Технологический процесс изготовления втулки
Содержание
Введение
.
Выбор методов обработки элементарных поверхностей детали
.
Определение типа производства
.
Выбор заготовки
.
Разработка размерной схемы ТП. Размерный анализ ТП
.
Расчет диаметральных размеров для двух наиболее точных поверхностей (внутренняя
и наружная)
.
Расчет суммарной погрешности обработки
.
Схемы базирования
Список
литературы
Введение
Основными задачами, решаемыми в курсовом проекте
разработки ЕТП изготовления втулки являются: разработка наиболее рационального
с точки зрения технологичности технологического процесса, обеспечивающего
получение годной детали при минимальных затратах времени и минимальной
стоимости получения детали. Главной задачей изготовления детали является
правильно составленная технология изготовления. От технологии зависит
производительность и экономичность процесса.
1. Выбор методов
обработки элементарных поверхностей детали
На все поверхности детали в соответствии с
требованиями чертежа назначим этапы их обработки по таблицам экономической
точности обработки. Все результаты сведем в таблицу 1.
Таблица 1.1
|
№
пов-ти
|
IT
|
Шероховатость
|
Методы
обработки
|
|
1
|
14
|
Rz40
|
1.
Черновая токарная обработка(IT14)
|
|
2
|
9
|
Ra0,8
|
1.
Сверление (IT12) 2.
Черновое растачивание (IT12) 3. Получистовое
растачивание(IT12) 4. Предварительное шлифование(IT10) 5.
Чистовое шлифование(IT8)
|
|
3
|
9
|
Ra3,3
|
1.
Черновая токарная обработка(IT14) 2. Получистовая
токарная (IT12) 4.
Предварительное шлифование(IT10) 5. Чистовое шлифование(IT8)
|
|
4
|
12
|
Rz20
|
1.
Черновая токарная обработка(IT14) 2. Получистовая
токарная обраб.(IT11)
|
|
5
|
11
|
Rz20
|
1.
Черновая подрезка торца(IT14) 2. Получистовая
подрезка торца(IT11)
|
|
6
|
12
|
Rz20
|
1.
Черновая токарная обработка(IT14) 2. Получистовая
токарная обраб.(IT12)
|
|
7
|
11
|
Rz20
|
1.
Черновая подрезка торца(IT14) 2. Получистовая подрезка
торца(IT11)
|
|
8
|
12
|
Rz20
|
1.
Черновая токарная обработка(IT14) 2. Получистовая
токарная обраб.(IT12)
|
|
9
|
14
|
Rz20
|
Фрезерование
|
|
10
|
14
|
Rz20
|
1.
Сверление 2. Зенкерование
|
. Определение типа производства
Исходные данные:
Годовая программа изделий  шт.
шт.
Количество деталей на изделие  шт.
шт.
Определяем основное технологическое
время[1, c.145-146]:
Токарная обработка:
То = (0.17dl + 0.52dl + 0.18dl + 0.18dl + 0.17dl + 0.1dl + 0.17dl + 0.1dl +
.037d + 0.052d + 0.17dl + 0.1dl + 0.037d + 0.052d + 0.037d + 0.052d))10-3
= (0.17*55*32 + 0.52*20*32 +
0.18*30*32 + 0.18*30*32 + 0.17*46*22 +
.1*46*22 + 0.17*40*5 + 0.1*40*5 +
0.037*55 + 0.052*55 + 0.17*42*4 +
.1*42*4 + 0.037(552 - 302)
+ 0.052(552-302) + 0.037*(552 - 452)
+
+ 0.052(552 -452))10-3
= 1448.99*10-3 = 1.449 мин.
Шлифование:
То = (0,07dl + 0.1dl + 0.07dl + 1.5dl)10-3 =
(0.07*46*22 +0.1*46*22+
+ 0.07*30*32 + 1.5 * 30*32)10-3
= 1.68 мин.
Фрезерование:
То = 7l10-3 =
7*20*10-3 = 0.14мин.
Сверление:
То = (0,052dl+0.21dl)10-3 =
(0.052*4*3 + 0.21*4*3)10-3 = 0.003 мин.
Определяем штучно-калькуляционное
время:
Токарная обработка: То=1.449
мин.,
Тш-к=Тоφк=1.449*2,14=3.1
мин.;
Шлифование: То=1.68 мин.,
Тш-к=Тоφк=1.68*2.1=3.528
мин.;
Фрезерование: То=0.14
мин.,
Тш-к=Тоφк=0.14*1.84=0.2576
мин.,
Сверление: То=0.003 мин.,
Тш-к=Тоφк=0.003*1.72=0.00516
мин.;
Штучно-калькуляционное время, а
также все последующие результаты заносим в таблицу 2.1:
Таблица 2.1
|
Операции
|
Тш-к,
мин.
|
mP, шт.
|
P, шт.
|
ηЗ.Ф.
|
О,
шт.
|
|
1.
Токарная
|
3.1
|
0.0356
|
1
|
0.0356
|
25.28
|
|
2.
Шлифовальная
|
3.528
|
0.041
|
1
|
0.041
|
21.95
|
|
2.
Фрезерная
|
0.2576
|
0.00296
|
1
|
0.00296
|
304.05
|
|
3.
Сверлильная
|
0.00516
|
0.000059
|
1
|
0.000059
|
15254
|
Располагая штучно-калькуляционным временем,
затраченным на каждую операцию, определяем количество станков:
 [1, c.20]
[1, c.20]
где N-годовая
программа, шт.;
Тш-к -
штучно-калькуляционное время, мин.;
FД-
действительный годовой фонд времени, ч;
ηЗ.Н.-нормативный
коэффициент загрузки оборудования. (FД=4029ч, ηЗ.Н.=0.90.)
После расчёта mP,
устанавливают принятое число рабочих мест Р, округляя до ближайшего целого
числа полученное значение mP.
Вычисляем значение фактического
коэффициента загрузки рабочего места:
 [1, с.20]
[1, с.20]
Количество операций, выполняемых на
рабочем месте:
 [1, с.21]
[1, с.21]
Подсчитываем КЗ.О. и
определяем тип производства:
 единичное производство.
единичное производство.
Кол-во деталей в партии при
групповой форме организации производства с периодичностью запуска производства
24 дня:
 шт..
шт..
Расчетное число смен на обработку
всей партии на основных рабочих местах:

СПР=1-принятое число
смен.
Число деталей в партии, необходимых
для загрузки оборудования на основных операциях в течение целого числа смен:
 шт.,
шт.,
принимаем 250 деталей в партии.
3. Выбор заготовки
Штучный прокат (Рисунок 3.1):
С учётом припусков на диаметральную
обработку и обработку торцов выберем круглый прокат №60 по сортаменту ГОСТ
2590-71:
диаметр проката d=58мм
масса одного погонного метра m=22.19кг
Себестоимость заготовки из проката[1,
с 30]:

где СО.З.- приведенные
затраты на рабочем месте(в данном случаи это отрезка заготовки),
 руб, где
руб, где
Сп.з=121 - приведенные
затраты на рабочем месте коп/ч;
ТШ-К=То·φк=7*55*10-3*1,84=0.708
мин;
М-затраты на материал определяются
по фор-ле
М = Q·S
-·(Q-q)·Sотх /
1000 = (0.88876*1700) / 1000 - (0.594*270) / 1000 =
1.35 руб.,
где Q=0.88876
кг-масса заготовки, q=0.29518 кг-масса детали, S=1700-цена
1т материала заготовки, Sотх=270-цена 1т
отходов.
 руб.
руб.
Расчет стоимости довода проката до
штамповки[1, с 39-43]
Часовые приведенные затраты:
 коп/ч, где
коп/ч, где
Сз - основная и дополнительная
зарплата с начислениями, коп/ч;
Сч.з часовые затраты по эксплуатации
рабочего места, коп/ч;
Ен - нормативный коэффициент
экономической эффективности капитальных вложений (в машиностроении Ен=0.15);
Кс, Кз - удельные часовые
капитальные вложения соответственно в станок и здание, коп/ч
Основная и дополнительная зарплата с
начислениями и учетом многостаночного обслуживания:
 коп/ч, где
коп/ч, где
ε=1.53- коэффициент,
учитывающий дополнительную зарплату;
СТФ=54.8 -часовая
тарифная ставка станочника-сдельщика;
k=1, в
единичном производстве;
y=1, при
одностаночном производстве.
Часовые затраты по эксплуатации
рабочего места:
 коп/ч, где
коп/ч, где
 коп/ч, - практические часовые
затраты на базовом рабочее месте kм=1.3-
коэффициент показывающий во сколько раз затраты, связанные с работой данного станка,
больше, чем аналогичные расходы у базового станка; φ - поправочный
коэффициент: φ=1+α(1-ηз)/ ηз
коп/ч, - практические часовые
затраты на базовом рабочее месте kм=1.3-
коэффициент показывающий во сколько раз затраты, связанные с работой данного станка,
больше, чем аналогичные расходы у базового станка; φ - поправочный
коэффициент: φ=1+α(1-ηз)/ ηз
Капитальные вложения в станок:
 коп/ч;
коп/ч;
Капитальные вложения в здание:
 коп/ч,
коп/ч,
Где Ц=1750 руб. - балансовая
стоимость станка; производственная площадь, занимаемая станком с учетом
проходов, м2,
F=fkf:f=1.99 м2
- площадь станка в плане;
kf=4 -
коэффициент учитывающий дополнительную производственную площадь проходов,
проездов и др.
Технологическая себестоимость
операции механической обработки
 руб, где
руб, где
ТШ-К=То·φк=0.17*55*22*10-3*2.14=0.44
мин;
kВ -
коэффициент выполнения норм, обычно принимаемый равным 1.3.
Себестоимость заготовки из проката с
учетом стоимости довода проката до штамповки
 руб.
руб.
Штамповка (Рисунок 3.2):
Себестоимость заготовки из штамповки
[1, с 31]:
 где
где
С - базовая стоимость 1 т заготовок,
руб.;
 коэффициенты, зависящие от класса
точности, группы сложности, массы, марки материала и объёма производства
заготовок.
коэффициенты, зависящие от класса
точности, группы сложности, массы, марки материала и объёма производства
заготовок.
 руб.
руб.
Исходя из экономических соображений
(Sзаг1<Sзаг2) в качестве
заготовки принимаем штучный прокат.
. Разработка размерной схемы ТП.
Размерный анализ ТП
Выявление технологических цепей:
Первый вариант в соответствии
рисунками 4.1-4.4:
1. Sсер2-А5=0→
Sсер2=А5(Sсер2)
2. -d/2+А5-S13=0→
S13
=А5-d/2(S13)
. -d/2+S14-А5=0→S14=d/2+А5(S14)
4. -A4+S11=0→S11=A4(S11)
. -c+
S12-
А4=0→ S12=c+А4(S12)
6. -A3+S7=0→S7=A3(S7)
7. -A2+S4+А3=0→S4=A2-А3(S4)
. -z14-S3+S4=0→S3=S4-z14(S3)
. -z5-S5+S7=0→S5=S7-z5(S5)
10. -b-S6+S7=0→S6=S7-b(S6)
. -b/2+Sсер1-S6=0→Sсер1=b/2+S6(Sсер1)
12. -A1+S9-S7=0→S9=S7-А1(S9)
13. -A6-S10+S9=0→S10=S9-A1(S10)
. -z3+S8-S9=0→S8=S9+z3(S8)
. -z16+S2=0→S2=z16(S2)
. -z2+S1-S2-S8=0→S1=S2+S8+z2(S1)
. -z17+З-S1=0→З=S1+z17(З)
Второй вариант в соответствии рисунками 4.5-4.6:
1. -A6+S3=0→S3=A6(S3)
2. -z3+S2=0→S2=z3(S2)
. -A1+S9=0→S9=А1(S9)
. -z5+S8-S9=0→S8=S9+z5(S8)
. -A2+S7+S9=0→S7=S9+A2(S7)
. -A6+S6-S7=0→S6=S7+A6(S6)
7. -A3+S5-S9=0→S5=A3+S9(S5)
8. -z16+S4-S5=0→S4=z16+S5(S4)
. -z17+S1-S2-S4=0→S1=S2+S4+z17(S1)
. -z2-S1+З
=0→З=S1+z2(З)
11. - b+S10-S9=0→S10=A11+b(S10)
12. -b/2-Sсер1-S10=0→Sсер1=S6-
b/2(Sсер1)
13. -A4+S11-S9=0→S11=A4+S9(S9)
14. -c+S12-S11=0→
S12=c+S11(S12)
. -A5+Sсер2-S9=0→
Sсер2=А5+
S9(Sсер2)
. -d/2+Sсер2-S13=0→
S13 =Sсер2-d/2(S13)
. -d/2+S14-Sсер2=0→
S14 =Sсер2+d/2(S14)
Расчет операционных размеров производим по
первому варианту маршрута обработки т.к. он является лучшим:
. Sсер2=20±0,005ммb/2=2-0.250мм
b/2=Sсер1-S6→S6=Sсер1-b/2=20-2=18мм
Tb/2=Ts6+TSсер1→TS6=Tb/2-TSсер1=0.25-0.01=0,24мм
EcS6=0-(-0.125)=0.125мм
ESS6=0.125+0.12=0.245мм
EIS6=0.125-0.12=0.005мм
 Tэ=0.11
принимаем
Tэ=0.11
принимаем 
. Sсер2=20±0,005ммb/2=2-0.250мм
b/2=S7- Sсер1→S7=Sсер1+b/2=20+2=22мм
Tb/2=Ts7+TSсер1→TS7=Tb/2-TSсер1=0,25-0,01=0,24мм
EcS7=0+(-0.125)=-0.125мм
ESS7=-0.125+0.12=-0.005мм
EIS7=-0.125-0.12=-0.245мм
 Tэ=0.11мм для IT11 принимаем
Tэ=0.11мм для IT11 принимаем

3. A3= ; A2=17+0.272=
A3-S4→S4= A2-A3=22-17=5ммS4=TА2+TА3=0.11-0.270=0,380мм4=0.055-0.135=-0.190мм4=-0.190+0.190=04=-0.190-0.190=0.380мм
; A2=17+0.272=
A3-S4→S4= A2-A3=22-17=5ммS4=TА2+TА3=0.11-0.270=0,380мм4=0.055-0.135=-0.190мм4=-0.190+0.190=04=-0.190-0.190=0.380мм
 Tэ=0.18мм для
IT12, принимаем
Tэ=0.18мм для
IT12, принимаем 
. z14=0.7-0.28мм→
z14min=0.42мм14min=S4min-S3max3max=
S4min-z14min=4.82-0.42=4.4ммS3=0.180ммIT143min=
S3max-TS3=4.4-0.180=4.22мм

z14max=
S4max -S3min=5-4.22=0.78мм14=
S4- S3 =5-4.4=0,6мм
z14min=S4min-S3max=4.82-4.4=0.42мм
. z5=0.8-0.28мм→
z5min=0.52мм 5min=S7min-S5max5max=
S7min-z5min=21.89-0.52=21.37ммS5=0.330ммIT145min=
S5max-TS5=21.37-0.330=21.04мм
5min=S7min-S5max5max=
S7min-z5min=21.89-0.52=21.37ммS5=0.330ммIT145min=
S5max-TS5=21.37-0.330=21.04мм
 5max=
S7max -S5min=22-21.04=0.96мм5=
S7- S5 =22-21.37=0,63мм
5max=
S7max -S5min=22-21.04=0.96мм5=
S7- S5 =22-21.37=0,63мм
 5min=S7min-S5max=21.89-21.37=0.52мм
5min=S7min-S5max=21.89-21.37=0.52мм
6. A1=10+0.110A3=22-0.110мм1=S9-A3→S9=
A1+ A3=22+10=32ммS9=TA1+TA3=0.11+0.11=0.220мм9=-0.055-(-0.055)=09=0+0.110=0.110мм
EIS9=0-0.110=-0.110мм
 Tэ=0.16мм для
IT11, принимаем
Tэ=0.16мм для
IT11, принимаем 
. A6=3-0.300мм6=S9-S10→S10=
S9- A6=32-3=29ммA6=Ts9+TS10→TS10=TA6-TS9=0.300-0.160=0,140мм10=0-(-0.150)=0.15010=0.150+0.070=0.220мм10=0.150-0.070=0.08мм
 Tэ=0.21мм для IT12,т
принимаем
Tэ=0.21мм для IT12,т
принимаем 
8. z3=0.8-0.28мм→
z3min=0.52мм 3min=S8min-S9max8min=
S9max-z3min=32.08+0.52=32.6ммS8=0.620ммIT148max=
S8min+TS8=32.6+0.620=33.22мм
3min=S8min-S9max8min=
S9max-z3min=32.08+0.52=32.6ммS8=0.620ммIT148max=
S8min+TS8=32.6+0.620=33.22мм
 3max=
S8max -S9min=33.22-31.92=1.3мм3=
S8- S9 =32.6-32=0,6мм
3max=
S8max -S9min=33.22-31.92=1.3мм3=
S8- S9 =32.6-32=0,6мм
 3min=S8min-S9max=32.6-32.08=0.52мм
3min=S8min-S9max=32.6-32.08=0.52мм
. S2=z16=0.80.28мм
. z2=1.5±0,250мм→
z2min=1.25мм ;
; 2min=S1min-S2max
-S8max1min= S2max+ S8max +z2min=0.8+33.22+1.25=35.27ммS1=0.620ммIT141max=
S1min+TS1=35.27+0.620=35.89мм
2min=S1min-S2max
-S8max1min= S2max+ S8max +z2min=0.8+33.22+1.25=35.27ммS1=0.620ммIT141max=
S1min+TS1=35.27+0.620=35.89мм
 2max=
S1max -S2min-S8min=35.89-0.52-32.6=2.77мм2=
S1- S2 -S8=35.27-0.8-32.6=1.87мм
2max=
S1max -S2min-S8min=35.89-0.52-32.6=2.77мм2=
S1- S2 -S8=35.27-0.8-32.6=1.87мм
z2min=S1min-S2max
-S8max=35.27-0.8-33.22=1.25мм
. z17=1.3±0.25мм→
z17min=1.05мм 17min=Зmin-S1max
17min=Зmin-S1max
Зmin=
S1max+z17min=35.89+1.05=36.94ммЗ=1.6ммIT6
Зmax=
Зmin+TЗ=36.94+1.6=38.54мм

 17max=
Зmax
-S1min=38.54-35.27=3.27мм17=З-
S1=37.74-35.27=2.47мм
17max=
Зmax
-S1min=38.54-35.27=3.27мм17=З-
S1=37.74-35.27=2.47мм
 17min=Зmin-S1max=36,94-35.89=1,05мм
17min=Зmin-S1max=36,94-35.89=1,05мм
12. Sсер2=10±0,005ммd/2=2-0.180мм/2=Sсер2-S13→S13=Sсер2-d/2=10-2=8ммd/2=Ts13+TSсер2→TS13=Td/2-TSсер2=0.180-0.010=0,17мм13=0-(-0.090)=0.090мм13=0.090+0.085=0.175мм13=0.090-0.085=0.005мм
 Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем 
. Sсер2=10±0,005ммd/2=2-0.180мм
d/2=S14- Sсер2→S14=Sсер2+d/2=10+2=12мм
Td/2=Ts14+TSсер2→TS14=Td/2-TSсер2=0,18-0,01=0,17мм
EcS14=0+(-0.090)=-0.090мм
ESS14=-0.090+0.085=-0.005мм
EIS14=-0.090-0.085=-0.175мм
 Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем 
. Sсер2=10±0,005ммс/2=3-0.180мм
с/2=Sсер2-S11→S11=Sсер2-с/2=10-3=7мм
Tс/2=Ts11+TSсер2→TS11=Tс/2-TSсер2=0.180-0.010=0,17мм
EcS11=0-(-0.090)=0.090мм
ESS11=0.090+0.085=0.175мм
EIS11=0.090-0.085=0.005мм
 Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем 
. Sсер2=10±0,005ммс/2=3-0.180мм
с/2=S12- Sсер2→S12=Sсер2+с/2=10+3=13мм
Tс/2=Ts12+TSсер2→TS12=Tс/2-TSсер2=0,18-0,01=0,17мм
EcS12=0+(-0.090)=-0.090мм
ESS12=-0.090+0.085=-0.005мм
EIS12=-0.090-0.085=-0.175мм
 Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем 
5. Расчет диаметральных размеров для
двух наиболее точных поверхностей (внутренняя и
наружная)
технологический заготовка
поверхность втулка
Расчёт припусков на диаметральную обработку
отверстия Ø30H9+0.06.
Таблица
5.1
Расчет припусков и предельных размеров по
технологическим переходам на обработку поверхности Ø30H9+0.06
втулки
|
Технологические
переходы Обработки поверхности Ø30H90.06мм.
|
Элементы
припуска, мкм.
|
Расчетный
припуск 2zmin, мкм.
|
Расчетный
размер dP, мм.
|
Допуск
δ, мкм.
|
Предельный
размер, мм.
|
Предельное
значение припусков, мкм.
|
|
Rz
|
T
|
ρ
|
ε
|
|
|
|
dmin
|
dmax
|
2zminпр
|
2zmaxпр
|
|
Заготовка
|
40
|
60
|
30,7
|
0
|
-
|
29.419
|
520
|
28.9
|
29.42
|
-
|
-
|
|
Черновое
растачивание
|
50
|
50
|
6.36
|
0
|
281.4
|
29.637
|
210
|
29.427
|
29.637
|
217
|
527
|
|
Получистовое
растачивание
|
20
|
25
|
0
|
0
|
212.7
|
29.85
|
84
|
29.766
|
213
|
339
|
|
Предварительное
шлифование
|
10
|
20
|
0
|
30
|
150
|
30
|
52
|
29.948
|
30
|
150
|
182
|
|
Чистовое
шлифование
|
5
|
15
|
0
|
0
|
60
|
|
21
|
30.039
|
30.06
|
60
|
91
|
Технологический маршрут обработки отверстия Ø30H9
происходит в трехкулачковом самоцентрирующемся патроне.
Пространственная погрешность:
 где, [1, с.67]
где, [1, с.67]
рсм смещение отверстия
(после сверления отверстия глубиной 32мм равно нулю)

Пространственное отклонение:
После сверления: ρ= =30.7мкм;
=30.7мкм;
После чернового растачивания: ρ= =6,36мкм;
=6,36мкм;
После получистового растачивания: ρ=0;
После предварительного шлифования: ρ=0
После чистового шлифования: ρ=0
Погрешность установки для операций
растачивания равна нулю т.к. обработка поверхности производится после сверления
без смены позиции. Погрешность установки для первой операции шлифования равна:
 [2, с.41]
[2, с.41]
Погрешность установки для второй операции
шлифования равна нулю т.к. обработка поверхности производится без смены
позиции.
Определение межоперационных припусков:

Минимальный припуск под
растачивание:
черновое
 мкм
мкм
получистовое
 мкм
мкм
Минимальный припуск под шлифование:
предварительное
 мкм
мкм
чистовое
 мкм
мкм
Определение расчетных размеров:

 мм
мм
 мм
мм
 мм
мм
 мм
мм
Определение предельных размеров ( округлен до
точности допуска):
округлен до
точности допуска):

 мм
мм
 мм
мм
 мм
мм
 мм
мм
 мм
мм
Определение предельных значений
припуска:
для чистового шлифования
для предварительного шлифования

для получистового растачивания

для чернового растачивания
Построим схему графического расположения припусков
и допусков на обработку поверхности Ø30H9:
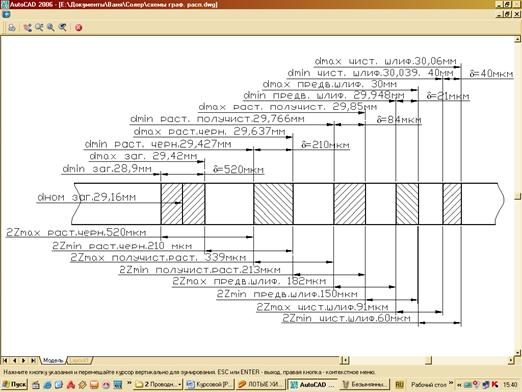
Рисунок 5.1 - Схема графического расположения
припусков и допусков на обработку отверстия Ø30H9
втулки
Расчёт припусков на диаметральную обработку
поверхности Ø46h9-0.062.
Таблица
5.2
Расчет припусков и предельных размеров по
технологическим переходам на обработку поверхности Ø46h9-0.062
втулки
|
Технологические
переходы обрабатываемого отверстия Ø46h9-0.062
мм.
|
Элементы
припуска, мкм.
|
Расчетный
припуск 2zmin, мкм.
|
Расчетный
размер dP, мм.
|
Допуск
δ, мкм.
|
Предельный
размер, мм.
|
Предельное
значение припусков, мкм.
|
|
Rz
|
T
|
ρ
|
ε
|
|
|
|
dmin
|
dmax
|
2zminпр
|
2zmaxпр
|
|
Заготовка
|
150
|
250
|
6.36
|
400
|
-
|
47,976
|
1600
|
47.98
|
49.58
|
-
|
-
|
|
Черновая токарная
обработка
|
50
|
50
|
0.382
|
400
|
1600
|
46.379
|
250
|
46.379
|
46.629
|
1600
|
2950
|
|
Получистовая
токарная обработка
|
30
|
30
|
0.254
|
0
|
200.76
|
46.187
|
100
|
46.187
|
46.287
|
192
|
342
|
|
Предварительное
шлифование
|
10
|
20
|
0.127
|
30
|
180
|
45.998
|
62
|
45.998
|
46.06
|
189
|
227
|
|
Чистовое
шлифование
|
2
|
15
|
-
|
-
|
60.254
|
45.938
|
25
|
45.938
|
45.963
|
60
|
97
|
Пространственная погрешность:
Пространственное отклонение:
Заготовка:  =6,36мкм;
=6,36мкм;
После черновой токарной обработки: ρ=6.36*0.06=0.382
мкм
После получистовой токарной
обработки: ρ=6.36*0.04
мкм
После предварительного шлифования: ρ=6.36*0.02мкм
Погрешность установки для первой
токарной операции равна:
 [2, с.42]
[2, с.42]
Погрешность установки для второй токарной
операции равна нулю т.к. обработка поверхности производится без смены позиции.
Погрешность установки для первой операции
шлифования равна:
 [2, с.41]
[2, с.41]
Погрешность установки для второй операции
шлифования равна нулю т.к. обработка поверхности производится без смены
позиции.
Определение межоперационных припусков:

Минимальный припуск:
под предварительное обтачивание
 мкм
мкм
под получистовое обтачивание
 мкм
мкм
под предварительное шлифование
 мкм
мкм
под чистовое шлифование
 мм
мм
Определение расчетных размеров:

 мм
мм
 мм
мм
 мм
мм
 мм
мм
Определение предельных размеров ( округлен до
точности допуска):
округлен до
точности допуска):
 мм
мм
 мм
мм
 мм
мм
 мм
мм
 мм
мм
Определение предельных значений
припуска:
под чистовое шлифование

под предварительное шлифование
под получистовое обтачивание
под предварительное обтачивание
Построим схему графического расположения
припусков и допусков на обработку поверхности Ø46h9:

Рисунок 5.1 - Схема графического расположения
припусков и допусков на обработку поверхности Ø46h9
втулки
6. Расчет суммарной погрешности
обработки
Определяем величину погрешности ΔИ,
вызванную размерным износом резца по [2, с.73]:

где L - длина
пути резания обработки партии N деталей определяется:

Для сплава Т30К4 интенсивность
изнашивания  [2, с.74].
[2, с.74].
Определим колебание системы Dy в следствии
уменьшении силы Py из-за непостоянной t и
податливости системы при обработке.
 ,[2, с.27]
,[2, с.27]
где Wmax и Wmin -
наибольшая и наименьшая податливость системы;Ymax и РYmin-наибольшее
и наименьшее составляющей силы резания.
Для токарного станка повышенной
точности наибольшее смещение резцедержателя и оправки установленной в шпиндели
передней бабки под нагрузкой 686 Н-25мкм. [2, с. 29].
Втулку, закрепленную в трех
кулачковом патроне можно представить как балку защемленную консольно,
нагруженная сосредоточенной силой в конце балки, там же будет наибольший
прогиб:

Тогда наибольшая податливость
технологической системы равна:

Наибольшая и наименьшая нормальная
составляющая силы резания определяется согласно [3, с.271-275], исходя из
условий:

где  ; x=1; y=0,75; n=-0,15; S=0,15
об/мин.; V=100м/мин.;
; x=1; y=0,75; n=-0,15; S=0,15
об/мин.; V=100м/мин.;  =1(φ=45º).
=1(φ=45º).
Т.к. возможны колебания припусков,
то колебания глубины резания
 ,
,  В этом случае
В этом случае

Изменение обрабатываемого размера
вследствие упругих деформаций
 .
.
В предположении, что настройка
растачивания на выполняемый размер производится по индикаторному упору с ценой
деления 0,002мм, определим погрешность настройки:
где Dp=20-погрешность регулирования
положения резца, Кр=1.14 и Ки=1- коэффициенты распределения величин Dр и Dизм от нормального закона
распределения, Dизм=20 мкм.
Тогда погрешность настройки:

Определим погрешность, вызванную геометрическими
неточностями станка SDст. Согласно
[2,
с. 53-55]

где С - допустимое отклонение от
параллельности оси шпинделя по направляющим станины в плоскости выдерживаемого
размера на длине L; l - длина
обрабатываемой поверхности.
Для токарных станков с ЧПУ при наибольшем
диаметре обрабатываемой поверхности до 116 мм С=4 мкм на длине 80 мм.

Определим температурные деформации
технологической системы, приняв их равными 15% от суммы остальных погрешностей:
SDт=0.15(9,628+9,133+13+2,5)=4,69мкм.
Определим суммарную погрешность обработки по
уравнению:

Литература
1.
Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии
машиностроения: [Учеб. пособие для машиностроит. спец. вузов].-4-е изд.,
перераб. и доп.-Мн.: Выш. школа, 1983.-256с., ил.
.
Справочник технолога-машиностроителя. В 2-ух т. Т. 1 / Под ред. А.Г. Косиловой
и Р.К. Мещерякова.-4-е изд., перераб. и доп.- М.: Машиностроение, 1986. 656с.,
ил.
.
Справочник технолога-машиностроителя. В 2-ух т. Т. 2/Под ред. А.Г. Косиловой и
Р.К. Мещерякова.-4-е изд., перераб. и доп.- М.: Машиностроение, 1986. 496с.,
ил.
.
Краткий справочник технолога тяжелого машиностроения / Маракулин И.В., А.П.
Бунец, В.Г. Коринюк.-М.: Машиностроение, 1987.-464 с., ил.
5.
Сборник задач и упражнений по технологии машиностроения: Учеб. пособие для
машиностроит. вузов по спец. «Технология машиностроения», «Металлорежущие
станки и инструменты» / В.И. Аверченков, О.А. Горленко, В.Б. Ильицкий и др.;
Под общ. ред. О.А. Горленко. - М.: Машиностроение, 1988. 1926с., ил.
.
Колкер Я.Д., Руднев О.Н. Базирование и базы в машиностроении: Учеб. пособие.-
К.: Выш. шк., 1991.-100с.: ил.