужність полум’я - П (л/год);
.Діаметр присаджувального дроту -
Dел. (мм);
.Марка присаджувального дроту;
.Маса присаджувального дроту - (г);
.Номер наконечника пальника;
.Тиск Ро2; Рс2н2 - (мПа);
.Витрати О2; С2Н2 - (дм3/год);
.Швидкість витікання горючої суміші
- V (м/год);
.Кут нахилу пальника і
присаджувального дроту;
.Склад полум'я;
.Спосіб зварювання;
.Коливальні рухи;
.Кут розкриття кромок; зазор;
притуплення;
.Площа наплавленого металу - (мм2);
.Кількість проходів;
.Потужність полум'я залежить від:
властивостей металу та його товщини. Потужність полум'я -П (л/год)- пропорційна
товщині металу:
П = К .S ;
Де К - коефіцієнт пропорційності, що
визначає витрати ацетилену в л/год, на 1мм товщини металу. Для легованої сталі
S = 30мм, К = 12.- товщина металу, мм;
П = 12 ×
30 = 360 л/год
В залежності від способу зварювання
потужність полум'я визначають по формулі:
Лівий: П = ( 10 - 12 )S (л/год);
Правий П = ( 12 - 15 )S (л/год);
П = ( 12 - 15 )30= 360÷450
(л/год);
Для легованої сталі S = 30мм
обираємо правий спосіб зварювання. Потужність полум'я визначається витратами
горючого газу в л/год, й регулюється номером наконечника пальника.
Потужність підбирається з рахунку :
Для S < 6мм - 60 дм3/год на 1мм
товщини металу;
Для S > 6мм - 30 дм3/год на 1мм
товщини металу.
Потужність полум'я впливає на :
глибину провару, (мм); ширину,(мм) шва; посилення шва (мм).
Чим більша потужність, тим більше виділиться
тепла, тим більша глибина провару, вища продуктивність з-за зростання швидкості
розплавлення основного і присаджувального матеріалу.
.Для заповнення зазору між кромками
зварювальних деталей і отримання валика шва необхідної ширини, використовують
присаджувальний дріт.
Марка присаджувального дроту
обирається так як і електрод при РДЗ в залежності від марки основного металу.
Так, як основний метал марки 09Г2С, обираємо дріт марки Св08Г2С.
Діаметр присаджувального дроту
обирають в залежності від:мет.(мм); способу зварювання (лівий, правий);
розташування шва у просторі.
Діаметр присаджувального дроту
визначають по формулі:
Лівий Dпр. = S/2 + 1 , (мм);
Правий Dпр. = S/2, (мм); (або по
таблиці ).
Зварювання кришка виконується правим
способом, томупр. = 30/2 = 15 (мм);
Для газового зварювання
присаджувальний дріт більше 8мм не обирається.
Залежність діаметра присаджувального
прудка від Sмет.
|
S(мм)
|
1…2
|
2…3
|
3…5
|
5…10
|
10…15
|
>15
|
|
d (мм)
|
-
|
2
|
3…4
|
3…5
|
4…6
|
6…8
|
Обираємо присаджувальний дріт
діаметром Dпр.др. = 8мм.
Для визначення маси дроту (г), що
витрачається на зварювання 1м шва застосовують формулу:
= K . S2 , (г);
де К - коефіцієнт пропорційності.
при S = 12мм, присаджувального дроту
необхідно := 12 . 302 = 10800, (г).
Тиск газу встановлюють в залежності
від Sмет.(мм); № наконечника пальника.
Тиск газів переміщує рідкий метал до
задньої стінки ванни і утворює луску шва.
При великому тиску О2 - полум'я стає
« жорстким», і видуває розплавлений метал з ванни.
«М'яке» полум'я - схильне до
зворотних ударів і хлопків. При зварюванні виставляють тиск в залежності від
товщини металу по манометру редуктора:
РС2Н2 = 0,003 - 1 (мПа),
РО2 = 0,25 - 0,5 (мПа).
. Витрати О2 ; С2 Н2, (л/год)
залежить від: товщини металу; № наконечника пальника; тиску; діаметра мундштука.
Обираємо наконечник №8 - витрати складають: ацетилену - 2500-4500; кисню -
3000- 5600 л/год.
. Швидкість витікання горючої суміші
повинна дорівнювати швидкості горіння. Якщо швидкість витікання більша за
швидкість горіння, то полум'я відривається від пальника і гасне. Якщо швидкість
витікання суміші менша за швидкість горіння, то суміш загорається в середині
наконечника. Швидкість зварювання повинна бути не менше 32 м/год для металу S
< 20мм.
Швидкість витікання суміші з
мундштука також залежить від № наконечника, S металу.
Чим більший № наконечника, тим
більша швидкість витікання суміші.
Для наконечників: №8 -V = 110 - 170
, (м/с);(таблиця довідника).
. Швидкість нагрівання металу
залежить від кута нахилу мундштука й присаджувального дроту. Величина кута
залежить від товщини металу.
Чим більша товщина металу, тим
більший кут нахилу пальника, тим більша глибина проплавлення металу.
Залежність кута нахилу від товщини
металу
|
S (мм)
|
<1
|
1…3
|
3…5
|
5…7
|
7…10
|
10…15
|
>15
|
|
Кут(град)
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
При зварюванні кришки товщиною 30мм
кут нахилу складає 800 відносно вісі шва.
Спочатку для кращого прогрівання
металу кут нахилу встановлюють більший, а потім в міру нагрівання зменшують в
залежності від товщини металу.
Зварна конструкція виготовляється з
легованої сталі, тому для зварювання обираємо нормальне полум’я.
Зварна кришка має товщину метала
30мм, тому зварювання виконуємо правим способом.
Правий спосіб зварювання
використовують при зварюванні металу S > 5мм, кращий захист ванни від кисню
й азоту повітря. Якість шва краща. Правий спосіб економічніше, продуктивніше на
20 - 25 %, витрати газів на 15 - 20 % менші ніж при лівому способі.
Під час зварювання необхідно
виконувати поперечні і повздовжні рухи кінцем мундштука.
Поперечний рух потрібний для
рівномірного прогріву основного й присаджувального матеріалу, та одержання шва
необхідної ширини.
Присаджувальним дротом також
виконують коливальні рухи, але в напрямку, протилежному рухові пальника.
Зварювання виконується на відстанні
2 - 6 мм, від ядра полум'я, а кінець присадки не виймають з рідкої ванни, а
особливо з зони полум'я, щоб не окислювався метал шва.
Інші показники зварювання такі, як
підготовка металу до зварювання, кут розкриття кромок, зазор, притуплення,
ширина шва, розташування шва у просторі, площа поперечного перерізу шва,
кількість проходів розраховуються аналогічно, як і для ручного дугового
зварювання.
2.7 Розрахунок зварних швів на
міцність
При проектуванні зварної
конструкції, міцність їх визначається на підставі розрахунків, які зводяться до
визначення напруг, що виникають в елементах виробу при навантаженні. Існують
два методи розрахунків:
По допускаючим напругам.
По передільному стану.
По напругах, що допускаються, умови
міцності мають вигляд:


де  - напруга в
небезпечному перетині
- напруга в
небезпечному перетині
 - напруга, що допускається
- напруга, що допускається

де n - коефіцієнт запасу
міцності;
 - межа текучості сталі.
- межа текучості сталі.
Для сталі 09Г2С напруга, що
допускається, складає:
 (довідник)
(довідник)

тоді:
n=
Спосіб розрахунку по
напругах, що допускаються, простий, визначення і --n- проводиться спрощено, без
точного урахування умов роботи. Більш точний розрахунок, що враховує умови
роботи, однорідність металу дає розрахунок по граничному стану. При розрахунку
умова міцності має вигляд:

Де: N - розрахункове зусилля,
Н- площа поперечного перетину, м2- розрахунковий опір матеріалу, Н/м2-
коефіцієнт умов роботи.
Для зварювання кільцевих швів
із сталі 09Г2С при всіх способах контролю
 (довідник)
(довідник)
Максимальне зусилля N для
кутових швів визначається по формулі:
Де: к - товщина металу, мм к
= 30мм = 0,03м- довжина шва, м
 - розрахунковий опір, Н/м2 Rс=24×107
н/м2
- розрахунковий опір, Н/м2 Rс=24×107
н/м2
Довжина шва при зварюванні
деталей І етапу :=(  ×260) +
(π × 300) + (75+75+45) + (65 +75 +10)×5 +(45
+ 45 +10)×5
= 3203,4мм = 3м 203мм
×260) +
(π × 300) + (75+75+45) + (65 +75 +10)×5 +(45
+ 45 +10)×5
= 3203,4мм = 3м 203мм
N=24×107×0,03×3,203
=
2306×104
Н
Висновок. Зварне з'єднання,
що складаються з стаканів, кришки та ребер повинно витримувати зусилля в
з'єднаннях N= 2306 ·104 Н, при подальшому збільшенні навантаження конструкція
руйнуватиметься.
.8 Дефекти зварних швів
Дефект - це невідповідність
продукції вимогам, установленим нормативною документацією.
При виготовленні зварної
кришки можливі наступні види дефектів: тріщини, пори, не провари, не
сплавлення, шлакові і окисні включення в металі шва, усадкові раковини, свищі,
підрізи, зсуви кромок.
Тріщини гарячі, що
утворюються в процесі зварювання, і холодні, після охолодження. Тріщини
виникають при порушенні технології на виготовлення зварного виробу. Тріщини
недопустимі тому що при експлуатації виробу вони можуть розвиватися і приводити
до руйнування виробу.
Усадкова раковина (утяжина)
зварного шва спостерігається рідко, через великий об'єм рідкого металу.
Раковини бувають поверхневі і усередині зварного шва. Виникають вони у випадках
місцевого засмічення металу зварювальної ванни легкоплавкими речовинами на
основі сірки, фосфору з виділенням при цьому газів. Раковини недопустимі.
Свищ шва - конусоподібна
крупна пора, що виходить на поверхню шва. Утворюється в результаті рясного
виділення газів у момент затвердіння металу шва.
Пори утворюються через вологі
електроди. Вони виникають через гази, які не встигають вирватися назовні до
моменту затвердіння металу шва, що виділяються.
Непровар спостерігається між
проходами і шарами шва, якщо подальші вали або шари виконуються по шару
попереднього металу не видаливши шлак.
Шлакові або неметалічні
включення зварного шва залежать від металургії зварки і є оксидами що не
встигли до моменту затвердіння металу шва піднятися в зварювальний шлак.
Виникають через великі швидкості зварювання.
Металеві включення - це
частинки вольфраму, що потрапляють в шов при зварці вольфрамовим електродом на
великих струмах.
Бризки електродного металу -
це налипання на поверхні навколошовного металу, електродного металу через
великий струм і велику довжину дуги.
Підрізи при зварюванні
покритими електродами утворюються при неправильних рухах електроду. Підріз
посилюється при збільшенні струму. Небезпечний дефект, що приводить до
руйнування конструкції.
Зсув зварювальних кромок
відбувається при неправильному збиранні конструкції.
Дефекти виправляють під
варом, механічним розкриттям дефекту з подальшою заваркою місця дефекту. Для
визначення довжини тріщини метал зачищають, шліфують і труять 20%-ним розчином
азотної кислоти. Якщо дефект не справимий, то його піддають вирубці уподовж і
по глибині, з подальшою заваркою цього місця. Мікро - тріщини знаходять за
допомогою лупи (збільшенням в 50 разів). Підрізи допустимі без виправлення
глибиною не більше 1 мм при товщині металу понад 10 мм Підрізи виправляють
наплавленням валу по всій довжині шва. Пори діаметром більше 2 мм вирубують і
заварюють. Не провар допускається до 5% на 1 см2 перетину шва.
.8 Контроль якості зварних
з'єднань і швів
Якість зварювання визначає
надійність і довговічність зварних конструкцій. Не завжди в процесі зварки
забезпечується висока якість зварювальних швів. Сучасна зварювальна техніка має
різні методи контролю. Найпростіший і звичайний метод контролю - це зовнішній
огляд. Цим способом перевіряють заготівки деталей, збірку їх під зварку і
готові зварні шви.
Мета зовнішнього огляду
заготівок - знайти вм'ятини, заусенці, заходи, бруд, масло, іржу, окалину на
поверхні зварюваних кромок. При контролі заготівок деталей під зварку
перевіряють правильність виконання геометричних розмірів оброблення під зварку
(притуплення, оброблення, кут скосу кромок).
Мета зовнішнього огляду
готового зварного з'єднання - виявити зовнішні дефекти (непровари, напливи,
підрізи, пори, тріщини). Зовнішнім оглядом перевіряють всі шви, незалежно від
того, який спосіб контролю буде вибраний.
Існують гідравлічні
випробування, випробування газами, Вакуумне, рентгенівське, просвічуванням
гамма-променями, магнітографи, ультразвуковий метод.
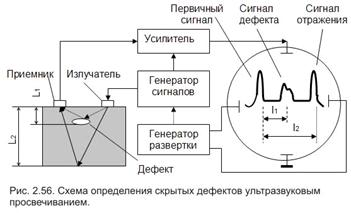
Для виявлення дефектів
зварних швів при виготовленні кришки
застосовуємо ультразвуковий
контроль.
Ультразвукові хвилі це упругі
коливання матеріального середовища, частота яких лежить за межами чутливості в
діапазонах от 20 кгц (хвилі низької частоти) до 500 Мгц (хвилі високої
частоти). Ультразвукові коливання бувають продольні й повздовжні . Для
визначення дефектів в зварювальних швах застосовують повздовжні хвилі,
направлені під кутом до поверхні зварювальних деталей. Ультразвукові хвилі
проникають в матеріальне середовище на велику глибину, приломляючись й
відображуючись при попаданні на межу двох матеріалів з різною звуковою
проникливістю.
Для виявлення мілких дефектів в
зварних швах слід використовувати короткохвильові ультразвукові коливання, так
як хвилі, довжина яких більше розміру дефекту, може не виявити його.
ІІІ. Техніка безпеки
Техніка безпеки - це розділ охорони
праці, є системою організаційних і технічних заходів і засобів, що запобігають
діям на працюючих небезпечних чинників.
Основні законодавства по охороні
праці робітників-зварників:
. Закон забороняє використовувати
працю дітей і підлітків не досягли 18 літнього віку.
. До зварювальних робіт допускаються
особи не молодше 18 років, що пройшли спеціальне навчання, посвідчення, що
мають, на право виробництва робіт і що отримали другу кваліфікаційну групу по
ТБ.
. Жінкам забороняється виконувати
зварювальні роботи.
. При виконанні зварювальних робіт в
умовах підвищеної небезпеки поразки електричним струмом, зварювачі, окрім спец.
одяг, повинні забезпечуватися діелектричними рукавичками, галошами і килимками.
. Під час вступу на роботу зварювачі
повинні пройти медичний огляд, а потім в процесі роботи в установленому порядку
проходити періодичні медогляди.
Під час вступу на роботу і в процесі
роботи зварювачі повинні прослуховувати інструктаж по ТБ. Метою інструктажа по
ТБ є повідомлення знань, необхідних для правильного і безпечного ведення робіт.
Інструктаж буває:
ввідний;
первинний;
періодичний;
позаплановий.
На кожному підприємстві діють
спеціальні правила ТБ, затверджені ЦК профспілки робітників.
Рухи будь-якого транспорту і людей
регулюється дорожніми знаками і сигнальними пристроями.
Захист від поразки електричним
струмом. При виконанні зварювальних робіт можливо поразка електричним струмом.
Електричний струм проходячи через тіло людини викликає електротравми. Струм
силою 0,1А, незалежно від його роду, є смертельно небезпечним. Тяжкість поразки
електрострумом залежить від величини струму і напруги, від шляху проходження в
організмі людини, тривалості дії.
Небезпечним напруга може бути при
поганій опірності організму людини при проходженні струму. Щоб уникнути поразки
електричним струмом необхідно дотримувати наступні правила:
не торкатися голіруч до
токопровідних частин зварювального устаткування;
заземляти корпуси джерел живлення
зварювального устаткування;
всі електричні дроти повинні бути
надійно ізольований і захищений від механічних пошкоджень;
при зварці усередині судин необхідно
під ноги підкладати гумовий килимок, а роботи виконувати з підручним;
напруга сіті для освітлення не
повинна бути більше 12В;
в судинах без вентиляції дозволяється
працювати не більше 30 хвилин з перервами на відпочинок робітника на свіжому
повітрі;
ремонтувати електроустаткуванню
повинні кваліфіковані робітники;
при виявленні пошкодження
електричного ланцюга необхідно припинити роботу, вимкнути рубильник і повідомити
майстра;
після закінчення роботи вимкнути
загальний рубильник.
При поразці електричним струмом
необхідно звільнити потерпілого від дії струму і негайно зробити штучне
дихання, а також викликати лікаря.
Захист від шкідливого впливу газів і
пилу. При високій температурі зварювальної дуги випаровуються метали і інші
речовини і їх пари, з'єднуючись з киснем повітря утворюють пил у вигляді
оксидів. Особливо шкідливі пари оксидів цинку, свинцю, калія, мідь і ін.. Так
само при зварці відбувається виділення чадного газу. Чадний газ в 1,5 рази
важче за повітря, він скоплюється в приміщеннях.
Для видалення шкідливих газів і пилу
застосовують загальну і місцеву вентиляцію. При отруєнні необхідно винести
потерпілого на свіже повітря, звільнити від одягу і викликати лікаря. При
зупинці дихання слід застосувати искуственне дихання.
Захист від опіків промінням
електричної дуги. Електрична дуга випромінює велику кількість невидимих оком
ультрафіолетового і інфрачервоного проміння, яке робить шкідливий вплив на зір і
шкіру людини. Шкіра зварювача захищається робочим одягом, зір - щитками або
масками із спеціальними темно-синіми стеклами-світлофільтрами.
Захист від опіків розплавленим
металом. В процесі зварки утворюється велика кількість бризок розплавленого
металу, які можуть заподіяти опіки. Щоб уникнути цього, зварювач повинен бути
одягнений в брезентовий одяг і працює в брезентових рукавицях і головному
уборі. При опіках необхідно накласти пов'язку, змочену розчином харчової соди.
Протипожежні заходи. Пожежа може
виникнути від запалювання що знаходяться по близу місць зварки горючих
матеріалів, а так само унаслідок несправності електричних дротів. Для
попередження пожеж необхідно дотримувати наступні протипожежні заходи:
не берегти біля місця зварки
легкозаймисті або вогненебезпечні матеріали;
дерев'яні настили захищати листами
заліза або азбесту;
стежити за справністю вогнегасників,
ящиків з піском і лопатами, бочок з водою і відрами, пожежних рукавів;
після зварки вимкнути всі електричні
установки.
Для гасіння нафти, гасу, бензину і
електричних дротів, що горять, не можна застосовувати воду, необхідно
застосовувати пісок, вуглекислотні або сухі вогнегасники.
Список використаної літератури
зварювальний кришка сталь шов
М.
Б. Цукерман " Джерела живлення зварювальної дуги й електрошлакового
процесу" Москва "Вища школа" 1973 р.
В.
П. Фоминых, А. П. Яковлєв " Ручне дугове зварювання " Москва
"Вища школа" 1981г.
Л.
П. Шебеко " Устаткування і технологія автоматичного і напівавтоматичного
зварювання " Москва " Вища школа " 1970 р.
А.
Г. Рахштадт, В. А. Брострем, довідник металіста том 2 Москва
"Машинобудування" 1976 р.
І.В.
Гуменюк, підручник «Технологія електродугового зварювання», Київ «Грамота» 2006
І.В.
Гуменюк, підручник «Обладнання і технологія газозварювальних робіт», Київ
«Грамота» 2005
М.Г.Чумак,»Матеріали
та технологія машинобудування», Київ «Либідь» 2000