Технология сборки и сварки каркасов для растяжки баннера
Содержание
Введение
. Основная
часть
.1 Анализ
конструкции
.2
Организация рабочего места
.3 Выбор
материала конструкции и сварочных материалов
.4 Выбор
оборудования и инструментов
.5
Технологическая схема изготовления конструкции
.6 Подготовка
металла к сварке, сборка конструкции
.7 Режим
сварки конструкции
.8 Техника
сварки конструкции
.9 Деформации
и напряжения при сварке
.10 Контроль
качества сварных соединений конструкции
.11Технологическая
карта изготовления конструкции
. Техника
безопасности при изготовлении конструкции
Заключение
Список
литературы
Введение
Сварка - это один из ведущих технологических процессов обработки
металлов. Большие преимущества сварки обеспечили её широкое применение в
народном хозяйстве. С помощью сварки осуществляется производство судов, турбин,
котлов, самолётов, мостов, реакторов и других необходимых конструкций. Сваркой
называется технологический процесс получения неразъёмных соединений посредством
установления межатомных связей между свариваемыми частями при их местном или
общем нагреве, или пластическом деформировании, или совместным действием того и
другого. Сварное соединение металлов характеризует непрерывность структур. Для
получения сварного соединения нужно осуществить межмолекулярное сцепление между
свариваемыми деталями, которое приводит к установлению атомарной связи в
пограничном слое. Если зачищенные поверхности двух соединяемых металлических
деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть
общее электронное облако, взаимодействующее с ионизированными атомами обоих
металлических поверхностей, то получаем прочное сварное соединение. На этом
принципе основана холодная сварка пластичных металлов. В 1802 г. русский ученый
В. В. Петров открыл явление электрического дугового разряда и указал на
возможность использования его для расплавления металлов. Своим открытием Петров
положил начало развитию новых отраслей технических знаний и науки, получивших в
дальнейшем практическое применение в электродуговом освещении, а затем при
электрическом нагреве, плавке и сварке металлов. Электродуговая сварка
Источником теплоты является электрическая дуга, возникающая между торцом
электрода и свариваемым изделием при протекании сварочного тока в результате
замыкания внешней цепи электросварочного аппарата. Сопротивление электрической
дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая
часть тепловой энергии электрического тока выделяется именно в плазму
электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму
(электрическую дугу) от распада. Выделяющееся тепло (в том числе за счёт
теплового излучения из плазмы) нагревает торец электрода и оплавляет
свариваемые поверхности, что приводит к образованию сварочной ванны - объёма
жидкого металла. В процессе остывания и кристаллизации сварочной ванны
образуется сварное соединение.
Основными разновидностями электродуговой сварки являются: ручная дуговая
сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка
под флюсом, электрошлаковая сварка.
1. Основная часть
1.1 Анализ конструкции

Рис 1
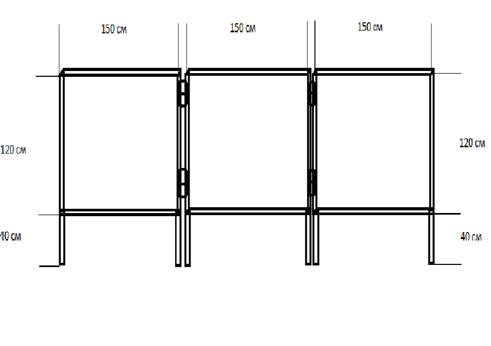
Рис 2
По оценкам профессионалов, даже если рекламная компания уделяет 1%
бюджета на изготовление баннеров, то качественное их создание способно
определить его эффективность примерно на 99%. Главное предназначение баннеров
заключается в привлечении внимания. Предельно обобщая, можно сказать, что
баннер является рекламным рисунком. Хотя его функциональные ценности (которые
зависят от целей) выходят за границы обычного определения.
Остановим своё внимание на предназначении баннеров:
привлечение внимания потенциального клиента;
проявление интереса, другими словами он заинтересовывает клиента своими
рекламируемыми услугами и товарами;
пробуждение клиента к действию, либо другим словом к приобретению услуг,
товара на данном сайте. Это является последней целью во время перевода с
баннера. Именно данная задача должна ложиться не на сайт, а на различные
информационные содержания баннеров.
Марка
нержавеющей стали ГОСТ Сплав 10Х17Н13М2Т
<#"795865.files/image003.gif">
Рис 3
Рабочим местом называется закрепленный за рабочими или бригадой рабочих
участков производственной площади, которая оснащена оборудованием и
инструментом в соответствии с требованиями технологического процесса, в данном
случае сварки, а также требованиями техники безопасности.
При сварке крупных деталей сварщик работает непосредственно у изделия или
на нем. В этом случае рабочее место ограждается переносными щитами или ширмами,
а инструмент и электроды находятся в сумке или в ящике. Для выполнения
сварочных работ внутри конструкций, например при изготовлении котлов, емкостей,
судов и т.д., рабочее место должно быть оборудовано резиновым ковриком, кошмой
или деревянным полом и иметь приточную и вытяжную вентиляцию. При сварке внутри
замкнутых сосудов или в местах с плохой вентиляцией сварщики применяют часто
маски и щитки с подачей в зону дыхания чистого воздуха. При сварке на морозе к
щитку подается воздух, подогретый до температуры 20 - 25° С. Сварка
металлоконструкций при монтаже на открытом воздухе требует, чтобы рабочее место
было защищено от атмосферного воздействия (солнце, ветер, снег), ухудшающего
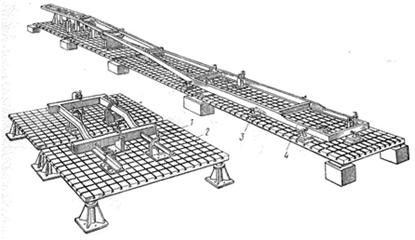
условия работы сварщика. Сборочные стенды представляют собой конструкции с
базовой поверхностью, на которой производится сборка и сварка изделий. При
ручной сварке часто применяют универсальные сборочно - сварочные плиты с пазами
для различных крепежных устройств или универсальное приспособление для сварки
рамных конструкций (рис. 5) содержит ряд плит 2 с пазами, в которые в
зависимости от конфигурации свариваемого изделия 4 крепятся различные упоры 3,
фиксаторы и зажимы 1.
Рис. 4. Стеллаж для сборки и сварки
Такие стенды снабжают набором универсально - наладочных приспособлений,
которые могут фиксироваться в различных сочетаниях в Т - образных пазах базовых
плит. Для сборки и сварки аналогичных конструкций могут также применяться
специализированные стенды для определенных изделий. Они снабжены плитой, на
которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение
собираемых под сварку деталей. Весьма прогрессивными являются стенды и
приспособления, в которых совмещены операции сборки и сварки. Такие
приспособления бывают стационарными, передвижными и накладными.
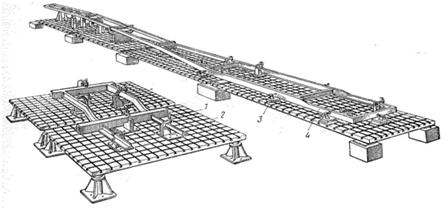
Рис. 5. Универсальные сборочно - сварочные стенды из нормализованных
элементов: 1 - зажим, 2 - плита, 3 - упор, 4 - свариваемое изделие
На рис. 6 показано универсальное сборочно - сварочное приспособление для
сварки мелких узлов из профильного проката. Приспособление состоит из платформы
1, на которой размещены две поворотные струбцины 2; положение струбцин
фиксируется винтами 4. Свариваемые детали зажимаются призмами 3. Поворачивая
струбцины на разный угол, можно собирать и сваривать детали в различных
сочетаниях. Примером универсальных стендов для сборки и сварки плоских листовых
конструкций могут служить электромагнитные стенды. Такой стенд представляет
собой плоскую или лекальную постель со встроенными электромагнитами, между
которыми расположены флюсомедная или флюсовая подушки с пневматическим
прижимом.
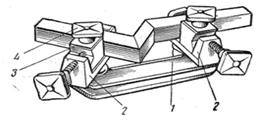
Рис. 6. Универсальное приспособление для сварки мелких узлов: 1 -
платформа, 2 - струбцина, 3 - призма, 4 - винт - фиксатор
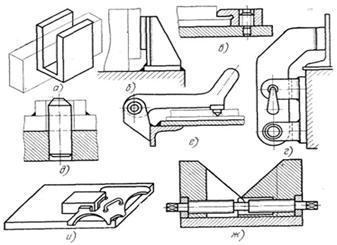
Стенды, кондукторы и другие приспособления состоят из деталей и устройств,
предназначенных для базирования свариваемых деталей и прижатия их к базовым
поверхностям, а также из несущих конструкций. Кроме того, в состав стендов и
приспособлений входят устройства для удерживания ванны расплавленного металла и
флюса в зоне сварки, для формирования шва и т. д. Фиксаторы - элементы,
определяющие положение свариваемых деталей относительно всего приспособления. К
фиксаторам (рис. 6) относятся: упоры (постоянные, съемные, откидные),
установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и
регулируемые) и шаблоны. Съемные упоры применяются в настраиваемых по типу
деталей приспособлениях или при сварке деталей, съем которых невозможен из - за
упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры.
Рис. 7. Фиксаторы: а - карман б - упор жесткий, в - упор съемный, г -
упор откидной, д - палец жесткий, е - палец откидной, ж - призма регулируемая,
и - шаблон
Как правило, упоры служат и опорными базами, а в некоторых случаях могут
служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть
силовыми (ограничивающими) и направляющими (ненагруженными). Фиксаторы в виде
пальцев или штырей обеспечивают точную установку деталей и применяются в деталях
с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют
для сварки труб, профилей и т. п. Шаблоны предназначены для фиксирования
устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким -
либо опорным контурам изделия. В этом случае само изделие является несущим
элементом приспособления. Прижимы - элементы приспособлений, обеспечивающие
прижим деталей друг к другу, к фиксаторам или несущим поверхностям
приспособлений. Прижимы бывают механические, пневматические, гидравлические и
магнитные. Некоторые типы прижимов были рассмотрены ранее. Механические прижимы
конструктивно просты и поэтому наиболее распространены. Клиновые прижимы
используют для сжатия собираемых элементов, для выравнивания кромок и установки
деталей при сборке. Усилие, развиваемое клиновым прижимом, зависит от усилия
вколачивания клина и угла его скоса. Изменяя угол скоca, можно получить очень
большие Рис. 8.
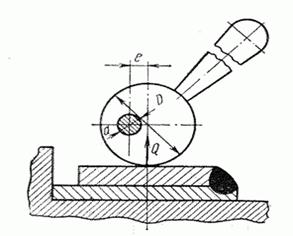
Рис.
8 Схема эксцентрикового прижима
Эксцентриковые прижимы (рис. 8) действуют аналогично клиновым. Их
применяют для зажатия деталей в приспособлениях. Необходимым условием
работоспособности клинового или эксцентрикового прижима является его
самоторможение. Условие самоторможения эксцентрика в любом его положении
выражается зависимостью 2е/D ≤ f, где D - диаметр, е - эксцентриситет, и
f - коэффициент трения между эксцентриком и прижимаемой деталью (0,1 - 0,15).
Таким образом, для самотормозящего эксцентрика е≤0,075D, а с учетом
трения в подшипниках цапф е ≤ 0,05D.
Рис. 9. Винтовые прижимы: а - фиксированный, 6 - откидной, в - поворотный
Винтовые прижимы наиболее универсальны и их применяют в самых различных
сочетаниях. Фиксированный прижим (рис. 9, о) снабжен кронштейном, неподвижно
прикрепленным к приспособлению. Винтовой прижим может быть откидным (рис. 9,6)
или поворотным (рис. 9, в) для удобства установки и снятия свариваемых деталей.
Для предохранения поверхности зажимаемой детали и увеличения площади
соприкосновения концы винтов снабжены самоустанавливающимися башмаками.
Винтовые прижимы применяют в основном в ручных приспособлениях.
Пружинные прижимы применяют для зажатия небольших тонких деталей. Их
основные достоинства заключаются в быстроте действия и упругом характере
приложения нагрузки, что позволяет компенсировать тепловые деформации. На рис.
10 показан прижим, содержащий упор 1, стакан 5 и спиральную пружину 2.
Предварительное сжатие пружины позволяет сразу же после нажатия на деталь
получить необходимое сжимающее усилие.
Рис. 10. Пружинный прижим: 1 - упор, 2 - пружина, 3 - неподвижный стакан
Рис. 11. Рычажный прижим
Наряду с перечисленными механическими прижимами, применяют
комбинированные приспособления (винт с клином, винт с пружиной и т. д.).
Наибольшее распространение получили разнообразные приспособления с передачей
прижимного усилия через рычаг.
Рычажные прижимы представляют собой рычаги 1 - го или 2 - го рода или их
комбинацию и используются как усилители приводов зажима. Пример, такого зажима
показан на рис. 11. Он состоит из стойки 1, на оси 2 которой имеется ведущий
рычаг 3 и промежуточное звено 4, действующие на силовой рычаг 5. Прижим детали
осуществляется упором 6. Как правило, такие прижимы имеют регулируемые или
упругие звенья, позволяющие крепить детали различных толщин. Весьма
перспективными являются рычажно - винтовые, рычажно - эксцентриковые и другие
комбинированные приспособления.
.3 Выбор материала конструкции и сварочных материалов

Рис
12 ЭА-400/10У. Сварочные электроды ЭА-400/10У.
сварочный
технологический деформация напряжение
Основное назначение сварочных электродов марки ЭА-400/10У:
Электроды ЭА-400/10У с основным покрытием, предназначены для сварки
оборудования из коррозионно-стойких хромоникелевых и хромоникелемолибденовых
сталей марок 08Х18Н10Т, 08Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13М3Т и им подобных,
работающего в агрессивных средах при температуре до 350°С и не подвергающегося
термообработке после сварки, а также для наплавки второго
(коррозионно-стойкого) слоя на поверхность изделий из перлитных сталей, обварки
кромок таких сталей в их соединениях с аустенитными сталями. Сварка и наплавка
электродами ЭА-400/10У производиться во всех пространственных положениях шва
постоянным током обратной полярности. Технические характеристики сварочных
электродов ЭА-400/10У:
Покрытие - основное.
Коэффициент наплавки - 12,0 г/(А· ч).
Производительность наплавки (для диаметра 4,0 мм) - 1,6 кг/ч.
Расход электродов на 1 кг наплавленного металла - 1,8 кг.
|
Временное сопротивление,
МПа
|
Предел текучести, МПа
|
Относительное удлинение, %
|
Ударная вязкость, Дж/см2
|
|
не менее 540
|
не менее 340
|
не менее 25
|
не менее 90
|
Типичный химический состав наплавленного металла электродов ЭА-400/10У,
%:
|
C
|
Mn
|
Si
|
Mo
|
Ni
|
Cr
|
V
|
S
|
P
|
|
0.07
|
2.4
|
0.48
|
2.5
|
10.5
|
18.0
|
0.52
|
0.02
|
0.03
|
Геометрические размеры и сила тока при сварке:
|
Диаметр, мм
|
Длина, мм
|
Ток, А
|
Среднее количество
электродов в 1 кг, шт.
|
|
2.0
|
300
|
30-60
|
98
|
|
2.5
|
300
|
40-80
|
63
|
|
3.0
|
300
|
60-110
|
44
|
|
4.0
|
340
|
100-160
|
22
|
|
5.0
|
450
|
120-180
|
13
|
Особые свойства электродов ЭА-400/10У:
Сварочные
электроды ЭА-400/10У обеспечивают получение металла шва, стойкого к
межкристаллитной коррозии при испытаниях по методам АМ и АМУ ГОСТ 6032-89.
Содержание ферритной фазы в наплавленном металле 2-8%. Модификация с
значительным содержанием двуокиси титана в покрытии имеет марочное наименование
ЭА-400/10Т, <#"795865.files/image013.jpg">
Принципиальная
схема резонансного сварочного инвертора
Силовой
блок, блок раскачки, блок защиты.
Др.1
- резонансный дроссель, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24, зазор
0,6мм, L=88mkH Др.2 - выходной дроссель, 6,5 витков на 2хШ16х20, провод ПЭВ2,
4x2,24, зазор Змм, L=10mkH Тр. 1 - силовой трансформатор, первичная обмотка
14-15 витков ПЭТВ-2, диаметром 2,24, вторичная 4х(3+3) тем же проводом,
2хШ20Х28, 2000НМ, L=3,5mH Тр.2 - токовый трансформатор, 40 витков на феритовом
колечке К20х12х6,2000НМ, провод МГТФ - 0,3. Тр.З - задающий трансформатор, 6x35
витков на феритовом колечке К28х16х9,2000НМ, провод МГТФ - 0,3. Тр.4 -
понижающий трансформатор 220-15-1 . T1-T4 на радиаторе, силовые диоды на
радиаторе, входной мост на 35А, на радиаторе. * Все времязадающие конденсаторы
плёночные с минимальным TKE! 0,25хЗ,2кВ набираются из Юштук 0,1x1,6кВ типа
К73-16В последовательно-параллельно. При подключении Тр.З обратить внимание на
фазы, транзисторы T1-T4 работают по диагонали! Выходные диоды 150EBU04 , RC-
цепочки параллельно диодам обязательны! При таких моточных данных диоды
работают с перегрузкой, лучше их ставить по два параллельно, центральный один
марки 70CRU04.

Рис
14
Инструмент
сварщика - это совокупность орудий, употребляемых им в "производстве, а
именно: сварочный инструмент (электрододержатели, горелки и др.), инструмент
для зачистки шва и свариваемых кромок, для подгонки соединяемых деталей,
инструмент для наладки сварочного оборудования и приспособлений и мерительный
инструмент.
Вспомогательным
инструментом сварщика является:

Рис
15
металлическая
щетка,
зубило,
молоток
слесарный,
клеймо,
набор
шаблона для контроля правильности сборки и проверки размеров швов.
Индивидуальные
средства защиты сварщика.
.Брезентовый
костюм
.Ботинки
сварщика.
.Сварочные
маски, щитки.
Щитки
и маски изготавливаются из жаростойкого материала, не проводящего электрический
ток. Масса щитка и маски не должна превышать 0,6кг.
Для
работы в монтажных условиях предпочтительно применение защитных масок.
Сварщик
надевает маску поверх головного убора и закрепляет ее специальным фиксирующим
приспособлением.
Защитные
стекла (светофильтры), вставляемые в смотровые отверстия щитков и масок, имеют
различную прозрачность.
Рис
16
.5
Технологическая схема изготовления конструкции
.6
Подготовка металла к сварке, сборка конструкции
Детали,
предназначенные для сварки, должны быть очищены от грязи, масляных пятен и
других посторонних частиц. Особенно тщательную очистку следует выполнять в
околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную
ванну, могут отрицательно сказаться на качестве сварного соединения. Кромки
деталей стачивают под углом шлифовальной машинкой или напильником. Тип и угол
разделки кромок определяют количеством необходимого для заполнения разделки
электродного металла, а зазор между ними зависит от толщины свариваемых
деталей, марки материала, способа сварки и т.д. Минимальную величину зазора
выдерживают при сварке без присадочного материала, то есть неплавящимся
электродом. При сварке плавящимся электродом зазор обычно устанавливают в
пределах 0-5 мм. И чем больше зазор, тем глубже проплавление свариваемых
кромок.
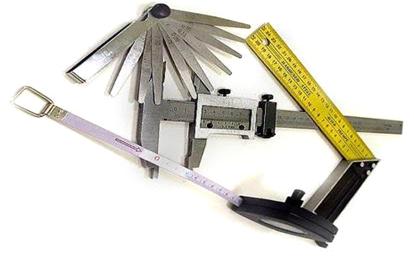
Разметка
Разметкой
называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку осуществляют с помощью различных инструментов: стальной метр, стальная
рулетка, металлическая линейка, чертилка, кернер, циркуль, штангенциркуль,
рейсмус, угольник и др.
Рис
17

Рис
2
Производим
разметку профиля стальной рулеткой 150, 120, 150см и делаем метки чертилкой и
угольником на месте разметки чертим угол 45° транспортиром.
45° 45°

см
120см 150см
Рис
18
Следующий
профиль размечаем длиной, 160+40см и делаем метки чертилкой и угольником

см
40см
Рис
19
Резка
на механических станках более производительна и обладает высоким качеством
реза. Для механической прямолинейной резки листового металла применяются пресс
- ножницы для продольной и поперечной резки.
В
данном случаем мы применяем способ резки, инструментом под названием болгарка!
Защитный кожух и очки - обязательные условия безопасной работы. Два самых
важных правила, которые должны выполняться неукоснительно - нельзя работать
болгаркой со снятым защитным кожухом и без очков. Искры, абразивные частицы,
осколки металла и окалины - неизбежные спутники при работе с углошлифовальной
машиной. Попадание их в глаз может привести к травме.

Рис
20
Производим
резку болгаркой, в ранее размеченных местах, в местах где размечено 45° делаем
надрез по линиям, но не до конца, так что бы профиль можно было согнуть под
углом 90°
45° 45°

Рис
18
Трудоёмкость
сборки изделий под сварку достигает 30% общей трудоёмкости изготовления.
Поэтому для сокращения трудоёмкости сборки (и для повышения её точности)
Применяются различные инструменты и шаблоны. Изделия размещаем на сборочном
стенде
Рис
5
И
закрепляем фиксаторами
Рис
7
Требования
к сборно-сварочным приспособлениям. Они должны: - обеспечить доступность мест
установок деталей, рукояток фиксирующих и зажимных устройств, мест прихваток и
сварки; - быть достаточно прочными и жёсткими; - Обеспечивать точность
закрепления деталей в нужном положении и препятствовать деформациям во время
сварки
Сварка
порядок наложения швов
Сборные
детали и узлы соединяют сначала прихватками. Сварочными прихватками. Сварочными
прихватками называют короткие швы с поперечным сечением до одной трети
поперечного сечения шва. Длина прихватки может составлять от 20-100мм в
зависимости от толщины свариваемых деталей и общей длины шва. Расстояние между
прихватками 500-1000мм в зависимости от длины шва. Прихватки целесообразно
накладывать с противоположной основному шву стороны, тогда они в процессе
обработки корня шва будут удалены. Прихватки, накладываемые со стороны
основного шва, следует перед сваркой зачистить до металлического блеска и
тщательно проверить, нет ли трещин и других дефектов. Далее накладываем
основной шов Электродом диаметром 3 мм

Рис
21
1.7
Режим сварки конструкции
Под режимом сварки понимают совокупность факторов, определяющих
протекание процесса сварки. Эти факторы называются элементами режима. Основными
элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр
электрода, напряжение дуги и скорость сварки. При ручной сварке к ним
добавляется величина поперечного перемещения конца электрода. Остальные факторы
- вылет (длина) электрода, свойства покрытия, начальная температура металла,
наклон электрода и основного металла, - являются дополнительными элементами
режима сварки. Величина тока. Увеличение тока увеличивает, а уменьшение-
уменьшает глубину провара. При глубине провара более 0,7-0,8 толщины металла
резко изменяются условия отвода тепла от нижней части сварочной ванны и может
произойти сквозное проплавление металла. Чем больше плотность металла (чем
тяжелее металл), тем больше провар при данном токе. На ширину шва величина тока
почти не оказывает влияния. Род и полярность тока. При сварке постоянным током
прямой полярности глубина провара меньше на 40-50%, а при сварке переменным
током - меньше на 15-20%, чем при сварке постоянным током обратной полярности.
Ширина шва при сварке постоянным током прямой полярности меньше, чем при сварке
постоянным током обратной полярности и переменным током. Изменение ширины шва становится
заметным при более высоких напряжениях дуги (свыше 30 в). Напряжение дуги почти
не оказывает влияния на глубину провара, но влияет на ширину шва. При
возрастании напряжения ширина шва увеличивается, при снижении напряжения -
уменьшается, что широко используется при механизированных способах сварки для
регулирования ширины шва особенно при наплавке. При ручной сварке напряжение
изменяется незначительно (от 18 до 22 в), что не оказывает практического
влияния на ширину шва. Выбор режима сварки. Режим сварки (тип и марку
электрода, диаметр его стержня, род, полярность, напряжение, величину тока)
выбирают в зависимости от вида, толщины свариваемого металла и конструкции
сварного соединения. Определив условия сварки, обеспечивающие получение
высококачественного сварного соединения, выбирают диаметр электрода (проволоки)
и величину сварочного тока. Диаметр проволоки электрода выбирается в
зависимости от толщины свариваемого металла. Для стыковых швов можно принимать:
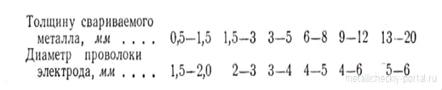
При выборе величины тока для сварки встык низкоуглеродистой стали в
нижнем положении можно пользоваться формулой акад. К. К. Хренова
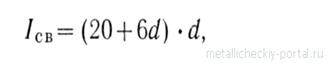
где
Iсв - сварочный ток, а; d - диаметр металлического стержня
электрода, мм. При толщине металла менее 1,5 d ток уменьшают на 10-15%, а при
толщине более 3 d - увеличивают на 10-15% по сравнению с полученным по формуле.
При сварке на вертикальной плоскости ток уменьшают на 10-15%, а при сварке
потолочных швов - уменьшают на 15-20% по сравнению с током, выбранным для
сварки в нижнем положении металла той же толщины. Для сварки соединений
внахлестку и тавровых можно применять больший ток, так как в этом случае
опасность сквозного проплавления меньше. У=d × 30 × K Рассчитываем:
3×30×0.9=81 К= для нижнего =1
К=
для горизонтального и вертикального =0,9
К=
для потолочного =0.8

.8 Техника сварки конструкции
Сварка порядок наложения швов
Сборные детали и узлы соединяют сначала прихватками. Сварочными
прихватками. Сварочными прихватками называют короткие швы с поперечным сечением
до одной трети поперечного сечения шва. Длина прихватки может составлять от
20-100мм в зависимости от толщины свариваемых деталей и общей длины шва.
Расстояние между прихватками 500-1000мм в зависимости от длины шва. Прихватки
целесообразно накладывать с противоположной основному шву стороны, тогда они в
процессе обработки корня шва будут удалены. Прихватки, накладываемые со стороны
основного шва, следует перед сваркой зачистить до металлического блеска и
тщательно проверить, нет ли трещин и других дефектов. Далее накладываем
основной шов Электродом диаметром 3 мм
Зажигание дуги является одной из основных операций сварочного процесса.
Зажигание производится каждый раз до начала процесса сварки, повторное
возбуждение дуги - в процессе сварки при ее обрыве. Возбуждение сварочной дуги
производится путем касания торцом электрода поверхности свариваемого изделия с
быстрым последующим отводом торца электрода от поверхности изделия. При этом
если зазор не слишком велик, происходит мгновенное появление тока и
установление столба дуги. Прикосновение электрода к изделию должно быть
кратковременным, так как иначе он приварится к изделию ("прилипнет").
После возбуждения дуги электрод должен выдерживаться некоторое время
Точке начала наплавки, пока не сформируется сварной шов и не произойдет
расплавление основного металла. Одновременно с расплавлением электрода
необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым
оптимальную длину дуги. Показателями оптимальной длины дуги является резкий
потрескивающий звук, ровный перенос капель металла через дуговой промежуток,
малое разбрызгивание. Положение и перемещение электрода при сварке. В процессе
сварки электроду сообщаются следующие движения:
· поступательное по оси электрода в сторону сварочной ванны,
при этом для сохранения постоянства длины дуги скорость движения должна
соответствовать скорости плавления электрода;
· перемещение вдоль линии свариваемого шва, которое называют
скоростью сварки; скорость этого движения устанавливается в зависимости от
тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
· перемещение электрода поперек шва для получения шва шире, чем
ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются
узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной
скорости перемещения электрода сварной валик имеет слишком большую выпуклость,
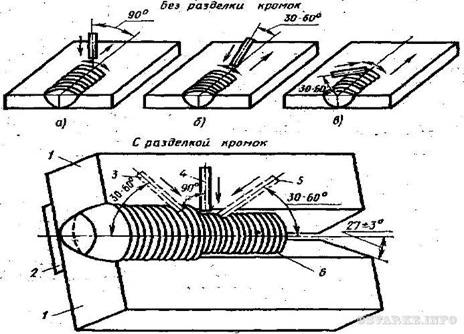
шов неровный по форме, с наплывами по краям. Положение электрода при сварке
должно соответствовать рис. . Сварка осуществляется в направлении как слева
направо, так и справа налево, от себя и на себя.

Рис.22
. Угол наклона электрода: а - в горизонтальной плоскости; б- в вертикальной
плоскости.
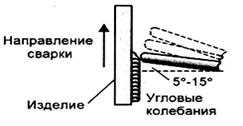
Поперечные
колебания электрода по определенной траектории, совершаемые с постоянной
частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют
получить сварной шов требуемой ширины. Поперечные колебательные движения конца
электрода определяются формой разделки, размерами и положением шва, свойствами
свариваемого материала, навыком сварщика. Мы используем технику сварки шва
изображённой ниже на рисунке.

Наплавка
узких валиков на поверхность, находящуюся в вертикальном положении, при сварке
снизу вверх производится на обратной полярности сварочного тока, при этом
сварочный ток не должен иметь слишком высокое значение. Положение электрода
должно соответствовать изображенному на рис. Необходимо использовать
возвратно-поступательные перемещения электрода. Наплавка валиков должна
производиться при короткой дуге, в верхней части траектории колебаний
электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной
области.
В
конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности
металла кратер, являющийся концентратором напряжений и зоной с повышенным
содержанием вредных примесей. Во избежание образования кратера необходимо
прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем
сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
.9
Деформации и напряжения при сварке
Сварочные
деформации и напряжения являются следствием многих причин. Они значительно
снижают механическую прочность сварной конструкции.
Основными
причинами возникновения сварочных деформаций и напряжений являются
неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного
металла и структурные превращения в металле шва. Уменьшения внутренних
напряжений достигают следующими мерами.
Длинные
швы выполняют обратноступенчатым способом на проход. Многослойную сварку
выполняют каскадным способом или горкой. При этом хорошие результаты дает
послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с
таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от
предыдущего шва.
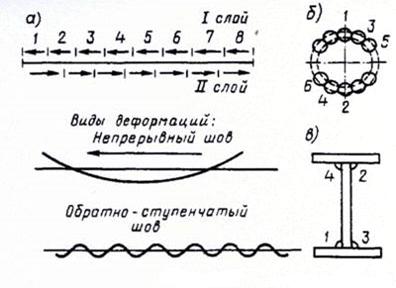
Рис 24
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИИ ПРИ СВАРКЕ Неравномерное
нагревание металла. Наличие сосредоточенного источника тепла (сварочное пламя,
электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и
вызывающего неравномерное нагревание металла при сварке, является основной причиной
возникновения внутренних напряжений и деформаций в сварных изделиях. Для
уменьшения деформаций и напряжений при сварке нужно руководствоваться
следующими рекомендациями: 1. Применять такие марки электродов, которые дают
пластичный металл шва.
. Выполнять швы с меньшим количеством наплавленного металла, симметрично
расположенные относительно центра тяжести сечения элемента; использовать
прерывистые швы с расстоянием между ними не менее 30-40 мм.
.10 Контроль качества
Проверку качества сборки удобно производить специальными шаблонами и
щупами. Наиболее ответственным моментом является текущий контроль выполнения
сварки. Организация контроля сварочных работ может производиться в двух
направлениях: контролируют сами процессы сварки либо полученные изделия. Проводим
внешний осмотр, контроль на непроницаемость (или герметичность) конструкций,
контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и
внутренних дефектов. Внешним осмотром сварных швов выявляем наружные дефекты:
непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых
кромок деталей и т.п. Визуальный осмотр производим как невооруженным глазом,
так и с применением лупы с увеличением до 10 раз. Обмеры сварных швов позволяют
судить о качестве сварного соединения: недостаточное сечение шва уменьшает его
прочность, слишком большое - увеличивает внутренние напряжения и деформации.
Размеры сечения готового шва проверяем по его параметрам в зависимости от типа
соединения. У стыкового шва проверяем его ширину, высоту, размер выпуклости со
стороны корня шва, в угловом - измеряем катет. Замеренные параметры должны
соответствовать ТУ или ГОСТам. Размеры сварных швов контролируем обычно
измерительными инструментами или специальными шаблонами. Универсальный шаблон
сварщика УШС-5.
.11 Технологическая карта изготовления конструкции
|
№
|
Операция
|
Содержимое операции
|
Используемое оборудование
|
|
1
|
Подготовка профиля к сварке
|
Очищаем от грязи, масляных
пятен и других посторонних частиц, зачищаем профиль от ржавчины, болгаркой с
насадкой для шлифования
|
Насадка для шлифования.
Болгарка Энергомаш УШМ-9012П
|
2 Разметка Производим разметку
профиля стальной рулеткой 150, 120, 150см и делаем метки чертилкой и угольником
на месте разметки чертим угол 45° транспортиром. 45° 45° 
150см
120см 150см
Следующий профиль размечаем длиной, 160+40см и делаем
метки чертилкой и угольником

|
160см
40смСтальная рулетка, чертилка, угольник, транспортир
|
|
3 Резка Производим резку болгаркой, в ранее
размеченных местах, в местах где размечено 45° делаем надрез по линиям, но не
до конца, так что бы профиль можно было согнуть под углом 90° 45°45° 
|
 Болгарка Энергомаш УШМ-9012П защитные очки - маска,
защитные перчатки. Болгарка Энергомаш УШМ-9012П защитные очки - маска,
защитные перчатки.
|
|
|
|
4
|
Сборка
|
Далее собираем всю
конструкцию, на сборочном стенде, и крепим фиксаторами.
|
Сборочный стенд, фиксаторы.
|
|
5
|
Сварка
|
Далее приступаем к сварке,
делаем прихватки в местах стыка. .- Прихватки в следующем порядке 1, 2, 3, 4
Далее сваривается изделие, швы присутствующие в данной конструкции (стыковые,
и вертикальные)
|
Сварочные электроды
ЭА-400/10У. Сварочный выпрямитель инверторного типа, Металлическая щётка,
-зубило, -шлакоотбойник
|
|
6
|
Контроль качества
|
Визуальный осмотр
производим как невооруженным глазом, так и с применением лупы с увеличением
до 10 раз. У стыкового шва проверяем его ширину, высоту, размер выпуклости со
стороны корня шва. Размеры сварных швов контролируем обычно измерительными
инструментами или специальными шаблонами. Универсальный шаблон сварщика
УШС-5.
|
Лупа с 10-кратным
увеличением, универсальные шаблоны Ушс-5
|
2. Техника безопасности при изготовлении конструкции
Электросварочные работы должны выполняться в соответствии с требованиями
ГОСТ 12.3.003-75, ГОСТ 12.3.002-75 и Правил пожарной безопасности.
Учитывая особые условия производства сварочных работ и прежде всего на
открытом воздухе, при монтаже на высоте и на ограниченных площадях при
реконструкции, устройстве линейных сооружений, нахождении в сосудах и в
замкнутых объемных конструкциях, а также повышенную опасность самих работ отбор
персонала, допускаемого к выполнению этих работ, производится особенно
тщательно.
Электросварщики, поступающие на работу, должны пройти предварительный
медицинский осмотр, а в последующем проходить периодические медицинские осмотры
в установленном порядке.
К работе по электросварке допускаются лица: прошедшие обучение,
инструктаж и проверку знаний техники безопасности и имеющие квалификационное
удостоверение;
имеющие квалификационную группу по технике безопасности не ниже II, а при
работе в закрытых емкостях - не ниже III;
прошедшие аттестацию в соответствии с «Правилами аттестации сварщиков»
при работах по сварке на объектах, подконтрольных Госгортехнадзору СССР, а
также при производстве сварочных работ строительных конструкций.
При производстве сварочных работ должны приниматься меры для надежной
защиты рабочих от воздействия: на кожу брызг расплавленного металла и шлака,
вредных излучений на глаза, агрессивных химических веществ (кислот, щелочей,
маслопродуктов) и электромагнитных полей на человека, поражения током в
условиях повышенной опасности, механических травм, отравления вредными газами,
выделяющимися при сварке цветных металлов и в результате применения флюсов.
В комплект средств индивидуальной защиты входят: спецодежда, споцобувь и
предохранительные приспособления.
Спецодежда предназначается для защиты работающих от непосредственного
воздействия искр и брызг металла и шлака, вредных излучений и химических
веществ.
Для защиты от поражения током служат диэлектрические перчатки, галоши и
коврики, которыми сварщик пользуется при работе внутри котлов, резервуаров, а
также на площадках после дождя и снега; в закрытых емкостях необходимо надевать
резиновый плащ. Для защиты сварщика от металла и шлака предназначены рукавицы,
рукавицы с крагами или перчатками из искростойких материалов и брезентовый
костюм.
Специальная обувь применяется для защиты ног сварщика.
Специальные защитные каски предохраняют голову от механических травм и
поражения током. Защитные каски часто оснащаются щитками или масками для защиты
глаз, лица и органов дыхания электросварщика.
Работа сварщиков разрешается только при наличии защитных щитков со
смотровыми стеклами-светофильтрами, поглощающими ультрафиолетовые лучи и
снижающими яркость дуги. С внешней стороны защитных стекол обычно вставляют
простые стекла, предохраняющие первые от брызг металла и загрязнения.
В особых условиях, например, при потолочной сварке сварщик должен иметь и
пользоваться брезентовыми или асбестовыми нарукавниками; при сварке цветных
металлов и их сплавов, выделяющих вредные газы, сварщик обязан применять
респиратор с химическим фильтром.
Все остальные конструкции, детали, сосуды, резервуары, трубопроводы должны
тщательно подготавливаться под сварку: свариваемые поверхности должны быть
сухими, очищенными от окалины, смазки и других загрязнений; емкости не должны
содержать остатков горючих, жидких химических веществ. Свариваемые поверхности
следует обезжиривать с помощью специальных допущенных для этого составов.
Сосуды и резервуары из-под горючих и химических веществ необходимо
пропарить, промыть горячим щелочным раствором и тщательно проверить и
просушить.
Нередко причиной несчастных случаев является нарушение требований к
организации рабочего места сварщика.
При работе на площадках вне помещений сварочные посты и установки следует
защищать навесами. Производство электросварочных работ без навесов во время
дождя и снега запрещается.
Сварочные работы на высоте могут выполняться только с лесов и подмостей.
В случае же отсутствия лесов и подмостей электросварщики должны пользоваться
огнестойкими предохранительными поясами и страховочными канатами с карабинами.
Для хранения инструмента, сбора остатков электродов (огарков) служат
специальные сумки.
При выполнении работ одновременно на нескольких монтажных уровнях по
одной вертикали необходимо, чтобы была обеспечена безопасность работающих на
нижних уровнях от падающих брызг металла, возможного падения огарков.
Производство работ в закрытых емкостях должно осуществляться обязательно
двумя рабочими. Вне емкости располагается рабочий, имеющий не ниже III
квалификационной группы по технике безопасности, который контролирует
безопасность выполнения работ сварщиком. Сварщик, работающий внутри емкости,
должен иметь предохранительный пояс с веревкой, конец которой держит рабочий,
находящийся с внешней стороны емкости. Рабочее место сварщика должно освещаться
с помощью наружных светильников или переносной лампы напряжением до 12 В.
Заключение
В
курсовой работе проанализированы технические возможности способов сварки
плавлением изделия из заданного материала (10Х17Н13М2Т
<http://www.lasmet.ru/steel/mark.php?s=33>)
При
выполнении курсовой работы приобретены навыки использования аналитических
методов расчета тепловых процессов при сварке, выборе параметров режима дуговой
сварки, правильного использования данных справочной литературы по сварке.
В
ходе курсовой работы:
.
По указанной сварке выбрал способ сварки.
.
По заданной толщине металла выбрал параметры режима дуговой сварки плавлением:
•
сварочный ток,
•
диаметр электродной проволоки,
•
скорость сварки,
.
По заданному типу металла выбрал необходимые электроды
Выбрано
вспомогательное оборудование для полноценно работы.
Научился
правильно оборудовать рабочее место и делать правильный анализ свариваемой
конструкции.
Список
литературы
1. Акулов
А.И., Бельчук Г.А. Технология и оборудование сварки плавлением. - М.:
«Машиностроение», 1977г. - 432 с.
. Груздев
Б.Л., Методические указания по оформлению технологической документации при
курсовом и дипломном проектировании - Уфа: УГАТУ, 2005г. - 39 с.
. Б.Л.
Груздев, В.М. Бычков., Методические указания к выполнению курсового проекта по
дисциплине «Производство сварных конструкций» - Уфа, УГАТУ, 2002г. - 34 с.
. Марочник
сталей и сплавов / Под ред. В.Г. Сорокина. - М.: Машиностроение, 1989г. - 640
с.
. Масленков
С. Б., Масленкова Е.А., Стали и сплавы для высоких температур. Справ. Изд. В
2-х кн. - М.: Металлургия, 1991г., 383с.
. Милютин
В.С., Коротков В.А. Источники питания для сварки. - Челябинск: Металлургия
Урала, 1999г. - 366с.
. Сварка и
свариваемые материалы. Справочник. В 3-х т., Т 1/ Под ред. Э.Л.Макарова. - М.:
Металлургия, 1991г. - 528 с.