Технологический процесс изготовления мужской сорочки
Содержание
Введение
. Характеристика модели,
материалов и описание конструкции
.1 Описание внешнего вида
модели сорочки
.2 Выбор, обоснование и
характеристика материалов
. Выбор методов обработки и
оборудования
. Экономическая оценка выбора
методов обработки и оборудования
. Разработка технологической
последовательности
. Выбор, обоснование типа
потока и его предварительный расчет
. Разработка схемы разделения
труда.
.1 Комплектование
технологических операций в организационные.
.2 Разработка синхронного графика
загрузки и его анализ
.3 Разработка технологической
схемы разделения труда
. Расчет
технико-экономических показателей потока
Заключение
Список используемой литературы.
Введение
Швейная промышленность является одной из
крупнейших отраслей легкой промышленности.
Главная задача швейной промышленности -
удовлетворение потребности людей в одежде высокого качества и разнообразного
ассортимента. Решение этой задачи осуществляется на основе повышенной
эффективности производства, ускорения научно - технического прогресса, роста
производительности труда, всемерного улучшения качества работы,
совершенствования труда и производства.
При массовом производстве швейных изделий
решающая роль принадлежит технологическому процессу, который представляет собой
экономически целесообразную совокупность технологических операций по обработке
и сборке деталей и узлов швейных изделий.
Современная швейная отрасль, выпускающая одежду
массового производства, должна характеризоваться достаточно высоким уровнем
техники, технологии и организации производства, наличием крупных
специализированных предприятий и производственных объединений.
Совершенствование швейного производства
предусматривает внедрение высокопроизводительного оборудования, поточных линий,
расширение ассортимента и улучшение качества одежды, выпуск изделий,
пользующихся повышенным спросом.
Ассортимент швейных изделий должен обновляться в
результате расширения ассортимента и улучшения качества сырьевой базы швейной
промышленности.
Технология современного швейного производства
все более становится механической, ее эффективность в первую очередь зависит от
применяемого оборудования.
Решение задач, стоящих перед швейной
промышленностью требует больших и глубоких знаний от технологов. Без этих
знаний невозможно внедрять новые технологические процессы швейного
производства, необходимые для изготовления одежды высокого качества.
1.
Характеристика модели, материалов и описание конструкции
.1 Описание внешнего вида модели сорочки
Сорочка мужская для повседневной носки из хлопчатобумажной
ткани прямого силуэта (рис.1). Воротник стоячеотложной с застёжкой на одну
пуговицу. На переде сорочки имеется притачная планка с застежкой из пяти
обметанных петель и пяти пуговиц.
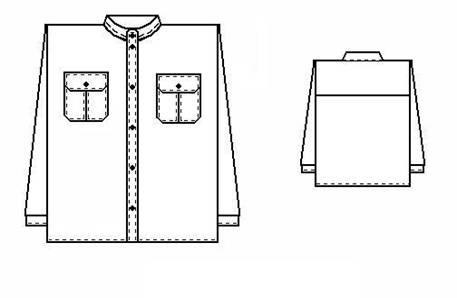
Рис. 1. Сорочка мужская, модель В.
сорочка технологический
организационный операция
Рукава длинные, втачные, свободные по окату на
манжетах, застегивающихся на одну пуговицу. Разрез рукава обработан планкой.
Полочки цельнокроеные. К спинке сверху пришита кокетка. На левой и правой
полочках имеются карманы, состоящие из двух частей, застегивающиеся клапанами с
обметанными петлями на пуговицу. По краям манжет, планки, карманов, воротника и
низу изделия проложена отделочная строчка на расстоянии 3-5 мм от края.
В таблице 1 приведены наименования деталей кроя.
Таблица 1 - Наименование деталей кроя мужской
сорочки.
|
Наименование
детали
|
Эскиз
|
Наименование
срезов
|
Кол-во
деталей
|
|
1
Полочка 1.1 Планка полочки
|

|
1
- 2 детали 1.1 - 1 деталь
|
|
|
2
Спинка 2.1 Кокетка спинки
|
|
2
- 1 деталь 2.1 - 1 деталь
|
|
|
3
Рукав 3.1 Манжета рукава
|
|
3
- 2 детали 3.1 - 2 детали
|
|
|
4
Воротник 4.1 Стойка воротника
|
|
|
4
- 2 детали 4.1 - 2 детали
|
|
5
Карман 5.1 Клапан кармана
|
|
5
- 4 детали 5.1 - 2 детали
|
|
1.2 Выбор, обоснование и характеристика
материалов
Характеристика выбранных основных тканей
приведена в таблице 1.
Таблица 1. Характеристика основной ткани.
|
Наименование
ткани.
|
Арти-кул.
|
Шири-на,
см.
|
Поверх-ностная
плот-ность, г/м2.
|
Номинальная
линейная плотность пряжи, текс; номер пряжи.
|
Плотность,
количество нитей на 10 см.
|
Номер
группы ткани.
|
|
|
|
|
Основа
|
Уток
|
Основа
|
Уток
|
|
|
Ткань
сорочечная гладкокрасоч-ная и отбеленная
|
8/4
|
80
|
154
|
(11,8х2);
85/2
|
(11,8х2);
85/2
|
392
|
274
|
0213
|
|
Ткань
сорочечная мерсеризованная с отделкой в полоску
|
820
|
80
|
106
|
(7,5х2);
133/2
|
(10х2);
100
|
519
|
330
|
0214
|
Характеристика клеевых прокладочных тканей
материалов приведена в таблице 2.
Таблица 2. Характеристика клеевых прокладочных
материалов.
|
Наименование
клеевого материала.
|
Артикул.
|
Поверх-ностная
плот-ность, г/м2
|
Волокнистый
состав, %
|
Назначение
|
|
|
|
Основа
|
Уток
|
|
|
Термоклеевой
прокладочный материал с регулярным точечным покрытием.
|
253-5
|
160
|
Х/б
- 100
|
Х/б
- 100
|
Прокладки
в детали мужских сорочек из хлопчатобумажных тканей.
|
Характеристика швейных нитей приведена в таблице
3.
Таблица 3. Характеристика швейных ниток.
|
Условное
обозначение
|
Линейная
плотность, текс
|
Разрывная
нагрузка, сН
|
Разрывное
удлинение, %
|
Применение
|
|
36
ЛХ
|
26
- 60
|
1478
|
18
- 20
|
Стачивание
деталей.
|
|
44
ЛХ
|
43
- 50,4
|
1758
|
16,6
|
Прокладывание
отделочных строчек.
|
|
22
Л
|
11х2
|
1040
|
22
- 26
|
Обметывание
петель.
|
В качестве фурнитуры выбираем плоские пуговицы с
двумя отверстиями диаметром 0,5 - 0,7 см.
2.
Выбор методов обработки и оборудования
В таблицах 4-7 приведены данные по выбранным:
швам, режимам обработки деталей и узлов с использованием клеевых материалов,
режимам ВТО, швейным машинам.
Таблица 4. Основные швы, применяемые при
изготовлении изделия
|
Наименование
шва.
|
Условное
изображение и кодовое обозначение шва по ГОСТ 12807-88.
|
Область
применения.
|
|
Стачной
без обметывания краев.
|

|
1.01.01
|
Притачивание
манжет и кокеток.
|
|
Стачной
с обметыванием краев.
|

|
1.01.02
|
Соединение
плечевых, боковых, рукавных срезов, втачивание рукавов.
|
|
Накладной
с закрытыми срезами.
|

|
1.06.01
|
Соединение
мажет с рукавами.
|
|
Обтачной.
|

|
1.06.02
|
Обтачивание
воротников, манжет.
|
|
Настрочный
с закрытым срезом.
|

|
2.05.02
|
Настрачивание
карманов на полочку.
|
|
В
подгибку с закрытым срезом.
|

|
6.03.04
|
Затрачивание
низа изделия.
|
Таблица 5. Параметры режима обработки деталей и
узлов с использованием клеевых материалов
|
Вид
подкладочного материала
|
Параметры
процесса
|
|
Температура
подушки пресса, оС
|
Удельное
давление, Мпа
|
Время
выдержки, с
|
Увлажнение,
%
|
|
Термоклеевой
прокладочный материал арт. 253-5
|
160
- 170
|
0,2
- 0,3
|
10
- 15
|
30
- 40
|
Таблица 6. Параметры режима влажно-тепловой
обработки.
|
Вид
операции
|
Темпера-тура
гладильной или прессующей поверхности, оС
|
Давление
прессова-ния, Мпа
|
Время
воздействия, с
|
Увлажне-ние,
%
|
Примечания
|
|
|
|
пресса
|
утюга
|
|
|
|
Приутюжить,
заутюжить и прочее
|
140
- 150
|
0,05
- 0,07
|
10
- 15
|
30
- 45
|
30
- 40
|
Пределы
показателей зависят от вида подушек и от вида волокон ткани.
|
Таблица 7. Технологическая характеристиа
проектируемых швейных машин.
|
Неименова-ние
оборудова-ния
|
Специаль-ность
|
Фирма
изготовитель
|
Класс,
тип, модель
|
Техническая
характеристика
|
|
Стачива-ющая
машина
|
М
|
"Пфафф"
Гемания
|
5487
|
2-ниточный
челночный стежок с нижним и верхним транспортером, устройство обрезки нити,
обрезки края шва, скорость 4200 мин-1, длина стежка 6 мм.
|
|
Стачива-ющая
машина
|
М
|
"Пфафф"
Гемания
|
481-731
|
2-ниточный
челночный стежок с нижним и верхним транспортером, автоматическая закрепка,
электронное управление двигателем, скорость 5000 мин-1, длина стежка 4,6 мм,
ширина подгиба 8,1 - 12 мм.
|
|
Стачива-ющая
машина
|
М
|
"Пфафф"
Гемания
|
487-706/82
|
2-ниточный
челночный стежок с нижним транспортером, устройство обрезки нити, автоматический
подъем лапки, автоматическая закрепка, скорость 5000 мин-1, длина стежка 4,5
мм.
|
|
Стачива-ющая
машина
|
М
|
"Некки"
Италия
|
830-103
|
Скорость
5000 мин-1, длина стежка 3-8 мм, автоматический подъем лапки 5 мм
|
|
Втачива-ющая
машина
|
М
|
"Пфафф"
Гемания
|
563
|
Автоматическая
обрезка нитки, скорость 6400 мин., длина стежка до 8 мм.
|
|
Полуавтомат
для изготовления петель
|
А
|
"Пфафф"
Гемания
|
3116
|
2-ниточный
челночный стежок, скорость 3200 мин-1, длина петли 6,4-24,4 мм, 2 спаренные
головки на одном столе
|
|
Полуавтомат
для пришивания пуговиц
|
А
|
"Пфафф"
Гемания
|
3306
|
1-ниточный
цепной стежок, пуговицы с 2 и 4 отверстиями, скорость 1800 мин-1,
автоматическое включение, поъем и опускание пуговицедержателя
|
|
Стачивающе-обметочная
машина
|
С
|
"Римольди"
Италия
|
29/18
|
Скорость
5600 мин-1, расстояние между иглами 3 мм, ширина обметки 4 мм
|
|
Стачивающе-обметочная
машина
|
С
|
"Джукки"
Япония
|
МО-816
|
Скорость
6500 мин-1, расстояние между иглами 3,2 мм, ширина обметки 5 мм, длина стежка
0,3 - 4 мм
|
|
Паровоздушный
манекен
|
П
|
«Макпи»
Италия
|
|
Поясной
манекен (телосложения взрослого человека). Используется с подачей пара и без
него. Увеличивает производительность труда на 41%
|
3.
Экономическая оценка выбора методов обработки и оборудования
Расчет новых норм времени на операцию
определяется по формуле:
tпр = tд •  - tвсп ,
- tвсп ,
где: tпр -
проектируемое машинное время, с;
tд -
действующее машинное время, с;
nд - частота
вращения главного вала действующей машины, мин.;
nпр - частота
вращения главного вала проектируемой машины, мин.;
tвсп - время
на вспомогательные приемы (автоматическая обрезка нити, останов машины и подъем
лапки), с. Принимаем tвсп =3 с, но если проектируемые
машины имеют элемент автоматики, то вспомогательное время не учитывается.
Тогда формула имеет вид:
tпр = tд • ,
В случае, когда при замене
действующего оборудования на новое имеет место не просто существенное повышение
частоты вращения главных валов, а качественное изменение реализации
технологического процесса в целом, проектируемое время рассчитывается из учета
повышения производительности труда:
tпр = tд - tэк ,
где tэк - сэкономленное время за
счет повышения производительности труда.
Расчет эффективности от замены
действующего оборудования на новое:
Операция 19: tпр = 120 ·  = 94 с.
= 94 с.
Операция 21: tпр = 41 · = 32 с.
Операция 41: tпр = 63 · = 49 с.
Операция 45: tпр = 61 · = 48 с.
Операция 51: tпр = 242 - ( · 242) =
143 с.
· 242) =
143 с.
Таблица 9. Эффективность уточнения
последовательности обработки мужской сорочки.
|
Номер
и наименова-ние технологической операции
|
Оборудование
|
Время,
с
|
Экономия
времени, с
|
|
Действующее
|
Проектируе-мое
|
Действую-щее
|
Проекти-руемое
|
|
|
19.
Настрочить карманы на полочку
|
Стачивающая
машина 481-731 «Пфафф» Германия
|
Стачивающая
машина 563 «Пфафф» Германия
|
120
|
94
|
26
|
|
21.
Притачать кокетку к спинке
|
Стачивающая
машина 487-706/82 «Пфафф» Германия
|
Стачивающая
машина 563 «Пфафф» Германия
|
41
|
32
|
9
|
|
41.
Втачать воротник
|
Стачивающая
машина 481-731 «Пфафф» Германия
|
Стачивающая
машина 563 «Пфафф» Германия
|
63
|
49
|
14
|
|
45.
Застрочить низ изделия
|
Стачивающая
машина 481-731 «Пфафф» Германия
|
Стачивающая
машина 563 «Пфафф» Германия
|
61
|
48
|
13
|
|
51.
Оконча-тельное ВТО
|
Электропаро-вой
утюг
|
Паровоздушный
манекен «Макпи» Италия
|
242
|
143
|
99
|
|
Итого:
|
-
|
-
|
527
|
366
|
161
|
Рост производительности труда (РПТ) в целом по
изделию в процентах:
РПТизд =  · 100,
· 100,
где: Тизд.д - действующее время изготовления
изделия, с;
Тизд.пр - проектируемое время изготовления
изделия, с.
РПТ не должен превышать 8-10%, в противном
случае раскройный цех не будет успевать предоставлять крой.
РПТизд. =  · 100 =
7,54%
· 100 =
7,54%
4.
Разработка
технологической последовательности
На основании выбранных методов обработки и
оборудования и замены оборудования составляется технологическая
последовательность обработки изделия для проектируемого потока (таблица 10).
Нормы времени на технологические операции
принимаются из базовой «Технологической последовательности», а для операций, на
которых произвели замену оборудования из таблицы 9.
Таблица 10. Технологическая последовательность
обработки мужской сорочки модели В из хлопчатобумажной ткани.
|
Наименование
неделимой операции
|
Специаль-ность
|
Разряд
|
Норма
времени, с
|
Оборудование,
приспособления
|
|
1.
Запуск кроя
|
Р
|
2
|
29
|
Стол
|
|
Заготовительные
операции
|
|
Обработка
карманов
|
|
2.
Заутюжить встречную складку на карманах
|
У
|
2
|
26
|
Э/п
утюг
|
|
3.
Застрочить встречную складку на карманах
|
М
|
3
|
32
|
5487
«Пфафф»
|
|
4.
Разутюжить складку на карманах
|
У
|
3
|
28
|
Э/п
утюг
|
|
5.
Обметать верхние срезы карманов
|
С
|
2
|
16
|
МО-816
«Джуки»
|
|
6.
Заутюжить карманы
|
У
|
2
|
38
|
Э/п
утюг
|
|
7.
Пришить пуговицы на карманы
|
А
|
3
|
18
|
|
Обработка
клапанов
|
|
8.
Заутюжить клапаны по сгибу
|
У
|
3
|
100
|
Э/п
утюг
|
|
9.
Обтачать боковые стороны клапанов
|
М
|
3
|
42
|
5487
«Пфафф»
|
|
10.
Вывернуть клапаны
|
Р
|
2
|
28
|
Приспособление
|
|
11.
Приутюжить клапаны
|
У
|
2
|
38
|
Э/п
утюг
|
|
12.
Проложить отделочную строчку по клапанам
|
М
|
3
|
48
|
481-731
«Пфафф»
|
|
13.
Выметать петли на клапанах
|
А
|
3
|
22
|
3116
«Пфафф»
|
|
Обработка
полочек
|
|
14.
Обметать правую полочку
|
С
|
2
|
19
|
МО-816
«Джуки»
|
|
15.
Приклеить прокладку на планку
|
У
|
3
|
42
|
Э/п
утюг
|
|
16.
Притачать и настрочить планку на левую полочку
|
М
|
4
|
52
|
830-103
«Некки»
|
|
17.
Приутюжить планку
|
У
|
3
|
54
|
Э/п
утюг
|
|
Продолжение
таблицы 10.
|
|
Наименование
неделимой операции
|
Специаль-ность
|
Разряд
|
Норма
времени, с
|
Оборудование,
приспособления
|
|
18.
Обметать 5 петель на полочке
|
А
|
3
|
31
|
3116
«Пфафф»
|
|
19.
Настрочить карманы на полочку
|
М
|
3
|
94
|
563
«Пфафф»
|
|
20.
Настрочить клапаны
|
М
|
3
|
102
|
481-731
«Пфафф»
|
|
Обработка
спинки
|
|
21.
Притачать кокетку к спинке
|
М
|
3
|
32
|
563
«Пфафф»
|
|
Обработка
воротников
|
|
22.
Приклеить прокладку к воротнику
|
У
|
3
|
15
|
Э/п
утюг
|
|
23.
Обтачать нижний воротник верхним
|
М
|
4
|
56
|
5487
«Пфафф»
|
|
24.
Вывернуть воротник, выправляя углы
|
Р
|
1
|
32
|
Колышек
|
|
25.
Приутюжить воротник
|
У
|
4
|
39
|
Э/п
утюг
|
|
26.
Обтачать нижнюю и верхнюю стойку с воротником
|
М
|
4
|
25
|
830-103
«Некки»
|
|
27.
Вывернуть стойку
|
Р
|
1
|
30
|
Колышек
|
|
28.
Приутюжить стойку
|
У
|
4
|
39
|
Э/п
утюг
|
|
29.
Прострочить отделочную строчку по воротнику и линии перегиба стойки
|
М
|
4
|
62
|
830-103
«Некки»
|
|
30.
Обметать петлю на стойке воротника
|
А
|
3
|
12
|
3116
«Пфафф»
|
|
Обработка
рукавов
|
|
31.
Подогнуть и застрочить шлицу верхней части рукава
|
М
|
3
|
33
|
830-103
«Некки»
|
|
32.
Настрочить планку на шлицу нижней части рукава
|
М
|
3
|
40
|
830-103
«Некки»
|
|
33.
Притачать нижнюю часть рукава к верхней
|
М
|
3
|
42
|
830-103
«Некки»
|
|
Обработка
манжет
|
|
34.
Приклеить прокладку к манжете
|
У
|
3
|
32
|
Э/п
утюг
|
|
35.
Обтачать боковые стороны манжет
|
М
|
3
|
36
|
5487
«Пфафф»
|
|
36.
Вывернуть и выправить манжеты
|
Р
|
3
|
19
|
Колышек
|
|
37.
Проложить отделочную строчку по манжетам
|
М
|
3
|
50
|
830-103
«Некки»
|
|
38.
Обметать петли на манжетах
|
А
|
3
|
19
|
3116
«Пфафф»
|
|
Монтажные
операции
|
|
39.
Скомплектовать детали и запустить в монтаж
|
Р
|
3
|
18
|
|
|
Продолжение
таблицы 10.
|
|
Наименование
неделимой операции
|
Специаль-ность
|
Разряд
|
Норма
времени, с
|
Оборудование,
приспособления
|
|
40.
Стачать плечевые швы
|
С
|
3
|
44
|
29/18
«Римольди»
|
|
41.
Втачать воротник
|
М
|
4
|
49
|
563
«Пфафф»
|
|
42.
Настрочить воротник
|
М
|
4
|
60
|
563
«Пфафф»
|
|
43.
Втачать рукава
|
С
|
3
|
58
|
29/18
«Римольди»
|
|
44.
Стачать боковые швы сорочки и нижние швы рукавов, вставляя фирменную ленту
|
С
|
3
|
58
|
29/18
«Римольди»
|
|
45.
Застрочить низ изделия
|
М
|
3
|
48
|
563
«Пфафф»
|
|
46.
Притачать манжеты
|
М
|
4
|
95
|
830-103
«Некки»
|
|
47.
Наметить место пуговицы на застежке
|
Р
|
2
|
7
|
Мел,
лекало
|
|
48.
Пришить пуговицы
|
А
|
3
|
45
|
3306
«Пфафф»
|
|
Отделка
|
|
49.
Вывернуть рукава
|
Р
|
1
|
8
|
|
|
50.
Вычистить изделие
|
Р
|
2
|
14
|
Щетка
|
|
51.
Окончательное ВТО
|
П
|
4
|
143
|
Паровоздушный
манекен «Макпи»
|
|
52.
Скомплектовать готовое изделие
|
Р
|
3
|
16
|
|
|
Итого:
|
-
|
-
|
2135
|
-
|
|
|
|
|
|
|
5.
Выбор, обоснование типа потока и го предварительный расчет
Типы потоков:
Групповые потоки характеризуются изготовлением
изделия и размещением рабочих мест в специальных группах по параллельной
обработке деталей и узлов. Работают потоки в свободном ритме. Полуфабрикат
перемещают пачками по междустолью или с помощью разнообразных транспортных
средств.
Преимуществами групповых потоков являются:
параллельная обработка деталей и узлов;
широкое применение бесприводных устройств для
передачи полуфабриката;
запуск деталей пачками;
специализация рабочих мест;
наиболее полное использование оборудования;
полное освоение рабочими обработки данного узла на
разных моделях;
взаимопомощь, и в случае невыходов замена
исполнителей;
отсутствие потерь времени при смене моделей.
Недостатками групповых потоков являются:
увеличение незавершенного производства
(обработка деталей по сравнению с поштучным запуском деталей пачками);
требование постоянного соблюдения
своевременности изготовления деталей;
увеличение площади и усложнение планировки
потока;
в потоках большой мощности, характеризуется
размельчением операций и размерами пачек более 15 ед., наблюдается монотонность
в работе.
Агрегатный поток характеризуется свободным
ритмом работы, ручной передачей полуфабриката по междустолью или в сочетании с
напольными транспортными средствами. В потоке допускают возврат изделий на
одно, два рабочих места, для повышения степени специализации рабочих мест.
Выполнение операций на оборудовании разных видов (не более 2-х), обслуживаемых
одним исполнителем.
Применяют в потоках малой и средней мощности по
изготовлению изделий небольшой трудоемкости и в монтажных секциях потоков по изготовлению
верхней одежды. Он может быть составной частью агрегатно-группового потока
(АГП).
В настоящее время при проектировании
технологических потоков предпочтение отдается АГ типу потока.
Для проектируемого потока применяется новая
современная форма организации - однофасонный, секционный АГП.
Такой поток позволяет выпускать до 450 ед./см.
конкурентоспособной продукции.
Этот поток несъемный, имеет пачковый запуск с
централизованным запуском. Запуск по моделям последовательный.
Данная форма потока обеспечивает получение на
потоке высоких технико-экономических показателей: трудоемкость, количество
рабочих, коэффициент механизации, средний разряд рабочих и др.
Предварительный расчет швейного потока.
Для предварительного расчета трудового процесса
применяют трудоемкость (Тизд.пр.) из технологической последовательности,
продолжительность рабочей смены (Тсм.), исходя из пятидневной рабочей недели -
29520 с., санитарную норму площади на одного рабочего (F1раб.),
и мощность потока. Мощность потока может быть задана количеством рабочих (К)
или количеством изделий (М), выпускаемым в смену. Рассчитывается такт потока в
секундах.
Такт потока (τ) - это
время одной организационной операции; или это время, через которое с потока
сходит одно изделие.
τ =  с,
с,
где: Тсм - продолжительность рабочей
смены (при пятидневной рабочей неделе - 29520 с);
М - количество изделий, выпускаемых
в смену (602 изд./см.).
Количество рабочих по формуле:
К =  чел,
чел,
где: Т изд. пр. - трудоемкость
изготовления изделия для проектируемого потока, с
К - количество рабочих.
Площадь потока по формуле:
Fпот = К · F1 раб
Условия согласования определяют по
формуле:
tk =
α ·
k · τ ·
c,
где: α - допустимые
отклонения от такта потока (для АГП: -5% и +10%; α=0,95:1,1);
К - количество рабочих на операции;
с - цикл согласования (с = 1).
Рассчитаем такт потока, количество
рабочих, площадь потока и условия согласования групп рабочих при мощности
потока равной 602 ед./см.
τ =  =49,04 с К
=
=49,04 с К
=  = 47 чел
= 47 чел
Fпот = 47 ·
6,1 = 286,1 м2
Рассчитаем условия согласования для
одного, двух и т.д. рабочих (tк1раб, tк2раб, tк3раб, tк4раб):
tк1раб = (0,95
÷ 1,1) ·
1 · 49,04 ·
1 = 46,59 ÷ 53,94 с.
tк2раб = (0,95 ÷
1,1) ·
2 · 49,04 ·
1 = 93,86 ÷ 108,68 с.
tк3раб = (0,95 ÷
1,1) ·
3 · 49,04 ·
1 = 140,79 ÷ 163,02 с.
tк4раб = (0,95 ÷
1,1) ·
4 · 49,04 ·
1 = 187,72 ÷ 217,36 с.
tк5раб = (0,95 ÷
1,1) ·
5 · 49,04 ·
1 = 232,95 ÷ 269,7 с.
tк6раб = (0,95 ÷
1,1) ·
6 · 49,04 ·
1 = 279,54 ÷ 323,64 с.
tк7раб = (0,95 ÷
1,1) ·
7 · 49,04 · 1 = 326,13 ÷
377,58 с.
tк8раб = (0,95 ÷
1,1) ·
8 · 49,04 ·
1 = 372,24 ÷ 431,52 с.
6. Разработка схемы разделения
труда
Данный документ является одним из самых важных,
т.к. он закрепляет рабочих за определенным видом оборудования, распределяет
операции из технологической последовательности на каждого рабочего в
соответствии с тактом потока. Каждый работник должен выполнять свои операции за
время такта потока (с отклонениями), т.е. все рабочие одновременно их
заканчивают, чтобы передать полуфабрикат на следующее рабочее место.
6.1 Комплектование
технологических операций в организационные
Цель - расчленение технологического процесса на
определенное количество рабочих в соответствии с тактом потока.
Комплектование технологических операций в
организационные выполняется в форме таблицы по технологической
последовательности.
Эта таблица - очень важный технический документ
для ручного расчета технологической схемы разделения труда и для расчета на ЭВМ
Таблица 11 - Комплектование технологических
операций в организационные.
|
Номер
организационной опера-ции
|
Номер
технологичес-кой операции (неделимой)/ норма времени, с
|
Спе-циаль-ность
(вид опера-ции)
|
Разряд
рабоче-го
|
Норма
времени организа-ционной опера- ции, с
|
Кол-во
рабо-чих
|
Обору-дование,
приспо-собление
|
Примечания
|
|
1
|
1/29+2/26 +4/28+8/100
+47/7+50/14
|
РУ УУ УР
|
2,2,
3,3, 2,2
|
29+26
+28+100 +7+14
|
-
|
Стол,
Э/п утюг
|
-
|
|
Итого:
|
-
|
У
|
2
|
204
|
4
|
-
|
-
|
|
2
|
3/32+9/42
+23/56+35/36 +39/18+52/16
|
ММ
ММ РР
|
3,3,
3,4 3,3
|
32+42
+56+36 +18+16
|
-
|
5487
«Пфафф», щетка
|
-
|
|
Итого:
|
-
|
М
|
3
|
200
|
4
|
-
|
-
|
|
3
|
5/16+10/28
+14/19+24/32 +49/8
|
СР
СР Р
|
16+28
+19+32 +8
|
-
|
МО-816
«Джуки», приспособление, колышек
|
-
|
|
Итого:
|
-
|
С
|
2
|
103
|
2
|
-
|
-
|
|
4
|
6/38+11/38
+27/30
|
УУ
Р
|
2,2,
1
|
38+38
+30
|
-
|
Э/п
утюг, колышек
|
-
|
|
Итого:
|
-
|
У
|
2
|
106
|
2
|
-
|
-
|
|
5
|
7/18+13/22
+18/31+30/12 +38/19+48/45
|
АА
АА АА
|
3,3,
3,3, 3,3
|
18+22
+31+12 +19+45
|
-
|
3306
«Пфафф», 3116 «Пфафф»
|
Оборо-тное
место
|
|
Итого:
|
-
|
А
|
3
|
147
|
3
|
-
|
-
|
|
6
|
12/48+24/102
|
ММ
|
3,3
|
48+102
|
-
|
481-731
«Пфафф»
|
-
|
|
Итого:
|
-
|
М
|
3
|
150
|
3
|
-
|
-
|
|
7
|
15/42+17/54
+22/15+25/39 +28/39+34/32 +36/19
|
УУ
УУ УУ Р
|
3,
3, 3,4, 4,3, 3
|
42+54
+15+39 +39+32 +19
|
-
|
Э/п
утюг, стол, колышек
|
-
|
|
Итого:
|
-
|
У
|
3
|
240
|
5
|
-
|
-
|
|
8
|
16/52+26/25
+29/62+31/33 +32/40+33/42 37/50+46/95
|
ММ
ММ ММ ММ
|
4,4,
4,3, 3,3, 3,4
|
52+25
+62+33 +40+42 +50+95
|
-
|
830-103
"Некки"
|
-
|
|
Итого:
|
-
|
М
|
4
|
399
|
8
|
-
|
-
|
|
9
|
19/94+21/32
+41/49+42/60 +45/48
|
ММ
ММ М
|
3,3,
4,4, 3
|
94+32
+49+60 +48
|
-
|
563
«Пфафф»
|
-
|
|
Итого:
|
-
|
М
|
3
|
283
|
6
|
-
|
-
|
|
10
|
40/44+43/58
+44/58
|
СС
С
|
3,3,
3
|
44+58
+58
|
-
|
29/18
«Римольди»
|
-
|
|
Итого:
|
-
|
С
|
3
|
160
|
3
|
-
|
-
|
|
11
|
51/143
|
П
|
4
|
143
|
-
|
Паровоздушный
манекен «Макпи»
|
-
|
|
Итого:
|
-
|
П
|
4
|
143
|
3
|
-
|
-
|
|
ИТОГО:
|
-
|
-
|
2135
|
43
|
-
|
-
|
Чтобы проверить качество комплектовки операций,
необходимо рассчитать коэффициент согласования потока Кс, допустимые пределы
которого 0,98:1,02.
Коэффициент рассчитывается по формуле:
Кс =  ,
,
где Тизд.пр. после
компл.
= τ
· Кпосле компл ,
Кс =  ,
,
Кс =  = 1,01
= 1,01
6.2 Разработка синхронного графика загрузки и
его анализ
График загрузки (согласования) составляется для
наглядного представления об отклонениях каждой операции от такта потока и
показывает графическое изображение таблицы комплектования операций, т.е.
загруженность каждого организационного рабочего места. На оси абсцисс
откладываются графы: номера операций, норма времени организационной операции,
количество рабочих, разряд рабочих и специальность. На оси ординат откладываются
значения такта потока и значения допускаемых отклонений в принятом масштабе. По
этой же оси определяют точки, обозначающие норму времени для каждой операции в
пересчете на одного человека.
На графике параллельно оси абсцисс проводят
линию такта, линии верхнего и нижнего пределов загрузки. Если произведено
уточнение такта потока, то соответствующие изменения (линии такта, верхнего и
нижнего пределов) следует внести в график синхронности.
Необходимо определить коэффициент согласования,
характеризующий загрузку потока в целом и указать его на графике.
На рисунке 2 представлен синхронный график.
.3 Разработка технологической схемы
разделения труда
Схема разделения труда - самый главный
технический документ после технологической последовательности, так как по этой
схеме распределяются рабочие места с определенным оборудованием в соответствии
с нормой выработки кратно такту. Кроме этого, по ней рассчитывается расценка на
каждую организационную операцию и по всему изделию в целом, а по этой расценке начисляется
заработная плата.
По схеме разделения труда рассчитывается норма
выработки на каждом рабочем месте, а также вычерчивается планировка потока на
заданной предварительно рассчитанной площади со всеми нормами строительства,
санитарными нормами, учетом проходов т.д.
Расценку на каждую организационную операцию
определяют по формуле.
= t
· Tст · КТ,
где: P
- расценка организационной операции, к.;
t - норма времени на
организационную операцию, с.;
Tст - тарифная
ставка 1-го разряда (0,684 к. за 1 с);
КТ - тарифный коэффициент.
Расчетное количество рабочих находят для
организационной операции.
Кр =  ,
,
где: Кр - количество рабочих на
одной организационной операции, чел.;
τ - такт потока, с.
Норму выработки на организационную
операцию определяют по формуле
Нв =  ,
,
где: Нв - норма выработки на
организационной операции за смену, шт.;
Тсм - длительность смены, равная
29520 с.
Расчет:
Организационная операция №1 Р =
204 · 0,684 · 1,16 = 161,86 к
Кр = 204/49,04 = 4,16 чел Нв
= 29520/204 = 144,71 шт
Организационная операция №2 Р
= 200 · 0,684 · 1,25 = 171 к
Кр = 200/49,04 = 4,08 чел Нв
= 29520/204 = 147,6 шт
Организационная операция №3 Р
= 103 · 0,684 · 1,16 = 81,72 к
Кр = 103/49,04 = 2,1 чел Нв
= 29520/103 = 286,6 шт
Организационная операция №4 Р
= 106 · 0,684 · 1,25 = 90,63 к
Кр = 106/49,04 = 2,16 чел Нв
= 29520/106 = 278,49 шт
Организационная операция №5 Р =
147 · 0,684 · 1,25 = 125,69 к
Кр = 147/49,04 = 3 чел Нв
= 29520/147 = 200,82 шт
Организационная операция №6 Р =
150 · 0,684 · 1,25 = 161,86 к
Кр = 150/49,04 = 3,06 чел Нв
= 29520/150 = 196,8 шт
Организационная операция №7 Р
= 240 · 0,684 · 1,25 = 205,2 к
Кр = 240/49,04 = 4,89 чел Нв
= 29520/240 = 123 шт
Организационная операция №8 Р =
399 · 0,684 · 1,36 = 371,17 к
Кр = 399/49,04 = 8,1 чел Нв
= 29520/399 = 73,98 шт
Организационная операция №9 Р =
283 · 0,684 · 1,25 = 241,95 к
Кр = 283/49,04 = 5,77 чел Нв
= 29520/283 = 104,31 шт
Организационная операция №10 Р =
160 · 0,684 · 1,25 = 136,8 к
Кр = 160/49,04 = 3,26 чел Нв
= 29520/160 = 184,5 шт
Организационная операция №11 Р =
143 · 0,684 · 1,36 = 133,02 к
Кр = 143/49,04 = 2,91 чел Нв
= 29520/143 = 206,43 шт
Изделие - сорочка мужская, модель В.
Расчетный выпуск - 602 ед./см.
Количество рабочих в потоке - 43
чел. Трудоемкость изделия - 2135 с.
Такт потока - 49,04 с.
Таблица 11. Технологическая схема разделения
труда.
|
Номер
организационной операции
|
Номер
технологической операции
|
Содержание
организационной операции
|
Специальность
|
Разряд
|
Норма
времени, с
|
Расценка,
к
|
Количество
рабочих, чел.
|
Норма
выработки, шт.
|
Оборудование
|
|
|
|
|
|
|
|
расчетное
|
фактическое
|
|
|
|
1
|
1
|
Запуск
кроя
|
Р
|
2
|
29
|
-
|
-
|
-
|
-
|
Стол
|
|
2
|
Заутюжить
встречную складку на карманах
|
У
|
2
|
26
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
4
|
Разутюжить
складку на карманах
|
У
|
3
|
28
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
8
|
Заутюжить
клапаны по сгибу
|
У
|
3
|
100
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
22
|
Приклеить
прокладку к воротнику
|
У
|
2
|
7
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
50
|
Вычистить
изделие
|
Р
|
2
|
14
|
-
|
-
|
-
|
-
|
Щетка
|
|
Итого:
|
-
|
У
|
2
|
204
|
161,86
|
4,16
|
4
|
144,71
|
|
|
2
|
3
|
Застрочить
встречную складку на карманах
|
М
|
3
|
32
|
-
|
-
|
-
|
-
|
5487
«Пфафф»
|
|
9
|
Обтачать
боковые стороны клапанов
|
М
|
3
|
42
|
-
|
-
|
-
|
-
|
5487
«Пфафф»
|
|
23
|
Обтачать
нижний воротник верхним
|
М
|
3
|
56
|
-
|
-
|
-
|
-
|
5487
«Пфафф»
|
|
35
|
Обтачать
боковые стороны манжет
|
М
|
4
|
36
|
-
|
-
|
-
|
-
|
5487
«Пфафф»
|
|
39
|
Скомплектовать
детали и запустить в монтаж
|
Р
|
3
|
18
|
-
|
-
|
-
|
-
|
Стол
|
|
52
|
Скомплектовать
готовое изделие
|
Р
|
3
|
16
|
-
|
-
|
-
|
-
|
Стол
|
|
Итого:
|
-
|
М
|
3
|
200
|
4,08
|
4
|
147,6
|
|
|
3
|
5
|
Обметать
верхние срезы карманов
|
С
|
2
|
16
|
-
|
-
|
-
|
-
|
МО-816
«Джуки»
|
|
10
|
Вывернуть
клапаны
|
Р
|
2
|
28
|
-
|
-
|
-
|
-
|
Приспособл.
|
|
14
|
Обметать
правую полочку
|
С
|
2
|
19
|
-
|
-
|
-
|
-
|
МО-816
«Джуки»
|
|
24
|
Вывернуть
воротник, выправляя углы
|
Р
|
1
|
32
|
-
|
-
|
-
|
-
|
Колышек
|
|
49
|
Вывернуть
рукава
|
Р
|
1
|
8
|
-
|
-
|
-
|
-
|
|
|
Итого:
|
-
|
С
|
2
|
103
|
8,72
|
2,1
|
2
|
286,6
|
|
|
4
|
6
|
Заутюжить
карманы
|
У
|
2
|
38
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
11
|
Приутюжить
клапаны
|
У
|
2
|
38
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
27
|
Вывернуть
стойку
|
Р
|
1
|
30
|
-
|
-
|
-
|
-
|
Колышек
|
|
Итого:
|
-
|
У
|
2
|
106
|
90,63
|
2,16
|
2
|
278,49
|
|
|
5
|
7
|
Пришить
пуговицы на карманы
|
А
|
3
|
18
|
-
|
-
|
-
|
-
|
3306
«Пфафф»
|
|
13
|
Выметать
петли на клапанах
|
А
|
3
|
22
|
-
|
-
|
-
|
-
|
3116
«Пфафф»
|
|
18
|
Обметать
5 петель на полочке
|
А
|
3
|
31
|
-
|
-
|
-
|
-
|
3116
«Пфафф»
|
|
30
|
Обметать
петлю на стойке воротника
|
А
|
3
|
12
|
-
|
-
|
-
|
-
|
3116
«Пфафф»
|
|
38
|
Обметать
петли на манжетах
|
А
|
3
|
19
|
-
|
-
|
-
|
-
|
3116
«Пфафф»
|
|
48
|
Пришить
пуговицы
|
А
|
3
|
45
|
-
|
-
|
-
|
-
|
3306
«Пфафф»
|
|
Итого:
|
-
|
А
|
3
|
147
|
125,69
|
3
|
3
|
200,82
|
|
|
6
|
12
|
Проложить
отде-лочную строчку по клапанам
|
М
|
3
|
48
|
-
|
-
|
-
|
-
|
481-731
«Пфафф»
|
|
20
|
Настрочить
клапаны
|
М
|
3
|
102
|
-
|
-
|
-
|
-
|
481-731
«Пфафф»
|
|
Итого:
|
-
|
М
|
3
|
150
|
161,86
|
3,06
|
3
|
196,8
|
|
|
7
|
15
|
Приклеить
проклад-ку на планку
|
У
|
3
|
42
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
17
|
Приутюжить
планку
|
У
|
3
|
54
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
22
|
Приклеить
прокладку к воротнику
|
У
|
3
|
15
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
25
|
Приутюжить
воротник
|
У
|
4
|
39
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
28
|
Приутюжить
стойку
|
У
|
4
|
39
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
34
|
Приклеить
прокладку к манжете
|
У
|
3
|
32
|
-
|
-
|
-
|
-
|
Э/п
утюг
|
|
36
|
Вывернуть
и выправить манжеты
|
Р
|
3
|
19
|
-
|
-
|
-
|
-
|
Колышек
|
|
Итого:
|
-
|
У
|
3
|
240
|
205,2
|
4,89
|
5
|
123
|
|
|
8
|
16
|
Притачать
и настрочить планку на левую полочку
|
М
|
4
|
52
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
26
|
Обтачать
нижнюю и верхнюю стойку с воротником
|
М
|
4
|
25
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
29
|
Прострочить
отделочную строчку по воротнику и линии перегиба стойки
|
М
|
4
|
62
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
31
|
Подогнуть
и застрочить шлицу верхней части рукава
|
М
|
3
|
33
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
32
|
Настрочить
планку на шлицу нижней части рукава
|
М
|
3
|
40
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
33
|
Притачать
нижнюю часть рукава к верхней
|
М
|
3
|
42
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
37
|
Проложить
отделочную строчку по манжетам
|
М
|
3
|
50
|
-
|
-
|
-
|
830-103
«Некки»
|
|
46
|
Притачать
манжеты
|
М
|
4
|
95
|
-
|
-
|
-
|
-
|
830-103
«Некки»
|
|
Итого:
|
-
|
М
|
4
|
399
|
371,17
|
8,1
|
8
|
73,98
|
|
|
9
|
19
|
Настрочить
карманы на полочку
|
М
|
3
|
94
|
-
|
-
|
-
|
-
|
563
«Некки»
|
|
21
|
Притачать
ко-кетку к спинке
|
М
|
3
|
32
|
-
|
-
|
-
|
-
|
563
«Некки»
|
|
41
|
Втачать
воротник
|
М
|
4
|
49
|
-
|
-
|
-
|
-
|
563
«Некки»
|
|
42
|
Настрочить
воротник
|
М
|
4
|
60
|
-
|
-
|
-
|
-
|
563
«Некки»
|
|
45
|
Застрочить
низ изделия
|
М
|
3
|
48
|
-
|
-
|
-
|
-
|
563
«Некки»
|
|
Итого:
|
-
|
М
|
3
|
283
|
241,95
|
5,77
|
6
|
104,31
|
|
|
10
|
40
|
Стачать
пле-чевые швы
|
С
|
3
|
44
|
-
|
-
|
-
|
-
|
29/18
«Римольди»
|
|
43
|
Втачатьрукава
|
С
|
3
|
58
|
-
|
-
|
-
|
-
|
29/18
«Римольди»
|
|
44
|
Стачать
боко-вые швы соро-чки и нижние швы рукавов, вставляя фир-менную ленту
|
С
|
3
|
58
|
-
|
-
|
-
|
-
|
29/18
«Римольди»
|
|
Итого:
|
-
|
С
|
3
|
160
|
136,8
|
3,26
|
3
|
184,5
|
|
|
11
|
52
|
Скомплектовать
готовое изд.
|
П
|
4
|
143
|
-
|
-
|
-
|
-
|
Паровоздушный
манекен «Макпи»
|
|
Итого:
|
-
|
П
|
4
|
143
|
133,02
|
2,91
|
3
|
206,43
|
|
|
Всего:
|
-
|
-
|
-
|
2135
|
1807,9
|
43,5
|
43
|
-
|
-
|
Таблица 12. Сводка рабочей силы.
|
Разряд
|
Количество
рабочих по специальностям
|
Всего
рабочих по разрядам
|
Резервные
рабочие места
|
Общее
количество по разрядам
|
|
Автоматические
А
|
Машинные
М
|
Специальные
С
|
Прессовые
П
|
Утюжильные
У
|
Ручные
Р
|
|
|
|
|
1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
-
|
-
|
2
|
-
|
6
|
-
|
8
|
1
|
9
|
|
3
|
3
|
13
|
3
|
-
|
5
|
-
|
24
|
2
|
26
|
|
4
|
-
|
8
|
-
|
3
|
-
|
-
|
11
|
1
|
12
|
|
Итого:
|
3
|
21
|
5
|
3
|
11
|
-
|
43
|
4
|
47
|
Таблица 13. Потребное количество оборудования.
|
Количество
технологического оборудования
|
Рабочие
места
|
|
Тип
и класс машины
|
Основного
|
Резервного
|
Всего
|
Наименование
|
Количество
|
|
5487
"Пфафф"
|
4
|
|
4
|
Стол
для ручных работ
|
9
|
|
481-731
"Пфафф"
|
3
|
|
3
|
Столь
для утюжильных работ
|
11
|
|
563
"Пфафф"
|
6
|
|
6
|
Итого:
|
20
|
|
3116
"Пфафф"
|
3
|
1
|
4
|
|
|
|
3306
"Пфафф"
|
3
|
1
|
4
|
|
|
|
830-103
"Некки"
|
8
|
|
|
|
|
|
29/18
"Римольди"
|
3
|
|
3
|
|
|
|
МО-816
"Джукки"
|
2
|
1
|
3
|
|
|
|
Паровоздушный
манекен "Макпи"
|
3
|
|
3
|
|
|
|
Итого:
|
35
|
3
|
38
|
|
|
6. 7. Расчет
технико-экономических показателей потока
Рассчитывают следующие технико-экономические
показатели потока:
1) Производительность труда на одного
рабочего, ед./см.
Пт = М / К,
где: М - выпуск за смену (или уточненный
выпуск);
К - фактическое количество рабочих.
Пт = 602 / 43 = 14 (ед./см.)
2) Средний тарифный коэффициент,
характеризующий квалификацию работы по формуле:
Кт.ср. = ΣКт
/ Тизд.пр.,
где: ΣКт
- сумма тарифных коэффициентов (таблица 15);
Тизд.пр. - затраты времени на изготовление
изделия, с. (таблица 12).
Сумма тарифных коэффициентов находится
перемножением времени «итого» на соответствующий тарифный коэффициент.
Таблица 15 - Определение среднего тарифного
коэффициента.
|
Разряд
|
Затраты
времени по видам работ, с
|
Кт
|
ΣКт
|
|
А
|
М
|
С
|
П
|
У
|
Р
|
Итого
(Тизд.пр.)
|
|
|
|
1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
1,0
|
-
|
|
2
|
-
|
-
|
103
|
-
|
310
|
-
|
413
|
1,16
|
479
|
|
3
|
147
|
633
|
160
|
-
|
240
|
-
|
1180
|
1,25
|
1475
|
|
4
|
-
|
399
|
-
|
143
|
-
|
-
|
542
|
1,36
|
737
|
|
Итого:
|
147
|
1032
|
263
|
143
|
550
|
-
|
2135
|
-
|
2691
|
Кт.ср. =2691/2135= 1,26
3) Средний разряд работы определяется по
формуле:
Рср = [(Кт.ср - Кт.м) / (Кт.б - Кт.ср)] + Рм,
где: Кт.ср - среднеразрядный тарифный
коэффициент;
Кт.м - коэффициент разрядный, меньший
относительно среднетарифного коэффициента;
Кт.б - коэффициент разрядный, больший
относительно среднетарифного коэффициента;
Рм - разряд, меньший среднеразрядного
коэффициента.
Рср = [(1,26-1,25)/(1,36-1,26)] + 3=3,1
4) Средний разряд рабочих определяется по
формуле:
Рср.раб = (ΣРi
*Кi) / К,
где: Рi - номер разряда;
Кi - количество рабочих i-го разряда и определенной
специальности;
К - фактическое количество рабочих.
Для определения среднего разряда рабочих
используется вспомогательная таблица 13.
Рср.раб = (2 · 8)+(3 · 24)+(4 · 11)/43=3,07
Кмех = (Тм + Та + Тс + Тп) / Тизд.пр,
где: Тм, Та, Тс, Тп - затраты времени,
соответственно, на машинные, автоматические, специальные и прессовые операции
(таблица 15);
Тизд.пр - общее время на изготовление изделия,
с.
Кмех = (1032 + 147 + 263 + 143) /2135=0,74
6) Расчет незавершенного производства.
Одним из главных технико-экономических
показателей на потоке является незавершенное производство (НП), т.е. тот крой,
полуфабрикат, готовое изделие, которые находятся непосредственно на рабочих
местах в цехе.
НП определяется, как сумма всех полуфабрикатов,
находящихся на потоке:
1) запас кроя - одна треть сменного выпуска,
1/3 М;
2) заготовительная секция - по одной пачке
на каждого рабочего в наибольшей группе;
) межсекционный запас - на два часа
работы, ¼
М;
) монтажная секция - по одной пачке на
каждого рабочего;
) отделка, контроль качества - по 5
единиц на каждого рабочего;
) комплектовка - по две пачки каждой
модели.
Рекомендуемые величины транспортных партий
(единиц в пачке) указаны в приложении.
При расчете незавершенного производства
необходимо учитывать структуру потока и наличие в нем выделенных секций
(заготовительной, монтажной и отделочной) или наличие отдельных рабочих мест на
операции комплектовки.
НПпотока = 1/3М + Пз * Кз + 1/4М + Пм * Км +
1/4М + По * Ко + Пк,
где: М - мощность потока, ед./см.;
Пз, Пм, По - величины пачек в заготовительной,
монтажной и отделочной секциях, соответственно;
Кз, Км, Ко - количество рабочих, занятых в
заготовительной, монтажной и отделочной секциях, соответственно. Количество
рабочих, занятых в заготовительной секции условно принимается 60% от общего
числа рабочих, в монтажной секции - 30% и в отделочной секции - 10%;
Пк - величина пачки в комплектовке, в нашем
случае берутся 2 пачки по 5 единиц.
Для фабрики лучше иметь, как можно меньший
показатель незавершенного производства, т.к. он влияет на производственный цикл
- время нахождения изделия в цехе.
НП потока =1/3 · 602+30 · 26+1/4 · 602+20 ·
13+1/4 · 602+20 · 4+10=1632 шт.
7) Производственный цикл.
Производственный цикл (ПЦ) - это время, в
течении которого изделие находится в производстве от момента запуска кроя до
комплектования, измеряется в часах.
ПЦ = τ*НП
/ 3600
Обычно ПЦ находится в пределах 16-24 ч. Чем
быстрее изделие уйдет из цеха, тем лучше будет оборачиваемость средств производства.
ПЦ = 49,04 · 1632/3600 = 22,2 ч.
8) Сводная таблица технико-экономических
показателей.
Все рассчитанные показатели заносятся в таблицу
16.
|
Наименование
показателей
|
Действующий
поток
|
Проектируемый
поток
|
|
Выпуск,
ед./см.
|
602
|
602
|
|
Затраты
времени на изделие, с
|
2296
|
2135
|
|
Такт
потока, с
|
49,04
|
49,04
|
|
Количество
рабочих, чел.
|
47
|
43
|
|
Производительность
труда на одного рабочего, ед./см.
|
14
|
14
|
|
Средний
разряд работы
|
-
|
3,1
|
|
Коэффициент
механизации
|
-
|
0,74
|
|
Средний
разряд рабочих
|
-
|
3,07
|
|
Незавершенное
производство, шт.
|
-
|
1632
|
|
Производственный
цикл, ч
|
-
|
22,2
|
Заключение.
В результате комплектования сократилось
количество рабочих с 47 до 43 человек, сократилась трудоемкость с 2296 до 2135
сек. При этом производительность труда на одного рабочего составляет 14 ед./см,
производственный цикл составляет 22,2 часа.
Список используемой литературы
1. Горева
Е.П., Штурцева Е.В. Подбор рациональных пакетов материалов и выбор параметров
дублирования: Учеб. Пособие. - СПб.: СПБГУТД, 1998.
2. Изместьева
А.Я. и др. Проектирование предприятий швейной промышленности: Учеб. Пособие. -
М.: Легкая индустия, 1983.
. Кокеткин
П.П. Основы промышленной технологии одежды. - М.: Легпромыздат, 1988.
. Зак
И.С., Горохов И.К., Воронин Е.И. и др. Справочник по швейному оборудованию -
М.: Легкая индустрия, 1981.