Технологический процесс производства катаных помольных шаров
Содержание
Введение
. Анализ
условий работы помольных шаров
.1
Описание детали и условий ее работы
.2
Применяемые марки стали
. Основные
характеристики помольных шаров
. Обоснование
выбора марки стали
. Выбор
оборудования (основного, дополнительного, вспомогательного) для разработки
технологии термической обработки
.1 Технологический
процесс производства катаных помольных шаров
.2
Оборудования для термической обработки шаров
. Разработка
маршрутной технологической схемы изделий
. Термическая
обработка катанных мелющих стальных шаров
.1
Расчет режимов термической обработки изделий с использованием критических точек
фазовых переходов
. Контроль
качества. Анализ дефектов термической обработки
.1 Контроль
внешнего вида
.2 Контроль
твёрдости термически обработанных деталей
.3 Дефекты
при закалке
Список
использованной литературы
Введение
В настоящее время важное место в экономике
занимают отрасли промышленности, непосредственно связанные с добычей и
переработкой минеральных видов сырья и топлива. В цементной, горнообогатительной,
энергетической и других отраслях одной из основных и весьма распространенных
операций является измельчение различных материалов. Вследствие абразивного
действия размалываемого материала, мелющие шары изнашиваются и безвозвратно
расходуются в процессе измельчения сырья. Быстрый износ мелющих шаров приводит
к значительному росту общих затрат на дробление и измельчение, которые
составляют около 60 - 70 % от стоимости переработки сырья. Причем, возникающие
потери связаны не только с увеличением потребления мелющих шаров, но и со
снижением показателей эффективности работы размольного оборудования в
результате частых простоев, а также с ухудшением качества производимой
продукции вследствие увеличения содержания железа в конечном продукте. В связи
с этим актуальной является задача повышения стойкости мелющих шаров при
сохранении низкого уровня их стоимости. Для ее решения необходим комплексный
подход: применение рационального состава сплава и технологии изготовления
мелющих шаров.
Стойкость мелющих шаров во многом определяется
свойствами выбранного для их изготовления материала. При этом условия
эксплуатации предъявляют к мелющим шарам два взаимоисключающих требования по
специальным свойствам: высокая износостойкость и вязкость, определяющая ударостойкость
шаров. А экономические соображения диктуют необходимость применения
относительно недорогих материалов, что требует поиска разумного компромисса.
Целью моей курсовой работы является разработка
технологического процесса термической обработки катанных помольных шаров. Для
повышения твердости катаные мелющие шары проходят термическое упрочнение с
прокатного нагрева. При выборе оптимального режима термоупрочнения необходимо
ориентироваться на получение в шарах таких структурных состояний, которые обеспечивали
бы не только регламентируемую стандартом твердость, но и высокий уровень
эксплуатационной долговечности.
Основной причиной износа шаров при помоле руд
черных и цветных металлов является абразивное воздействие. Изнашивание мелющих
шаров большого диаметра (100-150 мм), используемых в условиях «водопадного»
режима работы мельницы, протекает как при царапающем, так и ударном характере
воздействия абразива на поверхность шара [1].
1. Анализ условий работы помольных шаров
.1 Описание детали и условий ее работы

Мелющие шары - необходимый материал в
размольно-дробильном оборудовании в качестве измельчающей среды при измельчении
железной руды и руд цветных металлов, цементного клинкера, угля, строительных
материалов.
Рисунок 1.1 - Мелющие шары
Катаные мелющие шары выпускаются с начала 1960-х
годов, и вот уже на протяжении более пятидесяти лет проводятся работы по
совершенствованию технологии их термоупрочнения.
Помольные шары штампуют, куют или отливают из
углеродистой, марганцовистой или хромистой стали.
Помольные шары характеризуются
износоустойчивостью, высокой твердостью и выпускаются из чугуна и стали.
Среди шаров наименее долговечны чугунные.
Большей стойкостью на истирание отличаются стальные шары (в особенности из легированных
сталей). Выпуск стальных помольных шаров осуществляется в соответствии с ГОСТ
7524-89.
Общее потребление и удельный расход помольных
шаров определяются типом установленного оборудования, материалами (из которых
они изготовлены) и применяемыми при их выпуске технологическими процессами. В
структуре производства помольных шаров, в соответствии с данными официальной
статистики, большая часть приходится на стальные шары.
Мелющие стальные шары широко используются в
различных отраслях промышленности (основные отрасли - цементная, горнорудная,
угольная), где требуется измельчить необходимый материал до нужной фракции.
Катаные помольные шары основное применение
находят в шаровых мельницах.
Принцип действия шаровых мельниц состоит, в
измельчении материла ударом и частично истиранием свободно падающих мелющих тел
во вращающемся барабане.
В зависимости от скорости вращения барабана
мельницы различают два основных режима работы мелющих тел: при малой скорости -
каскадный, при большой - водопадный.

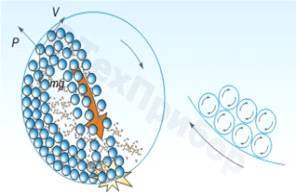
Рисунок 1.2 - Устройство шаровой мельницы и
схема движение шаров в барабане
Во время вращения мельницы наблюдаются оба
режима работы дробящей загрузки, так как часть шаров работает в каскадном, а
часть в водопадном режиме. Таким образом возникают сила тяжести, трения и
свободного падения.
Достоинства шаровых мельниц: возможность
получения высокой и постоянной тонкости помола и регулирования ее, возможность
подсушки материала в самой мельнице, однородность материала, простота
конструкции, надежность в эксплуатации, возможность измельчения пород различной
твердости, широкие возможности для масштабирования.
Недостатки: значительный расход энергии, большой
вес и размеры, сильный шум во время работы.
Выбор шаров привязан к твердости измельчаемого
материала и размеру частиц.
Для достижения наивысшей производительности,
наименьшего износа и предотвращения загрязнения перемалываемой массы
рекомендуется учесть выбор марки стали шаров и их энергию удара.
Шары изготавливают диаметром от 15 мм до 120 мм
с соблюдением правильной геометрической формы, а также отсутствием сколов и
трещин, придерживаясь ГОСТа 7524-89, созданного для данного вида продукции.
Стальные помольные шары производят методом винтовой
прокатки на шаропрокатных станах поперечно-винтовой прокатки. Процесс прокатки
шаров на станах осуществляется из круглой прутковой заготовки с помощью двух
валков, имеющих винтовые калибры.
.2 Применяемые марки стали
помольный шар термический твёрдость
Для изготовления шаров можно применять
конструкционные улучшаемые стали.
В настоящее время для изготовления катанных
шаров широко применяются стали следующих марок: Ст3, Ст5, ШХ15, 60-65Г, М1, М2,
М74, 75Г2С, 75ХГСМ, М2 или из таких типов как Х, ХГС.[1]
Сталь 5 - конструкционная углеродистая
обыкновенного качества.
65Г - конструкционная рессорно-пружинная сталь.
Химический состав и механические свойства
некоторых из них указаны в таблице 1.1.
Таблица 1.1 Свойства применяемых марок стали
|
Марка
стали
|
Химический
состав
|
Механические
свойства
|
|
С
|
Si
|
Mn
|
S
|
Р
|
σв
МПа:
|
δ
(%)
|
Ψ
(%)
|
НВ
|
|
Ст
5
|
0.28-0.37
|
0.15-0.35
|
0.50-0.80
|
<0.050
|
630
|
18
|
20
|
170
|
|
65Г
|
0,62
- 0,7
|
0,17-0,37
|
0,9
- 1,2
|
<0,035
|
<0,035
|
820
|
10
|
30
|
240
|
|
М74
|
0.69-0.80
|
0.18-0.4
|
0.75-1.05
|
0.045
|
0.035
|
1290
|
12
|
35
|
550
|
Где,
 - временное
сопротивление разрыву;
- временное
сопротивление разрыву;
 -относительное
удлинение;
-относительное
удлинение;
 -относительное
сужение;
-относительное
сужение;
KCU-ударная
вязкость;
HB
- твердость по Бринеллю
2. Основные характеристики помольных шаров
Шары стальные должны соответствовать
государственным стандартам и техническим правилам производства. В процессе
эксплуатации помольные шары испытывают периодические ударные нагрузки, в связи
с этим они должны обладать следующими свойствами:
• высокая твердость, прочность;
• повышенная устойчивость к истиранию, коррозии;
• сохранение формы металлического помольного
шара при его равномерном износе;
• устойчивость к расколу и выкрошиванию;
• уплотненная структура шара без дефектов,
носящих металлургический характер.
Твердость шаров должна соответствовать нормам,
указанным в табл. 2.1
Таблица 2.1 Твердость шаров разных групп

Стальные шары делят на 2 класса. Первый класс -
изделия высокого качества с твердостью на поверхности не ниже 62 HRC
и 60 HRC в центре
шара. Их изготавливают из высокоуглеродистой стали, легированной хромом до 1%.
Твердость обеспечивается заданным режимом термообработки.
А также шары по твердости подразделяются на 4
группы:
- нормальной твердости общего назначения;
- повышенной твердости общего назначения;
- высокой твердости для измельчения руд черных
металлов;
- особо высокой твердости для измельчения руд
цветных металлов, цемента и огнеупоров.
Размеры, предельные отклонения по ним, расчетные
номинальные объемы и масса шаров должны соответствовать таблице 2.2.
Таблица 2.2 Размеры и их предельные отклонения,
мм
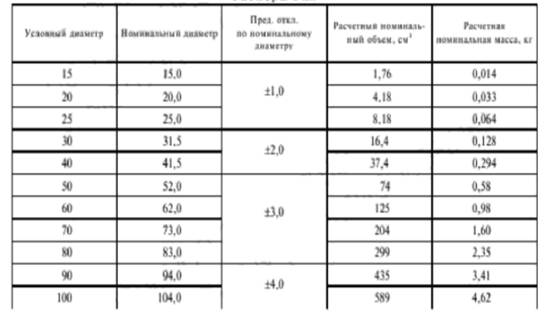
Отклонения от геометрической формы шара не
должны превышать предельных отклонений по номинальному диаметру.
Объем и масса шара вычислены по номинальному
диаметру при плотности стали 7,85 г/см³.
По согласованию изготовителя с потребителем
допускается нормировать верхний предел твердости шаров.
Пример условного обозначения шара диаметром 80
мм повышенной твердости (2): Шар 80-2 ГОСТ 7524-89
Основными преимуществами детали являются
доступная стоимость, эффективность и высокая производительность. Шары стальные
производятся путем катания, литья и штамповки.
3. Обоснование выбора марки стали
Исходя из требований, предъявляемых к катанным
помольным шарам, для их изготовления можно выбрала сталь марки М74.
Сталь М74 можно классифицировать по следующим
признакам:
· по назначению - сталь специального
назначения (рельсовая);
· по химическому составу -
углеродистая;
· по степени раскисления - спокойная;
Она относится к перлитному классу и выплавляется
мартеновским способом. Цифра обозначает среднее содержание углерода.
Таблица 3.1 Химический состав рельсовых сталей
ГОСТ Р 51685 - 2000, (ГОСТ 24182 - 80)
|
Марка
стали
|
Массовая
доля , %
|
|
С
|
Si
|
Mn
|
P
|
S
|
0.69-0.80
|
0.18-.40
|
0.75-1.05
|
не
более 0.035
|
не
более 0.045
|
Таблица 3.2 Механические свойства рельсовых
сталей (при н.у.) ГОСТ Р 51685 - 2000, (ГОСТ 24182 - 80)
|
Марка
стали
|
 т
МПа т
МПа
|
в
МПа
|
 % %
|
 ,
% ,
%
|
KCU, Дж/см2
|
HB
|
|
М74
|
850
|
1290
|
12
|
35
|
0,15
|
363-401
|
Где,
 - предел текучести;
- предел текучести;
- временное
сопротивление разрыву;
-относительное
удлинение;
-относительное
сужение;
KCU-ударная
вязкость;
HB - твердость
по Бринеллю
Мерами прочности являются условный предел
текучести и предел прочности при растяжении.
Предел текучести - напряжение, при котором
относительная пластическая деформация образца не превышает 0,2%.
Предел прочности при растяжении (временное
сопротивление) - напряжение при растяжении образца, соответствующее наибольшей
нагрузке, приводящей к его разрушению.
Пластичность металлических материалов
характеризуется относительным удлинением - отношением прироста длины образца в
момент его разрыва к первоначальной длине, а также относительным сужением -
отношением наибольшего уменьшения поперечного сечения образца к первоначальной
площади поперечного сечения.
Ударная вязкость является мерой надежности
материала и определяет его способность поглощать механическую энергию в
процессе работы под нагрузкой, т.е. характеризует сопротивляемость материал
разрушению вследствие разрастания возникшей вместе концентрации напряжений
микротрещины.
Описание влияния постоянных примесей на структуру
и свойства выбранного материала.
Марганец, кремний, фосфор,
сера, водород, азот, кислород - постоянные примеси, влияющие на свойства стали.
Влияние углерода. Углерод содержится в стали в
количестве 0,71-0,82 %, температура плавления 3500 0С. Это неметаллический
элемент в виде графита. Кристаллическая решетка гексагональная слоистая.
Углерод сильно влияет на свойства стали даже при незначительном изменении его
содержания. Известно, что содержание углерода в стали приводит к повышению
прочности и снижению пластичности.
Влияние марганца. Марганец содержится в стали в
количестве 0,75-1,05 %. Попадает в сталь в процессе раскисления при выплавке.
Повышает прокаливаемость стали, увеличивает закаливающую способность стали.
Заметно влияет на свойства стали, повышая прочность в горячекатаных изделиях.
Вообще марганец, повышает предел упругости и сопротивление разрыву, а кроме
того уплотняет сталь. Растворяется в феррите и цементите. Устраняет вредные
сернистые соединения железа. Т.к. содержание марганца во всех сталях примерно
одинаково, его влияние на сталь разного состава остается примерно постоянным.
Кремний, как и марганец, раскисляет сталь. Он
полностью растворяется в феррите, кроме той части, которая в виде окиси кремния
не успела всплыть в шлак и осталась в металле в виде силикатных включений.
Сера и фосфор являются неизбежными вредными
примесями.
Сера попадает в металл из руд, а также из печных
газов - продукт горения топлива. Обычно содержание серы для высококачественной
стали не должно превышать 0,02-0,03%. Для стали обычного качества допускают
более высокое содержание серы: 0,03-0,04%. Сера нерастворима в железе и любое
ее количество образует с железом сернистое соединение - сульфид железа FeS.
Присутствие серы способствует красноломкости стали, т.е. способности к
образованию трещин при высоких температурах, понижению сопротивления усталости,
уменьшению сопротивления коррозии.
Влияние фосфора. Фосфор является вредной
примесью, и содержание его в стали допускается не более 0,025-0,045 %.
Растворяясь в феррите, фосфор
сильно искажает кристаллическую решетку, при этом увеличиваются временное
сопротивление и предел текучести, а пластичность и вязкость уменьшаются.
Снижение вязкости тем значительнее, чем больше в стали углерода. Фосфор
повышает порог хладноломкости стали и уменьшает работу развития трещины. Сталь,
содержащая фосфор на верхнем пределе, для промышленных плавок (0,045 %), имеет
работу распространения трещины в 2 раза меньшую, чем сталь, содержащая менее
0,005 % Р. Каждая 0,01 % Р повышает порог хладноломкости стали на 20-25 °С.
Сталь с высоким содержанием
фосфора обладает также так называемой синеломкостью, т.е. хрупкостью при
температурах 500 - 600оС. Влияние азота, кислорода и водорода. Азот
и кислород присутствуют в стали в виде хрупких неметаллических включений, как
твердые растворы или в свободном виде; они располагаются в дефектных участках
металла (раковинах, трещинах и др.). Примеси внедрения (азот, кислород),
концентрируясь в зернограничных объемах и образуя выделения нитридов и оксидов
по границам зерен, повышают порог хладноломкости и понижают сопротивление
хрупкому разрушению. Неметаллические включения (оксиды, нитриды, частицы шлаков
и т. п.), являясь концентраторами напряжений, могут сильно понизить, если они
присутствуют в значительных количествах или располагаются в виде скоплений,
предел выносливости и вязкость разрушения.
Очень вредным является
растворенный в стали водород, который сильно охрупчивает сталь. Поглощенный при
выплавке стали водород не только охрупчивает сталь, но приводит к образованию в
катаных заготовках и крупных поковках флокенов.
Флокены представляют собой
очень тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен -
хлопьев серебристого цвета. Флокены резко ухудшают свойства стали. Металл,
имеющий флокены, нельзя использовать в промышленности.
Высокое содержание углерода и повышенное
содержание марганца в этих сталях обеспечивают получение высокой прочности и
сопротивления износу и смятию, но контактно-усталостная прочность термически
неупрочненных рельсовых сталей недостаточна, поэтому повышение эксплуатационной
стойкости достигается проведением термообработки.
Сталь М74 не является дорогостоящей, т.к. в
своем составе не имеет легирующих элементов. Учитывая экономические показатели
и уровень получаемых свойств можно использовать данную марку стали.
4. Выбор оборудования (основного,
дополнительного, вспомогательного) для разработки технологии термической
обработки
.1 Технологический процесс производства катаных
помольных шаров
Стальные помольные шары производят методом
винтовой прокатки на горячекатанных шаропрокатных станах поперечно-винтовой
прокатки.
Сущность технологического процесса заключается в
том, что нагретая (~ 1000 0С) заготовка в печи проходного типа,
длиной от 1,5 до 6 м, или пруток подается между двумя вращающимся
косорасположенными валками с винтовым калибром. Профиль калибра соответствует
форме и размерам прокатываемого шара. Пруток захватывается валками, вращается и
одновременно продвигается по оси прокатки. Вследствие постепенного повышения
высоты реборды калибра заготовка обжимается, приобретая форму шара, а затем
отделяется то прутка.
При однозаходной калибровке за каждый оборот
валков прокатывается один шар. При многозаходной калибровке число шаров,
выходящих из валков за один оборот, равно числу заходов винтового калибра. При
выходе из валков шары интенсивно охлаждаются в воде и закаливаются в закалочном
барабане, что обеспечивает высокую износостойкость шаров, после чего шары
сбрасывают в бункер, в котором они охлаждаются.
Прокатка шаров в сравнении со штамповкой
позволяет в 2- 8 раз повысить производительность оборудования и на 10-15%
снизить расход металла. Т.к. при штамповке на прессах отход металла в облой
является непременным условием.
Рисунок 4.1 - Схема прокатки шаров методом
винтовой прокатки
Валки 2 и 4 вращаются в одном направлении, в
результате заготовка 1 получает вращательное движение. Для осевого перемещения
оси валков располагают под углом к оси вращения. От вылета из валков заготовка
предохраняется центрирующими упорами 3. В валках нарезают винтовые калибры. По
характеру деформации калибр разделяется на формующий участок, где
осуществляется захват заготовки и ее постепенное обжатие в шар, и отделочный
участок, где придаются точные размеры шару и происходит его отделение от
заготовки. Диаметр валков в 5…6 раз превышает диаметр прокатываемых шаров; так,
для шаров диаметром от 25 до 125 мм применяют валки диаметром от 190 до 700 мм.
Учитывая, что за один оборот валков выходит один шар, то производительность
стана определяется числом оборотов валков. С целью повышения производительности
применяют двух-, трех-, и четырехзаходные винтовые калибры. Причем за каждый
оборот валков прокатывается два, три и четыре шара.
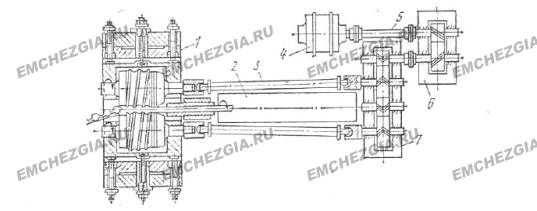
- рабочая клеть; 2 - вводный желоб, 3 -
универсальный шпиндель, 4 - электродвигатель, 5 - главный шпиндель; 6 -
редуктор, 7 - шестеренные клеть
Рисунок. 4.2 - Стан для прокатки шаров
.2 Оборудования для термической обработки шаров
Перед прокаткой на шаропрокатном стане заготовки
можно нагревать в печах различного типа.
Существующие печи по технологическому назначению
делятся на:
1) нагревательные
) термические.
Нагревательные печи используют
для нагрева заготовок перед последующей обработкой давлением - прокаткой,
ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в
термических печах, например закалочных, нормализационных, отпускных и др.
По конструктивному исполнению
все печи делятся на: камерные с периодической загрузкой и непрерывного
действия. К первым относятся печи с выдвижным подом, колпаковые, муфельные и
др. Ко вторым - толкательные, конвейерные, роликовые, с шагающими балками,
башенные и др. В прокатных цехах для нагрева металла перед прокаткой и для его
термической обработки используют практически все типы печей как периодического,
так и непрерывного действия. Наиболее высокой производительностью обладают печи
непрерывного действия:
) конвейерные;
) с шагающим подом;
) с роликовым подом.
В промышленности широко используются печи
газовые проходные. Они применяются для термической обработки изделий из
металлов. Основной характеристикой является максимально допустимая температура,
создаваемая в рабочей камере. Проходные газовые печи получили своё название
благодаря возможности использования в конвейерном производстве. Лента проходит
через оборудование на заранее определённой скорости. Это позволяет изделиям
достичь определённой температуры. Проходные печи на газу отличаются своей
экономичностью. Они требуют в несколько раз меньших затрат при эксплуатации,
чем электрические варианты.
Рисунок 4.3 - Камерная проходная печь для нагрева
заготовок
Конвейерная печь - печь,
снабжённая внутренним конвейером (ленточным, люлечным, цепным, скребковым),
перемещающим нагреваемые изделия от загрузочного отверстия печи к выгрузочному.
В металлургии конвейерная печь чаще всего имеет цепной конвейер. Металл в такой
печи нагревается до температуры 900°С и реже до 1000-1050 °C. Эта температура
ограничена сверху стойкостью конвейерной цепи и определяется маркой стали цепи.
Круговое движение цепи происходит за счёт зубчатых колёс (звёздочек), расположенных
в противоположных концах печи за пределами рабочего пространства.
Печь работает следующим
образом. Заготовки длиной 25 метров подаются рольгангом к торцу загрузки и
передаются с рольганга на цепной конвейер. Проходя первую половину печи, рельсы
нагреваются движущимися навстречу продуктами сгорания топлива до 450-600 °С. Во
второй половине печи продукты горения движутся в одном направлении с металлом и
таким образом поддерживается достигнутая температура металла. При выходе из
печи рельс передаётся с цепного конвейера на отводящий рольганг.
Продукты горения образуются от
сжигания топлива в подподовых топках с использованием инжекционных горелок. По
длине печи имеются две топки, а по ширине печи - около 15 топок. Соответственно
длина печи около 13 метров, а ширина около 27 метров. Дым поступает в рабочее
пространство печи через специальные отверстия в сводиках подподовых топок,
омывает рельсы, двигающиеся на конвейере, и через металлические дымоотводы окна
посада и окна выдачи удаляются на дымовую трубу. Дым не используется для
подогрева воздуха и газа. Печь отапливается коксодоменной смесью с теплотой
сгорания 5500 кДж/м3.
Рисунок 4.4- Схема конвейерной
печи
- газопровод; 2 - горелка; 3 -
отводящий рольганг; 4 - дымоотбор; 5 - держатели подвесного свода; 6 - дымовой
канал; 7 - рабочая площадка; 8 - смотровое окно; 9 - отверстия в своде
подподовой топки; 10 - подподовая топка; 11 - подводящий рольганг; 12 - привод;
13 - цепь; 14 - канал для возврата цепи Недостатки конвейерной печи: большой
вынос теплоты из рабочего пространства элементами цепи; низкая стойкость цепи;
неравномерный прогрев металла в месте контакта с цепью.
В качестве примера на рис. 4.4
показана конвейерная печь.
В индукционных печах
используется свойство переменного электрического тока создавать вокруг
проводника переменное магнитное поле. Если поместить в такое поле нагреваемое
тело, являющееся проводником, то в нем будут индуктироваться вихревые токи.
Энергия вихревых токов преобразуется в теплоту, которая выделяется внутри
нагреваемого тела.
Индукционная печь - часть
индукционной установки, включающая в себя индуктор, каркас, камеру для нагрева
или плавки, вакуумную
<#"795257.files/image017.jpg">
Рисунок 4.6- Индукционная печь
проходного типа
Состав линии по производству шаров:
загрузочное устройство;
индукционный нагреватель проходного типа;
шаропрокатный стан;
ковшевой конвейер для подстуживания;
закалочный барабан;
бункер для самоотпуска;
лоток выгрузки;
накопитель готовых изделий.
Скорость охлаждения определяется объемом
закалочной среды, используемой при быстром охлаждении нагретой металлической
детали. Обычное устройство, используемое для создания потока жидкости большого
объема, направленного к поверхности нагретой детали, обычно называют закалочным
барабаном. Обычный закалочный барабан представляет собой монолитный цилиндр большого
диаметра, снабженный большим количеством отверстий, через которые при среднем
давлении течет закалочная среда. При контакте с нагретой металлической деталью
закалочная среда обеспечивает быстрое охлаждение, необходимое для получения
нужной твердости.

Рисунок 4.7 - Бункер для самоотпуска
5. Разработка маршрутной технологической схемы
изделий
Технологическую схему изделия можно представить
в виде таблицы. Заготовкой для шаров служит заготовка (пруток) изготавливаемая
из углеродистых сталей.
Технологическая схема изготовления катаных
помольных шаров
|
Номер
операции
|
Наименование
и краткое содержание операции, технологические базы
|
Оборудование
|
|
005
|
Изготовление
прутка
|
Мартеновская
печь - литье
|
|
010
|
Термическая
обработка прутка - отжиг
|
Проходная
индукционная печь
|
|
015
|
Промежуточный
визуальный контроль
|
|
|
020
|
Изготовление
шаров
|
Шаропрокатный
стан
|
|
025
|
Термообработка
подстуживание
|
Ковшевой
конвейер
|
|
030
|
Термообработка
- закалка
|
Закалочный
барабан
|
|
035
|
Термообработка
- самоотпуск
|
Бункер
для самоотпуска
|
|
040
|
Моечная
-
мойка шаров
|
Моечный
агрегат
|
6. Термическая обработка катанных
мелющих стальных шаров
Значительная роль в развитии машиностроительной
промышленности принадлежит термической обработке. Она является одной из
основных, наиболее важных операций общего технологического цикла обработки, от
правильного выполнения которой зависит качество (механические и
физико-химические свойства) изготовляемых деталей машин и механизмов,
инструмента и другой продукции.
Операция термической обработки деталей является
важнейшим этапом технологического процесса, включающим изменение
структурно-чувствительных свойств деталей под действие различных
температурно-временных режимов.
Термической обработкой называют процесс
обработки изделий из металлов и сплавов путем теплового воздействия с целью
изменения их структуры и свойств в заданном направлении. От термической
обработки зависят качество и стойкость деталей и инструмента.
Основные режимы термической обработки деталей -
это температура и время, которые изменяются при заданном законе температуры
печи. При этом имеется ряд дополнительных характеристик, определяющих
структурное состояние нагреваемого объекта. Например, максимальная температура,
до которой нагревается объект; время выдержки объекта при одной или нескольких
температурах, скорости нагрева объекта и скорости его охлаждения.
Основной целью термической обработки деталей
является получение необходимой структуры и свойств материала. При термической
обработке под действием температур происходят не только структурные
превращения, но изменяются деформационные характеристики детали. В результате
этого в детали возникают внутренние трещины, образование которых связано с
тепловой энергией, затрачиваемой на нагрев, приводящий к неоднородному
распределению температуры в различных точках объема детали.
Термическую обработку стальных деталей
производят в тех случаях, когда необходимо либо повысить прочность, твердость,
износоустойчивость или упругость детали или инструмента, либо, наоборот,
сделать металл более мягким, легче поддающимся механической обработке.
Химический состав исходного металла для
производства мелющих шаров выбирают таким образом, чтобы шары, охлаждаясь в
воде непосредственно при выходе из валков, закаливались. Необходимость закалки
мелющих шаров обусловлена требованием минимального их износа в мельницах при
размоле руды, угля и цемента.
Предварительная термическая обработка (ПТО) -
следует называть такую обработку, которая предназначена для решения задачи
улучшения технологических свойств металла или технологичности, что важно для
изготовления деталей, или (и) улучшения механических свойств готовых изделий,
которые не могут быть достигнуты только в результате одной окончательной
термической обработки.
Технологические задачи, которые решаются
методами предварительной обработки - это подготовка или получение такой
структуры, которая обеспечивает лучшую обрабатываемость резанием или
пластическим деформированием, уменьшение коробления и ускорение процессов
диффузии при окончательной термической обработке.
Для реализации задачи улучшения свойств после
окончательной обработки методами предварительной термической обработки можно
использовать три основных направления. Во-первых, обработка, связанная с
воздействием на микроструктуру матрицы; во-вторых, с созданием определенной
субструктуры с тем, чтобы ее элементы сохранились и при последующей фазовой
перекристаллизации; в-третьих, с воздействием на избыточные фазы, главным
образом труднорастворимые частицы, не претерпевающие существенных изменений при
повторных более низкотемпературных нагревах. Таким образом, создание
технологических процессов предварительной термической обработки, одновременно
улучшающей свойства готовых изделий и облегчающей условия их изготовления в
производстве, является важной инженерной задачей в машиностроении, решению
которой может способствовать знание научных основ ПТО.
Операция окончательной термической обработки
выбираются в зависимости от технических требований к заданной детали. Так как
по техническим требованиям необходима высокая твёрдость и контактная
выносливость, выбираем, с учётом марки стали следующие операции: закалка в
масле и высокий отпуск.
Закалка - это операция термической обработки,
заключающаяся в нагреве стали на 30-50 0С выше критических точек Ас3
- для доэвтектоидных и Ас1 - для заэвтектоидных сталей и выдержке
при этой температуре для завершения фазовых превращений и последующем
охлаждении со скоростью выше критической.
В результате закалки прочность и твёрдость
увеличиваются, а пластичность и вязкость снижается.
Закалка не является окончательной операцией
термической обработки.
Чтобы уменьшить хрупкость и напряжения,
вызванные закалкой, и получить требуемые механические свойства, сталь после
закалки подвергают окончательной термической обработки - отпуску.
Отпуск - это термическая обработка заключающаяся
в нагреве закаленной стали до температуры ниже Ас1, выдержке при
заданной температуре и последующем охлаждении с определенной скоростью. Отпуск
является окончательной операцией термической обработки, в результате которого
сталь получает требуемые механические свойства. Кроме этого отпуск полностью
или частично устраняет внутренние напряжения, возникающие при закалке. Это
напряжение снимаются тем полнее, чем выше температура отпуска. Различают три
вида отпуска. Требуется выбрать оптимальный вид отпуска для получения требуемых
механических свойств.
1. Низкий отпуск проводят при нагреве 120-250 0С.
При этом снижаются закалочные напряжения, мартенсит закалки переводится в
отпущенный мартенсит. Повышается прочность и немного улучшается вязкость без
заметного снижения твердости. Закаленная сталь после низкого отпуска сохраняет
твердость, а следовательно и высокую износостойкость. Однако такое изделие не
выдерживает динамических нагрузок.
3. Высокотемпературный отпуск проводят при
450-650 0С. Структура после высокого отпуска - сорбит отпуска.
Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
На основе анализа выбора термической обработки,
для того чтобы получить заданные требования, для стали М74 рекомендуется отжиг,
закалка в воде и самоотпуск.
Результаты многочисленных исследований [3,6] и
опыт промышленного использования [4,5] убедительно показывают, что эксплуатационная
долговечность стальных мелющих шаров возрастает пропорционально увеличению их
твердости. В связи с этим все мелющие шары поставляются в термообработанном
состоянии.
На металлургических и машиностроительных
предприятиях СНГ катаные и штампованные шары подвергаются термическому
упрочнению, включающей подстуживание после прокатки на воздухе (в ковшах
конвейера) с последующей закалкой в устройстве барабанного типа и самоотпуском
[8]. При компактности оборудования эта технология обеспечивает равномерность
закалки и снижение закалочных напряжений в изделиях, что позволяет существенно
поднять их твердость (до уровня 3-й группы ГОСТ 7524) и, тем самым, снизить на
15-20 % расход шаров на ГОКах [9]. В соответствии с этими стандартами шары 3-й
группы должны иметь на поверхности твердость не ниже 495 НВ (52 HRCэ) - для
шаров d=100 мм и не ниже
477 НВ (50 HRCэ) - для шаров d=120
мм.
Для производства шаров используют рельсовую
сталь М74 и ее аналог - сталь М-2, отличающуюся пониженным содержанием марганца
(0,30-0,74 % Mn).
Установка для термической обработки катаных
мелющих шаров состоит из закалочного барабана с внутренней шнековой
направляющей, ковшевого конвейера для подстуживания шаров и накопительных
бункеров, наружное утепление которых состоит из теплоизоляционного материала, а
также оснащен футерованной крышкой. Оснащен модернизированной водоподводящей
системой, что позволяет обеспечить расход воды в закалочном барабане в объеме
не менее 200 м3/ч.
Рациональная скорость движения конвейера,
обеспечивает подстуживание шаров в течение 160-190 с от температуры конца
прокатки (950-1000 0С) до средней по поверхности температуры 840-860
0С (d=120 мм) и
820- 840 0С (d=100
мм). Эта операция обеспечивает выравнивание температуры по поверхности
прокатанных шаров, а также - ее общее снижение, что в целом уменьшает уровень
остаточных растягивающих напряжений в центре шаров. При более длительном
подстуживании (до средней температуры до 800-820 0С) в шарах вновь
появляется неравномерность в распределении температуры по поверхности шаров в
связи с более интенсивным их подстуживанием в местах контакта со стенками и
дном ковшика.
Основным звеном в технологии термоупрочнения
шаров является их закалка. Изменением скорости вращения барабана регулировали
продолжительность закалки (tз), а следовательно и распределение температуры по
сечению шара в момент прерывания закалки. Исследования показали, что весьма
информативным и надежным параметром для оптимизации режима закалки и
оперативного контроля технологии является среднемассовая температура шаров
(tс/м) на выходе из барабана. Обработкой результатов, полученных при
изготовлении опытно-промышленных партий шаров, были получены зависимости tс/м
от tз, а также поверхностной твердости отпущенных шаров от tс/м.
Твердость шаров d=100
и 120 мм линейно связана с tс/м: НВ= -0,70×tс/м+725,4.
С учетом неизбежного разброса отдельных значений твердости (с вероятностью 95
%) предельная среднемассовая температура шаров d=120
мм не должна превышать 330 0С, а шаров d=100
мм - 305 0С. В этом случае твердость готовых шаров будет
соответствовать требованиям 3- й группы ДСТУ 3499. С повышением содержания
марганца в стали в шарах к моменту прерывания закалки растет количество
непревращенного аустенита. Это приводит к увеличению tс/м за счет выделения большего
количества тепла при фазовом γ
- превращении при самоотпуске.
превращении при самоотпуске.
Процесс структурообразования в шарах завершается
на стадии самоотпуска, продолжительность которого регламентировали величиной не
менее 48 ч. Применение утепленных, закрытых крышкой бункеров, их большая
вместимость обеспечивают остывание шаров со скоростью, которая, независимо от
времени года и температуры воздуха в отделении, не превышает 7 0С/ч.
После закалки по выбранному режиму начальная
температура самоотпуска шаров в разных бункерах составляла от 270 до 312 0С.
Через 24 ч самоотпуска минимальная температура шаров составила 225 0С,
а через 48 ч - 185 0С.
Динамика изменения скорости охлаждения по мере
нарастания длительности самоотпуска аппроксимируется логарифмической
зависимостью y = -1,22×ln(x)
+ 5,67 (где х - время самоотпуска, у - скорость охлаждения). Наиболее высокую
скорость охлаждения (6-7 0С/ч) фиксировали в первые 2-3 ч
самоотпуска. После выдержки в течение 10 ч ее значения не превышали 4 0С/ч,
после 20 ч - 2,5 0С/ч, а по истечении двух суток скорость охлаждения
снизилась до 0,9 0С/ч.
Полученные результаты подтвердили правильность
выбора продолжительности самоотпуска шаров d=100
и 120 мм. Через 24 ч минимальная температура шаров достигает точки начала
мартенситного превращения в стали М74, и если в структуре остается
непревращенный аустенит, он может в дальнейшем превращаться в мартенсит, что
повысит уровень напряжений в шарах. Если в этот момент начать отгрузку шаров,
то условия для релаксации возникающих напряжений будут отсутствовать, что не
позволит обеспечить оптимальное напряженное состояние в шарах. Через 48 часов
температура шаров становится примерно на 50 0С ниже Мн, т.е. в
основном завершаются все структурные превращения, которые могли протекать в
шаре процессе самоотпуска. Напряжения, возникшие в результате дополнительного
образования мартенсита (начиная по истечении 24 ч), в течение последующих 24 ч
выдержки при 220-180 0С успевают релаксировать в достаточной
степени. Начиная с 48 часов выдержки, скорость охлаждения шаров становится
менее 1 0С/ч, что существенно замедляет процесс их остывания. Таким
образом, выдержка в течение 48 ч после заполнения бункера является оптимальной
при термоупрочнении шаров d=100
и 120 мм 3-й группы.
При промышленном производстве в шарах d=120
мм достигнута средняя твердость 536,6 НВ; при этом твердость отдельных шаров
варьировалась от 495 до 578 НВ, а разброс в средних ее значениях в пределах
партии объемом 120-160 т изменялся от 524,1 до 548,6 НВ (частотное
распределение твердости двух партий шаров в=120 мм приведено на рис.6). Для
шаров d=100 мм
зафиксировано: средняя твердость - 529,5 НВ; твердость отдельных шаров - от 495
до 596 НВ; разброс в средних значениях в пределах партии - от 513,3 до 555,7 НВ.
Максимальный разброс значений поверхностной твердости отдельных шаров d=100
и 120 мм, определенный не менее, чем по 6 точкам, варьировался от 10 до 81 НВ
при среднем значении 34,3 НВ.
Выводы о достаточно полном снятии закалочных
напряжений в шарах при самоотпуске в течение не менее 48 ч косвенно
подтверждаются положительными результатами испытаний опытных партий шаров у
потребителей.
Не было зафиксировано случаев растрескивания и
эксплуатационных расколов шаров даже на отдельных партиях шаров с повышенным
уровнем твердости: шаров d=100
мм, в которых 50 % изделий имели твердость от 555 до 600 НВ, а также партий
шаров d=120 мм, в которых
от 37 до 50 % шаров имели твердость 534-565 НВ.
.1 Расчет режимов термической обработки изделий
с использованием критических точек фазовых переходов
Общее время нагрева складывается из времени
нагрева до заданной температуры (τн)
и времени выдержки при этой температуре (τв),
следовательно:
τобщ
= τн + τв
(6.1)
Величина τн
зависит от нагревающей способности среды, от размеров и формы деталей, от их
укладки в печи; τв
зависит от скорости фазовых превращений, которая определяется степенью
перегрева выше критической точки и дисперсностью исходной структуры.
Величина τв
может быть принята для углеродистых сталей 20-30%, а для легированных 30-50%
(Так как в легированных сталях карбиды медленнее переходят в твердый раствор.).
Нагрев обычно проводят в газовой среде (воздух,
продукты сгорания топлива), в расплавленных солях и расплавленных металлах.
Соотношение времени τн
в этих средах примерно таково: в газовых средах 1, расплавленных солях 0.5 и
расплавленных металлах 0.25. Чем крупнее изделие, тем больше τн.
Если сравнивать время нагрева (τн)
шара, цилиндра, параллелепипеда и пластины при условии, что dшара
= dцил = Vпар = δпл
,то соотношение времени нагрева следующее: для шара 1, параллелепипеда 2,5,
цилиндра 2, пластины 4.
Время нагрева вычисляется по формуле:
 н=0,1*d1K1K2K
(6.2)
н=0,1*d1K1K2K
(6.2)
d1-размерная
характеристика изделия (мм) - минимальный размер максимального сечения (т.е.
детали находят максимальное поперечное сечение и в нем - минимальный размер; в
пластине это будет ее толщина δ
- Это и будет характеристический размер d1;
К1 - коэффициент среды (для газа 2,
соли 1, металла 0.5);
К2- коэффициент формы (для шара 1,
цилиндра 2, параллелепипеда 2.5, пластины 4);
К3 - коэффициент равномерности
нагрева (всесторонний нагрев 1, c
2-х сторон 1,25, с 3-х сторон 1,5, односторонний 4).
Время нагрева под закалку, так как сталь M74
углеродистая
необходимо прибавить еще 30%, к расчетному времени.
н=0,1*120*2*1*2= мин (6.3)
мин (6.3)
Однако такое значение времени выдержки при
подогреве недостаточно, так как данная сталь является легированной и имеет
пониженную теплопроводность, поэтому следует увеличить время выдержки, введя
поправочный коэффициент равный 3, тогда:
в=0,3*48=14,4*3=43,2
мин (6.4)
общ=н в=48+43,2=91,2
мин (6.5)
в=48+43,2=91,2
мин (6.5)
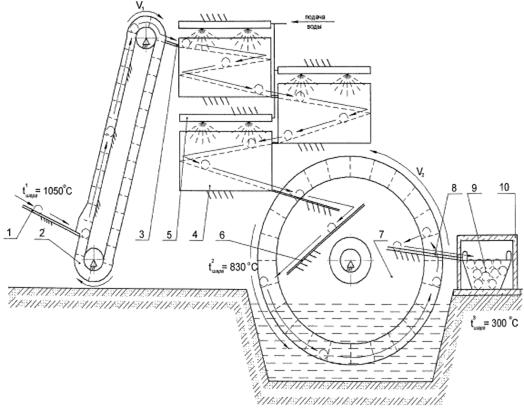
Рисунок 6.1 - Схема оборудования для термической
обработки
7. Контроль качества. Анализ дефектов
термической обработки
.1 Контроль внешнего вида
Проводится внешний осмотр готовых деталей на и
изменение размеров и формы. Контроль внешнего вида проводится на 100%. Для
проверки размеров, качества и твердости поверхности шаров отбирают 10 шаров не
менее чем из пяти разных мест партии. При получении неудовлетворительных
результатов контроля хотя бы по одному из показателей, по нему проводят
повторный контроль на удвоенном количестве шаров, взятых от той же партии.
Результаты повторного контроля распространяют на всю партию. Дефекты также
могут выявлять ультразвуковой диагностикой, рентгеновским методом и др.
.2 Контроль твёрдости термически обработанных
деталей
Твёрдость является одной из характеристик
качества шаров. Твёрдость измеряется после отжига, закалки и самоотпуска.
Для контроля твердости шаров группы 4 на
глубине 1/2 радиуса отбирают три шара из трех различных мест каждой двадцатой
партии.
При получении неудовлетворительных результатов
хотя бы на одном шаре, проводят повторное испытание на удвоенном количестве
шаров, взятых от той же партии.
При получении неудовлетворительных результатов
повторных периодических испытаний испытания переводят в приемосдаточные до
получения удовлетворительных результатов на двух партиях подряд.
Допускается не более 10% шаров из отобранных для
контроля, не соответствующих требованиям настоящего стандарта по размерам и
качеству поверхности.
7.3 Дефекты при закалке
1) Недогрев - возникает в том случае, если сталь
была нагрета до температуры ниже критической. Часть сорбита не превращается в
аустените, в результате закалки получается структура имеющая низкую твёрдость.
Этот дефект можно исправить для чего недогретую сталь отжигают, а затем
проводят нормальную закалку.
2) Перегрев - получается, если сталь была
нагрета до температуры намного выше критической или при оптимальной температуре
была дана слишком большая выдержка. При перегреве идёт рост зерна аустенита,
мартенсит становится хрупкостойким. Исправляется отжигом, закалкой
3) Пережог - получается в том случае, если сталь
была недогрета до температуры близкой к температуре плавления. Пережог
характеризуется оплавлением и в связи с этим окислением металла по границам
зёрен, поэтому сталь становится очень хрупкой. Пережог является неисправимым
браком.
4) Закалочные трещины - возникают в результате
резкого охлаждения или нагрева, перегрева, неравномерного охлаждения и п.т.
Список использованной литературы
1.
Башнин Ю.А., Ушаков Б.К., Секей А.Г. Технология термической обработки стали.
Учебник для ВУЗов. М.: Металлургия, 1986.-424 с.
.
Дальский А.М., Барсукова Т.М., Бухаркин Л.Н. и др.; Под ред. А.М. Дальского.-
5-е изд., исправленное. Технология конструкционных материалов.- М.:
Машиностроение, 2004.-512 с., ил.
.
Гуляев А.П. Металловедение. Учебник для ВУЗов. 6-е изд., перераб. и доп.- М.:
Металлургия, 1986.- 544с.
.
Ефременко В.Г. Особенности характера изнашивания рабочих органов барабанных
мельниц / В.Г. Ефременко // Cб. научных трудов. Защита металлургических машин
от поломок≫. - ПГТУ: Мариуполь. - 2000. -
№ 5. - С.67-74.
5.
Iwasaki I.
Corrosive
and Abrasive
Wear in
Ore Grinding
/ I.Iwasaki,
S.C.Riemer,
J.N.Orlich,
K.A.Natarajan
// Wear. - 1985. - V.
103. - P. 253-267.
6.
Игнатов В.А. Основные принципы выбора материалов для изготовления мелющих тел,
работающих в условиях ударно-абразивного, ударно-коррозионно-абразивного и
ударно - усталостного износа / В.А.Игнатов, В.К.Соленый, В.Л. Жук и др. //
Металл и литье Украины. 2001. - № 10-11. - С.31-34.
7.
Ефременко В.Г. Структурные градиенты в стальных мелющих шарах, термоупрочненных
с прокатного нагрева / В.Г. Ефременко, Ф.К. Ткаченко, С.О.Кузьмин и др.// Cб.
научных трудов.
Строительство,
материаловедение, машиностроение. - ПГАСиА: Днепропетровск.-2009