|
Тисп, °С
|
σ 0,2, МПа
|
δ, %
|
|
20
|
380
|
7,0
|
|
100
|
315
|
6,5
|
|
200
|
235
|
5,0
|
|
300
|
175
|
3,5
|
|
400
|
130
|
2,0
|
|
500
|
105
|
2,5
|
Сплавы типа САП применяют в авиационной технике для
изготовления деталей с высокой удельной прочностью и коррозионной стойкостью,
работающих при температурах до 300-500 °С. Из них изготавливают штоки поршней,
лопатки компрессоров, оболочки тепловыделяющих элементов и трубы
теплообменников.
В дисперсно-упрочненных композиционных материалах основную
нагрузку воспринимает матрица, а дисперсные частицы упрочнителя оказывают
сопротивление движению дислокаций при нагружении материала, мешают развитию
пластической деформации. Чем больше это сопротивление, тем выше прочность.
Поэтому прочность зависит также от дислокационной структуры, формирующейся в
процессе пластической деформации при изготовлении изделий из композиционного
материала. Кроме того, дисперсные частицы наполнителя оказывают «косвенное»
упрочняющее действие, способствующее образованию структуры с большой степенью
нерав-ноосности зерен (волокнистой). Такая структура формируется при сочетании
пластической деформации и отжигов. При этом дисперсные включения частично или
полностью препятствуют ре-кристаллизационным процессам.
Уровень прочности зависит от объемного содержания упрочняющей
фазы, равномерности ее распределения, степени дисперсности и расстояния между
частицами. Согласно формуле Орована, сопротивление сдвигу увеличивается с
уменьшением расстояния между частицами:
а = GblU, (1)
где G - модуль сдвига;
b - межатомное расстояние;
l - расстояние между частицами.
Большое упрочнение достигается при размере частиц в пределах
0,014 … 1 мкм и расстоянии между ними 0,05 - 0,5 мкм. Объемное содержание частиц
зависит от схемы армирования.
Преимущество дисперсно-упрочненных композиционных материалов
по сравнению с волокнистыми - изотропность свойств. К дисперсно-упрочненным
композиционным материалам на алюминиевой основе, нашедшим промышленное
применение, относится материал из спеченной алюминиевой пудры (САП), на
никелевой основе известны композиции, упрочненные частицами оксидов тория,
иттрия, гафния и др.
Дисперсно-упрочненные композиционные материалы на алюминиевой
основе. Материал САП характеризуется высокой прочностью, жаропрочностью,
коррозионной стойкостью и термической стабильностью свойств.
1.3 Физико-химические основы получения порошковых сплавов, упрочненных дисперсными частицами
В последние годы в порошковой металлургии значительное место
уделяется работам в области получения и исследования металлов и сплавов,
содержащих нерастворимые дисперсные частицы Основная цель введения дисперсных
элементов - упрочнение металлической основы - матрицы.
Исследования металлов (алюминий, медь, никель, железо,
молибден, вольфрам), содержащих дисперсные частицы окислов (главным образом Аl2Оз, Сг2Оз) и других тугоплавких
соединений (карбиды, бориды, силициды), показали высокую прочность сплавов,
упрочненных дисперсными частицами. Этот эффект обусловлен размером дисперсных
частиц, их стабильностью в металлической основе, небольшим расстоянием между
частицами и дополнительным упрочнением металлической основы в процессе
пластической деформации
[6 - 9].
Указанный тип материалов, независимо от металлической основы
порошка и способа введения дисперсных частиц, материаловеды выделяют в особый
тип материалов и именуют как «сплавы, упрочненные дисперсными частицами».
К этому же типу сплавов относится материал из спеченного
алюминиевого порошка (САП), упрочняющая оксидная фаза которого есть результат
поверхностного окисления частиц порошка.
Впервые опыты по получению изделий из различных алюминиевых
порошков были проведены Зауэрвальдом в 1939 г.
В 1943 г. Кремер и Кордиано исследовали возможность получения
алюминия и его сплавов из порошков, для чего с помощью вводимой смазки пытались
уменьшить влияние тугоплавких окисных пленок, еще не предполагая их
положительного влияния. При давлении прессования 950 Мн/М2 (97 кг/мм2) были
получены заготовки, которые в дальнейшем спекались при 620° С. Последние
обладали пределом прочности 120 Мн/м2 (12,3 кГ/мм2) и имели удлинение около
30%- Так впервые была показана возможность получения методом порошковой
металлургии сплавов из алюминия. Причину высокой прочности таких материалов
объяснить в то время не могли. Ирманн и Цеерледер продолжили эту работу и
запатентовали в 1948 г. материал из спеченного алюминиевого порошка (САП.)
Получение алюминиевого порошка, используемого для
производства материала из САП, проходит следующие основные стадии:
распыление (пульверизация) расплава алюминия,
размол и комкование в шаровой мельнице.
Зарождение свойств будущего материала САП, полученного из
пульверизата, происходит при окислении частиц в процессе распыления. Аналогично
зарождение свойств материала САП, полученного из порошка после размола
пульверизата, определяется окислением свежих поверхностей твердого алюминия в
атмосфере, наведенной в шаровой мельнице. Каждая новая окисленная поверхность с
окисной пленкой толщиной 3-5 нм (30-50 А) вместе с участком алюминиевой
матрицы, на котором она образовалась - это уже своего рода элемент, из которых
состоит компактный материал САП системы А1-А120з. Тонкая пленка окиси алюминия,
покрывающая частицы пульверизата, либо образовавшаяся после размола в
компактном материале САП, после всех деформационных разрушений играет роль
дисперсной упрочняющей фазы [12 - 18].
Получение полуфабрикатов из алюминиевого порошка подчиняется
общей схеме, принятой в порошковой металлургии: брикетирование, спекание либо
горячая подпрессовка, далее прокатка либо прессование. В процессе
брикетирования и прессования окисные пленки дробятся, участки алюминиевой
матрицы, свободные от окисных пленок, наряду с развивающимся процессом
схватывания при брикетировании упрочняют свои связи за счет диффузионных
процессов при спекании, горячей подпрессовке и прессовании. Полученные в
процессе горячей деформации полуфабрикаты представляют собой спеченную
алюминиевую матрицу с относительно равномерным распределением дисперсных частиц
окиси алюминия, содержание которой может меняться от 1 до 18-20% (по объему).
Однако дисперсионно твердеющие алюминиевые сплавы обладают
высокими механическими свойствами при температурах, не превышающих 200-250° С.
Процесс коагуляции упрочняющих фаз в алюминиевых сплавах при температурах,
превышающих оптимальную температуру их старения, резко снижает механические
свойства. В то же время материал САП содержит в качестве упрочняющей фазы
дисперсную окись алюминия, которая практически не растворяется в алюминиевой
матрице и не коагулирует. Вследствие высокой термической стабильности
дисперсной окиси алюминия в САП, прочностные свойства его при температурах
400-500° С существенно выше прочности стареющих алюминиевых сплавов ВД-17 и
Д-20.
Перспективность материала САП определяется его сравнительно
высокими значениями длительной прочности и усталости при температурах до 482°
С.
Гетиел отмечал следующие основные достоинства материала САП:
Возможность получения из чистого алюминия поверхностно
окисленного порошка путем распыления с последующим размолом в шаровой мельнице.
Высокая пластичность металлической основы, вследствие чего
большое содержание второй хрупкой фазы не вызывает общего охрупчивания
материала.
Специфические физические и механические свойства как
небольшая плотность, низкий коэффициент термического расширения, высокая тепло-
и электропроводность, высокое сопротивление коррозии и истиранию, высокая
жаропрочность и термическая стабильность (возвращение механических свойств к
исходному состоянию наблюдается после длительного нагрева до 500° С).
Плотное прилегание окисной пленки к металлу.
Термическая устойчивость окисной фазы при температурах
эксплуатации алюминиевых сплавов.
Из общего анализа литературных данных видно, что конечные
прочностные свойства материала САП зависят от физико-химического состояния
окиси алюминия, формирующейся на исходном алюминиевом порошке, и ее
взаимодействия с алюминиевой матрицей. Количество окиси алюминия находится в
прямой зависимости от удельной поверхности частиц, что в свою очередь определяется временем помола
пульверизата в шаровой мельнице. Тонкость помола влечет за собой увеличение
удельной поверхности и количества окиси алюминия в процессе размола.
С увеличением содержания окиси алюминия механические свойства
материала САП при комнатной и повышенных температурах растут.
Отмеченные высокие механические свойства САП, безусловно,
связаны с благоприятными физико-химическими свойствами алюминиевой основы:
) высокой скоростью окисления,
) высокой температурой плавления окисной фазы (2020° С),
) когерентной связью окисной пленки с матрицей
Одно из направлений увеличения прочности материала из
спеченных алюминиевых порошков заключается в получении поверхностно окисленных
порошков из различных алюминиевых сплавов. В этом случае упрочнение спеченных
алюминиевых сплавов (САС) определяется, с одной стороны, наличием окисной фазы,
а с другой, дисперсными частицами интерметаллид-ных соединений алюминия с
другими металлами (например, с Fe, Сг, Ni, Mn, Ti, Zr). Элемент, образующий
соединение, должен растворяться в жидком алюминии, а его соединение обладать
малой растворимостью в твердом алюминии.
1.4 Методы получения металлических порошков
Механическое измельчение производится в шаровых мельницах. Для ковких
металлов механическое измельчение приводит не к дроблению, а к расплющиванию
частиц, поэтому этот метод применяется в следующих случаях:
а) для получения алюминиевых пудр размолом алюминиевого порошка
(пульверизата) полученного распылением;
б) измельчение крупных металлических губок полученных электролизом
(железа - титана и др.);
в) измельчение хрупких сплавов (алюминий - магний и др.).
Распыление жидких металлов
а) Грануляция расплавленного металла
Этот метод используется для получения частиц сферической формы дав,
размером 0,5 - 3 мм. Расплавленный металл гранулируется при литье в воду на
вращающийся диск. Этим способом получают порошки из малоуглеродистого чугуна.
б) Центробежное распыление
Струя расплавленного металла вытекает из сопла, окруженного водяной
рубашкой, в которую подается вода под давлением 5 ат. Поток воды увлекает
металл на быстро: вращающийся диск (около 300 об/мин) со специальными насадками
для разбивания частиц порошка. Частицы порошка получаются не жидкой сферической
формы, а с шероховатыми профилем.
в) Распыление жидких металлов воздухом или газом.
Этот метод применяется значительно шире, чем центробежное распыление и
основан на дроблении струи металла сжатым воздухом шли газом.
Существует три метода получения порошков распылением сжатым воздухом:
Расплавленный металл в распылительный узел поступает самотеком
Расплавленный металл в узел распыления подается инерцией. При работе
форсунки выходящий через щель с большой скоростью воздух, увлекает за собой
находящийся в ниппеле воздух и создает перед ним разрежение. Так как на
поверхность расплавленного металла действует атмосферное давление, а внутри
чугунного колена создалось разрежение, то металл поднимается по колену вверх и
поступает в ниппель. При выходе из ниппеля струя металла дробится воздушной
струей в порошок.
Расплавленный металл подается под давлением. По этому принципу работают и
распылительные форсунки низкого давления 4ат., в которые расплавленный металл
подается под давлением.
В тигель с металлом подается воздух давлением 0,7ат. металл выжимается по
колену в форсунку, при выходе из которой распыляется сжатым воздухом давлением
4 атм.
При производстве порошков приходится иметь дела с отходящими
технологическими газами и воздухом, содержащими пыль, улавливание которой
необходимо по техническим, экономическим и санитарно-гигиеническим
соображениям.
Образование пыли в практике производства металлических порошков и пудр
происходит в результате уноса потоками воздуха или газа мелких частиц
(механический унос). Для осаждения пыли и газов в промышленности применяют
различные пылеулавливающие аппараты. КПД газоочистного аппарата определяют по
разности концентрации пыли во входящем и отходящем газе.
Наиболее важной характеристикой пыли, с точки зрения пылеулавливания,
является дисперсность.
Дисперсность пыли определяется механизмом и условиями их образования:
- пыли образовавшиеся за счет воздействия газового потока на мелкие
частицы (унос, связанный с пульверизацией,
пересыпкой и др.) Крупность этих пылей определяется скоростью газового потока.
Обычно эти пыли имеют размер от 3 до 200 мкм, неправильную форму (развитую
поверхность);
пыли, образовавшиеся в результате конденсации паров при охлаждении газов
с выделением твердых частиц. Такие пыли относятся к категории дымов, а в
цветной металлургии называются возгонами. В большинстве случаев частицы таких
пылей имеют размеры в десятую и сотую доли микрона и легко коагулируются в
более крупные агрегаты (возгоны окиси цинка, свинца и др.).
Аэрозоли, состоящие из капелек жидкости, образовавшейся в результате
конденсации паров, называются туманами. К категории туманов относятся высоко
дисперсные системы малой концентрации, длительное время не отстаивающиеся.
Размер частиц туманов от 0,01 до 1,0 мкм.
Пылеулавливающие аппараты могут быть подразделены на две основные группы:
а) для улавливания пыли с размером частиц белее 5 мкм;
б) для частиц менее 5 мкм.
Однако эта классификация в значительной степени условна, поскольку
улавливание зависит не только от размеров частиц, но и от других свойств, а
также от концентрации пыли в газовой среде. Во всех пылеулавливающих аппаратах
частицы пыли и туманы подвергается действию сил, отводящих их из газового
потока (сила тяжести, центробежная сила, электрическая сила и т.д.). Движению
частиц под влиянием этих сил, противодействует сопротивление среды. Обычно
схема газоочистки включает последовательно соединенные газоочистные аппараты,
для раздельного улавливания крупных и высокодисперсных частиц.
1. Осадительные камеры, вследствие их малой эффективности, больших
габаритов и трудности равномерного распределения газа по сечению применяются
для улавливания очень крупной пыли, иногда при высокой температуре газа. В этих
аппаратах частицы пыли осаждаются в результате действия силы тяжести. При
попадании в камеру поток резко расширяется из-за чего снижается скорость газа,
частицы, имеющие большой вес по кривой траектории осаждаются на дно камеры.
Размер осаждающихся пылинок в камере при постоянном расходе газа, определяется,
в основном, длиной осадительной камеры: у входа газа в камеру выпадают крупные
частицы, на выходе - более мелкие. Таким образом, в камере происходит
своеобразное разделение пыли по дисперсности.
2. Циклоны
Принцип отделения твердых частиц из газовой среды в циклонах основан на
действии центробежных сил, возникающих при движении газа по спирали. Прижимаясь
под действием этих сил к внутренней поверхности стен циклона, частицы теряют
скорость, опускаются и оседают в конической части аппарата. Ввод газа в циклон
осуществляется тангенциально, поэтому движение потока в цилиндрической части
происходит по винтовой линии. В циклонах улавливается пыль с размером частиц
более 5 мкм. Минимальный размер улавливаемых в циклоне частиц может
определяться по уравнению:
 (2)
(2)
где С - постоянная, зависящая от характеристики газопылевой
системы и формы циклона.
D -
диаметр циклона.
Из уравнения следует, что при одинаковых скоростях газа с уменьшением
диаметров циклонов улучшается условия улавливания пыли. Направляя газ из одного
циклона в другой со все
увеличивающейся скоростью и применяя циклоны различных размеров, можно
рассортировать пыль по размерам частиц.
Практика газоочистки показывает, что наилучших результатов по выделению
пыли можно добиться, используя циклоны малых диаметров с высокой скоростью
движения газа. Поэтому для очистки пыли часто прибегают к использованию
мультициклонов.
Мультициклон представляет батарею небольших циклонов собранных в один
агрегат (из двух и более). Газ поступает в общий коллектор и распределяется по
отдельным циклонам (элементам). Выходящий газ поступает в общий коллектор.
Стандартные размеры мультициклонов и типовые конструкции приведены в каталоге
"Газоочистка". Выбор размеров мультициклонов производится по расходу
газа.
. Рукавные фильтры
Для улавливания дисперсной пыли с размером частиц менее 5 мкм
используются рукавные фильтры. В качестве фильтрующего материала используется
стеклоткань, асбестовая ткань, шерстяные ткани в зависимости от температуры
поступающего газа. При прохождении запыленного газового потока через
фильтровальную ткань в порах ткани и на ее поверхности осаждается пыль. Как
правило, размеры осаждаемых частиц во много раз меньше среднего диаметра пор
фильтровальной ткани. Задержание пыли обусловлено столкновением частиц с
волокнами ткани, образующих многослойную объемную решетку. Осевшие на
поверхности и порах частицы пыли сцепляются друг с другом и образуют вторичную
пористую перегородку, участвующую в задержании пыли из газов. Степень
задержания пыли фильтровальной ткань: зависит от факторов: удельный вес частиц,
их формы и дисперсность, концентрации пыли в газах, скорости (фильтрации,
конструкции фильтровальной ткани и т.д. Запыленный газ подается в нижнюю
(бункерную часть газохода и поступает внутрь рукавов, проходит через ткань и
поступает в общий коллектор и выбрасывается в атмосферу. Через определенные
промежутки времени одна из секций автоматически переключается в рабочее
положение, а другая, в это время находится на продувке (обратной) с
одновременным встряхиванием рукавов.
При нормальной состоянии фильтровальной ткани, рукавные фильтры работают
в производственных условиях с КПД 92 - 97 %.
Оптимальный режим процесса распыления характеризуется определенными
значениями температуры, давления, расхода азота, состава азота.
От правильного соблюдения технологического режима зависит качество
пульверизата, экономичность работы установки. Только применение приборов
контроля технологических параметров может обеспечить правильное ведение
технологического процесса.
1.5 Композиционные материалы с участием алюминиевого порошка
Пудра Алюминиевая Пигментная представляет собой
тонкоизмельченный порошок алюминия, в Зависимости от размера чешуек различают
два вида ПАП-1 и ПАП-2. Используется алюминиевая пудра (ПАП) как пигмент для
красок, эмалей, резиновых клеев. За счет своей высокой химической активности
применяется для производства газобетона. Алюминиевая пудра (ПАП), или
Серебрянка - краска применяемая как декоративное покрытие для металлических,
деревянных и других поверхностей, характеризуется высокой прилипаемостью к
стали. Алюминиевая пудра предназначена в этом случае для обеспечения
сохранности стальных конструкций, и иных металлических элементов,
подвергающихся воздействию температуры до 450°С [12 - 14].
Как отмечалось, процесс получения полуфабрикатов
дисперсно-упрочненных композитов на основе металлической матрицы включает
следующие операции: приготовление порошковой смеси, формование, спекание,
деформационная и термическая обработка. Рассмотрим более подробно основные
свойства, технологические методы получения и области применения конкретных
видов дисперсно-упрочненных композиционных материалов ДКМ.
Широкое применение в технике нашли алюминиевые ДКМ,
упрочненные оксидом алюминия, что способствует существенному повышению
жаропрочности и характеристик ползучести алюминия. Часто применяют три марки
ДКМ А1-А12Оэ, отличающиеся содержанием оксида. САП-1
(6-9% Аl2О3), САП-2 (9.1-13% А1203) и САП-3
(13.1-17% А1203). При увеличении содержания А12О3 в ДКМ растут твердость и прочность,
а пластичность, коэффициент термического расширения, тепло- и
электропроводность снижаются. САП-ы имеют высокую коррозионную стойкость, не
подвержены межкристахтитной коррозии и коррозии под напряжением. Они отличаются
высокой радиационной стойкостью.
Для изготовления ДКМ используют тонкодисперсные алюминиевые
порошки (пудру). Предварительно дегазированные порошки брикетируют на
гидравлических прессах при температуре 833-873К и давлении 300-600МПа и
подвергают деформированию. ДКМ А1-А1203, полученные
холодным экструдированием смеси порошков, обладают высокой износостойкостью. С
увеличением содержания А1203 (до 30 %) предел текучести, предел
прочности, относительное удлинение и вязкость ДКМ уменьшаются, а износостойкость
растет.
Основной упрочняющей фазой в ДКМ Аl - С служит карбид алюминия. Дисперсно-упрочненные композиты получают
методами порошковой металлургии и литья. Износостойкие ДКМ Аl - С получают путем механического замешивания подогретого (873К) порошка гРафита
в расплаве алюминия. Для улучшения смачивания алюминием "Рафит покрывают
медью.
ДКМ на основе алюминия с карбидами (TiC, ZrC, NbC, WC, Cr3C2 Мо2С) (объемная доля 2-8%) получают путем
механического смешивания с последующим прессованием, спеканием, прокаткой и
отжигом. Прочностные характеристики зависят от природы химической связи
упрочняющей фазы.
ДКМ Аl - AlN, Al - Si3N, получают методом плазмохимического
синтеза, а ДКМ Al-FeAl3 - методом механического легирования.
Рассмотрим спеченные алюминиевые порошки - САПы.
САП состоит из алюминия и оксида алюминия. Получают САП путем
последовательного брикетирования, спекания и прессования окисленной с
поверхности алюминиевой пудры.
Исходным материалом при получении пудры служит порошок
пульверизат, который изготовляют распылением расплавленного алюминия А6 (ГОСТ
11069-74). Порошок размельчают в шаровых мельницах в атмосфере азота с
добавлением 2-3% кислорода и 0,25-1,2% стеариновой кислоты. Кислород добавляют
для окисления вновь образованных поверхностей пудры, стеарин для облегчения
скольжения и препятствия свариванию частиц пудры. Частицы пудры имеют форму
чешуек толщиной менее 1 мкм. Размер частиц по длине и ширине одного порядка. Он
зависит от длительности размола. Толщина оксидной пленки частиц равна 0,01Ч),1
мкм. Чем продолжительнее время размола, тем мельче частицы пудры, больше их
общая поверхность и, следовательно, выше содержание окиси алюминия. Например,
пудра марки АПС-1 с размером частиц 30-50 мкм содержит 6-8% Al2O3, а пудра АПС-2, имеющая
размер частиц 10
- 15 мкм, 9 - 12% Al2O3.
Структура САП представляет собой алюминиевую основу с
равномерно распределенными дисперсными включениями Al2O3. С увеличением
содержания Al2O3 повышаются прочность,
твердость, жаропрочность САП и уменьшается его пластичность. Высокая прочность
САП объясняется большой дисперсностью оксидной фазы, малым расстоянием между ее
частицами. Нерастворимость в алюминии и отсутствие склонности к коагуляции
тонкодисперсных частиц Al2O3 обеспечивает стабильность структуры и высокую прочность при
температурах до 500 °С.
САП хорошо деформируется в горячем состоянии, хуже в
холодном, легко обрабатывается резанием и удовлетворительно сваривается
контактной, аргонодуговой сваркой. В настоящее время в основном применяют
САП-1, САП-2 и САП-3, из них производят все виды полуфабрикатов: листы,
профили, штамповые заготовки, трубы, фольгу. САП используют для деталей,
работающих при температуре 300 -500 °С, от которых требуются высокая удельная
прочность и коррозионная стойкость (поршневые штоки, лопатки компрессоров,
лопасти вентиляторов и турбин в химической и нефтяной промышленности,
конденсаторы, обмотки трансформаторов в электротехнике).
Спеченные алюминиевые сплавы (САС) изготовляют в основном по
той же технологии, что и САП из порошков, полученных распылением сплавов
заданных составов.
Практическое значение имеют сплавы с низким температурным
коэффициентом линейного расширения, близким к коэффициенту линейного расширения
стали, и высоким модулем упругости. Так, САС состава: 25-30% Si; 5-7% Ni; остальное Al - имеет
а = (14,5 - 15,5) х X 1/°С; Е = 100 ГПа. Эти сплавы заменяют более тяжелые стали при
изготовлении отдельных деталей приборов. Механические свойства САС
характеризуются достаточно высокой прочностью, твердостью (Cg = 260 МПа; НВ 1200) и низкой
пластичностью (d = 1,5 1 %). Преимущества спекаемых алюминиевых сплавов по сравнению с
обычными аналогичного состава отсутствие литейных дефектов (ликвации, шлаковых
включений и т. д.) и мелкозернистая структура с равномерным распределением фаз.
В строительном материаловедении находят применение
разнообразные композиционные материалы: кирпичи, строительные смеси, бетоны и
т.д.
Еще совсем недавно первая разновидность ячеистых бетонов -
газобетон имел преимущественное развитие. Технология газобетона достаточно
проста и позволяет получить материал пониженной плотности со стабильными
свойствами.
Газобетон приготовляют из смеси портландцемента (часто с
добавкой воздушной извести или едкого натра), кремнеземистого компонента и
газообразователя. По типу химических реакций газообразователи делят на
следующие виды:
- вступающие
в химические взаимодействие с вяжущим или продуктами его гидратации
(алюминиевая пудра);
- разлагающиеся
с выделением газа (пергидроль);
- взаимодействующие
между собой и выделяющие газ в результате обменных реакций (например, молотый
известняк и соляная кислота).
Чаще всего газообразователем служит алюминиевая пудра,
которая, реагируя с гидратом окиси кальция, выделяет водород.
1.6 Патентный поиск
В процессе дипломной работы был проведен информационный
патентный поиск по следующим направлениям:
- порошковые
сплавы, упрочненные дисперсными частицами;
- дисперсионно
твердеющие алюминиевые сплавы;
- САПы;
-
композиционные материалы с участием алюминиевого порошка.
Поиск был проведен за 1987 - 1990 гг. и 1995 - 2010 гг. и
найдены патенты приведенные ниже.
/02
Опубликовано: 27.11.2009
КОМПОЗИЦИОННЫЙ МАТЕРИАЛ
Реферат:
Изобретение относится к порошковой металлургии, в частности к
композиционным материалам на основе алюминиевых и магниевых сплавов,
упрочненных высокомодульными нановолокнами. Может использоваться в
судостроении, при создании конструкций и оборудования авиакосмических средств,
железнодорожного и других видов транспорта в качестве конструкционных
материалов. Композиционный материал содержит матрицу из металла, выбранного из
группы, содержащей алюминий, магний или их сплавы и 20-80 об.% упрочнителя,
выполненного в виде армирующих нановолокон оксида алюминия, покрытых пленкой
аморфного углерода Материал обладает высоким уровнем прочностных свойств, а
также пониженной массой.
/02
Опубликовано: 10.11.2002
СПЕЧЕННЫЙ АЛЮМИНИЕВЫЙ СПЛАВ
Реферат:
Изобретение относится к порошковой металлургии и может быть
использовано в приборостроении для изготовления слабонагруженных и
ненагруженных деталей, например радиаторов охлаждения полупроводниковых
приборов, подошвы электрического утюга и др., а также в качестве
электроконтактного материала. Спеченный алюминиевый сплав содержит медь при
следующем соотношении компонентов, мас. %: медь 30-55; алюминий - остальное, и
спечен при температуре 500-550oС. Технический результат - удешевление
производства спеченного алюминиевого сплава за счет экономии энергии,
затрачиваемой на операцию спекания.
/02
Опубликовано: 20.06.2009
ШИХТА ДЛЯ АНТИФРИКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА
ОСНОВЕ АЛЮМИНИЯ И СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ
АЛЮМИНИЯ, ПОЛУЧЕННЫЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ
Реферат:
Изобретение относится к порошковой металлургии, в частности к
спеченным композиционным материалам на основе алюминия для деталей
триботехнического назначения - втулок, подшипников скольжения, уплотнений,
подпятников. Шихта для композиционного материала на основе алюминия содержит,
ат.%: порошки переходных металлов, выбранных из Fe, Cr, Ni, Ti, Co, V, Zr -
7,5-20, легирующие элементы, выбранные из Cu, Zn, Si, Mg, Li, Sn, Pb - 0,3-12,
алюминий - остальное. Спеченный композиционный материал на основе алюминия,
полученный с использованием указанной шихты, включает легированную алюминиевую
матрицу и упрочнитель в виде частиц алюминида состава Al3Х, где Х - Fe, Cr, Ni,
Ti, Со, V, Zr, при следующем соотношении, ат.%: упрочнитель 30-60, матрица -
остальное. Полученный материал обладает высокими твердостью и триботехническими
характеристиками. 2 н. и 7 з.п. ф-лы, 5 ил., 3 табл.
/03
Опубликовано: 27.05.2010
СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА
Реферат:
Изобретение относится к производству строительных материалов
и может быть использовано при изготовлении ячеистого бетона неавтоклавного
твердения. Сырьевая смесь для приготовления ячеистого бетона включает, мас.%:
портландцемент 55,88-65,09, кварцевый песок с модулем крупности Мкр до 1,8
14,1-29,31, керамзитовый песок с удельной поверхностью 2000-2500 см2/г
10,06-22,67, пенообразователь «Неопор» 0,32-0,37, алюминиевая пудра
0,067-0,078, вода до В/Т=0,35-0,45. Технический результат - повышение предела
прочности при сжатии и коэффициента конструктивного качества при сохранении
пониженной средней плотности.
/03
Опубликовано: 10.01.2010
ЯЧЕИСТЫЙ БЕТОН АВТОКЛАВНОГО ТВЕРДЕНИЯ
Реферат:
Изобретение относится к производству строительных материалов
и может быть использовано для изготовления теплоизоляционных ячеистых бетонов
автоклавного твердения для гражданского и промышленного строительства. Ячеистый
бетон автоклавного твердения изготовлен из сырьевой смеси, содержащей золу-унос
ТЭЦ электрофильтрового отбора с содержанием SiO2 50-65%, Аl2О3 18-30%, Fе2О3
2-15%, СаО не более 10%, MgO не более 3% и SO3 не более 2% и свободного СаО
менее 1% и удельной поверхностью, соответствующей остатку на сите 008 не более
20%, цемент, известково-зольную смесь ИЗС с соотношением извести и золы 1:1,
газообразователь на основе алюминиевой пудры и шлам, приготовленный из отходов
производства ячеистого бетона, характеризующийся плотностью 1200-1500 кг/м3 и
температурой 20-40°С, при следующем соотношении ко
/03
Опубликовано: 27.12.2008
СОСТАВ И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА
Реферат:
Изобретение относится к области изготовления строительных
материалов и может быть использовано для производства разновидности ячеистого
бетона - газобетона. Технический результат - повышение качества газобетона,
увеличение срока хранения сухого порообразователя. Состав для получения
газобетона содержит в качестве газообразователя порообразователь - смесь,
полученную совместным помолом до 10 мкм, следующего состава, мас.%: алюминиевая
пудра 10-60, известняковая мука 39,99, сульфонат натрия - остальное, при
следующем соотношении компонентов, мас.%: цемент - 51, зола-унос ТЭЦ - 27,
указанный порообразователь - 0,3, вода - остальное. Способ получения газобетона
включает приготовление указанного выше состава путем перемешивания цемента,
золы-уноса ТЭЦ и воды в миксере с числом оборотов от 1000 об/мин в течение 1
мин с последующим введением указанного порообразователя при перемешивании в
течение 30 сек и разлива полученной смеси в формы, ее вспучивание и отвердение.
2 н.п. ф-лы, 2 табл.
ель работы: анализ производства и свойств алюминиевых
порошковых материалов и оценка технологичности получения композитов различного
функционального назначения с использованием алюминиевой пудры
Для достижения поставленной цели были решены следующие
задачи:
анализ технологии производства и свойств алюминиевых
порошковых материалов (на примере продукции ООО «Валком-ПМ»);
анализ технологии производства дисперсно-упрочненных
композиционных материалов: САП, САС;
определение возможности использования алюминиевой пудры при
формировании композиционных материалов;
- разработка рекомендаций к технологическому процессу производства
строительного композита, газобетона, при использовании алюминиевой пудры
пигментной марки ПАП-1, ПАП-2производства ООО «Валком-ПМ».
2. Материаловедение
2.1 Основные свойства порошка и методы их контроля
Физико-химические и физико-технологические свойства металлических
порошков в основном определяются областью их применения.
Химические свойства порошка характеризуются его составом, т.е.
содержанием основного металла (алюминия) и примесей.
Физические свойства порошка определяются формой частиц, фракционным
составом, удельной поверхностью.
Технологические свойства порошка определяются насыпным весом, весом
утряски, текучестью.
Основные показатели порошков определяются ГОСТами или ТУ.
Химический состав порошков в большей степени зависит от химического
состава исходного сырья и технологии получения.
Алюминиевые порошки, полученные распылением первичного алюминия,
содержат, в основном примеси железа, кремния, меди и окиси алюминия Примеси
железа, кремния, меди содержатся в негодном алюминия количество которых
определено ГОСТом в зависимости от марки, но могут вноситься и в процессе
распыления:
1) Кремний
а) поступает из кладки при взаимодействии окиси кремния с расплавленным
алюминием;
б) вносится с загрязненными чушками;
2) Железо вносится при работе стальным инструментом и попадании стальных
предметов в расплав (крепящий форсунку клик, инструмент и др.);
3) Медь вносится при попадании латунного или бронзового инструмента в
расплавленный металл.
Окись алюминия образуется при окислении кислородом поверхности частиц в
процессе расплавления.
Алюминий отличается высоким сродством к кислороду. При дроблении
расплавленного металла вновь образованная поверхность частиц при контакте с
кислородом, содержащимся в воздухе или азоте, мгновенно покрывается пленкой из
окиси алюминия. Толщина пленки зависит от концентрации кислорода в факеле и
пылеосадителе.
При распылении воздухом на поверхности частиц образуется рыхлая,
утолщенная пленка, при распылении азотом с содержанием кислорода менее 0,8%
окисная пленка тоньше в десятки раз и имеет более плотную упаковку. Поэтому
степень дисперсности окисления порошка зависит от его дисперсности и
концентрации кислорода в факеле распыления.
Значительное влияние на формообразование частиц оказывает величина
поверхностного натяжения расплавленных металлов.
Поверхностное натяжение - стремление жидкости уменьшить свою поверхность,
обусловленное действием молекулярных сил. Молекулы, находящиеся внутри
жидкости, испытывают одинаковые по всем направлениям притяжение со стороны
окружающих молекул, молекулы поверхностного слоя подвергаются неодинаковому
притяжению со стороны внутренних слоев жидкости и со стороны газовой среды. Так
на поверхности раздела жидкость-воздух молекулы жидкости поверхностного слоя,
испытывают больше притяжение со стороны молекул находящихся внутри жидкости,
чем со стороны молекул газа.
Под воздействием этих сил жидкость стремиться занять наименьшую
поверхность и поэтому стремиться к сфере.
Чем больше силы взаимодействия внутренних и поверхностных молекул, а они
у различных веществ различны, тем больше капля этой жидкости стремиться принять
шарообразную форму. Чем меньше количество взятой жидкости, тем сильнее
проявляется поверхностное натяжение. Например: ртуть в большой массе
растекается и принимает сфероидальную форму, а мелкие капли ртути принимают
форму шариков, то же самое можно сказать про капли дождя и тумана.
Сферические частицы порошка алюминия при распылении получаются в случае,
когда силы поверхностного натяжения успевают придать шарообразную форму каплям
металла до их затвердевания.
Частицы пульверизата первичного полученного распылением холодным
воздухом, получаются, как правило, неправильной формы по следующим причинам:
а) дробление металла в факеле на выходе из форсунки происходит при
температуре начала кристаллизации алюминия 660 ° С, поэтому сфера не успевает
сформироваться, как частица затвердевает. Кроме того, при дальнейшем
затвердевании при температуре 400 - 500 ° частицы слипаются друг с другом,
деформируются при столкновении со стенками пылеосадителя и друг с другом.
Вероятность слипания и деформации тем больше, чем крупнее частицы пульверизата,
т.к. в этом случае процесс теплообмена между частицей и окружающей средой
протекает более длительное время, следовательно время затвердевания частицы
удлиняется.
Для получения пульверизата с высоким насыпным весом и с частицами к
сфере, снижают производительность форсунки за счет уменьшения диаметра ниппеля
до 5 - 6 мм, ширины щели до 1,5 - 2,0 мм, температуру металла поднимают до 780
°С.
При распылении частицы получаются более мелкие, успевают из-за повышенной
температуры металла сформироваться в сферу, быстро охлажда- ются и затвердевают
в первозданном виде; j
б) при температуре в пылеосадителе более 180 °С процесс охлаждения частиц
замедляется, создается возможность деформации частиц и их слипания.
Пульверизат слеживается в конусе пылеосадителя в комки, теряется
сыпучесть, затрудняется его загрузка.
Поэтому даже с точки зрения облегчения условий труда, нельзя поднимать
температуру в пылеосадителе больше 160 °С, если увеличивается температура металла, должна снижаться
производительность форсунки и наоборот.
Основными факторами, определяющими получение сферических частиц
дисперсного пульверизата для производства АСД, является:
а) распыление металла протекает при температуре 700 °С, что значительно
выше температуры затвердевания алюминия благодаря подогреву азота до 500 °С и
температуры металла 800 °С, в стих условиях частицы формируется в сферу;
б) разогретые частики до температуры 600 - 650 °С попадают в факел
холодного азота обдувочного кольца и затвердевают в форме сферы;
в) распыление ведется форсунками пониженной производительностью при
высоких давлениях и сверхзвуковых скоростях истечения азота, что обеспечивает
тонкое распыление металла, мелкие частицы быстрее получают форму сферы и быстро
охлаждаются.
Отклонение от инструкции неизбежно приведут к потере сферической формы
порошка.
Следует отметить, что примеси железа, кремния, меди увеличивают
поверхностное натяжение алюминия и поэтому облегчаются условия получения
пульверизата с частицами сферической формы.
Рассмотрим размеры и распределение частиц по крупности.
Фракционный или гранулометрический состав пульверизата определяется
условиями распыления металла.
Содержание мелких фракций в пульверизате зависит от размеров форсунки и
ее вакуумной характеристики, температуры металла, давления:
а) при повышении температуры металла повышается жидкотекучесть,
улучшаются условия дробления металла;
б) повышение давления увеличивает скорость истечения газа через щель,
снижается производительность из-за уменьшения вакуума, но содержание мелких
фракций увеличивается.
Значение вакуума форсунки при данном давлении и линейных размерах
достаточно описаны в предыдущих разделах.
Характер распределения крупности частиц порошка в зависимости от давления
распыляющего воздуха, при повышении давления резко возрастает содержание частиц
размером 200 мкм. При получении пульверизата с повышенным содержанием фракций
менее 100 мкм, необходимо, по возможности поднять давление перед форсункой.
Фракционный или гранулометрический состав порошка определяется методом
рассева на стандартных ситах, подсчетом в оптическом или электронном
микроскопах, седиментации (осаждение в жидкой среде) и др.
Наиболее распространенным методом является ситовой анализ, заключающийся
в последовательном просеивании определенной навески через сита с различной
величиной отверстий или на одном сите в зависимости от технического требования
к пульверизату.
Рассев навески может производиться вручную или на ратапе. фракция
порошка, оставшаяся на сите 005, не прошедшая через сито 0063 обозначается -
0063 + 005.
Суммарная поверхность 1 грамма частиц порошка в см2 называется
удельной поверхностью.
Удельная поверхность порошка зависит от дисперсности и формы частиц: чем
больше дисперсность порошка, тем больше частичек будет находиться в 1 гр, тем больше удельная поверхность.
К технологическим свойствам порошка относятся: насыпной вес (насыпная
плотность), текучесть.
Насыпной вес является объемной характеристикой и представляет вес единицы
объема свободно насыпанного порошка. Насыпкой вес выражает плотность укладки
частиц порошка и зависит от формы и размера частиц. Наибольший насыпной вес
имеют порошки сферической формы, т.к. шары дают наиболее плотную упаковку с
наименьшим воздушным пространством между частицами. Проверку насыпного веса
пульверизата производят в том случае, если из него будут получаться порошки
марки ПA.
Для определения насыпного веса пользуется прибором волюметром.
Порошки по ряду свойств занимают промежуточное место между жидкостями и
твердыми телами, подобно жидкости порошок легко заполняет объем, принимая форму
сосуда. Однако у порошков текучесть выражена гораздо слабее, чем у жидкостей.
Текучесть порошка зависит от формы и размеров частиц. Сферические порошки
имеют большую текучесть, чем порошки с частицами неправильной формы. В условиях
пульверизации основным фактором, влияющим на текучесть, является температура в
пылеосадителе.
2.2 Алюминий - сырье для получения порошковых материалов
порошковый металлургия алюминиевый
пудра
Физико-химические свойства алюминия значительно зависят от степени его
чистоты.
Плотность твердого металла чистотой 99,75 % Аl - 2,7 г/см3, а для металла 99,996 % Al - 2,6989 г/см3; плотность
расплавленного металла чистотой 99,75 % Al при 1000o
- 2,289 г/см3.
Температура плавления алюминия чистотой 99,6% Аl составляет 658,7°С, а чистотой 99,996 % Аl - 660,2 °С.
Температура кипения алюминия при атмосферном давлении приближается к 2500
°С.
Электропроводность алюминия чистотой 99,5 % Аl составляет 62,5 % к электропроводности меди, а для металла
чистотой 99,996 % Аl - 64,94 %.
Механические свойства также зависят от чистоты алюминия, алюминий высокой
чистоты мягче, пластичнее, но имеет пониженную механическую прочность.
Алюминий чистотой 99,996 % Аl имеет сопротивление на разрыв 11,41 кг/мм2 для
холоднокатанного металла, и 4,81 кг/мм2 для отожженного,
сопротивление сжатию, соответственно 10,8 и 1,26 кг/мм2.
Алюминий обладает большой химической активностью, отличительной
особенностью алюминия является его способность соединяться с кислородом, в
частности с кислородом воздуха. Поэтому на воздухе алюминий покрываете/,
тонкой, но очень прочной пленкой окиси алюминия, которая защищает металл от
дальнейшего окисления и обуславливают большую коррозийную стойкость металла.
Толщина пленки на поверхности металла составляет 2×10-5 см. Интенсивность
окисления алюминия возрастает с повышением температуры, в особенности выше
точки его плавления, причем зависит от примесей других металлов (Mg, Ca, Na, Si, Сu), которые способствуют интенсивности процесса окисления,
сцепление окисленной пленки с алюминием в местах нахождения примесей снижается,
что приводит к повышенному окислению алюминия в этих местах.
Реакция взаимодействия алюминия с кислородом, с получением глинозема 2Al + 1,5O2 = Al2O3 идет c большим
выделением тепла (экзотермическая).
Алюминий интенсивно взаимодействует с хлором практически вше 100° е
образованием хлорида алюминия АlС13
и выделением тепла.
С фтором алюминий образует фторид АlР3, который в большой степени отличается от
хлорида алюминия по своим свойствам. Фторид алюминия при атмосферном давлении
возгорается, не плавясь, будучи нагрет примерно до 1000 - 1100°. Попытки
расплавить АlР3 в бомбе под давлением
при температуре 1500° не дали результатов. При нагревании с металлическим алюминием
образуется субфторид 2Аl(ж) +
АlР3 (тв) ® АlР3 (тв).
При продувке азотом жидкого алюминия наблюдается образование нитрида
алюминия АlN при 660°. Наиболее интенсивно
реакция идет при температуре выше 600° c значительным выделением тепла. Нитрид алюминия более активен
при комнатной температуре разлагается водой с образованием Аl(OH)3 гидрата окиси алюминия и NH3 аммиака.
Первичный алюминий, получаемый методом электролиза, выпускается следующих
марок по ГОСТу 3549-53.
Таблица 2 - Химический состав первичного алюминия
|
Марка
|
Al не менее
|
Примесей не более
|
|
|
Сумма
|
|
|
Fe
|
Si
|
Fe + Si
|
Cu
|
Всего
|
|
А 000
|
99,8
|
0,12
|
0,1
|
0,18
|
0,01
|
0,2
|
|
А 00
|
99,7
|
0,16
|
0,16
|
0,26
|
0,01
|
0,3
|
|
А 0
|
99,6
|
0,25
|
0,2
|
0,36
|
0,01
|
0,4
|
|
А 1
|
99,5
|
0,3
|
0,3
|
0,46
|
0,015
|
0,5
|
|
А 2
|
99,0
|
0,5
|
0,5
|
0,9
|
0,02
|
1,0
|
|
А 3
|
98,0
|
1,1
|
1,0
|
1,8
|
0,05
|
2,0
|
Из первичного алюминия получают порошки марки ПА, АП, пудру алюминиевую.
Для раскисления сталей и производства ферросплавов применяется
алюминиевый порошок с довольно высоким допуском примесей, получаемый из
вторичного алюминия.
Для производства порошка марки АГШ используется обычно алюминий Ач 3.
Таблица 3 - Химический состав вторичного алюминия в %
|
Марка
|
Al не менее
|
Примесей не более
|
|
|
Si
|
Fe
|
Cu
|
Zn
|
Сумма Mn, Ni, Zn, P
|
Всего
|
|
Ач 1
|
96,5
|
1,5
|
2,0
|
0,05
|
0,1
|
-
|
3,5
|
Таблица
|
Марка
|
Al не менее
|
|
|
Si
|
Fe
|
Cu
|
Zn
|
Сумма Mn, Ni, Zn, P
|
Всего
|
|
Ач2ф
|
92,0
|
1,0
|
-
|
4,0
|
0,8
|
2,0 в т.ч. 5п + Рв
0,5
|
8,0
|
|
Ач2с
|
91,0
|
3,0
|
2,5
|
4,0
|
0,8
|
-»-
|
9,0
|
|
Ач 2
|
91,0
|
3,0
|
-
|
4,0
|
0,8
|
-»-
|
9,0
|
|
Ач 3
|
87,0
|
5,0
|
-
|
5,0
|
3,0
|
3,0 в т.ч. Р + п
0,7
|
13,0
|
2.3 Микроструктурные исследования частиц алюминиевых порошков
Методика приготовления шлифов отдельных частиц заключалась в
следующем.
Навеска
пудры 2-3 г замешивалась до сравнительно равномерного распределения частиц в
2-2,5 см3 разжиженной эпоксидной смолы ЭД-5 с добавками 15%
пластификатора-дибутилфтилата и 10% отвердителя-полиэтилен-полиамина. Этот
состав, обладая хорошими смачивающими свойствами, обеспечивает безукоризненное
разделение частиц при полном исключении искажения контуров частицы оставшимися
пузырьками воздуха. После замешивания порошка сметанообразная масса эпоксидной
смолы заливалась в прямоугольные формочки и при комнатной температуре в течение
суток шел процесс полимеризации. При наличии в пробе крупных шарообразных
частиц размером 100-200 мкм и более необходимо изготовленный образец в процессе
полимеризации несколько раз перевернуть с целью предотвращения
преимущественного оседания на дно наиболее крупных частиц. Затвердевшие образцы
торцевались, полировались, а затем травились реактивом Келлера - 1,1 мл HF;
11,5 мл HNO3; 1,7 мл НСl; 100 мл Н 2О.
Описанная методика позволяет изучать микроструктуру отдельных
частиц, а также изменение их формы.
На рисунке
3 приведены
микрофотографии структур отдельных частиц порошка после 6 ч размола
пульверизата в шаровой мельнице. Частицы порошка имеют плоскую форму. Размер,
частиц в среднем составляет в длину 50-100 мкм при толщине 5- 10 мкм. При этом
количество окиси алюминия в порошке пробы составляет 2,1%. Частицы порошка в
шаровой мельнице все время подвергаются истирающему и ударному действию. При
истирании происходит уменьшение толщины частиц со значительным ростом их длины.
Высокая степень деформации приводит к оголению алюминия, который окисляется
атмосферой, наведенной в шаровой мельнице. При ударном действии частицы
дробятся на более мелкие и как бы втираются, склепываясь вместе. Такой
конгломерат склепанных плоских частиц даже после 6 ч размола хорошо виден на рисунке.
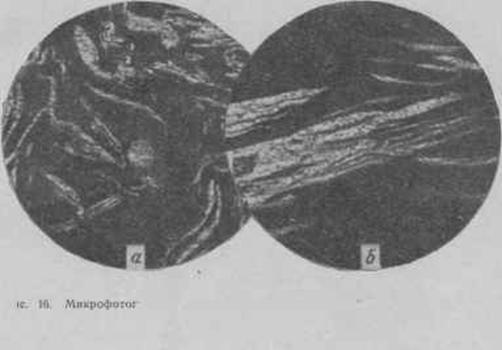
Рисунок 3 - Микрофотографии отдельных частиц алюминиевого порошка после 6-ч размола
пульверизата: а - х200;
б - х800
Таблица
4 - Изменение
физических характеристик алюминиевого порошка при размоле
|
№ пробы
|
Длительность
размола, ч
|
Остаток на сите
0075, %
|
Насыпная плотность,
г/см3
|
Содержание, А!, %
|
Содержание жиров, %
|
|
1
|
6
|
8,0
|
0,18
|
97,4
|
0,49
|
|
2
|
12
|
20,0
|
0,23
|
96,6
|
0,49
|
|
3
|
18
|
2,0
|
0,56
|
93,2
|
0,25
|
|
4
|
22
|
следы
|
0,92
|
92,0
|
0,31
|
|
5
|
34
|
8,0
|
1,06
|
89,1
|
0,30
|
Следовательно, даже на стадии размола и истирания частиц
имеет место начальный процесс склепывания отдельных элементарных чешуек в общую
пачку. Таким образом, внутрь пачки плоских частиц, даже на стадии размола,
входит не сплошная окисная пленка, а ее фрагменты с участками алюминиевой
матрицы. Алюминиевая матрица в процессе размола претерпевает наклеп и
становится хрупкой, ломаясь на более мелкие пластинки.
При увеличении времени размола до 12 ч происходит дальнейшее
изменение размера частиц (рисунок 4).
Частицы алюминиевого порошка после 12-ч размола имеют форму еще более тонких
пластинок, размеры которых по толщине и-длине меньше, чем после 6-ч размола.
Преимущественные размеры пластинок: длина 50-100 мкм, толщина 1-5 мкм;
содержание окиси алюминия составляет 3%.
На рисунке
5 представлена
микрофотография отдельных частиц после 18-ч размола пульверизата. На этой
микрофотографии четко видно, как резко изменились форма и размеры частиц.
Частицы порошка приобретают неправильную форму, приближающуюся к шарообразной.
Размеры частиц очень неоднородны - от 10 до 100 мкм и более. Остались еще и
пластинчатые частицы, которые образовались при размоле. Следовательно, в
течение 18 ч размола, кроме дальнейшего дробления частиц на более мелкие,
имеющих пластинчатую форму, происходит склепывание частиц до образования
конгломератов. Количество окиси алюминия при этом увеличивается до 6,8%. В этом
случае идет своего рода переходный процесс размола и комкования. В дальнейшем
процесс размола полностью заканчивается и развивается в направлении образования
комкованных частиц.
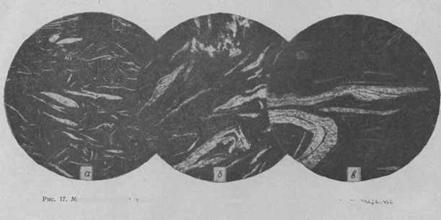
Рисунок
4 -
Микрофотографии отдельных частиц алюминиевого порошка после 12 ч размола пульверизата: а- х200; б - х500; в- х800
Рисунок
5 -
Микрофотография отдельных частиц алюминиевого порошка после 18 ч размола пульверизата. х200
3. Расчетная часть
Газобетон приготовляют из смеси портландцемента (часто с
добавкой воздушной извести или едкого натра), кремнеземистого компонента и
газообразователя. По типу химических реакций газообразователи делят на
следующие виды:
- вступающие
в химические взаимодействие с вяжущим или продуктами его гидратации
(алюминиевая пудра);
- разлагающиеся
с выделением газа (пергидроль);
- взаимодействующие
между собой и выделяющие газ в результате обменных реакций (например, молотый
известняк и соляная кислота).
Чаще всего газообразователем служит алюминиевая пудра,
которая, реагируя с гидратом окиси кальция, выделяет водород.
Физико-механические свойства ячеистых бетонов (газо- и пенобетонов)
зависят от способов образования пористости, равномерности распределения пор, их
характера (открытые, сообщающиеся или замкнутые), вида вяжущего, условий
твердения и ряда других факторов.
Свойства ячеистых бетонов взаимосвязаны между собой. Так, коэффициент
теплопроводности (λ) в сухом состоянии зависит в основном от величины
средней плотности. Несущественное влияние на величину λ оказывает вид вяжущего, условия
твердения и другие факторы. Это объясняется тем, что материал стенок,
образующих поры, состоит из цементного камня или близкого к нему
гидросиликатного каркаса. Поэтому, величина пористости и соответственно средней
плотности преимущественно определяет теплопроводность ячеистого бетона.
Пористость материала с ячеистой структурой образуется из воздушной пористости
(макропористости) и пористости межпоровых перегородок (микропористости).
Характер ячеистой пористости определяется пространственным расположением
пор (упаковкой), распределением пор по размерам (сочетания пор различных
размеров), максимальным и средним размером пор, их формой, толщиной межпоровых
перегородок.
Форма пор - параметр, характеризующий степень деформирования сферических
пор в правильные многогранники. Повышение ячеистой пористости системы, снижение
поверхностного натяжения, повышение устойчивости массы, быстрая фиксация
структуры путем отверждения приводит к формированию пор - многогранников. О
степени деформирования пор можно судить по объему ячеистой пористости: если ее
значение превышает 75-80%, это указывает на возможность перехода сферических
пор в многогранники. Чем выше пористость, тем более правильной формы должны
быть многогранники. Стремятся к таким параметрам поризации, которые
обеспечивают формирование пор с плотной, гладкой поверхностью.
Повышение пористости достигается тогда, когда поры имеют разный размер и
характеризуются несферической формой. Полидисперсный характер распределения пор
по размерам обеспечивает высокую вероятность равномерного размещения пор
меньших размеров между порами больших диаметров. Размер пор преимущественно
определяется вязкостью суспензии и видом пенообразователя.
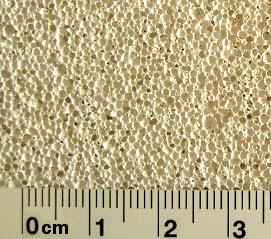
Рисунок
6 - Структура газобетона
Пористость и макроструктура структура ячеистого бетона. К
ряду физических свойств, которые характеризуют особенности структурного
состояния свойства ячеистого бетона, следует отнести: плотность; средняя
плотность; пористость.
Ячеистые поры создаются в бетоне специальными
технологическими приемами посредством поризации растворной части бетонной
смеси, а капиллярные поры - в результате удаления избыточной воды затворения из
межпоровых перегородок
Поры разделяют по размерам:
ячеистые - 10-4÷0,2 см;
капиллярные - 1 -5÷10-4 см;
гелевые - менее 10-6 см.
Проф. Ю.П. Горлов и А.П. Меркин [2] пористость ячеистого не
зависимо от ее способа создания по объему подразделяли.
Таблица 5 -
Характеристика пористости ячеистого бетона [2]
|
Плотность ячеистого
бетона, кг/м3
|
Общий объем
пористости Побщ, %
|
Объем твердой фазы,
Vт, %
|
Ячеистые поры, Пя
|
Капиллярные поры, Пкап
|
Гелевые поры, Пг
|
|
|
|
размер, м
|
объем, %
|
размер, м
|
объем, %
|
размер, м
|
объем,%
|
|
200
|
92
|
8
|
10-6 -
0,25·10-2
|
83
|
10-7 -
10-6
|
7,5
|
<10-8
|
1,5
|
|
300
|
88
|
12
|
10-6 -
0,2·10-2
|
76
|
10-7 -
10-6
|
9
|
<10-8
|
3
|
|
400
|
84
|
16
|
10-6 -
0,15·10-2
|
70
|
10-7 -
10-6
|
10,5
|
<10-8
|
3,5
|
Таблица
6 - Расчет
состава газобетона, в котором в качестве порообразователя применяется алюминиевая пудра
|
Наименование материала
|
Доля в %, теорет.
|
Доля в %, факт.
|
Массовая доля,кг
|
|
Песок молотый
|
38-43
|
41,6
|
250
|
|
Зола - унос ТЭЦ
|
15-18
|
16,6
|
100
|
|
Портландцементмарки
400
|
40-42
|
41,6
|
250
|
|
Алюминиевая пудра, кг
|
0,1-,3
|
0,2
|
0,5
|
|
Всего:
|
|
100
|
600,5
|
|
вода
|
30%
|
|
310 л
|
Практические рекомендации
Пудра Алюминиевая Пигментная представляет собой
тонкоизмельченный порошок алюминия, в Зависимости от размера чешуек различают
два вида ПАП-1 и ПАП-2. Используется алюминиевая пудра (ПАП) как пигмент для
красок, эмалей, резиновых клеев. За счет своей высокой химической активности
применяется для производства газобетона. Алюминиевая пудра (ПАП), или
Серебрянка - краска применяемая как декоративное покрытие для металлических,
деревянных и других поверхностей, характеризуется высокой прилипаемостью к
стали. Алюминиевая пудра предназначена в этом случае для обеспечения
сохранности стальных конструкций, и иных металлических элементов,
подвергающихся воздействию температуры до 450°С.
Применение алюминиевой пудры для производства:
ЭМАЛЬ ХВ-125 СЕРЕБРИСТАЯ. ГОСТ 10144-74. Состав: эмаль ХВ-125
представляет собой суспензию алюминиевой пудры ПАП-2 и наполнителя в растворе
смолы ПСХ-ЛС в смеси органических растворителей, с добавлением пластификатора.
Применение: для окраски загрунтованных металлических, тканевых, деревянных
поверхностей, бетонных и железобетонных строительных конструкций,
эксплуатируемых в атмосферных условиях.
2 Эмаль ПФ-837 ТУ 2312-021-05015319-98 Материал
двухупаковочный (полуфабрикат и алюминиевая пудра). Эмаль ПФ-837 предназначена
для окраски поверхностей подвергающихся воздействию высоких температур.
Допускается применять для окраски черных металлов без предварительного
грунтования в условиях умеренного и тропического климата.
Применение алюминиевой пудры в качестве компонента в
строительном композите, в частности, газобетоне.
4. Технологический раздел
.1 Производство алюминия
Алюминий получают электролизом глинозема в расплавленном криолите Na3AlFe, в котором хорошо растворяется глинозем.
Постоянный электрический ток, протекая через электролитную ванну
разлагает глинозем, при этом алюминий выделяется на катоде, а кислород на
аноде. Выделяющиеся при прохождении электрического тока тепло поддерживает
электролит в расплавленном состоянии. Накапливающийся на подине ванны алюминий
периодически выливают.
Загрузка глинозема в электролит ванны производится периодически.
Полученный при электролизе алюминий загрязнен перешедшим из сырья
железом, кремнием, титаном, а также механически увлеченным электролитом
глиноземом и угольными частицами. Для удаления примесей алюминий рафинируют
хлорированием. Для получения алюминия высокой чистоты алюминий сырец подвергают
электролитическому рафинированию.
Глинозем - сырье для электролитичекого способа получения алюминия.
Глинозем является основным исходным сырьем в производстве алюминия и
должен отвечать следующим требованиям;
а) высокой степенью чистоты, т. к. примеси могут загрязнять металл;
б) содержать минимальное количество влаги;
в) иметь определенный размер кристаллов
Техническими условиями предусмотрено к изготовлению 6 марок Г00,
Г0, Г, Г2, Г3 и Г4.
Основным сырьем для получения глинозема являются бокситы, нефелины,
алуниты, каолиты и глины, причем предпочтение в настоящее время отдается
бокситам.
Примерный состав бокситов:
,0 - 57,0 % А 2 03 2,5 - 8,5 % 02
- 22 % Fe 2 03 25 - 30
% T 02
Основные способы получения глинозема:
a)
гидрохимический способ Байцера (мокрый) при котором первоначальную обработку
боксита осуществляют раствором щелочи;
б) способ спекания, при котором боксит первоначально спекают с содой, и
известняком во вращающихся печах.
Гидрохимический способ Байера
Процесс Байера представляет замкнутый цикл, сущность которого
определяется химической реакцией.
Аl2O3
´ nH2O + 2 NaOH ® 2NaAlO3 +(n + 1) AlO2.
Поступающий боксит дробят, измельчают, после чего подвергают
выщелачиванию в автоклавах
растворами едкого натрия для получения растворе алюмината натрия. Пульпу после
выщелачивания разбавляют водок горячей и охлаждают раствор до состояния
пересыщения по окиси алюминия и вводят в раствор для затравки гидроокись
алюминия, в результате алюминиевый раствор разлагается с выделением в осадок
кристаллической гидроокиси алюминия. Пульпа фильтруется, отфильтрованную
гидроокись подвергают кальцинации во вращающихся печах, где получают глинозем
для электролиза.
Способ спекания используется для переработки высококремнистых бокситов.
Боксит совместно с известью, содой и оборотным раствором размалывается в
мельницах, после шихту спекают при температуре 1200 - 1300°. Полученный спек, содержащий
алюминат натрия, направляют на измельчение и довыщелачивание водой или содовым
раствором, очищенный алюминатный раствор для извлечения гидроокиси алюминия
разлагают методом карбонизации (через раствор пропускают поточные газы с СО2.
Гидроокись отделяет на вакуум-фильтрах и подвергают кальцинации.
При плавке вторичного алюминия в отражательных печах широко применяются
флюсы. Следует отметить, что применение флюсов при плавке алюминия в
электрических печах сопротивления весьма ограничено из-за разрушающего действия
компонентов флюсов на нагреватели, в этом случае небольшие добавки флюса
используются для чистки печей.
Назначение флюсов:
а) защита металла от окисления в процессе плавки;
б) удаление окислов и других неметаллических примесей с образованием при
этой влахов.
К флюсам предъявляются следующие требования:
) температура плавления должка быть близка к температуре плавления
алюминия;
) плотность должна быть ниже плотности алюминия, чтобы расплав флюса
располагался на поверхности алюминия для защиты от воздействия кислорода;
) должен хорошо смачивать поверхность расплавленного алюминия для
удаления о киек со шлаком;
) иметь небольшую вязкость для лучшего отделения от металла;
5) должен понижать поверхностное натяжение на границе жидкий металл
жидкий флюс в целях слияния и укрупнения мелких частичек жидкого металла.
Флюсы для алюминиевых и магниевых сплавов обычно представляют смесь
галоидных солей щелочных и щелочно-земельных металлов: Na3AlF6, AlF3, NaF, CaF2, NaCl, KCl, MgCl2.
Наибольшее распространение получили флюсы на основе двух солей - NaCl, KCl.
Эти соли обладают полной растворимостью, как в жидком, так и в твердом
состоянии, т.е. образуют твердые рас то воры.
Если температура плавления чистых солей КСl и NaCl
относительно высокая, то растворы этих солей плавятся при значительно меньших
температурах. Смесь содей 50:50 плавится при температуре около 650 °С.
Плотность жидкого флюса такого состава при 700 - 800 °С около 1,5 - 1,6.
Добавка во флюс небольших количеств CaF2
и Na3AlF6 способствует слиянию капель алюминия.
Важной характеристикой флюсов является вязкость: чем меньше вязкость, тем
лучше отделяется флюс от металла, следовательно, меньше будет увлечение металла
со шлаком. С повышением температуры до 800° вязкость флюса снижается.
Дальнейшее нагревание в меньшей степени влияет на изменение вязкости, поэтому
перегревать флюс выше 800° не рекомендуется, т.к. при этом сильно возрастает
потери вследствие испарения.
Нужно отметить, что между расплавленным алюминием и солями жидкого флюса
происходят химические реакции. Например, при температурах 700 - 800°
образуются, субхлориды АlCl и
субфториды АlF алюминия
 ,
,
причем эти реакции протекают с большим выделением тепла. Поэтому в
результате реакции алюминия с флюсом некоторое количество металла теряется в
шлаках. Наличие в составе флюсов фторидов, например, криолита, увеличиваем
потери алюминия в десятки раз. Поэтому следует воздерживаться от применения
фтористого флюса.
Рекомендуемый состав флюса:
KCl -
55 %, NaCl - 45 %, Na3AlF6 - 3,5 %, CaF2 - 1,5 %.
Соли применяемые для составления флюсов необходимо предварительно
высушивать при температуре 150 - 200° в течение 12 - 16 часов. Составляющие
флюса предварительно размалывают до крупности зерен 2 - 6 мм и тщательно
смешивают. При применении отработанного электролита магниевых ванн
(кариалитовый флюс) предварительно размалывается и смешивается с криолитом и
фтористым кальцием.
Готовый флюс должен храниться в закрытой железной таре в сухих и теплых
помещениях, во избежание поглощения флаги из воздуха.
Применение мелкого флюса нежелательно из-за большого вспыливания и
попадания на нагреватели.
Из строительных материалов, применяемых для постройки печей большое
значение имеет огнеупоры.
Огнеупорными называются материалы, деформирующиеся при температуре не
ниже 1580 °С. Большинство огнеупорных материалов не является чистым химическим
соединением. Обычно к главному окислу примешивается химические вещества,
оказывающие при нагревании флюсующее действие на главный окисел.
Огнеупорность материалов определяется температурой размягчения, при
которой образец испытуемого материала в виде трехгранной пирамидки согнется и
вершина коснется подставки.
Классификация огнеупорных материалов.
До огнеупорности материалы разделяются на классы: А, Б и В.
По внешнему виду - по отбитости углов и кромок, трещинам, точностью
размеров - на сорта 1, 2, 3. Сыпучие огнеупоры на сорта разделяются по тонкости
помола.
По химической природе - на кислые, полукислые, основные и нейтральные.
Кислые огнеупоры имеют в качестве главного окисла кремнезем SiO2 и стойки по отношению к кислотам.
Полукислые огнеупоры имеют два главных окисла, кремнезём SiO2 и глинозем Al2O3. Содержание кремнезема не менее 65
%, глинозема до 30 %.
Основные огнеупоры характеризуется наличием главного окисла магнезии MgO или окиси кальция СаО, стойки по
отношению к щелочам.
Нейтральные огнеупоры не имеют ясно выраженных кислых или основных
свойств.
По степени огнеупорности изделия подразделяются:
а) Огнеупорные с огнеупорностью от 1580° до 1770°;
б) Высокоогнеупорные с огнеупорностью выше 1770° до 2000°;
в) Высшей огнеупорности выше 2000°.
Сведения о главнейших видах огнеупоров.
Динасовые изделия изготовляются из кварцевых пород на известковой или
другой связке посредством обжига. Термостойкость динаса значительно выше 600°.
Применяются в зонах воздействия на огнеупорную кладку кислых шлаков и высокой
температуры.
Шамотные изделия изготавливаются из огнеупорных глин или каолинов
содержание Al2O3 от 30 до 45 %. Но огнеупорности
разделяются на три класса:
А - огнеупорность 1730°;
Б - огнеупорность 1610°;
В - огнеупорность 1610°.
Обладает хорошей термической устойчивостью составляющей 5 - 25 теплосмей.
Магнезитовые изделия получают из обоженного до спекания или плавленного
магнезита содержащего окись магния не менее 85 %. Применяются для кладки подин
и стенок печей, работающих при высокой температуре. Не разрешается применять
для кладки влажного магнезитового кирпича, т.к. такой кирпич растрескивается в
результате значительного увеличения объема.
Талько-магнезитовый кирпич Шабросского месторождения получается
выпиливанием из цельной горной породы.
Тальк, представляющий природный водный силикат магния 3МgO×4O2H2 при нагревании до 90° разлагается с
образованием кристаллита.
Это препятствует усадке талька при обжиге и обеспечивает постоянство
объема.
Хромомагнезитовые изделия изготавливаются из хромита и обоженного
магнезита. Главными окислами являются С2О3 и МgО, Содержание С2О3 колеблется
от 10 до 30 %, МgО - от 30 до 70
%. Огнеупорность 1900 - 2000°. Применяется для кладки подин и стенок печей.
Углеродистые изделия применяются для футеровки плавильных промышленных
печей главным образом в виде крупных углеродистых или графитированных блоков.
Содержание углерода не менее 92 %.
Легковесные огнеупоры имеют объемный вес 400 - 1300 кг/см3.
Наибольшее распространение имеют легковесные огнеупоры с объемным весом 600 -
1000 кг/м3. Существуют три способа производства, легковесных
огнеупоров; а) выгорающих добавок, б) пеношамотный, в) химический. Применяются
для теплоизоляции плавильных печей (стен, сводов, подины).
Мертели огнеупорные представляют смесь огнеупорного порошка и огнеупорной
глины. По химическому составу мертели подразделяются:
а) шамотный, содержащий Аl2O3 + O2 не менее 30 %
б) полукислый, содержащий Аl2O3 + O2 от 20 до 30 %.
По зерновому составу мертель делится на три группы: тонкого помола Т,
среднего помола - С, крупного помола - К.
4.2 Производство алюминиевых порошков
В настоящее время алюминиевые порошки в основном, получаются распылением
(пульверизацией) расплавленного алюминия форсункой сжатым воздухом или азотом
давлением от 6 до 25 ат. При этом получается полуфабрикат с широким диапазоном
по размеру частиц от 5 мкм до 05 мм, называемый в практике пульверизатом.
Полученный пульверизат рассевается на грохотах с получением готовых
порошков марш АП или ПА или направляется на размол для получения алюминиевой
пудры. Получение алюминиевого пульверизата осуществляется в
плавильно-пульверизационных установках, которые включают следующее
оборудование:
1) плавильная печь (газовая, электрическая);
) распылительная (пульверизационная) форсунка;
) пылеосадитель с раструбом;
4) разгрузочное устройство с грохотом;
) система подвода сжатого воздуха или азота;
6) мультициклоны;
) маслофильтр;
8) центробежный вентилятор;
9) трубопровод, соединяющий вентилятор, маслофильтр, мультицикло- ны,
пылеосадитель;
10) контрольно-измерительные приборы.
4.3 Технологический процесс получения пульверизата
распылением расплавленного алюминия
Кладка и разогрев электропечей сопротивления.
Огнеупорная кладка должна удовлетворять следующим требованиям:
а) обладать достаточной огнеупорностью, т.е. способностью не плавиться и
не размягчаться в условиях воздействия высоких температур.
б) иметь необходимую прочность, т.е. не разрушаться от воздействия
механических нагрузок и тепловых напряжений.
в) обладать достаточной газоплотностью и химической устойчивостью, т. е.
не пропускать газы и воздух, не разрушаться от химического воздействия флюсов,
металла, газа и пыли.
Перевязка швов. Места премыкания смежных кирпичей друг к другу называются
швами. Чем тоньше шов, тем прочнее и долговечнее кладка. Для того, чтобы швы не
образовывали сквозных щелей, кладку обычно ведут с перевязкой швов: швы одного
ряда кладки перекрываются кирпичами другого ряда.
Для замоноличивания кладки, увеличения газоплотности и прочности швы
кладки заполняются раствором или порошком. Обычно применяются растворы,
приготовленные из смеси огнеупорной глины, замешанные водой.
Раствор в горизонтальных швах под действием веса кладки достаточно
уплотняется и не требует перевязки.
Вертикальные швы перевязываются в обязательном порядке, за исключением
случаев, особо оговоренных в чертежах.
В зависимости от тщательности выполнения кладки и толщины швов, ее
разделяют на следующие категории:
Категория кладки Толщина шва, мм
Особо тщательная (1) не более 1
Тщательная (2) не более 2
Обыкновенная (3) не более 3
Грубая более 3.
Кладка печей для плавки алюминия относится к категории тщательной.
Температурные швы.
При нагревании огнеупорная кладка расширяется с деформацией каркаса. При
незначительных объемах и протяженности кладки компенсация ее роста происходит
за счет уплотнения раствора в швах. При значительных объемах кладки необходимо
принять меры для компенсации температурных расширений. Такой мерой является
устройство температурных швов. Величина расширения кладки пропорциональна ее
геометрическим размерам, температуре нагрева и коэффициенту расширения кладки.
Заполнение температурных швов производят или выгорающими прокладками
(досками или фанерными пластинами) или сжимающимся материалом - глиной с
асбестом, асбестовым шнуром и т.п.
Для ориентировочного определения толщины температурных швов, (если размер
не указан в чертеже) можно пользоваться следующими средними величинами:
Вид кладки Средняя величина температурного
шва на 1 пог. метр кладки в мм
шамотная - 5 - 6;
динасовая - 12;
магнезитовая - 8.
Контроль кладки
Толщина швов кладки определяется проверкой в 10 местах на площади каждых
5 квадратных метров поверхности кладки.
Число мест с утолщением против нормы швами допускается не более:
в стенах - 5;
на подине - 4.
Причем утолщение швов не должно превышать более чем на 50 % допустимую
толщину шва. Толщина швов проверяется контрольным металлическим щупом, имущим
ширину 15 мм и толщину, равную проектной ширине контролируемого шва. Швы
считаются годными, если незаостренный и нестертый конец щупа входит в шов от
усилия руки на глубину не более 20 мм.
Вновь выполненная кладка печи содержит влагу, которая перед пуском печи в
эксплуатацию должна быть удалена.
Процесс удаления влаги из кладки называется сушкой. Сушка может
разделяться на два типа:
а) естественная сушка, при открыта загрузочных окнах, длительность
операции составляет 3 - 4 суток;
б) сушка с подогревом, продувка горячим воздухом от колорифера или
подключается нагреватель с установкой температуры на потенциометре по зонам 120
- 130 °С. На этом режиме печь должна выдерживаться не менее 3-х суток.
При сушке кладки не следует торопиться, т.к. быстрый разогрев может
привести к бурному испарению влаги с разрушением швов, после окончания сушки
приступают к разогреву печи.
Доведение температуры печи до рабочей называется разогревом. После
окончания сушки температура в течение 2-х суток поднимается до 400 °С. Разогрев печи должен производиться
строго по графику, предусмотренного инструкцией. Разогрев лечи после
капитального ремонта с 400 °С до 800 °С должен производиться не менее 72 часов, т.к. при загрузке
металла в "холодную» печь возможно резкое охлаждение подины и образование
"козла", что значительно удлиняет время наплавления металла.
Плавка алюминия в электропечах сопротивления
Перед загрузкой чушки металла загружаются на порог загрузочных окон для
предварительного подогрева. После подогрева чуйки сталкиваются на подину, где
под воздействием тепла выделяемого электронагревателями, расплавляются, металл
по наклонному поду стекает в пульверизационную камеру. По мере расплавления
производят загрузку подогретого на пороге металла и постепенно поднимают
уровень металла. Нагрев металла производится вверху, поэтому верхние слои
расплавленного металла нагреваются больше нижних. Погружение чушек в жидкий
металл достигается за счет разности плотности твердого и жидкого алюминия.
Перемешивание жидкого металла и чушек усиливает тепловой обман между жидким и
твердым металлом, разрушает с поверхность чушек окисную пленку, что ускоряет
процесс плавки. В жидкой ванне по мере нагрева аккумулируется тепло. Чушки
погружаемые в расплав, сказываются в нагретом расплавленном металле, быстро
нагреваются и расплавляются, при этом они изолируются от печной атмосферы, что
предохраняет чушки при расплавлении от чрезмерного окисления.
Окисление ванны жидкого алюминия значительно меньше, чем загруженных
чушек, вследствие сопротивления поверхности соприкосновения металле, с атмосферой
печи, поэтому в процессе работы необходимо следить за тем, чтобы не снижался
уровень металла и плавка чушек алюминия должна производиться в жидкой ванне.
При расплавлении чушек алюминия металл стекает по наклонному поду, а
примеси электролита, окиси алюминия, железа, кремния, меди осаждаются на подину
и должны систематически удаляться из печи скребками после слития металла или
частичного отсоса. Как отмечалось выше, в процессе плавки алюминий активно
взаимодействует с атмосферой печи. Окисление алюминия при повышенных
температурах идет не только при контакте со свободным кислородом, но и при
взаимодействии с водяными парами, углекислым газом
4Al + 3O2 = 2AlO3 + 3H2,
Al + 3H2O = Al2O3 + 3H2,
2Al + 3CO2 = Al2O3 + 3CO.
Кроме того, находясь во время плавки в контакте с футеровкой печи, жидкий
алюминий взаимодействуют с некоторыми огнеупорами по реакциям
4Al + 3SiO2 = 2Al2O3 + 3 Si,
Al + 3FeO = AlO3 + 3 Fe,
Al + Fe2O3 = Al2O3
+2Fe,
Al + Cr2O3 =Al2O3 +
2Cr.
В результате этого огнеупоры частично разрушаются, образуя настыли на
поду и стоиках печи. Настыли сокращают полезный объем печи, а попадая в металл
загрязняют его неметаллическими включениями.
При шамотной футеровке настыли печей для плавки алюминия содержат до 90 %
Al2O3 остальное SiO2 + Fe2О3 + ТiО2. Несмотря на взаимодействие SiО2 с алюминием, шамотный
кирпич применяется довольно широко, он хорошо выдергивает температурные
колебания. При работе необходимо следить за тем, чтобы осколки кирпича при
разрушении футеровки и засыпке печи не попадали в металл, т.к. это вызывает
загрязнение металла кремнием.
Магнезитовый кирпич не реагирует с жидким алюминием и поэтому более
подходит к условиям плавки алюминия. Однако применение его в печах
ограничивается, он не выдергивает резких колебании температуры (при отключении
и последующем разогреве).
Распылительная форсунка, ее техническая характеристика и сборка
Производительность плавильно-пульверизационной установки, качество
пульверизата предопределяется, в основном, распылительной форсункой. Поэтому
вопрос сборки форсунки при производстве первичного пульверизата и дисперсного
пульверизата АСД приобретает очень важное значение, так как это определяет
экономические показатели работы установки.
Технические параметры и их влияние на работу форсунки
Вакуумная характеристика промышленных форсунок
Технические размеры распылительных форсунок: диаметр выходного отверстия
ниппеля, диаметр отверстия в крышке, выход ниппеля под крышкой, ширина цели
подобраны на основании практика работы пульверизационных установок.
При подборе размеров форсунки учитывались производительность, температура
в пылеосадителе, содержание фракции минус 100 мкм в пульверизате, длина факела.
Следует учитывать, что на вакуумную характеристику форсунки влияет
конфигурация ниппеля, конусность носика и крышки, размер щели, качество сборки,
эти величины зависят от сборщика форсунок. Поэтому изготовление деталей
форсунки и ниппеля должно производиться строго по чертежам с определенным
допуском.
Как отмечалось выше, распылительная форсунка работает на принципе эжекции,
где рабочей средой, эжектирующей, является воздух или азот, а подсасываемой
средой, эжектируемой - расплавленный алюминий поэтому, производительность
форсунки зависит от количества металла поступающего через ниппель в факел
распыления. Чем выше, вакуум развиваемый форсункой, тем больше металла
поступает на распыление, т.к. в этом случае возрастает скорость движения
металла
 , (3)
, (3)
где Q - количество расплавленного
алюминия, проходящего через выходное сечение ниппеля м3/с;
Р - скорость движения расплавленного алюминия м/с.
При одинаковом сечении выходного отверстия ниппеля производительность
форсунки зависит от развиваемого вакуума.
Если пренебречь сопротивлением, возрастающим при увеличении скорости, то
при различных диаметрах ниппеля и одинаковом вакууме, производительность
форсунок будет равной, только скорость движения в ниппеле, меньшего диаметра,
будет больше.
Практически при одном и том же вакууме и различных диаметрах ниппелей
производительность будет выше у форсунки с увеличенным диаметром, т.к. в этом
случае сопротивление при движении металла будет меньше и через ниппель будет
больше проходить металла.
Поэтому нельзя судить о производительности форсунки по одному диаметру
ниппеля без учета вакуумной характеристики.
Рабочие параметры форсунки, при производстве первичного пульверизата:
диаметр отверстия в крышке - 18 мм, диаметр выходного отверстия ниппеля - 8,0 -
8,5 мм, внешний диаметр ниппеля на выходе - 9,9 - 10,5 мм; ширина цели - 3,0 -
3,5 мм, давление воздуха перед форсункой 13 - 14 ат, развиваемые вакуум - 400 -
500 мм. рт. ст., производительность 600 - 620 кг/час выход ниппеля над крышкой
и 0,6 - 1,0 мм.
При распылении расплавленных металлов существенное значение для получения
дисперсного пульверизата, имеет турбулентность факела в зоне дробления. Для
достижения необходимой турбулентности ввод воздуха в камеру форсунки выполняют
тангенциально (по касательной) и дополнительно устанавливают завихрители с
различным количеством лепестков.
Завихрители, как правило используются в форсунках с низким давлением до 8
атм, т.к. в этом случае истечение воздуха через щель носит ламинарный характер,
что снижает эффективность дробления струи.
Работа форсунки на этом режиме сопровождается повышенным
коркообразованием.
При прохождении черев лепестки завихрителя, воздух получает вращательное
движение (турболизируется), создается благоприятные условия для эффективного
дробления металла.
С повышением рабочей давления до 14 ат перед форсункой, необходимость в
применении завихрителя отпадает, т.к. достаточная турбулентность (вращение)
факела достигается за счет тангенциального ввода и увеличения скорости
истечения воздуха через щель. Поэтому в этом случае завихритель двухлепестковый
устанавливается только для предохранения от вырыва ниппеля и выбивания воздуха
через колено.
Турбулентность факела может быть достигнута и за счет снижения размеров
цели до 1,6 мм и повышения рабочего давления до 24 атм (достигается
сверхзвуковая скорость истечения), тангенциональность ввода теряет свое
значение. Этот факт доказан на форсунках для производства пульверизата АСД.
Размер щели определяется диаметром отверстия в крышке и внешнем диаметре
ниппеля. Гранулометрический состав пульверизата в значительной степени
предопределяется размером выходной щели распылительной форсунки. При постоянном
рабочем давлении воздуха перед форсункой с увеличением размера щели возрастает
расход воздуха, а следовательно, возрастает и кинетическая анергия факела
распыления, струя расплавленного алюминия дробится интенсивнее. В связи с тем,
что компрессор имеет постоянную производительность, увеличение размера щели
может привести к повышенному расходу воздуха, а, следовательно, и к снижению
давления воздуха перед форсункой.
Сборка форсунки
Перед сборкой все детали форсунки тщательно очищаются от окалины,
всплесков металла. Талькохлоритовый ниппель должен плотно входить во втулку
корпуса форсунки, для обеспечения плотности под ниппель подматывается
асбестовая нить, а поверхность смазывается смесью жидкого стекла с двуокисью
циркония, затвердевающей под воздействием температуры. Ниппель перед установкой
должен тщательно проверяться на микропорошок и механические повреждения. При
установке необходимо следить за соотностью ниппеля и корпуса. При сборке между
корпусом и фланцем колена, крышкой и корпусом устанавливаются асбестовые
прокладки, т.к. в месте соединения корпуса и колена возможен подсос воздуха,
что при работе форсунки вызовет пульсацию. Затяжку болтов следует производить
равномерно, при этом следить за равномерностью щели по окружности.
После сборки производится окончательная регулировка, подгонка выхода
ниппеля над крышкой.
4.4 Технология распыления
Технология распыления наряду с качеством сборки является важнейшим
фактором, определяющим технико-экономические показатели процесса и качества
получаемого пульверизата. Самая совершенная сборка форсунки гарантирует
получения качественного пульверизата и высоких показателей:
Загрузка печи
Перед загрузкой в печь чушки должны быть высушены и очищены от грязи,
после чего загружаются на порог загрузочных окон для предварительного
подогрева.
При выполнении этой операции плавильщик должен находиться несколько в
стороне от окна, предохраняя себя от излучения и ожогов, от "выброса"
металла. Выброс металла возможен при попадании холодной и влажной чушки в
расплавленный металл.
Отходы производства "корку", вел левы, крупные отсевы, стружку
грузят в разогретую до температуры 760° жидкую ванну, образуя горку, погружающуюся под действием
собственного веса в жидкий металл. Для снижения угара металла корку и др.
отходы вмешивают в массу металла. Вмешивание производится скребком, плавильщик
проталкивает корку под поверхностью металла движением от себя и на себя,
всплывающие кусочки утапливаются шумовкой, после чего поверхность быстро
присыпается флюсом. Флюсы загружаются в печь веерообразным движением лопаты для
лучшего покрытия поверхности металла. При выполнении операции смешивания нужно
стараться не разбрасывать корку по поверхности ванны и не вызывать разбрызгивания
металла, чтобы не увеличивать угар. Во время работы форсунки, плавильщик должен
постоянно следить за уровнем металла и не допускать снижения от центра
пульверизационной плиты ниже 170 мм.
Единовременную загрузку металла следует производить не более 30 чушек
(460 кг) в каждое окно по 15 чушек. При снижении уровня металла ниже
допустимого нельзя единовременную загрузку превышать более 500 кг т.к. при
большой загрузке 70 - 80 чушек печь резке охлаждается, причем верхние чушки
экранизируют нижние от воздействия выделяемого тепла электронагревателями. По
этой причине процесс плавки металла во времени значительно удлиняется,
следовательно, увеличиваются непроизводительные простои. При выполнении
операции загрузки, размешивания и др. плавильщик должен соблюдать осторожность
и не допускать попадания металла на электронагреватели (разбрызгивания).
Подготовка форсунки к работе
Перед установкой распылительная форсунка прогревается до 600 °С (до темно-малинового цвета),
недостаточно прогретая форсунка при пуске как правило замерзает. Нельзя
допускать перегрева форсунки: при длительном воздействии высокой температуры
выше 600 °С асбестовые
прокладки выгорают и нарушается плотность сборки. Прогрев форсунки должен
производиться в зоне загрузочных окон в течение 25 - 30 минут. В процессе
работы нельзя охлаждать разогретую форсунку, это может привести к
растрескиванию ниппеля и его полному разрушению при пуске. При отрыве носика
возможен выброс воздуха через колено с разбрызгиванием металла и попаданием его
на электронагреватели. Алюминий, попадающий на нагреватели, сгорает, при
горении развивает температуру за 3000°, в результате нихром расплавляется и
нагреватель подлежит замене.
Распыление алюминия
а) Пуск пульверизационной плавильной установки в работу.
Пуск установки производится в следующей последовательности:
1 Открытием вентиля вода подается в систему охлаждения.
Для удаления из воздухопровода конденсата и масла, попадавшего с воздухом
из компрессора, воздухопровод продувается до прекращения выделения воды и
масла. Прекращение выделения конденсата определяется поднесением листа бумаги,
если на листе бумаги не остается следов влаги и масла воздухопровод продут.
Продувка воздухопровода производится после остановки более 12 часов.
3 Устанавливается и закрепляется в плите распылительная форсунка, трубка
присоединяется накидной гайкой к трубопроводу сжатого воздуха. Форсунка должна
крепиться клином надежно, т.к. при работе от воздействия реактивных сил
воздушной струны возможно выпадание форсунки.
4 Производится запуск вытяжного вентилятора и маслофильтра.
5 Постепенным открытием вентиля сжатый воздух подается в
пульверизационную форсунку. Увеличение давления воздуха на форсунку должно
производиться постепенно, плавным поворачиванием вентиля. При резкой подаче
большого количества воздуха корпус форсунки и ниппель охлаждаются и металл при
поступлении замерзает в ниппеле. Поэтому увеличение давление с 6 до 14 атм.
нужно производить в течение 3 - 2 минут. После вывода форсунки на рабочий режим
производят регулировку разряжения в пылеосадителе в пределах 10 - 15 мм. вод.
ст. Наблюдение за факелом форсунки производят через приоткрытый люк раструба,
длина видимого факела (красное свечение) не должна превышать 20 - 30 см.
Длина факела зависит от угла раскрытия струи, чем меньше угол, тем
длиннее факел. При работе форсунки поверхность факела увлекает в движение
окружающую среду, а так как факел ограничен стенками и подсос окружающей среды
ограничен в зоне внезапного расширения факела образуются вихревые зоны, в
которых воздух движется по самостоятельным замкнутым контурам. Между ядром
факела и атмосферой вихревых зон совершается постоянно материальный обмен: при
поступлении воздуха из вихревых зон образуется вакуум, куда устремляются потоки
из факела и т.д. Скорость потоков в различных частях циркуляционной зоны
неодинакова. Большие скорости в циркуляционных зонах наблюдаются на их
периферии, т.е. на границе с факелом и у стенок раструба, минимальные в центре
зоны.
Потоки периферии факела увлекают мелкие частицы порошка, которые при
соприкосновении с разогретой плитой осаждаются и частично спекаются. В случае
работы форсунки с длинным факелом (угол небольшой 8 - 12 °) вихревая зона
увеличивается, больше увлекается порошка и значительно быстрее образуются
отложения порошка на форсуночной плите и в расширяющейся части раструба. Когда
факел соприкасается с отложениями (при достижении последних больших размеров)
поверхность их покрывается расплавленными частицами алюминия, что приводит к
образованию раскаленных "корольков" алюминия. Попадание этих
корольков в разгрузочный узел пылеосадителя может вызвать возгорание
разгрузочного рукава.
Поэтому рекомендуется через 20 - 25 минут после пуска форсунку остановить
и проверить состояние раструба и пылеосадителя: при образовании больших отложений
в раструбе и корки на стенках пылеосадителя, необходимо произвести замену
форсунки.
Чистку раструба и пылеосадителя после остановки форсунки разрешается
производить только после выдержки в течение 15 - 20 мин для охлаждения
отложений порошка и корки, причем корольки должны извлекаться в люк раструба.
Запрещается производить чистку раструба и пылеосадителя при работавшей форсунке
т.к. раскаленная корка или корольки могут попасть в конус пылеосадителя и
вызвать загорание порошка.
б) Режим пульверизации алюминия
Регулировка температуры расплавленного металла в печи осуществляется
установкой на потенциометре ЭПР-12 температуры по зонам, при нормальной работе
температура по зонам устанавливается в пределах 800 - 850, это обеспечивает
нормальную температуру металла 720 - 780°.
Температура металла зависит от ведения технологического процесса.
Производительность печи по расплавленному алюминию при температуре
металла 740° составляет 600 - 700 кг/час. При производительности форсунки 600
кг/час загрузка металла должна быть равной 600 кг/час, соблюдение баланса по
приходу и расходу обеспечит стабильную температуру металла. Поэтому в процессе
работы плавильщик температуру металла регулирует загрузкой.
Температура металла при расплавлении определяется гранулометрическим
составом получаемого пульверизата и содержанием примесей в расплавленном
алюминии.
При повышении температуры снижается вязкость алюминия, повышается
температура факела в зоне дробления металла, в этих условиях пуль веризат
получается с повышенным содержанием фракций менее 100 мкр.
Поэтому для получения пульверизата из алюминия АО - 99,5 % с содержанием
фракции минус 100 мкр более 50 %, для получения тонких порошков (ПА-4)
температура расплава должна, быть 770 - 790 °. i
Примеси кремния, железа, меди, свинца, магния, цинка содержащиеся в
алюминии снижают его температуру плавления и вязкость, поэтому получение
алюминиевого пульверизата с повышенным содержанием фракции 100 мкр может
производиться при более низкой температуре 740 - 760 °С.
Получение пульверизата с содержанием фракции минус 100 мкр менее 30 % из
алюминия Ао - 99,5 % производится при температуре расплавленного алюминия 720 -
750 °С, с содержанием примесей кремния и
железа более 1 % - при температуре 690 - 720 °C.
Как отмечалось выше с повышением давления более 8 атм. развиваемый
форсункой вакуум снижается и при 13 - 14 атм достигается 400 - 450 мм. рт. ст.
Это свойство форсунок используется для получения пульверизата с различным
гранулометрическим составом: с повышением давления снижается производительность
форсунок, но одновременно повышается дисперсность пульверизата. Поэтому для
получения пульверизата с содержанием фракции минус 100 мкм менее 30 %, кроме
снижения температуры до 720°, снижают рабочее давление перед форсункой до 10 -
11 атм и, наоборот, для получения дисперсного пульверизата повышают температуру
до 750 - 770° и давления до 14 атм. Регулировка давления перед форсункой
осуществляется открытием вентиля на воздухопроводе.
После дробления разогретый порошок до температуры 300 - 400 °С попадает
через раструб в пылеосадитель, где происходит дальнейший теплообмен между
разогретым порошком и стенками пылеосадителя. Часть тепла отводится с
отсасываемым воздухом из пылеосадителя, а другая часть - охлаждающей водой,
поступающей в рубашку пылеосадителя и ретруба.
В результате теплообмена между порошком и охлаждающей водой через стенку
пылеосадителя, температура порошка снижается до 80 - 120° т.е. в связи с
поступлением тепла с порошком и воздухом, нагревающимся при прохождении через
форсунку, в пылеосадителе поднимается температура. В начальный период работы
форсунки температура быстро возрастает и затем стабилизируется в результате
установившегося теплового равновесия: приход тепла с порошком и воздухом
равняется расходу тепла за счет уноса с воздухом, охлаждающей водой и тепловым
излучением стенками пылеосадителя (крышка и другая свободная поверхность)
Температура в пылеосадителе имеет важное значение для получения формы
частиц: чем ниже температура в пылеосадителе, тем быстрее раздробленные частицы
алюминия затвердевают, благодаря быстрому затвердеванию исключается возможность
слияния и деформации частиц, поэтому частицы получаются белее округлой формы,
порошок хорошо выгружается, не комкуется, имеет насыпной вес более 1,0 г/см3.
При повышении температуры порошок теряет текучесть, комкуется, зависает в
пылеосадителе, частицы имеют форму снежинок, снижается насыпной вес ниже 0,9
г/см3.
Исходя из практических данных температура в пылеосадителе установлена не
выше 185 °С, а т.к. температура в пылеосадитель зависит от производительности
форсунки, то производительность должна быть не выше 660 кг.
Во избежание пыления через неплотности из пылеосадителя в системе
поддерживается разряжение в пределах 10 - 50 мм. вод. ст.
4.5 Технологический процесс получения дисперсного
пульверизата для производства порошка марки АСД-1
В настоящее время промышленность предъявляет большой спрос на дисперсные
порошки из алюминия и его сплавов с частицами сферической формы и высокой
активностью. Анализ работы показал, что получение сферических частиц алюминия
методом пульверизации возможно только при применении горячих газов для
распыления. В этом случае дробление струи металла происходит не в начале
кристаллизации (близкой к температуре затвердевания), что имеет место при распылении
холодным воздухом или газом, а в стадии жидкотекучести, т.е. при температуре
значительно выше температуры плавления.
Образовавшиеся при распылении частицы металла находятся в жидком
состоянии: когда силы поверхностного натяжения достаточно большие, чтобы
образовались частицы сферической формы.
Применение горячего азота в процессе распыления ведет к резкому повышению
дисперсного состава полученных порошков, ввиду сохранения металлом малой
вязкости в течение всего периода дробления. Кроме того, нагрев газа приводит к
увеличению скорости его истечения, что также улучшает условия распыления.
Распыление струи расплавленного алюминия нагретым до 450 - 550 °С азотом
при давлении перед форсункой 21 - 23 ат с последующим резким охлаждением,
образовавшиеся частиц, позволяет получить порошок высокой дисперсности с
частицами сферической формы.
Получение дисперсного алюминиевого пульверизата производится на
пульверизационной плавильной установке, переоборудованной применительно к
производству дисперсного порошка. Разогрев азота производится в трехсекционном
нагревателе, расположенном на продольной стенке печи.
Краткое описание схемы распыления
Азот из газгольдеров компрессором БВП 28/35 через реверсы по трубопроводу
подается на разделительную рампу плавильщика. От рампы азот через вентили
поступает в трубчатый трехсекционный нагреватель и на вы-ходе из печи перед
форсункой смешивается с холодным азотом для поддержания температуры азота в
заданных пределах, такая система обеспечивает точность регулировки температуры
газа в пределах 5 °С.
Регулировка расхода газа и давления через змеевик и на разбавление
производится вентилями. По отдельной линии от рампы через вентиль подается
холодный азот в обдувочное кольцо и обдув смотровых окон.
В процессе распыления дисперсные капли расплавленного алюминия при своем
движении попадают в зону охлаждения, где быстро затвердевает, осаждаются в
конической части пылеосадителя и разгружаются в емкости.
В процессе работы в пылеосадителе поддерживается постоянно избыточное
давление в пределах 100 мм. вод. ст. Работа под давлением исключает возможность
попадания в систему воздуха и позволяет получать порошки с повышенной
активностью, давление в пылеосадителя регулируется шибером.
Для получения высокоактивных порошков распыление металла производится
азотом с содержанием кислорода в пылеосадителе не белее 0,8 %, содержание
кислорода пылеосадителе не должно превышать 0,8 %.
Распылительная форсунка
Получение дисперсного пульверизата производится распылительными
форсунками повышенной плотности.
В этой форсунке ниппель имеет резьбовое соединение со сменной стальной
втулкой, резьба уплотняется замазкой двуокиси циркония и жидкого стекла стойкой
в расплавленном алюминии.
Уплотнение сменной втулки в корпусе производится на медных прокладках,
обеспечивающих надежную герметичность.
После сборки каждая форсунка должна испытываться для определения рабочего
вакуума. Испытание форсунки производится на стенде.
Вакуумная характеристика форсунок для производства дисперсного
пульверизата приближается по характеру к промышленным форсункам, максимальный
вакуум форсунки лежит в пределах 11 - 13 ат., при превышении давления более 13
ат. вакуум падает. Регулировка форсунки на стенде производится из расчета 190 -
210 мм. рт. ст. при давлении 20 ат. Регулировка форсунки на стенде производится
изменением выхода ниппеля над крышкой. При большом вакууме "носик"
ниппеля подпиливается.
Техническая характеристика форсунки
Диаметр отверстия в крышке 15 мм
Диаметр выходного отверстия в ниппеле 8 мм
внешний диаметр ниппеля 10,8 мм
ширина щели 1,5 ±
0,1 мм
Выход ниппеля над крышкой 1,6 ± 0,3 мм
Рабочее давление 21 - 22 ат
Вакуум при 20 ат 190 - 210 мм. рт. ст.
К качеству сборки форсунок для производства дисперсного пульверизата
предъявляются более жесткие требования, чем для промышленных форсунок.
Распыление металла производится при давлении выше 20 ат, поэтому форсунка
должна иметь достаточную плотность. В связи с тем, что распыление ведется
горячим азотом, применение асбестовых прокладок не допускается, поэтому
уплотнение втулки и колена с корпусом производится медными прокладками.
Для уменьшения возможности нарастания алюминия на кромке форсунки
выходное отверстие в нем растачивается на конус шибером до образования более
узкой кромки.
При наросте на торцевых стенках алюминия выход ниппеля над крышкой будет
равен установленной высоте + высота нароста. Это явление приведет к увеличению
вакуума форсунки, следовательно, к увеличению производительности и снижению в
пульверизате содержания фракции минус 50 мкр.
Технологический режим распыления
Температурный режим
Температура в пылеосадителе не более 200°
Температура азота поступающего на распыление 450 - 550 °С
Температура металла 760 - 800 °С
Газовый режим
Давление азота перед рампой 30 - 35 ат
Давление газа перед форсункой 20 - 23 ат
Давление газа на обдувочное кольцо 6 - 10 ат
Давление азота в пылеосадителе до мм. вод. ст.
Содержание кислорода в азоте поступающем на распыление не более 0,8.
Содержание кислорода в пылеосадителе не более 0,8 %.
Перед пуском необходимо проверить установку ложного раструба с обдувочным
кольцом: центр отверстия ложного раструба должен совпадать с центром отверстия
в форсуночной плите.
В отверстие форсуночной плиты установить пробку, люки пылеосадителя
плотно закрыть, к разгрузочному устройству присоединить банку. Одновременно с
выполнением этих операций установить в загрузочное окно форсунку для прогрева.
После проведения указанной подготовки производится продувка пылеосадителя,
азотом для вытеснения воздуха из системы. Открытием вентиля на манометре устанавливается
давление 8 - 10 ат, открытием дросселя устанавливается давление в пылеосадителе
180 - 200 мм. вод. ст.
Продувка пылеосадителя ведется до содержания кислорода не более 0,8 % по
объему. При достижении содержания кислорода 0,8 %, закрывается вентиль подачи
азота на обдувочное кольцо и дроссель, на место пробки устанавливается
предварительно разогретая форсунка. Операция замены форсунки должна
производиться быстро, чтобы не допустить проникновения воздуха в пылеосадитель.
После установки форсунки немедленно приступают к пуску. Открытием
вентилей азот подается для разогрева в секционный нагреватель, откуда поступает
в форсунку для распыления. Регулировка температуры в пределах 450 - 500 °С
производится подачей холодного азота на разбавление открытием вентиля.
После пуска форсунки подается азот на обдувочное кольцо давлением 8 - 10
ат и шибером устанавливается давление в пылеосадителе в пределах 180 - 220 мм.
вод. ст.
При пуске устанавливается давление перед форсункой не менее 20 атм. В
связи с тем, что основным требованием к пульверизату является содержание
фракции минус 50 мкр не менее 55 %, через 15 - 20 минут после пуска
производится ситовой анализ и по его результатам производится регулировка.
Содержанке фракции минус 50 мкр регулируется, в основном, изменением
давления: при содержании менее 55 % давление увеличивается до 23 - 24 ат, в
этом случае снижается производительность но повышается дисперсность
пульверизата и наоборот. Регулировка форсунки производится из расчета
содержания фракции минус 50 мкр - 60 % и часовой производительности 200 - 250
кг/ч.
Следует помнить, что дисперсность пульверизата зависит и от температуры
металла, при повышении температуры металла выше 800 °С и температуры азота 500
°С создаются более благоприятные условия для дробления металла из-за повышения
жидко текучести, но дисперсность может снижаться, т.к. капли расплавленного
металла могут сливаться, слипаться и деформироваться. Поэтому при высокой
температуре металла 820 °С, температуру азота снижают до нижнего предела 450 °С
и наоборот.
Сферичность частиц может быть достигнута только при резком охлаждении
раздробленных капель металла, поэтому нельзя снижать расход на кольцо менее 8
атм. При повышении температуры в пылеосадителе более 150 °С необходимо увеличить подачу азота
на кольцо до снижения температуры.
Вторым важным показателем качества пульверизата является активность.
Содержание активного алюминия зависит от концентрации кислорода в зоне
дробления струи металла и в пылеосадителе. В процессе работы нельзя допускать содержания
кислорода в азоте поступающем на распыление и в пылеосадителе более 0,8 %. При
замене форсунки во избежание подсоса воздуха через отверстие в форсуночной
плите за счет геометрического напора, дроссель должен перекрываться.
Таблица 7 - Технические требования
|
Материал
|
Актив. алюминий, %
|
Ситовой состав
|
Уд. пов. г/см3
|
|
Пульверизат
|
Не менее 99,2 %
|
Пр. чер. сетку 005 не мен.
55%
|
|
|
Пор. марки АСД
|
Не менее 99,2 %
|
Ост. на сетке 005 не более
0,15
|
Не менее 1500
|
4.6 Теория и методы формирования полуфабрикатов из
алюминиевых порошков материалов
Производство полуфабрикатов из спеченного алюминиевого
порошка представляет собой одно из прогрессивных направлений порошковой
металлургии.
Явления, протекающие в процессе пластической деформации
частиц (или объема) порошка, не отличаются какой-либо особенностью и основаны
на общих закономерностях пластической деформации металлов.
Пластическая деформация интерпретируется как процесс
образования новых дислокаций и их движения по кристаллу. Взаимодействие
дислокаций и наличие в кристаллических (поликристаллических) телах закрепленных
дислокаций способствуют упрочнению материала. Все эти явления одинаково
справедливы как для компактных материалов, так и для порошков.
Получение компактных тел из металлических порошков осуществляется
в основном за счет операций прессования и спекания. Обычно под «прессованием»
порошков подразумевается процесс перевода сыпучего материала в компактные
заготовки. Однако в дальнейшем для характеристики процессов получения
компактных заготовок из САП будет применяться термин «брикетирование», для
характеристики процессов получения требуемых сечений из этого материала путем
выдавливания через матрицу- термин «прессование». Авторы не ставят своей целью
ввести эти термины для порошковой металлургии, т. е. для процессов получения
деталей из металлических порошков. Но при получении деформированных
полуфабрикатов из САП эти термины соответствуют сущности каждого из
рассматриваемых процессов.
В этих процессах важную роль выполняют характеристики так называемой
прессуемости и формуемости порошков. Под
прессуемостью понимается способность порошка к уплотнению, а под формуемостью -
способность сохранять полученную после прессования форму. Обе указанные
характеристики зависят от формы и размеров частиц, а также от характеристик
самого материала.
В процессе брикетирования порошков наблюдается четыре
основные стадии. Первая стадия - стадия уплотнения - соответствует процессу
уплотнения порошка за счет перераспределения и более плотной упаковки частиц
порошка. Вторая - стадия - стадия упругой деформации - соответствует упругому
сопротивлению порошка возрастающей приложенной нагрузке. Эта стадия не
сопровождается усадкой порошка. Во время третьей стадии за счет взаимного
трения частиц оголяются участки алюминия, развивается процесс схватывания,
происходит частичная холодная сварка свободных от окисных пленок поверхностей
частиц порошка через образующиеся переходные мостики, которые являются
ответственными за процесс схватывания. Впоследствии при нагреве по этим мостикам
проходят диффузионные процессы. У алюминиевых порошков даже при нагреве, усадки
почти не происходит. В четвертой стадии процесса вновь начинается активная
усадка порошка, сопровождающаяся пластической деформацией с частичным хрупким
разрушением частиц порошка.
Нужно отметить, что форма частиц (зерен) порошка оказывает
заметное влияние на процесс уплотнения. Легче уплотняется порошок с частицами
простой формы. Введение смазки резко уменьшает трение частиц порошка о стенки
контейнера или пресс-формы. Таким образом, уплотняемость, зависящая от природы
и состояния материала порошка, его дисперсности и формы частиц, является второй
важнейшей технологической характеристикой порошка. В технологических расчетах
часто используются уравнения зависимости относительной плотности брикета от
давления брикетирования. Активизации процесса уплотнения способствует
применение вибрационного воздействия. Особенно полезно применять вибрационный
метод для брикетирования малопластичных порошков тугоплавких металлов. При этом
давление прессования снижается примерно на два порядка, что обусловлено лучшей
укладкой частиц порошка.
Существенное влияние на процессы формирования порошков
оказывает удаление газов из брикета при увеличении его плотности, т. е. при
уменьшении объема пор. При уплотнении порошков прокаткой влияние газов на
процесс выражается в том, что уплотнению порошка в очаге деформации
препятствует встречный поток газов, выдавливаемых из пор.
Для превращения металлического порошка в плотное несыпучее
тело поверхности частичек должны свариться или сцепиться друг с другом при
приложении к ним нагрузки. Это сопровождается значительной деформацией каждой
частички. Так как при уплотнении частиц в пресс-форме происходит взаимное
скольжение частиц порошка, можно ожидать, что связь между давлением и
плотностью на этой стадии в большей мере зависит от формы частиц,
характеризующей их поверхностное трение. При повышении давления контакты между
каждой парой частиц окажутся под нагрузкой: напряжение очень быстро превышает
предел упругости и достигает такой величины, когда начинается пластическое
течение. Практически эта величина становится равной максимальному напряжению
сжатия.
При дальнейшем увеличении и уменьшении межчастичных пор в
материале достигается условие полного пластического течения, однако условие
полного уплотнения не будет достигнуто. Относительно полного закрытия пор можно
ожидать лишь при давлении, соответствующем началу истечения при прессовании .
При этом большое значение имеет трение частиц, являющееся значительным фактором,
затрудняющим деформацию, увеличивающим сопротивление деформированию и
способствующим развитию теплового эффекта в очаге деформации. Нельзя не
отметить вредного влияния трения порошка о стенки матрицы (пресс-формы). Силы
трения о стенки препятствуют передаче давления соседним слоям, что приводит к
неравномерному распределению давления по брикету и, отсюда, к неравномерной его
плотности. Изменения давления по сечению брикета ведут к относительному
перемешиванию частиц, наиболее заметному у стенок инструмента, что само по себе
вызывает деформацию и разрушение самих частиц за счет сдвигающих напряжений.
Эти условия способствуют холодной сварке, причем уплотнение (особенно для
крупных брикетов) начинается в верхних и боковых
участках брикета, ближайших к стенкам матрицы. По мере
развития процесса уплотнения пластическая деформация распространяется в глубь
объема брикета. Перемещение металлических частиц вдоль стенки инструмента под
большим давлением вызывает большие потери усилия на трение. Снизить до минимума
суммарное усилие прессования можно путем введения смазки при брикетировании и
дальнейшем прессовании. Существует ряд методов введения смазки при уплотнении и
деформировании порошковых материалов, и подробно останавливаться на них не
имеет смысла. Применительно к САП как материалу, упрочненному дисперсными
частицами окиси алюминия, одним из способов брикетирования является уплотнение
порошка в алюминиевых оболочках. При этом последние выполняют роль смазки.
На рисунке
7 представлена
макроструктура брикета, полученного на гидравлическом прессе с непосредственной
засыпкой порошка в контейнер.
Рисунок
7 - Макроструктура
брикета, полученного на вертикальном прессе с непосредственной засыпкой порошка в контейнер
В поисках наиболее рационального способа брикетирования
порошка из САП с использованием существующего оборудования и оснастки решено
было начать работы на горизонтальных гидравлических прессах. Для загрузки пудры
в контейнер пресса использовали технологические оболочки - стаканы, диаметр
которых был на 1-3 мм меньше диаметра контейнера. Стаканы изготавливали из
листового алюминия.
Вначале эти стаканы были гофрированы для возможности
организованного уплотнения оболочки стакана вместе с пудрой. Позднее было
установлено, что гладкие стаканы более удобны, так как с их использованием не
с'оздается очагов концентрации напряжений и брикеты не имеют трещин на
поверхности. При брикетировании порошка АПС-1 объем уменьшается примерно в
1,5-2 раза. Брикеты получались с достаточно равномерной плотностью по высоте в
отличие от брикетов, полученных ранее на вертикальном прессе. Объясняется это
тем, что при применении оболочки при брикетировании понижаются силы трения
оболочки стакана о стенки контейнера и, как следствие этого, выравнивается
гидростатическое давление.
Брикетирование проводилось при комнатной температуре на
горизонтальных прессах разного усилия с удельным Давлением от 343 до 833 МН/м2).
Полученные брикеты имели максимальное соотношение #:D = 3: 1.
Чтобы избежать операции обточки при получении малогабаритных
брикетов (массой до 10 кг) в качестве оболочки можно использовать бумажные
стаканы с дальнейшим холодным брикетированием порошка. Получаемый брикет имел
удовлетворительный внешний вид и обладал достаточной плотностью (рисунок 8). Анализ полученных данных показал,
что наибольшей плотностью и твердостью обладают брикеты, полученные из
нагретого порошка. Наиболее экономичным является холодное брикетирование в
оболочках (стаканах) с применением смазки, а также брикетирование
предварительно нагретого порошка.
Чтобы получить крупногабаритные брикеты и прессовать из них
полосы большого сечения для прокатки на крупных промышленных прокатных станах,
были проведены эксперименты по использованию контейнеров с плоским каналом для
брикетирования в оболочках. Опыты подтвердили, что плоские контейнеры,
применяемые на металлургических заводах для прессования монолитных панелей,
можно использовать для холодного и горячего брикетирования алюминиевого порошка
марок АПС-1, АПС-2 и АПС-3 в технологических оболочках (рисунок 9).

Рисунок 8 -
Брикет, полученный брикетированием порошка в бумажном стакане

Рисунок 9 - Брикет, полученный в плоских контейнерах
Анализ результатов экспериментов по выбору метода
брикетирования алюминиевого порошка марок АПС позволил сделать следующие
выводы:
Способ изготовления брикетов САП с использованием стаканов
позволяет получить монолитные брикеты, годные для дальнейшего передела методами
обработки давлением; размеры и масса получаемых брикетов ограничиваются лишь
применяемым оборудованием.
Холодное брикетирование с последующей подпрессовкой и
брикетирование с предварительным нагревом порошка (горячее брикетирование) дают
возможность получить плотный брикет, поддающийся обточке.
4.7
Формирование строительного композита - газобетона
Еще совсем недавно первая разновидность ячеистых бетонов -
газобетон имел преимущественное развитие. Технология газобетона достаточно
проста и позволяет получить материал пониженной плотности со стабильными
свойствами.
Газобетон приготовляют из смеси портландцемента (часто с
добавкой воздушной извести или едкого натра), кремнеземистого компонента и
газообразователя 22-26. По типу химических реакций
газообразователи делят на следующие виды:
- вступающие
в химические взаимодействие с вяжущим или продуктами его гидратации
(алюминиевая пудра);
- разлагающиеся
с выделением газа (пергидроль);
- взаимодействующие
между собой и выделяющие газ в результате обменных реакций (например, молотый
известняк и соляная кислота).
Чаще всего газообразователем служит алюминиевая пудра,
которая, реагируя с гидратом окиси кальция, выделяет водород.
Литьевая технология предусматривает отливку изделий, как
правило, в отдельных формах из текучих смесей, содержащих до 50-60% воды от
массы сухих компонентов (водотвердое отношение В/Т = 0,5-0,6). При изготовлении
газобетона применяемые материалы - вяжущее, песчаный шлам и вода, дозируют и
подают в самоходный газобетоносмеситель, в котором их перемешивают 4 - 5 мин; затем в приготовленную смесь
вливают водную суспензию алюминиевой пудры и после последующего перемешивания
теста с алюминиевой пудрой газобетонную смесь заливают в металлические формы на
определенную высоту с таким расчетом, чтобы после вспучивания формы были
заполнены доверху.
Рисунок
10 - Структура
газобетона
Избыток смеси («горбушку») после схватывания срезают
проволочными струнами. Для ускорения газообразования, а также процессов
схватывания и твердения применяют "горячие" смеси на подогретой воде
с температурой в момент заливки в формы около 40 °С.
Тепловую обработку бетона производят преимущественно в
автоклавах в среде насыщенного водяного пара при температуре 175 - 200 °С и давлении 0,8 - 1,3 МПа. На 1 м3 требуется
150 кг пара + 15 кВт.
Вибрационная технология газобетона заключается в том, что во
время перемешивания в смесителе и вспучивания в форме смесь подвергается
вибрации. В смеси, подвергающейся вибрированию, ускоряется газовыделение -
вспучивание заканчивается в течение 5 - 7 мин
вместо 15 - 20 мин при литьевой технологии. После
прекращения вибрирования газобетонная смесь быстро (через 0,5 - 1,5 ч) приобретает структурную
прочность, позволяющую разрезать изделие на блоки, время автоклавной обработки
также сокращается.
Резательная технология изготовления изделий из ячеистого
бетона предусматривает формование вначале большого массива (объемом 10 - 12м3, высотой до 2 м).
После того как бетон наберет структурную прочность, массив разрезают в
горизонтальном и вертикальном направлениях на прямоугольные элементы, а затем
подвергают тепловой обработке. Полученные элементы калибруют на специальной
фрезерной машине, а затем отделывают их фасадные поверхности. Из готовых
элементов, имеющих точные размеры собирают на клею плоские или объемные
конструкции, используя стяжную арматуру. Таким путем получают большие стеновые
панели размером на одну или две комнаты и высотой на этаж.
5. Безопаснось жизнедеятельности
5.1 Особые условия безопасности ведения процесса производства
алюминиевой пудры
Алюминиевая пыль в виде аэровзвеси взрывоопасна.
Нижний предел взрываемости, г/м3 - 40.
Температура самовоспламенения, аэрозоля °С - 540.
Предельная концентрация кислорода, при которой исключается воспламенение
аэровзвеси электрической искрой, % об - 3,0.
Осевшая алюминиевая пыль самовоспламеняется при, °С - 470.
Алюминиевая пудра взаимодействует при комнатной температуре с водой и
особенно бурно с водными растворами щелочей с выделением водорода и большого количества
тепла.
Поэтому попадание воды или водного раствора щелочей в пудру опасно в
отношении взрыва.
Алюминиевая пыль при контакте с хлорированными углеводорода- ми
(четыреххлористый углерод и др.) и спиртом самовозгорается.
Допустимая санитарная норма - 6 мг/м3.
Учитывается взрыво- и пожароопасность алюминиевой пудры процессы
измельчения относятся к категории взрывоопасных производств и осуществляются в
среде азота с содержанием кислорода 2 - 8 % об.
Не допускается работа при разгерметизации оборудования, аппаратов,
трубопроводов и разгрузочных узлов. При появлении признаков пыления должны
немедленно приниматься меры для устранения.
Осевшая пыль на полу и оборудовании должна немедленно убираться, работать
на запыленном оборудовании запрещается.
В процессе обслуживания и ремонта оборудования не допускается вспыливание
заготовки и пудры, рассыпанные порошки и пудры должны немедленно убираться.
Банки с заготовкой и алюминиевой пудрой должны храниться на складах в
соответствии с установленными нормами.
Не допускается попадание на заготовку и алюминиевую пудру воды, водных
растворов и щелочей, четыреххлористого углерода.
Электрическая схема управления агрегатами размольной установки должна
постоянно находиться в положении «сблокировано». Разрешение на доблокировку
выдает только старший мастер с записью в оперативном журнале дежурного
электромонтера и передачей ему ключа доблокировки.
После окончания ремонтных работ схема управления должна быть
сблокирована, ключ доблокировки дежурным электромонтером передается старшему
мастеру под роспись в оперативном журнале.
Пуск размольной установки при любых обстоятельствах должен производится
только обученным размольщиком с разрешения мастера.
Ремонт оборудования и вскрытие систем должны производиться по
нарядам-допускам с разработкой мер безопасности. Запрещается приступать к
ремонту без проведения подготовительных работ.
Взрывные клапаны должны находиться в исправном состоянии.
В процессе эксплуатации оборудования следить за исправностью заземлений
от статического электричества и немедленно принимать меры к устранению
повреждения.
Возможные аварии ликвидируются в соответствии с утвержденным главным
инженером «Планом ликвидации аварий».
Инженерно-технические работники, занятые на производстве алюминиевых
порошков и пудр, виновные в нарушении правил, несут личную ответственность,
независимо от того, привело или не привело это нарушение к аварии или
несчастному случаю. Они отвечают также за нарушения, допущенные их подчиненными
[28 - 26].
5.2 Характеристика отходов производства сточных вод и
выбросов
В процессе производства вредных (токсичных) веществ не выделяется.
При порыве ткани рукавных фильтров возможны выбросы в атмосферу
алюминиевой пудры, в этом случае необходимо произвести ремонт или замену
фильтрующих рукавов.
Состояние рукавов проверяется не реже одного раза в месяц.
Сточные воды после орошения мельницы не токсичны. Отходов производства
нет
5.3 Общие требования безопасности на предприятии ООО
"ВАЛКОМ-ПМ"
5.3.1 Общие положения
Каждый поступивший в ООО "ВАЛКОМ-ПМ" обязан работать не только
производительно, но и выполнять порученную работу так, чтобы не нанести травму
себе и окружающим.
Поступивший на работу должен пройти вводный инструктаж по безопасности
труда и промсанитарии, инструктаж по противопожарной безопасности. Рабочие, не
имеющие профессии, после получения вводного и первичного инструктажа на рабочем
месте, должны быть обучены в течение не менее 10 смен безопасным приемам и
методам работы. Это обучение должно проводиться по программе, утвержденной
техническим (генеральным) директором ООО "ВАЛКОМ-ПМ", под
руководством назначенных приказом опытных рабочих и инженерно-технических
работников.
По истечении срока обучения рабочие должны пройти проверку знаний по
безопасности труда в комиссии под председательством тех. директора предприятия.
К самостоятельной работе указанные работники (рабочие) допускаются
приказом генерального директора предприятия после обучения по профессии.
Предприятие ООО "ВАЛКОМ-ПМ" оснащено большим количеством
оборудования, сосудами, работающими под давлением, ГПМ и т.д.
Технологический процесс частично механизирован и автоматизирован, поэтому
трудовая деятельность рабочих включает как выполнение операций по наблюдению,
контролю и регулированию технологически параметров, так и производство работ,
требующих значительных физических усилий. Несоблюдение инструкций по охране
труда при работе, а также неосторожность могут повлечь за собой несчастный
случай с нарушившим эти инструкции или с окружающими его людьми.
В производстве алюминиевых порошков и пудр имеется ряд опасных и вредных
факторов, в том числе расплавленный металл, повышенная запыленность воздуха
рабочей зоны (ПДК-2,0 мг/м3), наличие движущихся машин и механизмов
и другие.
О каждом несчастном случае на производстве пострадавший или очевидец
несчастного случая немедленно извещает мастера или другого непосредственного
руководителя работ до прибытия скорой медицинской помощи оказывает первую
медицинскую помощь пострадавшему, сохраняет обстановку н/случая, если это не
угрожает жизни и здоровью людей.
Рабочий должен знать и соблюдать общие правила пожарной безопасности,
знать план эвакуации людей при пожаре и расположение запасных выходов,
обеспечить свободный доступ к средствам пожаротушения, уметь пользоваться ими и
использовать их только по прямому назначению. Должен знать, что загоревшиеся
электрооборудование и кабель запрещается тушить водой и пенными огнетушителям
из за опасности поражения электрическим током, запрещается тушить водой, пеной
загоревшиеся активные металлы, (алюминий, магний), карбиды и другие материалы,
взаимодействующие с водой со взрывом. Должен знать, что курить и пользоваться
открытым огнем на территории предприятия и в производственных помещениях -
запрещается! Курить разрешается в специально отведенных местах.
При возникновении пожара рабочий должен немедленно сообщить органам
пожарного надзора, администрации и принять меры по ликвидации пожара.
Каждый работник обязан быть дисциплинированным, хорошо знать и главное
строго выполнять правила безопасности и внутреннего трудового распорядка.
Находясь на территории предприятия, необходимо соблюдать максимальную
осторожность.
Чтобы предохранить себя от заболевания, соблюдайте следующие
санитарно-гигиенические правила:
содержите в исправности и чистоте спецодежду, своевременно сдавайте ее в
стирку;
содержите в чистоте и надлежащем порядке свое рабочее место;
·
используйте по
назначению вентиляцию, установленную на рабочем месте; не пейте техническую
воду, пользуйтесь водой из кулеров;
·
обязательно мойте
руки перед едой, пищу принимайте в специально отведенных местах;
·
принимая душ
после работы, не пользуйтесь одной холодной водой;
- содержите порядок и чистоту в своем гардеробном ящике;
положенное специальное молоко употребляйте во время перерыва на обед или
после окончания рабочего дня.
При передвижении по территории предприятия необходимо:
находясь на территории предприятия, будьте внимательны и осторожны,
следуя на работу или с работы, идите только по тротуарам и переходам,
специально предназначенным для пешеходов. Ходить по проезжей части дорог
запрещается;
- следуя по территории предприятия, прислушивайтесь к сигналам машин,
выполняйте указания предупредительных надписей, плакатов и обращений, а также
требования текстовых и световых знаков безопасности;
- прежде чем перейти дорогу, убедитесь в отсутствии вблизи
автотранспорта. Не перебегайте пути перед приближающимся транспортом;
- находитесь от движущегося транспорта на расстоянии не менее 1,5 м;
- хождение по территории предприятия без поручения мастера (руководителя)
запрещается.
5.3.2 Причины травматизма
- Большинство травм являются следствием нарушения элементарных правил по
безопасности труда.
К травмам могут привести следующие причины:
нарушение правил хождения на территории предприятия при переходе дорог;
неправильная организация труда, загроможденность и захламленность рабочих
мест, недостаточная квалификация и плохое знание безопасных приемов при
выполнении отдельных видов работ;
работа на неисправном оборудовании, с неисправным или снятом ограждением;
работа на пылящем (разгерметизированном) оборудовании;
неосторожное обращение с холодным и особенно горячим металлом, растворами
кислот и щелочей;
нарушение инструкций по охране труда при обслуживании и ремонте
оборудования, механизмов, особенно при смазке, чистке и ремонте станков, машин
на ходу;
не использование предохранительных средств защиты и СИЗ; спецодежды,
несоблюдение требований безопасности при работе на высоте;
неисправность электрооборудования, отсутствие заземления, неисправность
включенных устройств, не использование средств защиты при работе в
элекроустрановках;
загроможденность проходов, переход через материалы и изделия, хождение по
ним, а также неправильная их укладка и транспортировка;
хождение под поднятым и транспортируемыми грузами, неосторожное обращение
и неумелое пользование грузоподъемными механизмами;
применение неисправных грузозахватных приспособлений и тары;
работа на неисправном электротранспорте, автотранспорте, ГПМ.
5.3.3 Первая доврачебная помощь
Своевременно и правильно оказанная доврачебная помощь при несчастных
случаях не только облегчает состояние пострадавших, но и способствует в
дальнейшем их успешному лечению, а в ряде случаев спасает их жизнь.
Несчастный случай всегда вызывает у окружающих желанию помочь
пострадавшему. Но для оказания помощи мало одного доброго желания - надо знать,
как это сделать, чтобы не причинить еще большего вреда человеку. Вот почему
считается обязательным, чтобы каждый работник предприятия знал следующий
минимум по оказанию доврачебной помощи.
Первая помощь при ранениях и кровотечении.
При артериальном кровотечении накладывают давящую повязку, Если
кровотечение не останавливается, накладывают жгут выше места ранения. При
венозном кровотечении достаточно придать раненой конечности возвышенное
положение и наложить давящую повязку. При перевязке раны очень важно не
загрязнить ее. Повязки накладывают чистыми руками, предварительно смазав кожу
вокруг раны йодом.
При кровотечениях из носа нужно усадить пострадавшего, расстегнуть ему
ворот, слегка наклонить голову вперед, чтобы кровь не затекала внутрь, сжать
пальцами крылья носа и подержать несколько минут. Если кровь не останавливается
ввести в нос кусочек ваты или марли - сухие или смоченные перекисью водорода.
При кровотечениях из уха накладывают на ухо комок марли, сверху вату и
закрепляют бинтом. При кровотечении из, легких (кровоотхаркивание)
пострадавшему надо придать полусидящее положение, запретить всякие движения,
громкий разговор, вызвать врача.
5.3.4 Первая помощь при переломах
Переломы бывают открытыми и закрытыми. Наиболее опасны открытые переломы,
при которых рана может загрязниться, что затруднит лечение. Оказание первой
помощи при переломах состоит в том, чтобы обеспечить неподвижность переломанной
кости. С этой целью накладывают шины, которые можно изготовить из доски,
проволоки и т.д. Шины должны захватывать оба сустава сломанной кости, иначе
неподвижность на месте перелома не получится. Закрепляют шины бинтом, косынкой
и т.д., прибинтовывают их плотно. При открытых переломах сначала нужно остановить
кровотечение, смазать вокруг раны йодом, перевязать ее, а затем уже наложить
шину. Перемещение пострадавшего должно производиться с особой осторожностью.
При переломах черепа, пострадавшего укладывают так, чтобы голова находилась на
мягкой подстилке, а по бокам головы валики из одежды или подушки. При переломах
позвоночника нужно сделать прямое неподвижное ложе: широкую доску, дверь и на
них переносить пострадавшего. При переломах ребер нужно туго забинтовать
широким бинтом, полотенцем или простыней грудную клетку и обеспечить
пострадавшему полусидящее положение.
5.3.5 Первая помощь при поражении электротоком
При поражении электротоком необходимо немедленно принять меры к
скорейшему освобождению пострадавшего от действия тока. Если пострадавший после
освобождения от действия тока находится в сознании, необходимо обеспечить ему
полный покой до прибытия, врача. Если же пострадавший лишился сознания, но
сохранилось дыхание, следует уложить его удобно и ровно, расстегнуть одежду,
создать приток воздуха, дать понюхать нашатырный спирт, растирать и согревать
тело. При отсутствии дыхания, сердцебиения (пульса) пострадавшего нельзя
считать умершим. В таком состоянии пострадавший действительно может погибнуть,
если ему не оказать немедленную помощь в виде искусственного дыхания и
непрямого массажа сердца. Перед искусственным дыханием надо расстегнуть ворот,
брюки, освободить от стесняющей одежды.
5.3.6 Первая помощь при ожогах
При любых ожогах нельзя касаться руками обожженного участка, достаточно
ограничиться прикрытием обожженного места стерильным материалом и наложить
повязку. При ожогах химическими веществами, кислотой, щелочью нужно промыть
пораженное место водой в течение 5 - 10,минут, а потом наложить стерильный
материал и повязку.
5.4 Требования безопасности во время работы
Выполняя работу, соблюдайте следующее:
работу производите при достаточной освещенности;
- работайте только на исправном оборудовании, применяйте исправный
инструмент и приспособления;
не работайте на пылящем (разгерметизированном) оборудовании;
не находитесь под поднятым грузом;
работы повышенной опасности выполняйте только после оформления
наряда-допуска, соблюдая указанные в нем требования безопасности;
огневые работы во взрывопожароопасных помещениях выполняйте только по
специально оформленному наряду-допуску;
- работая с отлетающими осколками, искрами, стружкой, брызгами щелочных
и кислотных растворов, расплавленными средами, пользуйтесь защитными очками или
экранами;
при работе с ЛВЖ (легко воспламеняющимися жидкостями) соблюдайте
требования пожарной безопасности;
работу выполняйте в исправной и положенной по нормам спецодежде
используя предназначенные для этого СИЗ.
При работе на высоте пользуйтесь исправными лесами, подмостями
испытанными лестницами и предохранительными поясами и не оставляйте материалы и
инструмент в таком положении, при котором они могут упасть вниз.
При работе с ядовитыми растворами надевайте защитный фартук, очки и
резиновые перчатки.
Не приступайте к работе в газоопасных (взрывоопасных) местах без
предварительной проверки наличия вредных и взрывопожароопасных веществ (газов,
паров, алюминиевой пыли) и оформленного наряда-допуска.
При эксплуатации любого оборудования выполняйте следующие требования;
- запрещается поправлять ограждения, смазывать, ремонтировать любой
механизм на ходу;
при работе на станках, дающих отходы (стружку, опилки и т.д), удаление
этих отходов производите только специальными приспособлениями, щетками;
не передавайте какие-либо предметы через машину, станок, агрегат, не
отвлекайтесь во время работы сами и не отвлекайте других.
Не производите работы с неисправных лестниц, лесов, подмостей. Не
сбрасывайте груз с высоты, опускайте его с помощью веревок.
К работам, связанным с использованием электрооборудования, допускаются
лица, прошедшие специальное обучение и имеющие соответствующее удостоверение.
При проверке исправности электрооборудования обращайте внимание на
следующее: имеется ли заземление электродвигателей и пусковых устройств,
исправна ли изоляция токоведущих проводов.
Для временного искусственного освещения применяйте переносные светильники
напряжением не выше 42 вольта, а во взрывопожароопасных помещениях напряжением
не выше 12 вольт взрывозащищенного исполнения.
При пуске и остановке электродвигателя, при включении и выключении рубильников
пользуйтесь проверенными защитными средствами.
Не работайте вблизи открытых токоведущих устройств без наличия
ограждений. Любой осмотр, ремонт производите только на обесточенном по
письменной заявке мастера (механика, энергетика) станке, машине и при наличии
на пусковом устройстве сигнала: "Не включать - работают люди!"
Не дотрагивайтесь до открытых токоведущих частей и следите за надежным
креплением заземляющего провода к корпусу оборудования.
Не прикасайтесь к проводам, рубильникам, электродвигателям и другому
оборудованию, не производите самовольно ремонт электроприборов и другого
оборудования, при необходимости вызовите электромонтера.
Приступайте к выполнению погрузочно-разгрузочных работ только после
получения задания у мастера (руководителя службы) и инструктажа по безопасности
труда. Не допускайте переноску грузов выше предусмотренных нормами.
При всех работах по перемещению грузов кранами и их транспортировке
запрещается пользоваться неисправными механизмами (ГПМ,
автоэлектропогрузчиками) и чалочными приспособлениями.
При транспортировке баллонов с газами не допускайте ударов по ним, не
устанавливайте их у источников открытого огня.
Длинномерный груз при его переноске располагайте на одноименной стороне
тела всех работающих. Груз сбрасывайте с рук или плеч по команде старшего.
При открывании (закрывании) ворот в складских помещениях, местах
складирования грузов: открыв (закрыв) одну из половин ворот зафиксируйте ее с
помощью крючка или надежного упора, затем откройте (закройте) вторую половину ворот.
При закрывании (открывании) створок ворот не освобождайте сразу обе
створки. Открывая (закрывая), придерживайте полотно ворот за ручку, а не за
край полотна во избежание прижатия и травмы рук.
Не открывайте ворота при помощи нажима на них вилочным захватом
автоэлектропогрузчика, а также грузом, перевозимым транспортом.
При возникновении аварийной ситуации действуйте согласно требований
изложенных в инструкциях по охране труда для каждой профессии и мероприятий
оперативной части ПЛА (Плана ликвидации аварий) № 2-22-08 ТБ.
6.
Технико-экономическое обоснование исследований производство композиционных материалов с
использованием алюминиевой пудры на примере газобетона
Современный газобетон производится из песка, извести, цемента
и алюминиевой пудры. Он не выделяет токсичных веществ и по своей экологичности
уступает лишь дереву, но при этом не гниет и не стареет. Экологическая чистота
применяемых сырьевых материалов гарантирует полную безопасность газобетонных
изделий для человека. Радиационный фон газобетона не превышает 9-11 мкр/ч. Это
пористый материал, поэтому в доме, построенном из газобетона, дышится так же
легко, как и в деревянном.
Газобетон изготавливается из предварительно подготовленного
натурального сырья:
- вяжущего:
смеси портцландцемента и извести;
наполнителя: кварцевого песка;
порообразователя: алюминиевой пудры;
воды;
в ряде случаев добавок, которые улучшают свойства смеси для
газобетона.
Используя алюминиевую пудру марок АП производства ООО
"ВАЛКОМ-ПМ"проводились исследования по формированию строительного
композита, в частности, газобетона.
В исследовании приняли участие заведующий лабораторией,
научный руководитель, лаборант и двое техников.
Составление сметы затрат на научно-исследовательскую работу.
1 Затраты на материалы, необходимые для проведения
исследований:
 ,
(4)
,
(4)
где Зм - затраты на материалы, руб;
qмi - потребность в данном материальном ресурсе, кг(г)
Цмi - цена материального ресурса, руб/кг.
Таблица 8 - Ведомость затрат на основные материалы
|
Наименование материала
|
Массовая доля, кг
|
Цена за кг
|
Сумма затрат, руб.
|
|
Песок молотый
|
250
|
1, 900
|
475
|
|
Зола - унос ТЭЦ
|
100
|
1,000
|
100
|
|
Портландцементмарки
400
|
250
|
2,700
|
675
|
|
Алюминиевая
пудра,кг
|
0,5
|
101
|
50,5
|
|
вода
|
310 л
|
1,06
|
328,6
|
|
ИТОГО:
|
|
|
1629,1
|
Расчет ведем на 1 м3 газобетона.
2 Затраты на заработную плату участников НИР
а) Величина затрат на основную заработную плату заведующего
лаборатории, научного руководителя и лаборанта определяется по формуле

где З0 - величина затрат на основную заработную плату, руб.;
К0 - коэффициент, учитывающий доплаты к основной
заработной плате (К0 = 1,08
для всех категорий работающих);
Зм - месячный оклад, руб.;
Фм - фактическое время участия в НИР, мес.
Заработная плата заведующего лабораторией:
Зм = 5000 руб., Фм = 1.5 мес.;
З0 = 1,08 ∙ 5000 ∙ 1,5 = 8100 руб.
Заработная плата научного руководителя:
Зм = 9000 руб., Фм = 1.5 мес.;
З0 = 1,08 ∙ 9000 ∙ 1,5 = 14580 руб.
Заработная плата лаборанта:
Зм = 4400 руб., Фм = 0.8 мес.;
З0 = 1,08 ∙ 4400 ∙ 0,8 = 3801,6 руб.
Таблица 9 -
Затраты на основную заработную плату участников НИР
|
Месячный оклад, руб.
|
Факт.
время уч. в НИР, мес.
|
К0
|
Всего зат.,
руб.
|
|
Заведующий лабор. Зм
= 5000
|
1,5
|
1,08
|
8100
|
|
Научный руков. Зм
= 9000 руб.
|
1,5
|
1,08
|
14580
|
|
Лаборант Зм
= 4400 руб.
|
0,8
|
1,08
|
3801,6
|
|
Итого:
|
|
|
26481,6
|
б) Основная заработная плата техников, выполняющих отдельные
виды работ, определяется по формуле
З0 = К0 ∙ Т ∙ Уср,
(6)
где З0 - основная заработная плата техников, руб;
К0 - коэффициент, учитывающий доплаты к основной
заработной
плате;
Т - трудоемкость выполняемых работ, ч;
Затраты на основную заработную плату техников в количестве
двух человек: Уср = 100 руб./ч.
З0 = 1.15 ∙ 8 ∙ 100 = 920 руб. - для
одного техника.
Соответственно, для двух техников З0 = 920 ∙
2 = 1840 руб.
в) Затраты на дополнительную заработную плату участников НИР
определяются по формуле
Зд = Кд ∙ З0, (7)
где Зд - затраты на дополнительную заработную
плату, руб.;
Кд - коэффициент, учитывающий величину
дополнительной заработной платы в
зависимости от основной (Кд = 0,12 - для техников, Кд = 0,15 - для
остальных участников НИР).
Затраты на дополнительную заработную плату заведующего
лабораторией, научного руководителя и лаборанта:
Зд = 0,15 ∙ (З0зл + З0нр
+ З0л) = 0,15 ∙ 26481,6= 3972,24 руб.
Затраты на дополнительную заработную плату техников:
Зд = 0,12 ∙ 1840 = 220,8 руб.
г) Единый социальный налог на заработную плату всех
участников НИР определяется по формуле
Нсоц = 0,26 ∙ (З0 + Зд),
(8)
где З0 и Зд - затраты на основную и
дополнительную заработную плату всех участников НИР, руб.
Нсоц = 0,26 ∙ (26481,6+ 3972,24) + 0,26 ∙
(1840 + 220,8) = 8453,8064 руб.
3 Затраты на электроэнергию
Зэ = Wi ∙ tобi ∙ Кц ∙ Сэ,
где Wi - мощность оборудования i-го вида, кВт;
tобi - время работы оборудования, ч;
Кц - коэффициент использования мощности (Кц
= 0,7-0,8);
Сэ - стоимость кВт/час электроэнергии, руб.
Бетономешалка: W =0,80 кВт, tобi = 5 ч;
Зэ = 0,80 ∙ 5 ∙ 0,7 ∙ 3.3 = 9,24
руб.
4 Амортизационные отчисления на оборудование и приборы
где Сам - сумма амортизационных отчислений, руб;
аамi - коэффициент амортизационных отчислений,%;
Цобi - стоимость оборудования, руб.;
tобi - время работы оборудования, ч;
Фд.об - действительный годовой фонд времени работы
оборудования, ч.
Для бетономешалки: Cам = 9,7/100 ∙ 9800 ∙ 5/2500 = 1,90 руб.
5 Накладные расходы
Ен = (Кн/100) ∙ (З0+Зд),
где Ен - накладные расходы, руб;
Кн - коэффициент, учитывающий накладные расходы
(принимается равным 60-70 % от основной и
дополнительной заработной платы участников НИР).
Ен = (26481,6 + 3972,24+1840 + 220,8) = 32514,64
руб.
Таблица 10 - Смета
затрат на проведение НИР
|
Наименование статей
расходов
|
Сумма, руб.
|
|
Основные материалы
|
1629,1
|
|
Основная заработная
плата
|
28321,6
|
|
Дополнительная з/п
|
4193,04
|
|
Отчисления от фонда
з/п
|
8453,8064
|
|
Затраты на
электроэнергию
|
9,24
|
|
Амортизационные
отчисления
|
1,90
|
|
Накладные расходы
|
32514,64
|
|
Итого:
|
75123,33
|
Таким образом, стоимость исследований составит 75123,33 руб.
Заключение
1 Проведен
анализ композиционных материалов на металлической матрице. Сделан акцент на
процессы формирования дисперсно-упрочненных композиционных материалов.
Рассмотрены физико-химические основы получения порошковых
сплавов, упрочненных дисперсными частицами: САПы и САСы.
Проведен анализ технологии производства и свойств алюминиевых
порошковых материалов (на примере продукции ООО «Валком-ПМ»). Рассмотрены методы
получения алюминиевых порошковых материалов их основные свойства и методы
контроля. Проведены микроструктурные исследования частиц алюминиевых порошков.
В процессе дипломной работы был проведен информационный
патентный поиск по следующим направлениям:
- порошковые
сплавы, упрочненные дисперсными частицами;
- дисперсионно
твердеющие алюминиевые сплавы;
- САПы;
-
композиционные материалы с участием алюминиевого порошка.
5 Проведен анализ технологического процесса получения
пульверизата распылением расплавленного алюминия. Определены возможности
использования алюминиевой пудры при формировании композиционных материалов.
К ряду физических свойств, которые характеризуют особенности
структурного состояния свойства ячеистого бетона, следует отнести: плотность;
средняя плотность; пористость. Иследована пористость и макроструктура структура
газобетона, приведены численные значения исследуемых показателей.
Произведен расчет состава газобетона, в котором в качестве
порообразователя применяется алюминиевая пудра.
7 Разработаны рекомендации к технологическому процессу производства
строительного композита, газобетона, при использовании алюминиевой пудры
пигментной марки ПАП-1, ПАП-2 производства ООО «Валком-ПМ».
Список литературы
.Шеламов, В.
А. Физико-химические основы производства полуфабрикатов из спеченных
алюминиевых порошков (САП) / В. А. Шеламов, А. И. Литвинцев. - М. :
Металлургия, 1970. - 280 с.
.Порошковая
металлургия в машиностроении и приборостроении / Ю. Н. Семенов [и др.]. - Киев
: НТО Машпром, 1961.
.Анали
алюминиевых и магниевых сплавов / Л. М. Буданова [и др.] - М. : Металлургия,
1966.
.Материаловедение
и технология метал лов : учебник для студентов машиностроительных
специализированных вузов / Г. П. Фетисов [и др.] ; Под ред. Г.П. Фетисова. - М.
: Высшая школа, 2006.
.Мозберг, Р.
К. Материаловедение : учебное пособие / Р. К. Мозберг. - 2-е изд., перераб. -
М. : Высшая школа, 1991.
.Гуляев, А.
П. Металловедение / А. П. Гуляев. - М. : Металлургия, 1978.
.Практическая
металлография / Малинина Р.И. [и др.]. -2-е изд. - М. : Интермет Инжиниринг,
2004. - 2 30 с.
.Батаев, А.
А. Композиционные материалы: строение, получение, применение : учебник / А. А.
Батаев, В. А. Батаев. - Новосибирск : Изд-во НГТУ, 2002. - 384 с.
.Киселев, В.
И. Справочник по композиционным материалам / В. И. Киселев ; под ред. Дж.
Любина; пер. с англ., кн. 1. - М., 1988.
.Пат.
2008119506 Российская Федерация, МПК C 08 J 5/08. Армированные композитные
материалы / Ходгсон Питер Клиффорд ; опубл. 10. 12. 2009.
.Бальшин, М.
Ю. Научные основы порошковой металлургии и металлургия волокна. - М. :
Металлургия, 1977. - 336 с.
.Кипарисов,
С. С. Порошковая металургия / С. С. Кипарисов, Г. А. Либенсон. - М. :
Металлургия, 1972. - 528 с.
.Федорченко,
И. М. Порошковая металлургия / И. М. Федорченко. - 1962, № 2. - С. 27.
.Сушков, А.
И. Металлургия алюминия / А. И. Сушков. - М. : Металлургия, 1971.
.Беляев, А.
И. Металлургия легких метал лов / А. И. Беляев. - М., Металлургия, 1978.
.Алюминиевые
сплавы. Применение алюминиевых сплавов. Справочное руководство / под ред. И.В.
Горынин [и др.]. - М. : Металлургия, 1978.
.Хэтч, Дж. Е.
Алюминий. Свойства и физическое металловедение : справочник / Дж. Е. Хэтч. - М.
: Металлургия, 1989.
.Ключников,
Н. Г. Алюминий / Н. Г.Ключников, А. Ф. Колодцев. -Учпедгиз, 1958.
.Алюминий.
Свойства и физическое металловедение. Справочник.
.Рабинович,
В. А. Краткий химический справочник / В. А. Рабинович, З. Я.Хавин.
.Лахтин, Ю.
М. Материаловедение : учебник для высших технических заведений. - 3-е изд.,
перераб. и доп. / Ю. М. Лахтин, В. П. Леонтьева. - М. : Машиностроение, 1990.
.Материалы
будущого : перспективные материалы для народного хозяйства ; пер. с нем. / Под
ред. А. Неймана. - Л. : Химия, 1985.
.Соломатов,
В. И. Интенсивная технология бетона / В. И. Соломатов, Н. К. Тахиров. - М. :
Стройиздат, 1989. - 284с.
.Горчаков Г.
И. Строительные материалы / Г. И. Горчаков, Ю. М. Баженов. - М. : Стройиздат,
1986. - 688с.
.Баженов, Ю.
М. Новый век : Новые эффективные бетоны и технологии. Бетон на рубеже третьего
тысячелетия. 1-ая Всероссийская конференция по проблемам бетона и железобетона
/ Ю. М. Баженов, В. Р. Фаликман. - М. : Ассоциация «Железобетон», 2001. - с.
91.
.Хоменко, В.
Г. Справочник по теплозащите зданий / В. Г. Хоменко. - Киев : Будивельник,
1996.
.ГОСТ
12.4.021-75. ССБТ. Системы вентиляционные. Общие требования. - Введ.
1977-01-01. - Москва, 1975 - 7 с.
.Буторина, М.
В. Инженерная экология и экологический менеджмент / М. В. Буторина, П. В.
Воробьев. - М. : Высшая школа, 2002. - 520 с.
.Технологический
регламент на производство пудр ПАП, ПП в шаровых мельницах ШБМ 220/330.
.Правила
безопасности при производстве порошков и пудр из алюминия, магния и сплавов на
их основе.
.Общие
правила безопасности для металлургических и коксохимических предприятий и
производств.
1.