|
Толщина
металла мм
|
Зазор,
Мм
|
Рекомендуемый
диаметр электрода ,мм
|
|
|
Стыковые
швы
|
Угловые
швы
|
|
2
4 6 7 10
|
1,0
2,0 2,0 2,0 2,5
|
2,0
или 2,5 3,0
|
3,0
или 4,0 3,0 или 4,0 5,0 или 6,0
|
Величину тока устанавливают в зависимости от
диаметра электрода, его марки и пространственного положения. При сварке
рекламного щита подбирают электроды типа Э46.
На упаковке имеются рекомендации относительно
режимов сварки.
2. Материалы
.1 Труба профильная 100*100*7 мм
Трубы стальные квадратные выпускаются по ГОСТ
8639-68. Настоящий стандарт распространяется на стальные бесшовные,
горячекатаные, холоднотянутые и электросварные квадратные трубы. Форма и
размеры труб должны соответствовать указанным на чертеже.
Рисунок 2.1
Условные обозначения трубы со сторонами 100 мм,
толщиной 7 мм из стали марки 10.
Трубы 100*100*7 - 10 ГОСТ 8639 -68
Трубы изготавливают: бесшовные - горячекатаные и
холоднотянутые; электросварные - неволоченные и волоченные. Способ изготовления
труб указывается в заказе. Радиус закругления R
не должны быть более 2S.
Трубы поставляют: а) номерной длины; бесшовные
гарячекатанные до 12,5 м, бесшовные холоднотянутые и электросварные до 9 м;
Б) мерной длины - в пределах номерной длины с
предельным отклонением +100мм;
В) длины, краткой мерной - в пределах номерной
длины с припуском на каждый разряд по 5 мм с предельным отклонением на общую
длину +100 мм. По нарушенным размерам, толщине стенки допускается отклонение
согласно норм. Разностенность не должна выводить стенку трубы за предельные
отклонения по толщине стенки. В поперечном сечении трубы отклонении от прямого
угла не должны превышать 2мм на 1 м длины.
Технические требования должны соответствовать
ГОСТ 13663-68.
.2 Трубы стальные прямоугольные 50*25*4
Трубы стальные прямоугольные выпускаются по ГОСТ
8645-68. Настоящий стандарт распространяется на стальные бесшовные
горячекатаные холоднотянутые и электросварные прямоугольные трубы.
Формы и размеры труб должны соответствовать
указаниям на чертеже
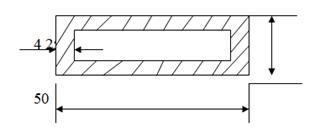
Рисунок 2.2
Условные обозначения прямоугольной трубы шириной
50мм, высотой 25мм, толщиной стенок 4мм из стали марки 10.
Трубы 50*25*4 - 10 ГОСТ 8645 - 68
Длина труб и предельные отклонения по размерам
должны соответствовать ГОСТ 3639 - 68.
Радиус закругления R
не должны быть более 2S.
Технические требования должны соответствовать ГОСТ 13663-68.
2.3 Сталь листовая толщиной 6-10 мм
Одним из видов продукции прокатных станков
является листвой прокат из стали.
Толщину толстолистовой стали определяют
микрометром по краям места. Место размера должны быть удалено не менее, чем на
40мм от края и на 100мм от углов места. Толщину измеряют в 4-х местах. За
толщину места принимают среднее арифметическое четырех измерений.
Толстолистовую сталь 15 ГС применяют для
изготовления различных деталей и конструкций в строительстве и машиностроении.
Механические свойства толстолистовой стали марки
15 ГС:
Толщина 4-10мм; временное сопротивление - 50
кг/мм2; предел текучести - 35 кг/мм2;
Относительное изменение - 18%; испытание на
изгиб в холодном состоянии - 180 0С
Сталь толстолистовую, марки 15 ГС толщиной 6-10
мм выпускают по ГОСТ 5058-57
.4 Тонколистовая сталь толщиной 2 мм
Для прокатки тонколистовой стали заготовкой
является сутунка толщиной до 7,3мм. Каждую сутунку прокатывают отдельно.
Сортимент стали устанавливают ГОСТ 3650-57.
Сталь холоднокатаная тонколистовая имеет
следующие размеры: ширина 600-1500 мм, длина от 1200 до 3500 мм: толщина
0,2-3,9 мм.
Листы, полученные горячей прокаткой, имеют
ширину от 600 до 1500мм, длину от 0,5 до 3,9мм. Тонколистовую сталь полученную
на станках непрерывной прокатки, поставляют а=в рулонах.
Углеродистая тонколистовая качественная 0,8; 10;
20 и другие легированные в зависимости от качества поверхности делится на 4
группы:
Первая - особо высокая отделка;
Вторая - высокая отделка;
Третья - повышенная отделка;
Четвертая - нормальная отделка.
Для листов нормальной отделки установлены следующие
технические требования. Листы должны быть отрезаны под прямым углом.
Поверхность листов должна быть гладкой, ровной, без окалины. На поверхности
листов допускается мелкая рябизна, отпечатки надавов от валиков прокатного
станка; царапины и неглубокие раковины. Корябоватость листов не должны
превышать 15 мм на 1 м.
.5 Кислород
Кислород при нормальных условиях - это
бесцветный негорючий газ. Немного тяжелее воздуха, не имеющий запаха, но
активно поддерживающий горение. При нормальном атмосферном давлении и
температуре 0 0С масса 1 м3 кислорода равна 1,43 кг при t=20
0С и нормальном атмосферном давлении 1,33 кг.
Кислород имеет высокую химическую активность,
образуя соединения со всеми химическими, кроме инертных газов.
Реакции соединения с кислородом, протекают с
выделением большого количества тепла, т.е. носят экзотермический характер.
Кислород получают разделением воздуха на
кислород и азот методом глубокого охлаждения. Попутно идет отделение аргона,
применение которого при аргоно-дуговой сварке непрерывно возрастает. Кислород
можно получать химическим способом или электролизом воды.
Химические способы малопроизводительны и
неэкономны. При электролизе воды постоянным током кислород получают как
побочный продукт при производстве чистого водорода.
В промышленности кислород получают из
атмосферного воздуха методом глубокого охлаждения и ректификации.
Технический кислород транспортируют по
трубопроводу и в баллонах. К месту сварки кислород доставляют в кислородных
баллонах, а в жидком виде - в специальных сосудах с хорошей теплоизоляцией.
Для сварки и резки по ГОСТ 5583-78 технический
кислород выпускается трех сортов:
ый
- чистотой не менее 94,7%,
ой
- сорт не менее 94,5%,
ий
- сорт не менее 99,2% по объему.
Чистота кислорода имеет большое значение для кислородной
резки.
Чем меньше содержится в нем газовых примесей,
тем выше скорость реза, чище кромки и меньше расход кислорода.
.6 Пропан - бутановые смеси
К сниженным газам относится пропан-бутан и их
смеси. Крупные потребители получают эти газы в железнодорожных или
автомобильных цистернах из которых их переливают в заводские стационарные
емкости. Из этих емкостей газ проходит через газификатор или отбирается в
паровой фазе. В таком виде он поступает в заводской газорегуляторный пункт и
далее в межцеховые газопроводы. Мелкие потребители получают баллоны со станций
наполнения.
Баллоны устанавливаются в разрядные рампы или
используются для индивидуального питания рабочих постов.
.7 Электроды
При ручной дуговой сварке плавлением применяют
неплавящимся и плавящимся электродом. Плавящимся электродом изготавливают из
специальной сварочной проволоки. Сварочная проволока выпускается следующих
диаметров: 0,3; 0,5; 0,8, 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 8; 10 и 12 мм.
Плавящийся электрод представляет собой
металлический стержень из электродной проволоки, на поверхность которого
нанесены слой покрытия. Электродные покрытия предназначены для стабилизации
горения дуги защиты расплавленного металла от кислорода и азота воздуха и
легирование металла шва.
В состав электродных покрытий входят
стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и
связующие группы компонентов. Размер электродов и общие технические требования
к ним регламентированы ГОСТ 9466-75. В соответствии с ним электроды
изготавливают диаметром от 1,6 до 12 мм и длины от 225 до 450мм.
Основными требованиями для всех типов электродов
является: а) обеспечение стабильного горения дуги и хорошего формирования шва;
б) получение сварного шва заданным химическим составом; в)спокойное и равномерное
расплавление электродного стержня и покрытия; г) минимальное разбрызгивание
электродного металла и высокая производительность труда; д) легкая отделяемость
шлака и достаточная прочность покрытия; е) сохранение физико-химических и
техно-определенного промежутка времени; ж) минимальная токсичность при
изготовлении и сварки.
Этот же ГОСТ устанавливает методы
испытаний электродов, их маркировку, упаковку, транспортировку и хранение.
Электроды Э46- МР3- Е430(3)-Р26 предназначены для
сварки конструкций из низкоуглеродистых сталей марок 3,10,20 и др. Марка
проволоки СВ 08, Св- 0,8Н, ГОСТ 2246-70.
Е430(3)-Р26 предназначены для
сварки конструкций из низкоуглеродистых сталей марок 3,10,20 и др. Марка
проволоки СВ 08, Св- 0,8Н, ГОСТ 2246-70.
Вид покрытия: рутиловое, род тока переменный от
трансформатора с напряжением холостого хода не менее 60 В постоянный ток
обратный полярности.
Режим сварки: диаметр 3,0мм нижнее
положение 100-140, вертикальное 80-100, потолочное 80-100, 4,0 , нижнее 160-220, вертикальное
140-180, потолочное 140-180, 5,0, нижнее 180-260, вертикальное
160-200. Химический состав наплавленного металла: Mn -
0,50-0,80, С-0,10, Si-0,20, S-0,040, P-0,045.
, нижнее 160-220, вертикальное
140-180, потолочное 140-180, 5,0, нижнее 180-260, вертикальное
160-200. Химический состав наплавленного металла: Mn -
0,50-0,80, С-0,10, Si-0,20, S-0,040, P-0,045.
Механические свойства металла шва. Временное
сопротивление разрыву, 50H/мм2,
относительное удлинение, 18%, ударная вязкость 78Дж/см2, KCL>34
Дж/см2 при температуре - 20 0С. Режим термообработки
перед сваркой 180 0С 1,0ч.
При сварке электродами МР-3 на повышенных
режимах в шве возможно образование пор. Электроды обеспечивают хорошее
формирование металла шва, высокую стойкость металла шва, высокую стойкость
металла шва против образования пористости и горячих трещин.
.8 Винт сферический с поточной головкой
Винты для металла бывают с головкой под отвертку
(в головке имеется шлиц), с головкой под ключ и потайной головкой. Головки
винтов бывают цилиндрическими полукруглые и потайные.
Основные размеры винтов: диаметр резьбы, длина
винта, длина нарезной части - стандартизованы.
Некоторые винты нарезают по всей длине стержня.
Больше всего распространены винты диаметром 3-10 мм с потайными цилиндрическими
головками.
3. Оборудование
.1 Отрезной станок с абразивным диском
Отрезные станки с абразивным диском
предназначены для обрезки под любым углом сортового и фасовного проката: круга,
квадрата, двутавра, швеллера, уголка, труб. Прокат небольших размеров может
разрезаться пакетами.
Основными углами станка являются станина, бабка,
пильного диска, механизмы зажима, подъема, передвижение материала и
гидравлический привод.
Резка производится сегментным пильным диском,
вращение которого осуществляется от электродвигателя через клиноременную
передачу и редуктор, смонтированный в бабке пильного диска.
Скорость вращения пильного диска регулируется
переключением редуктора и изменением числа оборотов электродвигателя. Подача
бабки с пильным диском по направляющим станины осуществляется гидроцилиндром и
регулируется гидроприводом.
Заготовки зажимаются в вертикальном и
горизонтальном направлениях гидравлическим приводом. Вертикальное перемещение
зажимной губки по направляющим колонны осуществляется рычагом который связан со
штоком гидроцилиндра. Зажимная губка горизонтального зажима передвигается от
гидроцилиндра. Установочные перемещения вертикального зажима осуществляются
маховиком, а горизонтального - винтом.
Мерные резки заготовок производится по упору.
Подача материала до упора производится маховиком механизма передвижения
заготовки.
Гидравлический привод обеспечивает следующий
цикл работы станка - зажатие заготовки: ускоренный подвод бабки и заготовки, и
автоматическое переключение на рабочую подачу; рабочая подача, автоматическое
переключение на обратный ход, автоматическое разжатие заготовки, постановки
пильной бабки: автоматическое бесступенчатое изменение величины подачи в
зависимости от сечения профиля заготовки. Станок имеет устройство, которое
подает охлаждающую жидкость на пильный диск во время резки. Станок имеет пульт
управления и рукоятки. Транспортирование стружки из зоны резания механизировано.
Технические данные выпускаемых отрезных станков
с абразивным диском 8Г632:
) Наибольшие размеры поперечного сечения
разрезаемой заготовки в мм:
диаметр круга- 110
сторона квадрата- 100
номер швеллера- 14
номер двутавра- 14
2) Наибольшая длина отрезаемой заготовки по
упору, мм - 1500;
3) Наибольший диаметр пильного диска мм - 350;
4)Частота вращения шпинделя 9,8-52,5;
5) Подача пильного диска, мм/мин 8-500;
6) Мощность электродвигателя привода главного
движения кВт-3
7) Габаритные размеры 3379+2050+1680 мм
8) Масса, т 3,55
Изготовитель: Минский станкостроительный завод:
им. Е.Кирова
.2 Вертикально-сверлильный станок марки 2Н118
Вертикально-сверлильный станок служит для
обработки деталей наибольших размеров и массы. Станок состоит из фундаментной
плиты, стойки, сверлильной головки и стола. Инструменты для обработки отверстий
закрепляется в шпинделя. Обрабатываемое изделие устанавливается и закрепляется
на плите. Механизмы вращения и подачи шпинделя размещены в сверлильной головке
и приводятся в действие электродвигателем. Скорость вращения и величины подачи
шпинделя изменяются переключением коробок скоростей и подач рукоятками.
Ускоренный подвод шпинделя осуществляется
штурвалом, на оси которого смонтирован механизм включения автоматической
подачи. В ряде конструкций сверлильных станков ускоренное вертикальное
перемещение шпинделя осуществляется от индивидуального электродвигателя.
Установочное перемещение стола и сверлильной головки по направляющим стойки
производится вручную рукоятками.
Сверлильные станки имеют систему охлаждения
инструмента от индивидуального насоса. Станки снабжаются устройством для
ограничения величины перемещения на заданную глубину обработки и
предохранительным устройством выключающим подачу шпинделя в случае перегрузки,
предохраняя инструмент от поломки. Вертикально-сверлильные станки с программным
управлением имеют координатный стол с индивидуальным приводом, осуществляющий
позиционирование заготовки по заданной программе.
Технические данные выпускаемых
вертикально-сверлильных станков марки 2Н118:
) Вылет шпинделя мм200
) Наибольшее расстояние от торца шпинделя
до рабочей поверхности стола, мм650;
) Конус Морзе шпинделя 22;
) Наибольший ход шпинделя в сверлильной
головке, мм 150;
) Размеры рабочей поверхности стола, мм
300*320;
) Частота вращения шпинделя, об/мин
150-2500
) Подача на один оборот шпинделя мм/об
0,1-0,56
) Мощность электродвигателя привода
главного двигателя кВт 1,5
) Габаритные размеры мм 870+590+2050
) Масса, т 0,450
Изготовитель: Молодеченский станкостроительный
завод
.3 Шлифовальная угловая машинка
Шлифовальная угловая машинка предназначена для
обработки металла резанием и шлифованием, зачистки от грата, шлака, ржавчины,
окалины, снятие усиления швов и т.п.
Ручные шлифовальные машинки промышленность
выпускает различных мощностей и числа оборотов ( от 3 до 11 тысяч об/мин).
Шлифомашинки имеют осадочные гнезда для установки диска с внутренним диаметром
22мм. Они имеют рукоятку и защитный щиток могут иметь ступенчатую или плавную регулировку
числа оборотов.
.4 Баллон кислородный
Для газовой сварки и резки кислород доставляет в
стальных кислородных баллонах типа 150х.
Кислородный баллон представляет собой стальной
цельнотянутый цилиндрический сосуд, имеющий выпуклое днище, на которое
напрессовывается башмак. Верху баллон заканчивается горловиной. В горловине
имеется конусное отверстие, куда ввертывается запорный вентиль. На горловину
для защиты вентиля навертывается предохранительный колпак. Наибольшее
распространение при газовой сварке и резке получили баллоны вместимостью 40 дм3.
Чтобы определить количество кислорода, находящегося в баллоне, нужно
вместимость баллона умножить на давление.
На сварном посту кислородный баллон
устанавливают в вертикальном положении и закрепляют цепью или хомутом. При
окончании отбора газа из баллона, необходимо в нем оставить не менее 0,05-0,1
мПА
.5 Баллоны для пропан - бутана
Баллоны изготавливают согласно ГОСТ15860-70
сварными из листовой углеродистой стали. Основное применение нашли баллоны
вместимостью 40 и 50 дм3. Они окрашиваются в красный цвет с белой
надписью: пропан.
Баллоны представляют собой цилиндрический сосуд,
к верней части которого приворачивается горловина, а к нижней - днище и башмак.
В горловину ввертывается латунный вентиль. На корпус
баллона напрессовываются подкладные кольца. Для защиты вентиля баллона служит
колпак. Баллоны рассчитаны на максимальное давление 1,6 МПА. В баллоны
вместимостью 55 дм3 наливается 24 кг жидкого пропан - бутана.
Максимальный отбор газа не должен превышать 1,25 м3/ч.
.6 Ножницы гидравлические с наклонным ножом
марки Н3121
Возвратно-поступательное движение ножом балке
сообщается двумя гидроцилиндрами, работающими от индивидуального насоса.
Ножницы имеют регулировку величина хода ножевой балки и угол наклона верхнего
ножа и могут работать на одиночных и непрерывных ходах, а так как с включением
от датчика заднего упора. Управление ножницами кнопочное. Смазка
комбинированная.
Технические данные ножниц листовых с наклонным
ножом марки Н3121:
) Наибольшая толщина разрезаемого листа,
125 мм
) Наибольшая ширина разрезаемого листа,
2000 мм
) Расстояние от кромки неподвижного ножа
до станицы, мм500
) Ход ножа, 105мм
) Число ходов ножа в минуту 40
) Угол наклона подвижного ножа 2010
) Наибольшая длина листа, отрезаемая по
заднему упору, мм500
) Мощность эл. Двигателя, кВт 18,5
) Габаритные размеры 3320*2500*2375
) Масса, т 8,65
Изготовитель: Шимановский завод
кузнечно-прессованного оборудования
.7 Сварочный трансформатор
Для питания сварочной дуги переменным током
служат сварочные трансформаторы. Они просты по устройству, отличаются малыми
размерами и весом, имеют высокий КПД и расходуют электроэнергии почти в 2раза
меньше по сравнению с источниками постоянного тока. Сварочные трансформаторы
должны: имеют подающую внешнюю характеристику, ограничивать ток короткого
замыкания, иметь напряжение холостого хода не выше 65 В, плавно и в широких
пределах регулировать величину сварочного тока, иметь максимальную величину.
Конструкции трансформаторов весьма разнообразно,
в зависимости от магнитно-электрической системы их можно разделить на две
большие группы:
) Трансформаторы с нормальным магнитным
рассеянием и дополнительной реактивной катушкой, смонтированной раздельно или
выполненной в однокорпусном исполнении. В настоящее время трансформаторы СТЭ и
СТН заменяются другими более современными конструкциями;
) Трансформаторы с увеличенным магнитным
рассеянием. Эта группа в свою очередь делится на три группы трансформаторов: с
подвижными катушками, с магнитными шунтами и со ступенчатым регулированием.
Сварочный трансформатор ТРМ-403У2
Трансформатор сварочный типа ТРМ-403
предназначен для дуговой сварки плавящимся электродом диаметром 2мм на
переменном токе малоуглеродистом и низколегированных сталей. Трансформатор
полностью соответствует требованиям ГОСТ 95-77Е и международного стандарта НСО
700.
Трансформатор от отечественных аналогов
отличается:
) Простой конструкцией механического
регулирования сварочного тока с помощью подвижного шунта;
) Плавной регулировкой сварочного тока в
широком диапазоне;
) Малой массой и габаритами;
) Удобством перемещения в монтажных
условиях;
) Повышенной надежностью обмоточных
узлов.
Трансформатор найдет широкое применение при
сварке и резке конструкций из листового и другого прокатного металла широкого
диапазона толщин в любых стационарных и монтажных условиях (строительстве,
ремонтных работах, при переработке вторичных ресурсов и т.п.)
4. Инструменты и приспособления
.1 Инструменты и принадлежности электросварщика
При выполнении дуговой сварке необходимо иметь
следующий инструмент: стальную щетку для зачистки кромок перед сваркой и для
удаления с поверхности швов остатков шлака: молоток - шлакоотделитель для
удаления шлаковой корки, особенно с угловых швов или швов расположенных в
низкой глубокой разделке между кромками; зубило, набор шаблонов для проверки
размеров швов, выполненных сварщиком, метр, отвес, стальная линейка, угольник,
чертилка, а так же ящик для хранения и переноски инструмента.
Для сжатия электрода и подвода к нему сварочного
тока служит электродержатель. Более совершенными являются электродержатели с
пружинами, применяются так же винтовые, пластинчатые и другие типы
электродержателей.
Согласно ГОСТ 14651-78Е электродержатели
выпускаются трех типов в зависимости от силы сварочного тока:
I типа- для тока
125А
IIтипа -
125-315А
III типа-
315-500А
Электродвигатель должен выдерживать без ремонта
8000 зажимов электродов. Время смены электрода не должно превышать 4сек.,
элетродержатель должен быть легким и удобным в работе, иметь простое и надежное
соединение со сварочным проводом.
Сварочный провод служит для подвода тока от
источника питания к электродержателю присоединяются к гибкому с медными жилами
провода ПРГР или ПРТРО. При отсутствии значительных механических воздействий
можно использовать провод АПРТРО с алюминиевыми жилами. Медный провод ПРТР
может противостоять воздействию ударных нагрузок, а также трению о
металлические конструкции, абразивные материалы.
Длина гибкого провода, к которому присоединяются
электродвигатели, обычно равна 2-3м, остальная часть его может быть заменена
проводами марок КРПТ, КРПС, КРПГ с медными жилами АРРПГ с алюминиевыми жилами.
Соединение проводов разных марок выполняется
муфтами, пайкой или медными кабельными наконечниками и болтами.
.2 Инструменты и принадлежности газорезчика
Резаки можно классифицировать по следующим
признакам:
По виду резки по разделительной поверхностной,
кислородно-флюсовой, по назначению - для ручной резки, механизированной резки,
специальные: по роду горючего- ацетилена, газов - заменителей, жидких горючих:
по принципу действия - инжекторные, безинжекторные: по давлению кислорода -
высокого, низкого; по конструкции - мундистуков - щелевые, многосопловые.
Наибольшее применение имеют универсальные
инжекторные ручные резаки для разделительной резки со щелевыми мундистуками.
Конструкция резака состоит из рукоятки
газоподводящих трубок, корпуса с вентилями и головкой, в которую ввертываются
мундистуки. Применяются два основных типа мундистуков: с кольцевым
подогревательным пламенем или многосопловые и щелевые. Щелевые мундистуки
состоят из внутреннего и наружного мундистуков, которые ввертывают на резьбе в
головку резака или присоединяются к ней накладной гайкой. По кольцевому зазору
между наружным и внутренним мундистуками поступает газовая смесь
подогревательного клапана.
По центральному каналу внутреннего мундистука
подается струя кислорода, в которой сгорает разрезаемый металл. В мундистуке с
внутресопловым смещением кислород и горючий газ поступают в сопла по отдельным
каналам, смешиваются и образуют горючую смесь, сгорающую на выходе из сопла.
Такие мундистуки работают хорошо при высоких температурах и не дают обратных
ударов пламени даже при сильном нагревании мундистука.
Резак «пламя-62» может работать на заменителях
ацетилена природном газе и пропан - бутане. Диаметр канала в инжекторе 1мм,
диаметр входа в смесительную камеру- 3,5мм.
Промышленностью выпускается также ручной
универсальный резак РУ-66 для резки низкоуглеродистой стали толщиной от 3 до
300 мм работающий на ацетилене и его заменителях резака является расположение
инжектора и смесительной камеры непосредственно в головке резака.
Редуктор классифицируется по принципу действия -
прямого и обратного, пропускной способности рабочему давлению газа и роду газа.
Они бывают одноступенчатые и двухступенчатые, в которых снижение газа достигается
за две ступени: например в кислородном редукторе с 15 до 5 МПА и с 5МПА до
рабочего давления.
Двухступенчатые редукторы более точно
поддерживают заданное давление, не замерзают при низких температурах и не
нуждаются в частой регулировке рабочего давления газа в процессе эксплуатации:
однако их конструкция незначительно сложнее. Пропановый редуктор по принципу
действия подобен кислородному.
Отличие состоит в способе присоединения к
вентилю баллона. Корпус редуктора окрашивается в тот же цвет что и баллон:
кислородный в голубой, ацетиленовый в белый, пропановый в красный.
Монометры служат для измерения давления газа и
состоит из трубчатой пружины, согнутой по дуге. Внутренняя полость трубки
соединяется ниппелем ввернутым в корпус с камерой в которой находится газ.
Второй свободный конец трубки имеет наконечник,
механическим соединенный со стрелкой.
При изменении давления меняется величина
деформации трубчатой пружины, а вместе с ней и отклонение стрелки. Показания
монометров должны строго соответствовать давлению газа. Неисправный монометр
следует заменить, редуктор с неисправным монометром к эксплуатации не
допускается.
Рукава служат для подвода газа к горелке или
резаку. Они изготавливаются из резины с одной или двумя тканевыми прослойками.
Согласно ГОСТ9356-75 выпускаются рукава трех
типов: Для ацетилена и газов - заменителей; Для жидких горючих; Для
кислородных.
Рукава изготавливаются с внутренними диаметрами
6, 9, 12 и 16мм. Для горелок с низкой мощностью пламени применяются рукава с
внутренним диаметром 6мм. Рукава должны иметь окраску наружного слоя:
кислородно-синюю, ацетиленовые - красную, для жидкого горючего - желтую. Для
работы при низких температурах применяют неокрашенные рукава из стойкой резины.
Длина рукава берется не более 20 м и не менее 4,5 м; длина стыкуемых участков
должна быть не мене 3 м; при монтажных работах допускается длина до 40м.
Крепление рукавов на ниппелях горелок и между собой осуществляется специальными
хомутами или мягкой отожженной проволокой.
Рукава выпускаются на рабочее давление, типы: До
0,6 МПА;
II- До 0,6 МПА;
III- До 1,5 МПА.
4.3 Кондуктор
При сварке каркаса применяется кондуктор 6-го,
изготавливают из листовой стали и полосы. Кондуктор позволяет быстро и
качественно собрать - узел из деталей по геометрическим размерам с точностью до
1 мм.
Абразивный шлифовальный диск 125+22*6
Шлифовальные круги различают по форме, роду
абразивного материала зернистости, роду связующего и твердости. Твердость круга
или бруска зависит от рода связующего материала, его способности удерживать при
работе зерна абразива. Мягким считается круг, от которого легко отрываются
зерна, а твердым от которого трудно оторвать зерна. Для шлифования твердой
стали применяют зерна, которые легко отрываются и в работу вступают новые
зерна. Мягкую сталь обрабатывают твердыми кругами.
5. Организация рабочего места
Повышение производительности труда, в
значительной мере зависит от организации рабочего места.
.1 Организация рабочего места при выполнении
газорезательных работ
Безопасность выполнения газовой резки металлов
во многом зависит от организации и оборудования рабочего места или сварочного
поста и выбирается в зависимости от способа подачи кислорода и горючего газа к
сварочной горелке или резаку, а оборудование рабочего места и поста от вида
выполнения работ и габаритных размеров обрабатываемых деталей и изделий.
Рабочее место должно быть оборудовано стеллажами для складирования готовых и
ожидающих обработку деталей. Рабочее место обеспечивают необходимым
инструментом, приспособленными и подъемно-трансформаторными средствами.
Безопасность выполнения газорезательных работ во
многом зависит от чистоты и порядка на рабочем месте. Загрязненность рабочего
места и заграможденность проходов зачастую являются причиной производственного
травматизма. Газорезательную аппаратуру надо убирать в специально отведенные
места, сворачивать в бухты кислородный и ацетиленовый шланги и подвешивать их в
установленном месте. Рабочее место сварщика должно быть оборудовано достаточным
освещением естественным или комбинированным.
Рабочее место газорезчика должно содержаться в
чистоте и порядке, и находится на расстоянии ни менее 10м от открытого огня и
огнеопасных материалов.
5.2 Организация рабочего места при ручной
дуговой сварке
Для электросварочных работ отводят специальное
помещение, свободная площадь которого должна быть не менее 4 кв.м для каждого
поста. Пол должен быть прочным и нескользким из огнестойкого материала. Стены
окрашивают светлой матовой краской. Если предоставляется возможность работать
сидя, то электросварочные посты должны быть оборудованы удобными сидениями,
которые должны регулироваться по высоте. Для удаления вредных веществ над
рабочим столом, сварщик устанавливает вентиляционные отсосы.
Электросварщик должен оградить место работы
переносными щитами или ширмами не менее чем с трех сторон, выполнять сварку
только в спецодежде и при наличии резинового коврика. В стационарных помещениях
место электросварщика должно иметь оборудованный сварочный стол и стул. Стол
должен быть хорошо заземленным и стул изолирован от земли. Сварщик должен
располагать свое рабочее место таким образом, чтобы длина проводов между
питающей сетью и передвижным сварочным агрегатом для ручной сварки не превышала
10 м.
При дуговой сварке для подвода тока к электроду
следует применять шланговый кабель.
Изоляция кабеля должна быть защищена от
механических повреждений, длина сварочного кабеля должна быть 15-25 м, в
исключительных случаях - 40 м.
Над сварочными установками, находящимися на
открытом воздухе, должны быть навесы, если их нет, сварочные работы при дожде и
снеге следует прекратить.
Рабочее место должно быть оборудовано шкафом для
хранения инструмента, электродов и чертежей и сварочно-сборочными
приспособлениями, сварочными столами. Все инструменты следует располагать в
определенном порядке, чтобы они всегда находились под рукой.
Рабочее место для сварки тяжелых изделий следует
оборудовать подъемными и поворотными приспособлениями.
6. Контроль качества
.1 Контроль качества исходных материалов
Для обеспечения высокого качества сварных
соединений надо использовать качественные исходные материалы. Качество исходных
материалов устанавливают на основании сертификатных данных, для чего определяют
их соответствие требуемым для данного технологического процесса сварки изделий.
При наличии внешних дефектов, а также при
отсутствии сертификатов исходных материала допускаются для сварки только после
проведения химических анализов, механических испытаний и испытаний на
свариваемость. Основной металл в виде литых заготовок проверяют на наличие пор,
усадочных раковин и трещин. Особое внимание обращают на зоны, подлежащие
сварке. Эти места должны быть тщательно очищены от грязи, масла, краски,
ржавчины и других загрязнений. Прокат проверяют на наличие расслоений, окалины,
равномерности толщины листа и т.д. Электроды проверяют на равномерность толщины
покрытия, на наличие в нем трещины и других механических повреждений.
Выполняют пробную сварку, чтобы установить
характер плавления электродного стержня и покрытия, легкость отделения шлака и
качества формирования сварного шва. Электроды должны удовлетворять требованиям
действующих ГОСТОВ.
Сварочную проволоку проверяют на чистоту
поверхностей отсутствия покрытий, не касательно для заданного технологического
процесса сварки, расслоении и закатов на ее поверхности.
Выполняют пробную сварку, применяя
соответствующие флюсы или защитный газ, для установления качества материалов
показателям, упомянутых выше для электродов.
Свариваемость - свойство металла образовывать
при установленной технологии сварки соединения, отвечающее требованиям,
обусловленным конструкции и эксплуатаций изделия. Проверка исходных материалов
на свариваемость должна предшествовать принятию решения об использовании тех
или иных материалов в сварной конструкции.
.2 Контроль качества технологии
Контроль технологии изготовления сварных изделий
включает проверку подготовки заготовок, исправности углов под сварку состояние
сварочных материалов сварочной оборудование и соблюдение установленных режимов
сварки. У свариваемых заготовок проверяют форму, размеры и геометрию разделки
свариваемых кромок, а так же проверяют отсутствие загрязнений, ржавчины и
влаги.
У сварочных приспособлений контролируют
исправность зажимных устройств, пригодность установленных поверхностей, а так
же флюсовых, медных или угольных подкладок и теплоотводящих элементов.
В собранных узлах проверяют основные габаритные
размеры величины зазоров в стыках и смещение свариваемых кромок качество
прихваток и наличие выводных планок.
Сварочные материалы проверяют на правильность
режимов подготовки. В сварочных машинах и аппаратах проверяют исправность
регулирующих мундистуков: на установках для сварки в среде защитных газов-
исправность газовых редукторов размеров шлангов сопла на горелках и
газозащитных устройств и т.п.
Режимы сварки контролируют в первую очередь для
соблюдения параметров процесса. Контроль ведут визуально по проборам и по
внешнему виду сварного шва.
6.3 Контроль качества внешним осмотром
Контроль заготовки и сборки. Внешнему осмотру
подвергают свариваемые материалы для выявления вмятин, заусенцев, окалины,
ржавчины и т.п. Проверяют качество подготовки кромок под сварку и сборки
заготовок: чистоту кромок, соответствие зазоров допускаемым значениям,
правильность разделки кромок и т.п. Для этого применяют специальные шаблоны или
универсальный инструмент. Детали, узлы или изделия, собранные под сварку с
отклонениями от технических условий или установленного технологического
процесса бракуют.
Наблюдение за процессом сварки. На этом этапе
сварщик помимо контроля режимов сварки следует за правильностью выполнения
валиков в многослойных швах. Особенно важным на этом этапе является тщательный
осмотр первого слоя при любом количестве слоев. Качество сварки первого слоя
оценивают при необходимости с помощью лупы, а для конструкций ответственного
назначения иногда применяют также капиллярную или магнитную дефектоскопию.
Наблюдая за процессом сварки можно вовремя предотвратить появление дефектов в
швах.
Осмотр рекламного щита. Внешним осмотром
невооруженным глазом или с помощью лупы выявляют, прежде всего, дефекты швов в
виде трещины, подрезов пор, свищей, прожогов, наплывов, непроваров в нижней
части швов. Многие из этих дефектов, как правило, не допустимы и подлежат
исправлению. При осмотре выявляют так же дефекты формы швов, расправление
чешуек и общий характер распределения металла в усилении шва.
Внешний вид поверхности шва характерны для
каждого способа сварки, а так же для пространственного положения, в котором
выполнялась сварка. Равномерность чешуек характеризуют работу сварщика, его
умение поддерживать постоянную длину дуги и равномерную скорость сварки.
Сварные швы часто сравнивают по внешнему виду со
специальными эталонами. Геометрические параметры швов меряют с помощью шаблонов
или измерительных инструментов.
Тщательный внешний осмотр весьма простая
операция, может, тем не менее, высокоэффективным средством предупреждения и
обнаружения дефектов.
7. Нормирование труда
.1 Нормирование газовой резки металла
Основное время газовой резки t0газ
- это время в течении которого под действием струи кислорода и
подогревательного пламени, осуществляется резка металла:
t0газ
- t01 L+
t02 hn,
где t01
- основное время резки 1м;
L - расчетная длина
реза на 1 деталь;
T02 -
основное время на один подогрев в начале реза;
Hn - число
подогревов в начале резки на 1 деталь;
Основное время, рассчитанное по таблицам
нормативов, корректируется с помощью коэффициентов, учитывающих чистоту
кислорода, рода горючего вида стали, класс качества поверхности реза и
положение линии реза в пространстве.
Вспомогательное время, как и при сварке,
подразделяется на время, зависящее от длины реза и время, зависящее от изделия
и типа оборудования.
Время обслуживания рабочего места зависит от
типа оборудования условий выполнения работы и толщины разрезаемого металла,
составляет при машинной резке 4-6 и при ручной резке 3-12% оперативного
времени. Время перерывов на отдых и личные надобности при машинной резке
занимает 5-6 и при ручной 7-10% оперативного времени. При расчетах
подготовительно - заключительное время принимают в размере 2-6% t
опер.
Норма штучного времени
tшт газ определяется
по формулам:
tшт газ=
[(t01+tвр)L+t02h
tbuo]k
tшт газ=[(t01kn+tврL+t02+tbh]k,
где tвр
- вспомогательное время на 1 м резки, зависящее от длины реза;
tbuo -
вспомогательное время, связанное с конфигурацией изделия и работой
оборудования,
k - коэффициент,
учитывающий время на обслуживание рабочего листа, отдых и личные надобности;
kn -
коэффициент учитывающий чистоту кислорода, род горючего и вид стали;
tbh -
вспомогательное время зависящее от конфигураций изделия.
.2 Нормирование труда ручной электродуговой
сварки и резки
Нормирование расхода покрытых электродов
представляет собой определение плановой меры их производительного потребления в
условиях рационального использования. Система нормирования включает подготовку
организационно-методического обеспечения, разработку, утверждение и контроль
норм расхода материалов. Основной задачей нормирование является обеспечения
применения в производстве технически обоснованных и экономически целесообразных
норм расхода электродов в целях осуществления режима ресурсосбережения.
Норма расхода - это плановый расход материалов
на производство единицы продукции установленного качества в планируемых
условиях производства.
Нормативы - поэлементные соответствующие норм,
которые характеризуют плановый расход электродов на 1м шва, плановые размеры
технологических отходов и потерь.
Основным методом формирования норм и нормативов
является расчетно-аналитических оснований на выполнении поэлементных расчетов
по данных проэктно-конструкторской, технологической и документации. Этот метод
сочетает технико-экономические расчеты с анализом технологии и условий
организации производства технического уровня и качества продукции.
В нормах расхода должны быть учтены эффект от
внедрения организационно-технических мероприятий по экономии материалов за счет
улучшения качества, совершенствования технологии и организации сварочных работ.
Поэтому, допускается определения нормативов только из сложившихся на
предприятии практики. В нормы расхода электрода не включают потери входящие в
норму естественной убыли, а также расход электродов, связанный с испытанием
образцов, ремонтом металлоконструкции, изготовлением оснатки и другие виды
расхода не относящиеся к изготовлению продукции основного производства.
.3 Калькуляция
В общем виде норма расходов электродов Нэ(кг)
при сварке может быть описано формулой:
Нэ =М+М0,
где М - масса наплавленного металла
М0 - масса технологических отходов и
потерь.
В состав норм расхода не включают
технологические отходы и потери, возникающие из-за нарушения или несоблюдения
технологии сварки, из-за неисправности источников питания, применение не
стандартизованных электродержателей использования электродов, которые не
соответствуют требованиям стандартов и технических условий и не имеют
сертификатов соответствия в системе УКРСЕПРО.
Норма расхода электроэнергии разрабатывают на
основе нормативов расхода электроэнергии на 1м сварочного шва и 1кг
наплавленного металла, которые определяют в соответствии с марками покрытых
электродов, типами сварных швов толщиной свариваемых материалов и режимами
сварки.
Низу= ,
,
где Нэл/кг норматив расхода
электроэнергии на 1 м i-го сварного шва кВт ч/м
Mi - масса i-го сварного
шва кг
Норматив расхода электроэнергии на
выполнение 1м сварного соединения или 1кг наплавленного металла в общем виде
может быть представлен следующим образом:
Нэн(кг)= Эом(кг)+Эхх(кг),
где Эом(кг) - расход электроэнергии
в основное время сварки. КВт ч/м(кг);
Эхх(кг) - удельные потери
электроэнергии в период холостого хода, кВт ч/м(кг).
Удельные потери электроэнергии Эхх;
Эхх= Рхх*Том*Кхх,
где Рхх - потребление электроэнергии
источником питания в режиме холостого хода, кВт;
Кхх - коэффициент, учитывающий время
холостого хода источника питания по отношению к основному времени сварки.
Таблица 7.1. Нормативы расхода
покрытых электродов по массе
|
Условное
обознач. свойства
|
Толщина
мм
|
Площадь
поперечного сечения шва мм2
|
Масса
наплавленного металла
|
Нормативы
расхода электродов, кг по группам марок
|
|
|
|
|
I
|
II
|
III
|
IV
|
|
С8
Т1 Т3
|
4
4 10
|
14,4
12,2 121
|
0,113
0,096 0,950
|
0,169
0,144 1,425
|
0,181
0,154 1,520
|
0,192
0,163 1,615
|
0,203
0,173 1,710
|
8. Высоко производительные методы труда
.1 Механизированная сварка
В настоящее время широко применяются
механизированная сварка. Это объясняется высокой маневренностью полуавтоматов
возможностью производить сварку в труднодоступных местах. Механизированная
сварка широко применяется конвейерных линиях в машиностроении при сварке
корпусов всех видов транспортных средств и строительно-монтажных конструкций
при их предварительной сборке и сварке.
Полуавтоматы для дуговой сварки плавящимся
электродом классифицируется по нескольким признакам в соответствии со
стандартом. По способу защиты сварочной дуги принята следующая классификация
полуавтоматов: в активных защитных газах, в инертных газах, под флюсом,
открытой дугой.
По способу регулирования скорости подачи
электродной проволоки выпускаются полуавтоматы с плавным ступенчатым,
комбинированным регулированием. Так же различают по способу подачи проволоки:
толкающему, тянущему, универсальному. По способу охлаждения горелки выпускают
полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным
охлаждением (500 А). Срок службы сварочных полуавтоматов принят 5 лет со сменой
сварочной горелки через каждые полгода.
В полуавтоматах механизирована только подача
электродной проволоки, которая подается в зону горения дуги через гибкий
пустотелый шланг, поэтому такие полуавтоматы называют шланговые.
Для сварки низкоуглеродистых и низколегированных
сталей плавящимся электродом в среде углекислого газа во всех пространственных
положениях, кроме потолочного, широко применяются полуавтоматы серии ПРГ.
.2 ПРГ - 508 У3
Предназначен для сварки сплошной проволокой в
углекислом газе стыковых, нахлесточных, угловых соединений из низкоуглеродистой
и конструкционной стали.
Техническая характеристика. Номинальное
напряжение сети, В380; нормальный сварочный ток при ПВ=60% и цикла сварки 5мин,
А-500; род тока постоянный; пределы регулирования, А 150-500; диаметр
электродной проволоки 1,2-2,0 мм; скорость подачи электродной проволоки м/ч
108/932; длина шлангового провода 3,0 м; масса электродной проволоки в кассете
кг, 12. Расход газа 1/мин 8-20; масса шкафа управления 19 кг; масса
собственного полуавтомата, 26 кг.
Полуавтомат устанавливается в исполнениях для
работы ВДУ - 504-1, ВДУ - 504, ПСГ - 500-1, ПДГ - 508 состоит из: собственно
полуавтомата; источника питания сварочного тока; шкафа управления; держателя
горелки; кабелей управления; сварочных проводов; рукава газового тракта;
газового редуктора с расходомером; подогревателя газа; баллона с газом.
Собственно полуавтомат служит для подачи
электроручной проволоки, защитного газа через держатель унифицированный в зону
сварки.
В полуавтомат входят: кассета с тормозным
устройством; подставка; механизм подачи; отсекатель газа.
Кассета служит в качестве емкости для
электродной проволоки. Тормозное устройство предотвращает распушивание
проволоки. Подставка предназначена для установки на нее механизма подачи
отсекателя газа, токовых и газовых разъемов, органов управления электрической
схемой полуавтомата. Механизм подачи служит для подачи электродной проволоки в
зону сварки с помощью электродвигателя мощностью 0,18 кВт. Подача проволоки
осуществляется подающим и пружинным роликами.
Изменение скорости подачи электродной проволоки
производится поворотом маховичков, расположенных на передней стенке механизма
подачи, или заменой подающих роликов.
Отсекатель газа предназначены для подачи газа в
зону сварки. Шкаф управления предназначены для размещения элементов схемы
управления полуавтоматом. Держатель унифицированный предназначен для подвода в
зону сварки защитного газа, сварочного напряжения и электродной проволоки.
.3 Установка КО 107 для конденсаторной сварки
Установка предназначена для точечной и рельефной
контактной конденсаторной микросварки изделий из черных и цветных металлов и
сплавов сплошной конструкции в труднодоступных местах в монтажных условиях с
помощью ручного инструмента.
Установка представляет собой источник питания
виде тумбы с подсоединением к нему сварочным инструментам типа «клещи»
карандаш.
Инструмент подбирается в зависимости от
характера производимых работ «Инструмент для односторонней сварки или типа
«клеши» с помощью двух кабелей подсоединяются к двум клеммам источника питания.
Установка обслуживается одним оператором. Сварка
может производиться на тумбе источника питания или в любом другом месте,
находящемся на расстоянии от источника на длину кабеля. Работа происходит
следующим образом. Подключают требуемый инструмент к источнику питания,
устанавливают заданное усилие сжатия электродов, требуемые режимы сварки на
блоке управления источника питания, включают установку. Нажимают электродами
инструмента на свариваемое изделие.
При достижении определенного усилия
автоматически включается сварочный ток - происходит сварка.
9. Охрана труда
Охрана труда направлена прежде всего на
предотвращение производственного травматизма.
Главной материальной основой улучшения условий
труда являются новые методы производства, новая техника, комплексная
механизация и автоматизация производства.
.1 Средства защиты сварщика
Средства защиты сварщика делятся на
индивидуальные (СИЗ) и коллективные (СКЗ).
) Костюм брезентовый ( должен иметь
сертификат, изготовлен из брезента с огнестойкой пропиткой, карманы закрыты
клапанами);
) Ботинки (не подбиты гвоздиками);
) Рукавицы (комбинированные брезентовые);
) Маска (щиток) сварщика со светофильтром
С-6 ГОСТ 124011-87
) Очки защитные- с прозрачными стеклами;
) Наушники при работе на станках.
СКЗ:
) Вентиляция (вытяжная и приточная);
) Освещение (искусственное и
естественное);
) Отопление;
) Кровля для защиты от неблагоприятных
метеорологических условий;
) Заземление;
) Зануление;
) Уменьшение Vxx(БСН-10);
) Изоляция.
.2 Электробезопасность
Для предупреждения возможно поражения
электрическим током при выполнении электросварочных работ необходимо соблюдать
основные правила:
) Корпуса оборудования и аппаратуры, к
которым проведен электрический ток, должны быть надежно заземлены;
) Запрещается прикасаться голыми руками к
токоведущим частям сварочных установок;
) Все электрические провода, идущие от
распределительных щитов и на рабочие места, должны быть надежно изолированы и
защищены от механических повреждений;
) Запрещается использовать контур
заземления, металлоконструкций зданий, а так же трубы водяной и отопительной
системы в качестве обратного провода сварочной цепи;
) При выполнении сварочных работ внутри
замкнутых сосудов следует применять деревянные щиты, резиновые коврики, калоши
и перчатки. Сварку необходимо проводить с подручными находящимся вне сосуда. В
сырых помещениях применяют электрический ток напряжением не выше 12В, а в сухих
помещениях - не выше 36В. В сосудах без вентиляции сварщик должен работать не
более 30мин с перерывами для отдыха на свежем воздухе;
) Монтаж, ремонт электрооборудования и
наблюдения за ним должны выполнять электромонтеры. Сварщикам категорически
запрещается заниматься ремонтом силовых электрических цепей.
) При обнаружении повреждения
электрической цепи необходимо прекратить работу, выключить рубильник и
немедленно сообщить об этом мастеру или начальнику участка.
При поражении электрическим током необходимо
выключить ток первичной цепи или освободить пострадавшего от его действия,
обеспечить доступ к пострадавшему свежего воздуха, вызвать врача, а при
необходимости до прихода врача сделать искусственное дыхание.
.3 Пожарная безопасность
Для предупреждения пожаров необходимо соблюдать
следующие противопожарные мероприятия: нельзя хранить вблизи от листа сварки
огнеопасные или легковоспламеняющиеся материалы, а также проводить сварочные
работы в помещениях, захламленных промасленной бумагой, деревянными стружками и
т.п.
запрещается пользоваться одеждой и рукавицами со
следами масел, жиров, бензина, керосина и других горючих жидкостей;
нельзя выполнять сварку и резку свежевыкрашенных
масляными красками конструкций до полного их высыхания;
запрещается выполнять сварку аппаратов,
находящихся под электрическим напряжением, сосудов, находящихся под давлением;
нельзя производить без специальной подготовки
сварку и резку емкостей из-под жидкого топлива;
при выполнении в помещениях временных сварочных
работ деревянные полы, настилы и помосты должны быть защищены от воспламенения
листами асбеста или железа;
нужно постоянно следить за исправным состоянием
противопожарных средств (огнетушителей, ящиком с песком, лопат, бачков с водой,
ведер, пожарных рукавов, багров, содержать в исправном состоянии пожарную
сигнализацию;
после окончания сварочных работ необходимо
выключить сварочный аппарат, а так же убедиться в отсутствии горящих или
тлеющих предлистов.
Средствами пожаротушения являются: вода, пены,
газы, пар, порошковые составы. При тушении пожаров водой используют установки
водяного пожаротушения, пожарные машины и водяные стволы. Для подачи воды в эти
установки используют специальные водопроводы. Пена представляет собой
концентрированную эмульсию диоксида углерода в водяном растворе минеральных
солей, содержащим пенообразующие вещества. Для получения воздушно механической
пены применяют воздушно-пенные стволы, генераторы пены и пенные оросители.
При тушении пожаров газами и паром используют
диоксид углерода, азот, дымовые газы и пр.
При тушении керосина, бензина, нефти, горячих
электрических проводов запрещается применять воду и пенные огнетушители. В этих
случаях следует пользоваться песком, углекислотными или сухими огнетушителями.
рекламный щит сварочный
газорезательный
9.4 Гигиена труда и производственная санитария
При всех разновидностях дуговой сварки на
сварщика воздействует комплекс производственных факторов:
излучение сварочной дуги;
производственный шум, пыль, газы;
неблагоприятные метеорологические условия;
статическая нагрузка.
Горение сварочной дуги сопровождается измерением
ярких световых, невидимых ультрафиолетовых тепловых инфракрасных лучей.
Световые лучи производят ослепляющее действие на глаза.
Ультрафиолетовые лучи воздействуют не только на
глаза, но на открытые участки кожи, вызывая ожоги, подобные солнечным. Могут
также иметь место термические ожоги, которые являются результатом попадания на
тело брызг расплавленного металла. Ожоги каплями металла могут быть так же при
смене электродов, чистки их от нагара и брызг. Электросварщикам приходится
работать в разных метеорологических условиях, которые определяются как
особенности процесса сварки, так и условиями производственной обстановки.
Температура воздуха в рабочей зоне обычно
превышает наружную на 2,5-4 0С. Повышение температуры воздуха
способствует быстрому утомлению и в ряде случаев при сварке в замкнутых
пространствах без вентиляции может привести к перегреванию организма.
Помимо повышения температуры воздуха
отрицательное влияние на условие труда при электросварке может оказывать
тепловое излучение от свариваемого металла. При выполнении работ в холодный
период года на наружном воздухе на человека неблагоприятно влияет температура
воздуха, повышенная влажность и скорость движения воздушного потока. Это может
способствовать возникновению простудных заболеваний.
В комплексе вредных производственных факторов
характеризующих условия труда сварщиков, ведущая рол принадлежит сварочному
аэрозолю. Частицы аэрозоля могут иметь размеры от 0,01 до 0,6 МКМ и больше.
Химический состав электросварочного аэрозоля определяется составом свариваемого
металла, стержня и покрытия электрода.
Среди профессиональных заболеваний электросварщиков
ведущее место принадлежит хроническим заболеваниям верхних дыхательных путей,
возникающих в связи с вдыханием сварочного аэрозоля. Поэтому с целью сохранения
здоровья рабочего сварщика следует применять средства защиты как
индивидуальные, так и коллективные, а так же правильно организовать рабочее
место сварщика.
Литература
1. Алешин Н.П.; Щербинский В.Г.
«Контроль качества сварочных работ», высшая школа, 1979 г.
. Альбом «Сварочное
оборудование», 1987 г.
. Верховенко Л.В.; Тунит А.К.
«Справочник сварщика», высшая школа, 1977 г.
. Галлактионов А.Р.; Денисов
Ю.А. «Справочник рабочего-сварщика машин», 1961 г.
. Гитлевич А.Д.; Сухов И.Н.
«Альбом оборудования для заготовительных работ в производстве сварных
конструкций», высшая школа, 1977 г.
. Мазур А.А. «Нормирование
расхода сварных материалов и электроэнергии при ручной дуговой сварке»,
экотехнология, 2000 г.
. Малышев Б.Я.; Алексеев Е.К.
«Сварка и резка в промышленном строительстве», стройиздат, 1977 г.
. Мускат Л.В.
«Материаловедение для слесарей- сантехников, слесарей-монтажников», высшая
школа, 1974 г.
. Никифоров Н.И. «Справочник
молодого газосварщика и газорезчика», высшая школа, 1990 г.
. Поважук Г.М.; Кравец Б.С.
«Техника безопасности при сварочных работах», Киев, 1976 г.
. Рыбаков В.М. «Дуговая и
газовая сварка», высшая школа, Москва, 1891 г.
. Соколов И.И. «Газовая
сварка и резка металлов», высшая школа, 1978 г.
. «Трубы металлические и
соединительные части к ним», стандарты, 1978 г.